Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Università degli Studi di Cagliari
D.I.M.C.M.
Misura del guasto:
I parametri affidabilistici
----- Prevenzione guasti ----Prof. Ing. Maria Teresa Pilloni
2
1
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Metodi per la misura di un guasto:
Il tasso di guasto
1.Tasso di guasto (ed MTBF)
2. Affidabilità
3. Disponibilità
Tasso di guasto – affidabilità: Misurano la
propensione di un processo o di una sua parte, a
guastarsi.
Disponibilità: Fornisce
conseguenze del guasto.
una
misura
delle
3
• Numero di guasti riferito all’intervallo di
tempo di funzionamento.
• Numero di guasti riferito al numero
complessivo di componenti sottoposti al test di
verifica.
4
1
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Il tasso di guasto
λ =
λ =
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Tasso di guasto: esempio di calcolo
50 componenti elettronici vengono sottoposti ad
un test di 2000 ore.
Durante il test si guastano 4 componenti,
secondo il seguente schema temporale:
Numero di guasti
Tempo di funzionamento
Numero di guasti
Numero totale di prodotti testati
Guasto 1:
Guasto 2:
Guasto 3:
Guasto 4:
dopo 1200 ore
dopo 1450 ore
dopo 1720 ore
dopo 1905 ore
5
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
6
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Tasso di guasto: esempio di calcolo
Tasso di guasto: esempio di calcolo
Il tasso di guasto, come % del numero di
componenti testati:
Il tasso di guasto, come % rispetto al tempo di
funzionamento:
λ =
Numero di guasti
* 100 =
N .° totale di prodotti testati
λ =
4
= * 100 = 8%
50
7
Numero di guasti
Tempo di funzionamento
8
2
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Tasso di guasto: esempio di calcolo
Tasso di guasto: esempio di calcolo
1. Tempo non operativo: somma tempi non operativi
dei componenti che si sono guastati:
Tempo di funzionamento:
1. differenza fra il tempo totale e il tempo non
operativo
2. somma dei tempi operativi
componenti sottoposti a prova.
per
i
50
Comp. 1: non operativo
Comp. 2: non operativo
Comp. 3: non operativo
Comp. 4: non operativo
per 2000-1200=800 ore
per 2000-1450=550 ore
per 2000-1720=280 ore
per 2000-1905=95 ore
T di funzionamento = T totale – T. non operativo =
= (50 * 2000) – (800+550+280+95) = 98275
9
Prevenzione guasti
10
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Tasso di guasto: esempio di calcolo
Tasso di guasto: esempio di calcolo
2. Tempo di funzionamento = somma dei tempi
operativi dei 50 componenti:
In entrambi i casi:
Tasso di guasto=
T
di funzionamento = (46 * 2000)
(1200+1450+1720+1905) = 98275
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
+
=
11
Numero di guasti
=
Tempo di funzionamento
4
= 0.000041 [ guasti/ ora]
98275
12
3
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Tasso di guasto
Tasso di guasto:
esempio per componente singolo riparabile
Il Tasso di guasto è un parametro che descrive sia
componenti riparabili sia componenti non riparabili
180
λ=
270
2h
Numero totale di avarie riscontrate
Prevenzione guasti
170
1
h
3h
Totale
Non riparabili
Riparabili
190
1h
Numero totale di ore di funzionamento
Valida per
componenti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
λ=
4
180+270+190+170
=
4
Tot - (2+1+3+1)
13
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Tasso di guasto: la curva “a vasca da bagno”
14
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
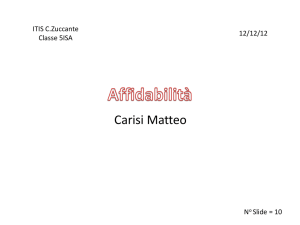
Tasso di guasto: la curva “a vasca da bagno”
In generale il guasto è una funzione del tempo: la
probabilità che un componente si guasti varia
durante la vita del componente secondo una
curva discendente.
Esempio della lampada.
Comportamento analogo per la > parte dei
componenti.
15
1. Stadio della mortalità infantile (o stadio iniziale) in
cui avvengono i primi guasti, dovuti a parti
difettose o a un uso improprio.
2. Stadio della vita normale del componente, in cui il
tasso di guasto è ragionevolmente basso e
costante e causato da fattori random.
3. Stadio dell’usura: il tasso di guasto aumenta
come il componente si avvicina al termine della
vita utile; il guasto è dovuto a deterioramento
fisico.
16
4
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Tasso di guasto: la curva “a vasca da bagno”
Diagramma del tasso di guasto
[λ]
λ(t)
• Rodaggio: λ elevato per: guasti, difetti di
progettazione, errati montaggi; oggi tale fase è
praticamente assente.
Comportamento
prevedibile.
Cioè + pianificabile
Comportamento
poco prevedibile
• Usura: si cerca di non arrivarci.
A
Rodaggio
B
Vita Utile
Usura
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
• Vita utile: λ costante; non esiste una vera e
propria causa di guasto, e i guasti sono di
natura casuale..
t
17
Prevenzione guasti
18
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
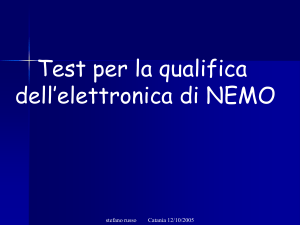
Tasso di guasto: la curva “a vasca da bagno”
Nel campo dell’usura la probabilità di guasto
assume una forma gaussiana
• Curva B: le tre fasi sono ben rappresentate; è
possibile fare degli interventi di manutenzione
programmata.
• Curva A: guasto molto meno prevedibile;
difficile pianificare gli interventi.
19
f(t)
λ = costante
Questo perché esiste una causa
ben precisa: i componenti si
guastano dopo un determinato
tempo. Es.: usura dei cuscinetti:
dopo 13000 ore, usura delle
pompe: dopo 6000 ore di
funzionamento, ecc..
t
T*
20
5
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Affidabilità
MTBF
(Mean Time Between Failure)
Affidabilità
L’affidabilità misura la capacità di un sistema,
prodotto o servizio a comportarsi come atteso nel
tempo.
L’affidabilità di un componente è definita come la
probabilità che esso funzioni correttamente, dopo
un certo intervallo di tempo, in predeterminate
condizioni ambientali.
Un modo alternativo di misurare il guasto è
quello di esprimerlo non attraverso l’affidabilità,
ma attraverso il parametro MTBF: tempo medio
fra un guasto e l’altro.
L’MTBF si misura in [ore/guasto]
L’MTBF è il reciproco del tasso di guasto λ
21
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
22
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Per componenti riparabili
Nel campo della vita utile:
MTBF = (Tempo medio fra i guasti)
Mean Time Between Failure
MTBF = 1/λ
Per componenti non riparabili
λ=0.001 guasti/ora,
MTBF=(1/ λ)=1000ore/guasto
MTTF = (Tempo medio al guasto)
Mean Time To Failure
Questi due parametri definiscono la durata media fra due guasti
successivi per componenti riparabili e la vita media per
componenti non riparabili
MTTF = 1/λ
È un parametro più immediato rispetto a λ , che ci dice quante ore un
componente, in media, può funzionare, senza che si verifichino dei
guasti.
23
24
6
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Disponibilità
Affidabilità MTBF (Mean Time Between Failure)
Disponibilità: percentuale di tempo durante il
quale un componente è disponibile per il suo
funzionamento, rispetto al tempo totale previsto.
Esempio:
Per il componente avente un λ=0.000041 [g/h]
Si ha:
MTBF =
Esempio: componente non disponibile perché
guasto o in fase di riparazione.
1
= 24390.24[h / g ]
0.000041
⇒ in media, ci si deve aspettare un guasto ogni
24390.24 ore
25
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Esistono vari modi di calcolare la disponibilità in
funzione delle varie cause di non disponibilità
messe in conto; per es. si può includere la non
disponibilità dovuta a M. programmata o al cambio
di set-up.
26
Prevenzione guasti
Disponibilità
In genere viene calcolata e utilizzata per
evidenziare il tempo operativo che resta dalla
conseguenze di un guasto in cui il componente è
disponibile; in tal caso:
AVAILABILITY(A) =
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
MTBF
MTBF + MTTR
MTBF= Tempo medio fra i guasti
MTTR= Mean Time To Repair, tempo mediamente
necessario per riparare il componente, dal
momento in cui si guasta a quello in cui è di nuovo
funzionante
27
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Disponibilità
Esempio: una compagnia progetta e produce grandi
poster per fiere, conferenze, convegni, etc.., e
compete in base alla velocità con cui distribuisce i
propri prodotti.
Uno dei componenti, una grossa piattaforma
costituita da una stampante laser a colori sta dando
dei problemi.
Attualmente l’MTBF della stampante è di 70 ore, e
l’MTTR è di 6 ore. Pertanto la disponibilità è di
AVAILABILITY ( A) =
70
= 0.92
70 + 6
28
7
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Disponibilità
Disponibilità
Il fornitore della stampante propone due servizi
alternativi.
Quale, fra le due opzioni porterebbe ad avere la
disponibilità più elevata?
Il primo riguarda un piano di manutenzione
preventiva che verrebbe eseguita una volta alla
settimana. Ciò porterebbe l’MTBF della stampante a
90 ore/guasto.
Con l’MTBF a 90 ore si ha:
Il secondo riguarda invece l’iscrizione a un servizio
di riparazione veloce che ridurrebbe l’MTTR a 4 ore.
