PROGRAMMAZIONE E GESTIONE DELLA PRODUZIONE
Esamescritto: 3 problemi e 3 domande di teorie.
18/09/08
Programme obiettivi:
Elementi di comprensione dei fenomeni e delle problematiche aziendali.
Strumenti per affrontareiproblemi correnti delle gestione aziendale.
Modelli per le decisioni sperative
Argomenti:
Analisi del sistema azienda e del sistema produttivo
Obiettivi e stategie produttive
Analisi previsionale
Piani di produzione aggregati
Preparazione del lavoro
Planificazione fabbisogni di materiali e di capacità (JIT)
Programmazione attività complesse
Qualità totale controllo processo
Il sistema è la reppresentazione organica di qualunque zttivita. Esso è costituito da
un insieme di elementi che ... ma da attivita per il raggiungimento di ... resulto
comune.
SISTEMA APERTO:
input
output
un sistema fatto in tale modo è detto APERTO perchè nesuno controlla i resultati. C’è
bisogno di qualcuno che controlli che l’output sia in cortenza con gli ,obiettivi di
riferimento.
Un sistema è detto CHIUSO quando sono stati definiti degli obbiettivi. Vengono cosi
evidenziati eventuali Δ per poi apportare delle correzioni.
1
SISTEMA CHIUSO
Input
obiettivi
output
RISULTATI
ANALISI
MANAGERIALE
Δ
È necessario perciò una definizzione degli obbiettivi e una validazione continua degli
scostamenti esistenti tra risultati e obiettivi e delle loro cause. Tutto ciò per mettere in
alto un’analisi che porterà alla correzione degli scostamenti.
Gli obiettivi derivano dalle strategie e dalle politiche aziendali:
strategie di prodotto (quale prodotto)
stategie produtiv
È necessario per sviluppare le Strategie effetuare delle previsioni anche sulle base
dell’esperienze passate. Tali previsioni sono per lo più à breve termine.
Anche perciò che riguarda la programmazione finanziaria (budet) è necessaria
un’analisi continua per farsi che l’attività svolta sia coerente al risultato previsto
(working process)
Preparazione del lavoro: traduire una richiesta
Distinte base:
analizzare il disegno
evidenziare da quanti pezzi è compoto il prodotto
quali lavorazioni sono necessario per realizzarlo.
(NOMENCLATURE)
Distinte base: struttura di prodotto integrate da elementi di quantità e tempi
... di ro... : tutti i dati tecnici produttivi utili per operare (quanti, come, e in quanto
tempo)
2
INPUT
PROCESSO
OUTPUT
OBIETTIVI
Materie
Prime
PROCESSO
TRASFORMAZIONE
FATTORI
PRODUTIVI
SISTEMA CHIUSO:
BENI
&
SERVIZI
Δ
Impianti
Manodopere
Know-How
Per parlare di sistema è necessario una sorgente.
SORGENTE
STATO DEL
SISTEMA
DECISORE
(TERMOSTATO)
È importante considerare anche lo stato del sistema.
SCHEMA DEL SISTEMA LOGISTICO PRODUTTIVO DI UN’IMPRESA
DECISORE
FORNITORE
MAT
PRIME
DECISORE
LAVORAZIONE
CLIENTI
MAT
P ;F
3
Q
Q
Qmax
LR
Q(1-d/p)
Qmin
LR
p-d
tr
d
t
tc
t
T
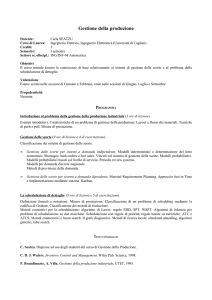
GRAFICO MAGAZZINO
PRODOTTI FINITI
GRAFICO MAGAZZINO
MATERIE PRIME
tr:tempo di risposte
Qmin:livello a cui il decisione richiede le forniture
p: velocità produzione
d velocità uscita
la scorta cresce con una
velocità ... p-d ... velocità
produzione meno velocità di
uscita.
LR = λtc
λ: consumo nell’unità,di tempo
Q : quantità che mi prefippo di produre
La quantità che ho in magazzino e ... a ... quantità ... meno la quantità che ho
consumatonelperiodo t di produzione.
Q-(Q/P)xd = Q [1-(d/p)]
Q/P : pezzi prodotti nell’unità di tempo
T= Q(1-d/p)
d
4
T: tempo per ... la scorte.
Ipotesi ideale perchè si prsuppone una domanda costante.
Si può perciò affermare che il flusso informativo parte dai CLIENTI ossie della
DOMANDA
19/09/08
Politico di acquisto:
CTG = C1 + C2
CTG: costo gestione materie
C1: costo costo emissione ordini
C2: costo di mantenimento
C1 = CE x D/Q
D: domanda
Q: quantità ordinata
CE: costo unitarion amini steativo
VU:volore unitario di prodotto
Q/2
C2 = i x VU x Q/2
CHT: costo dell’unità di
mantenimento anno
CMT
Grafico merce magaz
i = i1 + i2
i1: sintesi costo magazzinoggio
i2: sintesi immobilizzo:
se chiediamo prestiti è il costo / il tasso di interesse
se uso denaro proprio pago un costo opportunatà
i2 è ... quando hauna credibilità finanziare l’azienda.
costi di immagazzinamento:
1.
2.
3.
4.
affito / ammortamento
gestione
assicurazione
deperimento / obsolescenze
Costo totale di immagazzinoggio
i1= costo totale immagazzinaggio = Ct
valore tot merci gestite
Vt
CTG = CE D+ CMT x Q (1- d)
Q
2
p
Cerco il minimo :
dCTG = CE D + CMT ( 1- d) = Ø
dQ
Q2 2
p
Q2 = 2 CE D .
CMT (1 – d)
p
Q* = +√ 2 CE D .
CMT (1 – d)
p
5
23/09/08
STATISTICA INDUSTRIALE
Statistica induttiva : analisi della produzione partendo da un campione
rappresentativo. Più rapida di quella descrittiva.
