Management
dell’Innovazione Tecnologica
L’innovazione di processo - B
Prof. Antonio Lerro, Ph.D.
DiMIE, Università degli Studi della Basilicata
Total Quality Management,
Just-in-time e lean system
2
Total Quality Management
- Origini
- Caratteri fondamentali
3
Origini
- Giappone post-II conflitto mondiale
- Inapplicabilità dei modelli tayloristici
- La “rivoluzione” giapponese
(Womack, J.P. , Jones, D.T., Roos, D. (1991) La macchina che
ha cambiato il mondo, Rizzoli, Milano)
4
Giappone post-II conflitto mondiale
- Costi delle materie prime più elevati, dato che ha scarsità di
risorse e che quindi devono essere importate
- Rigidità salariale
- Domanda interna scarsa dettata dalla crisi economicofinanziaria post- bellica
- Impossibilità di competere sui costi di produzioni americani
deteminati dalle economie di scala
- Impossibilità di fare innovazioni radicali
5
Filosofia Kaizen – Miglioramento Continuo
6
Filosofia Kaizen
La parola giapponese Kaizen significa letteralmente “miglioramento
continuo”.
Il Kaizen è prima di tutto una matrice comportamentale e in quanto tale
investe non solo gli aspetti della metodologia produttiva ma anche
l’addestramento e la preparazione dell’intero staff aziendale coinvolto nel
processo di cambiamento, dal top management agli operai.
L’approccio “Lean Thinking” nasce in accordo alla filosofia Kaizen.
7
Filosofia Kaizen: principi chiave
1. Sbarazzati dei concetti tradizionali (anche sui metodi di produzione)
2. Pensa a come il nuovo metodo funzionerà e non a come non
funzionerà
3. Non accettare le scuse. Dì di no allo status quo.
4. Non ricercare la perfezione. Meglio il 60% subito che il 100% mai!
5. Correggi gli errori nel momento in cui li trovi
6. Non spendere molti soldi per migliorare. Pensa con creatività prima
dell’investimento
7. Chiediti sempre perché almeno 5 volte per trovare la vera causa dei
problemi (root cause)
8. Le idee di 10 persone sono migliori di quelle di una persona.
9. I miglioramenti non hanno limiti. Non smettere mai di fare Kaizen.
8
Lean Production
Approccio all’ organizzazione ed alla gestione basato
sull’Essenzialità : eliminazione di sprechi, tempi morti,
risorse ridondanti
9
I 5 principi fondamentali dell’approccio lean
Value
identificare ciò che vale per il cliente, ciò per cui i clienti finali sono disposti a
pagare un prezzo
Value Stream
identificare il flusso del valore – mettere nella giusta sequenza le attività a valore
eliminando quelle non a valore
Flow
mettere in atto le attività a valore senza interruzioni
Pull
far scorrere il flusso quando il cliente lo richiede - “flusso tirato”
Perfection
imparare ad eseguire le attività a valore in maniera sempre più efficace
10
VALUE
Definisci il valore, ovvero ciò per cui i clienti
finali sono disposti a pagare un prezzo
• Coinvolgi tutti gli attori della catena del
valore (fornitori, produzione, commerciali,
intermediari e clienti) per capire ciò che
serve veramente ai clienti finali
• Proponi un definizione del valore
focalizzata sulla prospettiva del cliente
finale, quello che compra e utilizza il
prodotto
11
Rapporto tra attività a valore e non a valore
VA – Valore Aggiunto
Attività per le quali il cliente è disposto a riconoscere qualcosa
NVA – Non Valore Aggiunto
Attività necessarie, ma che non creano valore aggiunto
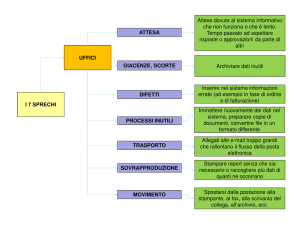
MUDA - Sprechi
Attività inutili che non creano valore, per le quali il cliente non
è disposto a riconoscere qualcosa
Nelle aziende “eccellenti” il VA non supera il 33%
Il margine di miglioramento è nel restante 67 %
12
UNO DEGLI ERRORI PIU’ RICORRENTI :
Fare le cose sbagliate nel modo giusto!!!
