Università degli Studi di Trento
Facoltà di Ingegneria
Corso di laurea in Ingegneria dei Materiali
IL NIOBIO
Metallurgia dei Metalli non Ferrosi
Prof. Diego Colombo
Sandro Monteforte 2142IM
Anno accademico 2004-2005
SOMMARIO
SOMMARIO ................................................................................................................. 1
INTRODUZIONE ......................................................................................................... 3
SCHEDA ....................................................................................................................... 3
Aspetto ....................................................................................................................... 4
Struttura atomica ........................................................................................................ 4
Proprietà chimiche ..................................................................................................... 5
Proprietà fisiche ......................................................................................................... 6
Proprietà meccaniche ................................................................................................. 6
STORIA ......................................................................................................................... 7
RISORSE NATURALI ................................................................................................. 9
Minerali metalliferi di niobio ..................................................................................... 9
Scorie di stagno ........................................................................................................ 11
METALLURGIA ESTRATTIVA .............................................................................. 12
Trattamenti dei minerali metalliferi ......................................................................... 12
Produzione delle scorie di stagno ......................................................................... 15
Separazione ........................................................................................................... 16
Produzione di ferroniobio ........................................................................................ 18
Processo alluminotermico .................................................................................... 18
Metodo all’arco elettrico ...................................................................................... 20
Clorurazione ......................................................................................................... 21
PREPARAZIONE DEL NIOBIO E DELLE LEGHE ................................................ 22
Niobio metallo.......................................................................................................... 22
Riduzione .............................................................................................................. 23
Nitrurazione .......................................................................................................... 23
Elettrolisi .............................................................................................................. 23
Purificazione ......................................................................................................... 24
Leghe ........................................................................................................................ 24
Niobio-nichel ........................................................................................................ 24
Niobio-titanio........................................................................................................ 25
PREPARAZIONE DEGLI OSSIDI ............................................................................ 25
PREPARAZIONE DEI CARBURI ............................................................................ 26
BILANCIO ENERGETICO DELLA PRODUZIONE ............................................... 27
APPLICAZIONI COMMERCIALI ............................................................................ 28
Niobio....................................................................................................................... 28
1
Target .................................................................................................................... 29
Gioielli .................................................................................................................. 31
Ferroniobio ............................................................................................................... 32
Acciai microlegati................................................................................................. 32
Acciai inossidabili ferritici ................................................................................... 34
Superleghe ................................................................................................................ 34
Superconduttori ........................................................................................................ 40
Rivestimenti ............................................................................................................. 42
Ossido di niobio: applicazioni oltre la metallurgia .................................................. 42
Ottica..................................................................................................................... 42
Elettronica ............................................................................................................. 42
Utensili.................................................................................................................. 44
Tabella riassuntiva sulle applicazioni del nb e delle sue leghe ............................... 45
RICICLO ................................................................................................................... 475
ASPETTI BIOLOGICI................................................................................................ 46
ASPETTI ECONOMICI ............................................................................................. 47
CONCLUSIONI .......................................................................................................... 47
BIBLIOGRAFIA ......................................................................................................... 49
2
INTRODUZIONE
Il niobio (ancora chiamato “colombio” negli Stati Uniti) è l’elemento numero 41 e
in natura si trova spesso sotto forma combinata con il tantalio:con questo e con il
vanadio (n.23) forma gli elementi di transizione della colonna 5, secondo la
classificazione periodica della tabella di Mendeleïev.
