Guida di riferimento della macchina
803644
Guida di riferimento
della macchina
803644
luglio 2010
Hypertherm, Inc.
Hanover, NH USA
www.hypertherm.com
e-mail: [email protected]
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel (Main Office)
603-643-5352 Fax (All Departments)
[email protected] (Main Office Email)
800-643-9878 Tel (Technical Service)
[email protected] (Technical Service Email)
800-737-2978 Tel (Customer Service)
[email protected] (Customer Service Email)
Hypertherm Automation
5 Technology Drive, Suite 300
West Lebanon, NH 03784 USA
603-298-7970 Tel
603-298-7977 Fax
Hypertherm Plasmatechnik GmbH
Technologiepark Hanau
Rodenbacher Chaussee 6
D-63457 Hanau-Wolfgang, Deutschland
49 6181 58 2100 Tel
49 6181 58 2134 Fax
49 6181 58 2123 (Technical Service)
Hypertherm (S) Pte Ltd.
82 Genting Lane
Media Centre
Annexe Block #A01-01
Singapore 349567, Republic of Singapore
65 6841 2489 Tel
65 6841 2490 Fax
65 6841 2489 (Technical Service)
Hypertherm (Shanghai) Trading Co., Ltd.
Unit A, 5th Floor, Careri Building
432 West Huai Hai Road
Shanghai, 200052
PR China
86-21 5258 3330/1 Tel
86-21 5258 3332 Fax
12/17/09
Hypertherm Europe B.V.
Vaartveld 9
4704 SE
Roosendaal, Nederland
31 165 596907 Tel
31 165 596901 Fax
31 165 596908 Tel (Marketing)
31 165 596900 Tel (Technical Service)
00 800 4973 7843 Tel (Technical Service)
Hypertherm Japan Ltd.
Level 9, Edobori Center Building
2-1-1 Edobori, Nishi-ku
Osaka 550-0002 Japan
81 6 6225 1183 Tel
81 6 6225 1184 Fax
Hypertherm Brasil Ltda.
Avenida Doutor Renato de
Andrade Maia 350
Parque Renato Maia
CEP 07114-000
Guarulhos, SP Brasil
55 11 2409 2636 Tel
55 11 2408 0462 Fax
Hypertherm México, S.A. de C.V.
Avenida Toluca No. 444, Anexo 1,
Colonia Olivar de los Padres
Delegación Álvaro Obregón
México, D.F. C.P. 01780
52 55 5681 8109 Tel
52 55 5683 2127 Fax
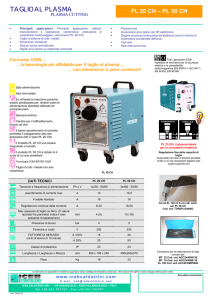
Plasma:
“il quarto stadio della materia”
I primi tre stadi della materia sono solido, liquido
e gassoso. Per la sostanza più comunemente
nota, l'acqua, questi stadi sono ghiaccio, acqua
e vapore. Se si espone al calore, il ghiaccio si
trasforma da solido a liquido, e se si espone
ad ulteriore calore, si trasforma in gas (vapore).
Quando si espone il gas ad un notevole calore,
questi si trasforma in plasma, il quarto stadio
della materia.
L'arco plasma fonde il metallo, e il gas ad alta
velocità rimuove il materiale fuso.
Sistema
Powermax
1000
Powermax
1250
Powermax
1650
Plasma
Gas
Liquido
MAX200
Calore
HT2000
Solido
Definizione di plasma
Il plasma è un gas conduttore di elettricità.
La ionizzazione dei gas provoca la creazione
di elettroni liberi e ioni positivi tra gli atomi del gas.
Quando si verifica ciò, il gas diventa elettricamente
conduttore con capacità di trasportare corrente.
In questo modo diventa un plasma.
Plasma in natura
Un esempio di plasma visto in natura sono i fulmini.
Proprio come la torcia a plasma, il fulmini muovono
elettricità da un posto ad un'altro. Nei fulmini i gas
nell'aria sono i gas ionizzati.
HSD130
HPR130XD
HPR260XD
HPR400XD
Tagliare con il plasma:
Il taglio con il plasma è un processo che utilizza
un foro di ugello ottimizzato per restringere un
gas ionizzato, a temperatura molto alta, in modo
da utilizzarlo per fondere e separare sezioni
di metallo elettricamente conduttivi.
Plasma
Plasma
HPR800XD
Tipo di
materiale
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Acciaio
al carbonio
Acciaio inox
Alluminio
Spessore di
separazione
32 mm
Produzione
(sfondamento)
10 mm
32 mm
32 mm
38 mm
10 mm
10 mm
10 mm
38 mm
38 mm
44 mm
10 mm
10 mm
12 mm
44 mm
44 mm
50 mm
12 mm
12 mm
25 mm
50 mm
50 mm
50 mm
25 mm
25 mm
38 mm
50 mm
50 mm
38 mm
25 mm
25 mm
25 mm
25 mm
25 mm
38 mm
20 mm
20 mm
32 mm
25 mm
25 mm
64 mm
20 mm
20 mm
38 mm
50 mm
50 mm
80 mm
32 mm
80 mm
80 mm
80 mm
45 mm
45 mm
50 mm
160 mm
160 mm
75 mm
75 mm
25 mm
50 mm
1
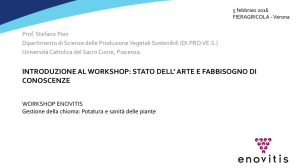
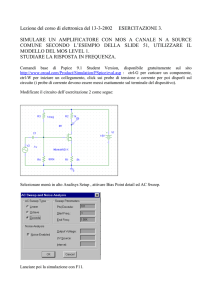
Selezione del gas
Selezionare il gas corretto per il materiale da
tagliare è fondamentale per un taglio di qualità.
Gas plasma
Il gas plasma è chiamato anche gas di taglio.
Il gas che viene ionizzato durante il processo
plasma, esce attraverso if foro dell'ugello.
Esempi
Aria
Azoto
Ossigeno
Argo-Idrogeno
•
•
•
Gas di protezione
•
•
•
(-)
•
•
•
Nozzle
Ugello
Cutting
gas
Gas di taglio
Secondary
Gas secondarigas
Shield
cup
Cappuccio
di protezione
(+)
•
•
Il gas di protezione è il gas secondario nel
processo plasma. Circonda l'arco ed è usato per
favorire il restringimento dell'arco e a raffreddare
la torcia. Crea l'ambiente di taglio, il quale,
tra l'altro, influisce sulla qualità del bordo.
Esempi
Aria
Aria-Metano
CO2
Azoto
Ossigeno-Azoto
Metano
•
Electrode
Elettrodo
Lamiera
Workpiece
Selezionare il gas corretto
La qualità del gas è critica per il funzionamento
corretto dei sistemi di taglio arco plasma e per
un'ottima qualità di taglio. Qualsiasi contaminante
può provocare una mancata accensione, una
scadente qualità di taglio ed una durata breve
della vita utile dei consumabili. I contaminanti
possono essere: impurità del gas, umidità, olio,
sporcizia, presenza di contaminanti o di gas non
idonei nel sistema di tubi (per esempio aria nella
tenuta del sistema O2, non seguire le corrette
procedure di spurgo quando si cambia il gas).