13
VALUE STREAM
Identifica il flusso del valore e tutti gli
sprechi che lo caratterizzano
Superfici
Trasporto materiale
Giacenze
Sovrapproduzione
Tempi di attesa
Percorsi operatore
Riparazioni/errori
– sovrapproduzione, ovvero, non guidata
dalla domanda reale
– scorte intermedie tra una fase ed
un’altra del flusso del valore
– attese per le fasi successive
– trasporti non necessari
– spostamenti non necessari di persone
– produzione di parti difettose
– ri-lavorazioni
– complessità organizzativa
14
1. Sprechi da sovrapproduzione
“Produrre in eccesso è produrre tutte le volte che
non esiste un ordine cliente”
Sono gli sprechi che si verificano quando si fabbricano prodotti
in quantità maggiori di quelle necessarie, o si fabbricano prima
del momento in cui sono richiesti.
Si consumano in anticipo materiali e componenti, si sperpera
energia, si creano scorte, aumentano le esigenze di spazio
necessario per l’immagazzinamento, si aggrava il peso degli
interessi passivi e cosi via
15
1. Sprechi da sovrapproduzione
Le cause di sovrapproduzione sono spesso riferibili a:
- Produzione di lotti economici troppo grandi
- Produzione anticipata rispetto alla domanda
- Creazione di stock per sopperire a difettosità e problemi di
pianificazione, programmazione e scheduling della produzione
- Eccessi di personale sul processo
- Macchinari troppo veloci o in eccesso
16
2. Eccesso di scorte
“Scorta è qualsiasi bene realizzato e conservato per un
determinato tempo senza conoscere se e quando un cliente lo
richiederà e quanto sarà disposto a pagare”
Le scorte possono essere di materie prime, semilavorati,
prodotti finiti, prodotti fermi in attesa di lavorazione (WIP –
Work In Progress
Le scorte nascondono problemi, non li risolvono!
17
2. Eccesso di scorte
Le cause di eccesso di scorte sono spesso riferibili a:
-
Produzione di lotti economici troppo grandi
Produzione anticipata rispetto alla domanda
Esistenza di colli di bottiglia nel flusso di produzione
Creazione di stock per sopperire a difettosità e problemi di
pianificazione, programmazione e scheduling della produzione
- Eccessi di personale sul processo, attività a monte più veloci di
quelle a valle
- Macchinari troppo veloci o in eccesso
- Accettazione culturale, scorte “fisiologiche” per il servizio
18
3. Movimentazioni e trasporti non necessari
“Eccessi di produzione e di scorte porta inevitabilmente a
maggiori attività di movimentazione e trasporti”
Le cause di sono spesso riferibili a:
- Scarsa progettazione del layout
- Sovrapproduzione
- Creazione di stock per sopperire a difettosità e
problemi di pianificazione, programmazione e
scheduling della produzione
- Personale con basse competenze
- “Normalità” delle movimentazioni/ trasporti
19
4. Difettosità, Disservizi
Generano i cosiddetti “costi della non qualità”, classificabili in:
- Costi di accertamento e controllo (elenco voci di costo)
- Costi per difettosità interna ed esterna (elenco voci di costo)
Le cause sono riconducibili tradizionalmente a:
-
Materiali e semilavorati scarsi o difettosi
Metodi di lavoro scarsi, scarsità di procedure e istruzioni, ecc.
Manodopera non formata, non qualificata, non motivata
Macchine e strumenti non adeguati
20
Il costo della mancata qualità è stimato in
una cifra compresa tra il 15% ed il 20%
del fatturato!
21
5. Perdite nel processo
Sono riferite tipicamente ad attività del processo che potrebbero
non essere necessarie.
Le cause sono riconducibili tradizionalmente a:
-
Inadeguata progettazione del processo e delle attività
Inadeguata standardizzazione delle attività
Macchine e strumenti non adeguati
Lavorazioni non adeguate
22
6. Movimentazioni umane
Sono riferite tipicamente ad attività - svolte dagli operatori - che
non creano valore aggiunto: ricerca di strumenti non presenti
nelle postazioni, spostamenti tra reparti, ecc.