- Il campione casuale: deve far parte di un univero omogeneo, ciò è prendo in
considerazione una macchina per volta, un processo per volta,caratterizzato
dalle 4M:
man
machine
4 M parametri processo che lo influenzano e lo determinano
metode
material
- Il campione deve essere causale, ciò è prelevato attraverso una procedura
che rende possibile che tutti gli elementi vengano scelti con la stessa
probabilità.
Esso è costituito da tanti valori di ma variabile causale.
Una variabile causale, può essere discreta o continua.
Essa è sempre definito in un intervallo, ma:
o La discreta : può assumere un n° finito di valori in tale intervallo. ( valore
diametro)
o La continua : può assumere un n° infinito di valori nell’intervallo di definizione.
(n° di pezzi di scorto)
Le classi hanno il limite superiore aperto. Due classi successive hanno il limite
superiore e quello inferiore coincidenti.
Classe A: [ 1 – 3)
Classe B : [ 3 – 5)
-
-
Frequenza assoluta: quante volte compare tale elemento nella mia campione
Frequenza relativa : è il rapporto tra la frequenza assoluta e il n° di elementi.
Frequenza cumulata : è data della frequenza della classe sommata alle
frequenze precedenti.
Frequenza retrocumulata: è data dalla somma delle frequenze delle classi
succesive.
Valore centrale: di unaclasse è il valor medio della classe
Vfin - Vinz
2
6
-
Media
n
Σ xi
X = i=1
n
-
Media ponderata
n
Σ xjfj
j=1
X=
n
Σ fj
j=1
-
Varianza (δ2): entita della disperzione dei valori reispetto alla media.
δ è la distanza tra la media e il punto di flesso della curva gaussiana
Σ(xi – x)
δ2=
n
j
Σ(xj – x) x fj
j=1
δ2=
j
Σ fj
j=1
Carta degli sponti:
variabile causale : è il parametro che misura / rappresenta il fenomeno che stiamo
studiando.
E detto causale poichè ad ogni valore della variabile è associata un valor di
probabiltà del verificarsi di tale valore.
Postulato empirico del caso : dice che il limite della frequenza relativa per n che
tende all’infinito tende alla probabilità.
7
Probabilità è il rapporto tra n° di casi favorevoli su n° casi possibili.
Essa può essere ... attraverso il:
reprendre cours poli
Teorema della probabilità totale
Dati 3 eventi E1, E2, E3
Con probabilità p1, p2, p3
p(E1 o E2) = p1 + p2 – p1,2
p(E1 e E2) = p1 x p2
Teorema della probabilità composta
distribuzione:
contesto binomiale (si verifica uno o l’altro) i due eventi si escludo a vicendo
estrazioni indipenti insersco pezzo.
Es : produco pezzi : probabilità pezzo buono: p
p+q =1
Probabilità pezzo scarto q
Se estraggo n pezzi qual è la probablità di travar... x di scarto?
Pn,x = ?
x
n
Pn,x =
Distribuzione binomiale
x
n
px . qn-x
n!
=
.
x! (n-x)!
Media : X = n.p
Varainza δ2 = n.p.q
Teorema del limite centrale
Ata una distribuzione qualsiasi, di una certa media X e di una certa varianza δ 2,
estraendo dei campioni di numerosità n (abbastanza grande), la distribuzione delle
medie campionar... appromma ad una gaussiana
X la medie della distribuzione è uguale alla medie delle medie dei campioni.
La dispersione o varianza dei campioni sara δ2 della distribuzione ridotta di n : δ2/ ...
8
caratteristiche Gaussiana:
Simmetrica
Rappresenta tutti i fenomeni causali fisiologici.
25/09/08
Per p 0 la binomiale si trasforma in:
Poissoniana
Nuovamente per n ∞ (molto grande) la poissoniana può essere rappresentata con
una gaussiana.
µ = δ2
La curva Gaussana è detta anche funzione di densità di probabilità.
Tutte le curve poissoniana possono essere ricondotte a una funzione gaussana
standardizzata.
Tale gaussiana standizzata utilizza una nuova variabile.
x-µ
Y=
δ
9
... è caratterizzata da:
µ=0
δ=1
passante per l’origine
Come si calcolano le area?
Es :dato un valore standard del diametro di una vite (vis) = 10 mm e data una
tolleranza di 0,5. Qual è la probabilità che il pezzo prodotto sia conforme agli
standard?
X1 = N - 0,5 limita toleranza inferiore
X2 = N + 0,5 limita toleranza superiore
La fonzione in y passa da:
(A+A1) – ( 1-( A+A1)) = A + A1 – 1 +A+A1 = 2 (A1+A)
Se Y1 e Y2 non sono simetrici.
10
Esercizio :
Un processo produttivo sotto controllo presenta tali caratteristiche :
µ = 220 e δ= 15
A. la tolleranza stabilita sono 220 +/- 40
Quale percentuale di pezzi difettosi usi può ....
Le percentuale di pezzi difettosi sarà
q = 1 – p (180<x<260)
Y1 = 180 – 220 = - 2,667
Y2 = 260 – 220 = - 2, 667
15
15
B. Tolleranza stabilite 220 – 30 e 220 + 40
Qual èla probabilità di trovare pezzi difettosi?
q = 1 – p (190<x<260)
Come si calcolano media e varianza?
E necessario partire da un campione di 100 pezzi
11
30/09/08
Lead time: periodo di risposta.
Nel momento di avvio della domanda di approvigionamento è presente una quantita
q pari alla quantità. Una verrà usata nel lead time più una quantità di sicurezza.
STRATEGIE di PRODOTTO
Per individuare una strategia di prodotto bisogna:
Analisi di mercato per individuare esigenze non soddisfalte che possono
suggerire le funzioni del nuovo prodotto – sviluppare ed introdurre n.p
Sviluppare e introdurre le funzioni nel nuovo prodotto
Inquadramento del ciclo di vita del n.p per intervenire opportunamento nelle
varie fasi col marketing mix
Nella fase finale di crescita introdurre nuovo prodotto per battere gli
inseguitori.