Il niobio, benché sempre legato al tantalio nelle scorie di stagno e nelle columbotantaliti, è in grandissima parte derivato da un minerale metallifero specifico, il
pirocloro. Penalizzato da risorse fino allora sparse, è soltanto a partire dagli anni ‘60,
in occasione della scoperta di vasti giacimenti di pirocloro in Brasile, che la
produzione di niobio è realmente aumentata. Classificato come metallo refrattario
data l’alta temperatura di fusione, all’inizio è stato quindi usato per applicazioni ad
alta temperatura. In seguito, la precipitazione del carburo di niobio negli acciai ha
aperto la via agli acciai ad alto limite d’elasticità HLE (HSLA - High Strength Low
Alloy) e le capacità superconduttrici delle leghe a base di niobio hanno reso possibili
svariate applicazioni: dagli acceleratori di particelle, alla ripresa d’immagini in
campo medico. Oggi, grazie anche alla densità non molto elevata, alla grande
resistenza agli agenti chimici e alla durezza dei carburi, il niobio è usato in molti e
svariati campi.
SCHEDA
GENERALITÀ
N.Atomico: 41
Gruppo: 5
Periodo: 5
Serie: Metalli di transizione
3
ASPETTO
Il niobio è un metallo duttile, grigio, lucente, che assume una sfumatura bluastra
quando rimane esposto all’aria a temperatura ambiente per tempi prolungati.
Fig.1 – Niobio metallico
STRUTTURA ATOMICA
Struttura cristallina: BCC, a=0.3294 nm
Raggio atomico: 2.08 Å
Volume atomico: 10.87 cm3/mol
Raggio covalente: 1.34Å
Raggio ionico: 0.69Å
Numero di elettroni: 41
Numero di protoni: 41
Numero di neutroni: 52
Configurazione elettronica:
1s2 2s2p6 3s2p6d10 4s2p6d4 5s1
Numero di elettroni per livello energetico:
2,8,18,12,1
Elettroni di valenza: 4d 4 5s 1
Stati di ossidazione: 5, 3
Abbondanza dell’elemento (aria): - ppm
Abbondanza dell’elemento (crosta terrestre): 11 ppm
Abbondanza dell’elemento (oceani): 10-5 ppm
Isotopi più stabili:
iso
NA
TD
DM
DE
DP
91
sintetico
680 anni
ε
1,253
91
Nb
Zr
4
92
93
Nb
Nb
3,47×107 anni
sintetico
β-
0,356
92
Mo
ε
2,006
92
Zr
94
Mo
100%
Nb è stabile con 52 neutroni
meta
sintetico
16,13 anni
IT
0,031
94
sintetico
20300 anni
β-
2,045
Nb
iso = isotopo
NA = abbondanza in natura
TD = tempo di dimezzamento
DM = modalità di decadimento
DE = energia di decadimento in MeV
DP = prodotto del decadimento
PROPRIETÀ CHIMICHE
Equivalente elettrochimico: 0.69327 g/(amp hr)
Funzione lavoro per l’elettrone: 4.3eV
Elettronegatività: 1.6
Potenziali di ionizzazione
Primo: 6.88
Secondo: 14.32
Terzo: 25.04
Potenziale dell’elettrone di valenza (-eV): 104
Potenziali standard di riduzione:
Semireazione
Eo/V
Annotazione
6 mol dm-3 H2SO4
NbV + 2e-
NbIII
- 0.373
Nb3+ + 3e-
Nb(s)
- 1.1
Nb2O5(s) + 10H+ + 10eNbO3+ + 2H+ + 2e-
2Nb(s) + 5H2O
Nb3+ + H2O
- 0.65
- 0.343
NbO(SO4)2- + 2H+ + 2e-
Nb3+ + H2O + 2SO42-
NbO(SO4)2- + 2H+ + 5e-
Nb(s) + H2O + 2SO42- - 0.63
- 0.1
5
PROPRIETÀ FISICHE
Densità: 8.57g/cm3 @ 300 K
Massa atomica media: 92.90638
Volume molare 10.84 cm3/mole
Stato fisico (at 20 °C & 1 atm): Solido
Tensione di vapore = 0.0755 Pa @ 2468 °C
Coefficiente di espansione termica lineare: 7.31E-06 cm/(cm°C) (0°C)
Conduttività elettrica: 0.0693 106/cm
Polarizzabilità: 15.7 A3
Conduttività termica: 0.537 W/cmK
Temperatura di fusione: 2741 K 2468 °C 4474 °F
Temperatura di ebollizione: 5017 K 4744 °C 8571 °F