Con l’MTTR ridotto a 4 ore si ha:
Entrambe le opzioni avrebbero lo stesso costo.
AVAILABILITY( A) =
AVAILABILITY ( A) =
29
Prevenzione guasti
90
= 0.938
90 + 6
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
70
= 0.946
70 + 4
30
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
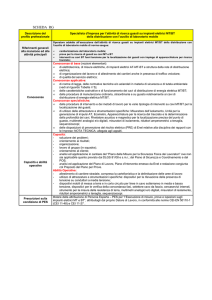
Densità di probabilità di guasto f(t)
N° avarie
f(t)
Affidabilità e Tasso di guasto
nel continuo
32
t[h]
31
n componenti (pompa, lampadina, ecc.)
vengono accesi al tempo t=0; poi si registra il
numero di avarie e si fa un istogramma.
t
Interpolando fra i rettangoli si
ottiene una curva continua
8
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Densità di (probabilità di) guasto f(t)
Densità di probabilità di guasto f(t)
f(t)
Probabilità di guasto nell’intervallo t-(t+dt)
Area totale sottesa = 1
La Densità di Guasto di un componente è una
funzione f(t) che descrive la probabilità che il
componente si guasti al tempo t.
t
t t+dt
In generale questa curva
un’esponenziale negativa
Prevenzione guasti
è
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
F (t ) = ∫ f ( s )ds
Probabilità
che
componente
si
guastato fra 0 e t
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Affidabilità R(t)
Probabilità cumulativa di guasto F(t)
t
34
33
il
sia
0
Probabilità di trovare il
componente fermo al
tempo t
35
R (t ) = 1 − F (t )
R(t) = probabilità di trovare il componente ancora
in funzione all’istante t (componente che è stato
acceso al tempo t=0).
36
9
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Tasso di guasto λ(t)
λ(t)dt
Densità di guasto f(t) - Tasso di guasto λ(t)
M(0): componenti accesi all’istante t=0
M(t): componenti rimasti accesi all’istante t
m: componenti che si sono spenti
Probabilità che il componente
si guasti nell’intervallo t-(t+dt)
f(t)dt
m
= f (t )dt (1)
M (0)
m
= λ (t )dt (2)
M (t )
Probabilità che il componente,
ancora in funzione all’istante t, si
guasti nel tempo
t-(t+dt)
37
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Probabilità di guasto fra t
e t+dt
Probabilità misurata
rispetto ai componenti
ancora in funzione
all’istante t
Prevenzione guasti
38
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Relazioni fra i parametri
Densità di guasto f(t) - Tasso di guasto λ(t)
f(t): Fornisce una misura assoluta a partire da t=0
λ(t): Fornisce una misura relativa a un tempo t e
quindi considera quanti componenti si rompono
rispetto a quanti ne sono arrivati
39
m
= f (t )dt (1)
M (0)
m
(2)
= λ (t )dt
M (t )
M (t ) = M (0) R(t ) (3)
40
10
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Relazioni fra i parametri
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Relazioni fra i parametri
f (t )dtM (0) = λ (t )dtM (t )
λ (t ) =
M (t ) = M (0) R(t )
⇒
f (t )dtM (0) = λ (t )dtM (0) R(t )
f (t )
R (t )
E quindi se il componente va sempre R=1, cioè λ(t)=f(t).
Poiché R<1, si ha sempre che λ(t)>f(t)
41
Prevenzione guasti
42
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Formula dell’affidabilità e del tasso di guasto
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Formula dell’affidabilità e del tasso di guasto
t
F (t ) = ∫ f (t )dt = 1 − R(t )
t
0
dF (t ) = −dR(T ) = f (t )dt
f (t )dt = λ (t )dtR (t ) ⇒
− dR(t )
= λ (t )dt
R (t )
t
dR(t )
∫0 R(t) = −∫0 λ(t)dt
t
R(t )
ln
= −∫ λ(t )dt
R(0)
0
43
ma R(0) = 1
44
11
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Formula dell’affidabilità e del tasso di guasto
Ipotesi di λ = costante
t
R (t ) = e − λt
f (t )
λ (t ) =
R (t )
∫
− λ ( t ) dt
R(t ) = e
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
0
45
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
46
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Esempio
Ipotesi di λ = costante
20 componenti (ad esempio, pompe)
componente
f (t ) = λe
− λt
⇒
1
2
3
4
5
Nel campo della vita
utile f(t) è una funzione
esponenziale negativa
F (t ) = 1 − R(t ) = 1 − e −λt
47
ore
700
750
1000
1200
1800
•Durata test: 2000 h
•n°compon. bruciati: 5
•I 20 componenti vengono
accesi tutti insieme
Quindi: una pompa si brucia dopo 700 ore, la seconda si brucia dopo
750 ore, la terza dopo 1000 ore, ecc..
48
12
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Esempio
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Esempio
Primo passo: determinazione di λ
5
λ=
Numero totale di avarie riscontrate
700+750+1000+1200+1800+15(2000)
λ=
Numero totale di ore di funzionamento
λ=
Numero di ore per il quale ciascuna
pompa ha funzionato, cioè la
somma delle ore complessive
1.4104 * (10)-4 guasti/h
Questo mi dice anche quanto tempo il componente può andare
avanti senza guastarsi
49
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
50
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Esempio
Secondo passo: determinazione della affidabilità
R(t)
R(t=2000h)=
Sistemi in serie
e[-1.41*(10)-4*2000]=0.7543=75.43%
R(t=10h)= e[-1.41*(10)-4*10]=99.8%
Noto λ, R(t) mi serve per fare delle previsioni: dopo un certo tempo t, nota
R(t), so qual è la probabilità di trovare quel componente ancora in funzione.
Quindi 75.43% è la probabilità di trovare la pompa ancora in funzione dopo
un tempo pari a 2000 h.
51
52
13
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE (SISTEMI S)
Affidabilità di sistemi complessi
Per valutare l’affidabilità di sistemi complessi
si procede alla modellazione del sistema in
blocchi (modellazione RBD, Reliability Block
Diagram); in pratica si costruiscono diagrammi a
blocchi
che
esprimono
le
modalità
di
composizione, da un pdv logico – affidabilistico,
dei componenti di un sistema.
E’ sufficiente che un solo componente non
funzioni perché si blocchi tutto il sistema
Quindi la condizione affinché tutto il sistema
funzioni, è che i suoi singoli componenti devono
essere tutti funzionanti contemporaneamente.
Schema RBD
serie
λ1
53
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE (SISTEMI S)
Prevenzione guasti
λ2
λ3
54
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE (SISTEMI S)
Leggi base della probabilità composta
Nell’ipotesi che il comportamento dei singoli sotto
sistemi componenti sia indipendente, la probabilità
che il sistema funzioni è quindi data dal prodotto
delle probabilità di funzionamento (cioè le
affidabilità) dei singoli sotto sistemi che lo
compongono:
1) Se un evento P si verifica solo se si verificano sia
l’evento E1 sia l’evento E2, che quindi devono avvenire
entrambi perché P abbia luogo, allora:
Pr(P)=Pr(E1)*Pr(E2/E1)
Se E1 ed E2 sono indipendenti allora
Pr(E2/E1)=Pr(E2)
RS (t ) = R1 (t )R2 (t )R3 (t )
E quindi in tal caso:
Pr(P)=Pr(E1)*Pr(E2)
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
55
56
14
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA TIPO SERIE (SISTEMI S)
λ1
RS (t ) = e
−λS t
R2 (t ) = e−λ2t
e
−λS t
λ2
SISTEMA TIPO SERIE (SISTEMI S)
λ3
n
R1 (t ) = e
RS (t ) = ∏e
−λ1t
2
λ1
λ2
=e
∑λiti
i
i
58
57
SISTEMA TIPO SERIE (SISTEMI S)
1
−
S
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
e
−λS t
λS = ∑λi R(t ) = e−λ t
R3 (t ) = e−λ3t
e
−λit
i =1
−λ1t −λ2t −λ3t
=e e
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE: Esempio
Un sistema di alimentazione idraulico è costituito
da 4 pompe poste in parallelo, ciascuna di
portata pari a Q. Si supponga che la portata
necessaria per il servizio sia pari a 4Q, e che
quindi il sistema di controllo mandi in blocco il
gruppo di pompaggio quando una qualsiasi delle
pompe si arresta (nel qual caso la portata
scenderebbe al valore di 3Q).
λ1=0.0003 guasti/ora
λ2=0.001 guasti/ora
λS= λ1+λ2=0.0013 guasti/ora
59
60
15
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE: Esempio
SISTEMA TIPO SERIE: Esempio
Modello RBD: quindi ad un layout di total parallelo,
in questo caso, corrisponde uno schema RBD di
tipo serie; ciò deriva dalla particolare condizione
affidabilistica del sistema, di tipo serie, per cui
l’avaria di un qualsiasi componente comporta lo
stato di avaria dell’intero sistema!
62
61
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE: Esempio
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE: Esempio
Quindi attenzione!!!
Se, al tempo T fissato:
RA(T)=0.7, RB(T)=0.8, RC(T)=0.8, RD(T)=0.9,
nell’ipotesi di funzionamento indipendente dei
suoi componenti, risulta:
La schematizzazione RBD dipende dalla
configurazione
affidabilistica
del
sistema
complessivo, non dalla sua configurazione fisica!
Se la Q globale richiesta fosse stata < di 4Q, lo
schema RBD non sarebbe stato di tipo serie!