Tabella di selezione gas
Sistema
Powermax1000,
Powermax1250, e
Powermax1650
HyPerformance
HySpeed Plasma
HSD130
MaX200 e HT2000
per taglio inclinato
Materiale
Gas plasma
Gas di protezione
Acciaio al carbonio*
Aria
Aria
Acciaio inox
Aria, N2
Aria, N2
Alluminio
Aria, N2
Aria, N2
Acciaio al carbonio
Ar, O2
Aria, O2
Acciaio inox
Ar, H35, N2, H35-N2, F5
N2
Alluminio
Ar, H35, Aria, H35-N2
N2, Aria
Acciaio al carbonio
O2, Aria
Aria
Acciaio inox
Aria, N2, F5, H35
Aria, N2
Alluminio
Aria, H35
Aria, N2
Acciaio al carbonio
Aria, O2, N2
Aria, O2, CO2
Acciaio inox
Aria, N2, H35
Aria, O2, CO2
Alluminio
Aria, N2, H35
Aria, O2, CO2
Acciaio al carbonio
O2
Aria
*Il taglio O2 è solo per 340 A massimo. È necessario usare N2 per una corrente più alta.
2
Utilizzare le tabelle di taglio
e tabelle di taglio nel Manuale d'Istruzioni
•Lforniscono
tutti i parametri necessari per
impostare il sistema di taglio.
e velocità di taglio dovrebbero essere sempre
•Lregolate
in base alle tabelle di taglio, a meno
che una sezione di note aggiuntive consigli
una diversa impostazione per migliorare
la qualità di taglio.
Potrebbe essere necessario regolare le
impostazioni delle velocità di corsa e la distanza
tra la torcia e la lamiera/tensione dell'arco per
ottimizzare la qualità di taglio e le prestazioni del
sistema. Sezioni a seguire in questo manuale
forniranno istruzioni su come effettuare questi
adattamenti.
purgare i gas per almeno 1 minuto dopo aver
•Scambiato
i consumabili e prima di tagliare.
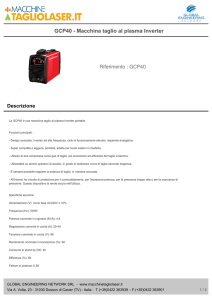
FUNZIONAMENTO
Tipo di materiale
Acciaio al carbonio
EX
220637
Metrico
Selezione
gas
220636
220635
Aria
Impostazione
preflusso
24
50
Inglese
Selezione
gas
Impostazione
flusso di taglio
Aria
220631
Impostazione
preflusso
24
50
O2
Preflusso
0/0
Flusso di taglio 66 / 140
50
Impostazione
flusso di taglio
60
50
220629
Aria
190 / 400
137 / 290
220571
Selezione dei consumabili
Spessore del Tensione Distanza tra
Velocità
materiale
d’arco torcia e lamiera di taglio
mm
12
15
20
22
25
30
40
50
60
70
80
V
139
142
146
148
150
153
158
167
173
183
197
mm
EM
60
Plasma Protezione Plasma Protezione Plasma Protezione
O2
220632
Parametri di montaggio
Plasma Protezione Plasma Protezione Plasma Protezione
O2
Velocità di taglio – lpm/scfh
Plasma ad O2 / Protezione ad Aria
400 A
Tabelle di taglio
Selezione del gas
e della corrente
mm/m
4430
3950
2805
2540
2210
1790
1160
795
580
380
180
3,6
3,8
4,0
4,6
5,3
6,4
V
140
143
145
148
151
153
157
160
168
171
175
193
Altezza iniziale
di sfondamento
mm
Fattore %
7,2
200
7,6
8,0
9,2
11,5
19,1
250
360
Ritardo di
sfondamento
Secondi
0,4
0,5
0,7
0,8
0,9
1,1
1,9
5,2
Partenza dal bordo
PIO
7,9
Spessore del Tensione Distanza tra
Velocità
materiale
d’arco torcia e lamiera di taglio
Pollici
1/2
5/8
3/4
7/8
1
1-1/4
1-1/2
1-3/4
2
2-1/4
2-1/2
3
Pollici
0.14
0.15
0.16
0.18
0.21
0.25
0.31
ipm
170
150
115
100
85
65
48
40
30
25
20
10
Altezza iniziale
di sfondamento
Ritardo di
sfondamento
Pollici Fattore %
Secondi
0.4
0.5
0.6
0.8
0.9
1.2
1.6
2.5
5.5
0.28
200
0.30
0.32
0.36
0.45
250
0.75
360
Partenza dal bordo
Marcatura
Selezione
Gas
N2
Ar
4-36
N2
Aria
Impostazione
preflusso
10
20
10
10
Impostazione
flusso di taglio
10
30
10
10
Corrente
Distanza tra
torcia e lamiera
Selezione del gas
Tabelle di taglio
Velocità
di marcatura
Tensione
d’arco
A
mm
Pollici
mm/min
ipm
V
22
25
2,5
3,0
0.10
0.12
1270
1270
50
50
123
55
HPR400XD Auto Gas Manuale di istruzioni
3
Consumabili
Installazione dei consumabili
Selezionare i pezzi di ricambio consumabili
•usando
la tabella di taglio corretta.
nstallare i consumabili usando gli attrezzi
•Iforniti
nel kit di pezzi di ricambio. NON
STRINGERE ECCESSIVAMENTE.
tutti gli o-ring consumabili con
•Lil ubrificare
grasso al silicone fornito nel kit di pezzi
di ricambio consumabili. Non applicare
eccessivamente, è necessario solamente
uno strato sottile. Applicare il lubrificante
con le dita (quanto basta per ungere)
e quindi lubrificare gli o-ring.
li elettrodi e gli ugelli dovrebbero essere
•Gsostituiti
contemporaneamente. Gli anelli
diffusori dovrebbero essere sostituiti quando
necessario, generalmente ogni 5-10 cambi di
elettrodi/ugelli. Bisogna sostituire le protezioni,
i cappucci di protezione, ecc., solo quando
sono fisicamente usurati o quando la qualità
di taglio diventa scadente.
roteggete il vostro investimento: usate
•Psolamente
pezzi di ricambio originali Hypertherm.
Plasma convenzionale o HySpeed HT2000
Protezione
Cappuccio di tenuta
Ugello
Anello diffusore
Elettrodo
Cappuccio di tenuta
Ugello
Anello diffusore
Elettrodo
Plasma HSD
Protezione
Plasma HyPerformance
Cappuccio di protezione
4
Protezione adattatore
Tenuta
Ugello
cappuccio
Diffusore anello
Elettrodo
Annotare la vita utile dei consumabili
nnotare la vita utile dei consumabili è un
•Acompito
importante che dovrebbe essere fatto
ogni volta che i consumabili sono cambiati.
on le annotazioni si può facilmente osservare
•Cquando
si verifica un problema con la vita utile
dei consumabili, contribuendo efficacemente
ad individuare i guasti.
tabella è un ottimo esempio
•Lpera seguente
le vostre annotazioni.