Calore specifico: 0.26 J/gK
Entalpia di atomizzazione: 745 kJ/mole @ 25 °C
Entalpia di fusione: 27.2 kJ/mole
Entalpia di vaporizzazione: 696.6 kJ/mole
Emissività totale: 0.19 @ 1500 °C
0.24 @ 2000 °C
Suscettività magnetica: 2.28x10-6 (nel sistema CGS)
PROPRIETÀ MECCANICHE
Poisson ratio: 0.38
Modulo elastico:
Bulk: 170 GPa
Young: 105 GPa
Sforzo di snervamento: 103 MPa @ 20 °C
69 MPa @ 800 °C
14 MPa @ 1200 °C
UTS: 172 MPa @ 20 °C
103 MPa @ 800 °C
6
34 MPa @ 1200 °C
Durezza
Brinell: 736 MPa
Vickers: 1320 MPa
Mohs: 6
STORIA
1801: il niobio è isolato dal chimico inglese C.Hatchett, a partire da un minerale
scuro raccolto nel Connecticut (USA) e spedito nel 1753 da John Winthrop, primo
governatore del Connecticut, al British Museum. Egli battezza il metallo (dopo
averlo isolato dall’ossido) colombio ed il minerale colombite (Fig.2) in memoria di
Cristoforo Colombo, scopritore del suo continente d’origine.
Fig.2 – Minerali di colombite
1802: è scoperto dal chimico svedese A.G.Ekeberg, il tantalio; la prossimità
chimica del tantalio e del niobio hanno mantenuto a lungo una confusione, tanto da
indurre il chimico W.H.Wollaston a sostenere che si trattasse dello stesso
elemento.
1844: è H.Rose che, mentre studiava le tantaliti e le colombiti, ritorna con successo
ad isolare il niobio e il tantalio e a distinguere così i due elementi. Dato che Rose
non era al corrente del precedente lavoro di Hatchett, diede all’elemento il nuovo
nome di niobio (Niobe era la figlia del re Tantalo, personaggio della mitologia
7
greca). Nonostante la decisione nel 1948 dell’Unione internazionale di chimica
pura ed applicata (IUPAC), che raccomandò l’impiego della denominazione niobio
(Nb), la parola colombio (Cb) è ancora a volte utilizzata dagli esperti di
metallurgia e nell’industria americana.
1866:
il francese J.C.Marignac inventa il metodo di separazione con
cristallizzazione frazionata del fluorotantalato e del fluoroniobato di potassio.
Questo metodo permette per circa un secolo la separazione in laboratorio e poi
quella industriale dei due metalli.
1925: grazie anche al miglioramento delle proprietà elastiche delle leghe a base
cromo e nichel ottenuta con l’aggiunta di ferroniobio, l’interesse per il niobio
registra un’aumento. Quest’epoca è anche quella delle prime prove d’utilizzo del
carburo di niobio associato al carburo di tungsteno negli utensili da taglio.
1933: si ha l’introduzione del ferroniobio negli acciai inossidabili (previene la
corrosione intergranulare).
1941: comparsa degli acciai microlegati ad alto limite d’elasticità (HSLA) che
contengono meno dell’1% di niobio. Ma la produzione di materie prime, molto
insufficiente, blocca ogni sviluppo.
1950: con l’inizio della corsa verso lo spazio c’è stato un significativo aumento
dell’interesse sul niobio dovuto alle sue caratteristiche di metallo refrattario
leggero. Sono prodotte le prime superleghe per applicazioni aerospaziali o
nucleari.
1961: vengono valorizzati i giganteschi giacimenti del Brasile. Tutta l’industria del
ferroniobio esplode immediatamente (15% di crescita annuale tra il 1957 ed il
1972). Gli acciai ad alto limite d’elasticità sono da subito richiesti per la
costruzione delle pipelines per l’industria petrolifera che è in piena espansione.