Le cause sono riconducibili tradizionalmente a:
-
Inadeguato layout
Operatori poco formati o poco motivati, scarsamente coinvolti
Assenza di ordine, pulizia e sistematicità
Lavorazioni non adeguate
23
7. Tempi morti, attese
Rappresentano lo spreco culturalmente più accettato, quasi
fisiologici. Sprechi per attese materiali, settaggi impianti, guasti,
difetti,ecc.
Le cause sono riconducibili tradizionalmente a:
-
Assenza di bilanciamento delle attività
Scarsa manutenzione preventiva
Assenza di ordine, pulizia e sistematicità
Produzioni in grandi lotti
Personale poco motivato, superficialità
Mancanza di sistemi di controllo
24
FLOW
Ricostruisci un flusso del valore ripulito dagli sprechi e fallo
scorrere attraverso le varie fasi
• focus sull’oggetto reale che determina il valore, senza perderlo
mai di vista lungo tutta la catena logistica
• focus sugli interi processi, fisici e gestionali (e non sulle
specializzazioni locali), compreso il processo di gestione
dell’ordine di vendita fino alla sua spedizione
• processo affidabile
25
La produzione giornaliera deve essere confrontata con il
takt-time, cioè il ritmo della produzione, il “battito
cardiaco” del nostro sistema produttivo
Takt time =
tempo totale disponibile/giorno
richiesta cliente/giorno
Es.1: Un cliente richiede 480 prodotti ogni giorno, il tempo
a disposizione in 1 giorno è 8 ore=480 minuti, allora il takt
time è un prodotto al minuto. E’ il tempo che dovrebbe
regolare tutti i processi produttivi, fino ai fornitori esterni.
26
Esigenze cliente= 9.200 pezzi/mese / 20 giorni/mese = 460 pezzi giorno
Tempo disponibile= 1 turno (comprese 2 pause da 10min e 30 min pranzo) /
460 min/giorno * 60 sec per min
= 27.600 sec/giorno
Takt time = 27.600 sec/giorno / 460 pezzi/giorno = 60 secondi a pezzo
27
Dal takt time si può desumere il n. operatori necessari per
uno specifico processo o cella
N. operatori=
Tempo ciclo manuale totale
Takt time
Tempo ciclo= tempo ncessario a completare il processo
Ipotizzando un tempo ciclo totale di 120 secondi, gli operatori
necessari = 120 sec. / 60 sec = 2 operatori
28
Il milk runner, o “lattaio”
L’alimentazione del supermarket e la gestione dei kanban è di
solito demandato ad un operatore dedicato, che consegna i
prodotti alle celle/linee e ritira i contenitori vuoti, oltre a
gestire buona parte del flusso kanban con i fornitori esterni,
seguendo le cadenze dettate dai takt-time.
Ciò evita spostamenti degli operatori di linea e
specializzazione delle attività del ‘lattaio’ che riduce
possibilità di errori e aumenta la velocità delle operazioni
29
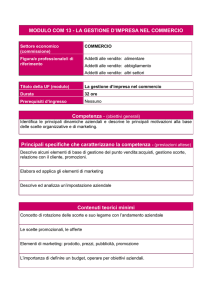
La Value Stream Mapping (VSM) *
E’ la mappatura grafica di tutto quell’insieme di processi
ed attività che concorrono alla realizzazione di un
prodotto, partendo dal fornitore, passando per la
produzione interna fino alla consegna del prodotto finito.