RS (T ) = 0.7 * 0.8 * 0.8 * 0.9 = 0.403
63
64
16
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO SERIE
Quindi, per un sistema di tipo serie:
Pertanto:
1. L’affidabilità di un sistema di tipo serie risulta
sempre inferiore all’affidabilità del componente
meno affidabile
Più componenti metto in serie, peggiore è
l’affidabilità del sistema
2. L’affidabilità di un sistema di tipo serie è una
funzione decrescente con il numero di
componenti installati
Se metto fra quelli in serie anche componenti con
bassa affidabilità, questi mi fanno abbassare
drammaticamente l’affidabilità globale del mio
sistema
65
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
66
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA TIPO PARALLELO CON
RIDONDANZA TOTALE (SISTEMA PRT)
Sistemi in parallelo
Il funzionamento del sistema è garantito dal
funzionamento di un solo componente.
Quindi il sistema funziona sempre.
Il sistema non funziona se e solo se tutti i suoi
componenti si fermano.
67
68
17
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PRT
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRT
1
Schema RBD
parallelo
2
R(t): probabilità di trovare il componente in
funzione
F(t)=1-R(t): probabilità di non trovare il
componente in funzione
Questa è una tipica situazione impiantistica in cui ognuno dei due elementi è in
grado da solo di far fronte alla richiesta.
Perché il sistema non funzioni, devono non
funzionare contemporaneamente tutti i suoi
componenti.
⇒
In tal caso la legge base dell’affidabilità
composta viene applicata al complemento a
uno della affidabilità.
I due elementi si alternano nel funzionamento, oppure vanno ai carichi parziali.
70
69
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PRT
Quand’è che non trovo in funzione il sistema in
parallelo? MAI!!! Il sistema in parallelo non
funziona solo quando entrambi i componenti non
funzionano. Quindi:
[1-RS(t)]= [1-R1(t)]*[1-R2(t)]
n
In generale:
n
RS (t ) = 1 − ∏ Fi (t ) = 1 − ∏[1 − Ri (t )]
i =1
i =1
71
Prevenzione guasti
Campi di impiego:
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRT
- Singola entità caratterizzata da ridotta
manutenibilità
(ad es. per scarse possibilità di accesso
all’unità).
- Guasto dell’unità associato a rischi di mancata
sicurezza
- Guasto dell’unità associato a costi indotti elevati.
Esempio 1: sistema di trasmissione di un satellite
di comunicazione: ne basterebbe uno per
effettuare il servizio richiesto, ma se ne mettono
tre per l’impossibilità di accesso.
72
18
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRT
Prevenzione guasti
SISTEMA PRT
Esempio 2: gruppo di pompaggio a servizio di un
sistema di produzione: spesso si ricorre a PRT se
la > garanzia di servizio è fondamentale, per
ragioni di sicurezza o di costo.
Esempio.
La ridondanza è tanto più giustificata quanto più il
fermo marcia dell’impianto porterebbe a costi
indotti rilevanti (costo di mancata produzione).
Sistema: gruppo alimentazione idraulico
Elementi: 3 pompe disposte in parallelo
Portata di ciascuna pompa: P
Portata necessaria per il servizio: P
73
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
⇒ schema RBD di tipo PRT
Prevenzione guasti
74
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRT
SISTEMA PRT
Esempio.
Quindi, per un sistema PRT:
Affidabilità al tempo T (fissato) delle tre pompe:
RA(T)=0.7, RB(T)=0.8, RC(T)=0.9
Affidabilità totale del sistema
(nell’ipotesi che le pompe funzionino e si guastino
in maniera indipendente):
1. L’affidabilità di un sistema parallelo in
ridondanza totale
é sempre superiore
all’affidabilità del componente più affidabile. Nel
caso dell’esempio si ha:
RPRT (T ) = 1 − (1 − 0.7) * (1 − 0.8) * (1 − 0.9) = 0.994
75
RPRT (T ) = 0.994 > 0.9 = max{RA (T ), RB (T ), RC (T )}
76
19
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PRT
SISTEMA PRT
Quindi:
2. L’affidabilità di un sistema parallelo in
ridondanza totale è funzione crescente al
crescere del numero dei componenti installati;
se nell’esempio svolto aggiungiamo una pompa
D con RD(T)=0.8 otteniamo:
RPRT (T ) = 1 − (1 − 0.7) * (1 − 0.8) *
* (1 − 0.8) * (1 − 0.9) = 0.998 > 0.994
77
Più componenti si dispongono in parallelo,
migliore è l’affidabilità del sistema.
Se fra quelli in parallelo si inseriscono
componenti con alta affidabilità, questi fanno
aumentare l’affidabilità globale del sistema.
Ovviamente all’aumentare del numero di
componenti inseriti, aumenta il costo di impianto.
(Si tratta di valutare economicamente fino a che
punto conviene spingere la ridondanza).
78
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PRT
Modello RBD: è basato sulla funzionalità, non
sul layout fisico dell’impianto.
Quindi lo schema RBD cambia al variare della
funzionalità.
SISTEMA PRT
Modello RBD coincidente con il layout fisico
dell’impianto.
50
P1
50
50
P2
79
P3
50
80
20
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PRT
Modello RBD non coincidente con il layout
fisico dell’impianto.
50
150
P2
P3
P3
Il funzionamento è assicurato da k componenti
degli n totali installati.
Esempio: parallelo 2 su 3.
81
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
P2
SISTEMA TIPO PARALLELO CON
RIDONDANZA PARZIALE (SISTEMA PRP, O
SISTEMA “k su n” )
50
Prevenzione guasti
P1
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Ridondanza “parziale”: si possono guastare al
più (n-k) componenti (con k≠1), prima di
considerare il sistema non funzionante.
P1
50
Prevenzione guasti
82
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
50
P1
Ipotesi: componenti identici e indipendenti
50
P2
P3
100
50
La presenza della ridondanza parziale è di natura
funzionale.
83
Probabilità complessiva del sistema: si impiega la
formula binomiale, che consente di calcolare qual
è la probabilità che su n componenti, k funzionino.
Essa fornisce la probabilità che su n prove, il
successo si verifichi k volte.
84
21
Prevenzione guasti
SISTEMA PRP
n
Pn (α ) = pα q n−α
α
n
n!
=
α α!(n −α )!
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
DISTRIBUZIONE
BINOMIALE
SISTEMA PRP
DISTRIBUZIONE BINOMIALE:
UN ESEMPIO
Esempio: probabilità che su 6 lanci di una moneta,
testa esca 2 volte.
probabilità che su n
prove il successo si
verifichi α volte
P: probabilità del successo
q: probabilità dell’insuccesso
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
85
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
n=6, α=2, p=0.5, q=0.5
n
6!
6*5
=
=
= 15
α
2
!
(
4
)!
2
Pn(2)=15(0.5)2(0.5)4=23.44%
Prevenzione guasti
86
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Affidabilità complessiva di un sistema PRP: si
considerano i vari stati di funzionamento
“parzializzato” del sistema, e si sommano le
rispettive probabilità di accadimento.
2) Se un evento P si verifica quando si verificano
o l’evento E1 oppure l’evento E2, allora:
Pr(P)=Pr(E1)+Pr(E2)-Pr(E1/E2)
Perché??
Pr(E1/E2): probabilità che E1 ed E2 si verifichino
contemporaneamente.
Seconda legge base della probabilità:
Se E1 ed E2 si escludono a vicenda,
Pr(E1/E2)=0 e si ha:
87
Pr(P)=Pr(E1)+Pr(E2)
88
22
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Nei sistemi PRP tale formula è applicata per
sommare le probabilità che avvengano i singoli
stati di funzionamento parzializzato.
All’interno della somma, i singoli addendi
vengono calcolati mediante la formula della
distribuzione binomiale.
RS (t ) =
∑ pq
∑p
p: probabilità di accadimento di uno stato X
q: potenzialità fornita dall’impianto nello stato
X
89
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
33.3m3/h
R
33.3m3/h
R
33.3m3/h
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Probabilità che siano in funzione 4/4 pompe:
100m3/h
La quarta pompa è sempre in
funzione.
Esistono due stati possibili che
danno il 100% del servizio.
R
Prevenzione guasti
SISTEMA PRP
SISTEMA PRP
R
90
33.3m3/h
91
4
P4 (4) = R4 (1 − R)0
4
R rappresenta l’affidabilità di ogni singolo componente, e, fissato un tempo t,
è un numero: noto MTBF [ore/guasto], si ottiene λ [guasti/ora], da cui R=e- λt
92
23
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Se MTBF=5000 ore/guasto
λ=(1/5000) guasti/ora
R=e-λt=e-(2000/5000)=0.67= Affidabilità dopo 2000h
P4 (4) =
Prevenzione guasti
Probabilità di trovare tre pompe su quattro in
funzione dopo t=2000h
4!
(0.67)4 (1 − 0.67)0 = 0.2015
4!*0!
P4 (3) =
4!
(0.67)3 (1− 0.67)1 = 0.3970
3!*1!
Dopo t=2000h, la probabilità di trovare tutte e
quattro le pompe funzionanti è del 20% circa.
93
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Probabilità di trovare due pompe su quattro in
funzione dopo t=2000h
P4 (2) =
94
Probabilità di trovare una pompa su quattro in
funzione dopo t=2000h
4!
(0.67)2 (1− 0.67)2 = 0.2933
2!*2!
P4 (1) =
4!
(0.67)1 (1 − 0.67)3 = 0.0963
1!*3!