Registro di utilizzo dei consumabili
Avvio
Errori
Taglio di
materiali
Corrente/
Processo
Pezzo di ricambio
consumabile N.
Note
Fine
Vita utile dei consumabili
ltre alle corrette impostazioni e operazioni,
O
la vita utile dei consumabili può essere
aumentata eseguendo i seguenti passi:
La vita utile media dei consumabili dipende dal numero di
sfondamenti e dalla lunghezza di taglio. La vita utile dei consumabili
non è solamente misurata in base al numero di sfondamenti.
1.Altezza di sfondamento. La corretta altezza
di sfondamento è fondamentale per una
lunga durata della vita utile dei consumabili,
per la qualità di taglio e per evitare problemi
di accensione.
•
L'altezza di sfondamento dovrebbe essere
1,5–2 volte l'altezza di taglio della torcia.
e lo sfondamento della lamiera avviene
•Stroppo
da vicino, le ‑scorie prodotte dalla
vampa di ritorno penetrano dentro la torcia.
Tutto ciò provoca danni ai consumabili
e possibilmente alla torcia.
e si usa il sistema Command THC di
S
Hypertherm, consultare il Manuale d'Istruzioni
per ulteriori informazioni sullo sfondamento
ed alcune delle funzioni che riducono il
danneggiamento dei consumabili.
Consumabili
Accensioni
Tempo
di accensione
dell'arco
2.Riduzione degli errori Riducendo gli
errori si allunga notevolmente la durata dei
consumabili. Gli errori sono generalmente
causati dal non iniziare e/o fermare il taglio
nella lamiera o dall'azionare l'arco fuori dalla
lamiera, interrompendo quindi il processo
Longlife.
gni errore equivale approssimatamente
•Oa 10–15
sfondamenti nella maggior parte
dei sistemi. I sistemi HyPerformance
e HyDefinition sono più suscettibili agli errori:
ogni errore equivale a più di 15 sfondamenti.
dovrebbero essere meno del 10%
•Gdelli errori
numero di sfondamenti.
o sfondamento che viene effettuato troppo
•Lalto
provoca una eccessiva curvatura del
pilota, provocando inoltre una eccessiva usura
dell'ugello.
5
Consumabili
Individuazione di guasti dei consumabili:
Imparare a valutare i consumabili consente ad un operatore esperto
di analizzare velocemente le operazioni del suo sistema e di trovare
qualsiasi problema che si possa verificare. La seguente tabella
indica i problemi e le soluzioni comuni:
Problema
L'elettrodo
si corrode
velocemente
L'usura del cratere
dell'elettrodo non
è concentrica
Il foro dell'ugello
si usura perdendo
la forma rotonda
oppure si usura
dall'esterno verso
l'interno
L'ugello si corrode
all'interno
Possibile causa
Soluzione
Restringimento di gas, 1. Verificare la corretta impostazione di flusso
flusso di gas basso
e alimentazione della pressione/flusso
2. Verificare che siano installati i consumabili
corretti
3. Verificare che l'anello diffusore non
sia bloccato e che si utilizzi la corretta
quantità di lubrificazione
4. Verificare che il tubo non sia bloccato
o attorcigliato
5. Verificare che non ci sia un
malfunzionamento della valvola
Temperatura alta
1. Verificare che la temperatura sia corretta
o basso flusso del
se dotato di refrigeratore esterno
refrigerante
2. Eseguire prova di flusso del refrigerante
Errori eccessivi
Effettuare cambiamenti di programmazione
per consentire al sistema un corretto
aumento/diminuzione graduale
Anello diffusore
Sostituire l'anello diffusore
bloccato o difettoso
Torcia difettosa
Sostituire il corpo principale della torcia
Inarcamento del pilota 1. Verificare che l'altezza di sfondamento
eccessivo
sia corretta
2. Verificare il collegamento del cavo
di lavoro
3. Torcia cortocircuitata
4. Il relè dell'arco pilota resta chiuso
Contaminazione
Verificare l'alimentazione del gas o che non
ci siano perdite
Doppio inarcamento
Verificare che l'altezza di sfondamento
sia corretta
Note
La torcia si abbassa troppo se dotata
di controllo THC
Questo problema potrebbe anche
causare difficoltà di accensione
Lubrificante in eccesso può bloccare
gli anelli diffusore
Una quantità eccessiva di scorie sul bancale
di taglio può causare questo problema
Misurare la resistenza della torcia
Quando si taglia con il sistema O2, una
perdita può far entrare dei contaminanti
nella linea del gas plasma
L'elettrodo ed l'ugello diventano neri. Se
dotata di controllo THC, la torcia si solleva
Contattare Hypertherm
per ricevere una copia
gratis del nostro poster
Guida all'Individuazione
dei Guasti Plasma.
6
Qualità del taglio
Si usano quattro misure base per determinare
la buona qualità del taglio:
Angolo inclinato
Livelli di bava
Aspetto del taglio
Striature
(Solamente taglio di acciaio al carbonio – O2)
•
•
•
•
Gli adattamenti che l'operatore può effettuare
per migliorare queste qualità sono:
Altezza torcia o tensione dell'arco
Velocità di taglio
•
•
Tenere presente che le tabelle di taglio sono
il punto di partenza, ma potrebbe essere
necessario regolare velocità di taglio e altezza
torcia in alcuni materiali.
Angolo inclinato
umentando o diminuendo l'altezza della torcia,
•Al'angolo
di inclinazione può essere cambiato.
Diminuzione della bava (scorie)
Bava sul bordo superiore
La bava di metallo compare sul bordo superiore di
entrambi i pezzi di lamiera. Abbassare la tensione
a incrementi di 5 V (massimo) fino a quando la
bava sul bordo superiore scompare. Generalmente
si verifica solamente con il plasma ad aria.
Bava di alta velocità
Bava sottile e filante che si salda al bordo
inferiore. La pulizia viene effettuata tramite
scheggiatura e molatura. Ridurre la velocità
di taglio per diminuire la bava di alta velocità.
Bava di bassa velocità
Bava globulare che si forma in ampi depositi.
Si stacca molto facilmente, in grossi pezzi.
Aumentare la velocità di taglio per diminuire
la bava di bassa velocità.
Topbordo
dross
Bava sul
superiore
Consumabili
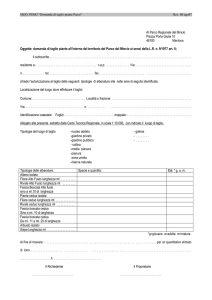
Interpretazione del taglio
il controllo altezza torcia (THC). Se il sistema
plasma non è dotato del controllo THC, dovrà
essere regolato manualmente.
