UNIVERSITÀ DEGLI STUDI DI CASSINO
N
IV
E RSI T
A
S
IX
M C M LX X
AS
D.
N
STV
R
IO
SOL PER NOCTEM
C A SI
A.V
.
- D LX XX
II
VI
C.
A.
VM V
DIPARTIMENTO DI AUTOMAZIONE ELETTROMAGNETISMO
INGEGNERIA DELL’INFORMAZIONE E MATEMATICA INDUSTRIALE
D
Tesi di Dottorato di Ricerca in
Ingegneria Elettrica e dell’Informazione
(XVIII CICLO)
Metodi e Strumenti di Misura per l’Esecuzione
di Test Non Distruttivi su Materiali Conduttori
Marco Laracca
Novembre 2005
Settore scientifico disciplinare ING-INF/07
Misure Elettriche ed Elettroniche
UNIVERSITÀ DEGLI STUDI DI CASSINO
N
IV
E RSI T
A
S
N
IO
M C M LX X
AS
D.
IX
SOL PER NOCTEM
C A SI
A.V
.
- D LXX X
II
VI
C.
A.
RV M V
DIPARTIMENTO DI AUTOMAZIONE ELETTROMAGNETISMO
INGEGNERIA DELL’INFORMAZIONE E MATEMATICA INDUSTRIALE
STV
D
Tesi di Dottorato di Ricerca in
Ingegneria Elettrica e dell’Informazione
(XVIII CICLO)
Metodi e Strumenti di Misura per l’Esecuzione
di Test Non Distruttivi su Materiali Conduttori
Il Coordinatore
Prof. Giovanni Busatto
Il Tutore
Prof. Andrea Bernieri
Marco Laracca
Novembre 2005
Settore scientifico disciplinare ING-INF/07
Misure Elettriche ed Elettroniche
Ringraziamenti
Dovuti e sentiti ringraziamenti vanno innanzitutto
ai Proff. Giovanni Betta ed Andrea Bernieri per
aver permesso il raggiungimento di questo
traguardo.
Un sentito grazie va inoltre a tutto il gruppo
Misure Elettriche ed Elettroniche, ed in
particolare a Luigi che ha creduto in me sin
dall’inizio, nonché al gruppo di Elettrotecnica
per le fattive collaborazioni svolte.
Infine, ma non per ultimi, un pensiero a tutta la
mia famiglia ed a Claudia.
Questo progetto di ricerca è stato in parte
supportato dal Ministero Italiano dell’Università
e della Ricerca MIUR
Indice
Indice
Pagina
1
Introduzione
Capitolo 1
I controlli non distruttivi
1.1 Generalità
1.2 Aspetti tecnico-economici delle Prove non Distruttive
1.3 Tipologia dei difetti riscontrabili
1.3.1 Difetti di produzione
1.3.2 Difetti di esercizio
1.4 I metodi di indagine non distruttiva
1.4.1 Esami visivi
1.4.2 Ultrasuoni
1.4.3 Liquidi penetranti
1.4.4 Termografia
1.4.5 Magnetoscopia
1.4.6 Radiografia
1.4.7 Ferrografia
1.4.8 Olografia
1.4.9 Correnti indotte
1.4.9.1 La rilevabilità dei difetti e la scelta della frequenza di lavoro
1.4.9.2 Costituzione di un apparecchio tipo per ECT
1.4.9.3 Applicazioni
1.5 La pericolosità dei difetti e l’affidabilità dei controlli non distruttivi
1.6 Conclusioni
Capitolo 2
I metodi di indagine proposti
2.1 Introduzione
2.2 Il metodo basato sul sensore fluxset
2.2.1 Il sensore fluxset
2.2.1.1 Sviluppo del sensore fluxset
2.2.2 Caratterizzazione metrologica del sensore fluxset
2.2.3 Il metodo proposto per l’esecuzione del test non distruttivo
2.2.4 Primi test sperimentali
2.3 Il metodo basato sulla tomografia induttiva
2.3.1 Il metodo
2.3.2 L’algoritmo di inversione
2.3.2.1 Soluzione del problema diretto
2.3.2.2 Soluzione del problema inverso
2.3.3 Il progetto della sonda
2.3.3.1 Analisi di sensibilità
2.3.3.1.1 Analisi al variare della distanza tra le bobine
2.3.3.1.2 Analisi al variare dell’altezza delle bobine
2.3.3.1.3 Analisi al variare dello spessore delle bobine
2.3.3.1.4 Analisi al variare del raggio interno delle bobine
2.3.3.1.5 Conclusioni
2.3.3.2 La sonda realizzata
2.3.4 Le prime prove sperimentali
7
7
10
13
14
17
19
20
21
24
26
27
31
33
34
35
36
39
42
43
45
47
47
51
51
54
60
67
70
74
76
80
80
83
86
87
91
93
94
94
96
97
98
Indice
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla
Sonda Fluxset
3.1 Introduzione
3.2 Realizzazione ed ottimizzazione della sonda bi-assiale
3.2.1 Caratterizzazione della sonda
3.2.1.1 Lo sviluppo della stazione automatica di misura
3.2.1.2 Risultati sperimentali
3.2.2 La procedura di calibrazione e taratura della sonda
3.3 Lo strumento realizzato
3.3.1 Architettura dello strumento
3.3.2 L’unità di generazione delle forme d’onda
3.3.3 L’unità della bobina di eccitazione
3.3.4 L’unità di pilotaggio dei motori
3.3.5 L’unità di acquisizione, elaborazione e controllo
3.3.6 Ottimizzazione dell’algoritmo di elaborazione
3.3.7 La verifica sperimentale
3.3.7.1 La ripetibilità del sistema
3.3.7.2 Il tempo di esecuzione del test
3.3.7.3 L’accordo tra dati sperimentali e simulati
3.4 La ricostruzione delle caratteristiche geometriche dei difetti
3.4.1 Il software di simulazione
3.4.1.1 Simulazioni per cricche sottili
3.4.1.2 Simulazioni per cricche di volume
3.4.2 Analisi delle mappe di campo simulate
3.4.3 La ricostruzione dei difetti come problema di regressione
3.4.4 La costruzione del database per il training set
3.4.5 L’architettura software realizzata
3.4.6 Risultati sperimentali
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla
Tomografia Induttiva
4.1 Introduzione
4.2 Analisi del software di inversione
4.2.1 Il rumore ammissibile
4.2.2 Estrazione di P(2)
4.2.2.1 La frequenza come fattore di influenza nel processo di
inversione
4.2.2.2 Estrazione di P(2) al variare del parametro npk e delle frequenze
4.3 Analisi del software di misura
4.4 Ottimizzazione hardware
4.4.1 Le modifiche software
4.4.2 Le verifiche sperimentali
102
102
103
106
106
108
111
119
119
122
123
124
125
126
128
129
130
131
133
134
136
138
139
142
147
148
149
151
151
152
152
154
154
155
158
160
161
163
Conclusioni
166
Bibliografia
169
Introduzione
Nelle moderne economie industriali, caratterizzate da una crescente complessità ed
interdipendenza tra i vari settori tecnici ed economici sia in ambito nazionale che
internazionale, i temi della qualità, dell'affidabilità e della sicurezza sono da tempo
all'attenzione di operatori e studiosi.
Alla scadenza del 1993, con il completamento dell'assetto del Mercato Europeo, é stata
liberalizzata la circolazione dei prodotti nei Paesi membri della Comunità Economica
Europea, con tutti i vantaggi prevedibili nell'incremento del volume di scambio; ciò ha
rafforzato nelle aziende la consapevolezza riguardo le problematiche connesse con la qualità,
al fine di ottenere un prodotto affidabile, tecnicamente valido ed economicamente competitivo
sia in ambito nazionale che internazionale.
Tuttavia, per affrontare in modo efficace tali tematiche e presentarsi sul mercato con prodotti
caratterizzati da un'elevata qualità ed affidabilità, occorre ovviamente essere in grado di
prevenire eventuali anomalie che possono alterare le caratteristiche strutturali e/o funzionali
dei prodotti.
In tale contesto, le Prove non Distruttive e, più in generale, la Normativa Tecnica Nazionale
Introduzione
ed Internazionale che regola la loro corretta applicazione, assumono un ruolo di fondamentale
importanza per assicurare la qualità e l'affidabilità di un prodotto. Infatti, senza alterare la
struttura e/o geometria iniziale del manufatto, gli Esami non Distruttivi consentono di
verificarne l'integrità strutturale al fine di prevenire sia l'insorgere di difetti durante le fasi di
lavorazione, sia il verificarsi di eventuali incidenti in fase di esercizio.
Nello Stato Italiano, dal 30 luglio 1988 è in vigore il DPR n.224 del 24 maggio 1988, che
recepisce la Direttiva CEE 85/374, emendata dalla Direttiva 99/34/EC, in materia di
responsabilità dei produttori per i danni provocati dai prodotti (e/o dai loro componenti)
difettosi.
Questa legge, in previsione della liberalizzazione del Mercato Europeo (avvenuta il 1°
Gennaio 1993), ha introdotto nel nostro Paese un regime di parziale responsabilità oggettiva
che prescinde da qualsiasi colpa del produttore.
E’ bene inoltre sottolineare che l'importanza della qualità va ben oltre l'obiettivo di
competitività delle imprese, in quanto investe molteplici aspetti, coinvolgendo non solo
problemi di natura economica. E’ facile infatti intuire, che l'esistenza di una costante verifica
dei cicli produttivi e dell'affidabilità dei manufatti risulta di interesse prioritario in tutti quei
casi in cui siano preminenti gli aspetti di sicurezza preventiva verso l'uomo e verso l'ambiente;
basti pensare a quei settori quali il nucleare, il petrolchimico, l’aerospaziale e similari, ove la
qualità dei prodotti è di fondamentale importanza per la sicurezza di mezzi e persone, nonché
per la salvaguardia dell’ambiente.
Entrando nello specifico delle Prove Non Distruttive, queste rappresentano il complesso di
esami, prove e rilievi condotti impiegando metodi che non alterano il materiale e non
richiedono la distruzione o l’asportazione di campioni dalla struttura in esame; da qui la
definizione di non Distruttive.
I metodi più comunemente utilizzati sono gli ultrasuoni, i campi magnetici ed
elettromagnetici, i liquidi penetranti, l’emissione acustica, le radiazioni penetranti ad alta
2
Introduzione
energia, l’emissione termica, le correnti indotte etc. Significativamente alcune di esse sono
derivate o conseguenti ad analoghe applicazioni sviluppate in campo diagnostico medicale
(basti pensare agli esami radiografici).
I risultati delle indagini condotte applicando questi metodi sono alla base per la valutazione
della qualità di un prodotto, per l’esame dell’integrità strutturale di un componente, per la
diagnosi e ricerca delle cause di malfunzionamenti di macchinari.
Le Prove Non Distruttive sono condotte su materiali quali i metalli, i compositi, le plastiche, i
ceramici, su componenti quali i recipienti a pressione, le turbine, le caldaie, le valvole, le
pompe, i motori, i reattori nucleari e dell’industria chimica e petrolchimica, su mezzi di
trasporto quali gli aerei, le navi, i treni, le funivie, gli autoveicoli, i razzi e le navicelle
spaziali, su installazioni quali piattaforme per la ricerca e l’estrazione del petrolio, i gasdotti, i
ponti, i viadotti, le dighe, le fondamenta, le caverne, sui pendii ed i suoli ed infine sulle opere
d’arte. Un campo di applicazioni quindi straordinariamente esteso e di estrema importanza per
la qualità dei prodotti, per la sicurezza e l’affidabilità degli impianti, delle strutture, dei mezzi
di trasporto e per la tutela dell’ambiente, dei beni strumentali e culturali
E’ in tale contesto tecnico ed economico che si colloca l’attività di ricerca svolta, atta allo
sviluppo di metodi e strumenti di misura per l’esecuzione di Prove non Distruttive con la
tecnica delle Correnti Indotte (ECT-Eddy Current Testing).
Seppur tecnologicamente avanzati, le tecniche e gli strumenti ECT attualmente in uso non
sono privi di problemi e limitazioni dovuti a: le frequenze di lavoro utilizzate, che
sostanzialmente limitano le indagini alla ricerca di difetti superficiali; l’impossibilità di
identificare oltre che la presenza anche le caratteristiche geometriche e dimensionali dei
difetti, aspetto invece di fondamentale importanza al fine sia di valutare con maggiore
sensibilità l’accettabilità del componente sotto test, che di determinare le origini del difetto
nella catena di produzione o in esercizio, al fine di attuare le dovute azioni correttive.
Risulta quindi evidente la necessità di continuare ad investire in questo campo di ricerca,
3
Introduzione
sviluppando nuove tecniche di indagine nonché progettando e realizzando nuove sonde e
strumenti capaci di risolvere e superare alcuni se non tutti i problemi e le limitazioni
precedentemente menzionati e/o porsi all’avanguardia nella soluzione delle nuove frontiere
(intese come nuove necessità ispettive) decretate dallo sviluppo tecnologico nei diversi settori
disciplinari.
In tale contesto, tecnico, scientifico, economico e legislativo sono stati sviluppati due metodi
di misura capaci di eseguire Test Non Distruttivi con la tecnica delle correnti indotte, ognuno
dei quali con uno specifico settore applicativo. Il primo, basato sul sensore di campo
magnetico fluxset, capace di eseguire il Test Non Distruttivo anche a basse frequenze e di
indagare componenti di grandi dimensioni anche con geometrie complesse; il secondo, basato
sull’ausilio di matrici di bobine, particolarmente adatto ad analisi di piccole aree su pezzi a
geometria regolare senza l’ausilio di sistemi di movimentazione.
Nel capitolo 2 vengono presentati entrambe i metodi ECT sviluppati. Rispetto al sistema
basato sul sensore fluxset, è stato innanzitutto mostrato il principio di funzionamento e lo
sviluppo del sensore fluxset (effettuato dal Research Institute for Technical Physics and
Materials Science della Hungarian Academy of Sciences), quindi viene mostrata la
caratterizzazione metrologica del sensore che ha permesso sia di valutarne le prestazioni che
di acquisire le giuste conoscenze per la messa a punto del metodo di misura che sfruttasse
detto sensore per l’esecuzione del Test Non Distruttivo.
Il secondo metodo ricade nelle tecniche di analisi tomografiche ed è basato sull’ausilio di un
opportuno algoritmo di inversione numerica (questa tecnica infatti, è tra quelle cosiddette
model based, cioè basate sull’inversione numerica del modello matematico che governa il
fenomeno elettromagnetico in esame). Viene quindi presentato l’algoritmo di inversione, il
cui studio ha permesso di mettere a punto la procedura di misura nonché progettare e
realizzare la sonda; questa permette di effettuare una “fotografia elettromagnetica” del pezzo
in esame fornendo indicazioni tali da permettere, tramite l’inversione numerica, di risalire alle
4
Introduzione
caratteristiche geometriche e dimensionali dell’eventuale difetto.
Per entrambe i metodi proposti, nel Capitolo 2 vengono anche riportate le prove sperimentali
che hanno permesso la presa di coscienza delle potenzialità delle tecniche sviluppate nonché
della necessità di appropriate fasi di sviluppo ed ottimizzazione, presentate nei capitoli 3 e 4.
In particolare, nel capitolo 3 viene riportata l’evoluzione del sistema basato sul sensore
fluxset. Dapprima è stata progettata, realizzata e caratterizzata una sonda bi-assiale che
utilizza due sensori fluxset per l’esecuzione del test non distruttivo.
L’attività di ricerca è poi proseguita mettendo a punto un sistema di auto calibrazione e
taratura, che permette, nella fase di misura, sia di tener conto dell’ambiente elettromagnetico
di prova, sia di fornire risultati ripetibili ed espressi in Tesla, anche variando la sonda
utilizzata per quella particolare misura. Assodata la bontà del sistema realizzato,
nell’individuazione dei difetti, l’attenzione si è rivolta alla sua prototipizzazione, progettando
realizzando e testando uno strumento compatto, che assolva alle diverse funzioni di
alimentazione della sonda, acquisizione ed elaborazione dei segnali provenienti dai sensori
fluxset, pilotaggio del sistema di movimentazione nonché la gestione ed alimentazione del
sistema di auto calibrazione e taratura. La messa in opera dello strumento è stata resa
possibile anche dal contemporaneo sviluppo ed ottimizzazione degli algoritmi di elaborazione
dei segnali acquisiti, atti all’estrazione delle informazioni riguardanti la presenza dei difetti.
Infatti, nella realizzazione di uno strumento che effettui l’intera procedura di analisi non
distruttiva, oltre alla precisione nell’individuazione dei difetti, il software di gestione ed
elaborazione necessita anche di caratteristiche quali la ridotta occupazione di memoria
(installazione on-board) e la velocità di calcolo (elaborazione in real time); queste specifiche
progettuali, sono state ottemperate effettuando analisi in frequenza, sfruttando l’algoritmo di
Goertzel.
E’ stato infine, in seguito ad un’accurata analisi del problema, sviluppato un algoritmo di
elaborazione dei dati di misura, basato sulle Support Vector Machine (SVM), che permette di
5
Introduzione
identificare oltre che la presenza anche la posizione, la forma e le dimensioni geometriche dei
difetti.
Nel capitolo 4 viene infine riportato lo sviluppo e l’ottimizzazione della tecnica tomografica,
attuato sia da un punto di vista software che hardware. In particolare, una fase di
caratterizzazione sia del software di inversione che del software di misura realizzato, ha
permesso da un lato di determinare i valori più appropriati di alcuni parametri dell’inversione
numerica, dall’altro di fornire le giuste indicazioni per lo sviluppo della sonda. Per questa, con
l’obiettivo di innalzare sia la sensibilità della sonda rispetto ai difetti che il livello dei segnali
e ridurre l’incertezza di misura, è stata ideata una particolare geometria utilizzando un
supporto in ferrite.
6
Capitolo 1
I controlli non distruttivi
1.1
Generalità
Le Prove non Distruttive (PnD) sono il complesso di esami, prove e rilievi condotti
impiegando metodi che non alterano il materiale e non richiedono la distruzione o
l’asportazione di campioni dalla struttura in esame. Da qui la definizione di non Distruttive.
Per chiarezza si può dire che in contrapposizione sono invece Prove Distruttive quelle
usualmente adottate nei laboratori prove materiali per determinare, su campioni e provette, le
caratteristiche meccaniche, chimiche o metallografiche dei materiali ed a seguito delle quali il
pezzo esaminato non è più utilizzabile [1], [5].
I metodi più comunemente utilizzati sono gli ultrasuoni, i campi magnetici ed
elettromagnetici, i liquidi penetranti, la emissione acustica, le radiazioni penetranti ad alta
energia, la emissione termica, etc. I risultati delle indagini condotte applicando questi metodi
sono alla base per la valutazione della qualità di un prodotto, per l’esame dell’integrità
Capitolo 1
I controlli non distruttivi
strutturale di un componente, per la diagnosi e ricerca delle cause di malfunzionamenti di
macchinari. La storia dell’applicazione industriale di questi mezzi di indagine è piuttosto
recente; per il loro carattere non distruttivo, significativamente alcuni di essi sono derivati o
conseguenti ad analoghe applicazioni sviluppate in campo diagnostico medicale (basti pensare
agli esami radiografici). Le PnD sono condotte su materiali quali i metalli, i compositi, le
plastiche, i ceramici, su componenti quali i recipienti a pressione, le turbine, le caldaie, le
valvole, le pompe, i motori, i reattori nucleari e dell’industria chimica e petrolchimica, su
mezzi di trasporto quali gli aerei, le navi, i treni, le funivie, gli autoveicoli, i razzi e le
navicelle spaziali, su installazioni quali piattaforme per la ricerca e l’estrazione del petrolio, i
gasdotti, i ponti, i viadotti, le dighe, le fondamenta, le caverne, sui pendii ed i suoli ed infine
sulle opere d’arte. Un campo di applicazioni quindi straordinariamente esteso e di estrema
importanza per la qualità dei prodotti, per la sicurezza e l’affidabilità degli impianti, delle
strutture, dei mezzi di trasporto e per la tutela dell’ambiente, dei beni strumentali e culturali
[1]-[5].
E’ opinione affermata dai tecnici del settore, che l’argomento delle Prove non Distruttive non
è disgiungibile da quello del Controllo della Qualità e che una conoscenza delle prime
puramente tecnologica e completamente distaccata dai concetti e principi che governano il
secondo, sarebbe una conoscenza incompleta e comunque menomata [4]. Una visione più
ampia della collocazione e del ruolo delle Prove non Distruttive nel sistema industriale non
può quindi prescindere da una descrizione, seppur sintetica, del sistema di Controllo della
Qualità.
L’accezione comune dell’espressione Controllo della Qualità indica la funzione di verifica
che, un dato prodotto o un dato processo, risponda, in caratteristiche chimico-fisicodimensionali, ai livelli qualitativi prefissati. Si definisce infatti Controllo della Qualità (C.Q.)
quell’insieme di attività di garanzia della qualità che permettono di rilevare e misurare le
caratteristiche di una parte, di un procedimento o di un impianto verificandolo a fronte di
8
Capitolo 1
I controlli non distruttivi
parametri e valori preventivamente definiti.
Il C.Q. si attua essenzialmente nelle stazioni di controllo posizionate strategicamente
sulla linea di produzione, nella fase di collaudo finale, nella fase di ispezione al ricevimento,
nelle fasi di manutenzione programmata degli impianti ed in quelle di ispezioni in esercizio.
Va sottolineato che la funzione del C.Q. non è solo una funzione esecutiva di prove ed esami,
ma è anche e soprattutto una gestione dei risultati, una elaborazione diagnostica degli stessi,
una attività di individuazione di eventuali azioni correttive e di informativa. In altre parole
l’insieme degli esiti dei collaudi e la loro interpretazione, permette al Controllo di localizzare
le fasi di lavorazione ove più frequentemente si originano le cause di scarto ed i motivi che le
producono. Ciò induce ad intervenire con le verifiche di qualità sempre più a monte nel
processo produttivo, sino all’origine, ossia ai materiali base da lavorare. Tale cammino è
fortemente coadiuvato dallo sviluppo dei mezzi di indagine che la tecnica ha messo a
disposizione per gli esami non distruttivi dei materiali e dei prodotti di lavorazione. In
quest’ottica, meglio si comprende quali effettivamente sono la collocazione e il ruolo del
Controllo della Qualità nell’ambito del sistema industriale e, in un tale sistema, qual è il ruolo
delle Prove non Distruttive, che del Controllo della Qualità rappresentano uno dei principali
mezzi, o per meglio dire uno dei principali settori operativi [4].
L’importanza delle Prove non Distruttive è ancora più chiara se si considera che non è
possibile costruire ed esercire materiali senza generare difetti, e cioè che è un grave errore
pensare di poter costruire senza difetti materiali o prodotti, o pensare che questi non perdano
le loro caratteristiche nel tempo. Come nel campo delle misure esiste un sistema di tolleranze
così per i difetti si può definire un modello di difettosità accettabile, tale cioè da non
compromettere l’idoneità all’impiego del prodotto. E’ quindi importante scoprire anomalie
per confrontarle con gli standard di accettazione che fanno parte delle specifiche di prodotto
[6]-[8].
9
Capitolo 1
1.2
I controlli non distruttivi
Aspetti tecnico-economici delle Prove non Distruttive
Un’analisi dell’argomento costo della qualità implica uno studio molto vasto, molteplici
essendo i fattori che vanno presi in considerazione. Se infatti è indubitabile che ad un risultato
o ad un prodotto di qualità più elevata corrisponda un costo finale parallelamente più elevato,
è anche vero che un pari livello di qualità finale può essere raggiunto con costi maggiori o
minori. Questa analisi, che lungi dall’essere esaustiva, permette di avere un quadro chiaro
degli aspetti e delle problematiche tecnico-economiche relative alla costituzione di un servizio
PnD, sia nei riguardi della produzione che della manutenzione di componenti, strutture e
prodotti in genere. L’attenzione sarà inizialmente focalizzata ai fattori sia di costo che di
beneficio seguenti la costituzione di un servizio PnD per un dato processo produttivo, ovvero
relativo alle prove che rientrano nella classe delle ispezioni non distruttive in produzione
(preservice inspection).
Nello studio di progetto per la costituzione di un servizio PnD vanno presi in considerazione:
-
definizione degli obiettivi da raggiungersi sul prodotto con l’introduzione del
controllo PnD;
-
individuazione dei mezzi effettivamente necessari per raggiungere tali obiettivi;
-
utilizzazione al meglio di queste attività PnD, sia come strutture e punti di intervento,
sia come dati informativi ottenibili per il miglioramento del processo produttivo e
riduzione degli scarti.
I fattori economici da considerare sono:
-
quantizzazione del costo della gestione del servizio, che comprenderà, i costi diretti
(apparecchiature, ammortamenti, materiali di consumo, personale, utenze e
installazioni, manutenzioni, etc.), i costi indiretti (aggiornamenti tecnico culturali,
interventi assicurativi, legali e di fisica sanitaria, quote spese generali della società,
etc.), e i costi derivanti (onere degli scarti, rallentamenti o varianti al percorso della
linea produttiva, etc.);
10
Capitolo 1
-
I controlli non distruttivi
individuazione di possibili interventi migliorativi intesi come spesa da preventivare
per gli ammodernamenti tecnologici del sistema;
-
valutazione del grado di utilizzazione dei risultati forniti dal controllo, che non va nel
computo dei costi ma in una valutazione del rapporto spese-benefici.
Una quantificazione in termini economici dei fattori che concorrono a costituire i benefici è
sicuramente più ardua. Verranno quindi solo indicati una serie di fattori di cui tener conto in
un’analisi, in termini economici, dei benefici derivanti dalla costituzione di un servizio PnD.
Essi sono di tipo diretto (riduzione degli scarti di produzione, riduzione dei reclami da parte
degli utilizzatori, riduzione di tempi di lavorazione per introduzione di sistemi più idonei e di
materiali più consoni a seguito delle diagnosi elaborate dal servizio CnD, etc.) e di tipo
indiretto (miglioramento dell’immagine della società sul mercato, riflessi indotti sulla
professionalità degli addetti alle lavorazioni, diminuzione dei rischi civili e dei premi
assicurativi, riduzione dei rischi socio-ecologici).
In una trattazione economica delle prove non Distruttive ed in particolare dei benefici
seguenti alla costituzione di un servizio PnD, non possono non essere menzionati alcuni
aspetti legislativi. Nello Stato Italiano infatti, dal 30 luglio 1988 è in vigore il DPR n.224 del
24 maggio 1988, che recepisce la Direttiva della Comunità Europea 85/374/CE
(successivamente modificata dalla Direttiva 99/34/CE) in materia di responsabilità dei
produttori per i danni provocati dai prodotti (e/o dai loro componenti) difettosi [9].
Questa legge, in previsione della liberalizzazione del Mercato Europeo (avvenuta il 1°
Gennaio 1993), ha introdotto nel nostro Paese un regime di parziale responsabilità oggettiva
che prescinde da qualsiasi colpa del produttore. Essa, infatti, impone al costruttore il
risarcimento totale di tutti i danni subiti dal consumatore a causa della presenza del difetto,
anche se originariamente occulto, salvo quando il costruttore possa dimostrare che all’epoca
della produzione non esistevano mezzi tecnologici atti a rilevarne la presenza. Col termine
prodotto difettoso, come inteso dalla legislazione sulla responsabilità da prodotto, non s'indica
11
Capitolo 1
I controlli non distruttivi
quello che non funziona o che risulta affetto da difetti fisici, ma quello che presenta o
presumibilmente poteva presentare un certo rischio (anche elevato) per la sicurezza
dell'utilizzatore e che quindi non offre quella sicurezza che legittimamente ci si può attendere.
In quest’ottica le conseguenze di un solo incidente potrebbero essere tanto gravi da
compromettere la sopravvivenza dell'azienda stessa.
Bisogna inoltre aggiungere che la complessità di un componente o meccanismo (per esempio
un organo meccanico, un’autovettura, un giocattolo, etc.), può essere tale da farne lievitare il
costo di produzione fino a parecchi ordini di grandezza superiore a quello delle sole materie
prime. Pertanto l’esistenza di un difetto, già contenuto nel materiale di partenza o
accidentalmente prodotto durante le fasi di lavorazione (fucinatura, laminazione, stampaggio,
trattamento termico, lavorazioni meccaniche, trattamenti di finitura superficiale, etc.), può
causare perdite economiche tanto maggiori quanto più tardi sia scoperto il difetto.
Diventa quindi di fondamentale importanza, se non indispensabile, la possibilità di
ispezionare sia il materiale di partenza sia il prodotto, durante e dopo ogni singola fase di
lavorazione, alla ricerca di eventuali difetti che potrebbero precluderne il corretto impiego o
peggiorarne l’affidabilità e la sicurezza. L’implementazione di un sistema C.Q. con l’impiego
di prove non distruttive, può risolvere egregiamente un enorme numero di problemi,
garantendo
un
maggior
grado
d’affidabilità
e
sicurezza
al
prodotto
stesso
e
contemporaneamente rivelarsi, a medio e lungo termine, un ottimo investimento sia
d’immagine, che di profitto.
Concludendo questa breve analisi economica delle prove non distruttive si vogliono chiarire
alcuni aspetti e problematiche caratterizzanti le ispezioni non distruttive in esercizio (inservice
inspection). Queste sono rappresentate da quella classe di prove per la verifica dei materiali,
delle strutture e dei prodotti, che in seguito alla loro utilizzazione possono perdere le proprie
caratteristiche nel tempo. Rientrano quindi nelle procedure di manutenzione preventiva, sia
ordinaria che straordinaria, di notevole importanza per la sicurezza di mezzi e persone in quei
12
Capitolo 1
I controlli non distruttivi
settori particolarmente sensibili, basti pensare al nucleare, al petrolchimico, all’aeronautico,
etc [6]-[8]. Particolare rilevanza viene però assunta anche nei confronti degli aspetti
economici in termini si di costo ma anche di beneficio relativi all’utilizzo delle PnD
nell’ambito della manutenzione.
Le voci di costo dell’inservice inspection sono molto simili a quelle relative alla preservice
inspection (le ispezioni in produzione), anche se vi sono alcune differenze tra cui si possono
menzionate:
-
l’accessibilità ai componenti da ispezionare (è essenziale realizzare ponteggi,
illuminazione e quant’altro necessario all’esecuzione dell’ispezione);
-
la preparazione superficiale dei componenti (i componenti possono presentare
fenomeni di ossidazione o danneggiamenti causati dalle varie fasi del montaggio);
-
qualificazione del personale addetto alle PnD (l’efficacia delle PnD in esercizio è
basata principalmente sulla loro ripetibilità, è quindi necessario più che mai che le
prove vengano eseguite da personale altamente specializzato).
Per quanto concerne i benefici economici dell’inservice inspection, può essere sicuramente
menzionata la riduzione dei fermi di produzione, grazie all’attuazione di manutenzioni
predittive rispetto ad improvvise rotture dei componenti d’impianto che oltre ad evolvere in
rotture di altri componenti, non garantiscono la disponibilità immediata sia dei componenti di
ricambio che degli operai specializzati alla riparazione.
1.3
Tipologia dei difetti riscontrabili
E’ utile, analizzare, almeno qualitativamente, le tipologie di difetti che è possibile riscontrare
nei pezzi che dovranno poi essere sottoposti a test di indagine non distruttiva. La straordinaria
varietà di difetti riscontrabile, permette la comprensione delle difficoltà affrontate dagli
operatori del settore e dello sviluppo di molteplici tecniche di indagine, ognuna con proprie
peculiarità, e quindi naturale predisposizione ad essere applicata al caso specifico.
13
Capitolo 1
I controlli non distruttivi
I difetti presenti nei materiali sono numerosissimi e provengono dalle cause più disparate; essi
possono preesistere alla messa in servizio del materiale o essere conseguenza dell’esercizio.
Si può quindi operare una prima classificazione:
-
difetti di produzione
-
difetti di esercizio
1.3.1 Difetti di produzione
Sono essenzialmente tutti i difetti insiti nella realizzazione, a partire dalle materie prime, di
pezzi finiti di materiali metallici ferrosi o manufatti di alluminio e sue leghe. Per semplicità di
trattazione suddivideremo i difetti in cinque classi:
a) Difetti congeniti nel materiale.
Sono così definiti quei difetti che insorgono durante la elaborazione in forno del bagno
metallico (inclusione di ossidi, inclusione di solfuri, fiocchi).
b) Difetti che insorgono nell’elaborazione del bagno metallico.
Nell’elaborazione del bagno metallico possono venire a crearsi nell’acciaio difetti che
sono praticamente inevitabili perché conseguenza proprio della necessità di disossidare il
bagno metallico stesso. Si parla cioè delle inclusioni endogene, soprattutto di silice ed
alluminia. Si noti che le inclusioni di ossidi e solfuri, di cui si è parlato, sono da
considerarsi difetti congeniti del materiale, a differenza delle inclusioni di silicati e
alluminia, in quanto le prime derivano da non corrette operazioni metallurgiche (sono
quindi difetti evitabili), mentre le seconde sono la naturale conseguenza di disossidazione
e calmatura dell’acciaio (processi necessari alla produzione dell'acciaio, quindi questi
difetti sono inevitabili).
c) Difetti che insorgono durante il colaggio (lingotti e getti)
Il colaggio è la fase di produzione dell’acciaio nella quale è possibile che compaia il
maggior numero di difetti sia nel colaggio in lingotti che, ancor più, in getti. Le tipologie
14
Capitolo 1
I controlli non distruttivi
di difetti riscontrabili in questa categoria sono: inclusioni, difetti di cristallizzazione,
difetti superficiali, difetti da segregazione, difetti da cavità di ritiro, cricche, difetti dovuti
a raffreddatori o supporti non fusi.
d) Difetti legati alle lavorazioni plastiche a caldo e a freddo
Le lavorazioni a caldo consentono di passare dal pezzo colato (in genere lingotto) al pezzo
intermedio o finito. Per l’esecuzione di questo tipo di lavorazione sono disponibili vari
mezzi quali forgia, pressa e laminazione, ciascuno adatto per una particolare applicazione,
per cui la bontà finale di un manufatto dipende anche dall’idoneità del mezzo di
lavorazione scelto.
Tra le varie possibilità di origine di difetti nelle lavorazioni a caldo possono ricordarsi le
seguenti:
-
Formatura a temperatura troppo bassa. Essa può dar luogo a tensioni di deformazione
troppo alte con conseguente separazione interna e comparsa di cricche di fucinatura.
-
Formatura a temperatura troppo alta. Essa provoca l’ingrossamento del grano che
diminuisce sensibilmente le caratteristiche finali di tenacità del pezzo. A temperatura
ancora maggiore interviene anche una ossidazione intergranulare e il fenomeno è detto
bruciatura.
-
Riscaldamento e raffreddamento troppo veloce. Esso può provocare la comparsa di
cricche interne e, in casi gravi, anche di cricche esterne; la causa è sempre da ricercare
in effetti di sollecitazione conseguente a gradienti termici differenziali.
-
Sono inoltre da annoverare nei difetti da lavorazione a caldo le deformazioni con
inglobamento di scoria nel laminato, le deformazioni con ripiegatura di difetti
superficiali, le deformazioni con strappo del materiale.
-
Le lavorazioni a freddo sono tutte quelle che avvengono a temperatura inferiore a
quella di ricristallizzazione del materiale. Nelle lavorazioni a freddo la forma finale
viene di regola raggiunta in più gradini attraverso cicli successivi di incrudimento e
15
Capitolo 1
I controlli non distruttivi
ricottura. Di regola il difetto che insorge nella lavorazione a freddo è sempre del tipo di
strappamento del materiale, spesso sottoforma di strappi interni che riducono la
sezione utile e provocano poi la rottura in esercizio.
e) Difetti conseguenti a inidoneo trattamento termico
I difetti conseguenti a non idoneo trattamento termico possono essere di due tipi:
-
Difetti strutturali.
Essi consistono nel non ottenere il tipo di struttura e le caratteristiche meccaniche
previste con il trattamento termico prescelto. Questo tipo di problema esula dalla
tipologia di difetti individuabili mediante PnD.
-
Lesioni.
Esse si originano, di regola, quando viene scelto un trattamento termico errato nei
confronti dell’acciaio impiegato, o il trattamento viene condotto in modo errato. Si
tratta quasi sempre di temperature troppo alte o troppo basse o di non valutare in modo
adeguato i cicli di riscaldo o raffreddamento in funzione delle dimensioni del pezzo. Il
pericolo è costituito dalle tensioni termiche che si palesa nei gravi fenomeni delle
cricche di tempra.
f) Difetti di saldatura
Nella categoria dei difetti di produzione possiamo includere anche la classe dei difetti di
saldatura. Saldatura intesa come parte del processo produttivo al fine di ottenere un
prodotto finito.
L’affidabilità delle strutture saldate risulta di primaria importanza, soprattutto nel caso di
materiali ad altissima resistenza per impieghi in condizioni di esercizio severe. Sono
infatti noti esempi di rotture premature e catastrofiche di strutture i cui difetti di saldatura
avevano giocato un ruolo preponderante nel verificarsi del fenomeno. Limiteremo a questo
semplice accenno la problematica relativa ai difetti di saldatura.
16
Capitolo 1
1.3.2
I controlli non distruttivi
Difetti di esercizio
Nel corso dell’esercizio un materiale metallico può andare soggetto a vari inconvenienti tra i
quali alcuni meritano particolare considerazione in quanto responsabili della maggior parte
delle rotture in esercizio degli organi di macchina. I più importanti, a questo proposito, sono
dovuti ai seguenti fenomeni:
-
Invecchiamento;
-
Usura;
-
Fatica;
-
Corrosione;
-
Erosione;
a) L’invecchiamento
Si definisce invecchiamento quel fenomeno che provoca la variazione nel tempo delle
caratteristiche meccaniche di un materiale metallico. Gli elementi responsabili
dell’invecchiamento negli acciai dolci sono: carbonio, ossigeno e azoto. Di essi il più
nocivo è certamente l’azoto anche se l’ossigeno esplica gravi effetti poco considerati.
Molte sono state le spiegazioni del fenomeno; quella che oggi gode di maggior credito
prevede un’interazione degli elementi separati in forma submicroscopica al bordo dei
grani con le dislocazioni presenti nel metallo, bloccaggio di queste e conseguente
infragilimento del materiale.
b) L’usura
L’usura è un tipico fenomeno di danneggiamento superficiale che può realizzarsi in un
gran numero di modi e in condizioni molto diverse. L’analisi del fenomeno è molto
complicata perché esso risulta funzione di un gran numero di variabili quali: il tipo di
carico, l’ambiente in cui il pezzo lavora, la velocità relativa delle parti in contatto, la
temperatura di lavoro dei pezzi, la natura del lubrificante, la mutua compatibilità dei
metalli accoppiati, la presenza di sostanze estranee.
17
Capitolo 1
I controlli non distruttivi
Si può affermare che tutti gli organi di macchina che trasmettono azioni meccaniche per
attrito radente o volvente subiscono usura. Questo provoca un’asportazione di materiale
dalle superfici, il quale può allontanarsi o rimanere in loco aggravando l’usura per effetto
abrasivo.
c) La fatica
La rottura di fatica è il fenomeno di rottura di un acciaio a un livello di sollecitazione
inferiore al limite elastico del materiale, a causa della ripetizione dello sforzo per un
numero sufficiente di volte. Le teorie proposte per interpretare il meccanismo della rottura
per fatica sono più di una e non sono in completo accordo tra di loro se non su alcuni
concetti fondamentali. Una caratteristica tipica ed importantissima dal punto di vista
pratico delle rotture per fatica è che esse avvengono per sollecitazioni inferiori alla
resistenza a trazione statica. Ciò è dovuto essenzialmente a due ragioni:
-
la sollecitazione nei vari punti del materiale non è uniforme, ma presenta delle punte
dovute alla presenza di intagli o difetti superficiali od interni;
-
il materiale non è omogeneo ed isotropo.
Detto in parole molto semplici la rottura a fatica è causata da difetti preesistenti sul pezzo.
d) La corrosione
Si definisce corrosione di un materiale metallico il fenomeno di natura chimico-fisica che
provoca il graduale decadimento delle caratteristiche del materiale con il concorso
dell’ambiente che lo circonda. Praticamente i metalli manifestano una tendenza a
combinarsi con ossigeno, zolfo, anidride carbonica ecc., variabile da metallo a metallo a
seconda dell’affinità del metallo per quell’elemento, della possibilità del metallo ad
autoproteggersi formando sulla sua superficie strati di prodotti di corrosione, o infine,
della protezione passiva del metallo stesso (verniciatura). La conseguenza è un lento
deterioramento del metallo che, se non tenuta opportunamente sotto controllo, può portare
alla rottura del pezzo.