E così sono stati individuati i valori di pi
95
96
24
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PRP
Affidabilità complessiva del sistema:
ON
OFF
Pi
qi
piqi
4
0
0.2015
1
0.2015
P4 (4)q1 + P4 (3)q1 + P4 (2)q2 + P4 (1)q3 =
3
1
0.3970
1
0.3970
= 82.39%
2
2
0.2933
0.66
0.1936
1
3
0.0963
0.33
0.0318
Affidabilità
Globale:
82.39%
Σ
0.8239
97
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
98
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PRP
Il modello PRP si riconduce ai due precedenti
modelli di serie e di PRT nei seguenti due casi:
1) k=n: sistema di tipo serie: l’affidabilità del
sistema si ottiene dal prodotto delle singole
affidabilità
2) K=1: sistema di tipo parallelo con ridondanza
totale e l’affidabilità complessiva del sistema è
data dal complemento a uno delle inaffidabilità
dei singoli componenti
99
L’affidabilità di un sistema PRP è sempre
compresa fra l’affidabilità minima del sistema
serie e l’affidabilità massima del sistema
parallelo in ridondanza totale:
RSERIE<PPRP<RPRT
100
25
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PARALLELO CON STANDBY (SISTEMA PARALLELO CON
INTERRUTTORE, O SISTEMA PCI)
Sistemi a ponte
sistemi complessi
Sistema parallelo; le unità in stand-by entrano in
funzione solo quando l’unità operativa entra in
avaria.
Differenza con i sistemi PRT: il parallelismo si
attua solo nel momento in cui l’unità operativa
cessa di funzionare.
101
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
Stand-by caldo: l’unità è attiva al pari dell’unità
operativa, ma non offre alcun servizio. Il suo
ingresso è assicurato da un commutatore
automatico, che la fa subentrare senza soluzione
di continuità appena il guasto si verifica.
Esempio: computer di controllo di processo:
computer di riserva che non opera direttamente
sul processo, ma è connesso al processo al pari
del PC operativo, in modo che, in caso di guasto,
può subentrare immediatamente senza soluzione
di continuità.
103
102
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
Stand-by freddo: l’unità è connessa, al pari di
quella operativa, all’impianto da servire, ma non
è attiva; in caso di guasto, la riserva deve essere
attivata e resa operativa attraverso l’intervento di
un operatore.
Esempio: il treno gomme di un’automobile,
dotata di ruota di scorta.
104
26
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
SISTEMA PCI
Differenza di base fra i due sistemi:
Stand-by caldo: consente il subentro dell’unità di
riserva senza interrompere l’erogazione del
servizio
Stand-by freddo: comporta una interruzione,
seppur breve, della erogazione del servizio, che
viene temporaneamente fermato in attesa che
105
l’unità di riserva divenga operativa.
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA PCI
⇒ Quando A ha terminato la propria vita, B è
nuovo!
A
B
106
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
L’affidabilità complessiva di un sistema PCI è
calcolata come combinazione di due casi:
Affidabilità di un sistema PCI: ipotesi:
1. Mutua indipendenza
componenti
⇒ Sistema PCI: esiste un interruttore che fa si che
quando un componente funziona, l’altro non venga
consumato.
di
funzionamento
dei
2. Il componente in stand-by entri in funzione “as
good as new”
3. L’interruttore abbia un funzionamento perfetto.
107
a) Il componente A in stato operativo rimane
affidabile fino al tempo T in cui si vuole valutare
l’affidabilità del sistema
b) Il componente A in stato operativo si guasta in
un istante t compreso fra 0 e T, e il componente
B in stato di stand-by gli subentra in
funzionamento operativo.
108
27
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
SISTEMA PCI
I due casi a) e b) si escludono a vicenda.
Allora:
T
RSTAND − BY (T ) = RA (T ) + ∫ f A (t ) * RB (T − t ) * dt
0
Il funzionamento del sistema è vincolato al
verificarsi della situazione a) o della b): o avviene
un caso, o avviene l’altro;
Pr(stand-by)=Pr(caso a)+Pr(caso b)
Per il caso a):
Infatti:
Pr(caso a)=RA(T)
109
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
Probabilità di accadimento di b): ⇒ probabilità di
accadimento contemporaneo di due eventi: il
guasto del componente operativo A ed il buon
funzionamento del componente in stand-by dal
momento in cui diventa operativo subentrando
ad A.
110
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA PCI
Per la definizione di inaffidabilità di A al tempo t e per
la definizione di affidabilità di B fra t e T si ha quindi:
T
Pr(b)=Pr[A(0-t) e B(t-T)] quindi:
= Pr[A(0-t)] * Pr[B(t-T)/A(0-t)]=
= Pr[A(0-t)] * Pr[B(t-T)]
per l’ipotesi di indipendenza di funzionamento 111
Pr [b] = ∫ f A (t ) * RB (T − t ) * dt
0
Da cui la formula precedente.
112
28
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA CON STRUTTURA A BRIDGE (PONTE)
E’ uno schema logico in cui è presente un
componente che connette fra loro due rami in
parallelo.
C1
C4
SISTEMA CON STRUTTURA A PONTE
Condizioni minime necessarie al funzionamento
del sistema globale (minimum path):
• funzionano i componenti C2 e C5; oppure:
• funzionano i componenti C1, C3 e C5; oppure:
C5
113
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
• funzionano i componenti C1 e C4; oppure:
C3
C2
Prevenzione guasti
SISTEMA CON STRUTTURA A PONTE
Modello
equivalente:
C1
C4
C2
C5
• funzionano i componenti C2, C3 e C4
Prevenzione guasti
114
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA CON STRUTTURA A PONTE
Calcolo dell’affidabilità complessiva: metodo di
decomposizione basato sul key item
C1
C3
C5
C2
C5
C4
Elemento chiave (Key item): C3, consente
diverse configurazioni di funzionamento del
sistema.
Decomposizione: si identificano due casi di
funzionamento possibile del sistema a ponte:
115
116
29
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
C1
SISTEMA CON STRUTTURA A PONTE
C4
C3
a) Key-item sempre affidabile (non si guasti mai):
la struttura a ponte diventa un sistema
equivalente serie-parallelo
b) Key-item sempre
key-item viene
consentendo più
ponte diventa un
serie
inaffidabile (sempre guasto): il
rimosso dal sistema, non
il funzionamento del ponte; il
sistema equivalente parallelo117
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
C1
C5
C3 sempre funzionante
C1
C4
C2
C5
Prevenzione guasti
118
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
C4
SISTEMA CON STRUTTURA A PONTE
C5
a) e b) si escludono a vicenda, e il funzionamento
del sistema è vincolato al verificarsi di a) o di
b): o avviene un caso, o avviene l’altro; quindi
C3
C2
C2
Pr(ponte)=Pr(caso a)+Pr(caso b)
C3 sempre guasto
C1
C4
C2
C5
a) si verifica se funzionano contemporaneamente
il sistema serie-parallelo e il key-item; essendo
indipendenti
119
Pr(caso a)=Pr(serie-parallelo)*Pr(key-item)
120
30
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
SISTEMA CON STRUTTURA A PONTE
SISTEMA CON STRUTTURA A PONTE
b)
si
verifica
se
non
funzionano
contemporaneamente il sistema parallelo-serie e il
key-item; essendo indipendenti”:
C1
Pr(caso b)=Pr(parallelo-serie)*(1-Pr(key-item))
C2
Quindi globalmente si ha:
C3
C5
RBRIDGE = RSP * RC 3 + RPS * (1 − RC 3 )
RBRIDGE=RSP*RKI+RPS*(1-RKI)
Prevenzione guasti
C4
122
121
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA COMPLESSO
Deriva dalla combinazione di modelli RBD
elementari.
I modelli RBD si basano su una metodologia di
scomposizione gerarchica sino al livello minimo
desiderato, utilizzando ad ogni livello i costrutti
RBD di base.
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
C1
C4
C2
C5
SISTEMA
COMPLESSO:
ESEMPIO 1
RC6=R Par1=RC1+RC2-RC1*RC2
C6
C7
Parallelo 1
Parallelo 2
RC7=R Par2=RC4+RC5-RC4*RC5
RC8=R Serie-Paral=RPar1*RPar2
C8
123
Serie - Parallelo
124
31
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
C1
C4
C2
C5
C7
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
SISTEMA
COMPLESSO:
ESEMPIO 2
Ottimizzazione delle unità di riserva
RC6=R Serie1=RC1*RC4
C6
Prevenzione guasti
Serie 1
RC7=R Serie2=RC2*RC5
RC8=R Paral-Serie=
Serie 2
= RSerie 1+RSerie 2 - RSerie 1*RSerie2
C8
125
Parallelo - Serie
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
OTTIMIZZAZIONE DELLE UNITA’ DI RISERVA
126
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
OTTIMIZZAZIONE DELLE UNITA’ DI RISERVA
20
E’ opportuno inserire delle unità di riserva?
20
40
Impianto
Industriale
20
Quanto si deve essere disposti a spendere
per incrementare l’affidabilità del sistema?
20
127
128
32
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
OTTIMIZZAZIONE DELLE UNITA’ DI RISERVA
ANALISI TECNICO - ECONOMICA
Costo totale
Costi
Costo di investimento
relativo alla riserva
Costo di mancata produzione
Entità della riserva
Somma totale dei costi minima
129
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
FUNZIONE COSTO
N 1
CT = nC0 + PNF HCm ∑
k
k =1 (1 + i)
n: numero di macchine installate
C0: costo unitario di ciascuna macchina
PNF: probabilità di non funzionamento
H: ore annue di funzionamento dell’impianto
Cm: costo orario di mancanza: (mancata produzione
oraria * utile unitario) + danni immagine, perdita
cliente, etc.