Utilizza simboli e schemi ormai convenzionali, sebbene
non esista una standardizzazione
-
Tipicamente si divide in:
VSM dello stato attuale (Current State, As is)
VSM di come dovrebbe essere a seguito dei miglioramenti
(Future State, As should be)
30
VSM current state
31
VSM future state
32
PULL
Fai sì che lo scorrimento del flusso del
valore sia attivato dalla reale necessità
della fase a valle, a partire dalla domanda
del cliente finale, e non il contrario, in una
logica tradizionale di tipo “push”
• Attiva le operazioni su richiesta del
cliente
• Integra il flusso delle informazioni
• Sincronizza le varie fasi del flusso con il
ritmo della domanda finale
33
PERFECTION
Enuncia le politiche, definisci obiettivi quantitativi e punta
alla perfezione attraverso azioni di miglioramento continuo
• Assumi come riferimento assoluto la perfezione
• Innesca un meccanismo virtuoso di miglioramento continuo a
tutti i livelli
• Definisci un sistema di misura delle performance e precise
responsabilità a tutti i livelli per il loro miglioramento
34
Il concetto di Qualità Totale
Qualità Totale = f
•
•
•
•
Qualità di prodotto/ progetto
Qualità di conformità
Qualità dei processi
Qualità dei controlli
35
Qualità di prodotto/ progetto
“valore intriseco del prodotto sul mercato”
1. Prestazioni: caratteristiche primarie del prodotto/servizio
2. Opzioni: aspetti aggiuntivi, accessori, carattersitiche
secondarie
3. Affidabilità: uniformità di rendimento nel tempo
4. Durata: vita utile, tecnica ed economica
5. Riparabilità: facilità di riparazione, costi relativi
6. Servizio/Risposta: caratteristiche dell’interfaccia umana
7. Estetica: caratteristiche sensoriali, “bellezza”
8. Credibilità: passate prestazioni, qualità percepita
36
Qualità di conformità
Indica il livello di aderenza alle specifiche di
progetto del prodotto/ servizio ed il rispettto di
standard prestabiliti, di natura normativa (coatta
– es.: tracciabilità prodotti su filiera alimentare;
percentuale di cacao; percentuale di succo
d’arancia, ecc.) e/o industriale (livelli di
difettosità fissati dall’impresa, ecc.)
37
Qualità dei processi
Dimensioni gestionali del TQM
38
a. Just in time
Sistema produttivo a continua e perfetta simmetria tra offerta
di beni prodotti e domanda di mercato basata su complessi
sincronismi tra i vari sub- sistemi che intervengono nel flusso
produttivo – Produrre esclusivamente quanto occorre e quando
occorre!
•
Rende possibile realizzare p/s in serie brevi e differenziate,
rispondendo efficacemente alle reali esigenze dei clienti – Il
dimensionamento dei lotti
•
Rapide e frequenti consegne di materiali e prodotti finiti
determinano un nuovo ruolo dei fornitori e della gestione
della catena di fornitura (supply chain management)
39
Dimensionamento dei lotti
Il funzionamento del sistema JIT presuppone la
definizione del numero “ottimale” di articoli in
produzione o pronti per la produzione.
Tale questione si esplica nel “dimensionamento dei lotti”
40
Un lotto è un gruppo di articoli identici che vengono
acquistati, lavorati, trasportati come se fossero un’unica
entità
Il dimensionamento del lotto può fortemente influenzare
i flussi dei materiali, la qualità di prodotto, il servizio al
cliente, i costi di produzione, i costi indiretti
41
La quantità del lotto economico d’acquisto è il numero di
unità di un singolo articolo che dovrebbe essere
specificato ogni volta che si riceve/fornisce un ordine al
fine di minimizzare i costi totali di gestione delle scorte
per quel singolo articolo durante un determinato periodo
di tempo, generalmente 1 anno.
Si possono raggruppare insieme molti ordini per
risparmiare sui costi di cambio produzione e di gestione
ordini, ma ciò aumenta i costi di mantenimento delle
scorte, di trasporto e può provocare carichi di lavoro
concentrati e sbilanciati
42
In una logica JIT, l’obiettivo è la continua riduzione delle dimensioni dei
lotti, perchè:
-I lotti più piccoli sono consumati più rapidamente e quindi i difetti e fonti di
errore possono essere individuati prima, permettendo di ridurre scarti e rilavorazioni;
- I lotti più piccoli riducono il tempo di attraversamento e quindi i ritardi di
processo;
- Lo spazio necessario per sistemare le scorte diminuisce e le stazioni di lavoro
possono essere posizionate più vicine tra loro, così come gli addetti possono
vedersi e comunicare
- Le attività di controllo vengono semplificate e si riducono i costi del
personale indiretto
- Si è più flessibili e si risponde meglio ai cambiamenti del mercato.