18
Capitolo 1
I controlli non distruttivi
e) L’erosione
L’erosione si differenzia dalla corrosione, per il fatto che avviene preminentemente per
azione meccanica e non chimica ed è dovuta ad un liquido che, in genere, scorre
vorticosamente a contatto con una superficie metallica. Esempi di erosione si hanno in
pale d’elica, giranti e statori di turbine idrauliche, valvole ad ugello per la regolazione
della portata dei fluidi, tubazioni con liquidi che viaggiano in moto turbolento. L’azione
erosiva del liquido è simile, per certi aspetti, al fenomeno dell’usura, a parte il fatto che
uno dei due materiali è un liquido; gli effetti sono sostanzialmente gli stessi e cioè vi è
l’asportazione di materiale dalle superfici con conseguente riduzione dello spessore del
pezzo.
1.4
I metodi di indagine non distruttiva
L’esigenza di rilevare una notevole varietà di difetti in pezzi aventi le forme più disparate e
realizzati con tipi di materiali diversi ha portato allo sviluppo di un notevole numero di
tecniche di indagine non distruttiva.
In letteratura sono state proposte numerose classificazioni al fine di suddividere le tecniche in
classi omogenee, ma il confine tra le varie prestazioni e caratteristiche non è ben definito.
Nonostante ciò, spesso, la classificazione più utilizzata è quella che suddivide le tecniche di
Controllo non Distruttivo in base al loro campo di applicabilità; esse infatti sono raggruppate
in tre classi:
-
superficiali, idonee ad esaminare i materiali solo a livello superficiale;
-
volumetriche, idonee a rilevare discontinuità site all’interno dei materiali;
-
globali, idonee a verificare lo stato di un componente nella sua globalità.
Un altro fattore condizionante è legato al tipo di materiale testato, infatti non tutti i metodi si
prestano ad indagare la vasta gamma di materiali impiegati in tutti i campi che necessitano di
un’indagine di tipo non distruttivo.
19
Capitolo 1
I controlli non distruttivi
Nel seguito si riporta una panoramica sulle tecniche maggiormente utilizzate nei vari settori
industriali.
1.4.1 Esami visivi
Probabilmente il più importante metodo di indagine non distruttiva di qualsiasi oggetto è
l’esame visivo. Infatti, in senso lato, tutti i risultati di ogni metodo di indagine devono essere
visualizzati dall’operatore, per la loro registrazione ed interpretazione. Tuttavia per esame
visivo si intende soltanto l’ispezione degli oggetti ad occhio nudo o col solo ausilio di lenti od
endoscopi a basso ingrandimento. Il principio si basa sull’impiego della luce come mezzo
rivelatore dei difetti. Analizzando la direzione, l’ampiezza e la fase della luce riflessa o
diffusa dalla superficie di un oggetto opaco, o trasmessa all’interno di un mezzo trasparente,
si possono ottenere informazioni sullo stato fisico dell’oggetto in esame. Sebbene sia il
metodo più naturale, richiede una discreta predisposizione all’osservazione ed una notevole
esperienza, affinché possa rivelare all’operatore tutte le informazioni utili, potenzialmente
disponibili. Anche il solo esame ad occhio nudo è molto più complesso di quanto non si creda
e richiede una buona conoscenza dell’ottica e dell’illuminazione.
Gli esami visivi, come anche suggerito dalla norma di riferimento UNI EN 13018 [10],
vengono generalmente suddivisi in:
-
esami visivi diretti: possono essere utilizzati quando sia possibile accedere con gli occhi
ad una distanza dalla superficie in esame non maggiore di circa 60 cm con una
angolazione non inferiore a 30°.
-
esami visivi remotizzati: vengono generalmente utilizzati quando non sia possibile
accedere direttamente all’oggetto od alla superficie in esame. Allo scopo vengono
utilizzate apparecchiature più o meno sofisticate, quali ad esempio specchi, telescopi,
endoscopi, fibre ottiche, telecamere, ecc. In ogni caso, qualunque sia il mezzo utilizzato,
gli strumenti debbono avere una risoluzione almeno equivalente a quella dell’occhio
umano.
20
Capitolo 1
I controlli non distruttivi
Per la corretta applicazione di questo metodo di esame non distruttivo, risulta essenziale
l’esatta conoscenza delle anomalie o del tipo di difetto che si intende rilevare. Il vantaggio di
questo metodo, nell’applicazione remotizzata, è che permette un controllo visivo a distanza
senza smontare particolari da controllare. Gli svantaggi sono essenzialmente: l’impossibilità
di utilizzo senza un accesso diretto alla zona d’esame (è necessario avere un foro d’accesso) e
la soggettività del metodo dipendente dal parere dell’operatore e dalla sua esperienza.
I prodotti controllabili sono: motori, condotte di fluidi, serbatoi, vani nascosti, carrelli di
atterraggio di aerei, ecc.
1.4.2 Ultrasuoni
Col termine ultrasuoni si intendono vari tipi di onde elastiche, atte a propagarsi in un
materiale per il quale sia possibile definirne le caratteristiche elastiche e la densità. Queste
onde sono costituite da vibrazioni elastiche di particelle di materia e possono quindi avvenire
in un mezzo solido, liquido, o gassoso. Non possono esistere in assenza di materia,
contrariamente alle onde luminose che, essendo di natura elettromagnetica, si propagano
anche nel vuoto. Come per tutti i fenomeni ondulatori, anche gli ultrasuoni sono caratterizzati
da parametri fisici quali: la frequenza, la lunghezza d’onda, la velocità di propagazione,
l’intensità, ecc. Inoltre nella loro propagazione, analogamente alle onde luminose, subiscono i
noti fenomeni della riflessione, rifrazione e diffrazione, quando incontrano discontinuità od
ostacoli.
In generale, quando un'onda attraversa la superficie di separazione fra due mezzi, la direzione
di propagazione subisce una variazione: questo fenomeno si definisce rifrazione, ed è dovuto
al fatto che la velocità di propagazione dipende dal mezzo in cui essa avviene.
La riflessione si ha ogni volta che un'onda incide sulla superficie di separazione tra due
mezzi, separandosi in due componenti: una prosegue nel secondo mezzo, subendo
rifrazione, l'altra viene riflessa all'interno del primo mezzo.
21
Capitolo 1
I controlli non distruttivi
Inoltre tutte le onde (a parte quelle monodimensionali, proprie di una corda), se passano
attraverso piccole aperture o incontrano un ostacolo sul loro cammino, deviano dalla
direzione di propagazione rettilinea, e si sparpagliano in direzioni diverse. Questo
fenomeno, detto diffrazione, diventa particolarmente intenso quando l'apertura, attraverso
cui l'onda s’insinua, è piccola rispetto alla sua lunghezza d'onda.
La Norma di riferimento, la UNI EN 583-1 [11], prevede che si utilizzino ultrasuoni
longitudinali o trasversali, di frequenza tipicamente compresa tra 1 e 10 MHz; negli ultimi
tempi, in un contesto applicativo più ampio, il range si è esteso a 20 kHz-200 MHz.
La generazione di un fascio di ultrasuoni la si ottiene per mezzo di trasduttori, ossia
dispositivi capaci di trasformare energia da una forma in un’altra. Nel caso degli ultrasuoni
sono utilizzati trasduttori che trasformano energia elettrica in energia meccanica e viceversa,
sfruttando gli effetti: piezoelettrico, elettrostrittivo, magnetostrittivo ed elettromagnetico.
L’applicazione degli ultrasuoni alle PnD è, a tutt’oggi, uno dei metodi di analisi
maggiormente utilizzato per l’ispezione volumetrica dei materiali che consentono un suo
utilizzo diretto.
I trasduttori trasmettono all'interno del componente in esame una serie di "impulsi
ultrasonori" i quali, una volta attraversato il materiale e raggiunto il fondo, vengono riflessi
e ricevuti da un'adeguata strumentazione che li elabora opportunamente. A seconda della
geometria e del tipo di materiale in esame, possono essere impiegate differenti tecniche
operative: alcune prevedono l'utilizzo di sonde che fungono contemporaneamente da
trasmettitori e ricevitori degli ultrasuoni (tecnica in Riflessione), altre invece utilizzano due
trasduttori diversi, uno per l'emissione e l'altro per la ricezione (tecnica in Trasparenza).
In ogni caso il fascio ultrasonoro, così come esce dal trasduttore è caratterizzato dalla sua
forma geometrica (dimensioni e campo). Il segnale ultrasonoro in ricezione (riflesso o
trasmesso) è invece caratterizzato da due parametri fondamentali e precisamente l'ampiezza
(valore di picco dell'impulso elettronico mostrato sullo schermo dello strumento in una
22
Capitolo 1
I controlli non distruttivi
particolare rappresentazione denominata A-scan) ed il tempo di volo (tempo intercorso tra
l'impulso di trasmissione e quello di ricezione, indicato dalla distanza tra i due impulsi
mostrati sullo schermo) che fornisce la misura indiretta del percorso effettuato dall'onda
ultrasonora nel mezzo. In altre parole il segnale di partenza degli ultrasuoni (chiamato "eco
di partenza") e quello riflesso dalla superficie opposta a quella d'entrata (chiamato "eco di
fondo"), vengono visualizzati sullo schermo dello strumento con dei picchi, la cui distanza
risulta proporzionale al tempo che gli ultrasuoni impiegano per percorrere il viaggio di
andata e di ritorno dalla sonda alla superficie riflettente presente all'interno del materiale.
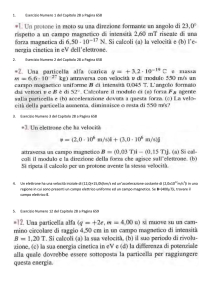
Se durante tale percorso il fascio ultrasonoro incontra delle discontinuità esse fungono da
riflettori, e sullo schermo, tra i due precedenti picchi (eco di partenza ed eco di fondo), ne
compariranno degli altri che rappresentano delle indicazioni relative al tipo di discontinuità
incontrate (fig. 1.1).
La localizzazione ed il dimensionamento dei difetti avviene generalmente attraverso un
processo di correlazione tra le caratteristiche del fascio ultrasonoro, le caratteristiche fisiche
e geometriche del materiale, i parametri ampiezza e tempo di volo precedentemente descritti
e le coordinate della traiettoria di scansione.
I campi di applicazione sono i più svariati, essendo il metodo applicabile anche a materiali
non metallici. Esso possiede molti vantaggi:
Fig. 1.1 Metodo per riflessione con trasduttori rice-trasmittenti.
23
Capitolo 1
I controlli non distruttivi
-
elevata sensibilità, che permette di rilevare anche difetti molto piccoli;
-
buon potere di penetrazione, che consente di individuare anche difetti interni;
-
accurata determinazione della posizione e dell’entità delle imperfezioni;
-
veloce tempo di risposta.
Di contro, il metodo di indagine ad ultrasuoni può presentare delle difficoltà interpretative
specialmente se l’oggetto esaminato presenta geometrie complesse, ci si affida in tal caso a
trattamenti del segnale più sofisticati e all’esperienza dell’operatore.
1.4.3 Liquidi penetranti
L’ispezione mediante liquidi penetranti (LP) è da oltre 50 anni il metodo più semplice e meno
costoso per rilevare discontinuità e cricche di vario genere. E’ un metodo molto pratico perché
è applicabile a qualsiasi tipo di materiale non poroso. Esso consiste nello stendere sulla
superficie in esame uno speciale mezzo liquido (di solito oleoso e di colore variabile e/o
fluorescente), dotato di bassa tensione superficiale, buona bagnabilità e particolari proprietà
fisiche che ne consentono la penetrazione per capillarità all’interno delle discontinuità. Dopo
aver rimosso il liquido eccedente dal pezzo mediante un lavaggio con acqua corrente fredda
(l’acqua ha una tensione superficiale più elevata e una bagnabilità peggiore rispetto al liquido
penetrante per cui non lo rimuove dalle fessure nelle quali è penetrato) si applica, su tutta la
superficie da esaminare, uno speciale materiale assorbente, detto rilevatore, che riporta in
superficie il liquido introdottosi nella discontinuità in modo da lasciare un segnale di
dimensioni maggiori del difetto che lo ha generato e fornire così una indicazione visibile dello
stesso.
Rispetto all’ispezione visiva, questo metodo rende più agevole per l’operatore la valutazione
dei difetti, essenzialmente perché le indicazioni fornite hanno dimensioni significativamente
maggiori di quelle del difetto e ciò rende possibile individuare anche cricche aventi
dimensioni al di sotto della soglia di risoluzione dell’occhio umano.
24
Capitolo 1
I controlli non distruttivi
La Norma di riferimento per la tecnica di Controllo non Distruttivo con liquidi penetranti è la
UNI EN 571-1 [12]; essa prevede che la procedura di controllo venga effettuata nelle seguenti
sette fasi:
-
ppreparazione della superficie da esaminare;
-
applicazione del liquido penetrante;
-
rimozione
del
penetrante,
ricorrendo,
se
necessario,
all’applicazione
di
un
emulsificatore;
-
asciugatura della superficie;
-
applicazione del rivelatore;
-
ispezione;
-
pulizia finale.
La preparazione della superficie è uno dei passi più critici, in quanto deve eliminare
completamente qualunque traccia di acqua, olio, grassi o altre sostanze che possono impedire
o limitare l’accesso del liquido penetrante all’interno dei difetti. La Norma impone alcuni
accorgimenti da prendere nelle diverse fasi del controllo; ad esempio il tempo di penetrazione
deve essere compreso tra 5 e 60 minuti, in dipendenza della caratteristica specifica del
prodotto impiegato ed è variabile in funzione del tipo di applicazione che si effettua.
L’ispezione con liquidi penetranti è uno dei metodi non distruttivi più utilizzati grazie alla sua
facilità di impiego e alla sua flessibilità. Può essere effettuata su qualsiasi superficie non
porosa di materiali metallici e non metallici (vetro, gomma, plastica, ceramica, acciaio,
alluminio, titanio, ecc.).
I vantaggi maggiori di questa tecnica sono l’alta sensibilità alle piccole discontinuità
superficiali, il basso costo, la facile esecuzione ed interpretazione; per contro si ha che:
possono essere rilevati solo difetti superficiali, occorre una preparazione accurata della
superficie da testare, il tempo richiesto è elevato, la qualità della prova dipende
dall’esperienza dell’operatore.
25
Capitolo 1
I controlli non distruttivi
1.4.4 Termografia
L’analisi termografica si effettua con particolari sensori all’infrarosso che individuano la
temperatura presente nelle varie zone dell’oggetto esaminato. I segnali provenienti dai sensori
sono opportunamente trattati in modo da ottenere dei diagrammi o delle immagini che
consentono, in modo rapido, di individuare l’andamento della temperatura sulla superficie
dell’oggetto controllato.
Questo metodo di diagnosi è indicato in quei processi in cui si ha che fare con flussi di calore,
il quale può essere prodotto da un processo d’attrito, un fluido attraverso una conduttura, la
produzione di calore per effetto Joule, particolari processi di produzione, etc. Si tratta più che
altro di un utile sistema di controllo per diagnosticare, in tempo utile, un funzionamento
difettoso prima che questo comporti danni maggiori o pericoli per l’incolumità delle persone.
La termografia viene comunemente applicata in meccanica per controllare gli elementi in
movimento rotatorio (in fig.1.2 è mostrato un esempio di applicazione). Con essa si può
individuare la produzione eccessiva di calore dovuto alla frizione prodotta da cuscinetti
difettosi, lubrificazione insufficiente, disassamento, uso scorretto e normale usura. I
meccanismi ispezionabili con la termografia ad infrarossi comprendono ingranaggi, alberi,
dispositivi d’accoppiamento, cinture trapezoidali, pulegge, sistemi d’azionamento a catena,
freni, frizioni etc. Possono essere sottoposti a termografia anche impianti e macchine
elettriche per individuare situazioni d’eccessiva dissipazione di potenza e quindi sovraccarico
elettrico di linee o trasformatori, sovraccarico di motori, eccessiva usura delle spazzole dei
motori, etc. In impianti chimici e petrolchimici si possono individuare situazioni di eccessiva
corrosione di condutture o dispersioni di calore indesiderate così da evitare fughe di gas o
liquidi pericolosi.
La termografia ad infrarosso permette, inoltre, un monitoraggio dei processi produttivi che
producono calore, onde verificare la correttezza degli standard costruttivi o la conformità a
specifiche costruttive.
26
Capitolo 1
I controlli non distruttivi
Fig. 1.2 L’analisi termografica ad infrarossi rileva l’eccessivo calore sviluppato da un cuscinetto usurato
Questo metodo di indagine è particolarmente adatto per controllare il corretto funzionamento
di un sistema, permettendo la diagnosi senza fermare il processo, si presta molto ad un
monitoraggio a distanza che può essere effettuato anche con continuità, può essere facilmente
inserito in un sistema automatizzato. Anche se non sempre viene rilevato con esattezza il tipo
di difetto esistente, però esso è individuato molto precocemente, prima che il danneggiamento
sia evidente e comporti gravi rischi. Individuata l’anomalia spesso si ha il tempo di intervenire
opportunamente, nell'evenienza senza bloccare il processo, e, se è necessario, anche con altri
sistemi di indagine si può individuare con esattezza l’entità e il tipo di difetto.
1.4.5 Magnetoscopia
Il metodo magnetoscopico consiste nel produrre un campo magnetico disperso in
corrispondenza dei difetti superficiali, o sub superficiali (con certe limitazioni in quest’ultimo
caso), mediante una opportuna magnetizzazione del pezzo in esame. La rivelazione dei difetti
viene fatta grazie alla captazione dei corrispondenti campi magnetici dispersi. I procedimento
più diffuso per ottenere la rivelazione è quello delle polveri, o particelle, magnetiche; esso
però è sostanzialmente basato sull’osservazione visiva delle indicazioni ottenute, con tutte le
conseguenze derivanti dalla soggettività dell’intervento dell’uomo. A ciò in certi casi (ove è
possibile ed economicamente accettabile) si sopperisce mediante la rilevazione strumentale.
Scaturiscono quindi tre procedimenti fondamentali di rilevazione del campo magnetico
disperso:
27
Capitolo 1
I controlli non distruttivi
-
polveri magnetiche (metodo magnetoscopico);
-
sonde magnetiche (sonde di Hall, sonde di Förster);
-
nastri magnetici (magnetografia).
Le tecniche di magnetizzazione sono fondamentalmente due: magnetizzazione col sistema
elettrico, per ottenere la quale nel pezzo in esame viene inviata una corrente elettrica (vedi fig.
1.3); magnetizzazione col sistema magnetico, per ottenere la quale il pezzo in esame viene
immerso in un campo magnetico (vedi fig. 1.4).
In assenza di difetti le linee di campo sono tutte parallele ed equidistanti, mentre in presenza
di difetti, superficiali o sub superficiali, queste vengono deviate anche al di fuori del contorno
geometrico del pezzo: quindi in corrispondenza della discontinuità viene a formarsi un campo
magnetico disperso.
Fig. 1.3 Magnetizzazione mediante passaggio di corrente nel pezzo.
28
Capitolo 1
I controlli non distruttivi
Fig. 1.4 Magnetizzazione col sistema magnetico.
La rilevazione di questo, mediante un qualsiasi mezzo, rappresenta il testimone del difetto
stesso. In linea di principio la rivelazione del campo magnetico disperso può avvenire per
mezzo di apposite sonde di tipo pick-up, tuttavia questa tecnica non è di impiego universale
per le difficoltà connesse con la geometria più o meno complessa dei pezzi che si incontrano
nella pratica. Il metodo più diffuso è invece quello delle particelle magnetiche, consistente
nello spruzzare in prossimità del campo magnetico disperso delle fini particelle, o polveri, di
materiale ferromagnetico. Il risultato è che le particelle sono attirate a ridosso della
discontinuità per cui formano un accumulo sufficientemente consistente da essere osservabile
direttamente ad occhio, anche se non lo era il difetto. Il corretto svolgimento dell’esame
magnetoscopico richiede le seguenti fasi esecutive, come anche imposto dalla specifica norma
di riferimento UNI EN ISO 9934-1 [13]
-
Preparazione dei pezzi. Consiste essenzialmente nel preparare la superficie ripulendola
da depositi o tracce di grassi, oli e sostanze contaminanti in genere. La pulizia è
necessaria per evitare che il grasso o lo sporco trattenga del rivelatore per aderenza,
causando delle tracce di disturbo, ovvero non corrispondenti a difetti reali;
-
Magnetizzazione. Essa rappresenta la fase fondamentale dell’intero esame e deve essere
eseguita con accortezza. La direzione di magnetizzazione deve essere per quanto
possibile perpendicolare alla direzione presunta dei difetti; se ciò non è noto, occorre
eseguire più di un esame con due magnetizzazioni tra loro perpendicolari, onde
assicurare la rivelazione dei difetti indipendentemente dalla loro giacitura;
29
Capitolo 1
-
I controlli non distruttivi
Irrorazione del rivelatore. Bisogna fare una distinzione tra due possibili tecniche di
analisi. Il metodo continuo, ove, per l’individuazione del difetto, si sfrutta il campo
magnetico imposto dall’esterno; in tal caso il rivelatore è irrorato prima e durante
l’applicazione della magnetizzazione, l’irrorazione deve però cessare un attimo prima
che cessi la magnetizzazione, in modo da evitare che per l’azione meccanica del getto
parte dell’indicazione venga cancellata. In tal modo l’entità dell’indicazione ottenuta è la
massima possibile, essendo stata prodotta mentre era massima l’azione attrattiva del
campo disperso. Il metodo residuo, ove, per l’individuazione del difetto, si sfrutta il
magnetismo residuo del pezzo; in tal caso il rivelatore è irrorato solo dopo che è cessata
la magnetizzazione. Le indicazioni così ottenute sono meno marcate a causa del più
debole campo magnetico disperso.
Il metodo continuo è quello di gran lunga più usato, essendo più sensibile,tuttavia in certi
casi il metodo residuo è preferito per evitare di rilevare difetti irrilevanti in pezzi grezzi.
-
Smagnetizzazione. E’ necessaria per eliminare l’eventuale magnetismo residuo dai
pezzi. Essa avviene generalmente per passaggio dei pezzi attraverso un tunnel di
smagnetizzazione dove essi subiscono una sequenza di cicli di isteresi magnetica
simmetrici decrescenti. Per pezzi di grandi dimensioni, od in casi speciali, la
smagnetizzazione può essere fatta con passaggio diretto di corrente a cicli decrescenti.
In conclusione la tecnica magnetoscopica è applicabile su tutti i materiali ferromagnetici per
la ricerca di difetti superficiali o subsuperficiali. E’ un CnD più rapido, meno laborioso e più
efficace di quello con i liquidi penetranti.
Essa è poco adatta per l’esame di pezzi con superfici troppo scabrose, rugose, filettate e di
geometria troppo complessa. Infatti in tali casi presenta il grosso inconveniente, già citato per
i liquidi penetranti, della necessità di un operatore esperto e particolarmente attento. E’ un
processo difficilmente automatizzabile se non con l’impiego di rivelatori a sonda, peraltro più
costosi e non sempre utilizzabili.
30
Capitolo 1
I controlli non distruttivi
1.4.6 Radiografia
La radiografia industriale (RT) è impiegata generalmente per esaminare lo stato di integrità
interna dei materiali mediante la rappresentazione della relativa immagine su una pellicola
radiografica (o illuminando uno schermo rivelatore, radioscopia), ottenuta con raggi X o γ. Il
metodo radiografico si basa sull’attenuazione differenziale che i suddetti raggi subiscono
nell’attraversamento del materiale e sul conseguente grado di annerimento prodotto sulla
pellicola radiografica esposta alle radiazioni da questo trasmesse (in fig. 1.5 è riportato un
esempio).
Dall’immagine ottenuta si possono ricavare innumerevoli informazioni:
-
individuazione di difetti interni;
-
variazioni della struttura reticolare del materiale, causato da stress interno o presenza
di impurità;
-
discontinuità del materiale più denso in alcune zone e più espanso in altre.
Questo sistema di indagine è applicato per il controllo di pezzi per prevenire rotture e per il
controllo di qualità di tipo macroscopico (presenza di incrinature, cavità etc.) o reticolare
(presenza di impurità, omogeneità del materiale, etc.) e può essere utilizzato anche per
Fig. 1.5 Radiografia ai Raggi X di un isolatore elettrico.
31
Capitolo 1
I controlli non distruttivi
materiali non metallici. Le immagini bidimensionali che si ottengono, in genere, non
forniscono informazioni sulla profondità del difetto, esse si possono avere, però, effettuando
radiografie su più lati dell’oggetto o con esame agli ultrasuoni.
L’indagine radiografica è molto efficiente e rapida nel caso di oggetti di semplice geometria,
consente analisi approfondite e molto mirate. L’interpretazione dei risultati può essere
immediata per oggetti di semplice geometria o richiedere adeguata esperienza dell’operatore
se l’oggetto possiede una geometria complicata. Nell’ultimo caso si richiedono analisi più
complesse.
Anche se le applicazioni sono le più svariate (non solo in campo industriale), l’utilizzo di
questa tecnica di PnD è limitata dalle costose apparecchiature che richiede, soprattutto per
quanto riguarda la protezione degli operatori dalle radiazioni e dalle sorgenti di raggi.
Infatti per legge è obbligatorio operare i test in adatti locali di irraggiamento (bunker),
opportunamente protetti con schermature di piombo o con pareti di cemento armato, e dotati
di opportuni allarmi che impediscano agli operatori di dare il via all’emissione di raggi X,
finché le porte d’accesso al bunker non siano state chiuse e le dovute protezioni inserite.
Anche nelle applicazioni esterne (per controlli in opera su impianti e cantieri industriali),
mediante unità radiografiche mobili, è necessario, per legge, operare opportuni accorgimenti
per la protezione e l’incolumità dei lavoratori e della popolazione.
Tutte le disposizioni a riguardo sono riportate nella Norma di riferimento per questo tipo di
controllo, la UNI EN 444 [14], dove è esplicitamente contenuta la seguente avvertenza:
“L’esposizione del corpo umano o di sue parti ai raggi X o γ può essere gravemente nociva
per la salute. Ovunque siano in uso apparecchiature a raggi X o sorgenti radioattive devono
essere applicate le disposizioni legislative vigenti”.
La scelta tra l’utilizzo di raggi X o raggi γ (che hanno un maggiore potere di penetrazione)
dipende dallo scopo dell’indagine e dal tipo di materiale da testare.
I raggi X anche più potenti non superano spessori d'acciaio superiori a circa 70 mm; mentre i
32
Capitolo 1
I controlli non distruttivi
raggi γ, anche nei casi migliori, non superano i 180 mm.
Il sistema PnD radiografico è spesso utilizzato dopo l’esecuzione di test con altri metodi di
indagine per avere degli esami più approfonditi e precisi.
In conclusione il sistema di indagine radiografico è una tecnica che permette la ricerca di
difetti interni ed esterni ai materiali, è applicabile su tutti i materiali (ghisa, acciai, alluminio e
leghe leggere, materiali compositi, ceramiche, plastiche, ecc.). Un grosso vantaggio di questo
metodo è che è assoluto, cioè, non richiede procedure complesse di calibratura o
comparazione con campioni di confronto. Le limitazioni sono legate allo spessore massimo e
alla complessità geometrica dei pezzi da esaminare, alla forma e giacitura dei difetti e
soprattutto all’elevato costo delle attrezzature e della loro manutenzione.
1.4.7 Ferrografia
L’esame ferrografico è una tecnica PnD di tipo innovativo, generalmente applicata nel settore
aeronautico per l’esame degli oli lubrificanti dei motori a reazione, allo scopo di fornire utili
informazioni per l’individuazione e/o localizzazione del componente critico. Essa è infatti,
una tecnica di analisi delle particelle di usura avente l’obiettivo di definire e localizzare i
processi tribologici nei sistemi il cui funzionamento si basa su processi di dinamica fisica
(organi in mutuo movimento). L’analisi ferrografica si effettua attraverso le seguenti fasi
operative:
-
raccolta di frammenti di usura che si accumulano nei lubrificanti o nei fluidi di processo
e di deposito, disposizione di questi su di un substrato trasparente, in modo da poter
essere agevolmente studiati;
-
selezione e separazione delle particelle in due gruppi, rispettivamente di usura severa
(maggiore di 10 µm) e di usura normale (minore di 10 µm).
-
studio al microscopio dei frammenti significativi con successiva definizione di
morfologia e natura;
-
definizione dei materiali costitutivi.
33
Capitolo 1
I controlli non distruttivi
Il principale vantaggio della tecnica ferrografica deriva dalla possibilità di associare ad ogni
processo di misura un termine quantitativo (densità di particelle prodotte) ed un termine di
severità (distribuzione dimensionale delle particelle). In definitiva l’analisi ferrografica è in
grado di fornire sia la stima qualitativa e quantitativa dei residui ferrosi presenti nell’olio sia
la loro distribuzione dimensionale, e risulta un metodo diagnostico di proficua utilizzazione
per una completa valutazione dei processi di usura all’interno del motore. E’ un esame molto
specialistico e permette di valutare solo difetti di esercizio quale l’usura.
1.4.8 Olografia
L’olografia è un metodo di registrazione del campo della luce diffusa da un oggetto su una
lastra fotografica (ologramma) con riproduzione tridimensionale delle immagini. E’ un
metodo non distruttivo di tipo prevalentemente ottico che si avvale di sorgenti luminose
(laser) e sfrutta la proprietà ondulatoria della luce e il fenomeno dell’interferenza.
Uno degli esempi più significativi della proprietà olografica è denominato interferometria
olografica; essa consiste nel registrare sullo stesso ologramma due immagini di uno stesso
oggetto in condizioni leggermente diverse, evidenziando, mediante la sovrapposizione dei
campi ondulatori le deformazioni presenti sotto forma di un sistema di frange di interferenza.
Attualmente questa tecnica non è molto sviluppata ma si intravedono in un futuro prossimo
numerosi vantaggi, come ad esempio l’alta sensibilità alle deformazioni dell’oggetto in
esame, la possibilità di utilizzo del processamento digitale delle immagini per automatizzare
le valutazioni dei risultati, la capacità di ispezione panoramica e la possibilità di indagare
componenti di svariata forma, costituzione e dimensioni.
34
Capitolo 1
I controlli non distruttivi
1.4.9 Correnti indotte
Il metodo delle correnti indotte ECT (Eddy Current Testing) si inserisce fra i metodi non
distruttivi fondamentali ed è utilizzato a livello industriale per il controllo dei materiali
metallici sia allo stato di semiprodotto (barre, tubi, etc.), che di particolari finiti di lavorazione
meccanica [4]-[5], [15]-[18]. Per mezzo delle correnti indotte è possibile effettuare vari tipi di
esami:
-
rilevamento di difetti superficiali e subsuperficiali;
-
selezione di materiali per individuare differenze di composizione o di struttura;
-
misura di spessori di rivestimenti protettivi.
A seconda dello specifico tipo di esame e di impiego (su manufatti o su semiprodotti) le
apparecchiature utilizzate presentano un grado di sofisticazione strumentale più o meno
spinto. L’esame con correnti indotte consente, come le altre tecniche di esame non distruttivo,
sia di selezionare i materiali originariamente difettosi evitando i costi derivanti dalle
successive lavorazioni sia di verificare l’integrità del materiale a fine lavorazione o in
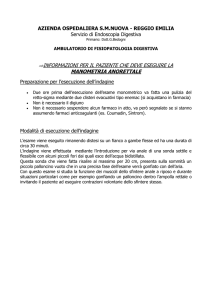
servizio. Oltre ad una grande varietà di applicazioni, offre numerosi altri vantaggi: elevata
sensibilità d’esame, intesa come capacità di rilevare difetti di piccole dimensioni, grande
a)
Iex
H0
b)
H0
Iex
c)
H0
Iex
Jp
Ji
Jp
Hr
Jp
Materiale in esame
Materiale in esame
Fig. 1.6 Bobina in aria a); bobina a contatto con il materiale in assenza b) ed in presenza c) di difetto.
35
Capitolo 1
I controlli non distruttivi
affidabilità, rapidità di esecuzione, basso costo di esercizio. Risulta di grande utilità il poter
eseguire l’indagine senza che vi sia contatto diretto tra sonda e pezzo in prova, permettendo
così di esaminare pezzi in movimento. Ad esempio, in campo metallurgico è possibile il
controllo dei materiali direttamente all’uscita delle trafile e dei laminatoi, nonostante la loro
elevata velocità e temperatura. Per la stessa ragione, in campo artistico ed archeologico, non
esistono rischi di danneggiamento delle opere d’arte o dei reperti durante i controlli.
Il principio di funzionamento del metodo consiste fondamentalmente nell’indurre un campo
magnetico alternato, creato attraverso apposite bobine, nel pezzo in esame; in ossequio alla
legge di Lenz il materiale diviene sede di una f.e.m. indotta la quale, agendo in un mezzo con
conducibilità elettrica σ > 0, provoca una circolazione di corrente elettrica in seno al pezzo
stesso (corrente indotta). Il verso di circolazione di tale corrente sarà tale da produrre a sua
volta un campo magnetico opposto a quello del campo magnetizzante esterno (fig. 1.6).
La presenza di difetti superficiali o subsuperficiali allungano, in misura più o meno grande, a
seconda dell’entità, il percorso delle correnti indotte nel pezzo variandone di conseguenza il
valore della conducibilità σ e della permeabilità µ (fig. 1.6c).
Di conseguenza anche il campo magnetico associato a tali correnti varia in maniera analoga e
viene analizzato valutando i suoi effetti sulla corrente o sulla tensione della bobina inducente,
oppure sulla corrente o sulla tensione indotta in un altro avvolgimento posto, anch’esso in
prossimità della superficie dell’oggetto testato.
1.4.9.1 La rilevabilità dei difetti e la scelta della frequenza di lavoro
L'esame ECT è essenzialmente un metodo di controllo superficiale in quanto, a causa
dell’effetto pellicolare, in un conduttore piano l’intensità di corrente decresce in modo
esponenziale con la penetrazione e, in generale, maggiore sarà la frequenza f, la permeabilità
µ e la conducibilità σ, minore sarà la profondità di penetrazione. Considerando una geometria
monodimensionale dove il semispazio x>0 sia occupato da materiale conduttore omogeneo, il
36
Capitolo 1
I controlli non distruttivi
modulo delle correnti indotte segue la legge:
J(x) = J 0 ⋅ e - δ /x
dove:
-
δ = 1/ πµ 0 σ f è lo spessore di penetrazione;
-
J(x) è il modulo del vettore densità di corrente funzione della profondità x;
-
J0 è il modulo della densità di corrente sulla superficie del conduttore (per x=0).
Il modulo delle correnti ad una profondità x=δ è circa il 37% di quello in superficie e il valore
di δ presenta una notevole diminuzione all’aumentare della frequenza del campo inducente
(questo fenomeno è illustrato in fig. 1.7). All’aumentare della frequenza, la corrente indotta di
addensa sulla superficie dell’oggetto esaminato per cui non saranno rilevati difetti
sottosuperficiali, d’altro canto, aumentando la frequenza del campo inducente, a parità di altre
condizioni, aumenta anche l’ampiezza delle correnti. Una maggiore ampiezza delle correnti
comporta una più semplice elaborazione del segnale distinguendolo con maggiore facilità dai
disturbi aleatori sovrapposti. Spesso si tende ad utilizzare frequenze alquanto elevate, anche
se la scelta è dettata dalle particolarità dell’esame che deve essere effettuato.
Da quanto fin qui esposto risulta evidente che la possibilità di rilevare difetti, dislocati nella
sezione del materiale, è subordinata:
Forza delle
correnti indotte
0
37%
100%
Penetrazione
δ
Fig. 1.7 Penetrazione delle correnti indotte nei materiali.
37
Capitolo 1
-
I controlli non distruttivi
alla condizione che le correnti indotte penetrino in profondità nel materiale, fino ad
interessare tutto lo spessore del manufatto o comunque la porzione esterna di esso che si
intende esplorare al fine di rivelare difetti non accettabili;
-
alla condizione che i segnali associati alla presenza di difetti siano discriminabili rispetto
ai segnali originati da cause estranee ai criteri di accettabilità del prodotto.
Il problema della rilevabilità dei difetti nei manufatti può essere affrontato, almeno per quanto
attiene la seconda condizione, scegliendo di volta in volta il valore ottimale della frequenza
del campo magnetico indotto; è intuibile che il valore selezionato per tale parametro deve
risultare dal compromesso tra la necessità di penetrare una data porzione del materiale e
quella di ottenere sfasamenti quanto maggiori possibili tra il segnale utile associato ai difetti e
quelli associati a tutte le altre cause non interessanti il controllo e costituenti quello che
normalmente viene designato come rumore di fondo, ovvero disturbo.
Per quanto attiene alla prima condizione invece, rileviamo che essa impone che il difetto, per
essere rilevato, debba essere situato entro lo spessore di conduzione delle correnti indotte in
modo da costituire elemento di perturbazione; ciò tuttavia non è sufficiente, essendo
indispensabile anche che la perturbazione abbia entità tale da poter essere sicuramente
rilevabile dall’esterno. Tenendo allora presente la diversa distribuzione che assumono le
correnti indotte nella sezione del conduttore, è evidente che tutti i difetti affioranti alla
superficie, intercettando gli strati a maggiore densità di corrente indotta, saranno sicuramente
rilevabili, mentre lo stesso può non accadere per i difetti non affioranti che interessano solo
gli strati più interni di conduzione ai quali, per certi valori di frequenza, compete una densità
di corrente percentualmente molto bassa rispetto a quella degli strati esterni.
E’ per questa ragione che normalmente si ritiene che la rilevabilità di un difetto sia assicurata,
purché questo sia ubicato entro la zona di conduzione, ad una profondità per cui la densità di
corrente indotta sia ancora pari a circa il 37% della densità di corrente dello strato superficiale
(cioè entro lo spessore di penetrazione).
38
Capitolo 1
I controlli non distruttivi
Risulta quindi evidente come la scelta della frequenza di lavoro rappresenta una fase molto
importante nell’esecuzione di ECT. Questa viene fatta in funzione del tipo di materiale che si
va ad indagare, del tipo di difetto, del tipo di sonda usata, della velocità di esecuzione della
prova, degli obiettivi della prova (se si vuole solo rilevare la presenza del difetto o anche
fornire informazioni aggiuntive) e quindi della precisione che si vuole garantire nella misura.
Ad esempio, la rilevazione di difetti superficiali viene normalmente eseguita mediante sonde a
“penna”, utilizzando frequenze che vanno dai 100kHz ad alcuni MHz in funzione del
materiale esaminato: 2MHz per l’alluminio, 6MHz per il titanio, 100-200kHz per materiali
ferrosi. La rilevazione dei difetti sottosuperficiali, ad esempio nelle applicazioni aeronautiche,
vengono effettuate con frequenze molto basse (dell’ordine del kHz), che riescano a garantire
spessori di penetrazione di 10mm ed oltre.
1.4.9.2 Costituzione di un apparecchio tipo per ECT
Un generico apparecchio per il controllo dei materiali con correnti indotte deve assolvere alle
seguenti funzioni fondamentali:
-
creare un campo magnetico variabile tale che, concatenandosi attraverso il materiale in
esame, generi in esso un flusso di correnti indotte; il generatore che fornisce la corrente
per la creazione di tale campo dovrà consentire che l’intensità di questo, e la sua
frequenza, possano essere scelte secondo necessità.
-
rilevare le modificazioni del campo, associate alla variazione delle correnti indotte.
-
elaborare il segnale originato dall’evento anomalo onde discriminare l’informazione utile
ai fini della selezione del manufatto.
Le prime due funzioni sono affidate ad opportuni avvolgimenti in genere solenoidali, mentre
la terza viene espletata da una catena elettronica di elaborazione e valutazione del segnale.
A seconda della tipologia del prodotto da controllare, e del conseguente sistema adottato per il
prelievo del segnale, si può avere la separazione tra la funzione generatrice del campo e quella
39
Capitolo 1
I controlli non distruttivi
di rivelazione del segnale, attribuendo ciascuna di queste a due avvolgimenti separati (bobina
di campo e bobina di misura), ovvero le due funzioni possono far capo ad un’unica bobina che
assolve sia al compito di induttore che di rivelatore.