LE TIPOLOGIE PRODUTTIVE
p.11 15
CLASSIFICAZIONE DEI SISTEMI PRODUTTIVI :
p.16 17
CLASSIFICAZIONE DELLE TIPOLOGIE DI PRODUZIONE MANUFATTURIERA
p.18 19 s
MONTAGGI p.20
SCELTA DEL PROCESSO p.21 25 e p.31 43
CICLO ECONOMICO p.29 30
12
13
2/10/08
PREVISIONI
ROI ( Return on Investment) = PO/CI
PO= profitto operativo / profitto primo di sottrarre gli oneri finanziare
CI= immobilizzazioni nette + capitale circolante netto
Le strategie sono le linee d’azione che è necessario seguire per raggiungere gli
obiettivi.
Strategie MARKETING strategia di prodotto
Strategie FINANZIARE riguardano in primo luogo la stature del bilancio aziendale.
Lo stratega finanziari cerca i finanziamento e lo investe nel modo più redditizio.
Tuttavia per prendere delle desinari bisogna fare delle previsioni circa ricavi e costi e
investimenti necessari.
Previsione delle DOMANDA P97
La DOMANDA è influenzate da elementi esterni all’ azienda come il ciclo economico,
le decisioni dei clienti.
14
Ma esse è influenzata anche da elementi interni all’azienda e al prodotto come FASE
DI VITADEL PRODOTTO, QUALITA.
Risulta perciò impossibile a causa dell’ elevata numerosità di elementi che
influenzano la domanda trovare dei modelli matematici per valutare la sua variazione
futura che li prendano tutti in considerazione.
Si fa perciò rifermento alle variazione delle domanda in funzione del tempo (Serie
evolutiva temporale)
Una serie storica di dati puo essere rappresentate graficamente:
La tendenzo (T) generale della domanda, che pio essere zero o differente de zero,
dipende della forse del ciclo di vita delle di vita del prodotto.
All’ interno delle tendenze di fando sono riconoscibili delle variazioni che sono delle
variazioni stagionali (S).
La componente adica della domanda è contente nelle tendenze o trend, che è
tangente alla curve della domanda.
Ε componente causale che fa variare nel brove termine la Tendenza, la Domanda. Ε
essendo causale se si fanno le medie esse si compensa.
Date e trovate le 3 componenti:
-
TENDENZIALE (T)
15
-
STRAGIONALE (S)
-
CAUSUALE (ε)
Si possono individuale delle relazioni
Xit = Tit +Si +εit componente stagionale additiva
Xit= Tit * Si +εit
componente stagionale moltiplicativa
Si presente solo il pedice i, indicante il periodo dell’ anno, perché esse si presenta
ogni anno in mamiene uguale salvo delle variazione dovuti alla varianza causale ε.
Modello additivo:
Ci troviamo in una serie con componente stagionale additive se gli inviluppi dei picchi
positivi e negativi dela domanda sono paralleli alla tendenze delle domanda.
Modello moltiplicativo:
ci troviamo in uno serie con componenti stagionale moltiplicativa se gli inviluppi dei
picchi sono divergenti o convergenti.
Divergenti = crescite
Convergenza = decrescente
16
Non può essere modello moltiplicativo se la tendenza è crescente e la stagionalità
convergente. In tale caso infatti il modello è additivo e la convergenza dipende della
componente causale.
Come fare una previsione delle DOMANDA
1. studiare i dati stonici trovate grafico
2. Individuare le componenti del modello matematico:
-
trend
-
componente stagionale
-
tipo di componente stagionale
-
componente console
3. calcolo della componente stagionale P 37-45
-
calcolo la media mobile dei picchi per trimestri
-
calcolo della media due a due delle medie a quattro
-
in tale modo si trova la media centrale
Nel modello additivo tolgo Tit (media centrale)
-Tit + Xit = Tit +Si +εit – Tit
Nel modello moltiplicativo divido per Tit
(Tit*Si+εit)/(Tit) = Xit / Tit
Sit + (εit/Tit) = Xit / Tit
4. Destagionalizzare i dati storici
Se faccio la media delle 4 Si dovrebbe essere 1.
17
5. Individuazione del modello (interpolazione o exponential smooting)
* Riporto su un grafico i dati destagionalizzati su di un grafico:
-
se l’interpolante è retta allora un equazione del tipo:
y=bxi+a
εi (yi-yi*)=min equazione per trovare INTERPOLANTE OTTILALE
Ovvero la sommatoria degli scarti al quadrato è minime e in tale modo l’interpolante
sarà la più prossima alla condizione reale.
Ε(y-y*)2= min
sostituisco y* con bxi+a essendo y*=bxi-a
derivo per trovare il min rispetto ad a ed a b
PREVISIONE
Per calcolate la previsione si calcola partendo dall’equazione interpolate in tale
modo.
Previsione 17° periodo:
y= bx+a
y17= b17+a
P17= y17+S1* aggiungo la componente stagionale perché cerco previsione periodo
inferiore a un anno.
P(t+1) =y17 + y18 + y19 + y20 previsione anno successivo non vuole stagionalità.
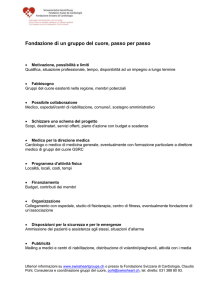
LIVELLAMENTO ESPONENZIALE EXPONENTIAL SMOOTTING
S1
0
St
t
18
E un modello che parte da una MEDIA
PONDERATA (St)
St=αSt + (1-α)St-1 viare dato maggior peso al dato recente
Si parte dei dati destagionalizzati in modo che sia possibile dimensionata il modello.
Variazioni che possono essere notate sui valori destagionalizzati sono dovuti alla
componente causale de .. è ancora presente nel dato.
Se calcolo
In presenza di un trend i dati formiti dal modello del livellamento esponenziale
presentammo sempre una variazione.