Ciò si collega al livellamento dei carichi di stabilimento (Heijinka) ovvero
il livellamento dei flussi di produzione per ridurre le variazioni nella
programmazione
43
b. Supply chain management e
nuovo ruolo dei fornitori
44
Supply chain management
Concatenazione di imprese legate tra loro lungo una filiera.
Consiste in un approccio sistemico alla gestione dell’intero
flusso di informazioni, materiali e servizi, dalle materie
prime provenienti dai fornitori, via via lungo le fabbriche ed
i magazzini, i distributori sino al cliente finale
Dalla competizione tra imprese
alla competizione delle catene
45
Stadi principali di una supply chain
46
Supply chain management e logistica
La gestione della supply chain è un’evoluzione della
gestione delle attività logistiche.
La logistica tradizionalmente si occupa di tutte le attività
di approvvigionamento delle materie prime verso la
produzione e della movimentazione (trasporti) e
distribuzione dei semilavorati e dei prodotti finiti
Il focus è la gestione dei flussi di materiali e di
informazioni all’interno dell’impresa.
Ogni impresa cerca di ottimizzare la propria logistica !
Prospettiva orientata alle funzioni
47
Supply chain management e logistica
Con il supply chain management (SCM) si sviluppa
invece un approccio integrato alla pianificazione ed al
controllo del flusso di materiali ed informazioni lungo
l’intera catena fornitura-produzione-distribuzione, al fine
di assicurare che il prodotto finito sia consegnato nelle
esatte quantità, nei giusti tempi e nel pre-definito livello di
qualità al cliente finale che lo ha richiesto.
Prospettiva orientata ai processi
48
Supply chain management e vantaggio competitivo
Il SCM diventa una fonte di vantaggio competitivo se:
-
Permette di aumentare i livelli di servizio
Permette di ridurre contemporaneamente i costi logistici
Consente di risolvere il problema degli obiettivi
contrastanti degli attori della catena fornituraproduzione-distribuzione
49
Livelli di servizio
1. Tempi
- Rapidità dei tempi di consegna
- Puntualità dei tempi di consegna
2. Flessibilità
- Volume
- Gamma
3. Qualità
- Affidabilità
- Ecc.
50
Costi logistici
1. Costi di mantenimento a scorta: costi opportunità,
deterioramento, obsolescenza, assicurazione
2. Costi di stock out: mancata vendita, penali, perdita clienti,
slittamento incassi, perdita di immagine
3. Costi di trasporto
4. Costi di impianti ed attrezzature
5. Costi di gestione operativa: raccolta ed elaborazione ordini,
movimentazioni, imballaggio, controllo e gestione delle
scorte
51
Obiettivi contrastanti
1. Fornitori materie prime: forniture stabili in volume e con
poche variazioni nel mix dei materiali richiesti, grandi
volumi, tempi di consegna flessibili
2. Produttori: grandi lotti, pochi set-up, stabilità della domanda
3. Dettaglianti e distributori: lead time di ordine molto brevi,
tempi di consegna rapidi, frequenti ed affidabili, alta varietà
dei prodotti
Problemi del coordinamento inter-organizzativo e
importanza della progettazione ed allineamento di incentivi
alla collaborazione (contratti, ecc.)
52
Le attività principali del SCM
1. Logistica di approvvigionamento: relazioni con i fornitori,
politiche di approvvigionamento, outsourcing ed
integrazione;
2. Logistica
di
produzione:
operations
programmazione della produzione (Parte III);
planning,
3. Inventory management: gestione scorte, gestione del
magazzino, sistemi di material handling;