Così per materiali a sezione geometrica regolare (poligonale, circolare, tubolare, ecc.) di
dimensioni contenute, le due funzioni sono scisse normalmente tra loro e fanno capo a due
bobine coassiali realizzate in maniera tale da avvolgere il manufatto sotto controllo. Questo
viene fatto scorrere entro le bobine quindi esposto progressivamente al campo magnetizzante;
così viene realizzato il controllo del completo manufatto a meno di due brevi tratti di
estremità (vedi fig. 1.8).
.
Fig. 1.8 Schema di principio del complesso di eccitazione e di rivelazione per un apparecchio di controllo a
correnti indotte a bobine avvolgenti.
Quando le dimensioni del manufatto da controllare, ovvero la sua conformazione, non
consentono la soluzione della bobina avvolgente, viene a cadere la possibilità di esplorare
contemporaneamente la sua sezione intera, e di conseguenza il controllo può essere eseguito
soltanto per punti, in corrispondenza di ciascuno dei quali il controllo coinvolge solo una
porzione del manufatto
Si dice allora che il complesso induttore-rivelatore è realizzato in forma da tastatore o con
testina pick-up; in fig. 1.9 sono mostrate in modo schematico questo tipo di realizzazioni in
cui le due funzioni fondamentali, quali l’eccitazione e la rivelazione del segnale, possono
essere svolte da un’unica bobina o separate.
40
Capitolo 1
I controlli non distruttivi
H0
H0
excitation
& pick-up
coil
H0
excitation
coil
pick-up
coil
J
J
excitation
coil
pick-up
coil
J
Hr
Hr
Hr
b)
a)
c)
Fig. 1.9 Schema di principio del complesso di eccitazione e di rivelazione per un apparecchio di controllo a
correnti indotte e bobina a tastatore: a) eccitazione e rivelazione sono affidate ad un’unica bobina; b) le
due funzioni sono affidate a due bobine separate; c) esempio di applicazione di bobina a tastatore su tubi.
Accanto a queste due versioni principali, il complesso induttore-rivelatore ne può assumere
altre in relazione alle diverse necessità di controllo, tra le quali si può citare ad esempio quello
relativo all’esame di manufatti tubolari, eseguito però dall’interno, come nel caso di caldaie,
scambiatori di calore ecc (vedi fig. 1.10).
Bisogna infine dire che nell’esecuzione di un controllo ECT, alcuni fattori ne ostacolano uno
svolgimento affidabile ed economico. Tra questi vanno citati:
-
variazioni dimensionali dei prodotti controllati con bobina avvolgente, modificano il
fattore di accoppiamento magnetico con conseguente variazione del segnale , al di là dello
stato di integrità. Nel caso invece che il controllo venga effettuato con sonde a tastatore un
fenomeno analogo è provocato dalle variazioni inevitabili della distanza intercorrente tra
la superficie in esame e la sonda (lift-off);
-
rugosità superficiale del manufatto in esame, la quale provoca un incremento del rumore
di fondo del segnale;
Fig. 1.10
Sonda per il controllo interno dei tubi.
41
Capitolo 1
-
I controlli non distruttivi
incorretta centratura del manufatto all’interno della bobina avvolgente e presenza di
vibrazioni durante il controllo;
-
variazione localizzata della permeabilità magnetica del pezzo in esame, i segnali ad essa
associati hanno, generalmente, intensità maggiore di quelli provocati dalla presenza di
difetti;
-
variazione localizzata della resistività del pezzo in esame.
La necessità di eliminare i segnali spuri provenienti da queste e da altre cause, impone
l’introduzione di apparecchi particolari senza i quali non sarebbe possibile effettuare
vantaggiosamente il controllo, in modo particolare nei processi automatizzati. E’ evidente che
ciò comporta una complicazione strumentale e di processo che va ad influire sulla semplicità
ed economicità del metodo.
1.4.9.3 Applicazioni
Per il suo principio di funzionamento l’ECT può essere utilizzato solo con materiali
conduttori, ma ciò non rappresenta un grosso limite, poiché la maggior parte dei manufatti che
posseggono dei requisiti di elevata resistenza meccanica e alla corrosione sono costruiti in
metallo e proprio su questi oggetti sono effettuati il maggior numero di test non distruttivi per
prevenire rotture improvvise. Sono quindi esaminabili tutti gli oggetti in ferro o acciaio, in
alluminio o lega d’alluminio, anche materiali non metallici ma conduttori come i composti
della grafite. Tale metodo risulta a tutt’oggi una valida alternativa alla difficoltà di
applicazione del controllo magnetoscopico per l’esame dei componenti realizzati in acciaio
inossidabile austenitico. Particolare importanza assume il fatto che, non essendo necessario il
contatto fisico tra sonda e superficie in esame, risulta possibile il controllo di manufatti in
movimento e di componenti caratterizzati da particolari geometrie o temperature superficiali
molto elevate. Oltre al campo metallurgico, il metodo delle correnti indotte è ampiamente
utilizzato nel settore aeronautico; la sua applicazione risulta largamente diffusa sia per la
42
Capitolo 1
I controlli non distruttivi
buona conduttività elettrica dei materiali in esame sia per la difettologia superficiale che si
presta ad essere rilevata con questo metodo di analisi.
Al fine di evidenziare incrinature, anche allo stato nascente, in modo sia da intervenire
preventivamente su possibili fenomeni di rottura che da avere dei criteri oggettivi di esame,
vengono spesso utilizzati dei campioni di riferimento. I campioni (standard di riferimento)
presentano una serie di discontinuità (difetti) aventi dimensioni e geometrie note, e
consentono di definire e registrare i parametri significativi del segnale strumentale, che
risulterà di riferimento durante l'ispezione.
Il sistema presenta, come visto, alcuni inconvenienti legati al trattamento dei segnali, che
possono essere influenzati da disturbo e l’indagine può essere complicata da una geometria
non semplice dell’oggetto esaminato, che non consente un’aderenza della sonda alla
superficie; è però di uso relativamente semplice, permette confronti oggettivi ed il controllo è
facilmente inseribile in un processo automatizzato. Eventualmente l’oggetto risultato difettoso
all’indagine ECT è inviato ad ulteriori esami più complessi e accurati (liquidi penetranti,
radioscopia, ultrasuoni) per individuare l’esatta entità del danno e se questo può comportare
rotture.
1.5
La pericolosità dei difetti e l’affidabilità dei controlli non distruttivi
Le informazioni circa la difettosità del materiale, fornite dai vari metodi non distruttivi, sono
quasi mai direttamente traducibili in termini quantitativi di danno, ovvero di minor resistenza
del manufatto in servizio. Infatti si tratta di informazioni indirette, costituite da tracce
superficiali, immagini, segnali elettrici, che in qualche modo devono essere “tarati” rispetto
alla caratteristica resistenziale di cui si vuole valutare il decadimento in funzione dei difetti
rilevati. Per chiarire la relazione esistente tra il risultato della prova non distruttiva e la
capacità del particolare esaminato di sopportare gli sforzi al quale è destinato, occorre
innanzitutto definire una classificazione dei difetti secondo la loro pericolosità ed, in
43
Capitolo 1
I controlli non distruttivi
particolare, si deve giungere a stabilire il limite di accettabilità per ciascun tipo di difetto. Le
prove distruttive utili a questo fine possono essere di vario tipo: funzionamento, sovraccarico,
fatica. Generalmente queste prove sono assai complesse e la loro esecuzione corretta risulta
lunga e costosa: accade così che spesso non possono essere espletate completamente. In questi
casi è assai critico scegliere il giusto livello di qualità: se questo e mantenuto troppo alto si
incorre nello scarto di materiali che potrebbero funzionare regolarmente nonostante i difetti
accertati; se è mantenuto troppo basso si rischia di avere rotture in servizio dei materiali
esaminati. Senza entrare nel dettaglio dell’argomento, ampiamente trattato dalle moderne
teorie sulla meccanica della frattura, sarà bene accennare a due orientamenti fondamentali
nella filosofia ispiratrice del progetto di una struttura complessa. Se essa è concepita in modo
che gli sforzi siano sopportati singolarmente da particolari tutti essenziali, tali che la rottura di
uno di questi comporti la catastrofe1, allora la sua integrità dovrà essere assicurata fino al
termine della sua vita, garantendo che essa non contenga difetti suscettibili di propagarsi a
dimensioni critiche in esercizio; ossia, la vita sicura (safe-life) della struttura deve essere
garantita con controlli molto severi ed il criterio di tollerabilità dei difetti sarà di conseguenza
molto restrittivo.
Se invece la struttura è concepita in modo composito, tale che gli sforzi siano distribuiti fra
più elementi in parallelo (quindi non singolarmente essenziali), e la rottura di uno di questi sia
tollerata dai rimanenti, allora è evitata la catastrofe e quel elemento sarà poi sostituito con
minimo danno. Ad esempio, una giunzione effettuata con un solo bullone richiede che i due
fori passanti ed il bullone stesso non presentino inneschi di cricche, altrimenti per fatica si
giungerebbe alla catastrofe; invece se è effettuata con sei bulloni di minor sezione, ma
proporzionati in modo che cinque di essi siano ancora sufficienti a sopportare lo sforzo, la
catastrofe sarà evitata.
11
Catastrofe intesa come grave danno apportato a cose e soprattutto a persone.
44
Capitolo 1
I controlli non distruttivi
In conclusione, la molteplicità di fattori che concorrono a determinare la pericolosità dei
difetti, e la difficoltà estrema di una loro completa analisi (talvolta non sono neppure
accertabili con sicurezza la forma e le dimensioni del difetto), rendono conto della situazione
di disagio di chi deve deliberare l’accettazione dei materiali. L’assenza assoluta dei difetti non
è generalmente possibile e non si può quindi pretenderla nei materiali. Inoltre non devono
essere dimenticate altre considerazioni: economia, durata, prestigio, oltre alla sicurezza.
In particolare, dalle considerazioni di economia non si può prescindere in nessuna attività
industriale, e questo impone ogni sforzo per distinguere tra i difetti che realmente
pregiudicano la resistenza dei materiali e quelli che sono innocui. In termini di affidabilità, la
durata, cioè la vita media che si pretende da un complesso meccanico, è un altro dato di
interesse: sarebbe infatti fuori luogo pretendere da un particolare la resistenza a un numero di
cicli molto maggiore di quello che si verificherà nell’intera vita presunta del complesso.
Le considerazioni di prestigio non sono argomenti strettamente tecnici, ma si deve riconoscere
che spesso assumono notevole importanza: così, ad esempio, in sede di valutazione
commerciale è preferito un particolare esente da difetti, anche se si tratta di difetti
assolutamente innocui; oppure, in caso di incidenti, la presenza di difetti nel materiale, anche
quando essi sicuramente non sono imputabili di alcun concorso alla rottura, ha una negativa
influenza psicologica su chi indaga. In conclusione, i giudizi di accettazione dovranno
contemperare diversi criteri talvolta contrastanti, ciascuno dei quali, di caso in caso, può avere
maggiore o minore importanza. L’unico criterio che in nessun caso può essere trascurato è
quello della sicurezza.
1.6
Conclusioni
I Controlli non Distruttivi sono diventati oggigiorno di fondamentale importanza non solo in
quei settori critici quali il nucleare, il petrolchimico, l’aeronautico e l’aerospaziale, ove la
sicurezza è il bene primario e viene preservata con stringenti controlli di qualità sui
45
Capitolo 1
I controlli non distruttivi
componenti utilizzati.
Infatti, mentre in passato le aziende sceglievano per volontà propria di implementare un
sistema di Controllo della Qualità per ottenere benefici quali riduzione degli scarti, maggiore
prestigio, ecc., oggigiorno esistono precise disposizioni legislative a garanzia della qualità dei
prodotti. Questo, insieme ad altri fattori, ha portato negli ultimi decenni allo sviluppo di
molteplici tecniche di indagine non distruttiva che risultano spesso complementari tra loro.
Ognuna ha dei pregi, dei difetti e dei limiti che le rendono applicabili solo in specifici settori e
per la ricerca di difetti ben definiti. Alcune di queste posseggono requisiti di sensibilità,
affidabilità e versatilità molto alti, ma hanno di contro elevati costi quindi vengono utilizzate
anch’esse solo per scopi specifici. Il metodo ECT è tra i più diffusi in ambito industriale
perché ben si adatta alle esigenze del settore. Infatti richiede apparecchiature poco costose, è
di semplice impiego, è facilmente automatizzabile ed è oggettivo prescindendo
dall’esperienza e dall’abilità dell’operatore.
46
Capitolo 2
I metodi di indagine proposti
2.1
Introduzione
Fattori di tipo tecnico, economico e legislativo hanno trainato, negli ultimi decenni, lo
sviluppo delle PnD sia in termini di nascita di nuove tecniche di indagine che di
miglioramento delle prestazioni di tecniche già esistenti.
Dal punto di vista tecnico, si ha la necessità di individuare la difettosità di materiali sempre
più avanzati, rispondenti a più stringenti requisiti di resistenza e leggerezza, richiesti da alcuni
settori cardine quali l’aerospaziale, il nucleare, il petrolchimico, etc.
Per quanto concerne l’aspetto economico, la possibilità di effettuare l’analisi dei materiali con
costi minori, a parità di precisione nell’individuazione delle anomalie, già di per se giustifica
gli investimenti in questo settore della ricerca scientifica. Bisogna però dire che negli ultimi
anni si è avuta un’evoluzione del concetto economico connesso alla qualità, e quindi ai
controlli non distruttivi, passando da un nozione di costo associato all’implementazione di un
Capitolo 2
I metodi di indagine proposti
sistema di controllo della qualità, ad una nozione di investimento e di risparmio economico
dovuti alla riduzione degli scarti di produzione, all’ottimizzazione del processo produttivo, al
miglioramento dell’immagine dell’azienda sul mercato.
Alla scadenza del 1993 infatti, con il completamento dell'assetto del Mercato Europeo, é stata
liberalizzata la circolazione dei prodotti nei Paesi membri della Comunità Economica
Europea, con tutti i vantaggi prevedibili nell'incremento del volume di scambio; ciò ha
rafforzato nelle aziende la consapevolezza riguardo le problematiche connesse con la qualità,
al fine di ottenere un prodotto affidabile, tecnicamente valido ed economicamente competitivo
sia in ambito nazionale che internazionale.
Infine, recependo l’importanza degli aspetti connessi alla qualità di prodotti e servizi, i
legislatori nazionali ed internazionali hanno emanato precise direttive sulla responsabilità
civile da prodotto difettoso [9], introducendo un regime di parziale responsabilità oggettiva
che prescinde da qualsiasi colpa del produttore.
E’ in tale contesto tecnico ed economico che si colloca l’attività di ricerca svolta, atta allo
sviluppo di metodi e strumenti di misura per l’esecuzione di Prove non Distruttive con la
tecnica delle Correnti Indotte.
Seppur tecnologicamente avanzati, le tecniche e gli strumenti ECT attualmente in uso non
sono privi di problemi e limitazioni.
i.
Uno dei maggiori limiti è rappresentato dalla scarsa penetrazione delle correnti indotte
nel materiale da testare (effetto pellicolare), che determina grosse difficoltà
nell’individuazione di difetti situati in profondità nel componente sotto esame. Infatti, se
da un lato bassi valori operativi delle frequenze utilizzate comportano un incremento
dello spessore di penetrazione delle correnti indotte nel pezzo, decretando la possibilità di
individuare difetti posti a maggiori profondità, dall’altro provocano un decadimento
dell’ampiezza delle correnti indotte con conseguente riduzione dei segnali. La situazione
si capovolge utilizzando elevati valori operativi di frequenza.
48
Capitolo 2
ii.
I metodi di indagine proposti
Sia per ragioni economiche che di sicurezza, in molte applicazioni è di fondamentale
importanza l’accurata conoscenza delle caratteristiche geometrico-dimensionali dei
difetti. Queste informazioni infatti, permettono sia di valutare con maggiore sensibilità
l’accettabilità del componente sotto test, che di determinare le origini del difetto nella
catena di produzione o in esercizio, al fine di attuare le dovute azioni correttive.
Tipicamente, nel campo dell’ECT attualmente in uso, la selezione dei componenti viene
eseguita da operatori esperti che decidono l’accettabilità del pezzo sotto test analizzando
visivamente la risposta dello strumento (per esempio analizzando il piano delle
impedenze). La strumentazione moderna permette di selezionare automaticamente i
componenti difettosi ma semplicemente comparando il livello dei segnali misurati con
opportune soglie predefinite. Esistono infine sul mercato strumenti più sofisticati, basati
su tecnologie digitali e unità di acquisizione dati, che operano su reti di workstation
dedicate. Questi permettono di controllare i sistemi di movimentazione atti
all’esecuzione dei test, effettuare sofisticate analisi dei dati acquisiti, attivando opportuni
allarmi (quando occorrono determinate condizioni) e generando segnali per marcare o
scartare il componente esaminato [21]. Questi strumenti permettono di avere
informazioni anche su particolari tipologie di difetti, ma, in ogni caso, la ricostruzione
della forma del difetto con i valori numerici delle sue caratteristiche geometriche e della
relativa incertezza, è ancora una questione aperta, come confermato dall’attenzione che la
comunità scientifica internazionale pone a questo aspetto [22]-[28].
iii. La realizzazione di strumenti e sonde ECT ad elevate prestazioni ha incrementato sia i
costi che la loro complessità tecnologica.
Da tutte queste considerazioni, risulta evidente come sia possibile, ma soprattutto necessario,
continuare ad investire in questo campo di ricerca, sviluppando nuove tecniche di indagine
nonché progettando e realizzando nuove sonde e strumenti capaci di risolvere e superare
alcuni se non tutti i problemi e le limitazioni precedentemente menzionati e/o porsi
49
Capitolo 2
I metodi di indagine proposti
all’avanguardia nella soluzione delle nuove frontiere (intese come nuove necessità ispettive)
decretate dallo sviluppo tecnologico nei diversi settori disciplinari.
E’ in quest’ottica che si pone l’attività di ricerca svolta, sviluppando, come già menzionato,
metodi e strumenti di misura per l’esecuzione di Prove non Distruttive con la tecnica delle
Correnti Indotte.
Sono state messe a punto due tecniche d’indagine ispettiva, l’una fondata sul sensore di
campo magnetico innovativo fluxset [29]-[33], l’altra sulla tomografia induttiva [34]-[35].
In seguito alla messa a punto dei metodi di misura, l’attività di ricerca è proseguita:
a) progettando, realizzando e caratterizzando le sonde, atte all’implementazione dei
metodi proposti nell’esecuzione di Test non Distruttivi [31], [34], [35];
b) sviluppando un sistema di auto calibrazione e taratura delle sonde, che permette sia
di tener conto dell’ambiente elettromagnetico di prova, sia di fornire risultati
ripetibili ed espressi in Tesla [29];
c) assodata la bontà del sistema realizzato, nell’individuazione dei difetti, l’attenzione
si è rivolta alla sua prototipizzazione, progettando, realizzando e testando uno
strumento compatto che assolva alle diverse funzioni di alimentazione della sonda,
acquisizione ed elaborazione dei segnali provenienti dai sensori fluxset, pilotaggio
del sistema di movimentazione nonché la gestione ed alimentazione del sistema di
auto calibrazione e taratura [30], [32].
d) la messa in opera dello strumento è stata resa possibile anche dal contemporaneo
sviluppo ed ottimizzazione degli algoritmi di elaborazione dei segnali acquisiti, atti
all’estrazione delle informazioni riguardanti la presenza dei difetti. Infatti, nella
realizzazione di uno strumento che effettui l’intera procedura di analisi non
distruttiva, oltre alla precisione nell’individuazione dei difetti, il software di gestione
ed elaborazione necessita anche di caratteristiche quali la ridotta occupazione di
50
Capitolo 2
I metodi di indagine proposti
memoria (installazione on-board) e la velocità di calcolo (elaborazione in real time)
[30], [32];
e) lo studio e la messa a punto di una tecnica di elaborazione dei segnali, basata sulle
Support Vector Machine (SVM), capace di fornire precise informazioni non solo
sulla presenza del difetto ma anche della sua posizione, forma, dimensioni
geometriche e relativa incertezza [33].
In seguito alla presentazione delle tecniche di indagine proposte, verranno esposte in dettaglio
tutte le attività summenzionate, mostrando illustrando e commentando le scelte fatte e le
motivazioni generanti nonché i risultati sperimentali ottenuti.
2.2
Il metodo basato sul sensore fluxset
Al fine di risolvere alcuni dei summenzionati problemi delle tecniche ECT attualmente in uso,
in letteratura sono stati proposti sensori di campo magnetico basati su principi di
funzionamento alternativi [36]-[39].
Caratteristiche peculiari di questi sensori sono la presenza di due avvolgimenti, di driving e di
pickup, e di un nucleo ferromagnetico. Lasciando a letture specifiche un’esaustiva trattazione
sia dei principi di funzionamento che delle potenzialità di questi sensori, l’attenzione sarà
posta sul sensore fluxset che, tra gli altri, è stato scelto nello sviluppo di questa attività di
ricerca.
2.2.1
Il sensore fluxset
I sensori fluxset sono nati per la misurazione, con buon grado di precisione, di campi
magnetici di bassa intensità, coprendo un range di frequenze che va dalla continua a circa 100
kHz [39]-[41]. Dal punto di vista costruttivo il fluxset è costituito da due solenoidi, detti di
driver (o driving) e di pick-up, avvolti su di un nucleo ferromagnetico in modo coassiale e
disposti l’uno internamente all’altro (fig. 2.1).
In fig. 2.2 viene invece mostrata una fotografia del sensore fluxset; il confronto con una
51
Capitolo 2
I metodi di indagine proposti
Solenoide di
Pickup
Nucleo
ferromagnetico
vs(t)
Solenoide di
Driving
Fig. 2.1
ie(t)
Rappresentazione schematica di un sensore fluxset.
moneta da 1 euro rende conto delle sue ridotte dimensioni geometriche.
Nella rappresentazione schematica di fig. 2.1 l’avvolgimento di driver è posizionato
internamente a quello di pick-up; questa, come verrà meglio illustrato in seguito, non è l’unica
soluzione possibile ne la migliore.
Il nucleo è costituito da una lamina molto sottile (ordine dei 10 µm) di vetro metallico: un
Fig. 2.2
Una foto del sensore fluxset.
52
Capitolo 2
I metodi di indagine proposti
ottimo materiale magnetico dolce, caratterizzato da elevata permeabilità iniziale (µr = 85000)
e basso campo di saturazione (Bs = 0.65 T).
Il principio di funzionamento del sensore fluxset è il seguente: si alimenta l’avvolgimento di
comando (driver) con una corrente
periodicamente
il
nucleo
ie(t) di forma d’onda triangolare che magnetizza
ferromagnetico
fino
alla
saturazione,
quindi,
ai
capi
dell’avvolgimento di pick-up, si preleva il segnale in tensione vs(t), il cui andamento è
riportato in fig. 2.3.
In assenza di campo magnetico esterno e in condizioni ideali, la tensione vs(t) è pressoché
simmetrica (fig. 2.3 b)). Quando un campo esterno è sovrapposto all’eccitazione periodica, il
tempo necessario a saturare il nucleo in una direzione (ad esempio per valori positivi della
corrente di driving) è più elevato di quello speso per la saturazione nella direzione opposta
(per valori negativi della corrente di driving); ne consegue uno shift del segnale di pick-up che
perde la sua simmetria (fig. 2.3 c)). In conclusione alimentando opportunamente il sensore e
Fig. 2.3 a) segnale dell’avvolgimento di driving - b) segnale dell’avvolgimento di pick-up in assenza di
campo magnetico esterno - c) segnale dell’avvolgimento di pick-up in presenza di campo magnetico
esterno.
Si noti come, essendo il segnale dell’avvolgimento di pick-up la derivata del flusso con esso concatenato,
assume valore nullo quando la corrente nella bobina di driving è tale da portare il nucleo alla saturazione
(condizione per la quale il flusso è costante); assume invece valore elevato quando detta corrente
magnetizza il nucleo nella zona lineare ad alta permeabilità.
53
Capitolo 2
I metodi di indagine proposti
con una adatta geometria del nucleo, lo shift del segnale vs(t) dipende solo dal valore e dal
segno della componente del campo esterno, parallela all’asse del nucleo stesso.
I principali vantaggi del sensore fluxset sono:
¾
elevato rapporto S/N (segnale / rumore);
¾
elevata sensibilità (10 – 50 nT);
¾
buona linearità;
¾
dimensioni ridotte (intorno ai 5 mm);
¾
alta risoluzione spaziale (fino al decimo di mm, molto minore delle dimensioni del
dispositivo);
¾
ampio intervallo operativo di temperatura (da -200 a +200 °C).
La sensibilità del fluxset è praticamente indipendente dalla frequenza del campo misurato, a
patto che la frequenza di driver sia almeno il doppio della più alta frequenza del campo
magnetico che deve essere rilevato. Si hanno buone prestazioni di funzionamento anche per
basse frequenze del campo magnetico misurato, caratteristica questa che permette di superare
uno dei grossi limite dei sistemi di indagine di tipo induttivo normalmente utilizzati, le cui
proprietà sono molto legate al valore della frequenza di funzionamento (questo aspetto verrà
meglio evidenziato nel § 2.2.3). Altra peculiarità del fluxset è quella di rilevare solo
componenti assiali di campo (cioè dirette lungo l’asse del sensore).
Tutte queste caratteristiche unite al basso costo, sia del sensore che del sistema di rilevamento
ed elaborazione dati, e alla sufficiente robustezza, rende il sensore fluxset particolarmente
adatto ad applicazioni industriali.
2.2.1.1 Sviluppo del sensore fluxset
L’accuratezza delle misure di campo per mezzo del sensore fluxset, dipende
fondamentalmente dalla forma dell’impulso di tensione rilevato ai capi dell’avvolgimento di
pick-up. E’ infatti intuibile, che una più puntuale rilevazione del segnale di tensione rende
54
Capitolo 2
I metodi di indagine proposti
possibile individuare anche piccole differenze di tempo, determinando misure di campo più
accurate. La forma dell’impulso di tensione dipende essenzialmente dalla natura e dalla
geometria del nucleo ferromagnetico; infatti, più è uniforme il campo nel nucleo (cioè le
differenti regioni raggiungono la saturazione nello stesso istante), più regolare risulta il
segnale prelevato ai capi dell’avvolgimento di pick-up. La natura del nucleo e gli eventuali
trattamenti subiti determinano, più in generale, il comportamento del sensore. Vi è un’altra
caratteristica del sensore fluxset che può essere ottimizzata: la massima frequenza di driving
raggiungibile; risultati sperimentali mostrano che tale caratteristica dipende fortemente dalla
geometria del sensore.
Sono quindi stati effettuati numerosi studi atti a determinare la migliore geometria e
composizione chimica del nucleo, ed individuare la geometria del sensore che meglio ne
ottimizzano le prestazioni [39]-[41].
Ottimizzazione del nucleo
Dalla costituzione e forma del nucleo magnetico, dipendono la sensibilità e la stabilità di
funzionamento alle variazioni di temperatura e frequenza di lavoro del sensore fluxset. Le
caratteristiche che deve avere il nucleo magnetico, affinché il suo uso nel sensore fluxset sia
considerato ottimale, sono: elevata permeabilità iniziale, bassi valori del campo coercitivo e
del campo saturante. E’ inoltre auspicabile un livello minimo di magnetostrizione (fenomeno
per il quale i corpi ferromagnetici sottoposti ad un campo magnetico subiscono lievi
alterazioni dimensionali) e di dilatazione termica per assicurare la stabilità della sonda alle
deformazioni meccaniche. Le ricerche condotte hanno portato alla conclusione che i migliori
risultati si ottengono con un nucleo realizzato da lamine amorfe di materiale magnetico dolce.
Il basso livello di magnetostrizione è assicurato invece dalla composizione chimica
Fe7Co53Ni17Cr3Si5B15. Al fine di aumentare la sensibilità del sensore, è possibile migliorare
ulteriormente le caratteristiche magnetiche del nucleo attraverso opportuni trattamenti
55
Capitolo 2
I metodi di indagine proposti
tecnologici di levigatura superficiale e termico. Il trattamento termico consiste in un processo
di ricottura in atmosfera d’idrogeno alla temperatura di 350°C per un’ora. Tale processo
incrementa la permeabilità e l’omogeneità del materiale; ciò comporta fronti più ripidi e
maggiore regolarità del segnale di pick-up con conseguente aumento di sensibilità e maggiore
linearità di risposta del sensore.
La fase di levigatura rende minime le imperfezioni superficiali ed è realizzata in due tempi
eseguendo dapprima una levigatura grossolana, quindi, una più fine. Questo trattamento
diminuisce il livello di saturazione ed il valore del campo coercitivo, ciò comporta un segnale
di uscita del sensore più stretto a parità di valore massimo.
Un’ulteriore caratteristica che influenza le prestazioni del sensore, è la geometria del nucleo.
In tal senso l’obiettivo dell’ottimizzazione è ottenere una magnetizzazione quanto più
possibile omogenea del nucleo stesso; ciò corrisponde alla necessità di avere un segnale di
pick-up quanto più possibile vicino ad un’onda rettangolare, indi un incremento in sensibilità
del sensore. Gli esperimenti effettuati hanno dimostrato che la geometria ottimale è quella
ellittica; tuttavia, tali studi, hanno anche evidenziato che il miglioramento delle prestazioni del
sensore derivanti dall’utilizzo di un nucleo ellittico anziché rettangolare, non sono tali da
giustificare l’applicazione di procedure di sagomatura sofisticate e di difficile realizzazione.
Ottimizzazione geometrica del sensore
La geometria del sensore ha una notevole influenza sulla massima frequenza di driving
raggiungibile, sulla sensibilità e sulla risoluzione spaziale del dispositivo. Per aumentare la
risoluzione spaziale, poiché il sensore rileva il campo medio nella regione del nucleo, è
auspicabile ridurre il più possibile le dimensioni del trasduttore, ma la conseguente
diminuzione del volume del nucleo, comporta anche una minore sensibilità. Differenti sono
state, quindi, le geometrie realizzate e sperimentate al fine di determinare quella che permetta
di associare a dimensioni ridotte, un’elevata sensibilità.
56
Capitolo 2
I metodi di indagine proposti
Il primo modello di fluxset risale al 1997: esso presenta sezione circolare e avvolgimento di
pick-up interno a quello di driver (fig. 2.4).
Questa geometria presenta un elevato traferro tra nucleo ed avvolgimento di driving; ciò
comporta un piccolo valore del flusso che investe il nucleo rispetto al flusso totale, con
(d2)
(l1)
(n1)
(l3)
(l4)
·
Fig. 2.4
Bobina di
Pick-up
Diametro:
Lunghezza:
Numero spire:
Nucleo
Magnetico
Lunghezza:
Larghezza:
Spessore:
Bobina di
Driving
~2.0 mm (d2) Diametro:
~5.0 mm (l2) Lunghezza:
100 (n2) Numero spire:
(Interna)
(Nastro)
Altri
~9.5 mm Filo Diametro:
~0.6 mm Filo Materiale
~20 µm
(Esterna)
~2.0 mm
~9.0 mm
470
Dati
~30 µm
Rame
Sensore Fluxset 97 serie #1: principali caratteristiche geometriche.
conseguente riduzione della sensibilità del sensore. E’ stata quindi realizzata la serie #2 dei
sensori fluxset, la quale presenta una sezione ellittica atta alla riduzione del traferro (fig. 2.5).
Dai dati costruttivi si evidenzia come la riduzione del traferro permette di raggiungere la
saturazione del nucleo con minori correnti di driver; il sensore può essere così pilotato con
segnali di minore potenza ed è possibile, a parità di prestazioni, ridurre il numero di spire
degli avvolgimenti di pick-up e di driver.
57
Capitolo 2
I metodi di indagine proposti
Bobina di
Pick-up
(d21) Diametro:
(d22) Diametro:
(l1) Lunghezza:
(n1) Numero spire:
(n1) Resistenza:
Nucleo
Magnetico
(l3) Lunghezza:
(l4) Larghezza:
· Spessore:
· --
Fig. 2.5
(Interna)
~0.5 mm
~1.0 mm
~3.0 mm
55
~3.0 Ohm
(d2)
(d22)
(l2)
(n2)
(n2)
(Nastro)
~5.1 mm
~0.6 mm
~20 µm
--
Bobina di
Driving
Diametro:
Diametro:
Lunghezza:
Numero spire:
Resistenza:
Altri
Filo
Filo
(d11)
(d12)
Diametro:
Materiale
Diametro:
Diametro:
(Esterna)
~0.5 mm
~1.0 mm
~5.0 mm
420
~16.7 Ohm
Dati
~30 µm
Rame
~0.2 mm
~0.7 mm
Sensore Fluxset 97 serie #2: principali caratteristiche geometriche.
L’evoluzione dei sensori è quindi protesa alla riduzione del traferro adottando geometrie
sempre più schiacciate. Si giunge così all’ultima versione del sensore fluxset (fig. 2.6), datata
1999. La riduzione del numero di spire dell’avvolgimento di driver comporta una diminuzione
della sua impedenza con conseguente aumento della frequenza di funzionamento del sensore;
questa circostanza è ben evidenziata dal confronto dei dati costruttivi.
Si arriva così all’ultima versione del fluxset, il cui avvolgimento di driver può essere pilotato
da segnali ad onda triangolare con frequenze che possono raggiungere i 250 kHz. Oltre tali
valori la forma d’onda del segnale di pick-up subisce delle deformazioni che rendono meno
affidabile, o comunque più complesso, l’utilizzo del sensore in test non distruttivi.
58
Capitolo 2
I metodi di indagine proposti
Simbolo
Significato
Simbolo
Significato
l
Lunghezza
a
Altezza delle bobine
n
Numero di spire
b
Larghezza delle bobine
R
Resistenza
L
Induttanza
Th
Cpick-up/driving Accoppiamento capacitivo tra le bobine
Fluxset #7B
Fluxset #7A
Bobina di driving:
Bobina di Pick-up:
Altri dati:
Fig. 2.6
Spessore del nucleo
l1
2 mm
l1
2 mm
n1
30
n1
30
l2
0.4 mm
l2
0.4 mm
n2
5
n2
5
a
0.45 mm
a
0.45 mm
b
1.40 mm
b
1.40 mm
l3
10 mm
l3
5 mm
l4
~0.6 mm
l4
~0.6 mm
Th
~20 µm
Th
~20 µm
Bobina di driving:
Bobina di Pick-up:
Altri dati:
Sensore Fluxset 99 serie #7: principali caratteristiche geometriche.
Ulteriore accorgimento adottato nelle ultime realizzazioni del sensore, è stato porre
l’avvolgimento di driver all’interno di quello di pick-up, al fine di avere una più omogenea
eccitazione del nucleo ferromagnetico.
59
Capitolo 2
2.2.2
I metodi di indagine proposti
Caratterizzazione metrologica del sensore fluxset
In seguito allo studio teorico del sensore fluxset (sia in termini di principio di funzionamento
che di caratteristiche fisiche, geometriche e costruttive), ma propedeutica alla messa a punto
del metodo di misura che sfruttasse detto sensore per l’analisi non invasiva, è stata effettuata
la caratterizzazione metrologica del fluxset. L’obiettivo è stato raggiunto in due fasi distinte:
(i) lo studio e la scelta dei parametri di trasduzione dell’asimmetria del segnale prelevato ai
capi dell’avvolgimento di pickup in valori di campo magnetico misurato, che hanno portato
alla determinazione della funzione di conversione del sensore; (ii) la messa a punto di una
procedura attraverso la quale è stato possibile caratterizzare la funzione di conversione
definita, determinando le principali caratteristiche metrologiche del sensore fluxset [42].
(i) L’estrapolazione delle informazioni relative al campo magnetico, dall’asimmetria del
segnale, è stata effettuata seguendo tre diversi approcci:
a) approccio nel dominio del tempo;
b) approccio nel dominio delle ampiezze;
c) approccio nel dominio delle frequenze.
a) Nel dominio del tempo, vengono misurati gli intervalli di tempo t1 e t2 (tempi di salita
e di discesa, rispettivamente) tra il passaggio per lo zero (sia positivo che negativo) del
segnale prelevato dall’avvolgimento di pick-up e il raggiungimento di una determinata
soglia (vedi fig. 2.7). In assenza di campo esterno la differenza (∆t = t1-t2) tra questi
intervalli di tempo è nulla, mentre diventa sempre più grande all’aumentare del campo
magnetico da misurare.
b) Nel dominio delle ampiezze, noto il periodo del segnale T si effettuano due
integrazioni: una dall’istante di passaggio per lo zero in salita fino a T/4, l’altra da T/4
al successivo passaggio per lo zero. Si ottengono così due aree (indicate con A1 e A2 in
fig. 2.7) la cui differenza (∆A = A1 - A2) è proporzionale al campo magnetico esterno.
60
Capitolo 2
Fig. 2.7
I metodi di indagine proposti
Parametri caratteristici considerati per misurare il campo magnetico dall’asimmetria del
segnale di pickup.
c) Nel dominio delle frequenze, si effettua l’FFT del segnale di uscita del sensore. In
assenza di campo magnetico esterno detto segnale è simmetrico, quindi il suo spettro
di Fourier contiene solo armoniche dispari. La presenza di un campo esterno
asimmetrizzando la forma d’onda del segnale, fa comparire anche armoniche pari. In
particolare l’ampiezza della seconda armonica (V2nd) rappresenta un ottimo indicatore
del grado di asimmetria e quindi del campo magnetico.
(ii) I tre approcci definiti al punto (i) sono stati confrontati al fine di evidenziare quale
permette di fornire le migliori prestazioni metrologiche del sensore. In fig. 2.8 è mostrata
la stazione di misura messa a punto a tal uopo.
Il sensore fluxset F è stato tarato mediante confronto con un Gauss/Tesla Meter (FH27)
con una sonda ad effetto Hall (HS SAF 99) entrambe della F. W. Bell. Il campo magnetico
è stato generato da un opportuno solenoide S in cui sono stati inseriti sia il sensore fluxset
che la sonda ad effetto Hall. Variando l’ampiezza e la frequenza della corrente nel
solenoide S (mediante il generatore di segnale G1), è stato possibile produrre un campo
61
Capitolo 2
Fig. 2.8
I metodi di indagine proposti
Stazione di misura realizzata per caratterizzare il sensore di campo magnetico fluxset.
magnetico sinusoidale di ampiezza e frequenza selezionabile. L’avvolgimento della
bobina di driving del sensore fluxset è stata alimentata da una corrente triangolare
(Imax=17.5 mA) fornita dal generatore di segnali G2. Sono state quindi acquisite sia la
corrente di driving (come caduta di tensione sullo shunt R) che la tensione ai capi della
bobina di pickup, mediante l’oscilloscopio digitale Tektronix TDS520, utilizzando una
frequenza di campionamento di 5MHz. Un software di misura, sviluppato in ambiente
LabVIEW™, ha permesso la gestione automatica dell’intera procedura di misura.
Un primo gruppo di test è stato eseguito alimentando il solenoide S con una corrente
costante e variando la sua ampiezza. Per ogni valore di corrente è stato sia misurato il
campo magnetico mediante la sonda ad effetto Hall che acquisiti i segnali delle bobine di
driving e pickup del sensore fluxset. Questi sono stati quindi elaborati al fine di ottenere i
parametri precedentemente definiti (∆t, ∆A, V2nd), analizzando 5 periodi dei segnali
acquisiti. I valori così ottenuti sono stati confrontati con quelli misurati dalla sonda ad
effetto Hall. Fig. 2.9 mostra i risultati conseguiti insieme alle relative curve di regressione,
rappresentanti le caratteristiche nominali del sensore in funzione dei diversi parametri ∆t,
∆A e V2nd. Dalle caratteristiche riportate e dai valori assunti dal coefficiente di
correlazione R2 ad esse associato, è possibile notare l’ottima linearità del sensore; solo nel
caso dell’analisi nel dominio della frequenza si evidenziano alcuni effetti di saturazione.
62
Capitolo 2
I metodi di indagine proposti
Si può inoltre notare come quest’ultima
caratteristica sia anche non monotona,
anche se il valore della fase della seconda
armonica del segnale, permette sempre di
distinguere campi magnetici positivi (Φ ≈
-90°) da quelli negativi (Φ ≈ 90°).