Bava di alta velocità
High-speed
dross
allineata con la lamiera ed è necessario regolarla.
Bava
di bassadross
velocità
Low-speed
e l'angolo non è uguale in tutti i lati di una
•Sparte
tagliata, la torcia potrebbe non essere
TorciaTorch
troppotoobassa
low
Qualità del taglio
i effettua regolando le impostazioni della
•Stensione
dell'arco nei sistemi plasma con
Negative
bevel
Inclinazione
negativa
Zero bevel nulla
Inclinazione
Torch
too high
Torcia
troppo
alta
Positive bevelpositiva
Inclinazione
EFFETTI DELL'ALTEZZA DELLA TORCIA
EFFECTS OF TORCH HEIGHT
7
Qualità del taglio
Ulteriori informazioni sulla bava
•
Alcuni tipi di metallo intrinsecamente producono
più bava di altri quando vengono tagliati. Alcune
delle lamiere e dei trattamenti più difficili sono:
Alto contenuto
Superfici di metallo
di carbonio pulite
Lamiere granigliate
Alluminio
Acciaio laminato Metallo tiepido
a caldo o caldo
Acciaio con alto contenuto di silicone
Alcuni dei tipi più facili sono:
Acciaio laminato a freddo
Acciaio rifinito ad olio
Se la lamiera presenta una superficie oleosa,
squamosa o arrugginita, tagliare con questo
lato in giù.
Una cuffia d'acqua o un taglio effettuato
sott'acqua tende ad aumentare i livelli di bava.
•
•
•
•
•
•
•
•
•
•
•
•
Aspetto del taglio
d eccezione dell'acciaio al carbonio, quando
•Asi tagliano
metalli con il sistema O , le striature
Interpretazione delle striature:
Solo tagli di acciaio al carbonio
con il sistema O2
Un ottimo modo per determinare la corretta
velocità di taglio comporta l'utilizzo delle
striature di taglio.
•
eneralmente le striature dovrebbero seguire
•Gil taglio
di circa 10–15 gradi.
uando le striature sono più verticali,
•Qla velocità
è troppo bassa.
uando le striature sono più pronunciate,
•Qla velocità
è troppo alta.
Superficie liscia
Inclinazione O˚
Le striature si interrompono
a circa 15˚ nel mezzo del taglio
Senza bava
Velocità corretta
2
non sono un buon indicatore di velocità di taglio.
Devono essere considerati insieme l'angolo di
inclinazione, i livelli di bava e l'aspetto del taglio.
La levigatezza o ruvidità della superficie ed
i livelli di bava determinano la velocità corretta.
Una distanza tra la torcia e la lamiera troppo
corta o l'usura dei consumabili producono
una faccia di taglio concave.
Una distanza tra la torcia e la lamiera troppo
lunga o l'usura dei consumabili producono
una faccia di taglio convessa.
•
•
•
Inclinazione accettabile
Striature meno di 15˚
La bava si stacca
senza molatura
Troppo lento
Inclinazione pronunciata
Le striature si interrompono
a più di 15˚
Un taglio pulito o “drop”
potrebbe non essere realizzabile
Bava dura
Troppo veloce
Taglio di acciaio inossidabile di buona qualità
Taglio di alluminio di buona qualità
8
Effetti della velocità di taglio
sulla tensione dell'arco:
Direzione di taglio
•
Quando la velocità di taglio aumenta,
la tensione dell'arco diminuisce e viceversa.
•Variazioni di velocità di taglio:
• Quando si taglia negli angoli*
• All'inizio e alla fine di un taglio*
• Quando si tagliano cerchi e contorni*
* Questo produce bava negli angoli e contorni.
dell'azione di diffusione del gas plasma,
•Auncausa
lato del taglio avrà sempre un angolo di
inclinazione. Questo lato si chiama il "bordo
peggiore" del taglio.
ottenere il minimo livello di inclinazione
•Pneierpezzi
prodotti, la torcia deve muoversi
nella direzione corretta. Il "bordo migliore"
è quello sulla destra poichè la torcia si muove
in direzione opposta rispetto all'operatore.
Consultare l'illustrazione.
•Reazione del controllo THC
• La torcia si abbassa quando la velocità
a direzione di diffusione può essere invertita
•Lusando
diminuisce**
anelli diffusori differenti in alcuni
modelli per ottenere il risultato opposto
• La torcia si solleva quando la velocità aumenta**
(usato per ottenere tagli speculari).
** Il controllo THC deve essere spento o bloccato quando
la velocità diminuisce.
Direzione
Direction
(+)
Materiale di Scrap
scarto
Arc
Tensione
d'arco
voltage
(+)
Scrap
Materiale
di scarto
Nota: IlGraph
graficoisprescinde
dal sistema
e dalloand
spessore
metallo.
Note:
independent
of system
metaldel
thickness.
Contattare Hypertherm per
ricevere una copia gratis
della nostra guida How to
improve plasma cut quality
(Come migliorare la qualità
del taglio plasma).
Come migliorare
la qualità di taglio plasma
Production
piece
Pezzo
di produzione
La guida di riferimento che segue offre molte soluzioni per migliorare la qualità di
taglio. È importante provare a lavorare utilizzando questi suggerimenti come base,
poiché spesso ci sono molti fattori da considerare:
•
•
•
•
•
Tipo di macchina (esempio: banco XY, presso punzonatrice)
Sistema di taglio plasma (esempio: generatore, torcia, consumabili)
Dispositivi di controllo del movimento (esempio: CNC, controllo di altezza torcia)
Variabili di processo (esempio: velocità di taglio, pressioni del gas, portate)
Variabili esterne (esempio: variabilità del materiale, purezza del gas, esperienza
dell’operatore)
In senso orario: Taglio di bordi esterni. Il pezzo tagliato si stacca.
In senso antiorario: Tagliare dentro al foro. Il materiale di scarto si stacca.
È importante considerare tutti questi fattori quando si cerca di migliorare l’aspetto
di un taglio.
Qualità di taglio
Angolarità
Angolo di taglio positivo
Viene rimosso più materiale dalla
parte superiore della superficie
del taglio che non dalla parte
inferiore.
Angolo di taglio negativo
Viene rimosso più materiale dalla
parte inferiore della superficie
del taglio che non dalla parte
superiore.
Arrotondamento del lato
superiore
Leggero arrotondamento lungo
il bordo superiore della superficie
di taglio.
Bava di bassa velocità
Deposito di materiale fuso
globulare o con bolle che si
attacca e si indurisce sul bordo
inferiore del taglio (possibile
presenza di striature verticali;
la bava è facile da rimuovere,
staccandosi in grosse scaglie).
Spruzzi superiori
Leggero spruzzo di materiale
fuso che si raccoglie sul bordo
superiore del taglio (normalmente
irrilevante e più comune con il
plasma ad aria).
