Digestione anaerobica:
opportunità per l’agricoltura e per l’ambiente
Anaerobic digestion:
opportunities for agriculture and environment
24 e 25 gennaio 2008
Grand Hotel Villa Torretta
Via Milanese, 3
20099 Milano – Sesto San Giovanni (MI)
Sessione 2 – UTILIZZO AGRONOMICO DEL DIGESTATO
Session 2 – AGRONOMIC UTILIZATION OF DIGESTED MANURES
“Sanità animale e digestione anaerobica degli effluenti di allevamento”
Cesare Bonacina Direttore sanitario
Istituto Zooprofilattico Sperimentale
della Lombardia e dell’Emilia Romagna, Brescia
¾La produzione di energia da fonti rinnovabili rende sempre più i
nteressante il ricorso allo sfruttamento delle biomasse e dei reflui
zootecnici
¾Tra le soluzioni proposte la produzione di biogas:
9da risposta alla esigenza di un trattamento ecologicamente
compatibile
9può rappresentare una integrazione reddituale sempre più probabili
con il costante aumento di costo delle fonti energetiche tradizionali
¾Gli aspetti di tutela della salute pubblica e della sanità animale
rappresentano comunque uno dei vincoli per tali processi
¾La tutela dell’accreditamento degli allevamenti rispetto alle malattie
della lista OIE costituisco una premessa alla libera circolazione
dei prodotti
¾La difesa dalle malattie infettive diffusive è presupposto alla redditività
delle pratiche di allevamento
1
gli ultimi e più recenti episodi
di diffusione di gravi malattie infettive
nei sistemi zootecnici
del nostro Paese e della nostra Regione in particolare
vedono nella gestione dei reflui
una degli aspetti epidemiologici più rilevanti
influenza
mvs
Riferimenti normativi:
“Regolamento del Parlamento europeo e Consiglio Ue 1774/2002/Ce
(Norme sanitarie relative ai sottoprodotti di origine animale
non destinati al consumo umano
Valutazione dei rischi
Parere del gruppo di esperti scientifici sui pericoli biologici dell’EFSA,
in merito alla sicurezza rispetto al rischio biologico
del processo di fermentazione mesofilica
per il trattamento dei sottoprodotti di origine animale (ABP)
per la produzione di biogas e compost” adottato l’8 marzo 2007.
2
Definizioni:
"stallatico": gli escrementi e/o l'urina di animali di allevamento,
con o senza lettiera, o il guano
non trattati oppure trattati conformemente al capitolo III dell'allegato VIII o
altrimenti trasformati in un impianto di produzione di biogas
o in un impianto di compostaggio
Nella fase di categorizzazione, dei materiali, all’ Articolo 5, il regolamento
inserisce
lo stallatico e il contenuto del tubo digerente
nei materiali di categoria
2
Destinazione:
i materiali di categoria 2 possono essere:
eliminati direttamente come rifiuti mediante incenerimento
trasformati in un impianto di trasformazione riconosciuto
se si tratta di stallatico, qualora l'autorità competente ritenga che
non presentino rischi di diffusione di malattie trasmissibili gravi:
i) sono utilizzati senza trasformazione
come materie prime in un
impianto di produzione di biogas riconosciuti
ai sensi art 15
ii) sono utilizzati sui terreni
iii) sono trasformati in un impianto di produzione di biogas
3
il Riconoscimento degli impianti di produzione di biogas
Prevede:
¾ requisiti strutturali specifici (punto A)
¾ requisiti d’igiene ( punto B),
¾ norme di trasformazione (punto C)
¾ conformità dei residui della digestione
alle norme microbiologiche (punto D).
Punto A
Requisiti specifici
per il riconoscimento degli impianti di produzione di biogas
e degli impianti di compostaggio
• controllo dell'andamento della temperatura nel tempo;
• attrezzature adeguate per la pulizia e la disinfezione dei veicoli e
contenitori in uscita dall'impianto di produzione di biogas
• Se l'impianto di produzione di biogas è situato
in un'area in cui vengono tenuti animali di allevamento e
non utilizza soltanto stallatico prodotto da tali animali,
l'impianto deve essere situato a una distanza adeguata
dalla zona in cui sono tenuti gli animali e, in ogni caso, vi deve essere
una totale separazione fisica tra l'impianto, da un lato,
e gli animali, il mangime e le lettiere, dall'altro,
prevedendo se necessario recinzioni.