Sulla
base
delle
caratteristiche
così
determinate sono state effettuate prove atte
alla
determinazione
delle
principali
caratteristiche metrologiche del sensore.
Il campo magnetico prodotto dal solenoide
S, per differenti valori della corrente ad
esso applicata, è stato misurato sia
Fig. 2.9 Caratteristiche nominali del sensore
fluxset in funzione dei parametri ∆t, ∆A, V2nd.
mediante sonda ad effetto Hall che il
sensore
fluxset
(sulla
base
delle
caratteristiche ottenute in precedenza). In tutto il range di campo indagato, il sensore
fluxset ha dimostrato buona ripetibilità e linearità, senza significanti effetti di bias (vedi
tab. 2.1).
Sono stati infine effettuati test al fine di verificare gli effetti di possibili fattori di
influenza, in particolare del valore della corrente di alimentazione dell’avvolgimento di
driving. I risultati ottenuti hanno mostrato una bassa incidenza della variazione di questo
fattore sul valore di campo misurato (errori contenuti in pochi µT per variazioni della
corrente di driving di ±10%).
Un confronto delle caratteristiche ottenute con i tre differenti approcci mette in evidenza
come, seppur gli andamenti di campo nei tre casi risultano simili, l’approccio nel dominio del
tempo è quello che fornisce le prestazioni migliori. Si e quindi approfondito tale approccio
63
Capitolo 2
I metodi di indagine proposti
Parametri misurati
∆t
∆A
V2nd
Sensibilità
28 µT/µs
5.9 µT/(V·µs)
3.9 µT/mV
Ripetibilità [%F.S]
0.73
0.63
0.36
Errore di non
linearità [%F.S]
2.3
3.9
8.0
Tab. 2.1 Principali caratteristiche metrologiche del sensore fluxset
passando ad una fase di ottimizzazione. Infatti, variando le condizioni operative di
funzionamento, la caratteristica di uscita del sensore risulta di volta in volta diversa.
L’obiettivo prefissatosi è stato dunque l’ottimizzazione delle condizioni di risposta del
sensore in riguardo alla linearità, alla sensibilità ed alla risoluzione della sua caratteristica.
Questi obiettivi sono stati raggiunti mediante (i) l’implementazione di un nuovo e migliore
algoritmo di elaborazione dei segnali ed (ii) un’ottimizzazione sperimentale dei parametri di
funzionamento del sensore [43].
(i) Rispetto al software di elaborazione precedentemente realizzato, sono stati apportati due
cambiamenti fondamentali.
-
Un diverso metodo per il calcolo dei tempi di salita e di discesa.
Viene svolta una interpolazione lineare ai minimi quadrati ottenendo la linearizzazione (la
migliore retta interpolante) del fronte di salita del segnale; il tempo di salita viene
calcolato tenendo conto dell’intervallo temporale (in punti di acquisizione) esistente tra il
passaggio per lo zero del segnale di pick-up, verso valori positivi, e il passaggio per lo
zero della retta interpolante il fronte di salita (fig. 2.10).
Analogo è il rilevamento dei tempi di discesa, intesi come lasso temporale esistente tra il
passaggio per lo zero del segnale di pick-up, verso valori negativi, e quello della retta
interpolante il fronte di discesa. Da notare come, partendo da una caratteristica intrinseca
del sensore fluxset, avente il massimo del segnale di driving in corrispondenza dello zero
64
Capitolo 2
I metodi di indagine proposti
Fig. 2.10 Rilevamento dei tempi di salita: a) retta interpolante ilfronte di salita, b)
retta di riferimento.
del segnale di pickup, quest’ultimo viene preso in corrispondenza del massimo del segnale
di driving. In questo modo si riduce l’inevitabile incertezza legata alla valutazione dello
zero del segnale di pickup (tipicamente rumoroso) migliorando la ripetibilità della misura.
Questo metodo di determinazione dei tempi di salita e di discesa è caratterizzato da un’alta
ripetibilità, un’indipendenza dal valore del livello di riferimento scelto e una bassa
sensibilità al rumore sovrapposto al segnale di pick-up.
E’ chiaro quindi come il parametro ∆t sia in grado di fornire informazioni riguardo il
campo magnetico misurato dal sensore fluxset. Non è altrettanto chiaro però, come sia
possibile avere, nel caso di campi magnetici variabili nel tempo (ad esempio sinusoidali),
informazioni sul modulo e sulla fase di detto campo. Al fine di chiarire questo aspetto
analizziamo il seguente esempio. Supponiamo di voler misurare un campo magnetico
sinusoidale ad 1kHz e di alimentare l’avvolgimento di driving con un segnale triangolare a
25kHz. E’ chiaro che in queste condizioni, si avranno 25 periodi del segnale di pickup
(isofrequenziale a quello di driving) in un periodo del campo magnetico da misurare.
65
Capitolo 2
I metodi di indagine proposti
Considerando come finestra di osservazione un periodo del campo magnetico B, si avrà
una diversa dissimmetrizzazione del segnale di pickup, in funzione del valore
istantaneamente assunto da B, che comporterà differenti valori del parametro ∆t. In
particolare, si avranno 25 misure del parametro ∆t il cui diagramma costituisce anch’esso
una sinusoide a frequenza 1kHz (tenendo conto del segno di ∆t, dipendente dal verso della
dissimmetrizzazione del segnale di pickup corrispondente ai valori positivi o negativi
assunti da B nella finestra di osservazione).
Il modulo (∆tM) e la fase (∆tφ) del segnale corrispondente ai valori di ∆t valutati, sono
proporzionali al modulo ed alla fase del campo magnetico misurato. Questa precisazione
rende conto di un limite del sensore fluxset, in termini di frequenza del campo magnetico
misurabile, che deve essere inferiore alla frequenza del segnale di alimentazione
dell’avvolgimento di driving.
-
Implementazione di un filtraggio numerico del segnale di pick-up.
Vengono così ridotti il rumore sovrapposto e le armoniche ad alta frequenza. Questi due
elementi di disturbo, infatti, sono fonte di oscillazioni indesiderate dei fronti del segnale e
causano errori di valutazione dei parametri temporali da rilevare.
Nel processo di ottimizzazione sono state ricavate diverse caratteristiche del sensore al variare
di opportuni parametri, al fine di determinare la combinazione che permetta di ottenere la
migliore caratteristica di uscita. In particolare tale processo è stato sviluppato nei seguenti
punti:
-
analisi della risposta del sensore al variare della corrente di driver;
-
valutazione della migliore frequenza di taglio (per ogni valore della corrente di driver
si elabora il segnale di pick-up, imponendogli un filtraggio a differenti frequenze);
-
valutazione del miglior filtro (ottenuta la corrente di driver e la frequenza di taglio che
producono la migliore caratteristica, si cambia, nell’elaborazione del segnale, il tipo di
filtro applicato);
66
Capitolo 2
-
I metodi di indagine proposti
valutazione della più bassa frequenza di campionamento (fissati tutti gli altri parametri
alle condizioni ottimali, vengono acquisiti i segnali a frequenze di campionamento
decrescenti, al fine di individuare il valore oltre il quale si ha un significativo
decadimento della qualità di risposta del sensore).
La scelta delle migliori caratteristiche di uscita del sensore è stata effettuata adottando
come parametri di selezione la linearità e la sensibilità; i risultati ottenuti hanno portato
alle seguenti modalità di alimentazione del sensore ed elaborazione del segnale che
rendono ottimale la caratteristica di uscita:
corrente di driver 24mA senza filtraggio;
corrente di driver 21mA con filtro ellittico a frequenza di taglio Fc/4;
corrente di driver 30mA con filtro Chebyshev a frequenza di taglio Fc/16.
Fissate comunque le altre condizioni, cioè segnale di driver ad onda triangolare a 25kHz e
frequenza di campionamento a 5MHz.
Concludendo, la caratterizzazione metrologica del sensore fluxset ha permesso di determinare
un metodo per l’estrapolazione delle informazioni relative al campo magnetico misurato,
individuando e sviluppando un software di elaborazione del segnale di uscita del sensore che
permettesse di fornire le migliori prestazioni del sensore in termini di linearità, sensibilità,
ripetibilità e sensibilità ai fattori di influenza quali il rumore sovrapposto al segnale di pick-up
e la variazione della corrente di driving.
2.2.3
Il metodo proposto per l’esecuzione del test non distruttivo
Note le caratteristiche metrologiche del sensore fluxset, è stato possibile mettere a punto un
metodo ed una sonda, per l’esecuzione di test non distruttivi con il metodo delle correnti
indotte basati su detto sensore.
Con il termine sonda si è soliti indicare un apparato, per le tecniche di indagine ECT, che
include un solenoide eccitatore, preposto a creare il campo magnetico che induce le eddy
67
Capitolo 2
I metodi di indagine proposti
current nel campione da esaminare, e il sensore che ha il compito di rilevare il campo
magnetico a sua volta prodotto dalle eddy current (c.f.r. §1.4.9). Nel caso in esame
quest’ultimo è costituito dal sensore fluxset.
La sonda realizzata è costituita da un solenoide di eccitazione avvolto su di un materiale
diamagnetico, sulla base del quale viene posto il sensore fluxset disposto ortogonalmente
all’asse del solenoide, come illustrato in fig. 2.11. La determinazione delle caratteristiche
fisiche e geometriche del primo prototipo della sonda è stata ottenuta sia dalle conoscenze
fisiche del fenomeno in esame che mediante l’ausilio di un opportuno software di simulazione
[44].
Di seguito viene esposto il principio di funzionamento della sonda, e quindi il metodo
proposto per il test non distruttivo. Nell’esecuzione del test, la sonda viene posta
ortogonalmente al pezzo in esame e, alimentando il solenoide di eccitazione con una corrente
alternata sinusoidale, si genera un campo magnetico variabile che investe il provino. In
ossequio alla legge di Lenz il materiale diviene sede di una f.e.m. indotta la quale, agendo in
un mezzo con conducibilità elettrica σ > 0, provoca una circolazione di corrente in seno al
pezzo stesso. In assenza di difetti superficiali o subsuperficiali la circolazione di tale corrente
sarà tale da produrre un campo magnetico opposto a quello del campo magnetizzante esterno.
In queste condizioni, i due campi magnetici di induzione e di reazione sono ortogonali al
z
Bobina di
eccitazione
Supporto
diamagnetico
x
fluxset
y
Fig. 2.11 Schematizzazione del primo prototipo di sonda fluxset realizzato.
68
Capitolo 2
I metodi di indagine proposti
pezzo in esame quindi al sensore fluxset (fig. 2.12a). Questi non vengono quindi rilevati dal
fluxset che per sua natura percepisce solo componenti di campo parallele al suo asse, così il
segnale di pick-up risulta simmetrico. In presenza di difetti ed in dipendenza della loro
tipologia si ha una perturbazione della distribuzione delle correnti indotte nel pezzo:
generalmente vi sarà una componente di correnti indotte che supererà la cricca sviluppando
percorsi ad essa sottostanti Jt ed un’altra componente che si richiude intorno alla cricca Js
(fig. 2.12b).
Rispetto al sistema di riferimento indicato in fig 2.12, le componenti di tipo Jt generano un
campo magnetico nella direzione x (Bx ) mentre le componenti di tipo Js generano un campo
magnetico in tutte le direzioni (di tipo a fontana). Le componenti di campo dovute alla
perturbazione delle correnti indotte, cioè alla presenza del difetto, vengono rilevate dal
sensore con conseguente modifica della forma d’onda del segnale di pick-up che perde la sua
simmetria. Analizzando il segnale di uscita del pick-up e quantificando con il parametro ∆t
(c.f.r. §2.2.2) il grado di asimmetria della sua forma d’onda, si può individuare la presenza del
difetto. Per un’analisi più dettagliata del fenomeno, è necessario osservare che la suddetta
perturbazione delle correnti, del tutto generale, dipende dalle dimensioni del difetto e dalla
H0
a)
H0
b)
I ex
I ex
z
x
Js
y
Ji
Hr
Js
Jt
Fig. 2.12 Andamento delle correnti indotte e dei campi magnetici di induzione e di reazione, in assenza a)
ed in presenza b) di un difetto.
69
Capitolo 2
I metodi di indagine proposti
frequenza del campo inducente: infatti una cricca più larga che profonda comporta quasi
esclusivamente correnti di tipo Jt, viceversa si avranno in prevalenza componenti di tipo Js
(valutazioni queste, che risultano ancora più evidenti nei casi limite di difetti passanti o che
occupino l’intera lunghezza del pezzo in esame); queste considerazioni sono ovviamente
dipendenti dalla frequenza di lavoro cioè dallo spessore di penetrazione. Come vedremo in
seguito, ciò assumerà il giusto peso nelle motivazioni che hanno spinto la realizzazione di una
sonda bidimensionale.
A questo punto, noto il funzionamento della sonda fluxset in un sistema ECT, meglio si
comprende come il suo utilizzo superi i limiti intrinseci dei metodi tradizionali. Infatti, come
detto nel § 1.4.9, le tecniche tradizionali sono limitate dai bassi valori delle correnti indotte e
quindi dei campi da esse generati che rappresentano la fonte del segnale di output dei sensori;
così si spinge sulle frequenze di funzionamento andando ad incidere sulla rilevabilità di difetti
subsuperficiali. Nel sensore fluxset, invece, l’ampiezza del segnale di output è indipendente
dal campo esterno dovuto alle correnti indotte, dipendendo dalla saturazione del nucleo
imposta dall’avvolgimento di driving. La presenza di un difetto provoca solo lo shift del
segnale di output, così la rilevabilità dei difetti è svincolata dall’ampiezza del segnale ed è
legata solo alla sua asimmetria. In definitiva si passa da sistemi ove l’informazione sulla
presenza del difetto è contenuta nell’ampiezza del segnale di uscita, ad un sistema ove questa
informazione è contenuta nello shift del segnale di output a parità di ampiezza.
2.2.4
Primi test sperimentali
Al fine sia di verificare la bontà del metodo proposto che di provare la qualità della sonda
realizzata, in termini di capacità nell’individuazione di difetti, sono stati eseguiti diversi test
sperimentali su pezzi con difetti noti [42], [43], [45].
Il primo passo è stato la messa a punto della stazione automatica di misura, riportata
schematicamente in fig. 2.13, che permettesse di eseguire il test non distruttivo utilizzando il
70
Capitolo 2
I metodi di indagine proposti
Bobina di
eccitazione
Fig. 2.13 Stazione di misura messa a punto per l’esecuzione del test non distruttivo.
metodo e la sonda realizzati.
L’amplificatore operazionale Kepko 20-20, alimentato mediante il generatore di segnali G1
(Hewlett Packard 33120A) permette di alimentare, con segnale sinusoidale (740mA - 1kHz),
la bobina di eccitazione atta all’induzione delle correnti nel pezzo sotto test. Il generatore di
segnali G2 (gemello di G1) permette di alimentare, con segnale triangolare (24mA – 25kHz),
l’avvolgimento di driving del sensore fluxset in modo da saturarne il nucleo. Il sistema di
acquisizione dati, costituito da un oscilloscopio Tektronix TDS520D, permette di acquisire sia
il segnale di driving (mediante lo shunt R) che il segnale di pickup con una frequenza di
campionamento di 5MHz.
L’intero sistema viene gestito automaticamente mediante un Personal Computer che, peraltro,
controlla anche il sistema di movimentazione (non riportato in fig. 2.13) consentendo lo
spostamento della sonda fluxset sul pezzo sotto test.
In fig. 2.14 è riportato sia l’ampiezza (∆tM) che la fase (∆tφ) del parametro ∆t ottenute
71
Capitolo 2
I metodi di indagine proposti
scandendo un pezzo di rame con un difetto noto, le cui caratteristiche sono anch’esse riportate
in fig.2.14.
a)
b)
c)
difetto
Fig. 2.14 Andamento di ∆tM a) e ∆tφ b) per una scansione mono-dimensionale della sonda fluxset
realizzata sul provino di rame specificato in c).
72
Capitolo 2
I metodi di indagine proposti
L’analisi dei risultati riportati in fig. 2.14, come anche degli altri test eseguiti su pezzi
costituiti da materiali diversi con difetti differenti sia in forma che dimensioni (non riportati
per brevità espositiva), mostrano la validità del metodo e della sonda realizzata nonché
dell’algoritmo sviluppato e delle modalità di pilotaggio definite in fase di caratterizzazione.
Il sistema è risultato efficiente nell’individuazione delle cricche, presentando però alcuni
limiti di generalizzazione: infatti in alcuni casi, per particolari scansioni rispetto alla cricca, il
sistema si trova ad operare in altrettanto particolari condizioni di simmetria da non permettere
di avere alcuna informazione sulla presenza della cricca. E’ questo il caso, ad esempio, di una
scansione longitudinale passante sulla cricca, come mostrato in fig. 2.15.
Risulta chiara la necessità di sviluppo ed ottimizzazione del sistema al fine sia di superare i
limiti evidenziati che di avere a disposizione maggiori informazioni così da riuscire ad
individuare delle precise correlazioni tra i segnali di output dei sensori e le caratteristiche del
difetto. L’obiettivo è quello di generalizzare il
sistema
sonda
cricca
messo
a
punto,
realizzando
uno
strumento compatto capace di eseguire il test
non distruttivo con il metodo proposto, fornendo
non solo indicazioni riguardo la presenza del
Pezzo in esame
Fig. 2.15 Esempio di scansione che non
permette l’individuazione della presenza del
difetto.
difetto, ma anche sulla sua posizione e sulle sue
caratteristiche
geometriche
e
dimensionali
corredate dalla relativa incertezza.
73
Capitolo 2
2.3
I metodi di indagine proposti
Il metodo basato sulla tomografia induttiva
Con il termine Tomografia, dal greco tòmos “sezione, taglio” e grafia “studio”, si intende
definire l’insieme delle tecniche con le quali si è in grado di esplorare un oggetto a varie
profondità. Utilizzando un elaboratore elettronico ed adeguati software è possibile risalire alla
mappa di eventuali lesioni interne all’oggetto non apprezzabili con i metodi ispettivi più
comuni.
In alcune discipline tale tecnica di ispezione non invasiva è già largamente usata, basti
pensare alla moderna medicina nucleare, ove normalmente si eseguono:
Tomografia ai raggi X, comunemente nota con il nome di TAC (Tomografia Assiale
Computerizzata). E’ un esame radiologico che utilizza raggi X emessi da una speciale
apparecchiatura computerizzata e fornisce immagini in sezione trasversale dell'organo.
La TAC, a differenza delle immagini radiografiche, oltre a fornire immagini
tridimensionali, consente di distinguere i muscoli dalle ossa, le strutture solide da quelle
liquide. L'apparecchiatura per effettuare la TAC è composta da una struttura simile a un
grande anello (gantry), e da un lettino, in cui viene fatto sdraiare il paziente (fig. 2.16). I
raggi X che passano attraverso l'organo, vengono raccolti da una struttura di ricezione
(detettori) e vengono trasformati in immagini mediante un computer.
Fig. 2.16 Stazione di controllo per l’esecuzione della TAC
74
Capitolo 2
I metodi di indagine proposti
Tomografia a variazione di campo magnetico (risonanza magnetica). La Risonanza
Magnetica (RM), è una metodica d'indagine che sfrutta le proprietà delle onde
elettromagnetiche, generate da un campo magnetico d'elevata intensità, che investendo
il corpo della persona che vi si sottopone, determina una temporanea alterazione degli
atomi di idrogeno di cui sono in gran parte costituiti i tessuti che formano gli organi e
gli apparati. Tale alterazione indotta dal campo magnetico produce alcuni segnali che
l'apparecchiatura computerizzata capta e poi elabora trasformandoli in immagini.
L'indagine RM, a differenza della TAC, fornisce immagini di sezioni del corpo non solo
sui piani assiali, ma anche su tutti gli altri piani possibili.
Come già accaduto per altre tecniche di indagine non distruttive, partendo dall’esperienza
acquisita nel campo della diagnostica medicale, sono state messe a punto metodologie
applicabili in altri campi scientifici.
A conferma di ciò, ad esempio, anche nel campo della geologia si eseguono oggigiorno esami
tomografici quale la tomografia a variazione di resistenza, per lo studio del sottosuolo e di
corsi d’acqua sotterranei.
Il metodo che verrà proposto si colloca invece nel campo della diagnostica industriale, ed è
possibile identificarlo come una tomografia a variazione di impedenza [34], [35]. Infatti,
alimentando la sonda con correnti a diverse frequenze (ottenendo così diversi spessori di
penetrazione delle correnti indotte) si ottiene la matrice delle impedenze a diverse profondità
del materiale in esame; si ha così una “fotografia elettromagnetica” del pezzo che,
congiuntamente all’uso di un adeguato algoritmo di elaborazione, produce in modo puntuale
la mappa degli eventuali difetti superficiali e/o sub-superficiali presenti nel materiale in
esame.
Verrà di seguito descritto il principio di funzionamento del metodo, congiuntamente alla
tipologia di sonda necessaria per attuarlo. Infine verranno mostrati sia lo studio atto alla
75
Capitolo 2
I metodi di indagine proposti
determinazione delle caratteristiche della sonda sia le prove sperimentali effettuate sulla sonda
realizzata.
2.3.1
Il metodo
La messa a punto e lo sviluppo di metodi ed algoritmi per l’esecuzione di test non distruttivi,
richiede lo studio di tre problemi strettamente connessi tra loro:
i)
problema inverso;
ii)
problema diretto;
iii)
adeguata misura delle grandezze elettromagnetiche d’interesse.
La soluzione del problema inverso (i) prevede, partendo dalle misure sperimentali delle
grandezze elettromagnetiche, la corretta stima dei valori della conducibilità elettrica del
materiale in esame, da cui si risale alle caratteristiche dei difetti; in questo processo è
necessario tenere in conto la presenza di eventuali disturbi elettromagnetici (rumore) che
possono in qualche modo ridurre la qualità delle misure ed inficiare i risultati ottenuti.
Dualmente, il problema diretto (ii) concerne il calcolo delle grandezze elettromagnetiche
partendo dalle caratteristiche chimiche, fisiche e dimensionali del materiale sotto test. Questo
rappresenta un punto fondamentale solo nelle fasi di messa a punto degli algoritmi ed
eventualmente di progettazione delle sonde; infatti la soluzione del problema diretto non
viene utilizzata durante l’esecuzione del test non distruttivo.
Relativamente al punto (iii), l’adeguata misura delle grandezze elettromagnetiche viene
eseguita utilizzando, e/o progettando, opportune sonde e sistemi di misura atti sia
all’induzione delle correnti indotte nel materiale in esame che alla rilevazione dei segnali
dovuti al campo di reazione. In questa fase ci si pongono innanzi tutte le problematiche
classiche dei metodi ECT, dovute sostanzialmente alla scelta della frequenza di lavoro, da cui
dipende l’ampiezza delle correnti indotte quindi dei segnali da misurare, e conseguentemente
la rilevabilità dei difetti sub-superficiali.
76
Capitolo 2
I metodi di indagine proposti
Come visto nel § 1.4.9, i metodi attualmente in uso per l’esecuzione di un test non distruttivo
con la tecnica delle correnti indotte sono basati sulla generazione, mediante un’apposita
bobina di eccitazione, delle correnti indotte nel pezzo sotto esame e la successiva captazione,
mediante una bobina di pickup, del segnale prodotto dal campo di reazione. Viene quindi
misurata la variazione di impedenza Ż= Vpickup/ Ieccitazione, successivamente elaborata da
appropriati algoritmi di elaborazione, che, dalla conoscenza di Ż, traggono le informazioni
inerenti la difettosità del componente.
L’impedenza Ż così ottenuta rappresenta, però, solo l’area del provino in esame coperta dal
sensore durante la sessione di misura. Per ottenere informazioni sull’intero pezzo in prova
possono essere adottati due differenti approcci:
1)
utilizzare una singolo set di eccitazione/pick-up dotando la sonda di un adeguato sistema
di movimentazione;
2)
Utilizzare una sonda con più set di eccitazione/pick-up in modo tale da coprire
interamente l’area del provino da testare facendo a meno del sistema di movimentazione
citato.
L’approccio riportato al punto 1), permette di avere vantaggi sia in termini di semplicità
costruttiva del sensore, che in termini computazionali del relativo algoritmo di elaborazione
dei dati acquisiti; per contro, però, l’esecuzione dell’indagine sull’intero pezzo in prova, è
Fig. 2.17 Rappresentazione del percorso della sonda durante una scansione del provino.
77
Capitolo 2
I metodi di indagine proposti
inesorabilmente legata all’utilizzo di un sistema automatico di movimentazione dedicato alle
specifiche esigenze che il metodo stesso richiede. Tale sistema, prevede il posizionamento
della sonda sull’oggetto in prova seguendo percorsi prestabiliti ed effettuando il processo di
misura in ogni punto della scansione (fig. 2.17).
Questo modo di operare, generalmente utilizzato per l’esecuzione di test ECT, non è però
esente da problemi:
i tempi di scansione possono diventare inaccettabili per pezzi di grandi dimensioni
rendendo improponibile l’utilizzo in linea del metodo; questo problema può essere
ridotto prevedendo strategie di scansione adattative, ove il percorso di scansione viene
continuamente adattato in funzione dei risultati dell’elaborazione dei segnali al passo
precedente. Ovviamente ciò comporta una maggiore complessità degli algoritmi di
elaborazione e controllo;
l’ausilio del sistema di movimentazione rende lo strumento poco portatile, quindi non
utilizzabile in loco;
l’accuratezza con cui si individuano le caratteristiche del difetto dipende anche dalla
precisione con cui il movimentatore fornisce la posizione della sonda nei diversi punti di
scansione. Questo spinge nell’utilizzo di sistemi di movimentazione sofisticati con
conseguente incremento dei costi.
L’approccio di cui al punto 2), permette una più rapida scansione dell’oggetto in prova senza
la necessità di un sistema di movimentazione. Inoltre, l’adozione di una sonda di questo tipo,
permette di eliminare tutti i problemi legati alla scelta della corretta direzione con la quale
scansionare il pezzo in esame. Di contro, nasce l’esigenza di algoritmi di elaborazione dei
segnali più complessi.
I vantaggi di una soluzione di questo tipo sono comunque evidenti, ed è per questo motivo
che la comunità scientifica internazionale sta volgendo l’attenzione in questa direzione.
78
Capitolo 2
I metodi di indagine proposti
Fig. 2.18 Esempio di sensore bidimensionale.
La tecnica proposta è fondata su questo secondo approccio ed è basata sulla misura delle
variazioni di resistività nei materiali conduttori dovute alla presenza del difetto. La sonda,
costituita da una matrice di bobine (fig. 2.18), induce le correnti indotte nel materiale sotto
test e preleva il segnale in tensione dovuto al campo di reazione.
In particolare, durante la sessione di misura una delle bobine costituenti la sonda (la bobina di
eccitazione) viene alimentata da un’appropriata corrente che induce il campo primario nel
provino, mentre ai capi di tutte le altre bobine (bobine di pick-up), viene prelevato il segnale
in tensione relativo al campo di reazione. Iterando questa procedura, usando come bobine di
eccitazione e di pick-up tutte le bobine costituenti la sonda, è possibile ottenere la matrice
delle mutue impedenze Ż = {Zij}, dove ogni elemento è relativo all’i-esima bobina di
eccitazione ed alla j-esima bobina di pick-up. La matrice delle impedenze così ottenuta,
possiede il contenuto informativo relativo alla presenza di difetti nel pezzo in prova; tali
informazioni vengono estratte elaborando, con un opportuno algoritmo, la matrice Ż così
ottenuta (problema inverso). In particolare, l’algoritmo realizzato permette non solo di fornire
informazioni sulla presenza e sulla localizzazione del difetto ma anche di ricostruire le
caratteristiche geometriche e dimensionali del difetto stesso, partendo dai valori di Ż ottenuti
a diverse frequenze.
Ovviamente, la fedeltà con cui il processo di elaborazione ricostruisce le caratteristiche del
79
Capitolo 2
I metodi di indagine proposti
difetto, dipende fortemente dalla qualità dei dati contenuti nella matrice delle impedenze, e
quindi dalla qualità delle misure effettuate.
In ultima analisi, si può affermare che il test non distruttivo eseguito con il metodo proposto,
permette di indagare la difettosità di un componente effettuando una “fotografia
elettromagnetica” del pezzo in prova. In quest’ottica le tecniche ispettive ECT, possono essere
viste nell’ambito più generale delle ispezioni Tomografiche.
E’ utile sottolineare che, la capacità di valutate le caratteristiche geometriche e dimensionali
dei difetti, offre, al metodo proposto, enormi potenzialità applicative in quanto risolve uno dei
grossi limiti delle attuali tecniche NDT.
2.3.2
L’algoritmo di inversione
Il software rappresenta una tecnica innovativa per risolvere problemi elettromagnetici in
presenza di un pezzo di materiale conduttore ciccato, sfruttando le potenzialità delle tecniche
di soluzione numeriche ed, in particolare, del metodo agli elementi finiti [46]-[49]. Nella sua
realizzazione, l’attenzione è stata ristretta al problema dei test non distruttivi mediante il
metodo delle correnti indotte per difetti in piastre metalliche non ferromagnetiche. In
particolare, è stato realizzato ad hoc per essere applicato al metodo proposto. Questo
algoritmo permette sia la soluzione del problema diretto (calcolo del campo elettromagnetico
partendo dalla conoscenza delle caratteristiche del materiale) che di quello inverso (estrazione
delle caratteristiche del difetto partendo dalla conoscenza del campo elettromagnetico).
Nell’ottica di un utilizzo come algoritmo di elaborazione, nell’esecuzione del test non
distruttivo con il metodo proposto, è necessaria solo la soluzione del problema inverso. Come
verrà meglio evidenziato in seguito, la possibilità di risolvere anche il problema diretto ha
però permesso una semplice fase di progettazione della sonda.
2.3.2.1 Soluzione del problema diretto
In questa fase, per problema diretto si intende il calcolo numerico, e non la misura, del campo
80
Capitolo 2
I metodi di indagine proposti
elettromagnetico in presenza di una assegnata sorgente ed una cricca volumetrica
perfettamente isolante in un materiale conduttore. Il problema viene posto dividendo il
materiale in esame in due domini a diversa conducibilità; uno rappresentativo del difetto
l’altro della parte “sana”. Praticamente il metodo è basato sulla considerazione che in tutte le
situazioni reali, una cricca di volume V0 è contenuta in una regione (nota a priori) VT che è
“piccola” in confronto a Vc, il volume occupato dal materiale conduttore. E’ proprio
sfruttando il vincolo V0 ⊆ VT che questo metodo risolutivo del problema diretto, permette di
ridurre il costo computazionale.
Come usuale, si assume di trascurare la corrente di spostamento e quindi che su ∂Vc è nulla la
componente normale della densità di corrente. Sia J ( r ) = δ J ( r ) + J 0 ( r ) la densità di
corrente indotta nel materiale conduttore in presenza della cricca, dove J 0 è la densità di
corrente (imperturbata) in assenza della cricca. Sia δ J ( r ) = ∑ l δ I l J l ( r ) la rappresentazione
discreta di δ J dove J l = ∇ × Nl è la l-esima funzione di forma, N l è una funzione di forma
basata sugli elementi di lato e, N l è l-esimo grado di libertà. L’unicità della soluzione e la
condizione δ J ⋅ nˆ = 0 su ∂Vc possono essere imposte, mediante la decomposizione alberocoalbero (metodo esemplificativo, in uso nell’elettrotecnica per lo studio dei nodi
rappresentativi di una rete elettrica).
Sia P la matrice i cui elementi sono definiti da
Pij = ∫ J i ⋅ J j dr , K una matrice la cui
VT
colonne sono una base ortonormale per lo spazio nullo di P , ed R una matrice le cui righe
sono una base ortonormale dello spazio lineare generato dalle righe di P . Introducendo il
cambio di variabile:
(1)
δI = KδX + R δY
T
81
Capitolo 2
I metodi di indagine proposti
dove δ X e δ Y sono i nuovi gradi di libertà, è possibile mostrare che la densità di corrente
associata al termine Kδ X è nulla in VT e che la densità di corrente associata al termine
( R δ Y ) è non nulla in V .
T
T
Per imporre che il volume V0 sia occupato dalla cricca, cioè che J ( r ) = 0 in V0, richiediamo
che
∫
J ( r ) dr = ∫ δ J ( r ) + J 0 ( r ) dr sia minimo (figure 2.19, 2.20).
2
V0
2
V0
a)
b)
Fig. 2.19 a) Distribuzione della densità di corrente J in presenza di difetto; b) distribuzione della densità
di corrente J0 in assenza di difetto.
Tenuto conto del cambio di variabili eseguito
con la (1) e che il termine Kδ X è associato a
una densità di corrente nulla in V0 ⊆ VT si ha:
P 0 R δY = w 0
T
(2)
con P0,ij = ∫ J i ⋅ J j dr e w0,i = − ∫ J i ⋅ J 0 dr .
V0
La
soluzione
V0
generale
della
(2)
Fig. 2.20 Distribuzione
corrente δJ.
della
densità
di
è
δ Y = K% 0δα + δ y0 dove δ y 0 è una soluzione particolare, le colonne di K% 0 sono una base
ortonormale per lo spazio nullo di P 0 e δα è un vettore di nuovi gradi di libertà. Per
82
Capitolo 2
I metodi di indagine proposti
determinare i gradi di libertà δ X e δα , applichiamo il metodo di Galerkin all’equazione
integrale η ( r ) δ J ( r ) = − jω
µ0
δ J (r ') r − r ' dr ' − ∇δϕ ; ∀r ∈ Vc \ V0 , con il vincolo che
4π V∫
c
δ I = Kδ X + R T K% 0 α + y 0 (η è la resistività del conduttore, ω è la pulsazione angolare).
Il risultato finale è:
(3)
( K% Z
T
0
yy
)
(
)
% −K
% T Z Z−1 Z K
% δα = K
% T Z Z −1 Z − Z δ y ,
K
yx xx xy
yx xx xy
yy
0
0
0
0
0
dove Z xx , Z xy , Z yx e Z yy sono opportune matrici che possono essere pre-calcolate, ed inoltre
è possibile mostrare che:
(4)
(
)
δ X = − Z−xx1 Z xy K% 0δα − δ y 0 .
% , δy e
Il sistema (3) è di rapido assemblaggio in quanto, dato V0, è necessario ricalcolare K
0
0
formare alcuni prodotti matriciali. Inoltre, il sistema (3) è di rapida soluzione in quanto il
numero di componenti di δα è dell’ordine del numero dei gradi di libertà di δ J associati a
correnti non nulle in VT \ V0 il quale, a sua volta, è notevolmente inferiore al numero totale
dei gradi di libertà.
Da quanto appena esposto, si evince che nella soluzione del problema diretto, il software
scelto, suffraga pienamente i requisiti richiesti, in particolare, si è visto che oltre a sussistere
l’invarianza funzionale per trasformazioni di variabili, si ha una notevole riduzione dei gradi
di libertà del problema con conseguente riduzione degli oneri computazionali.
2.3.2.2 Soluzione del problema inverso
Come già descritto in precedenza, il problema inverso consiste nella ricostruzione della
posizione e forma di un eventuale difetto presente sul provino sotto test, attraverso la
conoscenza di alcune grandezze misurate mediante la tecnica ispettiva in oggetto.
83
Capitolo 2
I metodi di indagine proposti
Il metodo consiste nell’individuare qual è il set di facce della discretizzazione in elementi
finiti (mesh) che appartiene al difetto. Di conseguenza, di ciascuna faccia della mesh è
necessario capire se appartiene o meno al difetto, quindi si può affermare che il problema è di
natura binaria. Una volta accertato che una faccia appartiene proprio al difetto, il valore del
flusso di corrente che l’attraversa è noto, in quanto deve essere l’opposto del valore
imperturbato. Al contrario se la faccia non appartiene al difetto, il valore del flusso di corrente
è incognito. Naturalmente, una descrizione del difetto così realizzata, diventa sempre più
accurata man mano che la discretizzazione si raffina, aumentando però allo stesso tempo, il
lavoro computazionale necessario per giungere alla soluzione. In particolare, si assume che il
mezzo materiale sia un conduttore con proprietà diamagnetiche, abbia una resistività
omogenea di valore ηb e che l’inclusione sia anch’essa rappresentata da resistività omogenea
di valore ηi . Inoltre, si assume che il sistema di misura sia costituito da N bobine e che la
misura della matrice delle impedenze mutue tra le bobine è data dalla Zcoil.
Il modello numerico per il calcolo delle correnti indotte nel dominio della frequenza per un
materiale conduttore, lineare e diamagnetico, è ottenuto utilizzando il metodo di Galerkin, con
funzioni di forma basate sugli “elementi di lato” per rappresentare il potenziale vettore
elettrico ( J = ∇ × T, T( x) = ∑ I k Tk ( x)).
k
In questo modo si ottiene:
ZI = U
dove Z = R + jω L , R = { Rij } , L = { Lij } , I = { I k } , U = {U k } , e applicando la teoria dei campi
elettromagnetici, si ha:
Lij =
∇ × Ti (x) ⋅∇ × Tj (x ')
µ0
dVdV ,
4π V∫ V∫
x − x'
c
c
Rij = ∫ ∇ × Ti ⋅η∇ × Tj dV ,
Vc
U i = − jω ∫ ∇ × Ti ⋅ A 0 dV ,
Vc
84
Capitolo 2
I metodi di indagine proposti
dove Vc è il dominio conduttore, ω è la pulsazione angolare, η è la resistività del materiale
conduttore e A0 è il potenziale vettore prodotto dalle bobine.
A partire da questo modello numerico, si può risolvere il problema del calcolo di Zcoil per
un’assegnata posizione e forma dell’inclusione. In particolare, si ha che la matrice Zcoil si può
scrivere come Zcoil = ω2MTZ-1M+Z0 dove Z0 è la matrice (nota) delle impedenze in assenza
del materiale conduttore, M = {M ik } con M ik
∫ ∇ × T ( x) ⋅ A
i
0
k
( x)dV , ed A 0k è il potenziale
Vc
vettore prodotto da una corrente unitaria circolante nella k-esima bobina quando è posta nello
spazio libero.
Sviluppando in serie di potenze rispetto ad ω la matrice differenza Z∗coil = Z 0 − Z coil , si ricava
∗
∗
= Re {Z coil
che Rcoil
} = ω 2 P(2) + O(ω 4 ) con
(5)
P (2) = −MT R −1M. (momento del secondo ordine)
Affinché il modello matematico, utilizzato per la soluzione del problema inverso, ammetta
una corretta procedura di inversione, deve essere verificata la seguente proprietà:
(6)
η1 ( x) ≥ η2 ( x) ⇒ P1(2) − P2(2) è una matrice semi-definita positiva
dove Pk(2) è il momento del secondo ordine (calcolato mediante la (5)), corrispondente alla
resistività ηk.
Particolarizzando la (6) al problema dell’identificazione della posizione e forma delle
inclusioni, si ricava:
(7)
D β ⊆ Dα ⇒ Pα(2) − Pβ(2) è una matrice semi-definita positiva
dove Dα e Dβ sono sottoinsiemi del dominio conduttore Vc, e Pk(2) è il momento del secondo
ordine associato alla resistività ηk corrispondente ad un’inclusione in Dk ,cioè η k ( x ) = ηi in Dk
e η k ( x) = ηb in Vc\ Dk.
85
Capitolo 2
I metodi di indagine proposti
L’algoritmo di inversione utilizza come dato, il momento del secondo ordine P(2) che si può
estrarre, a partire da misure di Z*coil, per diversi valori della frequenza. In particolare,
suddiviso il dominio conduttore in S sottoinsiemi non sovrapposti Ω1,…,ΩS, si effettua un test
basato sulla (7) per identificare gli insiemi Ωk candidati ad essere contenuti in V, il dominio
occupato dall’inclusione. Per essere più specifici, assunto che V sia unione di alcuni o tutti gli
insiemi Ωk, si costruisce una stima V facendo l’unione degli Ωk tali che P(2) −Pk(2) sia una
matrice semi-definita positiva, dove Pk(2) è il momento del secondo ordine associato ad una
inclusione in Ωk. Si noti che in questo modo V ⊆ V. Nella pratica V può non essere unione di
Ωk e la matrice P(2) può essere affetta da errori.