Bava
Bava di alta velocità
Piccolo cordone lineare di metallo
fuso che si attacca e si indurisce
lungo il bordo interiore del taglio
(presenza di striature a S; la bava
è difficile da rimuovere e richiede
una molatura).
Pagina 1 di 6
9
Qualità del taglio
Velocità speed
di taglio
Cutting
Qualità del taglio
Cosa determina la qualità del taglio?
ll campione di taglio rappresenta visualmente
le capacità degli strumenti per tagliare metalli.
Valutando la levigatezza del taglio, l'angolo di
inclinazione e la quantità di bava si può osservare
una rappresentazione accurata del potenziale
successo di questo processo. Comunque
il campione di taglio non può e non dovrebbe
essere l'unico fattore determinante nella
decisione d'acquisto. Molti parametri incidono
direttamente sulla qualità della parte tagliata.
Prima di prendere una decisione sull'acquisto,
è fondamentale conoscere tutti i fattori che
contribuiscono ad un taglio ben riuscito.
Il processo di taglio plasma è condizionato
direttamente da quattro fattori principali:
acchina di taglio (banco di taglio XY, pressa
•Mpunzonatrice,
ecc.)
•Dispositivi di controllo del movimento (CNC)
di processo (purezza del gas, velocità
•Vdiariabili
taglio, variabilità del materiale, ecc.)
•Sistema di taglio plasma (generatore, torcia, ecc.)
Oggi ci sono numerosi produttori di sistemi di
taglio del metallo nel mercato che producono una
varietà di diversi tipi di macchine. Di conseguenza
i risultati possono variare. I campioni di taglio
forniti da Hypertherm rappresentano qualità di
taglio ottenibili con un tipo di macchina da taglio
ed in nessun modo indicano i risultati previsti con
altri strumenti di taglio.
Hypertherm consiglia vivamente che si ottenga
un campione di taglio che sia stato ottenuto
con strumenti che rappresentano la macchina
di taglio considerata. Solamente a quel punto
può essere possibile una determinazione più
accurata dei risultati previsti.
Taglio dei fori
Il taglio di fori interni può essere molto difficile
da effettuare con plasma. Le dimensioni minime
del foro, presumendo eccellenti caratteristiche
di controllo del movimento, sono:
10
yPerformance/HyDefinition (O
•Hal carbonio)
2
sull'acciaio
• Lamiera da 3 mm e di misura inferiore: 4,7 mm
• Oltre 3 mm: 1,5 volte lo spessore del materiale
• Tradizionale (O2 sull'acciaio al carbonio)
da 3 – 13 mm: 2 volte lo spessore
• Lamiera
PLATE WITH INTERNAL HOLE
del materiale
LAMIERA CON FORO INTERNO
O
ltre
13
mm:
1,5
volte
End Point
•
lo spessore del materiale
• Per i migliori risultati:
• Spegnere il THC
Start
(Controllo altezza torcia).
• Ridurre la velocità.
• Effettuare il taglio di entrata
Border
Cut line, center of cut
perpendicolare al lato.
Arrows indicate cut direction
M
inimizzare
il
taglio
•
di uscita. Solamente il necessario
per consentire alla parte di cadere.
Punto finale
Avvio
Bordo:
Linea di taglio, centro del taglio
Le frecce indicano la direzione
di taglio
Individuazione dei guasti da parte
dell'operatore
LED di stato
Le luci verde o ambra sulla parte anteriore
del generatore sono ottimi indicatori di problemi
comuni. Se i LED sono di colore verde, dovrebbero
essere accesi; se sono di colore ambra, dovrebbero
essere spenti. Consultare il Manuale d'Istruzione per
vedere come individuare i guasti con questi LED.
Nota:
Il plasma HyPerformance non è dotato di spie
di indicazione nel generatore.
Consigli:
Il sistema si spegne durante il taglio o quando
si prova a tagliare: Premere il pulsante di avvio
(Start) e verificare quale LED lampeggia.
Questo problema potrebbe essere il motivo
per cui il sistema si spegne.
•Taglio inclinato costante: Verificare che
la direzione del taglio, l'altezza della torcia,
la velocità di taglio, la condizione dei consumabili
e l'allineamento della torcia (perpendicolare alla
lamiera) siano corretti. Se tutto sembra essere
collocato correttamente ed in buona condizione,
la manutenzione deve verificare la tenuta
e i restringimenti. Se non ci sono altri problemi,
potrebbe essere necessario sostituire la torcia.
•
•
Manutenzione
Per ottimizzare le prestazioni, minimizzare
i costi operativi generali e allungare la durata
dei sistemi di taglio plasma Hypertherm,
dovrebbe essere seguito un programma
di manutenzione preventiva regolare.
Il seguente riepilogo descrive brevemente il
programma di manutenzione minimo consigliato.
Tutti i giorni:
Verificare che la pressione di alimentazione
del gas sia corretta.
•
•Verificare le corrette impostazioni di portata.
erificare che la pressione e la temperatura
•Vdel refrigerante
siano corrette.
ostituire i consumabili se necessario,
•Sed ispezionare
la torcia.
Ogni settimana:
Pulire l'alimentatore con aria compressa
o con un aspirapolvere.
•
ontrollare che le ventole di raffreddamento
•Cfunzionino
correttamente.
•Pulire i filetti della torcia e l'anello di corrente.
•Controllare il livello del refrigerante.
Ogni mese:
Controllare se sono presenti cablaggi allentati.
Qualità del taglio
erificare il corretto funzionamento
•Vdel flussostato
del refrigerante.
•Eseguire prova di flusso del refrigerante.
•Eseguire prova di tenuta del gas.
•Controllare i collegamenti dei cavi.
•Controllare lo spinterometro.
Due volte l'anno:
Svuotare e irrigare il sistema refrigerante
principale. Sostituire l'elemento filtrante
del refrigerante. Sostituire il refrigerante
con refrigerante originale Hypertherm.
•
Manutenzione
Contattare Hypertherm per ricevere una copia gratis
del nostro opuscolo sul protocollo di manutenzione preventiva.
•
•Controllare se il contattore principale è usurato.
•Controllare il relè dell'arco pilota.
il filtro dell'aria nel pannello anteriore
•Cdelontrollare
sistema, se equipaggiato con un filtro.
Ogni anno:
Sostituire il relè dell'arco pilota.
•
11
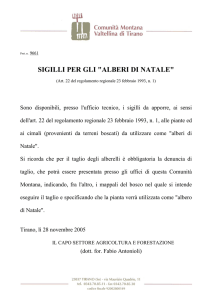
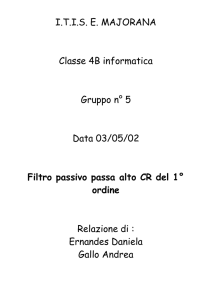
Panoramica sul sistema
Panoramica sul sistema
Sequenza di funzionamento
Questa panoramica base descrive come si forma
e si mantiene un arco. Questo concetto deve
essere compreso per individuare efficacemente
i guasti del sistema di taglio arco plasma.