Percio è necessaria una coverzione:
Dobbiamo pero prevedere una VARIABILITA del TREND (T) e percio per renderao
variabile considereremo non piu T o Tt ossia la variazione del trend nel tempo
Per la previsione normale pongo L=4 (4 trimestri)
Le previsioni per ciascui periodo vengo calcolate per differenza di consultivi di
differenti periodi
21/10/08
Schéma p 99
Schéma routing p 101
Nomenclatura p 102
Fare in casa o acquistare p 108
Cours dans ex p 106 – 109 e 112
Tipi di produzione :
Gli ambienti di produzione possono essere di 3 tipi :
1. produzione standard : con presenza di magazzino e programmazione in base a
previsione
2. produzione standard + nuovi prodotti: produzione più vicina alla realtà. Es:
produzione su commessa. Ciò deriva la necessità di prendere continuamente
delle decisioni ROUTING
3. prodotti nuovi.
PPA: programma di produzione agreggata, che aggrege tutti i prodotti.
MPS: (master production schedule) disagregga la produzione dei diveri prodotti.
19
MRP: (material requirement planning) ... il prodotto nelle sue componente ed è
affiancato al CRP.
Scheduling: obbiettivo produzione che informa come vengono utilizzate le risorse e
quando vengono iniziate le lavorazioni e quando queste si concludono.
Schéma p99
ROUTING:
1° fase: ordine cliente di un prodotto non a catalogo. Vengono cosi analizzati i
disegni costtentivi.
2° fase: nella analisi dei disegni viene esploso il prodotto nelle sue componenti
(distinta base). In tale modo vengono indentificate le provvigioni esterne necessarie
le lavorazioni che saranno effettuate durante le produzione e le operazioni di
assemblaggio.
Nella distinta base integrata presenta sia i tempi di lavorazione sia i tempi di
approvisionamento ... i tempi di risposta.
3 fase: analisi make or buy
Tale analisi prevede una valutazione delle due differenti possibilità:
MAKE
prevede preenza di mecchinari (tale presenza determina un costo fisso se il
macchinario deve essere acquistato ... a un costo variabile.)
CTM = CF + Cv . Q
Schema
BUY:
il buy determina un solo costo variabile legato alle quantità.
CTB = P . Q
Per decidere calcolo la quantità di indifferenza
P.Q = CF + Cv . Q
Q = CF / ( p – Cv )
Si il fornitore applica uno sconto dispartita, la retta d’acquisto cambiera
Schema
Il MAKE a differenza del BUY che determina una quantità/ ordine d’acquisto, prevede
decisioni più complesse, dovute e legato alla produzione dei pezzi.
4° fase:
20
analisi definizione del MIX:
tale definizione è legata sia ai:
vincoli di mercato
vincoli tecnologici
in particolare il processo decisionale prevede la scelta di un criterio decisionale
Es: dete due soluzioni MAKE (A e B) di tale tipi (vedi fig)
Schéma
A CTA = CFA + CvA . Q
B CTB = CFB + CvB . Q
Cu (costo unitario)= CT / Q
Q* = (CFB – CFA) / (CvA – CvB)
criterio costi
Oltre a un analisi dei costi è necessarioun analisi di tempi
A TTA = TPA + TvA . Q
B TTB = TPB + TvB . Q
Q = (TTB - TTA) / (TvA - TvB)
criterio tempo
Per la definizione del Mix è perciò necessario massimizzare la funzione
Max z = z1 . x1 + z2 . x2
Scan
Tracio parallele a z. Soluzione ottimale nal punto di tangenta di una parallela a z ala
borto dell’area delle soluzioni possibili.
Per trovare il valore della soluzione ottimale è necessario trovare le coordinate di
A ( x1A ; k2)
B ( x1B ; x2B)
A ( k1 ; x2C)
E sostituito in z = z1 . x1 + z2 . x2
Calcolando zA , zB , zC
Può accadere che zA o zB o zC sono uguali e perciò ... moltissime soluzioni ottimali
che saranno tutte quelle rappresentate dal segmento.
21
Tempo residuo :
per calcolare le disponibilità ... delle macchine è sufficiente calcolare sostituendo le
coordinate del punto ottimale nelle eq delle macchine, il valore del tempo impiegato.
Inseguito con una semplice differenza tra il tempo impiegato e il tempo disponibile si
trova il tempo residuo.
28 /10/08
Redazione di documenti
Documenti relativi a:
-
ORDINI di produzione
ORDINI di acquisto
La programmazione della produzione si conclude con lo SCHEDULING
DIAGRAMMA DI GANTT o DIAGRAMMA DI SCHEDULING.
Lo SCHEDULING rappresenta l’obbiettivo con cui confrontare effetti vamente la produzione,
l’avanzamento delle produzione. Esso rappresente de una parte le risorse usate (machine operei)
anche le varie farsi e la durante delle farsi.
Utile per OTTIMIZZARE L’ORGANIZZAZIONE e il CONTROLO.
Il tutto so conclude con il LANCIO della produzione (DISPATCHING).
22
P.P.A = PROGRAMMA di PRODZIONE AGGREGATA
tale programma che assemble tuttii prodotti rappresentamo quest’ultimi in termini di mono
d’opere diretto o automatice, viene calcolato ogni mese.
O meglio i prodotti sono rappresentati in aggregato in manere omogenee secondo l’elemento
distintivo il parametro distintivo del reporto. (MOD, mat.primo, n° pezz)
1) devo comprendere se ho la capacità produttivo per modaislere la produzione
programma:
BUDGET VENDITE – POLITICA SCORTE – BUDGET PRODUZIONE
Come si passa del budget di vendita al budget di produzione?
-
budget OPERATIVO riflette l’operatività caratteristica dell’azienda
BUDGET VENDITA POLITICA SCORTE BUDGET PRODUZIONE
Se la POLITICA SCORTE è piatto Budget produzione
Se si verifica un DEFICIT di SCORTE BUGET VENDITA < BUDGET PRODUZIONE
23
Se si verifica una situazione di SCORTE in SURPLUS BUDGET VENDITA > BUDGET PRODUZIONE
Ma come si realizza il budget PRODUZIONE?