4. Distribution e Transport management.
53
Logistica di approvvigionamento
54
Il ruolo strategico degli approvvigionamenti
1. Gli acquisti rappresentano un costo rilevante dell’impresa
2. I fornitori influenzano le prestazioni della SC in termini
di costi, tempi e qualità
3. Il fornitore contribuisce alla creazione di competenze e
valore per il cliente (es.: Brembo)
Effetti e implicazioni gestionali
1. Spostamento da un focus operativo ad un focus strategico
2. Importanza dei sistemi di valutazione del fornitore
(vendor rating)
3. Ruolo delle ICT
55
Nuovo ruolo dei fornitori
Dalla logica del prezzo alla logica della qualità alla logica
del co-makership
56
Dimensioni delle relazioni con i fornitori-partners
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Durata del rapporto
Tipo di accordo
Numero di fonti di acquisto
Prezzi/costi
Controllo qualità
Progettazione
Consegna
Trasmissione degli ordini
Documentazione e fatturazione
Trasporto
Punto di consegna
Approccio all’apertura, alla verifica, al miglioramento
57
58
Make or buy, outsourcing e altre scelte strategiche
Outsourcing: processo di individuazione di attività, servizi e
prodotti realizzati all’interno dell’impresa che potrebbero
essere reperiti o effettuati in maniera più conveniente, o con
maggiore qualità, all’esterno.
Integrazione a monte: in caso di difficoltà di reperimento di
materiali e servizi critici, o inadeguatezza delle prestazioni
dei fornitori, ci si organizza per produrre internamente tali
materiali o servizi, o si acquista l’impresa del fornitore
59
Motivazioni e benefici attesi dell’outsourcing
- Focalizzazione sulle core-competences
- Aumento della flessibilità rispetto a condizioni e domanda
di mercato e tecnologie
- Miglioramento delle prestazioni operative (qualità,
produttività, riduzione tempi di ciclo, controllo interno)
- Riduzione degli investimenti in assets e libera capitali e
liquidità
- Riduzione dei costi e conversione dei costi fissi in variabili
60
Outsourcing e Integrazione a monte - Make or buy?
Criteri per la scelta
- Coordinamento richiesto: attiene alla maggiore o minore
difficoltà di integrare una data attività all’interno del processo
complessivo. Attività caratterizzate da incertezza, che
richiedono uno scambio continuo di informazioni, non
dovrebbero essere esternalizzate
- Controllo strategico: attiene alla gravità della perdita che
l’impresa potrebbe subire se la relazione con il partner fosse
interrotta
- Proprietà intellettuale: attiene alla potenziale rinuncia alla
proprietà intellettuale attraverso la relazione con il fornitore
61
Make or buy, outsourcing e altre scelte strategiche
Standardizzazione: essere in grado di produrre una grande
varietà di prodotti a partire da un numero ristretto di parti e
materiali standardizzati. Meno articoli significa acquisti,
consegne,
ispezioni,
pratiche,
immagazzinamenti,
fatturazioni, tipi di impianti e macchinari da utilizzare, ecc. –
“Differenziare il visibile e indifferenziare l’invisibile”
Acquisti e produzioni per moduli: è fondamentale per
imprese i cui prodotti sono costituiti da molte centinaia o
migliaia di parti (es.: automotive, aeroplani, grandi impianti)
–
Importanza
della
“differenziazione
ritardata”
(postponement process)
62
c. L’imperativo della gestione dei tempi
Ogni volta che persone o materiali sono in ritardo, le
programmazioni “saltano” e si creano effetti negativi che
si ripercutono sulla catena di fornitura e generano costi
Es.: maggiori attese dei clienti e relativa insoddisfazione,
ritardi non pianificati, sprechi nei trasporti di materiali,
azioni di ri-programmazione, scorte eccessive o
deteriorate, ecc.
Esigenze di puntualità, tempi di risposta rapidi, certezza,
cioè diminuzione della variabilità dei tempi di risposta
63
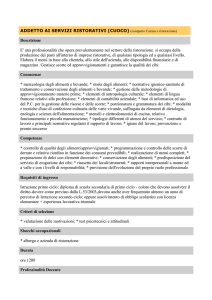
Strumenti e tecniche di timing: a. il kanban
Kanban in giapponese significa scheda, cartellino, documento visibile.
E’ un sistema di controllo delle scorte o della produzione che utilizza
dispositivi visivi per regolare i flussi: comunica al fornitore che cosa e
quanto inviare all’utilizzatore e quando farlo, utilizzando segnali
visivi e regole semplici.