1970-80: con l’inaugurazione dei grandi acceleratori di particelle (CERN) e la
commercializzazione degli apparecchi medici di NMR (risonanza magnetica
nucleare) che utilizzano bobine superconduttrici, le leghe superconduttrici a base di
niobio conoscono un ulteriore sviluppo.
8
RISORSE NATURALI
Il niobio non si trova mai allo stato nativo. I minerali in cui è presente sono la
niobite-tantalite (Fe,Mn)(Nb,Ta)2O6, il pirocloro (Na,Ca)2(Nb,Ta)2O6(OH,F) e
l’eussenite (Y, Ca, Ce, U, Th)(Nb, Ta, Ti)2O6. Di caratteri chimici vicini, il tantalio
ed il niobio si trovano spesso insieme negli stessi minerali metalliferi: tuttavia,
esistono giacimenti di pirocloro dove il tantalio è praticamente assente.
MINERALI METALLIFERI DI NIOBIO
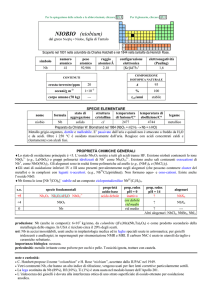
Il principale minerale che contiene niobio è il pirocloro: (Na, Ca)2(Nb, Ta)2O6(OH,
F) (Fig.3): da questo deriva quasi il 98% del niobio metallico o del pentossido di
niobio (Nb2O5) prodotto.
Fig.3 – Minerali di pirocloro
Nelle formazioni geologiche chiamate cartonatiti (rocce carbon-silicatiche) il
pirocloro si trova in soluzione solida con la microlite (minerale ricco di tantalio). Il
tasso di pentossido di niobio nel concentrato è vicino al 60-65%, per una
concentrazione massima teorica nel pirocloro del 73%. La caratteristica di questi
giacimenti (Fig.5) è la grande riserva in niobio di cui ne garantiscono una produzione
consistente e regolare. Ad Araxa (Minas Gerais) si trova la più grande miniera di
niobio al mondo che fornisce il 92-94% della produzione mondiale; essa è sfruttata in
Brasile dalla società CBMM (Companhia Brasileira di Metalurgia e Mineraçao). Le
9
riserve sono stimate in 8 milioni di tonnellate di niobio, cioè 500 anni di sfruttamento
al ritmo attuale. Nel pirocloro del giacimento, si ha il 63.4% di Nb2O5, il 16.5% di
BaO e soltanto 0.15% di Ta2O5. Il secondo più grande giacimento al mondo, che
assicura circa il 4% della produzione mondiale, si trova nel Quebec a St-Honorè ed
appartiene alla società Niobec del gruppo Cambior. In questo caso il pirocloro
contiene il 65.8% di Nb2O5, 16.6% di CaO e soltanto 0.11% di Ta2O5. Le altre fonti
di niobio conosciute al mondo sono:
il giacimento di Catalao in Brasile della Société Catalao de Goias (Fig.4) e i
giacimenti russi della penisola di Kola (Apatity) attualmente sfruttati;
Fig.4 – Giacimento di Catalao
i giacimenti dell’Australia (Mt Weld) e del Gabon (Lambaréné) in corso di
valutazione.
Il resto della produzione di niobio (<2%) è garantito come sottoprodotto
dell’estrazione del tantalio nelle scorie di stagno o di columbo-tantalite.
10
Fig.5 – Distribuzione dei giacimenti di Pirocloro
SCORIE DI STAGNO
Il niobio è presente allo stato di tracce, in sostituzione (fino al 4%) nella rete
cristallina della cassitérite, il minerale metallifero dello stagno. I metodi di
trattamento della cassitérite per l’estrazione dello stagno portano a concentrare questo
metallo nelle scorie, raggiungendo a volte percentuali molto elevate quando la
cassitérite è ricca in Ta/Nb (Tab.1) ed il metodo metallurgico è ottimizzato.