Prevenzione guasti
130
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
INDIVIDUAZIONE E ANALISI DEL GUASTO
Individuazione e analisi del guasto
Meccanismi per l’individuazione del guasto:
identificare che è presente un guasto
Meccanismi per l’analisi del guasto:
analizzare il guasto e la sua causa
131
132
33
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Meccanismi per l’individuazione del guasto
ж
ж
ж
ж
ж
ж
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Meccanismi per l’individuazione del guasto
Importanza:
In-process checks
Checks diagnostici sulle macchine
Point of departures interviews
Phone surveys
Focus groups
Questionari e schede
1. Non perdere l’opportunità di rimettere le cose a
posto
2. Non perdere l’opportunità
dall’esperienza di quel guasto.
133
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
di
imparare
Nel caso di un servizio l’assenza di metodi di
individuazione del guasto può portare a non
rendersi conto della scarsa qualità del servizio
134
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Scheda di segnalazione spontanea degli eventi
[Romina Perossa, Vincenzo Scarpato “Incident Reporting ed
Eventi Sentinella: modalità di segnalazione” Azienda per i
Servizi Sanitari n.5
Prevenzione guasti
34
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Meccanismi per l’individuazione del guasto
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Meccanismi per l’individuazione del guasto
1. In-process checks: gli operai controllano durante
la fase operativa che il funzionamento
dell’impianto e il servizio fornito siano corretti.
2. Checks diagnostici sulle macchine: le macchine
vengono sottoposte a dei test secondo ben
precise procedure che consentono di rilevare
guasti effettivi o potenziali.
3. Point of departures interviews: alla fine di un
servizio
lo
staff
può,
formalmente
o
informalmente, controllare che il servizio sia
stato soddisfacente.
137
Prevenzione guasti
Prevenzione guasti
4. Phone surveys: può essere usato per
raccogliere opinioni su prodotti o servizi
5. Focus groups: Gruppi di clienti vengono portati
a focalizzare l’attenzione su specifici aspetti di
un prodotto o servizio
6. Questionari e schede
138
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Analisi del guasto
1.
Diagrammi a dispersione
2.
Diagrammi di Pareto
6.
Analisi delle lamentele
3.
Diagrammi di Ishikawa
7.
Analisi degli incidenti critici
4.
Analisi dell’incidente
(Accident investigation)
8.
FMEA (Failure Mode and Effect Analysis)
9.
Analisi dell’albero degli errori
5.
Tracciabilità del prodotto
139
140
35
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto (Failure analysis)
Diagrammi a dispersione (scatter diagrams):
diagrams): metodo
semplice e veloce per verificare se esiste una relazione fra
due variabili
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto (Failure analysis)
1. Diagrammi a dispersione: possono essere trattati in
modo molto sofisticato per valutare quanto forte è il
legame fra i due set di dati.
Attenzione: il metodo evidenzia la presenza di legami
fra le variabili, ma non dice nulla su un’eventuale
relazione di causa ed effetto!!
Il metodo ci dice soltanto se le due variabili esaminate
sono, in un modo o nell’altro, correlate.
141
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
142
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Analisi del guasto (Failure analysis)
2. Diagrammi causa – effetto (o diagrammi di
Ishikawa): metodo particolarmente efficace di
individuare la causa principale di un problema.
Pongono le domande: cosa, quando, dove,
come e perché.
Possono anche essere impiegati per individuare
delle aree nelle quali è necessario avere ulteriori
informazioni.
143
144
36
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
2. Diagrammi di Ishikawa: procedura
3. Diagrammi di Pareto:
Consentono di
distinguere fra fattori più e meno importanti.
• Porre il problema nel riquadro “effetto”
• Identificare le principali categorie in cui ricadono
le
possibili
cause
del
problema.
Le 5 più comuni sono: macchine, manodopera,
materiali, metodi, denaro.
• Riportare tutte le possibili cause di guasto
scomponendole per categorie e sottocategorie
145
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Permettono di ordinare possibili cause di guasto
in ordine di importanza per poter distinguere
subito fra quelle vitali e quelle banali.
Es.: la maggior parte delle entrate di una
compagnia proviene, probabilmente, da un
numero piccolo di clienti; analogamente per i
pazienti di un medico.
146
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
147
148
37
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Analisi del guasto
4. Accident Investigation: impiegata nei casi di
incidenti rilevanti, su larga scala: del personale
specializzato analizza a fondo le cause
dell’incidente.
5. Rintracciabilità: spesso adottata, per scelta o per
legge; significa che tutti i componenti sono
tracciati; dal guasto del componente si può risalire
al processo che l’ha prodotto, ai componenti, ai
fornitori, etc. etc..
6. Complaint analysis (analisi delle lamentele): le
lamentele costituiscono una sorgente economica
e facilmente disponibile di informazione sugli
149
errori.
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Complaint analysis (analisi delle lamentele):
a. Come i complimenti, vanno prese sul serio
(possono
rappresentare
la
punta
dell’iceberg.
(Si ritiene che per ogni persona che si
lamenta, altre 20 non lo facciano).
b. Vantaggi chiave nell’analisi delle lamentele:
giungono
spontaneamente
(⇒
economiche), costituiscono spesso info
puntuali che consentono di identificare
subito i problemi all’interno dell’azienda.
150
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
8. FMEA: Failure Mode and Effect Analysis: analisi
delle modalità e degli effetti del guasto.
7. Critical incident analysis (analisi critica): viene
chiesto al cliente di identificare elementi di un
prodotto
o
servizio
particolarmente
soddisfacenti o non soddisfacenti.
Tali elementi vengono poi divisi per categorie,
analizzati e legati a possibili cause di guasto.
151
La FMEA ha come obiettivo quello di
identificare le caratteristiche di un prodotto o di
un servizio che risultano critiche per varie
tipologie di guasto.
E’ una procedura complessa, che, in pratica, ha
l’obiettivo di identificare i guasti prima che essi
si verifichino, ordinandoli e catalogandoli
secondo una lista di priorità.
152
38
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
8. FMEA (Failure Mode and Effect Analysis): Step
8. FMEA (Failure Mode and Effect Analysis): Step
1. Scomporre il sistema complesso nei suoi
componenti fondamentali e identificare tutte le
parti componenti
2. Elencare tutti i possibili modi in cui i componenti
possono rompersi (i modi di guasto)
3. Identificare i possibili effetti dei guasti (effetti sul
down time, effetti sulla sicurezza, sul cliente, sui
requisiti per la riparazione, etc..)
4. Per ogni modo di guasto, identificare tutte le
possibili cause di guasto
5. Valutare:
a. La probabilità che il guasto avvenga
b. La severità degli effetti del guasto
c. La probabilità di rilevare il guasto
6. Calcolare l’RPN (Risk Priority Number)
moltiplicando fra loro le tre stime precedenti
7. Adottare azioni correttive per quei modi di
guasto che hanno un RPN più elevato.
154
153
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
8. FMEA: Failure Mode and Effect Analysis
Fotocopie esempio del testo Slack, pagine
692 – 693 – 694; distribuire e discutere.
155
39
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
Analisi del guasto
9. L’ALBERO DEGLI ERRORI
9. L’ALBERO DEGLI ERRORI
L’albero degli errori è una procedura logica che
parte da un guasto reale o potenziale e
cammina a ritroso per identificare tutte le
possibili cause del guasto, e quindi l’origine del
guasto stesso.
L’albero è costituito da rami che possono
essere collegati da due tipi diversi di nodi: i nodi
AND e i nodi OR.
157
Prevenzione guasti
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Nodi AND: affinché si verifichi l’evento che sta
al di sopra del nodo AND, si devono verificare
tutti gli eventi dei rami che stanno al di sotto.
Nodi OR: affinché si verifichi l’evento che sta al
di sopra del nodo AND, basta che si verifichi
almeno uno degli eventi dei rami che stanno al
di sotto.
158
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Analisi del guasto
9. L’ALBERO DEGLI ERRORI
Esempio Slack: cibo servito freddo a un
ristorante
159
160
40
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
ALBERO DEGLI ERRORI
Incremento affidabilità del processo
Manutenzione
Albero decisionale basato sul modello di Reason. Si basa su un diagramma di
flusso ed è stato sviluppato dalla Britannica NPSA riprendendo il modello
sviluppato da Reason per trattare gli incidenti del settore dell’aviazione.
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
Interventi atti a prevenire il verificarsi dei
guasti e a ridurne la frequenza:
a. Adottare interventi in fase di progetto per
identificare i punti deboli del processo
b. Ridondanza
c. Impiego di dispositivi per evitare che errori
umani si trasformino in guasti
d. Strategie manutentive delle apparecchiature
del processo.
163
162
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
a. Adottare interventi in fase di progetto per
identificare i punti deboli del processo
Es.1: Piani di controllo di qualità per controllare
caratteristiche di prodotti, processi e servizi al fine
di prevenire il verificarsi di guasti.
Es.2: Carte di controllo, in cui le variabili del
processo produttivo vengono monitorate e si
interviene quando queste escono fuori dal range, in
modo da evitare il verificarsi del guasto.
Es.3: Tecniche di mappatura dei processi per
evidenziare parti critiche.
164
41
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
b. Ridondanza
a. Adottare interventi in fase di progetto per
identificare i punti deboli del processo
Si basa sulla
ridondanti.