Esso indica il costo della quantità di produzione che vendiamo, esclude il costo amministrativo e
commerciale.
BUDGET VENDITA – BUDGET COSTO del VENDUTO = MARGINE CORDO
MARGINE LORDO – BUDGET COSTI AMMINISTRATIVI e COMMERCIALI = UTILE LORDO – tasse = UTILE
NETTO (incremente i capitale proprio se non viene distribuito).
24
BUDGET d’ESERCIZIO = BUDGET OPERATIVO – BUDGET FINANZIARI
attivita operative e finanziane
BUDGET FINANZIARI = BUDGET di CASSA + BUDGET INVESTIMENTO
FATTI FINANZIARI sono camessi allo steto patrimoniale, ovvero presi, creativi, che attivano flussi
di denero. Essi portano variazioni allo stato Patrimoniale nascono debiti e si accescono gli imobilizzi o
vice verse.
FATTI MONETARI quelli che variamo la cassa e che varsano lo stato patrimoniale
queli che damo origine a COSTO e RICAVI i costi indica l’intilizzo di un fettore
produttivo RICAVE è un flusso positivo di danero “POTENZIALE”
Fare il Budget voldite redigere un BILANCIO PREVENTIVO. I budget vanno a definire gli obbiettivi e i
programmi .
Identificata la domanda vengano valutete le risorse necessarie per produrea. Esse vengono
confrontate con le SORSE DISPONIBILI e se cio non fosse è necessaro rudividuare n programma di
amnento delle capacità attraversa:
25
-
straordinari
variazione forze lavoro
subappalto
variazione capacità
04/11/08
L’azienda ha una capacità, che si può espandere e una capacità estaerna con il
subappalto
Se il mix è eteroeneo per calcolare un budget è necessario indivuduare un elemento
che rappresenti la produzion in maniere omogenea.
PIANO AGGREGATO stabilisce come l’azienda affronterà una domanda prevista
(MOD...)
Ma prima di redigerei il piano aggregato come si possono valutare la capacità di
un’azienda?
La capacità h. Macchina è data dalla capacità della macchina che rappresente il collo
di cotiglia.
È necessario perciò individuare la “sezione collo di bottiglia”
Se la sezione limitante la capacità è rappresetata da ad es. MOD come faccio a
valutare la capacità?
CALCOLO CAPACITA PRODUTTIVA IN TERMINI DIMANODOPERA
W: n° di operai
S: n° srttimane lavorative
Ore disponibili teoriche:
H = W x WH x S
Tali ore teoriche devono essere modificate tenendo conto della possibile inefficienza
e del possibile assenteismo.
Ore effetivamente disponibile:
H’ = H xE x (1-A)
E: efficienze
A: assenteismo
E = HS / X’
HS : tempo impiegato a produrre un volume X
26
X’ : ore effettivamente presenziete
A = (H – X’) / H
coefficiente riduzione per assenteismo
Se la sezione limitate la capacità è rappresentate da W macchina, come voluto la
capacità?
CALCOLO CAPACITA PRODUTTIVA basate sulle H macchina
M : n° macchine disponibile dello stesso tipo nella sezione collo di bottiglie
WH : n° di W lavorazione settimanali
S : n° settimane lavorative annue
Ore teoriche disponibili:
H = M x WH x S
Ore effetivamente disponibili:
H’ = H x D
D : disponibilità effetiva dei macchinori
D=
( MTBF)
(MTBF + MTTR)
D : coefficente di disponibilità
MTBF : mean time between faillure (vita media)
MTTR : mean time to repair (tempo medio riparazione)
Tipi di manutenzione:
emergenze
peribolica : indipendentemente dallo stato della macchina
preventiva : giusto prima che si rompe secondo la stato delle macchine
produttiva : approffitto del guasto per variare la mia produzione
METODO GRAFICO PER I PIANI AGGRAGATI:
1. graphico:
ascisse : cumulata giorni produzione
ordinata : cumulata domanda
27
2. selezione di una strategia ( es. Faccio variare produzione con il variare della
domanda)
disegno sul grafico cumulata produzione per il piano di prova
3. confronto domanda – produzione
con evidenza delle scorte
4. calcolo costo piano di prova
costo piano = costo manodopera ordinara + costo manutenzione
5. modifica del piano
cambio / modifico metodi produttivi e proseguo con p.ti 2,3,4 per valutare il nuovo
piano.
6. confronto economico dei diversi piani e scelta del piano più economico
Le scorte di sicurezza finale fa si che le curve d
6/11/08
MPS (piano principale di produzione)
Dopo aver calcolato il PPA, in cui i prodotti sono considerati in modo omogeneo, è
necessario “...” la produzione nei vari prodotti eterogenei e calcolare e valutare
ciascuno di essi ettraverso una analisi ABC o Analisi di PARETO, che porta a stailire
il valore, il ruolo decrescente svolto dai prodotti.
L’ABC cerca di stabilire in un mix eterogeneo l’importanza decrescente dei prodotti
(analisi di pareto)
Essa si può aferire al:
28
valore
frequenza
n° % di difetti
Vengono individuate 3 classi di prodotti:
A 20% prodotti producono l’80% del fatturato
B ...
C ... il 5% del fatturato
Assegnare la capacità di produrre fatturato a ciascun prodotto e individuare le varie
classi vuol dire fare: l’MPS ( master production schedule) o meglio di produzione (
piano principale di produzone
MPS parte depprima dalla quantità che si vogliono produrre per poi arrivare a
calcolare le risorse da esse assorbite
Come faccio a stabilire quale prodotto tra due con un debole rendimento devo
produrre?