Ta2O5 Nb2O5
Tailandia 12
9
Zaire
11
10
Malesia
4
4
Brasile
1-2
2-4
Tab.1 - Analisi delle scorie di stagno (% in massa)
Non tutte le scorie di stagno contengono tantalio/niobio, in particolare, solo quelle
derivate dal trattamento della cassitérite della Bolivia, di Cornouailles o del
11
Portogallo (Neves Corvo). Le scorie più ricche in niobio (e tantalio) provengono dal
sud-est asiatico: Tailandia, Malesia, Indonesia. Queste scorie possono essere una
fonte finanziaria non trascurabile per le fonderie di stagno di prima fusione (di cui, la
principale, è quella della società Thaisarco a Phuket, in Tailandia). Tuttavia da alcuni
anni il recupero è in forte diminuzione: la crisi dello stagno nel 1985, l’evoluzione dei
paesi del sud-est asiatico verso economie più sviluppate, le fonderie lontane dalle
materie prime e i problemi ambientali o urbani (impianti vicini a centri turistici:
Phuket in Tailandia) sono fra le principali cause.
METALLURGIA ESTRATTIVA
TRATTAMENTI DEI MINERALI METALLIFERI
Questi
trattamenti
conducono
all’elaborazione
dei
prodotti
semilavorati
(fluorotantalati o ossidi) che permettono di elaborare il metallo o i suoi composti
(Fig.6).
12
Fig.6 – Diagramma a blocchi della produzione del niobio
ESTRAZIONE DAL PIROCLORO
Il minerale metallifero una volta estratto nelle miniere a cielo aperto ad Araxa in
Brasile (Fig.7), o in gallerie profonde a Saint-Honoré in Québec, viene trasportato
negli impianti per il concentramento.
13
Fig.7 – Miniera a cielo aperto (Araxa, BR)
Il pirocloro disperso in una ganga “carbonatata” si trova miscelato ad altri minerali
(solfuri). Una catena di frantumazione (Fig.8) libera pirocloro con granulometria
compresa tra 5 e 104 µm in Brasile e tra 40 e 200 µm in Canada. Con una prima
flottazione si ha l’allontanamento dei carbonati ed in seguito si ha la separazione dei
minerali magnetici (Fig.9). Una seconda flottazione separa i solfuri, quindi una
lavaggio con acido cloridrico elimina le ultime tracce di carbonati. Il concentrato,
filtrato ed essiccato, contiene dal 60 al 65% di Nb2O5, dal 10 al 15% di CaO o BaO
ed il resto in Na2O, SiO2, TiO2, e Fe2O3. Questo concentrato è il prodotto di base per
la produzione del ferroniobio.
Fig.8 - Frantumazione
14
Fig.9 - Flottazioni e separazione dei materiali magnetici
PRODUZIONE DELLE SCORIE DI STAGNO
La ricchezza in Nb e Ta delle scorie dipende fortemente dai tassi d’origine ma
anche dal metodo d’elaborazione. I minerali secondari (stuvérite, chiamata
localmente amang), ricchi in tantalio ed in niobio, che accompagnano la cassitérite,
oggi sono recuperati ed isolati a monte del trattamento di fonderia, cosa che
diminuisce proporzionalmente la concentrazione del tantalio nelle scorie ottenute.
SCORIE RICCHE
La produzione di scorie ricche in Ta + Nb è stata sviluppata da Thaisarco a Phuket
e da Gwalia a Greenbushes e fa passare concentrati di stagno con lo 0.9% in Ta2O5
fino a un contenuto nelle scorie del 15-18% per Thaisarco e del 30% di Ta2O5 per
Gwalia. Il trattamento classico dello stagno (due tappe in forno) conduce a scorie
secondarie con 5-12% in Ta2O, da Thaisarco è stata aggiunta una terza fase, in cui
con un forno elettrico si produce nuovamente una ghisa stannifera. Le scorie ricche
fuse sono colate nell’acqua per la frammentazione ed essendo allora assimilabili al
minerale metallifero possono essere trattate con il metodo idrometallurgico.