Esempi in aula di carte di controllo
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
c. Impiego di dispositivi per evitare che errori
umani si trasformino in guasti (Fail-safeing)
Gli errori umani sono inevitabili.
La sola cosa che si può fare è evitare che tali
errori si traducano in cause di guasto.
⇒ E’ necessario l’impiego di semplici dispositivi
incorporati all’interno del processo produttivo
che evitino che un errore involontario di un
operatore possa avere conseguenze sul
167
processo.
componenti
Richiamo all’affidabilità di sistemi in serie e in
parallelo e alla formula per il calcolo del
166
numero ottimale delle unità di riserva.
165
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
di
Rappresenta
una
soluzione
costosa,
giustificata solo in caso di effetto critico del
guasto (es.: aerei, ospedali, o edifici pubblici) o
quando i costi derivanti da un fermo impianto
sarebbero insostenibili.
Esempio di una “Process Map”, pag. 696
Slack,
Figura 19.6: riparazione automobile.
Prevenzione guasti
presenza
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
c.
Impiego di dispositivi per evitare che errori umani
si trasformino in guasti (Fail-safeing)
Esempi:
I.
Interruttori: azionano le macchine di lavorazione
solo se il pezzo è posizionato correttamente.
II. Contatori digitali per assicurare che la macchina
esegua, ad es., il numero di tagli corretto, o il
numero di passi o di fori corretto.
III. Fasci luminosi che attivano un allarme se una
parte del pezzo da lavorare è posizionata in
modo non corretto.
IV. Etc. etc..
168
42
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
c.
Impiego di dispositivi per evitare che errori umani
si trasformino in guasti (Fail-safeing)
Prevenzione guasti
MIGLIORAMENTO AFFIDABILITA’ PROCESSO
c.
Tali principi sono applicati anche ai servizi, sia a
chi eroga sia a chi riceve il servizio. Esempi della
prima categoria:
I.
Vassoi-contenitori per interventi chirurgici con la
forma degli strumenti da usare: ciò che manca
può essere stato dimenticato dentro il paziente.
II. Anelli di carta disposti intorno agli asciugamani
puliti negli hotel, la rimozione dei quali aiuta gli
addetti alla pulizia a capire se l’asciugamano è
169
stato usato e quindi deve essere sostituito.
Prevenzione guasti
Manutenzione: insieme delle attività tramite cui
le organizzazioni cercano di evitare i guasti
“prendendosi cura” delle apparecchiature
fisiche.
Nella > parte delle aziende, le attività di M
occupano una significativa proporzione di
tempo, attenzione e risorse di chi si occupa
della
gestione
e
del
funzionamento
dell’impianto.
La M risulta essere quindi una attività
fondamentale all’interno dell’impianto, che
merita la dovuta attenzione e una corretta
171
pianificazione
Impiego di dispositivi per evitare che errori umani
si trasformino in guasti (Fail-safeing)
Esempi di dispositivi che aiutano a prevenire
l’errore per chi riceve il servizio:
I.
Colonnine
per
il
deposito
dei
vassoi
strategicamente piazzate vicino ai tavoli nei
fastfood per ricordare ai clienti di pulire il tavolo
II. Rilascio automatico del bancomat dopo il
prelievo: evita che la gente si dimentichi la carta
dentro e renda impossibile il corretto svolgersi
170
del servizio.
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: Benefici
◦
> Sicurezza: meglio si fa la M, < è la probabilità
che le macchine si comportino in modo non
standard o non prevedibile, mettendo a rischio
la salute degli operatori.
◦
> Affidabilità: dovuta a < tempi persi durante la
riparazione, < interruzioni delle normali attività
operative, < variazioni delle quantità prodotte.
◦
Migliore qualità: se alle macchine si fa una
cattiva M, è + probabile che queste forniscano
prestazioni al di sotto dello standard.
172
43
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: Benefici
◦
◦
◦
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
< Costi Operativi: la maggior parte dei
componenti di un processo produttivo funziona
con maggiore efficienza se la M è fatta
regolarmente (esempio: motore dell’auto).
> Vita: una buona e regolare M può prolungare la
vita delle macchine riducendo i problemi di
funzionamento i cui effetti cumulati causano un
veloce deterioramento.
◦
RTB † Run To Breakdown
(Manutenzione a guasto o correttiva)
◦
PM † Preventive Maintenance
(Manutenzione preventiva)
◦
CBM † Condition Based Maintenance
(Manutenzione su condizione)
> Valore residuo: una buona M porta in genere
ad una maggiore facilità allo smercio nel mercato
dei pezzi usati (esempio auto).
173
Prevenzione guasti
174
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
◦
Prevenzione guasti
RTB † Run To Breakdown
(M a guasto o correttiva)
La macchina viene lasciata funzionare fino a che
non si guasta.
La M interviene solo dopo che il guasto si è
verificato.
In questi casi il guasto non ha effetti catastrofici,
né è così frequente da richiedere un regolare
controllo delle apparecchiature.
175
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
◦
RTB † Run To Breakdown: Pre-requisiti
E’
chiaramente
richiesta
una
notevole
tempestività di risposta. Da cui due prerequisiti
di base:
Personale ben addestrato e in grado di
diagnosticare
i
guasti
correttamente
e
rapidamente; deve essere in grado di dare una
risposta adeguata ed efficace sia nel contenuto
che nel tempo di esecuzione dell’intervento
176
tecnico.
44
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
◦
Prevenzione guasti
d. Manutenzione: Impiego delle diverse strategie
RTB † Run To Breakdown: Prerequisiti
Vantaggi della RTB:
Secondo pre-requisito:
I.
Deve essere assicurata la disponibilità a
magazzino dei ricambi più critici (pezzi con
tempi lunghi di approvvigionamento) e delle
attrezzature necessarie per effettuare gli
interventi.
Consente di limitare i costi propri di
manutenzione, essendo il costo variabile
nullo, fintanto che l’entità funziona
correttamente (si sostituiscono soltanto i
componenti che si guastano).
177
Prevenzione guasti
d.
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
178
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Manutenzione: Impiego delle diverse strategie
Svantaggi della RTB:
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: Impiego delle diverse strategie
Svantaggi della RTB:
I. Il guasto accade accidentalmente, spesso
senza preavviso, generando così possibili
rischi per la sicurezza, con l’interruzione o la
riduzione improvvisa del servizio e/o della
produzione.
179
II.
L’accidentalità del guasto determina un
utilizzo molto variabile delle risorse fisse
(squadre di manutenzione per l’emergenza).
III. La necessità di proteggersi dall’accidentalità di
accadimento del guasto determina la tendenza
al sovradimensionamento del magazzino
ricambi.
180
45
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: Impiego delle diverse strategie
QUANDO e’ IMPIEGABILE LA RTB
I. Quando la M è relativamente facile.
II. Le conseguenze del guasto non sono gravi
(né per la sicurezza né per l’impatto del
fermo impianto).
III. La M regolare è molto costosa (quindi la
PM è costosa).
IV. Il guasto è totalmente imprevedibile (e
quindi non c’è vantaggio nella PM perché il
guasto ha la stessa probabilità di verificarsi
sia prima sia dopo l’intervento).
181
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
d.
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Manutenzione: 3 Approcci base
◦ PM † Preventive Maintenance (M preventiva)
Si basa sulla sostituzione programmata di un
determinato componente non ancora giunto a
rottura, con uno nuovo, in modo tale da prevenirne
il cedimento accidentale.
Con questo approccio si preferisce sacrificare una
parte della vita utile del componente a beneficio
della affidabilità del sistema.
182
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
d. Manutenzione: 3 Approcci base
◦ PM † Preventive Maintenance (M preventiva)
◦ PM † Preventive Maintenance (M preventiva)
In pratica, si cerca di ridurre la probabilità di
guasto effettuando una M (pulizia, lubrificazione,
sostituzione pezzi, controllo) sulle macchine ad
intervalli prestabiliti.
- a data costante
- a numero di ore costante
Es.: M dei motori degli aerei ogni tot ore di volo; la
PM ha un costo elevato, ma gli effetti del guasto
avrebbero esiti ben + seri del costo sostenuto. 183
Tuttavia il principio è applicato anche ad
apparecchiature meno critiche dal punto di vista
degli effetti del guasto.
Esempio di PM sono:
La pulizia delle auto e la lubrificazione dei
motori delle auto.
La ri-tinteggiatura delle facciate dei palazzi, etc..
184
46
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
d. Manutenzione: 3 Approcci base
◦
Prevenzione guasti
PM † Preventive Maintenance (M preventiva)
PM † Preventive Maintenance (M preventiva)
◦
A data costante :
A età costante (numero di ore costante) :
Si adotta un intervallo di tempo fisso costante tra
un intervento di sostituzione preventiva ed il
successivo. Ciò indipendentemente da quanto
accade all’interno di questo intervallo.
Il componente viene sostituito soltanto quando si
raggiunge, dalla data dell’ultimo intervento,
preventivo o correttivo, una certa “età di servizio”
(ore di utilizzo, km percorsi, etc.).
⇒ se nell’ intervallo fra due interventi A e B
avviene un guasto, non si cambia politica e la
data dell’intervento B non cambia, resta la
stessa, anche se c’è stato un guasto.
185
⇒ se nell’ intervallo fra due interventi A e B
avviene un guasto, la data dell’intervento B
cambia, e viene ricalcolata in corrispondenza al
raggiungimento dell’età prevista per l’intervento,
a partire dal guasto.