1.Preflow (Preflusso)
Un segnale di avvio è fornito al generatore.
Il contattatore principale è chiuso, creando
una tensione a circuito aperto (OCV).
Chopper
Un generatore a tensione costante (CC) è usato
nella maggior parte dei sistemi di taglio plasma
meccanizzati Hypertherm.
•
• Il preflusso del gas plasma è acceso.
• Il circuito di accensione si carica.
Circuito di innesco ad alta frequenza
Metodo di attivazione arco plasma utilizzando
corrente ad alta‑tensione e ad alta frequenza (CA).
Circuito di accensione
Mantiene corrente di uscita con l'erogazione
di alta frequenza.
Circuito arco pilota
Usato per attivare un arco fornendo un percorso
al circuito di avviamento di alta frequenza tra
l'ugello (+) e l'elettrodo (-).
DIAGRAMMA
DEL SISTEMA
SYSTEM DIAGRAM
STATO
DEL GAS
– PREFLOW
GAS(PREFLUSSO):
STATUS
– PREFLOW:
ON (ACCESO) ON
CC
HH
OO
P
P
P
EP
RE
High-freq
Circuito di
Circuito di innesco
Surge-injection
Start
accensione
ad alta
frequenza
Circuit
Circuit
DC
Caricare
Charging
R
CR1
Pilot
Arc Relay
Relè arco
pilota
F1
CC
HH
OO
PP
PP
E
RR
Resistor
High-freq
Circuito di
Circuito di innesco
Surge-injection
Start
accensione
ad alta frequenza
Circuit
Circuit
10–15
KVAC Torch
10-15 KVAC
Torcia
2 Mhz
Mhz
DC
IGBT
280
VDC
280 VCC
15–18
KHz
15-18 KHz
F1
Workpiece
Lamiera
CR1
Pilot
Arc Relay
Relè arco
pilota
RG Pilot arco
Resistore
Arc Resitor
pilota
RG
L1
Resistore
Shuntshunt
Resistor
12
CS1
Resistore
RG Pilot arco
pilota
RG
Arc Resitor
L1
Resistore
Shuntshunt
200VAC
VCA 50/60
50/60 HZ
200
HZ
OFF
OFF (SPENTO)
10-15
kVCA
10 – 15
KVAC Torcia
Torch
22 MHz
Mhz
CS1
Workpiece
Lamiera
•
l circuito di accensione si scarica per
• Imantenere
la tensione di circuito mentre
l'alta frequenza è erogata.
STATO DEL GAS – PREFLOW
GAS (PREFLUSSO):
STATUS – PREFLOW:
ON (ACCESO) ON
CC
HH
OO
PP
PP
EE
RR
3.Modalità di taglio
L'arco viene a contatto con il piano di lavoro,
il CS1 percepisce il flusso di corrente
e va a uno stato minimo logico: il trasferimento
dell'arco ha avuto luogo.
•
l circuito ad alta frequenza è spento, il relè
• Idell'arco
pilota è aperto.
di gas è aumentato alle impostazioni
• Idil flusso
flusso di taglio.
Circuito di High-freq
Circuito di innesco
Surge-injection
Start
accensione
ad
alta frequenza
Circuit
Circuit
DC
Scaricare
Dis-Charging
STATO DEL GAS – CUTFLOW
GAS
STATUS
– CUT
(FLUSSO
DI TAGLIO):
ON FLOW:
(ACCESO)ON
ON
ON(ACCESO)
10-15
10–15kVCA
KVAC Torcia
Torch
22 MHz
Mhz
CR1
Pilot
Arc pilota
Relay
Relè arco
F1
Resistore
RG Pilot arco
pilota
RG
Arc Resitor
Workpiece
Lamiera
CC
HH
OO
PP
PP
EE
RR
High-freq
Circuito di
Circuito Start
di innesco
Surge-injection
accensione
ad
alta
frequenza
Circuit
Circuit
DC
Charging
Caricare
L1
Resistore
shunt
Shunt
Resistor
F1
CS1
OFF
OFF (SPENTO)
10-15
10-15kVCA
KVAC Torcia
Torch
22 MHz
Mhz
CR1
Pilotarco
Arc pilota
Relay
Relè
Workpiece
Lamiera
RG Pilotarco
Resistore
Arc Resitor
pilota
RG
L1
Resistore
shunt
Shunt
Resistor
Logic Low
logico
CS1 Minimo
13
Teoria del sistema e individuazione dei guasti
2.Arco pilota
Il relè dell'arco pilota è chiuso e il circuito
di alta‑frequenza è acceso.
Ricerca guasti
Il sistema si spegne
Tutti i LED segnalano
guasti; le ventole continuano
a funzionare.
Tentativo di identificare i dispositivi di
blocco disattivati: premere il pulsante
ON (ACCESO) e osservare i LED che
lampeggiano.
È possibile
identificare
i dispositivi
di blocco
guasti?
Attivare i dispositivi di blocco
o sostituire gli interruttori/sensori
se necessario.
SÌ
SÌ
NO
Bypassare
i dispositivi di blocco
individualmente.
Il sistema continua
a funzionare?
NO
Bypassare l'interruttore ON
(ACCESO) o scambiare
i collegamenti 24 VCA e 120 VCA.
1. Sostituire la scheda di distribuzione
della potenza (PCB2).
2. 24 VCA diminuisce, cercare il corto
circuito o ricollegare il trasformatore
di controllo ad una tensione inferiore.
14
NO
Il sistema continua
a funzionare?
SÌ
Sostituire
l'interruttore
ON
(ACCESO)
Teoria del sistema e individuazione dei guasti
Arco pilota assente
Segnale di avvio
impartito, ma la torcia
non si accende.
Verificare i segnali del
controller e dei cavi.
SÌ
Il LED del
PLASMA SMART si
illumina? (Consultare
l'elenco
dei LED)
NO
Applicare
manualmente
PLASMA START.
Si illuminano i LED?
NO
SÌ
C'è un flusso
di gas nella
torcia?
Sostituire la scheda
di controllo.
1. Verificare che l'apposito LED sia illuminato sul
pannello dei relè e che 120 VCA sia presente nel
fusibile del pannello dei relè.
2. Controllare la tensione nelle apposite valvole.
NO
SÌ
C'è l'impulso HF negli
spinterometri?
1. Verificare che il segnale HOLD non
sia acceso.
2. Provare il circuito HF.
NO
SÌ
Controllare l'OCV nei
chopper (seguire la
procedura di prova del
modulo chopper nel
manuale d'istruzioni).
È l'OCV presente?
NO
Sostituire i componenti
guasti (chopper, scheda
analogica o di comando,
generatore CA o contattore
principale).
SÌ
Verificare l'OCV di
nuovo con il fusibile
semiconduttore
installato.
È l'OCV
presente?
NO
1. Verificare
che la torcia
non sia
cortocircuitata.