In questo caso per avere la certezza di discriminare correttamente gli insiemi Ωk canditati
all’occupazione del dominio del difetto, si ha la convenienza di introdurre la quantità sk
definita da:
−1
⎛
⎞⎛
⎞
sk = ⎜ ∑ λk , j ⎟ ⎜ ∑ λk , j ⎟ ,
⎝ j
⎠⎝ j
⎠
(8)
dove λk , j è l’autovalore j-esimo della matrice P(2) −Pk(2) . Si noti che sk è uguale all’unità, se
e solo se P(2) −Pk(2) è una matrice semi-definita positiva. Si definisce quindi la ricostruzione
con soglia Vε, con Vε =
funzionale Ψ (ε ) =
U
k \ sk ≥ ε
Ω k , e si sceglie il valore ottimale della soglia ε, minimizzando il
2
P(2) −Pε(2) , dove
è un’opportuna norma matriciale come la
norma di Frobenius.
Si noti che il costo computazionale dell’algoritmo di inversione cresce linearmente con S
(cioè all’aumentare degli insiemi Ωk) e che sk richiede il calcolo degli autovalori di una
matrice N×N ove N è il numero di bobine del sistema di misura.
2.3.3
Il progetto della sonda
Da un punto di vista prettamente misuristico, il metodo proposto presenta due aspetti critici,
86
Capitolo 2
I metodi di indagine proposti
classici dei metodi ECT che utilizzano sonde realizzate con bobine:
a.
il basso valore dell’ampiezza delle tensioni indotte sulle bobine;
b.
la scarsa variazione degli elementi della matrice delle impedenze determinata in
assenza ed in presenza di difetto.
E’ necessario quindi porre particolare attenzione sia alla progettazione della sonda, onde
evitare l’effetto di mascheramento dovuto all’inevitabile rumore ambientale (punto a.), che
alla messa a punto della stazione di misura, al fine di migliorare le condizioni di rilevazione
delle variazioni della matrice delle impedenze causata dalla presenza del difetto (punto b.).
Propedeutica alla sua realizzazione, è stata quindi effettuata un’analisi di sensibilità atta alla
determinazione delle caratteristiche fisiche e di forzamento della sonda, che garantiscano i
massimi valori della tensione indotta ai capi delle bobine di pick-up; è stato cioè eseguito un
processo di ottimizzazione della sensibilità della sonda.
2.3.3.1 Analisi di sensibilità
Generalmente i processi di ottimizzazione (ricerca dei valori di ottimo di alcune grandezze,
che massimizzano o minimizzano una determinata funzione) vengono eseguiti con
determinate tecniche, in funzione del tipo di problema che si sta affrontando (ad esempio un
problema di ottimizzazione vincolata può essere risolto con la tecnica dei moltiplicatori di
Lagrange). Il passo fondamentale è la realizzazione di un opportuno modello matematico che
porta all’individuazione della funzione obiettivo (la funzione che si vuole massimizzare o
minimizzare). Nel caso in esame risulta difficile determinare la funzione obiettivo (dipendente
dai parametri in gioco) che garantisca quelle caratteristiche di regolarità tali da poter applicare
le tecniche suddette. In questo caso si è allora proceduto ad un tipo di ottimizzazione basato
su tabelle di dati, in cui si investiga il comportamento del sistema al variare di tutte le
grandezze in gioco, si costruiscono delle tabelle n-dimensionali (se n sono le grandezze
esaminate) la cui analisi permette di determinare la condizione di ottimo.
87
Capitolo 2
I metodi di indagine proposti
Innanzitutto, è stata effettuata un’analisi del problema al fine di determinare i parametri
rispetto a cui investigare il comportamento della sonda; sono stati individuati i seguenti:
-
numero di bobine costituenti la sonda;
-
frequenza della corrente di eccitazione;
-
numero di spire della singola bobina;
-
distanza del sensore dal pezzo da ispezionare;
-
distanza tra le bobine;
-
altezza delle bobine;
-
raggio interno delle bobine;
-
spessore dell’avvolgimento delle bobine;
-
massimo livello di rumore accettabile sui segnali di tensione e corrente acquisiti.
I parametri summenzionati, possono essere indagati seguendo due possibili approcci: (i)
sperimentale, (ii) ambiente di simulazione.
Un approccio puramente sperimentale al problema, necessiterebbe la realizzazione di un
numero sufficiente di sonde diverse (in maniera da coprire l’intero campo di variazione di
tutti i parametri costruttivi da esaminare), ed un elevato numero di sessioni di misura (in
modo da riuscire ad individuare tra i vari risultati, un set di parametri che ci consenta la
realizzazione della sonda ottimale). E’ evidente che un approccio di questo tipo presenta
alcuni svantaggi: in primo luogo, dovremo tener conto dei costi realizzativi di tutte le sonde
richieste per l’analisi, in secondo luogo, vi saranno ulteriori costi, in termini di tempo
dedicato all’esecuzione di tutte quelle sessioni di misura, atte al completamento del quadro
investigativo sul comportamento della sonda, al variare dei suoi parametri caratteristici.
Per ovviare agli oneri introdotti da un approccio puramente sperimentale, si è pensato di
eseguire l’analisi di sensibilità del sensore, operando in un ambiente di simulazione. Questo
tipo di scelta, oltre ad eliminare tutti gli oneri menzionati, permette di analizzare in modo più
88
Capitolo 2
I metodi di indagine proposti
completo i campi di variazione di ogni singolo parametro, unitamente ad una puntuale
collocazione del difetto, sia in termini di dimensioni, che in termini di posizione e forma.
Questa scelta viene anche supportata dal fatto che già si dispone del software necessario (c.f.r.
§ 2.3.2.1), capace cioè di fornire la matrice delle impedenze che una sonda costituita dalle
caratteristiche geometriche, imposte nella fase di pianificazione della simulazione, avrebbe
fornito.
A questo punto, scelto il modo ed il mezzo con cui operare, è necessario fare qualche
considerazione riguardo la programmazione delle simulazioni da eseguire al fine di compiere
la voluta analisi di sensibilità. Ci si rende subito conto che, a causa del numero considerevole
delle variabili in gioco, se effettuassimo un’analisi della variazione del singolo parametro
(mantenendo tutti gli altri costanti), otterremmo sicuramente dei risultati poco degni di
attenzione sperimentale.
Per superare tali difficoltà, sulla base dell’esperienza maturata nel campo ECT ed in seguito
ad un’attenta analisi dei principi fisici che regolano il metodo stesso, è stato ridotto il numero
complessivo delle variabili, fissando a priori i valori di alcune di esse, ed effettuando le
dovute investigazioni al variare di più parametri contemporaneamente.
Sono stati quindi vincolati i campi di variabilità delle seguenti variabili.
-
Frequenza della corrente di eccitazione. Considerando che un elevato valore di
frequenza, implica una maggiore ampiezza della tensione indotta sulle bobine di pick-up,
i valori della frequenza del segnale di eccitazione, sono scelti in base al corrispondente
spessore di penetrazione delle correnti indotte nel provino in esame. Lo spessore di
penetrazione relativo al range di frequenza usato, non dovrà essere inferiore a quello del
provino in esame o alla parte di esso che si vuole investigare.
-
Numero di bobine costituenti il sensore. E’ questo un parametro che non necessita di
alcun tipo di analisi particolare; infatti basta pensare ai principi della fisica che regolano
il metodo ispettivo proposto, per dedurre che al crescere del numero di bobine presenti
89
Capitolo 2
I metodi di indagine proposti
sulla sonda, si ha una corrispondente crescita della risoluzione della sonda stessa (fissate
che siano le sue dimensioni estreme). Il valore di questo parametro sarà quindi scelto in
funzione di quelle che saranno l’interdistanza ottimale tra le bobine e le dimensioni
massime della sonda (atte a garantire che la distanza tra le bobine estreme sia tale da non
impedire alla bobina di pick-up di rilevare il campo di reazione).
-
Numero di spire della singola bobina. Dalla fisica dei campi magnetici sappiamo che il
valore del campo generato da una bobina, è proporzionale al numero di spire con le quali
è stato dimensionato il suo avvolgimento. In base a ciò, ci si aspetta che al crescere del
numero delle spire si ottenga, attraverso un legame di tipo lineare, un aumento del valore
del campo a parità di corrente. Il numero di spire sarà quindi il massimo possibile
compatibilmente con la sezione del filo, le dimensioni ottimali di altezza, raggio e
spessore della bobina nonché del massimo valore di auto impedenza della bobina che
potrebbe ridurre la sensibilità di rilevazione della variazione di impedenza dovuta alla
presenza del difetto.
-
Distanza del sensore dal pezzo da ispezionare. Il valore di tale parametro viene fissato,
partendo da assunzioni oggettive di carattere sperimentale, ad 1mm.
Prima di presentare i risultati ottenuti dall’analisi di sensibilità, è necessario precisare alcuni
aspetti, sia rispetto alle modalità di simulazione adottate sia rispetto alla presentazione dei
risultati, che ne permetteranno una corretta comprensione ed interpretazione.
i
Dalle considerazioni fatte ed avendo lasciato non vincolato il numero di bobine della
sonda, si è preferito considerare solo due bobine nel processo di simulazione. Questo
modo di operare infatti, permetterà sia una notevole riduzione dello sforzo
computazionale, e conseguentemente i tempi di esecuzione della singola simulazione,
che una più semplice analisi dei risultati ottenuti. Infatti lo scopo è quello di
massimizzare il mutuo accoppiamento tra le bobine e questo può essere analizzato tra
solo due bobine, con il vantaggio di avere in uscita alle simulazioni degli elementi e non
90
Capitolo 2
delle matrici. I parametri costruttivi della
I metodi di indagine proposti
Parametro Costruttivo
possibile, al variare della frequenza e/o
Raggio interno bobina
2 [mm]
della distanza tra le bobine, in maniera tale
Altezza bobina
5 [mm]
Spessore bobina
2.5 [mm]
Numero spire
128
sonda in esame saranno analizzati, ove
da avere indicazioni sulle tendenze dei
singoli parametri, in funzione di più
grandezze contemporaneamente.
ii
Valore di Default
Distanza tra i centri delle
bobine lungo l’asse x
Distanza tra i centri delle
bobine lungo l’asse y
La massimizzazione del valore assunto
dall’impedenza rilevata tra le bobine
10 [mm]
24 [mm]
Distanza sonda-provino
1 [mm]
Resistività del provino
0.2825e-7
[Ω mm2/ m]
Numero di bobine lungo
gli assi di riferimento
2×2
Tab. 2.2 Valori iniziali dei
costruttivi della singola bobina.
parametri
equivale ad una massimizzazione della
tensione indotta sulle bobine di pickup. Infatti, durante una sessione di misura, il valore
della corrente di eccitazione viene mantenuto costante (alimentazione a corrente
impressa), ne risulta che il valore della tensione, a meno di una costante di
proporzionalità, è legato direttamente al valore di impedenza, dalla quale poi l’algoritmo
di ricostruzione, estrapolerà le informazioni relative al difetto. Nella presentazione dei
risultati verrà quindi posta particolare attenzione alla tendenza dei valori dell’impedenza
in luogo della tensione indotta.
iii
Tutte le simulazioni sono state eseguite al variare della frequenza (nel range 500÷1500
Hz con step di 250Hz), in modo tale di investigare il provino alle diverse profondità.
iv
Ad ogni parametro è stato associato un valore di default (riportato in tab. 2.2), ottenendo
un set di valori rispetto ai quali sono state poi imposte le variazioni del caso.
2.3.3.1.1 Analisi al variare della distanza tra le bobine
La simulazione è stata eseguita imponendo un provino di alluminio delle dimensioni di 60×60
mm, avente uno spessore pari a 2 mm, sul quale è stato imposto un difetto passante dalle
dimensioni di 4×4 mm, posto in modo da essere centrato rispetto alla congiungente dei centri
91
Capitolo 2
I metodi di indagine proposti
delle due bobine di cui è stata modificata la distanza (fig. 2.21). Questa è stata variata
partendo da un valore minimo di 10 mm per il quale le bobine sono tangenti ed il loro punto
di contatto corrisponde al centro del difetto, sino ad un valore massimo di 46 mm (con passo 4
mm) per il quale le bobine sono ad una distanza di 2,5 mm dal bordo del provino.
In fig. 2.22, è riportato l’andamento dell’impedenza (Z) in funzione della distanza tra gli assi,
per diversi valori di frequenza compresi tra 500 Hz e 1250 Hz.
Fig. 2.21 Variazioni di distanza imposte (le dimensioni sono espresse in mm)
× 10-4
Z
[Ω]
d [mm]
Fig. 2.22 Andamenti di Z al variare della distanza “d” tra i centri delle bobine, per diversi valori della
frequenza.
92
Capitolo 2
I metodi di indagine proposti
Si può notare come il valore già molto piccolo dell’impedenza decresce velocemente
all’aumentare della distanza delle bobine, e che per distanze superiori ai 30 mm scende al
disotto di 0.5·10-4 Ω. E’ possibile inoltre notare che gli andamenti di Z sono molto simili al
variare della frequenza e, come ci si aspettava, crescenti all’aumentare della frequenza.
Sono state inoltre eseguite analisi al variare della distanza tra le bobine secondo diverse
direzioni rispetto al difetto, ottenendo risultati analoghi.
2.3.3.1.2 Analisi al variare dell’altezza delle bobine
Osservando che la variazione dell’altezza della bobina, comporta variazioni nelle dimensioni
dell’avvolgimento atto a generare (captare) il campo, questo causerà sia variazioni nella
mutua che nell’auto-impedenza. In conseguenza di ciò, per questo parametro, come per tutti
quelli che rientrano in questa categoria, i risultati saranno completi anche delle variazioni
dell’auto-impedenza.
L’altezza della bobina è stata variata da 5mm a 45mm (assumendo i valori: [5, 10, 15, 30, 45]
mm) e per ogni valore dell’altezza è stata variata anche la distanza tra le bobine. Nelle figure
2.23 e 2.24, sono riportati, rispettivamente, gli andamenti di auto e mutua impedenza (Z) al
variare dell’altezza (h) e della distanza (d) tra le bobine, per tre differenti valori di frequenza.
Dall’analisi di fig. 2.23, è possibile trarre le seguenti considerazioni per la mutua impedenza:
-
decresce all’aumentare dell’altezza delle bobine;
-
decresce all’aumentare della distanza tra i centri delle bobine;
a)
× 10-5
Z
[Ω]
× 10-4
Z
b)
[Ω]
h [mm]
[Ω]
h [mm]
d [mm]
c)
× 10-4
Z
d [mm]
h [mm]
d [mm]
Fig. 2.23 Andamenti della mutua impedenza al variare dell’altezza “h” e della distanza “d” tra i centri
delle bobine per f=500Hz a), f=1000Hz b) ed f=1500Hz c).
93
Capitolo 2
I metodi di indagine proposti
-
cresce all’aumentare del valore della frequenza;
-
per valori di h maggiori di 30 mm la mutaimpedenza presenta variazioni trascurabili
rispetto alla distanza tra le bobine.
a)
× 10-4
× 10-3
b)
Z
Z
Z
[Ω]
[Ω]
[Ω]
h [mm]
d [mm]
h [mm]
c)
× 10-3
d [mm]
h [mm]
d [mm]
Fig. 2.24 Andamenti dell’auto impedenza al variare dell’altezza “h” e della distanza “d” tra i centri delle
bobine per f=500Hz a), f=1000Hz b) ed f=1500Hz c).
Dall’analisi di fig. 2.24, è possibile trarre le seguenti considerazioni per l’auto impedenza:
-
all’aumentare di h si ha un decremento dell’auto-impedenza, dovuto alla peggiore
distribuzione dell’avvolgimento della bobina, con conseguente dispersione di campo;
-
come
ovvio,
i
valori
dell’auto-impedenza
sono
completamente
indipendenti
dall’interdistanza delle bobine.
In definitiva, sia l’auto che la mutua impedenza crescono al diminuire dell’altezza della
bobina. Questo risultato costituisce un primo importante indicatore nel dimensionamento
delle caratteristiche delle bobine costituenti la sonda.
2.3.3.1.3 Analisi al variare dello spessore delle bobine
L’indagine di questo parametro non è stata effettuata in quanto non permesso dal software di
simulazione. Per esso e stato quindi assunto un valore fisicamente congruente.
2.3.3.1.4 Analisi al variare del raggio interno delle bobine
La simulazione è stata eseguita variando il raggio interno “r” della bobina da 2mm a 12mm
con passo 2mm e per ogni valore del raggio è stata variata la distanza “d” tra i centri delle
94
Capitolo 2
× 10-3
I metodi di indagine proposti
a)
b)
× 10-3
× 10-3
Z
Z
Z
[Ω]
[Ω]
[Ω]
r [mm]
r [mm]
d [mm]
r [mm]
d [mm]
c)
d [mm]
Fig. 2.25 Andamenti della mutua impedenza al variare raggio interno “r” e della distanza “d” tra i centri
delle bobine per f=500Hz a), f=1000Hz b) ed f=1500Hz c).
bobine da 10mm a 30mm con passo 4mm.
Nelle figure 2.25 e 2.26, sono riportati, rispettivamente, gli andamenti di auto e mutua
impedenza (Z) al variare del raggio interno (r) e della distanza (d) tra le bobine, per tre
differenti valori di frequenza.
Dall’analisi di fig. 2.25, è possibile trarre le seguenti considerazioni per la mutua impedenza:
-
cresce all’aumentare del raggio delle bobine;
-
decresce all’aumentare della distanza tra i centri delle bobine;
-
cresce all’aumentare del valore della frequenza.
Dall’analisi di fig. 2.26, è possibile trarre le seguenti considerazioni per l’auto-impedenza:
-
cresce all’aumentare del raggio delle bobine;
-
cresce all’aumentare del valore della frequenza,
-
si nota una variazione con la distanza delle bobine dovuta essenzialmente agli effetti di
bordo causati dall’elevato valore del raggio interno.
× 10-3
a)
× 10-3
b)
× 10-3
Z
Z
Z
[Ω]
[Ω]
[Ω]
r [mm]
d [mm]
r [mm]
d [mm]
r [mm]
c)
d [mm]
Fig. 2.26 Andamenti dell’auto impedenza al variare raggio interno “r” e della distanza “d” tra i centri
delle bobine per f=500Hz a), f=1000Hz b) ed f=1500Hz c).
95
Capitolo 2
I metodi di indagine proposti
2.3.3.1.5 Conclusioni
L’analisi definitiva e complessiva dei risultati ottenuti, non ha portato banalmente alla scelta
dei parametri ottimali della sonda. Infatti le simulazioni, per ogni parametro, non hanno
prodotto andamenti tali da stabilire un valore di massimo assoluto. In altri termini, la funzione
che si vuole massimizzare, e cioè la tensione indotta ai capi delle bobine quindi l’impedenza
Z, non presenta massimi o minimi locali al variare dei diversi parametri, ma andamenti di tipo
monotoni crescenti o decrescenti.
Infatti, se si riassumono i risultati ottenuti, la funzione Z presenta i seguenti andamenti:
-
Diminuisce al crescere dell’altezza delle bobine;
-
Diminuisce al crescere della distanza tra i centri delle bobine;
-
Aumenta al crescere del raggio interno delle bobine;
-
Aumenta al crescere del numero di spire;
-
Aumenta al crescere della frequenza della corrente di eccitazione;
-
Diminuisce al crescere del liftoff.
Ovviamente è inimmaginabile la realizzazione di bobine ad altezza nulla od a raggio infinito o
con un numero di spire infinito, etc. Ciò è impensabile sia da un punto di vista fisicocostruttivo che di legame tra i diversi parametri (ad esempio, estremizzando, non si può avere
un numero di spire infinito con un’altezza nulla, fissato lo spessore).
A questo punto l’unico modo di procedere nel processo di ottimizzazione e quello di porre il
problema in termini di massimizzazione (o minimizzazione) vincolata. Bisogna cioè imporre
dei vincoli alla variabilità dei parametri oggetto dell’analisi. La scelta dei vincoli non può che
derivare dalla conoscenza del fenomeno fisico che si sta analizzando e dalla pratica
sperimentale.
Ad esempio si è visto come al crescere del raggio della bobina aumenti il valore di Z; è anche
evidente però, che con una bobina ad elevato raggio non si riesce ad avere alcun tipo di
informazione riguardo i difetti di piccole dimensioni. Quindi se da un lato, aumentando r,
96
Capitolo 2
I metodi di indagine proposti
migliora la qualità dei segnali rilevabili, dall’altro peggiorano le prestazioni complessive della
sonda in termini di risoluzione nell’individuazione dei difetti. Operando quindi una scelta
opportuna dei vincoli, si è giunti all’identificazione delle caratteristiche costruttive con cui
realizzare una prima sonda che possa essere utilizzata in modo proficuo per i primi test
sperimentali.
Ovviamente, è solo a valle di una verifica sperimentale, tenendo conto delle indicazioni
fornite dall’analisi fatta, che si può pensare di effettuare quella ulteriore calibrazione
necessaria a raggiungere le caratteristiche ottimali della sonda.
2.3.3.2 La sonda realizzata
L’analisi effettuata ha portato alla scelta dei seguenti parametri costruttivi della sonda:
-
numero di bobine costituenti il sensore:
16
-
distanza tra il centro delle bobine:
15 [mm]
-
altezza delle bobine:
6.75 [mm]
-
raggio interno delle bobine:
3.75 [mm]
-
spessore dell’avvolgimento delle bobine:
0.75 [mm]
-
sezione del filo dell’avvolgimento:
0.25 [mm]
-
diametro interno della bobina:
7.5 [mm]
-
diametro esterno della bobina:
9.0 [mm]
-
numero di spire per bobina
80
Affinché la sonda realizzata sia funzionale, rispetto all’applicazione del metodo di indagine
non distruttivo proposto, deve inoltre garantire che:
-
le bobine siano perfettamente parallele ed equidistanti tra loro, ortogonali alla piastra di
supporto, avente uno spessore tale da non permettere nessun tipo di deformazione
meccanica;
97
Capitolo 2
-
I metodi di indagine proposti
l’avvolgimento della singola bobina sia realizzato con un conduttore di diametro tale, da
consentire il passaggio di una corrente di circa 500 mA;
Fig. 2.27 Il prototipo di sonda realizzato
-
il numero di spire della singola bobina sia, compatibilmente con le dimensioni della
bobina stessa, il più grande possibile, in maniera tale da massimizzare il campo prodotto.
2.3.4
Le prime prove sperimentali
Al fine sia di verificare la bontà del metodo tomografico proposto che di provare la qualità
della sonda realizzata, sono stati eseguiti diversi test sperimentali su pezzi con difetti noti.
Il primo passo è stato la messa a punto della stazione automatica di misura, che permettesse di
eseguire il test non distruttivo utilizzando il metodo proposto; capace cioè di fornire
un’opportuna corrente d’eccitazione alla matrice di sensori, ed acquisire i segnali di tensione
dalle bobine di pick-up, ottenendo così, la matrice delle impedenze conforme alla successiva
fase di processamento dei dati.
In particolare, l’accuratezza richiesta nella fase di misura, insieme alla piccola ampiezza dei
segnali in tensione da acquisire, hanno imposto la scelta di appropriati dispositivi di
acquisizione e condizionamento dati.
98
Capitolo 2
I metodi di indagine proposti
a)
PC
IEEE488 bus
AMP
b)
G
IEEE488 bus
M U X
DATA
ACQ
c)
d)
Fig. 2.28 La stazione di misura realizzata: a) unità di gestione ed elaborazione dei segnali; b) unità di
generazione; c) unità di misura; d) sonda.
In fig. 2.28 è riportato lo schema a blocchi della stazione di misura realizzata, composta da
quattro unità fondamentali:
a) Gestione ed elaborazione digitale. E’ essenzialmente costituita da un PC su cui è installato
il software di misura, sviluppato ad hoc, che gestisce l’intera sessione di misura attraverso
l’interfaccia IEEE488. In particolare, oltre a pilotare gli strumenti della stazione di misura,
memorizza ed elabora i dati acquisiti, restituendo la matrice delle impedenze.
b) Generazione del segnale di eccitazione. Viene utilizzata per alimentare la sonda (con
segnali di ampiezza e frequenza noti). E’ composta da un amplificatore operazionale
bipolare (AMP) KEPKO 20-20, e da un generatore di frequenza (G) HP33120A;
c) Acquisizione e misura. E’ composta da un oscilloscopio digitale TEKTRONIX TDS520
(DATA ACQ.), e da un multimetro KEYTHLEY 7200 (6.5 digit), equipaggiato con una
scheda multiplexer, che permette la connessione della sonda alle unità di generazione ed
acquisizione;
99
Capitolo 2
I metodi di indagine proposti
d) Sonda. E’ la sonda realizzata, che viene collegata alla stazione di misura mediante cavi
schermati in modo da evitare interferenze elettromagnetiche che potrebbero inficiare il
risultato della sessione di misura.
La procedura imposta dal software di misura, per eseguire un’intera sessione di misura è la
seguente:
Il multiplexer, connette una bobina all’unità di generazione, e in modo alternativo, tutte le
restanti bobine all’unità di acquisizione e misura;
La procedura sopra riportata viene ripetuta per tutte la bobine presenti sulla sonda;
L’oscilloscopio acquisisce il segnale in tensione relativo alla corrente di eccitazione con la
quale viene alimentata la sonda, e la tensione indotta ai capi delle bobine di pick-up; i
segnali così acquisiti, vengono inviati, attraverso l’interfaccia IEEE-488, all’unità di
elaborazione digitale.
Il multimetro, oltre che la gestione del multiplexer, permette di misurare, con estrema
precisione, il valore efficace sia della corrente impressa dall’unità di generazione, che
delle tensioni ai capi delle bobine di pick-up.
I dati così acquisiti, vendono processati per determinare la matrice delle impedenze. In
particolare, viene eseguita una regressione sinusoidale dei segnali di tensione e corrente
acquisiti, al fine di determinarne la fase e quindi lo sfasamento.
Stimato lo sfasamento tra i due segnali (tensione e corrente), e dalla conoscenza dei loro
valori efficaci (misurati con il multimetro), il software effettua il calcolo della parte reale
ed immaginaria dell’impedenza, mediante la:
Zij =
Vij
I
⋅ ( cos φij + j sin φij )
Questa procedura è ripetuta per i segnali relativi a tutte le bobine, ottenendo così la
matrice delle impedenze desiderata.
Questa matrice, contenente le informazioni sulla difettosità del provino in esame, viene poi
100
Capitolo 2
I metodi di indagine proposti
fornita in ingresso all’algoritmo di inversione che permette di risalire alla posizione ed alle
caratteristiche geometriche e dimensionali del difetto.
Le prove sperimentali effettuate su provini con difetti noti, mediante l’uso della sonda e della
stazione di misura realizzata, hanno permesso di verificare la bontà del metodo di misura
proposto ma hanno anche mostrato, come ci si aspettava, la necessità di una successiva fase di
calibrazione ed ottimizzazione sperimentale dell’intero sistema (esposta in dettaglio nel
capitolo 4).
L’analisi di sensibilità infatti, ha permesso di individuare le caratteristiche della sonda che
massimizzano la tensione indotta sulle bobine, fornendo dei valori di partenza per la
realizzazione del primo prototipo. La stazione di misura è stata messa a punto avendo come
obiettivo la riduzione dell’incertezza di misura. Non era però possibile prevedere la risposta
dell’intero sistema di misura sviluppato, nelle condizioni di funzionamento reali, che tenesse
conto del:
-
rumore elettromagnetico presente nell’ambiente di prova;
-
sensibilità nella variazione della matrice dell’impedenza tra le condizioni di presenza ed
assenza di difetto.
Questi aspetti fanno si che, in molti casi, l’individuazione della presenza del difetto e/o la
ricostruzione delle sue caratteristiche geometriche e dimensionali, diventa quasi impossibile.
101
Capitolo 3
Sviluppo ed ottimizzazione del sistema
basato sulla Sonda Fluxset
3.1
Introduzione
Con l’obiettivo di sviluppare e realizzare un sistema di misura oggettivo e versatile, capace
quindi di eseguire il test non distruttivo senza limitazioni e falsi negativi nella rilevazione dei
difetti, è necessario superare i limiti evidenziati dai test sperimentali eseguiti con l’ausilio
della sonda fluxset realizzata (c.f.r. §2.2.4).
In particolare, il principale limite del prototipo realizzato è costituito dalla natura qualitativa
dei risultati ottenibili, sia per la loro dipendenza dall’orientamento relativo sonda-difetto sia
per la scarsità di informazioni in essi contenute che rendono difficile una valutazione
quantitativa delle caratteristiche del difetto.
Verranno di seguito evidenziati i passi chiave che hanno portato non solo alla soluzione dei
problemi summenzionati ma alla realizzazione di uno strumento di misura capace di eseguire
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
il test non distruttivo, fornendo, oltre alle indicazioni circa la presenza e la posizione del
difetto, anche le sue caratteristiche geometriche e dimensionali.
3.2
Realizzazione ed ottimizzazione della sonda bi-assiale
Al fine sia di incrementare le informazioni ottenibili dalla sonda che di evitare falsi negativi
dovuti a particolari orientamenti sonda-difetto, è stata realizzata una sonda bi-assiale,
utilizzando due sensori fluxset [31]. In particolare, la sonda realizzata è costituita da un
solenoide di eccitazione (100 spire in rame smaltato da 0.12mm2) avvolto su un supporto di
materiale diamagnetico, sulla base del quale vengono posti due sensori fluxset collocati
ortogonalmente tra loro e rispetto all’asse del solenoide, come illustrato in fig. 3.1.
Solenoide di
eccitazione
Supporto
22 mm
z
fluxsets
Solenoide di
eccitazione
Supporto
10 mm
40 mm
x
Fig. 3.1
fluxsets
y
La sonda fluxset bi-assiale realizzata
Il principio di funzionamento della sonda è rimasto inalterato: in assenza di difetto entrambe i
sensori fluxset misurano un campo magnetico nullo; la presenza di un difetto viene rilevata da
entrambe i sensori mediante variazioni di campo dipendenti dall’orientamento del difetto
rispetto alla sonda.
Nella realizzazione della sonda proposta, è stato innanzitutto verificato che i due sensori non
interferissero (falsando le misure o riducendo la sensibilità e/o linearità di risposta di uno di
essi o di entrambe; considerando anche che i due fluxset sono sovrapposti, quindi posizionati
a distanze diverse rispetto al pezzo in esame).
103
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
A tal fine la sonda è stata realizzata in due fasi successive: dapprima con un solo sensore e,
successivamente, si è installato anche il secondo. In particolare:
-
E’ stata costruita la sonda mono-assiale (con un solo sensore fluxset) e sono stati eseguiti
diversi test su provini con difetti noti;
-
La stessa procedura è stata eseguita per la sonda bi-assiale inserendo anche il secondo
fluxset;
-
Il confronto dei dati ottenuti (di cui un esempio è riportato in fig. 3.2), ha dimostrato come
i sensori non interferiscano.
Nell’esecuzione di questi test è stato però evidenziato un altro aspetto degno di attenzione,
riguardante la risoluzione della sonda (intesa come le dimensioni minime del difetto
rilevabile), indipendentemente se mono o bi-assiale. Infatti, difetti di lunghezza inferiore al
centimetro provocavano variazioni dei segnali di pickup comparabili con il rumore
sonda
a)
cricca
sonda
b)
cricca
y
x
Materiale
Materiale
0.4mm
d)
c)
Supporto
x [mm]
x [mm]
Fig. 3.2 a) Scansione effettuata con la sonda monosensore; c) Andamento del modulo del campo relativo
alla scansione a); b) Scansione effettuata con la sonda multisensore; d) Andamento del modulo del campo
del sensore ortogonale alla cricca, relativo alla scansione b)
104
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
elettromagnetico presente. L’analisi di questo fenomeno ha portato all’ottimizzazione delle
dimensioni geometriche della bobina di eccitazione, tenendo conto di due opposte esigenze:
più grande è il diametro della bobina di eccitazione minori sono gli effetti di bordo sui sensori
fluxset; più piccolo è il diametro della bobina di eccitazione migliore è la risoluzione spaziale
della sonda.
Fissate le dimensioni geometriche dei sensori fluxset, è stata quindi effettuata una scelta di
compromesso che ha condotto all’identificazione delle caratteristiche geometriche riportate in
fig. 3.1.
Bisogna inoltre evidenziare come i risultati delle prove eseguite con la sonda bi-assiale,
operando scansioni monodimensionali sul pezzo, abbiano si evidenziato la bontà della scelta
fatta, ma informazioni più dettagliate potrebbero pervenire dalla realizzazione di serie di
scansioni intorno al difetto (fig. 3.3), atte alla determinazione di mappe di campo. E’ quindi
questa la scelta effettuata, che, come sarà meglio chiarito in seguito, unita all’utilizzo della
sonda bi-assiale, permette di avere ottime prestazioni sia in termini di rilevazione che di
valutazione quantitativa delle caratteristiche del difetto.
Va infine osservato che se da un lato la soluzione della sonda bi-assiale e dell’esecuzione di
passo di scansione
sonda
difetto
sonda
difetto
passo di scansione
y
x
Materiale
Fig. 3.3
a)
Materiale
b)
Esempi di scansioni per la realizzazione di mappe di campo
105
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
serie di scansioni permette di risolvere i summenzionati limiti del sistema precedente,
dall’altro si ha una sonda maggiormente complessa così come, di riflesso, la stazione di
misura che deve alimentare le bobine di driving ed acquisire i segnali di pickup di due sensori
fluxset, nonché alimentare e gestire un sistema automatico di scansione per la
movimentazione della sonda sul pezzo in esame.
3.2.1
Caratterizzazione della sonda
E’ necessario sottolineare che, in questa fase, per caratterizzazione s’intende la correlazione
degli andamenti di campo in funzione di diverse tipologie di difetti e delle diverse possibili
direzioni di scansione rispetto ai difetti stessi. Va inoltre verificato che le informazioni
ricavabili dall’utilizzo dei due sensori siano necessarie e sufficienti a descrivere le
caratteristiche geometriche e dimensionali del difetto.
In realtà in questo paragrafo verrà presentata una primissima caratterizzazione atta a mostrare
la tipologia di dati ottenibili dalla sonda bi-assiale e come questi permettano di ottenere
informazioni quantitative sulle caratteristiche dei difetti. Sarà poi nel §3.4 che verrà meglio
evidenziata la strategia e l’algoritmo di elaborazione sviluppati a tal uopo.
3.2.1.1 Lo sviluppo della stazione automatica di misura
Come accennato nel paragrafo precedente, lo sviluppo del sistema ha portato parallelamente
anche ad una complicazione della stazione automatica di misura.
In fig. 3.4 è mostrato lo schema a blocchi, rappresentativo della stazione automatica di misura
messa a punto, in cui vengono evidenziati i collegamenti logici tra le varie parti del sistema.
L’esecuzione del test non distruttivo segue la seguente procedura:
-
La sonda fluxset viene connessa elettricamente alla stazione di misura e meccanicamente
al sistema si scansione;
106
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Sezione del SW
di automazione
Sezione del SW
di misura
LabView
Automation
Software
C++
Measurement
Software
Sezione di
Misura
DATA
IEEE 488 Bus
IEEE488 bus
ACQ
DATA
ACQ
Sonda NDT
Personal
Computer
National
Instruments
DAQ Drivers
National
Instruments
AT-MIO-16E-
G1
G2
G3
x-y
Sezione
meccanica
scansione
Scheda di
controllo
motore x
AMP
Bobina di
eccitazione
fluxsets
Sonda NDT
Scheda di
controllo
motore y
Circuito di
Condiz.
Sezione elettrica di movimentazione
Fig. 3.4
-
La stazione di misura realizzata.
Definita l’area ed il passo di scansione che si vuole realizzare, viene generata la matrice
contenente i punti di misura e posizionato il pezzo in prova, regolandone la distanza dalla
sonda.
-
Alimentato l’intero sistema (movimentatore – sonda) viene lanciato il programma di
gestione automatica del sistema di scansione realizzato in ambiente LabVIEWTM. Questo
comanda i motori per il posizionamento della sonda nei vari punti di misura,
precedentemente definiti; in ogni punto inoltre, comanda il software di misura che
acquisisce e memorizza i dati in opportuni file, restituendo al programma di gestione il
benestare per il movimento al successivo punto di misura.
-
I dati acquisiti vengono successivamente elaborati da un programma di elaborazione che
applicando gli approcci descritti nel §2.2.2 permette di definire il valore del campo
magnetico nei diversi punti di misura.
In fig. 3.4 è anche mostrato un dettaglio del sistema di alimentazione della sonda ed
acquisizione dei segnali di pickup. Questo può essere diviso in due parti fondamentali:
-
Circuito per l’alimentazione degli avvolgimenti di driver ed il rilevamento dei segnali di
pickup (circuito sensore), costituito dai seguenti elementi:
-
G2, G3: generatori di funzioni HEWLETT PACKARD 33120A, utilizzati per
107
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
l’alimentazione degli avvolgimenti di driver dei due fluxset;
-
DATA ACQ: oscilloscopio a doppia traccia TEKTRONIX TDS520D per la
visualizzazione ed acquisizione dei segnali di pickup dei due sensori che vengono
inviati all’unità di controllo mediante l’interfaccia IEEE 488.
-
Circuito di alimentazione della bobina di campo (circuito di eccitazione), costituito da:
-
G1: generatore di funzioni HEWLETT PACKARD 33120 A, sincronizzato con i
generatori G2 e G3;
-
AMP: amplificatore operazionale KEPKO 20-20.
L’insieme dei due dispositivi permette di pilotare in AC, con la necessaria potenza, la
bobina di eccitazione.
3.2.1.2 Risultati sperimentali
Vengono di seguito riportati alcuni dei risultati ottenuti applicando la procedura descritta in
§3.2.1.1 su provini con difetti noti. I risultati così conseguiti sono stati anche confrontati con
quelli ottenuti, imponendo le stesse condizioni operative, mediante un opportuno algoritmo di
simulazione. La scelta, così come la descrizione dell’algoritmo di simulazione usato, verrà
esposta nel §3.4.
Provino in rame con cricca passante di 10mm
Questa prova è stata effettuata su un provino in rame dello spessore di 2mm, avente una cricca
passante di 10mm. La scansione eseguita è illustrata in fig. 3.5, in cui sono evidenziate le
dimensioni dell’area scandita e le caratteristiche della cricca.
I risultati ottenuti dall’elaborazione dei segnali acquisiti, sono rappresentati in fig. 3.6. La
variazione di fase del sensore x (ortogonale al difetto) è di circa 150° ed avviene in x=10mm,
punto in cui è posizionata la cricca; la variazione di fase del sensore y (parallelo al difetto) è
di circa 150° ed avviene in y = 12mm, punto in cui è posizionato il centro della cricca; la
distanza tra i picchi del modulo del campo misurato dal sensore x, è 10mm, pari esattamente
108
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
z
2mm
alla lunghezza della cricca. Si può notare la presenza
crack
di un fenomeno di deriva dovuto all’imperfetto
parallelismo tra il pezzo e la superficie di scansione
25mm
10mm
della sonda ed alla variazione di liftoff. Questo è
dovuto
y
x
alla
movimentazione
scarsa
qualità
utilizzato
del
in
sistema
questa
di
fase,
20mm
successivamente sostituito.
Fig. 3.5 Superficie si scansione e
caratteristiche della cricca.
Il confronto con le corrispondenti mappe simulate
(riportate in fig. 3.7), evidenzia il buon accordo tra i
dati sperimentali e quelli simulati, confermando la correttezza di questi ultimi.
L’analisi della prova riportata (come anche di tutte le altre prove eseguite, che hanno mostrato
comportamenti similari e non sono state esposte solo per brevità espositiva) hanno confermato
l’efficienza dell’idea della sonda bi-assiale, insieme con la scelta di eseguire scansioni
a)
y [mm]
x [mm]
b)
x [mm]
y [mm]
d)
c)
y [mm]
x [mm]
x [mm]
y [mm]
Fig. 3.6 Mappe di campo sperimentali. a), c) Modulo e fase del sensore posto sull’asse x (ortogonale alla
cricca); b), d) Modulo e fase del sensore posto sull’asse y (parallelo alla cricca).