4
Punto B
Requisiti di igiene
solo i materiali di categoria 2
che sono stati sottoposti a un metodo di trasformazione
e lo stallatico,
il contenuto del tubo digerente separato da quest'ultimo,
il latte e il colostro
possono essere trasformati in un impianto di produzione di biogas
Punto C
Norme di trasformazione
b) temperatura minima di tutto il materiale nell'unità: 70
c) durata minima di permanenza ininterrotta nell'unità: 60
°C;
minuti.
L'autorità competente può comunque autorizzare l'impiego di altri parametri
di trasformazione standardizzati, purché il richiedente dimostri che tali
parametri assicurano la riduzione al minimo dei rischi biologici.
a) individuazione e analisi dei rischi possibili
b) una valutazione di rischio
c) convalida del processo previsto mediante
una misurazione della riduzione della vitalità/infettività
5
Ove lo stallatico,
il contenuto del tubo digerente separato da
quest'ultimo,
il latte e il colostro
siano i soli materiali di origine animale trattati
in un impianto di produzione di biogas
o in un impianto di compostaggio,
l'autorità competente
può autorizzare l'applicazione di requisiti specifici
diversi
da quelli stabiliti in questo capitolo se:
a) non ritiene che detti materiali presentino rischi
di diffusione di malattie trasmissibili gravi e
b) ritiene che i residui o il compost siano materiale
non trasformato.
Punto D
Caratteristiche microbiologiche dei residui
di digestione
campioni rappresentativi dei residui di digestione
Escherichia coli: n = 5, c = 1, m = 1.000, M = 5.000 in 1 g;
oppure
Enterococcaceae: n = 5, c = 1, m = 1.000, M = 5.000 in 1 g;
e
iSalmonella: assenza in 25 g: n = 5; c = 0; m = 0; M = 0
6
Immissione sul mercato di stallatico trasformato e
prodotti trasformati a base di stallatico
a) devono provenire da un impianto tecnico o
da un impianto di produzione di biogas
b) devono essere stati sottoposti a trattamento termico
ad almeno 70 °C per almeno 60 minuti e a
un trattamento di riduzione della sporulazione e della tossinogenesi;
c) Sia stati utilizzati parametri diversi autorizzati per cui è stata
dimostrata la riduzione al minimo dei rischi biologici
d)campioni rappresentativi devono rispettare le norme seguenti:
Escherichia coli: n = 5, c = 5, m= 0, M= 1.000 in 1 g;
ovvero
Enterococcaceae: n = 5, c = 5, m = 0, M = 1.000 in 1 g;
Salmonella: assenza in 25 g: n = 5; c = 0; m = 0; M = 0
e) devono essere conservati in modo tale da ridurre
al minimo la contaminazione
Immissione sul mercato di stallatico trasformato e
prodotti trasformati a base di stallatico
d) campioni rappresentativi devono rispettare le norme seguenti:
Escherichia coli: n = 5, c = 5, m= 0, M= 1.000 in 1 g;
ovvero
Enterococcaceae: n = 5, c = 5, m = 0, M = 1.000 in 1 g;
Salmonella: assenza in 25 g: n = 5; c = 0; m = 0; M = 0
e) devono essere conservati in modo tale da ridurre
al minimo la contaminazione
Lo stallatico trasformato e i prodotti trasformati
a base di stallatico non conformi ai requisiti
di cui sopra devono essere considerati come
non trasformati
7
Requisiti applicabili allo stallatico, allo stallatico
non trasformato destinato agli scambi
¾ provenire da una zona non soggetta
una
malattia trasmissibile grave
a restrizioni a causa di
¾destinato ad essere trasformato in un impianto tecnico o
in un impianto di produzione di biogas
¾destinato all'utilizzazione in un'azienda.
dell'origine dello stallatico, della sua
e alla
sicurezza degli animali
¾tener conto, in particolare,
destinazione e di considerazioni inerenti alla salute
¾accompagnato da un certificato sanitario
Condizioni specifiche per lo stallatico proveniente
da allevamenti di volatili da cortile :
parametri di temperatura e di tempo diversi da quelli previsti sono
autorizzati purché il richiedente dimostri che tale parametri assicurano la
riduzione al minimo dei rischi biologici.