Attraverso il Modello di Vezsony
G MODELLO VAZSONY
G
F
M
A
M
G
L
D
100
500
300
350
500
400
400
pm
400
400
500
450
450
400
300
TOT DOM<= TOT PM
PER APPLICARE IL MODELLO Vazsony devo sempre essere in grado di soddisfare
la domanda o con le scorte o con la capacità produtiva
G
F
M
A
M
G
L
D
100
500
300
350
500
400
400
Pm
400
400
500
450
450
400
300
peff
200
400
350
450
450
400
300
PRENDRE CALCULS SUR CRIS ET DEMANDER EXPLICATIONS
29
MRP ( MATERIAL REQUIREMENT PLANNING)
L’MRP definisce un programma di riapprovigionamento delle materie necessarie e
delle lavorazioni richieste per la produzione
Lo scheduling è alla base della verifica dei risultati, individuando la diverse fase di
produzione
L’MRP è nato con l’avento dei computer ad accesso casuale.
Esso permette una riprogramazione veloce.
L’MRP è
costituitp da 2 sezioni parallele l’una legata alle materie l’altro legata alla capacità
CRP
MRP2 = MRP + CRP analisi completa di fattibilità sulla case delle materie
disponibili e capacità disponibili
CRP si base sul planning dei cicli ci lavorazioni necessarie alla produzione.
30
La dinstinta base ci permette nelle lavorazioni standard di colcolare la quantità
necessaria per la produzione richiesta. Tuttavia poichè approvigiono secondo le
quantità ... , avrò sempre un magazzino ed è perciò necessario valutare inizialmente
la situazione d’inventario
Analisi situazione inventario:
D = OH- SS – GA + OO
D : q. Disponibile
OH :on hand
SS : scortedi sicurrezza
GA: già assegnato
OO : on order : quantità che si rende... disponibile
Tali quantità sono influenzate dal lotto tecnico economico
FL – D = FN
FL: fabbisogno lordo
D : disponibilità
FN: fabbisogno netto
Il FN si confrona con il lotto economico, allora potrà accadere che:
FN > LE e ordinerò FN
(nel caso in cui il LE di appro è 100 e il FN è 150 appri 2 x LE = 100 x 2 = 200)
(nel caso in cui il LE di produzione è 100 e il FN è 150 io produco esattamente 150)
FN< LE e ordiner{o il LE ( sia in produzione che in appro)
Fattibilità del CRP :
si consideremo tutti gli ordini caricati in un certo centro a cui si ... gli ordini precedenti
e si valuta se attraverso la capacità ordinaria (lavoro ordinario) e la capacità
stradinaria ( lovoro straordinario) sono soddisfattibili. Seciò fosse si posso
derettamente al carico d’ordini.
Scorte di sicurezza: serve a far fronte a una domanda non previsto.
Affianco alla verifica di capacità e di disponibilità si fa un programma backward
scheduling
31
Esso parte da un programma che avalizza le fasi di produzione calcolando il tempo
necessario per effetuarle l’analizzando cosi l’avanzamento della produzione e
undividuando l’intero tempo di produzione. QST. Programma è detto foward
scheduling.
Le beckward si ottiene riselendo il foward.
13/11/08
GESTIONE SCORTE CON DOMANDA PROBABILISTICA
Domanda è probabilistica sempre in un magazziono di prodotti commerciali sempre
in un magazziono dei prodotti finiti
Tc tempo consegno
32
Se nel periodo di consegna la domanda fosse maggiore di quella previst, per evitare
una rottura delle scorte è necesdsario dimensionare una scorte di sicurezza.
Per dimensionare la scorete di sicurezza è necessario :
1. Conoscere la domanda media ( scanner Xbarre) nel periodo (unità di tempo)
considerato
2. Il tempo di consegna per calcolare la domanda medie nel periodo di consegna
e lo scarto quadratico medio o varianza
3. Fissoun livello di servizio (%) che indica la probabilità che la domanda (X) nel
periodo di riordino sia inferiore alla disponibilità nel momento di riordino (al
livello di riordino Xr)
4. Calcolo Xr (avero livello di riordiono) sapendo:
18/11/08
LS (livello di servizio)
Indica la probabilità che la domanda sia soddisfatta.
Se la domanda assumesse il valore medio (xbarre) allora Q* (lotto economico) mi
permetterebbe di avere ottenre una disponibilità pari a quella di inizio periodo.
33
XS scorta di sicurezza e quella quantità di prodotto che devo avere in aggiunta
alla domanda media Xbarre per sodisfare il livello di coordino individueto (LS)
trasformo nel valore normalizzato
:
qual è il costo di gestione con domanda probalistica?
Magazzino commerciale
CR = costo di rottura varie a seconda delle situazioni che si presentano (non riesco a
soddisfare la domanda, con conseguente o pendite della vendita o necessaria
applicazione dello sconto, perdita di un cliente.)