109
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
a)
b)
x [mm]
y [mm]
y [mm]
c)
y [mm]
x [mm]
d)
x [mm]
y [mm]
Fig. 3.7 Mappe di campo simulate. a), c) Modulo e fase del sensore posto sull’asse x (ortogonale alla
cricca); b), d) Modulo e fase del sensore posto sull’asse y (parallelo alla cricca).
bidimensionali del pezzo ottenendo mappe di campo. Infatti, nelle condizioni attuali, si
superano i limiti evidenziati con il precedente sistema sia nei confronti dei falsi negativi che
della quantità e qualità delle informazioni ottenibili dall’esame non distruttivo. Sono chiare le
correlazioni tra le mappe di campo magnetico misurate e la presenza, nonché la posizione
della cricca. Un esame attento permette anche di fornire indicazioni riguardo le caratteristiche
del difetto. Questo risultato rappresenta la base di partenza per lo sviluppo di un sistema
automatico ed oggettivo che analizzi a fondo i risultati ottenuti e fornisca tutte le grandezze di
interesse.
Questo aspetto verrà meglio affrontato ed illustrato nel §3.4. Qui si vuole invece porre
l’attenzione su altri due punti:
i. Il confronto tra i dati simulati e quelli sperimentali è stato fatto in termini relativi e
non assoluti. Infatti i valori simulati di campo sono espressi in Tesla, mentre quelli
reali sono ottenuti in termini di distanza temporale tra la migliore retta interpolante il
110
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
fronte di salita del segnale di pickup ed il suo passaggio per lo zero, quindi espresso
in secondi (c.f.r. §2.2.2). E’ evidente che una taratura per il riporto in Tesla è
necessaria, sia per un confronto tra dati simulati e sperimentali che tra dati
sperimentali ottenuti con differenti sensori [29].
ii. Benché l’elaborazione dei segnali nel dominio del tempo ha mostrato avere le
migliori prestazioni in termini di precisione (c.f.r. §2.2.2), il programma basato su
tale approccio è risultato pesante nei confronti dei tempi di elaborazione; ne
consegue un difficile utilizzo in sistemi automatici di misura.
A valle dell’analisi di questi due aspetti, si è deciso di operare, prima di effettuare la taratura
della sonda, un nuovo confronto tra le potenzialità dei tre approcci messi a punto per
l’estrazione delle informazioni relative al campo magnetico, tenendo conto come parametri di
selezione oltre che la precisione la rapidità di esecuzione del codice.
Come risultato di questo nuovo confronto, è stato sviluppato un nuovo algoritmo di
elaborazione basato sull’approccio nel dominio della frequenza. Il codice quindi realizza la
trasformata di Fourier veloce (FFT) del segnale acquisito, ne estrae la seconda armonica (è
quella che maggiormente rappresenta l’asimmetria del segnale di pickup e quindi il campo
magnetico misurato) di cui viene calcolato il modulo e la fase.
E’ rispetto all’utilizzo di questo nuovo algoritmo che è stata eseguita la fase di taratura e
calibrazione della sonda fluxset riportata nel prossimo paragrafo.
3.2.2
La procedura di calibrazione e taratura della sonda
La taratura di una sonda può essere effettuata seguendo diversi approcci. Il più semplice è
rappresentato dall’uso di una sonda di campo magnetico di riferimento, attraverso il confronto
delle uscite delle due sonde spaziando tutto il range di funzionamento con un appropriato
numero di punti. In questo caso un approccio di questo tipo non può essere adottato per le
seguenti ragioni:
111
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
i. Le dimensioni del sensore fluxset sono di gran lunga inferiori alle dimensioni delle
sonde di campo magnetico in commercio. Questa circostanza influenza non poco la
sensibilità spaziale di quest’ultime rendendo quasi impossibile che la sonda di
riferimento e la sonda fluxset sentano esattamente lo stesso campo magnetico.
ii. La sonda di riferimento e la sonda fluxset non possono essere posizionate
contemporaneamente nello stesso punto; come conseguenza, tenendo anche conto
della loro elevata sensibilità, le misure potrebbero riferirsi a differenti condizioni di
campo magnetico.
Al fine di superare questi problemi, è stato seguito un approccio differente basato sull’utilizzo
di un sistema capace di generare un campo magnetico di riferimento. In questo modo il campo
magnetico misurato dalla sonda fluxset viene confrontato con quello generato dal sistema di
riferimento nel punto in cui è posizionato il sensore.
Il sistema di generazione del campo magnetico di riferimento realizzato, è semplicemente
composto da una bobina capace di fornire un campo magnetico noto grazie all’ausilio di un
opportuno software di simulazione. In particolare, la bobina è stata realizzata avvolgendo 105
spire in rame su di un supporto in legno a sezione rettangolare, come mostrato in fig.3.8, dove
sono anche riportate le caratteristiche geometriche.
Questa soluzione assicura la stabilità e la robustezza necessarie a garantire la ripetibilità del
processo di taratura. Il valore del campo magnetico generato viene ottenuto attraverso un
bobina
supporto
30mm
41mm
6mm
Fig. 3.8
120mm
La bobina di generazione del campo di riferimento.
112
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
software sperimentale capace di calcolare la distribuzione spaziale del campo magnetico in
una regione 3D quando si è in presenza di una sorgente regolare (è questo il motivo per cui si
è scelta la struttura riportata in fig. 3.8) [50]-[52]. In particolare, il calcolo della “geometria”
del campo magnetico è basato su metodi integrali e di bordo in sottodomini cartesiani di base
utilizzando formulazioni analitiche compatte.
Prima di utilizzare il generatore del campo magnetico di riferimento realizzato per la taratura
della sonda fluxset, questo è stato sperimentalmente testato confrontando i valori di campo
forniti dal software, per un dato punto nello spazio, con quelli misurati sperimentalmente
mediante una sonda di campo magnetico di riferimento. In particolare la sonda di riferimento
(SH27 GaussMeter by Magnet Physik) è stata posizionata con il suo centro a 2.5mm sulla
bobina di generazione al centro della stessa (vedi fig. 3.9).
Il test è stato eseguito alimentando la bobina di generazione con una corrente continua il cui
valore è stato fatto variare nel range [–150, 150] mA con step di 10 mA, corrispondente a [27, 27] µT del campo magnetico. Settato il Gaussimetro ad un fondo scala di 30 µT, in cui
ammette 0.14 µT di incertezza, per ogni valore di corrente è stato misurato il relativo campo
magnetico (a cui è stato sottratto il campo magnetico misurato dal gaussimetro per una
corrente nulla nella bobina di generazione) e confrontato con quello calcolato dal software.
I risultati ottenuti sono riportati in fig. 3.10 dove è possibile osservare l’ottimo accordo tra i
valori di campo magnetico misurati e teorici, che confermano la bontà del sistema di
generazione del campo magnetico di riferimento realizzato. Si è quindi passati alla fase di
taratura della sonda bi-assiale proposta utilizzando tale sistema.
Bobina di generazione del
campo di riferimento
Sonda SH27
z
y
x
Fig. 3.9
La procedura di verifica sperimentale della bobina di generazione.
113
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
B [T]
3,00E-05
Teorico
Misurato
2,50E-05
2,00E-05
1,50E-05
1,00E-05
5,00E-06
0,00E+00
-150
-100
-50
0
50
100
150
I [mA]
Fig. 3.10 Confronto tra i valori teorici di campo e quelli misurati con il Gaussimetro.
Al fine di collocare correttamente la sonda sotto test (la sonda fluxset bi-assiale) sulla bobina
di riferimento (bobina di taratura), è stato utilizzato un sistema meccanico di posizionamento
micrometrico capace di spostare, con elevata risoluzione e ripetibilità, la sonda al centro della
bobina stessa.
La sonda sotto test è stata quindi posizionata al centro ed un millimetro sopra la bobina di
generazione (vedi fig. 3.11). In queste condizioni è iniziata la procedura di taratura, eseguita
alimentando entrambe gli avvolgimenti di driving dei sensori fluxset con una corrente
triangolare di 25mA, e la bobina di eccitazione della sonda fluxset con una corrente
sinusoidale di 500mA (valore normalmente usato durante il test non distruttivo).
E’ stata quindi alimentata la bobina di riferimento, con una corrente continua il cui valore è
stato fatto variare nel range [–150, 150] mA con step di 10 mA, e sono stati acquisiti ed
Sonda sotto test
Sistema
micrometrico
Bobina di
eccitazione
Fluxsets
z
y
x
Bobina di taratura
Fig. 3.11 Confronto tra i valori teorici di campo e quelli misurati con il Gaussimetro.
114
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
elaborati (mediante l’algoritmo nel dominio della frequenza) i segnali di pickup di entrambe i
sensori fluxset. La procedura è stata successivamente ripetuta ruotando di 90° la bobina di
riferimento. I risultati ottenuti sono riportati in fig. 3.12 dove vengono mostrati sia i valori di
campo magnetico teorici che quelli misurati dal sensore fluxset posto nella direzione x quando
la bobina di riferimento genera il campo lungo tale direzione. In questa configurazione, il
campo magnetico misurato dal sensore fluxset posto nella direzione y è praticamente nullo e
comparabile con il rumore elettromagnetico, quindi non viene riportato.
Come mostrato in fig. 3.12, l’ampiezza del campo misurato dalla sonda e sempre diverso da
zero manifestando un incremento lineare all’aumentare della corrente di eccitazione della
bobina di taratura. La fase è invece praticamente costante e sempre negativa. Questo
comportamento è ampiamente diverso da quello teorico, anch’esso riportato in fig. 3.12.
Un’analisi approfondita di questi risultati e di test effettuati per indagare questo
comportamento, ha portato alla conclusione che questo disaccordo è dovuto ai seguenti
fattori:
(a)
la sonda fluxset sente non solo il campo generato dalla bobina di taratura ma anche il
campo elettromagnetico dell’ambiente di prova;
(b)
la struttura della sonda fluxset non è perfettamente simmetrica, conseguentemente essa
sente anche il campo magnetico dovuto agli effetti di bordo causati dalla bobina di
eccitazione della sonda stessa.
E’ evidente che questi effetti devono essere compensati al fine sia di evitare perdite di
Teorico [uT]
25
3,0E-04
[V]
2,5E-04
20
2,0E-04
15
1,5E-04
10
1,0E-04
30
Misurato [V]
[uT]
0
[rad]
-0,5
-1
-1,5
-2
(a)
5
5,0E-05
0
0,0E+00
-150
-100
-50
0
I [mA]
50
100
150
Teorico
-2,5
(b)
Misurato
-3
-3,5
-150
-100
-50
0
I [mA]
50
100
150
Fig. 3.12 Campo magnetico teorico e misurato durante la prima fase di taratura: (a) ampiezza, (b) fase.
115
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
sensibilità della sonda che di perdere la possibilità di misurare ed usare la fase del campo
magnetico.
Bisogna inoltre sottolineare che questi effetti variano al variare delle condizioni operative di
funzionamento
(corrente
della
bobina
di
eccitazione,
pezzo
sotto
test,
rumore
elettromagnetico, etc.), non possono essere quindi compensati definitivamente in fase di
progettazione.
Al fine di superare questi problemi, è stata sviluppata una procedura automatica di
calibrazione capace di rendere simmetrica l’uscita della sonda in assenza del campo
magnetico oggetto della misura (nel caso specifico, in assenza del campo magnetico dovuto
alla presenza di un difetto nel pezzo sotto test). In pratica questo sistema può essere visto
come una procedura di azzeramento, molto diffusa in molte applicazioni di misura.
Questa procedura di azzeramento è basata su una combinazione di approcci hardware e
software ed è composta dai seguenti passi:
i. la sonda fluxset viene posizionata nelle stesse condizioni operative in cui verrà usata per
l’esecuzione della prova non distruttiva e sul pezzo in esame in una zona senza difetto;
ii. vengono alimentati gli avvolgimenti di driving dei due sensori fluxset e la bobina di
eccitazione con i segnali con cui verrà poi eseguito il test non distruttivo;
iii. vengono acquisiti i segnali di pickup e ne viene eseguita l’FFT;
iv. l’ampiezza e la fase della risposta di entrambe i sensori fluxset (ovvero l’ampiezza e la
fase della seconda armonica dei segnali di pickup) viene analizzata e conseguentemente
viene aggiunta o sottratta una piccola corrente continua negli avvolgimenti di driving dei
due sensori fluxset finché i segnali di pickup non appaiono simmetrici (ovvero l’ampiezza
della seconda armonica diventa nulla o minore di un’opportuna soglia dipendente
dall’incertezza di misura); in questo modo si compensa la presenza di un’asimmetria in
condizioni di campo nullo.
Questa procedura deve essere ovviamente ripetuta ogni qual volta la sonda fluxset viene
116
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Teorico [uT]
30
[uT]
Misurato [V]
25
1,6E-04
[V]
0,5
[rad]
0
1,2E-04
-0,5
8,0E-05
-1,5
4,0E-05
-2,5
20
-1
15
-2
10
(a)
5
Teorico
Misurato
(b) -3
0
0,0E+00
-150
-100
-50
0
I [mA]
50
100
150
-3,5
-150
-100
-50
0
I [mA]
50
100
150
Fig. 3.13 Campo magnetico teorico e misurato durante la fase di taratura effettuata in seguito alla
procedura di azzeramento: (a) ampiezza, (b) fase.
spostata o c’è un cambiamento nelle condizioni ambientali o di eccitazione della sonda.
Dopo aver messo a punto ed eseguito la procedura di azzeramento, è stata ripetuta la taratura
della sonda utilizzando per essa le stesse condizioni operative di eccitazione e posizione
adottate durante la fase di azzeramento.
I risultati ottenuti sono riportati in fig. 3.13 dove sono evidenti gli effetti benefici della
procedura di azzeramento. In particolare, è possibile notare l’assenza di offset tra la
caratteristica teorica e quella sperimentale, mentre la differenza di sensibilità è dovuta
principalmente alla specifica corrente di eccitazione utilizzata.
Sono state quindi calcolate le costanti di taratura per entrambe i sensori fluxset, dividendo i
coefficienti angolari delle caratteristiche sperimentali e teoriche rispettivamente, ottenendo i
valori riportati in tab.3.1. Il diverso valore assunto dalle costanti di taratura dei sensori fluxset
posizionati sui due assi è da attribuire diverso posizionamento dei due sensori rispetto alla
bobina di eccitazione sia in termini di centratura che di posizione sull’asse z. I valori di
incertezza riportati in tab 3.1 sono stati calcolati portando in conto l’incertezza tipo del
coefficiente angolare sperimentale, mentre
COSTANTE DI TARATURA
quello teorico è stato assunto noto senza
incertezza.
Terminata la fase di taratura della sonda,
sono stati eseguiti alcuni test sperimentali
Valore[uT/mV] Incertezza[uT/mV]
Sensore fluxset orientato
lungo l’asse X
233.32
0.96
Sensore fluxset orientato
lungo l’asse Y
260.5
1.5
Tab. 3.1 Costanti di taratura per entrambe i
sensori fluxset
117
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
z
atti alla verifica dell’efficacia, ai fini dell’esecuzione
2mm
crack
del test non distruttivo, della taratura e della procedura
di calibrazione messa a punto, nonché dell’accordo
20mm
5mm
quantitativo tra i risultati sperimentali e quelli ottenuti
in simulazione.
y
In fig. 3.15 sono riportati i risultati ottenuti scandendo
x
15mm
un provino in alluminio dello spessore di 2mm con
Fig. 3.14 Superficie si scansione e
caratteristiche della cricca.
una cricca passante di 5mm, seguendo il percorso di
scansione riportato in fig. 3.14, con una risoluzione
spaziale (passo) di 1mm. Il test è stato eseguito alimentando la bobina di eccitazione della
sonda fluxset con una corrente sinusoidale (500mA, 1kHz) e gli avvolgimenti di driving dei
sensori fluxset con correnti triangolari (25mA, 25kHz). Prima dell’esecuzione del test, è stata
effettuata una preliminare fase di calibrazione seguendo la procedura descritta in precedenza.
Fig. 3.15 mostra i valori di campo magnetico sia misurati (a) che simulati (b), per il sensore
posto sull’asse y, il cui confronto mette in evidenza il buon accordo sia qualitativo che
quantitativo.
La procedura di taratura e calibrazione proposta ha quindi provato di essere ripetibile,
accurata, veloce e facile da integrare in una stazione automatica di misura per un’auto taratura
e compensazione della sonda.
B [uT]
a)
y [mm]
x [mm]
b)
B [uT]
y [mm]
x [mm]
Fig. 3.15 Ampiezza del campo magnetico misurato dal sensore y: (a) sperimentale, (b) simulato.
118
Capitolo 3
3.3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Lo strumento realizzato
A questo punto dell’attività di ricerca è chiaro come il metodo e gli algoritmi di misura messi
a punto, la sonda costruita e la procedura di auto taratura e calibrazione sviluppata, abbiano
portato alla realizzazione di un sistema di misura per eseguire Test Non Distruttivi
caratterizzato da elevate prestazioni in termini di identificazione dei difetti e di superamento
di alcuni dei limiti delle tecniche ECT in uso.
Tutte le stazioni di misura proposte sono però basate su strumentazione “general-purpose”
cioè su singoli strumenti adibiti alle diverse funzioni di alimentazione delle sonde,
acquisizione ed elaborazione dei segnali, alimentazione e pilotaggio del sistema di
movimentazione e così via. Ad esempio, oscilloscopi digitali per l’acquisizione dei segnali,
generatori di segnali per l’alimentazione dei sensori fluxset e della bobina di eccitazione, etc.
Le stazioni di misura così realizzate, essenziali per fornire tutta la flessibilità necessaria nelle
fasi di messa a punto del metodo, sviluppo ed ottimizzazione degli algoritmi di elaborazione
così come della procedura di calibrazione e taratura, non sono però adeguate ad un utilizzo in
applicazioni industriali, sia per l’elevato costo che per l’inadeguatezza all’ambiente
industriale e la scarsa portabilità.
E’ per questa ragione che è stato progettato e realizzato uno strumento di misura capace di
assolvere a tutte le funzioni necessarie all’esecuzione del test non distruttivo con il metodo
proposto [30], [32].
3.3.1
Architettura dello strumento
Lo strumento è stato progettato e realizzato seguendo una filosofia di tipo modulare, costituito
da cinque schede (unità) inserite su di un bus proprietario appositamente sviluppato.
L’architettura dello strumento è riportata in fig. 3.16 dove si possono distinguere:
a) Unità di generazione delle forme d’onda (WGU, Waveform Generation Unit), per
l’alimentazione degli avvolgimenti di driving dei sensori fluxset;
119
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
bobina di
eccitazione
bobina di
riferimento
PSU
ECU
disponibile
ingresso sincronizzazione esterna
WGU
fluxset #1
fluxset #2
MDU
AECU
fluxset #3
RS232
M
M
M
PC
Fig. 3.16 Architettura dello strumento NDT proposto.
b) Unità della bobina di eccitazione (ECU, Excitation Coil Unit), per l’alimentazione sia
della bobina di eccitazione della sonda fluxset che della bobina di riferimento (taratura);
c) Unità di pilotaggio dei motori (MDU, Motor Driver Unit), per l’alimentazione dei motori
del sistema di movimentazione;
d) Unità di acquisizione, elaborazione e controllo (AECU, Acquisition, Elaboration and
Control Unit), per l’acquisizione e l’elaborazione dei segnali nonché la gestione del Test
Non Distruttivo;
a) Unità di alimentazione (PSU, Power Supply Unit), per l’alimentazione di tutte le unità
summenzionate.
Ogni scheda è strutturalmente divisa in tre parti: (i) l’interfaccia con il bus; (ii) l’interfaccia
lato utente; (iii) i circuiti di misura.
L’interfaccia con il bus (i) è composta dal microcontrollore Motorola HC11 che gestisce la
comunicazione con gli altri moduli e spedisce i messaggi che arrivano dal controllore alle
unità destinatarie (individuate mediante indirizzamento). Il microcontrollore inoltre processa i
segnali di interrupt e di trigger.
120
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
L’interfaccia lato utente (ii) è semplicemente
basata su opportuni led che informano
l’utente sulla stato della misura e dello
strumento.
I circuiti di misura (iii) sono rappresentati da
tutto l’hardware necessario per lo specifico
Fig. 3.17 Foto dello strumento NDT proposto.
processo di misura.
In fig. 3.17 è riportata una fotografia dello strumento realizzato ed il confronto con il
multimetro palmare fornisce un’idea delle sue dimensioni reali.
Prima di procedere nell’illustrazione delle singole unità, si vuole soffermare l’attenzione sulla
scelta effettuata per la strategia di comunicazione tra le diverse unità. Infatti, l’architettura
descritta necessita di un’opportuna interfaccia di comunicazione e nella sua scelta potrebbero
essere seguiti due differenti approcci: l’utilizzo di un’interfaccia standard o la realizzazione di
una dedicata. La soluzione è stata dettata dalla necessità di avere una comunicazione
personalizzata tra le diverse unità al fine di poter gestire al meglio l’intero sistema. E’ stata
quindi sviluppata un’interfaccia dedicata con un bus a 32 linee, divise in cinque gruppi
funzionali:
-
Linee di alimentazione (3, 4, 8, 9, 12, 14, 16, 17);
-
Linee di massa analogiche e digitali (5, 10, 11, 13, 15, 18);
-
Linee per la comunicazione di dati e comandi (1, 2, 6, 7, 19, 20);
-
Linee di sincronizzazione e di interrupt (21, 22, 23, 24);
-
Linee riservate per usi futuri (25-32).
In tab. 3.2 è stata riportata una descrizione delle linee di dati, comandi, sincronizzazione ed
interrupt. Le linee RXA0 e TXA rappresentano i canali bi-direzionali ad alta velocità,
realizzati in fibra ottica, che permettono la comunicazione seriale con l’unità di elaborazione
esterna. Le linee RXD e TXD sono i canali di comunicazione dell’interfaccia RS232 (57600121
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
#
SIMBOLO
DESCRIZIONE
LINEA
1
RXA0
Optical Fiber serial data in
2
TXA
Optical Fiber serial data out
6
RXD
RS 232 serial data in
7
TXD
RS 232 serial data out
19
TXbus
Common BUS TX
20
RXbus
Common BUS RX
21
!PBRES
Push button RESET
22
TRIWAVE Waveform generator interrupt signal
23
COIL
Excitation coil generator interrupt signal
24
SYNC
Synchronization line
Tab. 3.2 Descrizione delle
sincronizzazione&interrupt
linee
di
dati&comandi
e
115200
bps)
utilizzata
per
scambiare comandi e risposte ad
eventi con un’unità di controllo
basata su PC. TXbus ed RXbus
sono
due
line
seriali
che
permettono la comunicazione tra i
diversi
moduli.
Le
linee
TRIWAVE e COIL sono due line di interrupt che permettono sia all’unità di generazione
delle forme d’onda che a quella di generazione del segnale per la bobina di eccitazione, di
inviare una richiesta di servizio all’unità di controllo (DSP). La linea !PBRES permette di
resettare qualunque scheda presente sullo strumento. Infine, la linea SYNC permette di
sincronizzare il convertitore analogico digitale con la generazione dei segnali di eccitazione e
di driving.
3.3.2
L’unità di generazione delle forme d’onda
Lo schema a blocchi della scheda costituente l’unita WGU è riportata in fig. 3.18. Il compito
principale di questa unità è l’alimentazione, con forme d’onda triangolare, degli avvolgimenti
di driving dei sensori fluxset. Teoricamente sarebbe necessario un solo canale di
alimentazione, connettendo in serie o in parallelo gli avvolgimenti di driving. E’ stato però
preferito avere generatori indipendenti al fine di massimizzare la flessibilità del sistema ed
ottimizzare indipendentemente le condizioni di funzionamento di ogni sensore fluxset.
La scheda, grazie al chip di generazione Maxim MAX038, è capace di generare sia forme
d’onda triangolare che sinusoidali e quadre. In questo modo lo strumento può essere utilizzato
anche con sonde a correnti indotte il cui principio di funzionamento sia differente da quello
usato dalla sonda fluxset. La corrente di uscita può essere variata, tramite il microcontrollore,
da 0.1 a 50 mA con passo di 0.1 mA. La definizione di questo range di variazione è stato
122
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
external sync
input
AECU
external
clock
fluxset #1
driving coil
fluxset #2
driving coil
fluxset #3
driving coil
AC/DC
coupling
AC/DC
coupling
AC/DC
coupling
offset & I
setting
offset & I
setting
offset & I
setting
internal
clock
ext/int/DSP
clock
selector
wave
generator
chip
µC
PLL
Freq 1-200 kHz
WGU
Fig. 3.18 Schema a blocchi dell’unità di generazione delle forme d’onda.
definito mediante test effettuati sul sensore fluxset atti a valutarne i migliori valori di
eccitazione. Una tensione continua variabile (± 10 V, step 0.01 V) può inoltre essere aggiunta
al segnale di uscita al fine di permettere la procedura di calibrazione automatica
precedentemente descritta.
La banda di ogni canale è 10 MHz ma la massima frequenza per la generazione di forme
d’onda triangolari è 200 kHz, variabile con step di 1 kHz. Anche questa scelta è dettata da
conoscenze pregresse sul funzionamento ottimale dei sensori fluxset.
Questa unità può funzionare sia mediante un oscillatore interno a 20MHz sia tramite il clock
interno al DSP che mediante un segnale di sincronizzazione esterno.
La gestione dell’intera unità, così come la comunicazione con le altre unità dello strumento, è
affidata, come precedentemente evidenziato, al microcontrollore Motorola HC11.
3.3.3
L’unità della bobina di eccitazione
Il compito principale di questa unità è l’alimentazione, con forma d’onda sinusoidale, della
bobina di eccitazione della sonda fluxset. Questa unità prevede inoltre un secondo canale
dedicato all’alimentazione della bobina di taratura atta alla generazione del campo magnetico
di riferimento utilizzato nella fase di taratura della sonda.
123
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Il chip di generazione è lo stesso usato nella WGU, permettendo anche in questo caso di
generare segnali sinusoidali, triangolari e quadri. In questo caso sono però necessari valori di
corrente più elevati cosicché a parità di prodotto banda guadagno si ha una riduzione della
banda. In particolare, la corrente può essere variata con step di 10mA fino ad un valore
Massimo di 1A, mentre la frequenza può essere variata fino a 20kHz utilizzando un prescaler
che divide il segnale di sincronizzazione di questa unità da 2 a 500 con step di 1.
3.3.4
L’unità di pilotaggio dei motori
E’ oramai evidente che un sistema che esegua test non distruttivi utilizzando sonde del tipo a
tastatore (come la sonda fluxset realizzata), necessita di un sistema di movimentazione che
permetta di scandire il pezzo in esame al fine di ottenere tutte le informazioni necessarie ad
identificare e caratterizzare l’eventuale difetto presente. In particolare, la sonda deve essere
posizionata nel punto di misura, in cui deve rimanere per il tempo necessario al
completamento del processo di acquisizione, per poi essere posizionata nel successivo punto
di misura. I punti di misura sono generalmente (ma non esclusivamente) posizionati lungo
linee o griglie regolari ed il sistema NDT deve poter controllare la distanza tra i punti.
La scansione può essere eseguita sia usando sistemi di scansione complessi che pilotando
direttamente degli appropriate motori passo passo. Il sistema NDT realizzato permette di
gestire entrambe queste strategie di scansione. In particolare, l’unità MDU permette di
controllare tre motori passo passo fornendo una corrente massima di 3° per fase. Se
necessario questa unità lascia la gestione della scansione ad un sistema di scansione dedicato.
Questo è proprio ciò che accade nell’attuale configurazione del apparato realizzato in cui lo
strumento è connesso ad un sistema di scansione realizzato ad hoc dal Research Institute for
Technical Physics and Material Science (Hungary). Questo permette di variare sia l’intervallo
di tempo tra due punti di misura (con un valore minimo di 10ms) che il passo di scansione
(con una risoluzione di 0.1mm). In tab. 3.3 sono riportate le caratteristiche salienti del sistema
124
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Range of motion
Maximum
scanning speed
X Axis
Y Axis
Z Axis
(motorized)
(motorized)
(manual)
300 mm
300 mm
50 mm
10 mm/s
10 mm/s
-
Resolution
0.1 mm
0.1 mm
0.1 mm
Backlash
0.03 mm
0.03 mm
-
Repeatability
0.03 mm
0.03 mm
0.03 mm
Moving part
Head of the manipulator
Maximum load
200 g
Material
Metal and plastic
Base
Plastic, with a grid with absolute x, y coordinates
Tab. 3.3 Principali caratteristiche del sistema di scansione adottato.
di scansione in oggetto. Questo può essere pilotato via software ed accetta coordinate globali
e/o locali, indipendentemente e/o simultaneamente controllando la scansione nelle direzioni x,
y e z. E’ provvisto di librerie che ne permettono la programmazione in C++, Visual Basic o
LabVIEW™, consentendo anche l’implementazione di strategie di scansione adattative.
3.3.5
L’unità di acquisizione, elaborazione e controllo
Questa unità rappresenta il cuore dello strumento realizzato, in quanto controlla e gestisce
tutti i processi di generazione, misura e comunicazione durante l’esecuzione della prova. In
particolare, acquisisce i segnali dai sensori fluxset e lancia (sul DSP) il programma di
elaborazione nel dominio della frequenza per l’estrazione delle informazioni relative al
modulo e fase del campo magnetico. Nella versione finale dello strumento verrà eseguita on
board anche l’elaborazione che permette di individuare la presenza e le caratteristiche del
difetto. Nella versione attuale questa fase viene compiuta esternamente da un PC che riceve i
risultati della prima elaborazione, ovvero le mappe di campo relative a modulo e fase del
campo magnetico misurato dei due sensori fluxset, ed esegue un programma di elaborazione
che estrae le caratteristiche dell’eventuale difetto.
In fig. 3.19 viene mostrato lo schema a blocchi dell’AECU. Il cuore è il DSP (Digital Signal
Processor) a virgola mobile TMS320C32, con una fequenza di funzionamento di 40 MHz. A
bordo sono anche installati una memoria RAM da 256 kword e tre convertitori A/D a 12-bit,
125
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
waveform
generation
unit
excitation coil
unit
PC
RS232
DSP
A/D
converter
A/D
converter
A/D
converter
filter
filter
filter
signal
amplifier
signal
amplifier
signal
amplifier
fluxset #1
pickup coil
fluxset #2
pickup coil
fluxset #3
pickup coil
RAM
AECU
Fig. 3.19 Schema a blocchi dell’unità di acquisizione elaborazione e controllo.
basati sul Burr Brown ADS801. La quantità di RAM installata permette di acquisire fino a
200000 punti (100000 per ogni sensore fluxset se vengono acquisiti contemporaneamente).
Va sottolineato che la fase di acquisizione è sincronizzata con la linea di clock del DSP e che
la memoria di acquisizione può essere usata come un buffer circolare permettendo
l’acquisizione continua. La frequenza di campionamento massima ammissibile è 20MHz.
Va infine ricordato che questa unità garantisce, durante la procedura di misura, un controllo in
tempo reale dello strumento, grazie alla gestione della porta RS232 connessa al PC ed alla
sincronizzazione del processo di misura utilizzando le potenzialità offerte dal suo trigger
hardware.
3.3.6
Ottimizzazione dell’algoritmo di elaborazione
Lo sviluppo dello strumento di misura ha presupposto l’obiettivo di realizzare un sistema
efficace, automatico ed a basso costo che fosse capace di fornire in “tempo reale” le
indicazioni riguardo la difettosità del componente testato. Questo obiettivo è stato coadiuvato
dal contemporaneo sviluppo ed ottimizzazione degli algoritmi di elaborazione dei segnali
126
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
acquisiti, atti all’estrazione delle informazioni riguardanti la presenza dei difetti. Infatti, nella
realizzazione di uno strumento che effettui l’intera procedura di analisi non distruttiva, oltre
alla precisione nell’individuazione dei difetti, il software di gestione ed elaborazione necessita
anche di caratteristiche quali la ridotta occupazione di memoria (installazione on-board) e la
velocità di calcolo (elaborazione in real time). Queste specifiche progettuali, sono state
ottemperate effettuando analisi in frequenza, sfruttando l’algoritmo di Goertzel.
Infatti, come esaurientemente descritto in precedenza, il primo algoritmo di elaborazione
utilizzato era basato su un approccio nel dominio del tempo che permetteva di avere le
migliori prestazioni in termini di linearità, sensibilità e risoluzione della caratteristica del
sensore ma presentava grossi limiti in termini di velocità di esecuzione. Si è quindi passati
all’approccio nel dominio della frequenza effettuando l’FFT del segnale ed analizzando il
comportamento della seconda armonica dei segnali di pickup.
Al fine di meglio comprendere il passaggio dall’FFT all’algoritmo di Goertzel è bene chiarire
alcuni aspetti riguardo la complessità di calcolo di questi algoritmi.
L’analisi digitale dei segnali nel dominio della frequenza è strettamente legata al calcolo della
Trasformata Discreta di Fourier (DFT); questa però presenta il grosso problema di una
complessità di calcolo di tipo N2 se N è il numero di campioni su cui viene eseguita. Per
questo è nata la necessità di avvalersi di algoritmi con complessità minori, quali la FFT. In
realtà, l’acronimo FFT indica una classe di algoritmi efficienti per il calcolo della trasformata
discreta di una sequenza periodica per cui, generalmente, si ha una complessità di calcolo del
tipo N·log2(N). Questi algoritmi, se N è la lunghezza del time record, cioè il numero di punti,
forniscono (N/2)+1 componenti spettrali del segnale.
Goertzel non è considerato un algoritmo FFT in quanto ha una complessità di calcolo di tipo
N2. Questo però permette, volendo, il calcolo di un numero ridotto di componenti spettrali (al
limite 1); in tal caso, se M è il numero di componenti che si vogliono calcolare, il peso totale
dei calcoli è proporzionale ad M·N. Conseguenza vuole che quando M< log2(N) l’algoritmo
127
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
di Goertzel è più veloce di un algoritmo FFT. Al limite, quando è necessario il calcolo di una
sola componente spettrale, la complessità di calcolo si riduce di log2(N).
In aggiunta, l’algoritmo di Goertzel ha il grande vantaggio di poter processare i dati così come
arrivano, mentre gli algoritmi FFT devono aspettare che siano disponibili tutti i punti nella
finestra. E’ quindi possibile ridurre significativamente la memoria dati necessaria.
In seguito a questa breve descrizione degli algoritmi per l’analisi dei segnali nel dominio della
frequenza, che lungi dall’essere esaustiva, risulta chiaro l’incremento di prestazioni ottenibili
dall’ausilio dell’algoritmo di Goertzel nel caso in esame. Infatti, utilizzando ed accordando
l’algoritmo di Goertzel per l’estrazione della sola seconda armonica del segnale di pickup, si è
ottenuta una notevole riduzione sia dei tempi di calcolo che dell’occupazione in memoria.
In definitiva, il software di gestione della procedura di misura, installato sullo strumento e
gestito mediante un PC, permette di: effettuare la procedura di taratura e/o di calibrazione;
gestire la comunicazione tra le diverse unità al fine di permettere l’alimentazione della sonda
e, quando necessario, della bobina di taratura; gestire il sistema di movimentazione; acquisire
ed elaborare i segnali di pickup mediante l’algoritmo di Goertzel; inviare al PC i dati relativi
alle mappe di modulo e fase del campo magnetico misurato.
3.3.7
La verifica sperimentale
In seguito alla realizzazione dello strumento sono stati eseguiti numerosi test su provini con
difetti noti, al fine di verificarne le prestazioni e valutarne alcune caratteristiche d’interesse. In
particolare:
a) Verificare la correttezza ed il funzionamento della procedura automatica di taratura e
calibrazione implementata sullo strumento;
b) Valutare la ripetibilità del processo di misura, sia rispetto alla sonda che al sistema di
scansione;
c) Misurare il tempo necessario ad eseguire la scansione di un’area definita;
128
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
d) Confermare il già accertato accordo tra dati sperimentali e simulati, con l’utilizzo dello
strumento e l’implementazione sia della procedura di calibrazione che dell’algoritmo di
Goertzel.
A tal uopo è stata allestita la stazione di misura utilizzando lo strumento realizzato ed in fig.
3.20 ne viene riportata una foto con un particolare sulla sonda realizzata e descritta nel §3.2.
L’avvolgimento di eccitazione della sonda è stato alimentato con una corrente sinusoidale
(500mA, 5kHz), mentre entrambe gli avvolgimenti di driving dei sensori fluxset sono stati
alimentati con una corrente triangolare (44mA, 50kHz). Va evidenziata la differenza nei
segnali di forzamento dei sensori fluxset, rispetto alle prove riportate in precedenza, dovuta
esclusivamente all’utilizzo di nuovi sensori caratterizzati da 20 spire dell’avvolgimento di
pickup e 30 di quello di driving.
Prima dell’esecuzione di ogni prova, la sonda viene automaticamente posizionata in una zona
senza difetto e viene eseguita la procedura di calibrazione; ricordiamo infatti che questa
procedura compensa il campo magnetico misurato dalla sonda anche in assenza di difetti
(offset) migliorando la sensibilità della sonda e rendendo valide le informazioni sulla fase del
campo magnetico. Questo offset può variare con la corrente di eccitazione della sonda, con il
pezzo in esame, con il rumore elettromagnetico presente, e deve quindi essere compensato
dinamicamente. La procedura di taratura invece, va eseguita solo se viene cambiata la sonda o
le sue condizioni di lavoro o periodicamente per portare in conto l’invecchiamento della
sonda stessa.
3.3.7.1 La ripetibilità del sistema
La verifica della ripetibilità del sistema è stata eseguita effettuando due set di misure:
i. fissando la sonda in un punto qualunque del provino ed effettuando 60 misure del campo
magnetico, al fine di evidenziare la ripetibilità della sonda e dell’algoritmo di misura;
ii. effettuando una scansione in 60 step sul provino in una zona senza difetto e misurando il
129
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Fig. 3.20 La stazione di misura definitiva.
campo magnetico in ogni punto, al fine di evidenziare la variabilità dovuta al sistema di
scansione.
I risultati ottenuti sono riportati in tab. 3.4 dove si può evidenziare l’elevata ripetibilità del
sistema, garantita dal valore assunto dalla deviazione standard.
3.3.7.2 Il tempo di esecuzione del test
E’ stata effettuata una misura del tempo necessario ad eseguire il test non distruttivo su di
un’area definita. In particolare è stata scandita una regione di 20x20mm, su di un provino di
alluminio di 2mm di spessore con una cricca passante di 5mm, utilizzando la massima
risoluzione spaziale consentita dal sistema di scansione (0.1mm), impiegando 2000s. E’ stata
poi effettuata una procedura di decimazione atta ad identificare quale fosse il massimo valore
di risoluzione spaziale che permettesse l’identificazione del difetto. Questa procedura ha
130
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Ripetibilità di sonda ed algoritmo
Ripetibilità del sistema di scansione
Numero
misure
Valore
medio
[µT]
Deviazione
standard
[µT]
Numero
misure
Valore
medio
[µT]
Deviazione
standard
[µT]
60
62.357
0.055
60
62.29
0.43
Tab. 3.4 Valori medi e deviazioni standard del campo magnetico, ottenuti durante le
verifiche di ripetibilità del sistema.
evidenziato come con un passo di scansione di 3mm garantisce la possibilità di individuare la
presenza e le caratteristiche del difetto e permette un tempo di esecuzione del test di 67s.
Ovviamente il valore di risoluzione massima determinato dipende dalle caratteristiche del
difetto da individuare e non può essere assunto valido in generale. Quest’analisi però assicura
che utilizzando strategie di scansione adattative (ovvero risoluzioni spaziali variabili durante
il test e dipendenti dalla risposta delle sonde) è possibile indagare accuratamente, ed in tempi
accettabili, anche pezzi di grandi dimensioni.
3.3.7.3 L’accordo tra dati sperimentali e simulati
La prova riportata è stata effettuata scandendo un provino di alluminio dello spessore di 2mm
con un difetto passante di 5mm. La scansione eseguita è illustrata in fig. 3.21, in cui sono
evidenziate le dimensioni dell’area scandita e
le caratteristiche della cricca. In fig. 3.22 sono
z
2mm
crack
riportati i risultati ottenuti sia sperimentalmente
che tramite il software di simulazione. L’analisi
di questi risultati mette in evidenza l’ottimo
accordo
raggiunto
tra
dati
simulati
capacità del sistema di individuare la presenza
difetto
nonché
la
disponibilità
30mm
e
sperimentali ma cosa molto più importante la
del
5mm
y
x
20mm
di
informazioni tali da poter estrarre anche le
Fig. 3.21 Superficie
si
caratteristiche della cricca.
scansione
e
131
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
a)
x [mm]
b)
x [mm]
y [mm]
y [mm]
c)
x [mm]
y [mm]
d)
x [mm]
y [mm]
Fig. 3.22 Mappe del modulo del campo magnetico simulate a), b) e sperimentali c), d) relative ai sensori
posti sull’asse x (ortogonale al difetto) b), d) ed y (parallelo al difetto) a), c).
caratteristiche geometriche e dimensionali del difetto oltre che la sua posizione. Ad esempio,
un’analisi sommaria dei dati di fig. 3.22 permette di affermare:
-
il sensore y ha un massimo in corrispondenza della posizione x=10mm, posizione del
difetto lungo tale asse;
-
i picchi del sensore y sono posizionati ad y=13.5mm ed y=18.5mm, posizione dei punti
estremi del difetto; la loro distanza è 5mm, pari alla lunghezza della cricca.