Kanban di prelievo
Centro
lavorazione
Stoccaggio
Parti A e B
Stoccaggio
Parti A e B
Linea di
assemblaggio
Kanban di produzione
Flusso dei materiali
Flusso dei cartellini (kanban)
64
Funzionamento e requisiti del kanban e sue varianti
Logica del McDonald’s – panino e scivolo kanban
Il Kanban è un riduttore della coda di attesa, cioè uno strumento che
limita la lunghezza della coda e quindi i tempi di attesa di articoli (in
fase di produzione) o di persone (clienti) che aspettano il servizio
65
Ciò determina miglioramento/riduzione dei tempi di
attraversamento (in fase di produzione) e soddisfazione
del cliente. A cascata, si determinano ulteriori benefici
quali:
- Migliorano le prestazioni di puntualità della
produzione;
- Lavori improvvisati vengono eliminati e si elimina la
negoziazione dei tempi di consegna dal momento che i
tempi di produzione sono noti e ragionevolmente certi;
- Risulta facile fissare date attendibili in sede di
conferma ordine;
66
Strumenti e tecniche di timing: b. il riattrezzaggio
Quanto impiegano i meccanici di una scuderia di F1 per
cambiare 4 pneumatici, riempire il serbatoio, pulire il
parabrezza e dissetare il pilota?
Attenzione al concetto di “ri-attrezzaggio” = insieme delle
operazioni per modificare, preparare, riconfigurare, riorganizzare una macchina, un impianto, un servizio
67
Il riattrezzaggio: linee guida di gestione e miglioramento
1. Evitare il riattrezzaggio
2. Attività esterne (fuori dalla linea di produzione) effettuate
mentre il processo/ciclo precedente è ancora attivo
3. Attrezzi a portata di mano, puliti, in condizioni ottimali e
pronti all’uso
4. Personale ben addestrato e precisione per i macchinari
costosi
5. Eliminare congegni e dispositivi di regolazione non
necessari
6. Semplificare e standardizzare software, apparechiature,
collegamenti, attrezzature, accessori
7. ......
68
L’importanza della produzione a celle
e one-piece-flow
69
La produzione a celle (cellular manufacturing) rappresenta
uno degli aspetti operativi più importanti dell’ottica lean.
La cella è una unità di lavoro ben definita e delimitata,
tipicamente da 3 a 12 addetti, con 5-15 stazioni di lavoro, che
permette di produrre il più alto numero di prodotti simili,
contenendo al suo interno tutto ciò che serve allo scopo
(attrezzature, impianti, macchine, strumenti, persone),
riducendo movimentazioni e trasporti vari
70
Immagine di una cella ad U classica
71
Gli step della progettazione del layout a celle ad U
1. Identificare i prodotti – codici e quantità (analisi P-Q)
2. Identificare e mappare in dettaglio il processo e le microattività (Process Route Analysis): raccogliere i tempi ciclo
per ciascuna attività / operazione del processo; calcolare il
takt time e la capacità di processo; ecc.
3. Progettare la nuova cella
4. Creare fisicamente la nuova cella
5. Controllare l’efficacia e l’efficienza della nuova cella
72
e. Tecnologia semplice
Impianti e dotazioni il più possibile utilizzabili dal
personale; cautela verso assets troppo complessi,
con costi elevati e dipendenza dalla consulenza
esterna di chi li ha forniti.
73
f. Polifunzionalità degli operatori
Il personale lavora spesso in gruppo, si scambia
frequentemente di ruolo e partecipa attivamente
alle dinamiche di miglioramento continuo.
Diversa concezione del controllo e della presa di
decisione………..
74
…. Registrare e conservare sul posto di lavoro i dati
relativi a qualità, processi, criticità; tagliare transazioni
e rapporti inutili e ridondanti.
Fare in modo che i gruppi di lavoro in prima linea
abbiano per primi la possibilità di risolvere i problemi,
prima dell’intervento dei vertici aziendali/ gruppo di
esperti.
75
Il flusso deve scorrere continuo e costante
BUFFER DI BILANCIAMENTO DEL FLUSSO
Engine
Cool
engine
test
Vehicle
Dynamic
final
testing
Repairi
ngs
Sono necessari operatori polivalenti e
polifunzionali
76
Gestione della
Maintenance
manutenzione
–
Total
Productive
• Macchinari ed aree di lavoro devono essere pulite
• Le aree di lavoro devono essere organizzate efficientemente
• Gli operatori devono occuparsi, “aver cura” delle macchine
alle quali sono adibiti
• Il processo deve essere ben compreso e piuttosto codificato
• Operatori e staff tecnico devono parlarsi e scambiarsi
capacità pratiche e conoscenze teoriche.