20/11/08
Progrmma ordini di produzione
Loading
Priority sequencing (sequenza degli ordini)
Detailed scheduling
Expediting
PRIORITY SEQUENCING:
34
ordinie di eseguimento ordini
i criteri per lo scheduling delle attività da svolgere nei centri :
Urgenza minima
U ,= tconsegna – tlavorazione
Vengono cosi lanciati in produzione quelli prodotti con urgenza min
Minimo tempo di lavorazione
Copertura di scorte
Si attiva la produzione di quel prodotto che ha la minima quatodi scorte
Minima data di consegna
Molto simile all’urgenza ma non tiene conto del tempo di consegna
IU =
Indice di urgenza
tempo mancante alla consegna
Tempo di lavorazione
IU < 1 indica ritardo
FCFS ( First Come First Severed)
DIAGRAMMA DI GANTT
Permette la visualizzazione da livello e ordine di utilizzo delle risorse
Visualizzazione scheduling
Schema
Programazione temporale con visualizzazione degli impeghi delle risorse
Attivo la produzione di modo teale che il prodotto risulti disponibile proprio nel
momento in cui serve
Dato un calendario di consegna
WORK CENTER
JOB
A
DUE
LATE
297
1
2
3
4
5
2
2
4
4
4
35
C
298
4
4
6
6
2
B
299
6
4
6
6
_
F
299
2
2
4
4
6
IL programatore deve partire della fine della produzione e ... questa arriva alla
programmazione
BACKWARE SCHEDUL
Il diagramma di gantt viene costruito a partire dal termine delle operazioni
Tc = Tl + U
Tempo di consegna
tempo lavoro
urgenza
Se il Tl dell’operazione precedente supera l’urgenza (U) delle operazione successiva
ho ritardo
L’ALGORITMO DI JOHNSON
Compito
1
2
3
4
5
6
Tl A
3
5
9
1
12
6
Tl B
2
4
7
3
8
10
Come si ordinaro i compiti in maniera ottimale
Caso 2 lavorazioni:
si individua il campito che ha il minimo tempo
se questo è relativo alla prima lavorazione lo metto in prima posizione
se è relativo alla 2° lavorazione lo posiziono al termine della sequenza
Sequenza ottimale: 4 – 6 – 5 – 3 – 2 – 1
L’algoritmo di johnson mi permitte di minimizzare i tempipassivi
Caso piu di 2 lavorazioni:
per poter applicare la regola precedente bisogna ritornare ad avere 2 centri ( 2
pseudo centri)
Se max (2° lav) <= min (1° lav / 3° lav)
36
Posso applicare la regola precedente
La nuova tabella con 2 pseudo centri sara cosi costruita:
prendre exemple poli
CAMPBELL – DUDEK – SMITH ( algoritmo “CDS”)
Quando ho molti centri (n) e molti compiti (n) come devo organizzare la produzione?
4 procede per tentativi:
considerando come centri:
1° e n centro e applico Johnson calcolando il tempo di produzione T
1 + 2 e n + n-1 centro e applico johnson calcolo il tempo di produzione T
......
Cosi via
Scelgo la sequenza che mi da il minor tempo
Tempo standard = tempo ciclo + interruzioni fisiologiche
Interruzioni fisiologiche: si fa una analisi delle interruzioni della quale deriva il calcolo
del rendimento dei centri
25/11/08
TP : tempo preparazione
MF : operazioni svolte dell’operatore a macchina forma per attivare la produzione
TM : tempo macchnine che è costante
ML : operazioni svolte dall’operatore mentre la macchina è attiva
37
Mentre TM è costante poiche dipende della sola macchina, MF e ML variano in base
all’esperienza dell’operatore; è necessario cosi individuare il tempo normale per
svolgere tali operazioni e trovare un valore medio.
In meccanica la velocità media era indicata con 100 (max 133)
133 T = 100 MF T = MF (3/4)
Operaio esperto impiege ¾ di tempo a svolgere un operazione
Svolte le operazioni su una stessa macchina l’operatore puo passare a una
macchina che lavora in parallelo
Il Tc non è realizzabile perchè ci saranno pause, tallentaneti etc
Devo perciò studiare le interruzioni e moltiplicare Tc per un fattore che mi permette di
calcolare il TR (tempo reale di lavorazione)
TEORICA DELLA OSSERVAZIONI ISTANTANEE (work sampling)
Osserva il posto di lavoro e individua:
Fasi attive
Fasi passive (gesto, assenza aperatore)
Non ci sono mezzi di mesura (vantaggio).
In un ciclo di osservazioni si controllano differenti pestezioni
Bisogna ... le osservazioni, individuando casualmente (con numeri casuali) l’istante
dell’osservazione. In via pratica, si casualizza l’istante di inizio del ciclo
38
Fasi attivita
Fasi inattività
Tipo 1
Tipo 2
Tipo 3
n n° di osservazioni
percentuale inattività :
p1 = n1 / n
n1 n° di fasi inattività
S : precisione che si vuole attenere nel cacolo
N : n° totale di osservazioni per ottenere una data precisione
Giorni
T
inattività
pi
Σp
1
n
n1
n1/n
n1/n
2
n
n2
n2/n
(n1+n2)/n
Riportando p e N nella formula:
39
valuto i risultati ottenuti verificando che S sia veramente quella desiderata
Se ciò accadesse vorrebbe farse indicare masistematicità nelle osservazioni non
considerata
I dati anomali individuati del grafico di controllo vengono eliminati dal calcolo e nei
casi concreti sostituiti
Perciò per calcolare il TC sitiene conto della p trovata
27/11/08
JUST IN TIME:
principi del JIT:
1. Sistema Pull : della produzione push alla gestione della produzione di tipo
PUL L. E la domanda che tira e determina la produzione : della produzione
alla fornitura di MP. Opposto produzione standard
2. Riduzione del tempo di attraversamento: il tempo impiegato dal flusso delle
“MP” a diventare prodotto finito viene minimizzato (no scorte)
3. Riduzione set-up :maggiore flessibilità nella risposta ad una domande il cui
mix varia nel tempo. Viene n’dotto il set-up time con accorgimenti tecnici e
senza variare il lotto
4. Livellamento della produzione: significa analizzare il mix mensile e riportarlo
giornalmente. Sempre nell’ottica di renderepiu flessibile la produzione. Es:
15% A produzione mensile allore A deve essere il 15% anche della
produzione giornaliera.
40
Livellamento giornalero = livello produzione mensile
Giorni lavorativi
5. Bilanciamento linee di produzione: una linea di lavorazione è costituite de una
serie di macchine che esguono le diverse fasi di durata t disposte nelle essata
succesione di lavorazione. Nota la durata di ogni processo ti si conosce TT del
ciclo di lavorazione, decido quante unite voglio fare uscire in un tot tempo e di
conseguenza si progetta la linea.