Attraverso una convalida di un processo che garantisce:
i) l’individuazione e analisi dei rischi possibili,
e una valutazione
ii) la
del rischio;
convalida del processo previsto mediante
una misurazione della riduzione della vitalità/infettività
degli organismi indicatori
iii) in grado di dimostrare :
- nel caso dei processi termochimici una riduzione di almeno
5 log10 dell'Enterococcus faecalis
3 log10 del titolo infettante dei virus termoresistenti
come il parvovirus
- nel caso del processi chimici anche una riduzione di almeno
il 99,9
% (3 log10) dei parassiti resistenti,
quali le uova di ascaris sp., in fase vitale;
iv) elaborazione di un programma di controllo completo
v) misure che garantiscano il controllo e la vigilanza
continui dei parametri di processo
8
Su queste basi la Commissione ha richiesto il
” Parere
del gruppo di esperti scientifici sui
pericoli biologici dell’EFSA,
in merito alla sicurezza rispetto al
rischio biologico
del processo di fermentazione mesofilica
per il trattamento
dei sottoprodotti di origine animale (ABP)
per la produzione di biogas e compost”
adottato l’8 marzo 2007
considerazione preliminare
•lo spandimento del letame non trattato sui terreni
agricoli
ne migliora la fertilità
l’utilizzo aziendale consente di minimizzare il rischio di
diffusione
di agenti patogeni a condizione che sia garantita:
¾la corretta applicazione di una"buona pratica agricola“
¾la debita considerazione delle pertinenti informazioni
epidemiologiche aziendale ed ambientale
¾una efficace gestione, di focolai delle malattie infettive
¾una corretta informazione sulla catena alimentare
(es. la natura delle colture su cui è applicato il letame)
¾la definizione degli aspetti epidemiologici interessanti
un’area geografica per lo scambio di letame
tra Aziende agricole.
9
categorizzazione dei pericoli
agenti zoonosici: comprendono
batteri, parassiti, funghi virus.
agenti patogeni degli animali: patogeni specifici
(virali, batterici e parassitari), che presenti nello
stallatico possono essere causa di malattie animali
Tossine microbiche e altri metaboliti potenzialmente tossici
Batteri:
resistenza
Batteri: resistenza ambientale
ambientale
Agente eziologico
Salmonella
E.Coli
Yersinia spp.
spp.
replicazione)
replicazione)
Streptococcus spp.
spp.
Lawsonia intracellularis
Clostridium spp.
spp.
Erhisipelotryx rushiopathiae
Listeria
monocytogenes
Brachyspira spp.
spp.
Resistenza nelle feci
> 77 giorni
>10 settimane
> 12 settimane (20(20-22°C
104 gg. a 0°C
10 gg. a 9°C
8 gg. a 2222-25°C
2 settimane tra 5 e 15°C
Spore (anni)
1-6 mesi per T < a 12°C
1-18 mesi
10 giorni nel terreno a 10°C
78 giorni in presenza di
10% di feci, 112 giorni nelle fe
f
10
FMDV
Fattori che condizionano la resistenza
Ceppo virale
Temperatura
Umidità
pH
Protezione (essicamento
)
(essicamento)
Alcuni esempi
Paglia o fieno a 1820 settimane
18-20°C
Lana e setole a 184 settimane
18-20°C
Urine
39 giorni
Letame in inverno
6 mesi
Suolo estate, autunno, inverno
3 gg.,
gg., 28 gg.,
gg., 21
settimane
Virus di Aujeszky: tempi di inattivazione
in liquami suini a diverse temperature
Temperatura (°C)
Tempo di inattivazione
5
15 settimane
20
2 settimane
35
5 ore
40
2 ore
45
45 minuti
50
20 minuti
55
10 minuti
11
Virus di Aujeszky: tempi di inattivazione in
diversi materiali
Materiale (25°C)
Controllo
Acqua di pozzo
Acqua clorata
Mangime pellettato
Metallo
Urina di suino
Feci
Muscolo suino (4°C)
Tempo (gg)
58
7
2
3
18
14
2
19
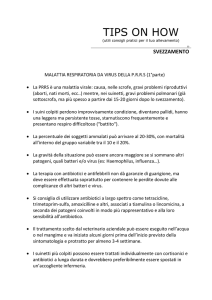