77
g. Kai Zen – miglioramento continuo
Filosofia gestionale volta ad ottenere un sempre maggiore
coinvolgimento partecipativo degli operatori nelle vicende
d’impresa
Valorizzazione delle esperienze e delle capacità; intensa e
costruttiva cooperazione tra singoli e team di lavoro;
contributi innovativi; confronto su problemi operativi
quotidiani, ricerca di nuove soluzioni; proposte e
sperimentazioni di cambiamenti; qualita’ dell’ambiente di
lavoro, ….
78
Qualità dei controlli
1. Progettazione
2. Individuazione
3. Miglioramento
79
Progettazione e Individuazione
Servono ad integrare la qualità all’interno del processo, o
bloccare sul nascere un processo mal concepito
a. Approccio alla prevenzione (sistema Shingo): progettare un
processo fail-safe (privo di errori) efficiente, con apparecchi e
procedure fail-safing (pokayoke in giapponese). L’obiettivo di
ogni apparecchio e procedura atta a rendere un processo fail-safe
consiste nell’introdurre determinate caratteristiche che possano
bloccare o addirittura prevenire inconvenienti.
80
81
a. Sistemi per cui le macchine non comincino a lavorare in
presenza di inconvenienti (omessa lavorazione, errata
lavorazione, ecc.)
b. Sistemi che non permettano di montare un pezzo in presenza
di un errore operativo (difetto di posizionamento)
c. Sistemi che non permettano di iniziare il processo successivo
nel caso sia stata dimenticata un’operazione (dimenticanza di
montaggio)
Soluzioni: progettazione di prodotto; segnali luminosi o sonori,
fotocellule, sensori magnetici, bracci meccanici, ecc.
82
Progettazione e Individuazione
b. Approccio all’ispezione e correzione ex-ante: necessità di
redistribuire alcune responsabilità. Ogni addetto, o parte di essi,
sono autorizzati ad intervenire su alcuni problemi, per esempio
bloccare la produzione per evitare la fabbricazione di prodotti
inadeguati.
c. Approccio all’ispezione e correzione ex-post: individuare il
difetto in fasi successive può essere molto costoso e negativo per
la reputazione dell’impresa.
83
Ispezione
L’ispezione è la maniera meno efficace per migliorare la qualità
dei processi. Tuttavia in molti casi è necessario fare ricorso
all’ispezione. Esistono 4 principali modalità di ispezione:
-Ispezione completa: un addetto ha il compito di controllare ogni
unità prodotta. Se non automatizzato, è una modalità ad alto
rischio di errori di ispezione dovuti alla stanchezza;
-Ispezione del primo pezzo: si controlla l’impostazione del
processo, controllando il primo pezzo: se è senza difetti, significa
che il processo è stato impostato correttamente e che tutti i pezzi
prodotti saranno di qualità;
84
Ispezione
-Prove distruttive, es. urto dell’auto per verificare la tenuta dei
paraurti;
- Controllo a campione: basandosi su tabelle di campionamento
statistico gli addetti controllano campioni presi casualmente o ad
intervalli regolari da un lotto di produzione. Se il livello di
qualità del campione è superiore al livello minimo accettabile
(acceptable quality level, AQL), allora l’intero lotto supera
l’ispezione. Un lotto insoddisfacente viene ispezionato
completamente e le unità difettose sostituite.
85
Qualità dei controlli: il miglioramento
L’approccio Six Sigma
Identifica la filosofia ed metodi di controllo e
miglioramento della qualità. Si rifà ad un termine
statistico per esprimere l’obiettivo di qualità di un numero
di difetti non superiore a quattro per milione di unità
86
Gli strumenti analitici del Six Sigma
1.
2.
3.
4.
5.
6.
7.
Diagramma di flusso
Run chart
Grafici di Pareto
Fogli di raccolta dati
Diagrammi causa-effetto
Diagrammi di flusso delle opportunità
Grafici di controllo
87