TC della linea bilanciata ovvero il tempo che assegno ad ogni stazzione
data/stabilità una velocità di output
I parametri in gioco nel cilanciamento sono:
Tempo disponibile della programmazione TD
Il TT del ciclo di lavorazione Σti
L’output rate (OR) n° di pezzi nel tempo TD
Tempo ciclo della linea bilanciata TC
TC = TD
OR
Noto TC si puo determinare il n° di stazioni (insieme di fasi di lavorazione) della linea
bilanciata
TT = n ,m
NS = n+1
TC
Bisogna poi verificare che n+1 stazioni siamo realizzabili, si puo vicevare l’efficienza
della linea
Eff = TT
per mifliorare l’eff ci potrebbe aumentare il TC
TC.NS
6. Ristrutturazione dei LAYOUT(posizionamento) :riorganizzazione della struttura
(posizionamento macchine) del sistema, per ridurre tempi morti
7. Operai polivalenti
41
8. Assicurazione qualità: controlli continui attraverso autocontrollo e autonomia di
intervento (esiste un elemento jocker che sostuisce gli altri) manutenzione
preventiva
9. Manutenzione preventiva e produttiva (TPM) : tipi di manutenzione:
Emergenza
Programmata
Preventiva (che è basata sui ... trasolittori che indicano lo stato di
alute della macchina
Produttiva (TPM) (total productive maintenace) miglioramento
della qualità della macchina di modo tale che esse sia piu
produttiva
SISTEMA KANBAN:
il sistema KANBAN è un distema di gestione della produzione in JIT
il sistema kanban è un sistema di informazione per controllare ... la quantità da
produrre in ciascuna fase di lavoro
SISTEMA CARTELLINI:
KANBAN di prelievo : quantità deve essere prelevata
Kanban di ordine produzione: indica la quantità da produrre
CONFRONTO TRA I SISTEMI:
la gestione della produzione determina la logistica, studio dei flussi di materie,
risorse, capacità
La programmazione e il controllo della produzione in quanto fase in cui viene stabilito
il mix dei flussi dei diversi prodotti e l’intensità degli stessi nell’unità di tempo,
rappresenta l’attività che determine la configurazione dei flussi nel liro assetto statico,
dinamico di giocenza
Gestione della produzione e scorte
Sistemi MRP e MRP II
Approcio JIT e Lean Production
GESTIONE SCORTE:
Elevati costi du gestione
Costi inadenpienza in caso di variazione della domanda
Costo legato all’obsolescenza dei prodotti
PER RIDURRE LE SCORTE:
Spostare lo spostamento del punto d’ordine dal magazzino PF al fornitore
... consegna
42
02/12/08
RAPPRESENTAAZIONE RETICOLARE
Tipo americano
L’attività è rappresentata da una flecia e per caiscuna di esse viene individuata una
durata.
I NODI indicano gli eventi di inizio e i risultati
Tipo europeo
L’attività è rappresentata da nodi e le fleccie indicano le sequenze temporali
Esempio americano
43
Calcolo tempo min e max dell’insieme delle attività
Ogni nodo ha un tempo
Minimo al piu presto
Massimo al piu tardi
Alla fine del ciclo il tempo mon e il tempo max coincidono
Percorso critico : è quello costituito della sequenza di attività critiche
Un’attività è detta critica quando il tot degli slittamenti è nullo
Slittamento:
St = Sc + Sl
Sc : Tmaxf – Tminf
slittamento concetenato
Sl : Tminf – Tmin i-D(durata attività)
slittamento libero
ATTIVITA
1-2
2-3
2-6
2-5
2-4
4-5
5-6
3-6
6-7
a
b
c
d
e
f
g
h
i
DURATA
13
10
40
1
1
5
4
100
23
PRECEDENTE
a
a
a
a
e
d,f
b
h, c, f
44
Inserisco solo tempo min , max di fine attività
Un’attività con slittamento (concatenato e libero) puo essere svolta con una
certa discrezionalità
Nella realta i TC variano entro certi valori e non sono Fissi.
Percio è necessario individuare per ciascuna attività individuare 3 durata:
Tempo ottimistico (ai)
Tempo pessimistico (bi)
Tempo piu frequente (ni)
La probabilità che rappresenta la durata è rappresentata da una curva β simile
alla gaussiana
Tale distribuzione di probabilità è caratterizzata da:
Media ponderata m(ti) = (ai + 4mi + bi) / 6
Varianza : δ = (bi – ai) 2 / 36
Il teorema del limite centrale applicato a questo problema afferma che se le
attività che formano il percorso sono numerose
La media del tempo totale del percorso èuguale alla somma delle medie
del tempo di ogni attività
M( T) = Σ n (ti)
T : tempo totale percorso
ti: tempo attività singola
n : n° attività
45
La probabilità di finire il percorso nel tempo T e pari al prodotto delle
probabilità di finire ciascuna attività nel tempo ti:
P(T) = p(t1) . p(t2). P(t3) ... p(tn)
E
δ(t) = √δ2(T) = √Σ δ2 (ti)
considerando es 11 :
il percorso critico è a c g l n o
si puo calcolare
m(T) , δ2(T), δ(T) , y, P
Da yT è possibile tramite ma tab della distribuzione gaussiana calcolare la P
(probabilità di concludere il percorso nel tempo TC fissato)
RISCHIO = 1-P
La probabilità puo essere anche calcolata come:
Pc = πpi
i€[1, n]
L’analisi della qualità puo essere effetuata madiante differenti approcci basati
su:
Prodotto : questa valuta che esso presenti:
Conformita specifiche
Idoneita all’uso
Sia concorrenziale : per prezzo, per caratteristiche
funzionale ed estetiche
Affidabilità : qualità nel tempo
Cliente : gravin si focalizzo sul cliente e sul soddisfacimento dei suoi
bisogni, individue cosi 8 dimensioni quali:
Performances
Affidabilita
Conformità alle specifiche
Durabilità
46
Assistenza
Estetica
Qualità percepita
Optionals / accessori
Sistema : sono valutate:
Qualita sistema / prestazioni aziendali
Qualità dell’organizzazione
Qualita del alvoro
Qualità del posto di lavoro
Qualità della comunicazione interna
Nell’analisi della qualità risulta essenziole lo studio e la ricerca di mercato
avvero:
47