186
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 Approcci base
◦ PM † Preventive Maintenance: Prerequisiti
Per definire l’intervallo di tempo T fra due
interventi successivi occorre la conoscenza
statistica del comportamento a guasto dell’entità,
cioè la sua legge di affidabilità. E’ quindi
necessaria la raccolta delle statistiche sui guasti.
E’ necessario l’uso di un buon sistema
informativo a supporto della programmazione e
gestione delle attività di manutenzione.
La gestione ricambi deve essere coordinata con i
piani di manutenzione ciclica, in modo da
rendere
efficace
ed
efficiente
l’approvvigionamento dei materiali richiesti. 187
◦
PM † Preventive Maintenance: Prerequisiti
Il personale deve avere le competenze tecniche
specialistiche per poter eseguire gli interventi
preventivi richiesti.
Deve inoltre gestire bene la propria attività,
coordinandosi con le altre aree aziendali
coinvolte (ad esempio il magazzino dei
materiali).
Il personale deve inoltre saper effettuare i test
funzionali per la rimessa in servizio dell’entità a
valle dell’intervento di manutenzione.
188
47
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: Impiego delle diverse strategie
Prevenzione guasti
d. Manutenzione: Impiego delle diverse strategie
Vantaggi della PM:
Svantaggi della PM:
I.
Permette di limitare i costi di fermo impianto
causati da guasti accidentali.
II. Permette di programmare meglio l’utilizzo
degli operatori addetti alla manutenzione.
III. Permette di ottimizzare le scorte dei materiali
di ricambio, con un adeguato coordinamento
fra
attività
di
M.
e
attività
di
approvvigionamento dei materiali.
IV. Permette di ridurre i tempi di fermo impianto
rispetto alla M. a guasto, con una preventiva
predisposizione delle risorse necessarie
rispetto al momento dell’intervento.
189
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
I. Può introdurre il rischio di aumentare la
probabilità di alcuni guasti, per effetto di
interventi preventivi non eseguiti a regola d’arte
o che portano all’installazione di materiali
difettosi (ad esempio per effetto della mortalità
infantile).
II. Può portare a programmare manutenzioni
potenzialmente non
necessarie con il
conseguente aumento dei costi propri di
manutenzione (ad esempio per eccessiva
190
sostituzione dei componenti).
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: Impiego delle diverse strategie
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 APPROCCI BASE
QUANDO e’ IMPIEGABILE LA PM
◦
1. Quando il costo per la riparazione di un guasto
non previsto sarebbe troppo alto (a causa della
interruzione
del
normale
funzionamento
dell’impianto).
CBM
†
Condition
Based
(Manutenzione su Condizione)
Maintenance
E’ una manutenzione compiuta in risposta al
degrado misurato di una entità, cioè in base alla
misura del suo degrado.
2) Quando l’insorgere del guasto non è del tutto
casuale, e quindi è possibile pianificare
l’intervallo con il quale intervenire (cioè la
frequenza) prima che la probabilità di
insorgenza del guasto diventi troppo elevata.
La misura del degrado può essere eseguita con
diverse tecniche:
191
192
48
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 APPROCCI BASE
d. Manutenzione: 3 APPROCCI BASE
◦ CBM † Condition Based Maintenance: Tecniche
per la stima o la misura del degrado
◦
CBM † Condition Based Maintenance: Tecniche per la
stima o la misura del degrado
†
Monitoraggio periodico dei materiali con test
specialistici (prove non distruttive, ultrasuoni,
liquidi penetranti, etc.).
†
Metodi di misura di grandezze che indicano, col
proprio andamento, la tendenza al degrado del
componente (esempio: analisi vibrazionali,
analisi di deflessioni tramite sistemi ottici,
misure di temperatura, etc..).
†
Ispezioni dirette degli operai (es.: rumori per
eccessive vibrazioni, perdite d’olio, etc..). Il
personale deve essere stimolato a prestare la
massima attenzione.
†
Ispezioni dirette e non degli addetti alla
manutenzione (es.: controlli per l’ispezione di un
mandrino: visivi dei giunti rotanti, uditivi della
rumorosità). Oltre i controlli “diretti” si misurano
alcune grandezze e si interviene se superano
193
una prestabilita soglia.
Prevenzione guasti
194
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 APPROCCI BASE
d. Manutenzione: 3 APPROCCI BASE
◦ CBM † Condition Based Maintenance: Tecniche
per la stima o la misura del degrado
◦
†
In tal caso la disponibilità di una catena di
misura strumentale consente di diagrammare
nel tempo l’ampiezza di uno o più parametri
significativi; attraverso il loro andamento è
possibile prevedere in quale istante temporale
verranno superati i limiti di funzionamento
accettabile
Ciò consente di prevedere quando deve essere
effettuato l’intervento di manutenzione a
195
contrasto del degrado.
CBM † Condition Based Maintenance
Criterio adottato per macchine ad alto costo,
che producono con continuità e che sarebbe
troppo costoso fermare (abbassando così il
loro coefficiente di utilizzazione).
Esempio: rulli e apparecchiature
realizzazione di carta fotografica.
per
la
196
49
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione: 3 APPROCCI BASE
◦ CBM: Prerequisiti
d. Manutenzione: 3 APPROCCI BASE
Personale qualificato per svolgere le attività di
controllo. Il personale deve:
Identificazione delle entità “critiche”,
sottoporre ad ispezioni e monitoraggi.
◦
1. Saper usare gli strumenti diagnostici
2. Saper dare una valutazione di attendibilità e
significato dei dati rilevati.
3. Essere cosciente del proprio ruolo di “prima
sentinella” nel controllo del degrado
4. Avere la giusta sensibilità alla segnalazione,
evitando di fare segnalazioni inutili.
197
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
CBM: Prerequisiti
da
Identificazione dei parametri da tracciare e
delle corrispondenti soglie di intervento.
Investimenti in attrezzature adeguate e
tarature periodiche della strumentazione per
mantenere alta la qualità delle misure.
198
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d.Manutenzione:
e.IMPIEGO DELLE DIVERSE STRATEGIE
d. Manutenzione: 3 APPROCCI BASE
◦ CBM: Prerequisiti
Vantaggi della CBM:
Forte coordinamento (col supporto di un
adeguato sistema informativo) fra le attività di
ispezione e monitoraggio e quelle di
programmazione delle attività di manutenzione,
approvvigionamento materiali a magazzino, etc.
etc.
199
I. Migliore controllo di disponibilità e sicurezza dei
macchinari.
II. Miglior controllo delle attività di manutenzione
(si programmano solo le attività necessarie).
III. Migliore qualità della manutenzione (vengono
ridotti gli interventi di M. che possono introdurre
mortalità infantile).
IV. Permette di accumulare e trasferire le
conoscenze manutentive (tutti gli storici sui
200
segnali di degrado).
50
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
IMPIEGO DELLE DIVERSE STRATEGIE
Svantaggi della CBM:
• Migliore gestione del personale addetto alla
manutenzione, in quanto:
a. si possono programmare, come nella PM,
gli
interventi
delle
squadre
di
manutenzione.
b. è possibile ottimizzare le scorte dei
materiali.
c. è possibile predisporre le risorse prima
dell’intervento, organizzando il tutto nel
miglior modo possibile.
201
d.
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
II. E’ necessario un periodo di tempo di
apprendimento
per
sviluppare
una
conoscenza affidabile del trend dei segnali
misurati e saper quindi valutare correttamente
le condizioni di salute delle entità ed
individuare correttamente le condizioni di
202
allarme.
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
In genere le tre strategie sono co-presenti.
Esempio automobile:
Quando:
•
I. Alti costi di investimento (attrezzature
specialistiche e training degli operatori).
d. Manutenzione:
IMPIEGO DELLE DIVERSE STRATEGIE
Manutenzione:
QUANDO E’ IMPIEGABILE LA CBM
•
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d.Manutenzione:
IMPIEGO DELLE DIVERSE STRATEGIE
Vantaggi della CBM:
Prevenzione guasti
Prevenzione guasti
L’attività di manutenzione è costosa, sia per i
costi propri dell’intervento, sia per quelli
derivanti dalla interruzione delle attività
produttive.
Contemporaneamente,
devono
essere
giustificati gli alti costi del sistema.
203
- RTB: le lampadine, la ventola per la circolazione
interna dell’aria, o il clackson.
- PM: olio del motore, o altre parti che vengono
controllate durante i regolari controlli e sostituite
se necessario.
- CBM: monitoraggio costante del motore,
qualitativo, ascoltando il rumore; monitoraggio
quantitativo: ad es.: misura del consumo delle 204
gomme.
51
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
CONFRONTO M. A GUASTO – M. PREVENTIVA
• La manutenzione preventiva riduce la probabilità
di guasto a un valore finito, ma non nullo.
• In linea di principio, maggiore è la PM, maggiore
è il suo costo, e minore è il costo degli interventi a
guasto.
d. Manutenzione:
CONFRONTO M. A GUASTO – M. PREVENTIVA
Costi
a) Costo della PM
b’)
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
a’)
b) Costo degli interventi a guasto
• Per contro, minore è la frequenza della PM, meno
si spende per la PM, ma > è il costo dell’intervento
a guasto, non pianificato.
• Esiste quindi un ammontare di PM che minimizza
il costo totale, somma dei costi della PM e della205
M.
a guasto:
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Ammontare di PM
Linee continue: modello teorico.
Linee a tratteggio: modello reale.
Prevenzione guasti
206
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
CONFRONTO M. A GUASTO – M. PREVENTIVA
d. Manutenzione:
CONFRONTO M. A GUASTO – M. PREVENTIVA
Cause di scostamento modello teorico – modello
reale.