Analisi simili possono essere fatte anche per il sensore x.
Queste informazioni hanno fornito le giuste motivazioni per lavorare allo sviluppo di un
algoritmo capace di analizzare le mappe di campo e fornire, automaticamente ed
oggettivamente, le caratteristiche del difetto in termini di posizione e geometria, come verrà
dettagliatamente illustrato nel prossimo paragrafo.
132
Capitolo 3
3.4
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
La ricostruzione delle caratteristiche geometriche dei difetti
Negli strumenti ECT attualmente in commercio, la selezione dei componenti viene
tipicamente eseguita da un operatore umano che decide l’accettabilità del componente sotto
test valutando a vista le risposte delle sonde, ad esempio, il piano delle impedenze. Alcuni
strumenti permettono di selezionare automaticamente i componenti, utilizzando, ad esempio,
dei comparatori che confrontano il livello dei segnali misurati con opportune soglie
prestabilite. Esistono infine strumenti più sofisticati, basati su tecnologie digitali, che
acquisiscono ed elaborano i dati, fornendo, quando si verificano determinate condizioni, sia
degli allarmi che dei segnali che provvedono alla marcatura od allo scarto del materiale sotto
test. Questi strumenti permettono di individuare anche particolari tipi di difetti, normalmente
non rilevabili con altri strumenti, ma la ricostruzione della loro forma così come la
determinazione del valore numerico delle loro caratteristiche geometriche e della relativa
incertezza, è ancora una questione aperta. Queste informazioni sono invece molto importanti
sia al fine di effettuare al meglio la selezione dei componenti sia nel controllo del processo
industriale come mezzo per trovare le cause che hanno generato il difetto, accomunando sia
ragioni di tipo economiche che di sicurezza.
Differenti sono le soluzioni proposte dalla comunità scientifica internazionale per risolvere
questo problema [53]-[58].
La maggior parte di queste sfruttano i cosiddetti metodi basati su modelli (model-based
methods), dove la ricostruzione della forma del difetto è affidata ad algoritmi di inversione
numerica dei dati misurati; tuttavia, questi metodi sono generalmente limitati dalla
complessità e dal grosso costo computazionale, che ne rende difficile un’implementazione in
applicazioni in tempo reale. L’alternativa è costituita dai metodi non basati su modelli
(model-free methods). Anche in questo campo sono state proposte alcune soluzioni basate
sull’ausilio di reti neurali, analisi delle immagini, etc.
Come ultima fase nello sviluppo del sistema ECT che utilizza il sensore fluxset, si è quindi
133
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
messa a punto una tecnica basata su Support Vector Machine (SVM), per la stima della forma
e delle caratteristiche geometriche dei difetti, che cade nella categoria dei metodi model-free.
Gli stimoli giusti alla fattibilità di questa procedura di analisi sono stati forniti dai risultati
ottenuti durante le fasi di test dello strumento realizzato (c.f.r. §3.3).
Lo sviluppo di un algoritmo capace di analizzare le mappe di campo magnetico e fornire, in
modo automatico ed oggettivo, le caratteristiche dell’eventuale difetto, necessita di una
preliminare fase di studio del comportamento delle mappe di campo al variare dei difetti.
Affinché ciò sia possibile è necessario avere a disposizione un consistente numero di risultati
da elaborare ed interpretare. Questa fase potrebbe essere compiuta per via sperimentale
eseguendo numerose prove su pezzi diversi con differenti tipologie di difetti noti.
Bisognerebbe però avere a disposizione un gran numero di campioni di materiali conduttore,
con difetti noti di varia forma e giacitura e, per ogni tipologia di difetto, bisognerebbe testare
il sistema anche su campioni di materiali diversi. Come è facilmente intuibile un’indagine di
questo tipo comporta un notevole impegno sia in termini economici che in termini di tempo di
esecuzione dei test, oltre alle difficoltà relative alla realizzazione di campioni con difetti noti
interni.
L’idea risolutiva è costituita dal passaggio ad un ambiente di simulazione, come spesso
accade nella soluzione di problemi progettuali e di ricerca, attraverso il quale si possa ottenere
la virtuale risposta dei sensori nelle condizioni più disparate.
Ovviamente, propedeutica alla fase di caratterizzazione è di fondamentale importanza
effettuare una verifica di rispondenza dei dati ottenuti in simulazione con quelli sperimentali.
3.4.1
Il software di simulazione
Per ottenere le mappe di campo è necessario avere a disposizione un software di simulazione
per la soluzione di problemi elettromagnetici che, oltre ad essere in grado di risolvere
numericamente il problema fisico, dia la possibilità di variare i parametri di forzamento in
134
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
modo che questi rispondano alle condizioni operative in cui lavorerà il sistema reale. E’
inoltre necessario, se non fondamentale per lo scopo preposto, poter variare le dimensioni e la
geometria del difetto, e poterlo fare in modo semplice e flessibile.
La scelta è risultata tutt’altro che semplice data la complessità e particolarità del problema da
risolvere: infatti dovendo indurre correnti nel materiale da esaminare è necessario generare un
campo magnetico variabile nel tempo, conseguentemente campo elettrico e magnetico non
sono disaccoppiati e per l’analisi del fenomeno è necessario utilizzare il modello quasi
stazionario magnetico; questo è inoltre complicato dalla presenza di discontinuità,
rappresentate dai difetti. I diversi software commerciali analizzati (quali, ad esempio, Opera,
Mega, Femlab, ecc) sono risultati poco idonei non rispondendo, in parte o completamente,
alle caratteristiche richieste.
La scelta è quindi ricaduta su due software sperimentali, appositamente studiati per risolvere
problemi elettromagnetici nell’ambito ECT, l’uno specializzato per le cricche sottili, l’altro
per difetti volumetrici.
In linea di principio, la soluzione di problemi elettromagnetici viene raggiunta risolvendo il
modello matematico rappresentato dalle equazioni di Maxwell; sostanzialmente, ciò può
essere ottenuto mediante l’ausilio di tecniche analitiche o tecniche numeriche. Quelle
analitiche sono valide in casi semplici e vanno subito in crisi se la geometria diventa più
complicata o se il mezzo presenta delle disomogeneità o non linearità. Le tecniche numeriche
sono invece, tra le altre, quelle alle differenze finite, agli elementi di frontiera e agli elementi
finiti; queste presentano caratteristiche tali da superare i limiti intrinseci ai metodi analitici.
Vista la complessità del fenomeno trattato, entrambe i software utilizzati affrontano il
problema elettromagnetico con il metodo degli elementi finiti, che consente di approssimare
un sistema di equazioni differenziali con un sistema di equazioni algebriche aventi un numero
finito di incognite. Entrambe i software consentono la risoluzione sia del problema diretto,
135
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
date le dimensioni della cricca si determina il campo ad essa associato, sia del problema
inverso, date le misurazioni esterne di campo si determina posizione e forma della cricca.
3.4.1.1 Simulazioni per cricche sottili
Verrà brevemente descritta la sequenza operativa con cui viene affrontato il problema
elettromagnetico nel software di simulazione per cricche sottili. Il metodo utilizzato si basa su
una formulazione integrale, che permette di superare alcune difficoltà degli approcci di tipo
differenziale [44]. In particolare, se raffrontato ad altri approcci numerici, presenta i seguenti
vantaggi:
-
è necessario discretizzare la sola regione conduttrice intorno al difetto con conseguente
riduzione dei tempi di elaborazione;
-
è possibile prendere in considerazione domini irregolari, contenenti gradini, bordi ed
angoli, senza alcun particolare artificio ad hoc;
-
essendo realizzato ad hoc per problemi elettromagnetici in presenza di materiali conduttori
criccati, permette il trattamento di scale spaziali differenti (cricca-pezzo), grazie
all’utilizzo della sovrapposizione degli effetti;
-
basso numero di incognite nel problema inverso che risulta essere particolarmente
efficace;
-
permette di risolvere, entro certi limiti, più problemi diretti senza dover riassemblare le
matrici (caratteristica molto utile quando si risolve il problema inverso).
Soluzione del problema diretto
Il problema diretto consiste nel determinare la variazione di campo magnetico associato alla
presenza di una particolare cricca predefinita.
Restringendo l’attenzione alla classe di problemi ECT per cricche sottili in pezzi di materiale
metallico non ferromagnetici, è possibile adottare alcune ipotesi semplificative. La prima
assunzione è che lo spessore del difetto è piccolo se comparato non solo alla sua profondità e
136
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
larghezza ma anche allo spessore di penetrazione relativo alla frequenza di eccitazione. Ciò
permette di schematizzare il difetto come un crack a spessore zero, ad esempio come una
superficie attraverso la quale il flusso di corrente è proibito. L’assenza di un mezzo non
lineare (materiale non ferromagnetico), permette non solo di utilizzare la formulazione
integrale ma anche di sfruttare il principio di sovrapposizione degli effetti, al fine di
migliorare l’accuratezza dei risultati numerici per un dato sforzo di calcolo.
Il problema viene quindi diviso in due fasi applicando la sovrapposizione degli effetti: la
soluzione di un problema imperturbato (in assenza di difetto) sovrapposto alla perturbazione
provocata dalla presenza del difetto. In particolare, siccome la densità di corrente totale deve
essere nulla nella regione ove è situata la cricca, la variazione della densità di corrente è
imposto che sia esattamente l’opposto di quella imperturbata sulla cricca. Nella soluzione del
problema elettromagnetico imperturbato, è possibile utilizzare metodi analitici per particolari
forme di strutture conduttrici (ad esempio per una piastra indefinita). Queste forniscono
approssimazioni accettabili nella maggior parte dei casi pratici, d’altra parte se gli effetti di
bordo non sono irrilevanti o la forma del campione non è canonica, il campo imperturbato
viene determinato con metodi numerici.
Il secondo passo per la soluzione del problema è la determinazione dell’andamento delle
correnti indotte, modificato dalla presenza del difetto. Il crack viene descritto come una
superficie Σd discretizzata attraverso un set di facce di elementi finiti, caratterizzata dalla
condizione J·n = 0, dove J rappresenta la densità di corrente ed n il versore normale alla
superficie. In linea di principio, viene definita una superficie all’interno della quale deve
essere incluso il difetto e la perturbazione di corrente viene determinata per tutte le possibili
combinazioni di facce degli elementi finiti inclusi in tale dominio.
E’ solo in una fase successiva che si specifica la geometria del difetto per cui si vuole la
soluzione, definendo le facce di elementi finiti che appartengono al difetto stesso (fig. 3.23).
Così la soluzione è generalizzata a tutti i possibili difetti inclusi nel dominio prescelto: una
137
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
A
B
Fig. 3.23 Rappresentazione del dominio in cui deve essere incluso il difetto (A) e delle facce degli elementi
finiti che permettono di definire la geometria del difetto (B).
qualunque cricca all’interno del dominio può essere definita, ed è possibile ottenere per essa
la soluzione del problema elettromagnetico senza dover effettuare una nuova elaborazione.
Soluzione del problema inverso
Per problema inverso si intende la determinazione delle caratteristiche del difetto, partendo
dalla conoscenza di misurazioni esterne di campo. Il metodo si basa sull’individuazione del
set di facce del dominio di riferimento che appartengono al difetto. Si ha un problema di
natura binaria, in quanto per ogni faccia è necessario conoscere se essa appartiene o meno al
difetto. Dopo aver ottenuto questa informazione, nel caso in cui la faccia appartenga al difetto,
si conosce anche il valore del flusso di corrente che l’attraversa, in quanto sappiamo che deve
essere l’opposto del corrispondente valore imperturbato. Appare evidente che la descrizione
del difetto è tanto più accurata quanto più è fitta la discretizzazione della superficie.
Il problema inverso si risolve per iterazione del problema diretto: si effettuano diversi
problemi diretti sullo stesso campione, per differenti geometrie di difetti, fino a quando il
campo ottenuto in simulazione è uguale a quello misurato.
3.4.1.2 Simulazioni per cricche di volume
Il software utilizzato descrive un modello numerico per il calcolo del campo elettromagnetico
in presenza di una cricca volumetrica in un materiale conduttore. Si tratta di un metodo
numerico per la risoluzione del problema diretto che riveste particolare importanza nell’ottica
138
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
dell’implementazione di algoritmi di ricostruzione della posizione e della forma della cricca
volumetrica a partire da misure del campo magnetico (problema inverso) [59].
Come avviene nel caso di cricche sottili, si deve scegliere a priori una regione all’interno della
quale sarà contenuto il difetto, per ottenere a valle di un’unica fase di processing le mappe di
campo per tutti i possibili difetti inclusi nella regione scelta.
In linea di principio quindi, il software utilizzato per i difetti volumetrici è simile a quello
utilizzato per le cricche sottili.
Il punto di partenza è che in tutte le situazioni realistiche una cricca di volume V0 è contenuta
in una regione nota a priori VT. Sfruttando il vincolo V0 ⊆VT si riesce a ridurre il costo
computazionale per la soluzione del problema diretto.
Grazie alla linearità del sistema, il metodo sfrutta il principio di sovrapposizione degli effetti,
calcolando la densità di corrente indotta nel materiale conduttore in presenza di cricca come
J (r ) = ∂J (r ) + J 0 (r )
dove:
- J0 è la densità di corrente imperturbata, quindi in assenza di cricca;
- ∂J è la variazione di densità di corrente.
3.4.2
Analisi delle mappe di campo simulate
Con l’ausilio dei mezzi di simulazione esposti, sono state eseguite numerose simulazioni atte
ad ottenere le mappe di campo magnetico ed effettuarne una preliminare analisi che
permettesse di identificare quale potesse essere il mezzo più opportuno, per lo sviluppo
dell’algoritmo di elaborazione.
In prima analisi l’attenzione è stata focalizzata sulle cricche sottili. Nell’esecuzione delle
simulazioni sono state imposte condizioni operative collimanti con le situazioni reali di test.
In particolare, le simulazioni sono state eseguite imponendo un provino di alluminio di
spessore 3 mm, una frequenza di lavoro di 1kHz, nonché le caratteristiche della sonda
139
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Fig. 3.24 Discretizzazione utilizzata durante la fase di simulazione.
realizzata. In base a questi parametri e soprattutto in base all’area di definizione della cricca
(c.f.r. §3.4.1.1) è stata effettuata la scelta della mesh. Ricordiamo infatti che per gli algoritmi
numerici la definizione della discretizzazione è una fase cruciale rappresentando il sistema
discreto che approssima quello continuo. La dimensione ed il grado di raffinamento della
mesh vanno definiti, macroscopicamente, in funzione delle dimensioni della cricca e dello
spessore di penetrazione, mentre in una fase successiva viene assestata mediante opportuni
test di consistenza.
In fig. 3.24 è riportata la discretizzazione utilizzata che permette di imporre un difetto
massimo di 20mm di lunghezza (lungo l’asse x), 3mm di altezza (lungo l’asse z) ed un difetto
minimo di 1mm di lunghezza (lungo l’asse x), 0.5mm di altezza (lungo l’asse z); trattando il
caso di cricche sottili, lo spessore viene invece imposto pari a 1µm (lungo l’asse y).
In queste condizioni operative, sono state eseguite numerose simulazioni variando le
caratteristiche dei difetti imposti ed in particolare la lunghezza, l’altezza e la profondità.
In seguito vengono brevemente descritti i risultati conseguiti dall’analisi delle mappe di
campo ottenute.
In fig. 3.25 è mostrata la scansione imposta durante la simulazione che permette di definire il
140
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
sonda
riferimento rispetto a cui verranno mostrati i
difetto
risultati.
Per fissati valori di altezza e profondità, è stata
fatta variare la lunghezza della cricca da 2 a 20mm
con passo 2mm. Nelle figg. 3.26 e 3.27 sono
riportati i valori dei picchi del campo magnetico
per i sensori posti sull’asse x e sull’asse y
rispettivamente. Si può notare come vi sia una
y
Materiale
x
Fig. 3.25 La scansione imposta nella
simulazione.
correlazione pressoché lineare tra l’ampiezza dei
picchi del campo e la lunghezza della cricca. Una correlazione simile esiste tra la lunghezza
della cricca e la distanza tra i picchi (come evidenziato nelle tabelle). Sono state anche
analizzati gli andamenti degli altri picchi presenti (massimi locali) senza trovare correlazioni
evidenti.
L’attenzione si è successivamente spostata all’analisi delle mappe al variare sia dell’altezza
che della profondità della cricca. Il primo grosso risultato è che la distanza tra i picchi non
varia né al variare della profondità né dell’altezza, rimanendo quindi correlata alla sola
lunghezza del difetto. Come ci si aspettava, sono state invece trovate correlazioni con
l’ampiezza dei picchi (aumento dell’ampiezza all’aumentare dell’altezza o al diminuire della
profondità). Queste correlazioni ad andamento inverso, perfettamente concordanti con la
B [T]
1,40E-04
1,20E-04
1,00E-04
8,00E-05
6,00E-05
4,00E-05
2,00E-05
0,00E+00
0
5
10
15
Lunghezza [mm]
20
25
lunghezza
cricca
[mm]
2
4
6
8
10
12
14
16
18
20
ampiezza picchi
primari
[T]
2.270E-06
8.256E-06
1.805E-05
3.094E-05
4.646E-05
6.288E-05
7.885E-05
9.441E-05
1.107E-04
1.294E-04
distanza picchi
primari
[mm]
10
12
12
12
14
16
18
20
22
24
Fig. 3.26 Ampiezza dei picchi del campo magnetico per il sensore posto sull’asse x.
141
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
B [T]
1,20E-04
1,00E-04
8,00E-05
6,00E-05
4,00E-05
2,00E-05
0,00E+00
0
5
10
15
20
25
Lunghezza [mm]
lunghezza
cricca
[mm]
2
4
6
8
10
12
14
16
18
20
ampiezza picchi
primari
[T]
1.676E-06
5.907E-06
1.296E-05
2.219E-05
3.365E-05
4.669E-05
5.946E-05
7.193E-05
8.469E-05
9.655E-05
distanza picchi
primari
[mm]
6
8
8
10
10
12
14
14
16
18
Fig. 3.27 Ampiezza dei picchi del campo magnetico per il sensore posto sull’asse y.
fisica del fenomeno, creano però un grado di libertà che rende non facile definire se la cricca è
bassa ma poco profonda o è alta ma molto profonda.
Per quanto riguarda le fasi del campo magnetico, per entrambe i sensori non sono state
individuate correlazioni con le dimensioni dei difetti; le informazioni estrapolate dall’analisi
delle fasi, sono però fondamentali nell’individuazione della posizione del difetto rispetto alla
superficie di scansione. I netti cambiamenti di fase in corrispondenza dei difetti rendono
l’individuazione della loro posizione un compito estremamente semplice. Per questa ragione,
d’ora in avanti l’attenzione sarà posta esclusivamente all’individuazione delle dimensioni dei
difetti.
Analisi simili a quelle mostrate per le cricche sottili sono state effettuate anche nel caso di
difetti volumetrici mediante l’ausilio del software descritto nel §3.4.1.2. I risultati ottenuti
sono praticamente equivalenti a quelli per cricche sottili, confermando la possibilità di
generalizzazione dell’idea proposta.
Questa breve analisi ha permesso di delineare un quadro generale del problema così da poter
definire il mezzo più opportuno per lo sviluppo dell’algoritmo.
3.4.3
La ricostruzione dei difetti come problema di regressione
L’idea seguita nello sviluppo del software di analisi delle mappe di campo è di utilizzare
dispositivi artificiali di apprendimento in grado di estendere la conoscenza a dati nuovi, in
base ad elementi appresi in una fase precedente.
142
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Ciò è possibile in seguito ad una fase di addestramento dei dispositivi; addestrare un
dispositivo significa presentargli un insieme di esempi e lasciare che si costruisca la
conoscenza interna necessaria per svolgere il compito richiesto. In termini matematici si
fornisce un insieme di coppie di I/O (x,y) ed il dispositivo trova i valori delle connessioni W
che realizzino la funzione y= f (x).
Forse i più noti dispositivi basati su questo concetto sono le reti neurali, costituite da modelli
matematici nati per svolgere la funzione di apprendimento. Accanto alle reti neurali trovano
posto dei classificatori a supporto vettoriale, le Support Vector Machine (SVM), che
permettono di superare molti problemi delle reti neurali e consentono di sfruttare l’esperienza
acquisita per la risoluzione di nuovi problemi.
Nelle SVM si evita il rischio di trovare minimi locali, tipico delle reti neurali, in quanto si
risolve un problema di minimizzazione convessa, in cui si ha un unico minimo; inoltre le
SVM hanno una maggiore capacità di generalizzazione e costituiscono un approccio
innovativo nel settore di ricerca dei test non distruttivi. E’ per questi motivi che si è scelto di
utilizzare le SVM come mezzo per l’elaborazione delle mappe di campo al fine di estrarne le
caratteristiche dei difetti.
Le Support Vector Machine hanno origine nella Statistical Learning Theory, sviluppata da
Vladimir Vapnik a partire dagli ultimi anni ’70, che si occupa di analizzare i criteri statistici
che regolano la capacità di generalizzazione di una macchina che apprende, detta appunto
learning machine [60]-[63]. In particolare, nel 1995 Vapnik approfondisce la problematica
sulle informazioni che è necessario conoscere di una dipendenza funzionale non nota per
poterla apprendere attraverso un campione di dati. Si tratta di un problema classico della
statistica inferenziale, scienza che si occupa dello studio della struttura di una popolazione
sulla base di misure ed osservazioni su un campione scelto in modo casuale.
Per Vapnik quindi è possibile fare inferenza usando un piccolo numero di dati, basandosi
sulla costruzione di macchine per l’apprendimento, per la cui costruzione sono necessari solo
143
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
i dati più informativi, essenziali per la comprensione e la descrizione del problema.
La formalizzazione del problema dell’apprendimento è basata sul principio della
minimizzazione del rischio strutturale (Structural Risk Minimization, SRM), che si è
dimostrato essere superiore al tradizionale principio di minimizzazione del rischio empirico
(Empirical Risk Minimization, ERM). Quest’ultimo infatti consiste nel minimizzare una
funzione oggettiva dipendente dai campioni di training, mentre l’SRM minimizza un insieme
ricavato dagli errori effettuati durante il test della macchina.
Consideriamo un training set S = {( xi , yi )}i =1,...l , cioè un insieme di campioni estratti da X × Y ,
dove X e Y sono due insiemi di variabili aleatorie, con p ( x, y ) = p ( y x ) p ( x ) fissata ma
incognita, dove xi è un vettore appartenente a R d e yi rappresenta la sua etichetta. Lo scopo
principale è quello di riuscire a costruire, sulla base del training set, una funzione che
applicata ad un valore x non visto precedentemente sia in grado di predire il valore di y
corrispondente. Appare chiara l’importanza della scelta del training set, in quanto essa
influisce in maniera determinante sulle prestazioni della macchina.
Un indicatore della bontà della funzione trovata è il rischio atteso, la cui espressione è la
seguente:
R( f ) = ∫
1
yi − f ( xi ) dp ( x, y )
2
in cui la quantità yi − f ( xi ) è detta loss (perdita). Siccome non è nota la p(x,y), si calcola il
rischio empirico:
Remp ( f ) =
1
∑ yi − f ( xi ) .
2
L’algoritmo di apprendimento implementerà una serie di funzioni appartenenti ad un insieme
Λ e sceglierà la funzione che minimizza il rischio empirico, con un errore di stima in quanto
potrebbe non essere quella ottimale; inoltre si commette un errore di approssimazione
144
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
conseguente alla limitatezza delle funzioni implementabili. La somma di questi due errori
costituisce l’errore di generalizzazione.
Vapkin ha dimostrato che esiste un termine di maggiorazione per il rischio atteso, dipendente
dal rischio empirico e dalla capacità di apprendere dagli esempi mostrati, ma indipendente
dalla distribuzione di probabilità.
È quindi necessario trovare una classe di funzioni in grado di addestrare una macchina; per
quanto riguarda la classificazione automatica, dato un insieme D tale che x, c( x) ∈ XxB ,
trova la funzione h(x) tale che h( x) ≈ c( x) . In generale, se dato un nuovo x ' ∈ X si vuole
effettuare una predizione per c( x ' ) è necessario trovare una funzione che ne caratterizzi la
similarità:
k : XxX → ℜ
(x,x’) α k(x,x’).
Tali funzioni prendono il nome di Kernel.
Nel caso in cui i dati non siamo linearmente separabili ci sono due possibilità per lavorare su
di essi: è possibile fare riferimento alle SVM non lineari oppure rilassare i vincoli di corretta
classificazione tenendo conto della non perfetta separazione tra le due classi e tollerando un
certo numero di errori.
Nel
caso
di
rilassamento
dei
vincoli
si
introducono
le
slack
variables
ξ i = max(0, γ − ci (w • xi + b )) , e a seconda del valore assunto da ξ i i punti del training set
saranno:
- Disposti al di là degli iperpiani di separazione e correttamente classificati (ξi = 0) ;
- Posti tra gli iperpiani di separazione e correttamente classificati (0 ≤ ξi ≤ 1) ;
- Erroneamente classificati (ξi > 1) .
Il problema di ottimizzazione diventa:
145
Capitolo 3
τ (w, x ) =
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
m
1 2
w + C∑ξ i
2
i =1
con :
ξi ≥ 0
ci ((w • xi ) + b ) ≥ 1 − ξ i
e può essere risolto con un Lagrangiano che incorpori le condizioni, ottenendo:
0 ≤ α i ≤ C i = 1,...m
∑α c
i i
=0
in cui C è detto “upper bound” ed è un parametro che pone un limite al numero di “errori” di
classificazione.
Nel caso in cui non ci sia soluzione (insiemi non linearmente separabili), si introduce un
operatore Φ ( x ) in grado di effettuare il mapping del pattern di ingresso in uno spazio,
denominato feature space, di dimensioni molto più elevate dello spazio di origine, in cui gli
insiemi siano linearmente separabili. Ai fini dell’addestramento e della classificazione è
necessario conoscere la forma funzionale del prodotto scalare K (xi , x j ) = Φ ( xi ) • Φ (x j ) e
quindi, tramite una opportuna scelta della funzione kernel, i dati possono diventare separabili
da un iperpiano nello spazio delle features pur non essendolo nello spazio d’origine. È
possibile utilizzare varie funzioni di kernel:
- lineare: K ( xi , x j ) = xi • x j ;
- polinomiale: K ( xi , x j ) = (s ( xi • x j ) + c ) in cui d > 0 è una costante che definisce l’ordine
d
del kernel;
- RBF (Radial Basis Function):
(
K ( xi , x j ) = exp − γ xi − x j
2
);
- sigmoidale: K ( xi , x j ) = tanh (s (xi • x j ) + c )
In conclusione, per utilizzare una SVM è necessario stabilire il tipo di kernel da utilizzare, i
parametri del particolare kernel, il valore di ε (limite superiore sull’errore quadratico nella
146
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
fase di training), il valore di C. Non esistono particolari criteri teorici sulla base dei quali
effettuare tali scelte e generalmente tali parametri vanno scelti in base ai risultati sperimentali
ottenuti.
Le SVM possono essere applicate in vari settori: classificazione dei pattern, stima di funzioni
di densità, stima di funzioni di regressione. Nell’applicazione in esame sono state utilizzate le
SVM per la regressione, ovvero le SVR (Support Vector Regression).
3.4.4
La costruzione del database per il training set
Nella prima fase di sviluppo dell’algoritmo di identificazione, l’attenzione è stata focalizzata
alle cricche sottili. Questa scelta è dettata esclusivamente dall’esigenza di ridurre la mole di
dati da analizzare per la costruzione della banca dati necessaria all’addestramento della SVR.
Soffermando l’attenzione a questo caso ed utilizzando il software descritto nel §3.4.1.1, sono
state effettuate un numero congruo di simulazioni investigando diversi percorsi di scansione
(longitudinali, ortogonali ed obliqui), considerando differenti caratteristiche dei difetti (forma,
dimensioni e profondità).
In particolare, sono state imposte le stesse condizioni operative delle simulazioni mostrate nel
§3.4.2, dove la regione considerata per il difetto, di 20x0.01x3mm (lunghezza x spessore x
altezza), è stata divisa in una griglia regolare di 20x6 elementi lungo la lunghezza e l’altezza,
con passi di 1mm e 0.5mm rispettivamente (vedi fig. 3.28). All’interno della regione così
suddivisa, tutte le possibili combinazioni di altezza, lunghezza e profondità sono state imposte
come difetto, ottenendo le rispettive mappe di campo. Così facendo è stato possibile creare
una banca dati (training set) sufficientemente pregna di informazioni necessarie alla fase di
addestramento della SVR. In particolare, a valle dell’analisi fatta nel §3.4.2, il training set
della SVR è costituito da tutte le informazioni riguardanti l’ampiezza, la posizione ed il
numero dei picchi presenti nelle mappe di campo, nonché la rispettiva forma e dimensione dei
difetti.
147
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
Profondità “z”
3 mm
Altezza “a”
Lunghezza “l”
20 mm
Fig. 3.28 L’area di definizione delle cricche imposte.
Il comportamento della fase del campo magnetico, non fornendo informazioni su forma e
dimensione dei difetti non è stata inserita tra le grandezze costituenti il training set.
Come già accennato infatti, la fase del campo permette di individuare facilmente la posizione
del difetto; essendo questa operazione molto semplice, non è stata implementata
nell’algoritmo cosicché la posizione del difetto non risulta tra le grandezze in uscita alla SVR.
Una volta effettuata la fase di training, dando alla SVR le informazioni relative alle mappe di
campo di un difetto incognito, questa fornisce in uscita la lunghezza (l), l’altezza (a) e la
profondità (z) del difetto.
3.4.5
L’architettura software realizzata
Il set di dati fornito alla SVR è rappresentato da un vettore (denominato feature vector). A
valle di un’attenta selezione si è giunti alla conclusione che i feature vector più appropriati per
la ricostruzione di l, a e z sono differenti (Il, Ia ed Iz rispettivamente). Il problema cade
naturalmente in un problema di regressione in quanto non è facile organizzare in classi tutte le
possibili combinazioni di l, a e z al fine di ottenere un problema di classificazione. E’ stato
inoltre osservato che per la ricostruzione di a e z, l’assunzione di l ed a (rispettivamente)
come grandezze note permette la riduzione degli errori. Ovviamente l ed a sono grandezze
incognite; si è allora pensato di progettare tre differenti SVR, una per ogni incognita,
∧
∧
∧
utilizzando una struttura a cascata, come mostrato in fig. 3.29 dove: l = fl ( I l ) , a = f a ( I a , l ) e
148
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
∧
∧
∧
a)
l,l
∧
a, a
l
fl
a
fa
I1
c)
z
fz
Ia
Sample in the test set
∧
∧z,z
b)
Sample in the test set
Iz
Sample in the test set
Fig. 3.29 L’architettura software proposta.
Fig. 3.30 Confronto tra i parametri imposti (linea continua) e ricostruiti (linea tratteggiata): lunghezza a),
altezza b) e profondità c).
∧
∧
z = f z ( I z , a) .
Non essendo disponibile un completo set di dati sperimentali, collezionati su difetti di diversa
natura, al fine di avere un primo feedback sulle performance della SVR realizzata, è stato
scelto di dividere il data set in training e test set. Cioè dei dati disponibili (data set) parte viene
utilizzata per addestrare la SVR (training set) e parte per la verifica (test set). Le prestazioni
dell’algoritmo sono state valutate usando l’errore medio assoluto (MAE, Mean Absolute
Error) sul test set: MAE = 1
N
∧
∑I
N
m=1
m
− I m *100 (dove N è la cardinalità del test set e I={l,a,z})
caratterizzato dalla sua deviazione standard σMAE%.
3.4.6
Risultati sperimentali
Il modulo SVM è stato implementato attraverso il tool LIBSVM [64] (ver. 2.7) in ambiente
Matlab®. Nella fase sperimentale è stato usato un kernel RBF con C=2048 e δ=32 (scelto in
una fase preliminare tra i kernel Polynomial, RBF, e sigmoid), c.f.r. §3.4.3. In fig. 3.30 sono
mostrati i risultati di ricostruzione ottenuti sul test set. In particolare, sono riportati sia i
parametri ricostruiti (Î) che il valore noto di essi (I). La bontà della ricostruzione è evidente
sia da un punto di vista qualitativo che quantitativo. Questa viene comunque confermata dai
valori assunti dall’errore medio assoluto e dalla sua deviazione standard: MAEl=1.84%,
σMAEl%= 1.03%; MAEa=1.36%, σMAEa%= 2.44%; MAEz=2.71%, σMAEz%= 4.77%.
149
Capitolo 3
Sviluppo ed ottimizzazione del sistema basato sulla Sonda Fluxset
I risultati così ottenuti sono stati anche confermati da alcuni test effettuati su mappe
sperimentali.
Al fine di poter generalizzare e convalidare definitivamente il metodo proposto è necessario:
i) realizzare un database di mappe di campo sperimentali al fine di verificare il metodo su un
set di dati statisticamente valido, fornendo l’incertezza di misura dei parametri ricostruiti
portando in conto i contributi della sonda, dello strumento, e dell’algoritmo, anche a causa
della struttura a cascata scelta;
ii) generalizzare la procedura anche ai difetti volumetrici realizzando un training set
comprensivo anche delle informazioni di questo tipo di difetti. L’idea è quella di realizzare
una struttura capace di prescindere dal tipo di difetto.
150
Capitolo 4
Sviluppo ed ottimizzazione del sistema
basato sulla Tomografia Induttiva
4.1
Introduzione
Come già menzionato nel § 2.3.4, i test sperimentali eseguiti con il sistema basato sulla
tomografia induttiva proposto, hanno evidenziato la bontà e le potenzialità del metodo
mettendo però in evidenza alcune difficoltà. Infatti, il prototipo realizzato spesso commette
errori nella ricostruzione dei difetti fino al punto di fallire completamente.
Per certi versi questo comportamento era atteso da un primo prototipo, visto che l’algoritmo
di inversione risolve una situazione tipica dei cosiddetti problemi mal posti (ill posed
problem). Questo comporta che l’incertezza sulla misura della matrice delle impedenze può
comportare una grande incertezza sulla definizione delle caratteristiche del difetto.
Con il fine di superare questi problemi sono stati analizzati, ed ove necessario migliorati, sia
gli aspetti hardware e di misura che quelli software.
Capitolo 4
4.2
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
Analisi del software di inversione
Al fine di valutare il comportamento del software di inversione sono state effettuate due
analisi:
i) valutazione del massimo rumore ammissibile sul segnale di ingresso al fine di ottenere una
ricostruzione corretta ed affidabile;
ii) individuazione dei parametri che ottimizzano l’estrazione del momento del secondo ordine
P(2). Va infatti ricordato che l’algoritmo di inversione utilizzato (c.f.r. § 2.3.2), processa il
momento del secondo ordine P(2). Questo viene estratto dalla matrice delle impedenze,
ottenuta durante la fase di misura sul materiale sotto test e rappresenta il punto di
connessione tra la fase sperimentale e quella numerica; la sua estrazione rappresenta
quindi un momento cruciale del processo di inversione.
4.2.1
Il rumore ammissibile
Per effettuare questa analisi, il software descritto nel § 2.3.2, è stato utilizzato non solo nella
fase di inversione ma anche in quella diretta, per la generazione delle matrici delle impedenze
per assegnati difetti. In particolare, in seguito all’imposizione delle caratteristiche fisiche e di
forzamento della sonda realizzata, sono state effettuate diverse simulazioni imponendo
differenti difetti e livelli di rumore. E’ stato cioè modellato il rumore normalmente presente
nei segnali misurati, come un rumore moltiplicativo uniformemente distribuito sugli elementi
della matrice delle impedenze calcolata (soluzione del problema diretto). La matrice così
determinata è stata quindi fornita in ingresso all’algoritmo di ricostruzione (fase di inversione)
al fine di verificare la capacità di determinazione delle caratteristiche del difetto per i dati
livelli di rumore.
I risultati ottenuti sono mostrati in fig. 4.1 dove è anche riportata la geometria di riferimento e
la posizione della sonda (fig. 4.1a) nonché la suddivisione del dominio conduttore Vc, diviso
in una griglia regolare di 20x20x1 elementi Ωk (fig. 4.1b).
152
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
a)
b)
c)
d)
e)
f)
Fig. 4.1 Ricostruzioni ottenute al variare del rumore. (a) geometria di riferimento e posizione della
sonda; (b) la partizione del pezzo effettuata (Ωk); (c) il difetto imposto; (d) difetto ricostruito con 0.5% ed
1% di rumore; (e) difetto ricostruito con 1.5% e 2% di rumore; (e) difetto ricostruito con 5% di rumore.
Il difetto imposto è rappresentato dal quadratino grigio, posizionato al centro del dominio Vc,
mostrato in fig. 4.1c. Le figure 4.1 d, e, f, mostrano invece i risultati della ricostruzione
ottenuti con livelli di rumore di 0.5 %, 1 %, 1.5 %, 2 % e 5 %, rispettivamente.
Dall’analisi di queste figure è evidente come con livelli di rumore inferiori al 2% si hanno
ricostruzioni corrette, anche se con livelli di 1.5% e 2% viene identificato come difetto anche
un punto aggiuntivo (il quadratino nero in fig. 4.1e). Al crescere del livello di rumore al di
sopra del 5% la ricostruzione del difetto è completamente errata (vedi fig. 4.1f).
Quest’analisi conferma la necessità di una stazione di misura di elevate prestazioni al fine di
ridurre l’incertezza di misura oltre che la necessità di analizzare, ove fosse possibile, un
miglioramento delle condizioni di estrazione del momento del secondo ordine P(2).
153
Capitolo 4
4.2.2
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
Estrazione di P(2)
Come esaurientemente descritto nel § 2.3.2.2, il problema inverso consiste nella ricostruzione
della posizione e forma di un eventuale difetto presente sul provino sotto test. Il momento del
secondo
P(2)
ordine
è
(
)
ottenuto
dalla
minimizzazione
del
funzionale
2
% * ( jω ) − p ω 2 − p ω 4 ⎤ in cui: P(2) e P(4) sono i momenti del secondo
Ψij ( p2 , p4 ) = ∑ k ωk− npk ⎡⎢ R
k
2 k
4 k ⎥
ij
⎣ coil
⎦
*
e quarto ordine rispettivamente, R% coil
è la parte reale della matrice delle impedenze, ωk è la k-
esima frequenza utilizzata durante le misure, ed npk è un intero (usualmente non superiore a
10) usato come peso delle misure eseguite al variare della frequenza.
Tutti questi fattori, incidenti in modo diretto sul processo di estrazione di P(2), sono stati
analizzati al fine di individuare quali fossero i parametri che ottimizzano questo processo. In
particolare:
i) valore delle frequenze della corrente di eccitazione usata nella sessione di misura;
ii) numero di frequenze usate;
iii) valore del parametro npk.
4.2.2.1 La frequenza come fattore di influenza del processo di inversione
E’ stato indagato l’esito del processo di inversione al variare del numero e dei valori delle
frequenze utilizzate nella fase di misura (la scelta del range di frequenze di test è stata
ovviamente obbligata dagli aspetti inerenti alla penetrazione delle correnti indotte nel pezzo
esaminato).
Sono state quindi imposte in ingresso all’algoritmo di inversione delle matrici di impedenza
note, ottenute dalla soluzione del problema diretto, al variare del valore e del numero di
frequenze.
In tab. 4.1 sono riportati gli esiti delle ricostruzioni eseguite per un difetto di 1x1x1mm
imponendo le caratteristiche della sonda realizzata. Risultati analoghi sono stati ottenuti
variando sia le caratteristiche dei difetti che della sonda.