VIRUS PESTE SUINA CLASSICA
La stabilità del virus della PSC nell’ ambiente riveste grande
importanza pratica
E’ stato dimostrato che molti focolai di PSC sono stati causati
dalla trasmissione INDIRETTA del virus
RESISTENZA DEL VIRUS
Gli enzimi proteolitici hanno solo un moderato effetto
inattivante (envelope)
I detergenti ed i solventi dei lipidi ne distruggono facilmente
l’infettività
Radiazioni U.V. efficaci
12
VIRUS PESTE SUINA CLASSICA
RESISTENZA AL
CALORE
Sangue defibrinato
30 min. a 68°C
45 min.a 67°C
60 min. a 63°C
Siero in toto
16-24 h. a 60°C
18 gg. a 37°C
Insaccati grosse dimensioni
45 min. a 80-85°C
Insaccati piccole dimensioni
5 min. a 75-82°C
VIRUS PESTE SUINA CLASSICA
RESISTENZA AL FREDDO
Siero
Sangue
3-6 mesi a 4°C (dipende dal titolo)
9 mesi a -20°C
14 mesi a -40°C
molti anni a -80°C
13
•Picornaviridae Enterovirus
•RNA 1, 28-30 nm
•sprovvisto di envelope
•molto resistente
MVS
MVS - RESISTENZA MVS
Temperatura Preservato dalla refrigerazione e dal congelamento, inattivato a
56°C/1 ora.
PH
Stabile a grandi variazioni di pH (2 – 12).
Disinfettanti
inattivato dall’idrossido di sodio (2%), idrossido di potassio
(2%), glutaraldeide. Per la disinfezione del personale possono
essere utilizzati agenti ossidanti, iodofori acidi, in combinazione
con i detergenti.
Sopravvivenza:Resistente alla fermentazione e all’affumicamento. Può
rimanere nel prosciutto per 180 gg, insaccati per >1 anno, e
negli involucri intestinali trattati per > 2 anni.
14
MVS
Fattori di rischio per
la MVS:
SVDV è estremamente resistente ai normali
disinfettanti, è nota anche la sua resistenza
nell’ambiente (4 mesi nei liquami; fino a 6 mesi
nelle porcilaie)
Fattori di rischio per la diffusione e la
persistenza del SVDV:
Movimenti di suini fra aziende/ stalle di
sosta
Trasporto di suini in mezzi di trasporto
contaminati ed impropriamente
disinfettati
MVS
Disinfettanti efficaci
Idrossido di sodio al 2%
Idrossido di potassio al 2%
(consigliato per i liquami)
Glutaraldeide al 2%
Formalina (automezzi e materiali metallici)
Virkon s alla diluizione 1/200
I disinfettanti vanno utilizzati solo dopo avere
eseguito una pulizia profoda degli ambienti e
una prima disinfezione tramite calore (es
(es::
pulivapor)
pulivapor)
15
Virus influenzali
Il virus, in quanto provvisto di envelope, è poco resistente e viene
rapidamente inattivato da alcool, calore (> 37°C), solventi organici e
comuni disinfettanti
Il virus può conservare la sua infettività per alcuni giorni, se
mantenuto a 4°C in particolari condizioni (umidità e presenza di
sostanze stabilizzanti) o per lungo tempo a -80°C
Nell’organismo animale infetto il ritmo di replicazione virale elevato
bilancia la velocità di termoinattivazione
Virus influenzali
DIFFUSIONE E RESISTENZA VIRALE:
IL RUOLO DELLE ACQUE E DELLA STAGIONE
• Feci = 7 gg a 28°C
35 gg a 4°C
• Feci liquide = 105 gg in inverno
•Materiale organico = 11 gg a T° ambiente
•Acqua dolce = 4 gg a 22°C
30 gg a 0°C
Rapidamente inattivati da UV
• Resistenti a pH 7, labili a pH basso
a 56°C da 15 min. a 6 h,
ma meno di 15 min. a 60°C
Resistenti anni al congelamento
• Envelope lipidico = galleggiamento
16
Altro
Rotavirus: persiste nelle feci per diversi
mesi a temperatura tra 4 e 20°C
Virus Epatite A: 6 mesi nel liquame
Parvovirus: mantengono la loro infettività
per mesi
Virus epatite E: a temperatura di 60°C
per 60’ può mantenere un’infettività di circa
il 20%, mentre a 56°C per 60’ persiste
un’infettività del 50%.