• Se almeno parte della PM è svolta da personale
interno, il costo si abbassa.
• Curva a) basata sull’ipotesi che la PM sia condotta
da personale esterno (ore di lavoro pianificate e
contabilizzate separatamente dagli operatori interni
all’azienda).
• Se la PM è svolta nei momenti più opportuni per
l’attività produttiva, i costi di fermo impianto si
riducono.
• Inoltre, ogni volta che c’è un intervento di PM, la
produzione si deve fermare.
• ⇒ la pendenza della curva nera continua aumenta,
perché gli episodi manutentivi iniziano a interferire col
normale svolgimento della produzione.
207
• ⇒ la curva a) aumenta meno rapidamente di quanto
indicato in figura (curva a’ tratteggiata nera).
• Anche la curva degli interventi a guasto (blu
continua) potrebbe essere più alta (curva b’ a
tratteggio).
208
52
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
•
A
GUASTO
–
d. Manutenzione:
CONFRONTO M.
PREVENTIVA
M.
Infatti gli interventi a guasto non pianificati
implicano:
a. costi dell’intervento e del fermo impianto
b. costi derivanti dall’immagine,
dall’affidabilità dell’azienda (fermo impianto
→ ritardi nella consegna → potenziale
perdita di clienti)
c. instabilità nel processo produttivo e quindi
ostacolo al miglioramento.
209
d. Manutenzione:
CONFRONTO
M.
PREVENTIVA
A
GUASTO
–
M.
⇒ Le curve effettive sono quelle a tratteggio, che
non sempre si incontrano, e se si incontrano, ciò
avviene molto + a destra di quanto indicato nelle
curve continue.
⇒ l’uso della PM è in generale preferibile, e il
minimo della curva dei costi totali si sposta a
destra.
211
GUASTO
–
M.
In un processo dove non ci sono “sorprese”, gli
operatori hanno modo di concentrarsi sulla propria
parte di lavoro, e di migliorare.
Se ci sono frequenti interruzioni gli operatori sono
distratti dalle “sorprese” e quindi il miglioramento è
ostacolato.
210
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
A
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
d. Manutenzione:
INFLUENZA DELLA CURVA DEI GUASTI SULLA PM
Influenza della forma della curva di distribuzione
probabilistica dei guasti sui benefici derivanti dalla PM.
Consideriamo due macchine, A e B con due ≠ curve di
distribuzione dei guasti:
A
Probabilità
guasto
d. Manutenzione:
CONFRONTO
M.
PREVENTIVA
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
B
Tempo
X
Y
212
53
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
d. Manutenzione:
INFLUENZA DELLA
SULLA PM
CURVA
DEI
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
INFLUENZA DELLA CURVA DEI GUASTI SULLA
PM
GUASTI
Macchina A
Macchina B
La probabilità che A si guasti prima di X é bassa; A
si guasterà quasi sempre fra X e Y.
Ha sempre una probabilità medio – alta di guasto.
⇒ se si pianifica la PM in modo da intervenire
appena prima del tempo X, le probabilità di guasto
si possono di fatto ridurre sostanzialmente.
⇒ un intervento di manutenzione preventiva fatto a
ridosso del tempo X, non riduce le probabilità di
guasto tanto quanto nel caso di A.
213
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
INFLUENZA DELLA CURVA DEI GUASTI SULLA PM
⇒ La Manutenzione Preventiva ha probabilità di
portare benefici solo quando i periodi di alta
probabilità di guasto sono ragionevolmente
prevedibili.
Se i guasti si presentano in modo random, allora c’è
meno da guadagnare dalla PM, perché in tal caso,
la PM, ha scarso effetto sulla probabilità di guasto
futura della macchina!
215
214
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
E’ una filosofia manutentiva nata in Giappone, vista
come la naturale estensione nella evoluzione dalla
RTB alla PM.
Definizione:
“Manutenzione produttiva effettuata da tutti gli operai
attraverso piccole attività di gruppo”.
La manutenzione produttiva è:
“La gestione della manutenzione che riconosce
l’importanza, nella progettazione dell’impianto,
dell’affidabilità e dell’efficienza economica”.
216
54
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
La TPM è un approccio di miglioramento continuo volto
alla prevenzione dai guasti.
2. Raggiungere la Manutenzione autonoma.
TPM mira ad ottenere una buona pratica
manutentiva attraverso il perseguimento di cinque
obiettivi:
- Consentire a chi opera sulle macchine o le
utilizza, di rendersi responsabile di almeno alcuni
aspetti manutentivi.
1. Migliorare il rendimento delle attrezzature.
Esaminare come le macchine contribuiscono
all’efficacia del processo esaminando tutte le perdite
che si verificano. Perdite di efficienza possono
essere il risultato di: perdite dovute al down time,
perdite dovute a velocità, perdite dovute a difetti.
217
- Incoraggiare lo staff che si occupa della M. a
prendersi la responsabilità di un miglioramento
nelle performance della M.
La
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
218
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
Esistono tre livelli a cui lo staff può prendersi la
responsabilità dell’affidabilità del processo:
a. Livello di riparazione: lo staff esegue le istruzioni
ma non prevede il futuro; semplicemente reagisce
al problema.
b. Livello di prevenzione: lo staff può prevedere il
futuro anticipando i problemi, e intraprende azioni
correttive.
219
c. Livello di miglioramento: lo staff può prevedere il
futuro anticipando i problemi: non solo intraprende
azioni correttive, ma propone anche miglioramenti
per evitare che il problema si ripresenti.
Esempio: le viti di una macchina si allentano ed essa
viene inviata ogni settimana alla manutenzione.
Un ingegnere di livello a. semplicemente ripara il
guasto e restituisce la macchina alla produzione.
Un ingegnere di livello b. rileva che il problema è
settimanale, e allora agisce in anticipo stringendo
le viti prima che si allentino.
220
55
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
Prevenzione guasti
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
Un ingegnere di livello c. va’ oltre, rileva che c’è un
problema di progettazione, e modifica la
macchina in maniera tale che il problema non
possa ripresentarsi.
3. Pianificare la manutenzione. Avere un approccio
pienamente risolutivo verso tutte le attività di
manutenzione.
4. Addestrare tutto lo staff sugli aspetti rilevanti
della manutenzione. Le operazioni da svolgere
richiedono che sia il personale addetto alla
manutenzione sia quello operativo sul processo
sia addestrato in modo specializzato per
compiere il proprio lavoro. La TPM pone
un’enfasi particolare su un addestramento
appropriato e continuo.
221
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
LA TPM: TOTAL PRODUCTIVE MAINTENANCE
5. Raggiungere una gestione preventiva delle
apparecchiature. Questo obiettivo è rivolto ad
adottare delle politiche che in qualche modo
consentano di evitare la manutenzione, tramite
un processo di prevenzione dalla manutenzione.
Ciò comporta il prendere in considerazione le
cause dei guasti e la manutenzione delle
attrezzature durante la fase della loro
progettazione, durante la fase della loro
realizzazione e durante le fasi della loro
223
installazione e collaudo.
222
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
RCM: RELIABILITY CENTERED MAINTENANCE:
Manutenzione centrata sull’affidabilità
Critica fondamentale alla TPM: tende a favorire una PM
anche quando tale approccio sarebbe inappropriato.
Si è visto che la curva del l’andamento guasti per un
componente di impianto influenza direttamente l’efficacia
che può avere un approccio manutentivo basato sulla
PM.
La RCM utilizza la curva di andamento del guasto per
ciascun modo di guasto di ogni componente per decidere
dell’approccio più corretto alla sua manutenzione.
224
56
Prevenzione guasti
d. Manutenzione:
RCM:
RELIABILITY
CENTERED
Manutenzione centrata sull’affidabilità
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
MAINTENANCE:
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
RCM: RELIABILITY CENTERED MAINTENANCE:
Manutenzione centrata sull’affidabilità
Esempio: sistema di sminuzzamento delle verdure
prima di essere congelate.
La parte del sistema che richiede > attenzione per la
M. è il gruppo coltelli, che può presentare tre diversi
modi di guasto:
225
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
RCM: RELIABILITY CENTERED MAINTENANCE:
Manutenzione centrata sull’affidabilità
Di certo l’usura può essere affrontata prevedendo
intervalli di M. preventiva appena prima che
aumenti la probabilità di guasto.
Ciò non aiuta in alcun modo il danneggiamento
dovuto alle pietruzze, che avviene con = probabilità
in qualsiasi istante. In tal caso, prima di tutto, si
deve evitare che le pietre arrivino al gruppo coltelli,
magari con una rete.
227
• Talvolta
i
coltelli
devono
essere
sostituiti
semplicemente perché logori a causa dell’uso
• A volte vengono danneggiati da piccole pietruzze che
entrano nel processo
• Altre volte saltano via dalla sede per un fissaggio non
corretto
226
Le curve di guasto corrispondenti, sono diverse.
Prevenzione guasti
Progettazione e Gestione
degli Impianti Industriali
A.A. 2014-2015
d. Manutenzione:
RCM: RELIABILITY CENTERED MAINTENANCE:
Manutenzione centrata sull’affidabilità
Per il terzo guasto, l’andamento è ancora diverso:
se il fissaggio è avvenuto in modo non corretto,
ciò appare chiaro subito.
Anche qui la PM non aiuterebbe.
Gli sforzi vanno semmai indirizzati a fare in modo
che il fissaggio dei coltelli avvenga in modo
corretto, magari con un migliore training dello
staff.
228
57