SÌ
1. Verificare il circuito di accensione.
2. Sostituire i cavi della torcia.
15
Ricerca guasti
Perdita di arco
Il sistema dell'arco pilota
si spegne dopo essersi
acceso.
Il LED del PLASMA
SMART resta
illuminato?
NO
Applicare manualmente il segnale di
avvio. Se l'arco rimane acceso, il problema
è il controller o i cavi. In caso contrario,
sostituire la scheda di controllo.
SÌ
Si illumina il
TRANSFER LED?
NO
1. Verificare il collegamento del cavo di lavoro
(collegare direttamente alla lamiera).
2. Effettuare un test dei sensori di corrente.
3. Verificare che l'altezza di sfondamento sia
corretta.
SÌ
1. Verificare che il tempo di ritardo
di sfondamento non sia eccessivo.
2. Sostituire il sensore di corrente.
L'arco rimane
acceso?
SÌ
NO
1. Verificare la potenza in ingresso
(fusibili, dimensioni dei cavi,
contattore principale).
2. Sostituire i cavi della torcia.
16
Sostituire
il sensore
di corrente.
Teoria del sistema e individuazione dei guasti
L'arco non taglia
L'arco si trasferisce
sulla lamiera, ma non taglia
completamente.
Verificare che il flusso di
corrente e gas siano corretti
e che i consumabili corretti
siano installati.
Misurazione corrente di
uscita: misurare nei cavi di
lavoro usando una fascetta
nel contatore di corrente
o attraverso gli shunt.
La corrente di uscita
è corretta?
NO
Verificare la corretta
uscita nei chopper. Se
una è bassa, scollegare
i cavi del ciclo di lavoro.
Se la corrente aumenta,
sostituire la scheda di
controllo/analogica.
Corretta
uscita
Verificare che la
corretta corrente
sia programmata
bypassando la
selezione BCD nella
scheda di controllo.
SÌ
Verificare che non ci siano perdite,
restringimenti o contaminazione di gas.
17
Assistenza
Hypertherm è orgogliosa di fabbricare prodotti della migliore qualità. In ogni caso, se si dovesse
verificare un problema, contattare il proprio distributore autorizzato Hypertherm o Original Equipment
Manufacturer (OEM) di supporto.
Nella maggior parte dei casi, le vostre domande o problemi possono essere facilmente gestiti
al telefono dai competenti tecnici addestrati negli OEM. Se è necessaria una visita in loco, fissare
un appuntamento con il vostro distributore o OEM.
Per ottenere il massimo durante le chiamate di supporto, si prega di tenere a portata di mano
il numero di modello Hypertherm e il numero di serie del generatore.
Hypertherm, Inc.
Etna Road, P.O. Box 5010
Hanover, NH 03755 USA
603-643-3441 Tel.
603-643-5352 Fax
Per registrare la vostra macchina ai fini della garanzia, completare l'allegata lista delle verifiche delle
installazioni e spedirla a Hypertherm via posta o mandarla via fax a:
Hypertherm, Inc.
Attenzione: Service
Etna Road, P.O. Box 5010
Hanover, NH 03755
Fax 603-643-5352
Tel. 800-643-9878
[email protected]
Questa lista è stata creata per fornire all'installatore uno strumento che aiuti ad assicurare che il sistema
sia ottimizzato e che l'operatore sia stato adeguatamente istruito. I punti principali della lista sono di
verificare la corretta pressione e configurazione del gas, le corrette connessioni alimentazione e messa
a terra e di istruire gli operatori sul materiale descritto.
In caso di domande riguardo alla lista, contattare il nostro Servizio Assistenza Tecnica.
18
Lista delle verifiche delle installazioni Hypertherm
OEM/Dist/Integratore_______________________________
Data di installazione_________________________________
Generatore S/N____________________________________
Numero scorta/Modello PS___________________________
Macchina da taglio S/N______________________________
Circuito del gas (Verificare gli elementi che si applicano al sistema)
Alimentazione dell'ossigeno
Alimentazione dell'azoto
Alimentazione dell'aria
Volume
Criogenico
Cilindro H.P.
Tipo e diametro delle tubature
Rame______________ Tubo_______________ Altro_______________ Pressione:
Statico_____________ Dinamico___________ Volume
Criogenico
Cilindro H.P.
Tipo e diametro delle tubature
Rame_______________ Tubo________________ Altro________________ Pressione:
Statico______________ Dinamico____________ Volume
Criogenico
Cilindro H.P.
Tipo e diametro delle tubature
Rame_________________
Tubo__________________
Altro__________________
Pressione:
Statico________________
Dinamico______________
Alimentazione Ar-H2
Alimentazione del metano
Alimentazione CO2
Volume
Criogenico
Cilindro H.P.
Tipo e diametro dei tubi
Rame______________ Tubo_______________ Altro_______________ Pressione:
Statico_____________ Dinamico___________ Volume
Criogenico
Cilindro H.P.
Tipo e diametro delle tubature
Rame_______________ Tubo________________ Altro________________ Pressione:
Statico______________ Dinamico____________ Volume
Criogenico
Cilindro H.P.
Tipo e diametro delle tubature
Rame_________________
Tubo__________________
Altro__________________
Pressione:
Statico________________
Dinamico______________
Assistenza
Cliente_ ___________________________________________ Sede______________________________________________ __________________________________________________ Contatto___________________________________________ Numero di telefono_ _________________________________ Installatore_ ________________________________________
Test di tenuta eseguito Procedura di prova in riferimento N. 01001
Commenti:__________________________________________________
______________________________________________________________________________________________________
______________________________________________________________________________________________________
Potenza elettrica in ingresso
Configurazione della tensione del sistema_ __________ VCA Tipo di protezione
Linea di entrata misurata__________________________ VCA Fusibili ad azione ritardata
L1 a L2________________________________________ VCA Interruttore di circuito ad azione ritardata
L2 a L3________________________________________ VCA Tensione corrente
_________ A
L3 a L1________________________________________ VCA
Connessione Wild leg in L3 HD4070 Connessione Wild leg in L1 Messa a terra del sistema
I seguenti componenti sono collegati alla messa a terra
Generatore
Consolle ad alta frequenza.
Per informazioni dettagliate sulla messa a terra e schermatura
Consolle del gas
pratiche, consultare il bollettino di assistenza sul campo
Consolle valvola motorizzata
(N. 805400).
Dimensioni filo di messa____________ mm
19
Verifica di installazione generale
Linea del cavo di controllo
I cavi si muovono liberamente nella guida
motorizzata/festone.
I cavi sono saldamente collegati.