Fattori rilevanti :
la concentrazione iniziale di agenti causa di pericolo:
alcuni agenti, ad esempio, i Virus in caso di infezioni, possono
essere presenti anche a concentrazioni molto elevate
negli escrementi o nei secreti anche in mancanza di
manifestazioni cliniche.
le deiezioni di animali senza segni clinici possono contenere
elevate concentrazioni di patogeni per l’uomo: Es.
E. coli O157, Salmonella, L. monocyotogenes,
Campylobacter e parassiti
• possibilita di moltiplicazione e /o di produzionedi tossine:
Virus solitamente non sono in grado di moltiplicarsi
Batteri e funghi sono in grado di sopravvivere e, a volte,
si moltiplicano durante lo stoccaggio prime e dopo il trattamento
o durante il processo
17
Presupposti per la riduzione durante lo
stoccaggio o la trasformazione dei rischi
Virus:
•inattivazione mediante trattamento termico con range
di temperatura tra 50-100 ° Per alcuni virus termostabili,
sono necessarie temperature superiori a 70 ° C
•tutti i virus sono inattivati da un elevato pH (pH> 11), mentre sono note
resistenze a valori bassi di pH anche a livelli da 2 a 3.
Batteri non sporigeni
•inattivati dal riscaldamento con temperature di 50-100 ° C.
•efficaci sono le variazioni del ph
Batteri sporigeni
•Inattivazione a temperature superiori a 100 ° C
Il rapporto Temperatura / tempo necessario dipende dal tipo
di Organismi, il substrato in cui sono incorporati e il contenuto di
umidità.
Il calore a secco esige tempi più lunghi.
Presupposti per la riduzione durante lo
stoccaggio o la trasformazione dei rischi
parassiti:
•le uova di elminti sono generalmente sensibili al calore con notevoli
variazione tra le specie
(Cryptosporidium parvum 2 min a 64,2 ° C,
Giardia lamblia 10 minuti a 70 ° C)
•Diffuse son le resistenze al trattamentp con calce
(ad esempio, uova ascaris)
Tossine:
•Chiedono trattamenti specifici termici o chimici basati sull’analisi del
rischio
18
Presupposti per la riduzione durante lo stoccaggio o
la trasformazione dei rischi
Per il letame conservato a temperatura ambiente esistono dati
contradditori che a fronte di una generale riduzione dei batteri patogeni
riportano anche dati di sopravivenze molto lunghe
nel liquame suino è stato segnalato un declino per la Salmonella typhimurium 2
log10 in 5 giorni, e 4 log10 Oltre 26 giorni) (Placha et al., 2001).
nel letame e compost di bovini tra i 30 ei 40 ° C, E. Coli O157: H7 è
sopravvissuto senza alcun calo a più di 8 giorni di trattamento (Hess et al.,
2004)
con una diminuzione di circa il 2 log10 a oltre 36 giorni (Jiang et al., 2003).
in laboratorio il compostaggio di letame bovino a 25 ° C non ha permesso una
riduzione di Salmonella Enteritidis e di E. coli O157: H7, durante i 4 giorni di
trattamento.
probabilmente sono necessarie diverse
settimane per ridurre i
batteri patogeni nel letame
e coi dati oggi disponibili non è possibile
valutare se trattamenti mesofilici del letame sono in grado di raggiungere la
necessaria riduzione del rischio.
Condizioni di processo nella produzione mesofilica
di biogas
condizioni strettamente anaerobiche
intervalli di temperatura tra 30-40 ° C
valori di pH in generale tra il 7 e il 8,5, la discesa del pH di 6,8, ostacola il
metabolismo dei batteri methanogenici e la capacità di generare il
metano.
generalmente sono in funzione sistemi che lavorano in ciclo semi-continuo
in cui il di gestore viene alimentato una o più volte al giorno con uno
scaricocontinuo quasi automatico
è molto difficile un controllo
dell’avanzamento del substrato nel
digestore e può succedere
che una frazione del substrato lasci il digestore in
modo molto rapido a volte dopo poche ore
Una recente pubblicazione (Ade-Kappelmann et al., 2004) conferma che alcuni
microrganismi (Bacillus globigiia) immessi in un digestore sia in condizioni
pratiche che di laboratorio hanno raggiunto il punto di uscita da un minimo di 30
minuti,
fino a tre giorni
19
Poiché la norma prevede una validazione dei processi laddove
parametri di tempo e temperatura si discostino da quelli indicati dal
Reg, l'EFSA è stata invitata ad emettere un parere sulla sicurezza
del processo mesophilico in generale.