154
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
I risultati ottenuti mettono in evidenza come il buon
Frequenze
[Hz]
Esito
ricostruzione
esito della procedura di ricostruzione, non sia
100, 500, 750
100, 500, 1000
100, 500, 1500
100, 1000, 1500
1000, 1250, 1500
500, 1000, 1500
750, 1000, 1250
500, 750, 1000, 1250, 1500
500, 750, 1000, 1250
500, 750, 1000, 1500
200, 500, 1000, 1500
100, 500, 1000, 1500
Positivo
Positivo
Positivo
Positivo
Negativo
Negativo
Negativo
Negativo
Negativo
Negativo
Positivo
Positivo
strettamente correlato al numero di frequenze usate
durante la soluzione del problema diretto, ovvero
durante la misura delle matrici di impedenza, a
patto che sia rispettato un minimo di tre frequenze.
Fattore invece determinante risulta essere il valore
assunto dalle frequenze scelte; infatti, il buon esito
Tab. 4.1 Esito
del
processo
di
ricostruzione in funzione del valore e del
numero delle frequenze di prova.
della procedura di ricostruzione richiede la presenza di almeno una frequenza inferiore a
500Hz. Questo aspetto non va assolutamente sottovalutato in quanto alle basse frequenze si
amplificano i problemi inerenti la qualità dei segnali; infatti, l’utilizzo di basse frequenze per
la corrente di eccitazione, genera sulle bobine di pick-up segnali in tensione di piccola
ampiezza con conseguenti problemi di misura.
Ciò conferma quanto sia importante la ricerca del valore ottimale del parametro di peso delle
frequenze (npk), nella fase di estrazione di P(2).
4.2.2.2 Estrazione di P(2), al variare del parametro npk e delle frequenze
Al crescere di npk, l’algoritmo di inversione darà maggior peso al contenuto informativo delle
matrici Z ottenute alle alte frequenze. Per poter analizzare il comportamento del software di
inversione al variare di npk e delle frequenze è necessario definire quale sia il parametro di
confronto. Nel caso in esame, questo è costituito dal rendere il P(2) estratto il più possibile
simile al P(2) calcolato numericamente.
L’analisi è stata quindi organizzata nel seguente modo: (i) sono state calcolate numericamente
le matrici delle impedenze (al variare del valore e numero delle frequenze) ed il momento del
( 2)
secondo ordine ( Pcal
. ); (ii) dalle matrici calcolate al punto (i) viene estratto il momento del
( 2)
secondo ordine ( Pestr
. ), al variare di npk e delle frequenze; (iii) si effettua il confronto tra il
155
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
momento del secondo ordine calcolato e quello estratto.
Per quanto concerne il punto (i), è stata sfruttata la soluzione del problema diretto da parte del
software. Per il punto (ii) invece, è stato realizzato un programma in ambiente MatLab® che,
utilizzando la stessa tecnica dell’algoritmo di inversione, estrae i momenti del secondo e
quarto ordine, P(2) e P(4). Per effettuare il confronto di cui al punto (iii) è stato necessario
definire appropriati indici che permettessero di superare le difficoltà connesse alla gestione
del confronto di matrici di grandi dimensioni; gli indici definiti sono i seguenti:
I1 = P
I 2 = Pestr .
(2)
estr . fro
I 4 = Re( R calc. − R ri c. )
(2)
fro
−P
I3 =
(2)
calc . fro
I5 =
Pestr .(2) − P(2) calc.
P
Re( R calc. − R ri c. )
Re( R ri c. )
(2)
fro
fro
⋅ 100
calc . fro
.100
fro
( 2)
4
( 4)
dove: R ric . = ω 2 ( Pestr
. ) + ω ( Pestr . ) rappresenta la parte reale della matrice delle impedenze
2
4
ricostruita a partire dai valori dei momenti estratti e ⋅
fro
è la norma di Frobenius.
Sono stati effettuati numerosi test al variare del range di frequenze, del numero e del valore
delle frequenze nei diversi range, e facendo variare il parametro npk da 0 a 15.
Di seguito vengono riportati i risultati ottenuti in due casi che possono essere ritenuti
rappresentativi dell’intero set di prove eseguite; in particolare:
prova eseguita utilizzando un range di frequenza di 100÷1500Hz con step da 50Hz
(vedi fig. 4.2);
prova eseguita utilizzando un range di frequenza di 500÷1500Hz con step da 100Hz
(vedi fig. 4.3).
Dall’analisi dei risultati ottenuti, si nota come, a parità di numero e valore delle frequenze
utilizzate, si hanno estrazioni migliori di P(2) all’aumentare del parametro npk, solitamente npk
> 6 fornisce buoni risultati (vedi figure 4.2 a), b), c) e/o 4.3 a), b), c)).
D’altra parte, l’approssimazione della parte reale di Z con un polinomio del quarto ordine è
156
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
a)
b)
I1
c)
I2
I3
[%]
npk
npk
d)
e)
I5 [%]
I4 [Ω]
npk
npk
frequenza
npk
frequenza
Fig. 4.2 Capacità di estrazione di P(2) nel range di frequenze 100÷1500Hz. Evoluzione degli indici I1 (a),
I2 (b), I3 (c), I4 (d), I5 (e).
migliore per npk < 8 (vedi figure 4.2 d), e) e/o 4.3 d), e)). Questo ha portato a scegliere un
valore npk=8.
Si può inoltre osservare che per contenere l’errore percentuale nell’estrazione di P(2) (indice
I3) viene fortemente richiesto il contenuto informativo dovuto alla presenza delle matrici
ottenute a basse frequenze (inferiori a 300 Hz), anche per elevati valori di npk. Infatti, nel
caso di range di frequenza di 100÷1500Hz, per npk>6 l’indice I3 scende sotto il 5% (vedi fig.
4.2c), mentre nel caso di range di frequenza di 500÷1500Hz, anche per npk>6 l’indice I3 non
scende mai al di sotto del 20% (vedi fig. 4.3c). Questo risultato conferma quanto già ottenuto
nel § 4.2.1.1; qui ne viene messa in evidenza la causa ma anche l’impossibilità di risolvere
questo problema mediante una scelta opportuna del parametro nkp. Tutto ciò, unito ai
summenzionati problemi di misura derivanti dall’utilizzo di basse frequenze, suggerisce la
necessità sia di migliorare l’estrazione di P(2) che di incrementare il livello dei segnali.
157
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
a)
b)
I1
c)
I2
I3
[%]
npk
npk
npk
e)
d)
I5 [%]
I4 [Ω]
npk
frequenza
npk
frequenza
Fig. 4.3 Capacità di estrazione di P(2) nel range di frequenze 500÷1500Hz. Evoluzione degli indici I1 (a),
I2 (b), I3 (c), I4 (d), I5 (e).
4.3
Analisi del software di misura
Il software di misura, gestisce l’intera procedura di misura, acquisisce ed elabora i segnali al
fine di ottenere lo sfasamento tra tensione e corrente e, dalla conoscenza dei loro valori
efficaci (misurati automaticamente mediante il multimetro), calcola la parte reale ed
immaginaria dei vari elementi della matrice delle impedenze, utilizzando la relazione
Zij =
Vij
I
⋅ ( cos φij + j sin φij ) (c.f.r. § 2.3.4).
La misura della matrice delle impedenze è quindi soggetta alla misura di tensione, corrente e
del loro sfasamento. Fissata la sonda ed il metodo utilizzato, ridurre l’incertezza associata a
questa misura significa dunque migliorare le fasi di misura di queste tre grandezze oltre che,
ovviamente, ridurre per quanto possibile gli effetti dovuti al rumore elettromagnetico
presente. Essendo la misura dei valori efficaci di tensione e corrente affidata a strumentazione
158
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
di ben note caratteristiche di precisione, in questa fase si vuole analizzare la bontà
dell’algoritmo sviluppato per l’estrazione dello sfasamento.
In ingresso al sistema di acquisizione dati della stazione di misura descritta nel § 2.3.4, sono
stati quindi inviati invece che i segnali provenienti dalla sonda, due segnali di ampiezza e
sfasamento noti (ottenuti mediante il generatore di segnali Tektronix AWG-2005) di
caratteristiche tali da emulare i segnali presenti durante l’esecuzione del test non distruttivo.
In particolare, uno dei due segnali fissato in ampiezza (500 mV) e fase (0°) in modo da
emulare il segnale in corrente proveniente dal sistema (l’alimentazione avviene a corrente
impressa quindi l’ampiezza della corrente è fissata, solitamente ad un valore di 500mA),
l’altro invece di ampiezza e fase variabile in modo da emulare il segnale in tensione
proveniente dalla sonda (si ricorda infatti che la tensione prelevata ai capi delle varie bobine
di pickup varia in ampiezza e fase in funzione della distanza della bobina di pickup da quella
di eccitazione e dalle caratteristiche del difetto). La conoscenza dei valori di tensione
normalmente disponibili sulle bobine di pickup ha portato ad eseguire questa prova per tre
diversi valori di tensione (500mV, 3mV e 0.3mV). In tab. 4.2 sono riportati i risultati dei,
eseguiti variando lo sfasamento tra 0 e 360°. L’analisi di questi risultati mostra come per
Sfasamento
Imposto
[°]
0
3
45
87
90
93
177
180
183
267
270
273
357
360
Ampiezza del segnale
500mV
3mV
0.3mV
∆φ misurato
∆φ misurato
∆φ misurato
[°]
[°]
[°]
-0.11
-0.15
-0.47
2.98
2.93
2.65
44.95
44.97
43.92
86.89
86.79
85.60
89.93
89.77
88.56
93.06
92.74
91.73
177.00
177.04
177.58
179.91
180.02
180.25
183.03
182.97
183.30
266.93
267.18
268.29
269.95
270.21
271.37
273.09
273.19
274.44
357.01
356.98
356.91
0.01
0.03
359.86
Tab. 4.2 Caratterizzazione dell’algoritmo di calcolo dello sfasamento tra tensione e corrente.
159
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
livelli di segnale dell’ordine delle centinaia di mV, l’algoritmo permette di valutare lo
sfasamento con un errore massimo di 0.11° (0.7%, escludendo il caso 0°); per livelli di
segnale dell’ordine del mV, l’errore massimo sale a 0.26° (2.5%, escludendo il caso 0°);
infine per livelli di segnale dell’ordine del decimo di mV, errore massimo diventa circa 1.5°
(13%, escludendo il caso 0°).
Tenendo conto che gli sfasamenti che il sistema verrà chiamato a misurare saranno tutti
intorno a 90°, è stato eseguito un altro test per verificare la capacità di discriminazione di
piccoli scostamenti intorno ai 90°. Questi test hanno confermato la bontà del software nella
determinazione dello sfasamento anche se hanno messo in evidenza come passando da segnali
dell’ordine delle centinaia di mV a segnali dell’ordine del decimo di mV, l’errore commesso
nelle misure di sfasamento intorno a 90°, passa da 0.1÷0.2% a circa 2.5%.
4.4
Ottimizzazione hardware
Le analisi effettuate nei § 4.2 e 4.3 hanno chiarito quali fossero i motivi generanti le errate
ricostruzioni riscontrate. A valle di queste analisi è sicuramente migliorata la conoscenza del
sistema, permettendo di effettuare scelte appropriate per le frequenze di analisi nonché per il
parametro npk; è stato però anche verificato come la sola imposizione di questi parametri non
permetta di risolvere tutti i problemi, oltre al grosso vincolo della necessità di almeno una
bassa frequenza che riduce il livello dei segnali.
E’ stato infine confermato come l’incertezza di misura giochi un ruolo fondamentale per un
positivo esito dell’esame non distruttivo.
Tutto ciò, unito all’incertezza associata all’estrazione dello sfasamento, che cresce al
diminuire dell’ampiezza dei segnali, ed a prove sperimentali, atte a verificare l’influenza del
rumore elettromagnetico sulla qualità delle misure, che hanno dimostrato come il rapporto
segnale rumore delle grandezze misurate non sia adeguato ad assicurare l’incertezza di misura
richiesta dall’algoritmo di inversione, ha portato alla conclusione che non si potesse
160
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
prescindere da un’ottimizzazione della sonda atta ad:
-
incrementare il livello dei segnali ai capi delle bobine di pickup;
-
incrementare la sensibilità nella rilevazione dei difetti;
-
ridurre l’incertezza associata alla misura della matrice delle impedenze.
Questi obiettivi sono stati ottemperati sia mediante l’utilizzo di materiali ferromagnetici per la
realizzazione del supporto della sonda, che mediante lo sviluppo di una particolare geometria
della sonda [35].
Per quanto concerne il primo aspetto, è stata effettuata un’analisi dei materiali ferromagnetici
in commercio al fine di identificare quello che meglio si adattasse al caso in esame e che fosse
facilmente modellabile nel software di inversione. La scelta è ricaduta sulla ferrite N27
(caratterizzata da una densità di flusso di 500mT a 25°C ed una permeabilità iniziale
µi=2000), che garantisce un intervallo di comportamento lineare adeguato a quello necessario
nel funzionamento della sonda durante il test non distruttivo.
Per quanto concerne invece la geometria della sonda, è stata scelta una struttura similare a
quella di un trasformatore; in questo modo il pezzo sotto test si comporta come il secondario
di un trasformatore il cui primario è costituito dalla sonda. Si riduce quindi il flusso disperso
migliorando l’accoppiamento anche tra le bobine più lontane innalzando i segnali.
Sulla base di queste indicazioni è stato realizzato il primo prototipo della sonda, costituito da
quattro bobine cilindriche con 111 spire in rame di 0.018mm2 di sezione, riportato in fig. 4.4a
e le cui caratteristiche geometriche sono riportate in fig. 4.4b. E’ stato inoltre realizzato un
secondo prototipo perfettamente identico al primo, ma costituito da un supporto in legno
(materiale non ferromagnetico) con il fine di caratterizzare i miglioramenti prodotti dalle
scelte fatte (questa sonda verrà nel prosieguo indicata come sonda test in aria).
4.4.1
Le modifiche software
La presenza del materiale ferromagnetico modifica il sistema fisico e quindi le leggi che
161
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
12.7
1
0.65
2
4
3
5
10.1
0.65
0.2
7.9 0.2
a)
10.1
b)
Fig. 4.4 La sonda test realizzata. a) foto della sonda; b) caratteristiche geometriche (le dimensioni sono
espresse in mm).
governano il fenomeno elettromagnetico in esame. Questa circostanza deve essere tenuta
debitamente in conto nell’algoritmo di inversione che invece, come descritto nel § 2.3.2,
immaginava il supporto della sonda come un materiale diamagnetico. Il grosso problema è
costituito dall’applicabilità del principio di sovrapposizione degli effetti, punto cardine
dell’algoritmo, e non valido in condizioni di non linearità.
Tenendo però conto che per l’applicazione ECT sviluppata, il campo magnetico assume valori
tali da garantire un comportamento lineare del materiale ferromagnetico (grazie anche alla
scelta fatta per esso) e che le frequenze variano in un range dove le proprietà del materiale
scelto sono quasi indipendenti dalla frequenza di lavoro, è possibile estendere l’approccio
proposto anche a sonde con supporto in materiale ferromagnetico.
In particolare, le relazioni viste nel § 2.3.2 vengono modificate nelle:
∫∇×T
k
⋅ (ηJ + ∂A / ∂t )dV = 0 , ∀k
Vc
∫P
k
Vf
⋅ [M −
χm
B]dV = 0 , ∀k
µ 0 (1 + χ m )
Dove χ m è la suscettività magnetica ed η la resistività del supporto della sonda.
162
Capitolo 4
4.4.2
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
Le verifiche sperimentali
In seguito alla realizzazione della sonda sono stati eseguiti numerosi test atti a valutarne le
prestazioni in termini di: (i) linearità della risposta della sonda; (ii) incremento dei valori di
impedenza misurati e riduzione della loro incertezza; (iii) accordo tra i valori dell’impedenza
misurati e quelli calcolati; (iv) sensibilità nella rilevazione dei difetti.
(i) Innanzitutto è stato verificato che nel range di funzionamento della sonda questa avesse un
comportamento lineare cosicché le ipotesi su cui si basano le modifiche software di cui al §
4.4.1 siano pienamente rispettate. A tal fine, è stata valutata la caratteristica ingresso uscita
della sonda nel range di frequenze compreso tra 100Hz e 2kHz. Per ogni frequenza, la sonda è
stata alimentata con una corrente sinusoidale, la cui ampiezza è stata fatta variare tra 50mA e
500mA con step da 50mA, e per ogni valore di corrente è stata misurata la tensione indotta ai
suoi capi.
In fig. 4.5 è mostrata, a titolo di esempio, la caratteristica ottenuta alla frequenza di 1000Hz,
ove viene anche riportata la sua retta interpolante; è evidente la buona linearità di risposta
della sonda, confermata dai test di regressione effettuati su tutte le caratteristiche ottenute alle
diverse frequenze, che hanno fornito un coefficiente di determinazione di 0.998 nel caso
peggiore.
(ii) L’incremento dei valori di impedenza misurati e la riduzione della loro incertezza è stata
V, Vlin
[V]
I [mA]
Fig. 4.5
La caratteristica ingresso uscita della sonda test in ferrite per la verifica della linearità.
163
Capitolo 4
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
verificata posizionando sia la sonda test in ferrite che quella in aria su di un piatto di
alluminio, alimentando la bobina #1 e misurando la matrice delle impedenze Z in accordo con
la procedura dettata dal metodo proposto (c.f.r. § 2.3.1). Tab. 4.3 mostra i valori medi dei
coefficienti della matrice dell’impedenza ed il valore dell’incertezza relativa ottenuti mediante
l’esecuzione di 50 misure consecutive. E’
possibile evidenziare come i valori medi
della mutua impedenza misurati con la sonda
test in ferrite siano un ordine di grandezza
Z11
Z12
Z13
Z14
Sonda test in aria
Sonda test in ferrite
Valore Incertezza Valore Incertezza
medio
relativa
medio
relativa
[%]
[%]
[mΩ]
[mΩ]
3517.7
0.21
4437.4
0.18
27.688
0.25
411.9993
0.09
45.289
0.17
611.3091
0.09
11.210
0.54
123.7244
0.11
maggiori di quelli misurati con la sonda test
in aria; analogamente si può notare il
significativo miglioramento nell’incertezza.
Tab. 4.3 Confronto tra la sonda test in aria e
quella in ferrite rispetto all’incremento
dell’impedenza misurata ed alla riduzione
dell’incertezza di misura.
(iii) I valori di impedenza misurati sono stati confrontati con quelli calcolati mediante il
software di simulazione (risolvendo il problema diretto). In tab. 4.4 è riportato questo
confronto per alcuni valori di auto e mutua induttanza, sia per la sonda test in ferrite che per
quella in aria. Risulta evidente come i valori ottenuti con la sonda test in ferrite siano più
attinenti a quelli calcolati; questa circostanza fornisce maggiori garanzie sull’esito del
processo di inversione eseguito partendo da questi dati misurati.
(iv) E’ stato infine eseguito test di confronto sulla sensibilità delle due sonde test rispetto alla
presenza di un difetto. A tale scopo è stata eseguita una scansione (vedi fig. 4.6e) su di una
piastra di alluminio con un difetto noto (5mm lungo, 2mm profondo e 0.1mm spesso). La
Calcolata
[µH]
L11
M13
82.3
5.824
Sonda test in aria
Misurata
Valore medio Incertezza relativa
[µH]
[%]
94.9
1.9
6.124
0.35
Calcolata
[µH]
363
130
Sonda test in ferrite
Misurata
Valore medio Incertezza relativa
[µH]
[%]
368
0.4
134
0.18
Tab. 4.4 Confronto tra la sonda test in aria e quella in ferrite rispetto all’accordo tra dati calcolati e
misurati; il confronto è eseguito sull’auto induttanza della bobina #1 e sulla mutua induttanza tra le
bobine #1 e #3.
164
Capitolo 4
Z [Ω]
Sviluppo ed ottimizzazione del sistema basato sulla Tomografia Induttiva
a)
Z [Ω]
e)
z
crack
x [mm]
y [mm]
Z [Ω]
b)
1
x [mm]
Z [Ω]
2
y [mm]
d)
5
x
y [mm]
2
28
y
x [mm]
c)
28
x [mm]
y [mm]
Fig. 4.6 Risultati dell’analisi di sensibilità: a) auto e b) mutua impedenza per la sonda test in ferrite; c)
auto e d) mutua impedenza per la sonda test in aria; e) la scansione eseguita (le dimensioni sono espresse
in mm).
scansione è stata condotta utilizzando solo due bobine adiacenti e misurando l’auto e la mutua
induttanza per entrambe le sonde. I risultati ottenuti sono riportati in fig. 4.6 dove è possibile
notare che per la sonda test in ferrite la mutua impedenza mostra chiaramente un massimo in
corrispondenza del difetto (vedi fig. 4.6b), mentre l’auto impedenza mostra un minimo (vedi
fig. 4.6a). Per quanto concerne la sonda test in aria invece, è possibile riscontrare un
comportamento simile (vedi figure 4.6c, d), ma con un livello di rumore che rende difficile
valutare correttamente le misure e conseguentemente identificare le caratteristiche del difetto
mediante l’inversione numerica.
Concludendo, il processo di analisi sviluppo ed ottimizzazione eseguito ha consentito di
evidenziare quali fossero i punti deboli del primo sistema realizzato (che spesso portavano a
cattive ricostruzioni rendendole in alcuni casi impossibili), permettendo di effettuare alcune
scelte fondamentali, sia dal punto di vista software che dal punto di vista hardware e di
condizioni operative di esecuzione del test, per il miglioramento delle prestazioni complessive
del sistema di misura sviluppato.
165
Conclusioni
Nell’ambito dei Test Non Distruttivi, l’attività di ricerca ha portato allo sviluppo di due
sistemi per la diagnostica non invasiva di materiali conduttori, basati sulla tecnica delle
correnti indotte (ECT).
Il primo sistema è costituito, come tutti i sistemi ECT attualmente in commercio, da uno
strumento e da una sonda, appositamente progettati e realizzati. La sonda, basata sul sensore
di campo magnetico fluxset, viene alimentata dallo strumento che gestisce automaticamente la
sessione di test, acquisisce ed elabora le informazioni di misura e fornisce le indicazioni sulla
difettosità del componente testato.
Questo sistema ha mostrato di poter facilmente valutare la presenza e la posizione di difetti sia
superficiali che sottosuperficiali entro limiti più ampi degli strumenti in uso. La caratteristica
che rende questo sistema competitivo è però costituita dalla quantità e qualità delle
informazioni estraibili dalla prova, che permettono di identificare le caratteristiche
geometriche dei difetti, in termini di forma e dimensioni. Questo è reso possibile mediante
l’ausilio di un algoritmo basato sulle Support Vector Machine (SVM) appositamente
sviluppato. Questo aspetto rappresenta la vera sfida tecnologica, non essendo disponibile una
Conclusioni
simile funzionalità su nessuno degli strumenti in commercio delle diverse aziende esaminate.
Nella versione attuale il sistema è capace di identificare la presenza (nel 100% dei casi), la
posizione (con una precisione dipendente esclusivamente dal sistema e dal passo di scansione
utilizzato), la lunghezza, l’altezza e la profondità del difetto con incertezza mai superiore al
5%. Va infine sottolineato come queste prestazioni non discendono da un sistema basato su
apparecchiature costose e sofisticate, in quanto lo strumento e la sonda realizzata hanno un
costo complessivo di circa 4000 €, essendo basati (soprattutto lo strumento) su componenti
facilmente reperibili in commercio.
Il secondo sistema è basato sulla tomografia induttiva ed utilizza una sonda costituita da una
matrice di bobine calettate su di un supporto in ferrite. Questo è un sistema che si pone lo
stesso obiettivo di quello basato sul sensore fluxset (la determinazione delle caratteristiche dei
difetti), ma è fondato su un metodo appartenente alla classe dei cosiddetti model based
method. Si sfrutta quindi un algoritmo di inversione numerica che risolve il problema
elettromagnetico e dalle misure di impedenza è capace di risalire alla forma e dimensione del
difetto. Per questo secondo sistema l’attività di ricerca ha permesso lo sviluppo e
l’ottimizzazione sia dell’algoritmo che della sonda e della stazione di misura, in modo da
ridurre al minimo gli effetti del rumore elettromagnetico che, sovrapposto al segnale misurato,
rende difficoltoso il processo di inversione (è questo uno dei grossi limiti delle tecniche model
based).
La sonda test con supporto in ferrite realizzata ha mostrato avere le giuste caratteristiche di
linearità (garantita da un test di regressione con un coefficiente di determinazione di 0.998);
sensibilità nella rilevazione del difetto, incertezza nella misura dell’impedenza (mai superiore
allo 0.5% per le prove eseguite) e rapporto segnale rumore, tali da garantire un processo di
inversione, e quindi di ricostruzione dei difetti, privo di errori.
L’applicazione di questo sistema permette di indagare aree dell’ordine di 100cm2, senza
l’ausilio di un sistema di scansione. In questo caso, non essendo presente la movimentazione,
167
Conclusioni
la precisione nell’individuazione della posizione e delle caratteristiche dell’eventuale difetto è
dipendente esclusivamente dalle caratteristiche della sonda ed in particolare dalla dimensione
ed interdistanza delle bobine di cui è costituita. Da queste dipende inoltre la risoluzione del
sistema, intesa come dimensioni minime del difetto rilevabile. Si può quindi pensare di
realizzare più sonde con diverse caratteristiche geometriche e quindi diverse prestazioni in
termini di precisione e risoluzione, da adattare alle particolari applicazioni.
Sviluppi di quest’attività di ricerca vanno da un lato nella direzione che permetterà di
migliorare e generalizzare l’algoritmo SVM sviluppato al fine sia di poter ridurre
ulteriormente l’incertezza nella misura dei parametri dei difetti, che di rendere il sistema
indipendente da particolari forme geometriche dei difetti.
D’altro canto, il sistema basato sulla tomografia induttiva necessita il passaggio, dalla sonda
test realizzata, ad una sonda definitiva con conseguente caratterizzazione metrologica
dell’intero sistema.
Va infine accennata la possibilità di fondere i due sistemi sviluppati in un unico apparato di
misura ad elevate prestazioni.
168
Bibliografia
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
[23]
[24]
[25]
[26]
[27]
[28]
[29]
Associazione Italiana Prove non Distruttive (AIPnD), www.aipnd.it.
American Society for Nondestructive Testing (ASNT), www.asnt.org.
A. Zanobini, “L’affidabilità dei controlli non distruttivi,” Firenze 1994.
Associazione Italiana di Metallurgia – Centro Prove non Distruttive, Le prove non distruttive, Milano
2000.
Non Destructive Testing Handbook 2nd Edition Volume 4 b-Electromagnetic Testing, Ed. Paul
McIntyre/Mike Mester, American Society for Nondestructive Testing, 1986.
http://www.aiman.com/regioni/lazio/2005_marzo_16_maciga.pdf. Andrea Magica, Diagnostica e
manutenzione, intervento all’incontro: “Manutenzione degli impianti e delle infrastrutture: sistemi
informativi, strumenti di videocomunicazione e di diagnostica”, Roma, 16 marzo 2005.
L. Furlanetto, Manuale di manutenzione degli impianti industriali e servizi, ed. Franco Angeli.
Associazione Italiana Manutenzione (AIMAN), www.aiman.com.
Directive 85/374/EEC, amended by Directive 99/34/EC, “EU Directive on the responsibility for
defective products”, 1999.
NORMA UNI EN 13018: “Prove non Distruttive - Esame visivo - Principi generali”.
NORMA UNI EN 583-1: “Prove non Distruttive - Esami ad ultrasuoni – Principio generali”.
NORMA UNI EN 571-1: “Prove non Distruttive - Esami con liquidi penetranti - Principi generali”.
NORMA UNI EN ISO 9934-1: “Prove non distruttive - Magnetoscopia - Principi generali”.
NORMA UNI EN 444: “Prove non Distruttive - Principi generali per l'esame radiografico di materiali
metallici mediante raggi X e gamma”.
G. Magistrali, A. Rastaldo, G. Torrida, “Corso di specializzazione sui controlli non distruttivi –
Correnti indotte,” Associazione Italiana Prove non Distruttive.
G. Magistrali, “Metodo delle correnti indotte - Aspetti teorici e relativi sviluppi analitici,” Associazione
Italiana Prove non Distruttive, Torino 1995
Yoshiaki Nagaya, Toshiyuki Takagi, Tetsuya Uchimoto, Haoyu Huang, “Identification of Multiple
Cracks from Eddy-Curren Testing Signals With Noise Sources by Image Processing and Inverse
Analysis,” IEEE Transactions on Magnetics, vol. 40, no. 2, march 2004
M. Bahramgiri, K. Barkeshli, “Non-Destructive Testing of Cracks Using Eddy Currents and a
Generalized Regression Neural Network,” IEEE Antennas and Propagation Society International
Symposium, 2003.
NORMA UNI EN 12084: “Prove non distruttive - Controllo mediante correnti indotte - Principi
generali e linee guida”.
NORMA UNI EN 13860-1/2/3: “Prove non distruttive - Controllo mediante correnti indotte Caratteristiche dell’apparecchiatura e modalità di verifica - Caratteristiche della strumentazione e
modalità di verifica”.
J.Cox, D. Brown, “Eddy Current Instrumentation,” Zetec, Inc., Snoqualmie (WA), USA, October 2003.
S. Calcagno et al., “Damage analysis of thin metallic plates,” in advances in Structural Engineering and
Mechanics, ASEM’02, Pusan, Corea, 2002.
Z. Chen, K. Aoto, K. Miya, “Reconstruction of cracks with physical closure from signals of eddy
current testing,” IEEE Transactions on Magnetics, Vol. 36, N. 4, Part 1, pp. 1018 – 1022, 2000.
G. Preda,.B. Cranganu-Cretu, F.I. Hantila, O. Mihalache, Zhenmao Chen, K. Miya, “Nonlinear FEMBEM formulation and model-free inversion procedure for reconstruction of cracks using pulse eddy
currents,” IEEE Transactions on Magnetics, Vol. 38, N. 2, Part 1, pp. 1241 – 1244, 2002.
S. Calcagno, F.C. Morabito, M. Versaci, “A novel approach for detecting and classifying defects in
metallic plates,” IEEE Transactions on Magnetics, Vol. 39, N. 3, Part 1, pp. 1531-1534, May 2003.
Y. Nagaya, T. Takagi, T. Uchimoto, Haoyu Huang, “Identification of multiple cracks from eddy-current
testing signals with noise sources by image processing and inverse analysis,” IEEE Transactions on
Magnetics, Vol. 40, N. 2, Part 2, pp. 1112 – 1115, 2004.
Haoyu Huang, T. Takagi, T. Uchimoto, “Crack shape reconstruction in ferromagnetic materials using a
novel fast numerical simulation method,” IEEE Transactions on Magnetics, Vol. 40, N. 2, Part 2, pp.
1374 – 1377, 2004.
Y. Nagaya, H. Endo, T. Uchimoto, T. Takagi, H.J. Jung, L. Bartolomeo, “Crack shape reconstruction
using ECT camera system,” SICE 2004 Annual Conference, Sapporo, Japan, vol.3, pp. 2760-2763,
2004.
G. Betta, L. Ferrigno, M. Laracca, “Calibration and adjustment of an eddy current based multi-sensor
probe for non-destructive testing,” Atti del Convegno Internazionale Sensors for Industry Conference –
SICON/02, Houston, Texas, USA, pp. 120-124, Novembre 2002.
Bibliografia
[30]
[31]
[32]
[33]
[34]
[35]
[36]
[37]
[38]
[39]
[40]
[41]
[42]
[43]
[44]
[45]
[46]
[47]
[48]
[49]
[50]
A. Bernieri, G. Betta, L. Ferrigno, M. Laracca, “An automated self-calibrated instrument for nondestructive testing on conductive materials,” Atti del Convegno Internazionale XX IEEE
Instrumentation and Measurement Tecnology Conference-IMTC/03, Vail, CO, USA, Vol. 2, pp. 12691274, Maggio 2003.
A. Bernieri, G. Betta, L. Ferrigno, M. Laracca, “A bi-axial probe for non destructive testing on
conductive materials,” IEEE Transactions on Instrumentation and Measurement, Vol. 53, No. 3, pp.
678-684, Giugno 2004.
A. Bernieri, G. Betta, L. Ferrigno, M. Laracca, “An automated self-calibrated instrument for non
destructive testing on conductive materials,” IEEE Transactions on Instrumentation and Measurement,
Vol. 53, No. 4, pp. 955-962, Agosto 2004.
A. Bernieri, L. Ferrigno, M. Laracca, M. Molinara, “An SVM Approach to Crack Shape Reconstruction
in Eddy Current Testing,” Sottoposto ad accettazione del Convegno Internazionale, XXIII IEEE
Instrumentation and Measurement Tecnology Conference-IMTC/06, Sorrento, Italia, Maggio 2006.
A. Bernieri, L. Ferrigno, M. Laracca, A. Tamburino, “A measurement system for inductance
tomography on conductive materials”, Atti del Convegno Internazionale XVII IMEKO World
Congress, Dubrovnic, Croazia, pp. 521-526, Giugno 2003.
A. Bernieri, L. Ferrigno, M.Laracca, S. Ventre, “The metrological characterization and optimization of
a low cost measurement system for inductance tomography on conductive materials”, Atti del
Convegno Internazionale XIII IMEKO-TC4, Atene, Grecia, Vol. 2, pp. 543-549, Settembre 2004.
P. Ripka, “Review of fluxgate sensors,” Sens. Actuators A., vol. 33, pp. 129–141, 1992.
S. Daróczi, J. Szöllõsy, G. Vértesy, J. Pávó, and K. Miya, “Electromagnetic NDT material testing by
magnetic field sensor,” in Studies in Applied Electromagnetics and Mechanics 8, Nondestructive
Testing of Materials, R. Collins, W. D. Dover, J. R. Bowler, and K. Miya, Eds. Amsterdam, The
Netherlands: IOS, pp. 75–86, 1995.
Z. Chen and K. Miya, “Reconstruction of crack shapes using a newly developed ECT probe,” in
Electromagnetic Nondestructive Evaluation (II), R. Albanese et al., Eds. Amsterdam, The Netherlands:
IOS, pp. 225–232, 1998.
J. Pavo and A. Gasparics, “Numerical calibration of fluxset probe for quantitative eddy current testing,”
in Proc. 8th IGTE Symp., Graz, Austria, pp. 387–390, 1998.
A. Gasparics, C. Daroczi, and G. Vertesy, “Improvement of ECT probes based on fluxset type magnetic
field sensor,” in Electromagnetic Nondestructive Evaluation (II), Albanese et al., Eds. Amsterdam, The
Netherlands: IOS, pp. 146–151, 1998.
D. Ioan, M. Rebican, and G. Ciuprina, “3D REM model of a fluxset sensor,” in Electromagnetic
Nondestructive Evaluation (II), Albanese et al., Eds. Amsterdam, The Netherlands: IOS, pp. 152–159,
1998.
A. Bernieri, G. Betta, G. Rubinacci, F. Villone, “A measurement system based on magnetic sensors for
nondestructive testing,” IEEE Transaction on Instrumentation and Measurement, vol. 49, n. 2, pp. 455459, April 2000.
A. Bernieri, G. Betta, and L. Ferrigno, “Improving nondestructive testing probe performance by digital
processing techniques,” IEEE Transaction on Instrumentation and Measurement, vol. 52, n. 3, pp. 959965, June 2003.
R. Albanese, G. Rubinacci, and F. Villone, “An integral computational model for crack simulation and
detection via eddy currents,” J. Comput. Phys., vol. 152, pp. 736–755, 1999.
A. Bernieri, G. Betta, L. Ferrigno “Characterization of an eddy-current-based system for nondestructive testing,” IEEE Transaction on Instrumentation and Measurement, vol. 51, n. 2, pp. 241-245,
April 2002.
G. Rubinacci, A. Tamburrino, S. Ventre and F. Villone, “Shape identification in conductive materials
by electrical resistance tomography”, in E’NDE, Electromagnetic Non-destructive Evaluation (VI), F.
Kojima et al. (Eds.), pp. 13-20, IOS Press, 2002.
A. Tamburrino and G. Rubinacci, “A new non-iterative inversion method in electrical resistance
tomography”, Inverse Problems, vol. 18, 2002.
G. Rubinacci, A. Tamburrino and F. Villone, “Shape identification of conductive anomalies by a new
ECT data inversion algorithm” Proc. of the 4th International Conference Computation in
Electromagnetics (CEM 2002), Bournemouth (UK), 2002.
G. Rubinacci and A. Tamburrino, “A non-iterative ECT data inversion algorithm”, Proc. of the 8th
International Workshop on Electromagnetic Nondestructive Evaluation (ENDE 2002), 2002,
Saarbruecken (D), 2002.
T. Takagi, M. Hashimoto, et al., “Benchmark model of eddy current testing for steam generator tube:
experiment and numerical analysis,” International Journal of Applied Electromagnetic Material, vol. 5,
pp 149, 1994.
170
Bibliografia
[51]
[52]
[53]
[54]
[55]
[56]
[57]
[58]
[59]
[60]
[61]
[62]
[63]
[64]
L. Urankar “Common Compact Analytical formulas for computation of geometry integrals on a basic
sub-domain in boundary and volume integral methods” Engineering Analysis with boundary Elements,
vol. 7, N° 3, pp 124-129, 1990
G. Rubinacci, A. Tamburrino, and F. Villone, “Circuits/Fields Coupling and Multiply Connected
Domains in Integral Formulations”, IEEE Transaction on Magnetics, Vol. 38, N°. 2, pp 581-584 March
2002.
Z. Chen, K. Aoto, K. Miya, “Reconstruction of cracks with physical closure from signals of eddy
current testing,” IEEE Transactions on Magnetics, Vol. 36, N. 4, Part 1, pp. 1018 – 1022, 2000.
G. Preda,.B. Cranganu-Cretu, F.I. Hantila, O. Mihalache, Zhenmao Chen, K. Miya, “Nonlinear FEMBEM formulation and model-free inversion procedure for reconstruction of cracks using pulse eddy
currents,” IEEE Transactions on Magnetics, Vol. 38, N. 2, Part 1, pp. 1241 – 1244, 2002.
S. Calcagno, F.C. Morabito, M. Versaci, “A novel approach for detecting and classifying defects in
metallic plates,” IEEE Transactions on Magnetics, Vol. 39, N. 3, Part 1, pp. 1531-1534, May 2003.
Y. Nagaya, T. Takagi, T. Uchimoto, Haoyu Huang, “Identification of multiple cracks from eddy-current
testing signals with noise sources by image processing and inverse analysis,” IEEE Transactions on
Magnetics, Vol. 40, N. 2, Part 2, pp. 1112 – 1115, 2004.
Haoyu Huang, T. Takagi, T. Uchimoto, “Crack shape reconstruction in ferromagnetic materials using a
novel fast numerical simulation method,” IEEE Transactions on Magnetics, Vol. 40, N. 2, Part 2, pp.
1374 – 1377, 2004.
Y. Nagaya, H. Endo, T. Uchimoto, T. Takagi, H.J. Jung, L. Bartolomeo, “Crack shape reconstruction
using ECT camera system,” SICE 2004 Annual Conference, Sapporo, Japan, vol.3, pp. 2760-2763,
2004.
G. Rubinacci, A. Tamburrino, S. Ventre, and F. Villone, “Volumetric Crack Detection from Eddy
Current Testing Data,” E’NDE, Electromagnetic Non-destructive Evaluation (IX), N. Bowler and L.
Udpa (Eds.), IOS Press, 2005.
Vladimir Vapnik, “Statistical Learning Theory,” John Wiley&Sons, 1998.
Boser B.E., Guyon I.M., Vapnik V.N., “A training algorithm for Optimal Margin Classifiers,” in Fifth
Annual Workshop on Computational Learning Theory, Pittsburgh, ACM (1992), pp. 144-152, 1992.
Smola J.A., Scholkopf B., “A tutorial on support vector regression,” Royal Holloway College, London
U.K, NueroCOLT Tech. Rep. London, 1998.
Vapnik V.N., Lerner A., “Estimation of Dependences Based on Empirical Data,” Springer-Verlag.
Berlin. (1982) & Data Mining. Menlo Park, CA. (1995).
Chang C.C., Lin C.J.: LIBSVM: a library for support vector machines. Software available at
http://www.csie.ntu.edu.tw/~cjlin/libsvm (2001).
171