Linea del cavo del tubo/torcia
Non si verificano attorcigliamenti quando
scorre nella guida motorizzata/festone
Tutti i raccordi sono saldi
Test funzionali
Impostazione della tensione dell'arco______________ V
Impostazione corrente__________________________ A
Sistema di raffreddamento
Refrigerante Hypertherm, pezzo di ricambio
numero 028872
Miscela speciale
Acqua di-ionizzata
Glicole propilenico
Protezione antigelo
Temperatura del refrigeratore (se applicabile)
Pressione:
Addolcitore d'acqua installato
Tensione dell'arco effettiva______________________ V
Corrente di taglio effettiva______________________A
Materie di addestramento
L'utente finale è stato adeguatamente istruito sui seguenti argomenti:
Configurazione
Altro
Selezione dei gas corretti per i materiali da tagliare
Il cliente è stato istruito su come e dove
acquistare pezzi di ricambio originali Hypertherm
Leggere/Seguire le tabelle di taglio
Installazione e manutenzione dei consumabili
La polizza di garanzia e amministrazione
è stata spiegata
Impostazione dei parametri di taglio
(flusso del gas, corrente, tensione, velocità)
Comprende l'elenco di tutti gli operatori
che sono stati istruiti
Funzionamento
Interpretazione del taglio (velocità, angoli
di inclinazione e bava)
Problemi di vita utile dei consumabili
(altezza di sfondamento, errori, inizio e lunghezza
del taglio)
Maintenance (Manutenzione)
Individuazione dei guasti da parte
dell'operatore di base
individuazione dei guasti da parte del personale
manutenzione di base
Fornito ­­­­_______ copie del manuale N.__________________ con operatore/supervisore Commenti aggiuntivi:_________________________________________________________________________
__________________________________________________________________________________________
__________________________________________________________________________________________
Firma dell'installatore____________________________ Data:______________________________
Con la mia firma dichiaro che il sistema è stato installato in conformità con le mie attese e che io o un mio
rappresentante ha verificato i suddetti test e procedure ed è stato adeguatamente istruito sulle operazioni
e sulla manutenzione di questo sistema.
Firma di approvazione del cliente__________________ Data ______________________________
Scrivere il nome a stampatello____________________ Numero di telefono__________________
20
%
%
°F
°F
bar
Procedura di prova N. 01001
WARNING
AVVERTENZA
work mustdevono
be performed
only bysolo
qualified
personnel!
TutteAll
le operazioni
essere eseguite
da personale
qualificato!
Utilizzare questa procedura per controllare
eventuali perdite di plasma nel sistema, cioè,
dal regolatore che fornisce la consolle del gas in
avanti. Consultare il personale di manutenzione
dell'impianto per le istruzioni per provare
l'impianto del sistema.
Impianto
Plant
side
Plasmaside
Plasma
Valvola
Motor
Valvola
diOff-valve
chiusura
Torcia
Torch
valve
Gas motorizzata
Consolle
delconsole
gas
A. HyPerformance HPR130XD,
HPR260XD, HPR400XD e HPR800XD
Utilizzare i controlli di contropressione del
sistema a gas/Procedura di prova di tenuta
riportata nella sezione Manutenzione del
Manuale d'Istruzioni.
B. HySpeed HT2000
Per provare questo sistema completamente fino
alla torcia, usare la procedura D.
1.Posizionare l'interruttore con leva a scatto
della consolle del gas nella posizione Test
Preflow (Verifica Preflusso). Regolare il flusso
del gas nella corretta impostazione come
stabilito nella sezione Operazioni del Manuale
d'Istruzione.
2.Individuare l'elettrovalvola di intercettazione
e scollegare il cavo di controllo
dall'elettrovalvola staccando il connettore
4 X 2 dalla consolle della valvola motorizzata.
3.I tubi di galleggiamento dovrebbero indicare
“no flow” (nessun flusso) prima di continuare.
4.Chiudere la valvola di chiusura per
l'erogazione di ossigeno e azoto alla fonte.
5.Gli indicatori della pressione nella consolle del
gas dovrebbero mantenere la loro pressione.
Se la pressione dell'azoto o dell'ossigeno
scende fino a 0,1 bar in 10 minuti, c'è una
perdita inaccettabile.
6.Se viene indicata una perdita, controllare tutti
i collegamenti del gas usando una soluzione
per rilevare perdite.
21
Procedura di prova
Procedure di prova della tenuta
di gas nel sistema
D. MAX200 e HT2000LHF
Usare anche questa procedura per provare
LongLife HT2000 completamente dalla torcia.
1. Bloccare il foro dell'ugello in uno dei seguenti
modi:
riempire di resina epossidica e lasciare
indurire
riempire di lega da saldatura fusa
cercare il foro della vite nella macchina
ed inserire vite con adesivo per metalli
•
•
•
1a.Solo per MAX200, HT2000 e HT2000LHF:
aggiungere un o'ring nella parte libera della
filettatura situata nella parte inferiore della
filettatura.
O-ring (Silicone) = P/N 026020 =
0,864 pollici ID x 0.070 Parete
2.Disporre il sistema nella posizione Test
Preflow (Prova Preflusso) e regolare il
flusso del gas nella corretta impostazione
come stabilito nella sezione Operazioni del
Manuale d'Istruzione.
3.Inserire un ugello modificato nella torcia.
O-ringpezzo di ricambio
O-ring
P/N 026020
numero 026020
Block
Foro di orifice
blocco
22
4.Le sfere nel flussometro dovrebbero scendere
a zero. in caso contrario, non è presente
una perdita nel sistema. Chiudere la valvola
di chiusura per l'erogazione di ossigeno
o azoto alla fonte.
5.Gli indicatori della pressione nella consolle del
gas dovrebbero mantenere la loro pressione.
Se la pressione dell'azoto o dell'ossigeno
scende fino a 0,1 bar in 10 minuti, c'è una
perdita inaccettabile.
6.Se viene indicata una perdita, controllare tutti
i collegamenti del gas usando una soluzione
per rilevare perdite.
7.Ripetere la prova con la consolle del gas nella
posizione Test Cutflow (Prova Flusso di taglio).
Hypertherm, Inc.
Hanover, NH 03755 USA
603-643-3441 Tel
Hypertherm Europe B.V.
4704 SE Roosendaal,
Paesi Bassi
31 165 596907 Tel
Hypertherm (Shanghai)
Trading Co., Ltd.
Cina 200052
86-21 5258 3330 /1 Tel
Hypertherm (S) Pte Ltd.
Singapore 349567
65 6 841 2489 Tel
Hypertherm (India) Thermal
Cutting Pvt. Ltd.
Chennai, Tamil Nadu
91 0 44 2834 5361 Tel
Hypertherm Brasil Ltda.
Guarulhos, SP - Brasile
55 11 2409 2636 Tel
Hypertherm México, S.A.
de C.V.
Messico, D.F.
Tel. 52 55 5681 8109
www.hypertherm.com
Hypertherm, HyPerformance, HyDefinition, HT, HySpeed, CoolCore, HyLife, LongLife,
MAX, Command, Powermax, ArcWriter e G3 Series sono marchi depositati di
Hypertherm, Inc. e possono essere registrati negli Stati Uniti e/o in altri Paesi.
©6/10 Hypertherm, Inc. Revisione 6
803644 Italiano / Italian