L’EFSA ha confermato il proprio parere del 2005 ritenendo
necessaria al fine della validazione almeno una riduzione del numero di
batteri patogeni di almeno 5 log10 e di virus termo-resistente di
almeno 3 log10 per il titolo di capacità infettiva e di almeno 3 log10
del numero di fasi vitali per i parassiti.
Prove sperimentali hanno dimostrato che è possibile ottenere la
riduzione della presenza di agenti patogeno durante il processo di
digestione anaerobica.
Le tabelle 1 e 2 forniscono alcuni esempi dei tempi necessari per una
riduzione decimale di alcuni batteri e virus durante una fase di
digestione anerobica mesofilica
20
OSSERVAZIONI
tempo di processo
incerto, a volte molto breve e non sufficiente , sia per
reattori che operano in modalità continua che semi continua
una prolungata esposizione ad un Processo di digestione anaerobica a temperature
mesofile riduce la sopravvivenza di agenti patogeni pur non garantendo di
produrre costantemente fanghi liberi da detti agenti (Carrington, 2001).
Se i virus e i parassiti non si moltiplicano fuori dal loro ospite e pertanto il
loro numero non aumenta durante lo stoccaggio o il trattamento ciò potrebbe non
valere per molti batteri patogeni che in teoria potrebbero trovare durante un
trattamento mesofilico condizioni di temperatura, di PH e substrati in grado di
consentire la loro crescita numerica
Tuttavia, nel caso di trattamento di solo
stallatico molti lavori recenti hanno
dimostrato una diminuzione del numero di batteri patogeni presenti nelle
materie prime Strauch, 1991; Guan et al., 2003), per Salmonella nel letame suino
(Placha et al., 2001), tossina Shiga-E.coli nel letame di bovini e Ovini (Kudva et al.,
1998; Fukushima et al., 1999), E. coli O157 e Salmonella nel letame Bovino (Lung et
al., 2001).
21
CONCLUSIONI GRUPPO ESPERTI EFSA
il rischio di diffusione di agenti zoonosici o in grado trasmettere malattie
infettive animali attraverso lo stallatico trattato può efficacemente essere
controllato applicando i parametri di temperature e i tempi previsti dal
Regolamento o da un processo validato
In termini generali, non è possibile valutare la sicurezza di qualsiasi processo
senza l'esatta definizione di parametri e la validazione dei dati.
Secondo le pubblicazioni scientifiche i processi mesofili di produzione di
biogasnon possono diminuire sufficientemente il rischio biologico e non
possono soddisfare i requisiti dell’attuale regolamento , a meno che essi non
siano cumulabili con altri trattamenti validati.
Secondo le pubblicazioni scientifiche, batteri patogeni non aumentano di
numero durante il trattamento mesofilico del letame,. Pertanto, lo
spandimento per la fertilizzazione dei residui di impianti
mesofilici di produzione di biogas in cui è utilizzato dello
stallatico non aumenta i rischi biologici tipici dell’uso del
letame non trattato
conclusioni
Concludendo possiamo affermare che
laddove
il trattamento avvenga
in impianti aziendali,
l’utilizzo dei reflui come fertilizzanti
diminuisce il rischio biologico
di diffusione di patologie infettive
rispetto all’utilizzo agronomico del
letame tal quale.
22
conclusioni
Laddove il trattamento avvenga in impianti cui
confluiscono i liquami
di più aziende
è necessario prevede una
gestione del rischio biologico
di diffusione di agenti patogeni sia batterici
che virali
in linea con quanto previsto dal regolamento
per lo stallatico non trasformato
Garantire la sicurezza dei liquami in
entrata e dei fanghi in uscita:
•sorveglianza epidemiologica delle
zone
• certificazione degli allevamenti
fornitori
•bonifica dei reflui in uscita
con l’applicazione di trattamenti fisici
(temperature) o chimiche compatibili con
l’uso agronomico (variazioni del PH) di
provata efficacia.
23
GRAZIE
PER
L’ATTENZIONE
E LA
PAZIENZA
24