15
SCORIE POVERE
Le scorie povere (< 8-10% Ta2O5 + Nb2O5), devono subire un arricchimento
preliminare, poiché altrimenti il costo di trattamento idrometallurgico sarebbe
proibitivo. Si utilizzano allora la pirometallurgia e l’idrometallurgia.
Nella prima fase le scorie povere sono fuse in un forno ad arco con ferro e
carbonio, il carbonio si combina con il tantalio e il niobio, arricchendo la ferro-lega.
Il tasso di Ta2O5 passa al 15% e quello di Nb2O5 al 17% nella lega.
Nella seconda fase la ferro-lega segue allora una delle tre vie seguenti:
- una lisciviazione acida, seguita da un’ossidazione calda che elimina il ferro e
trasforma i carburi in ossidi (Ta2O5 e Nb2O5);
- una clorazione in bagno di sali fusi (NaCl mescolato alla lega fissa il cloruro
ferrico (NaCl-FeCl3)), seguita da un’idrolisi dei cloruri o di una distillazione dei
cloruri (TaCl5 e NbCl5);
- una rifusione della ferro-lega con aggiunta di ossidanti.
Il syncon (denominazione del concentrato sintetico), ottenuto da questi metodi, con
titolo dal 40 al 70% di Ta2O5 + Nb2O5, è allora utilizzabile nel metodo di trattamento
idrometallurgico dei minerali metalliferi, alla stregua delle scorie ricche.
SEPARAZIONE
Sono utilizzabili due tecniche, la cristallizzazione frazionata, che è praticamente
scomparsa, e l’estrazione liquido-liquido con solvente, che ha una maggiore resa.
CRISTALLIZZAZIONE FRAZIONATA
I composti di tantalio e di niobio possono essere separati con un metodo multitappe di cristallizzazione frazionata dopo il trattamento con acido fluoridrico. Per far
ciò si utilizza la differenza di solubilità tra K2TaF7 e K2NbOF5 in H2O. La soluzione
con acido fluoridrico riscaldata deriva dal trattamento dei minerali metalliferi o dal
syncon ed è caricata con carbonato o idrossido di potassio per formare i
fluorotantalati e gli ossifluoroniobati. La soluzione viene filtrata per separare gli
insolubili e quindi raffreddata per cristallizzare i composti: K2TaF7 con una solubilità
16
di 7,5 g/L a temperatura ambiente precipita, mentre K2NbOF5 resta in soluzione
(solubilità 91,5 g/L). Questo metodo di separazione, messo a punto da Marignac fu
utilizzato nel mondo intero per quasi 100 anni, ma, poichè il niobio restava
combinato con il titanio presente, il rendimento non era soddisfacente. Solo i
Kazakhs della società Ulba la praticano ancora.
ESTRAZIONE LIQUIDO-LIQUIDO CON SOLVENTE
È attualmente il metodo maggiormente utilizzato in particolare dalle società Cabot,
GfE del gruppo Metallurg ed H.C.Starck. Un liquido concentrato in Ta + Nb è
estratto dalla soluzione concentrata di minerali metalliferi con un attacco acido. E’ un
metodo in continuo, in colonne o più spesso in un mescolatore-decantatore, usando
come solvente il MIBK (metil-isobutil-chetone) all’1.7% in massa. Gli elementi
indesiderati come Fe, Mn e soprattutto Ti restano in fase acquosa. Grazie al solvente
MIBK si ottiene una soluzione in fase organica con concentrazioni di Nb e Ta di 150200 g/L., che subisce un lavaggio con acido solforico (da 6 a 15 N). Il niobio si estrae
allora sotto forma di un complesso fluoroniobiato-acido fluoridrico con l’aggiunta
d’acqua o d’acido solforico diluito, dando origine quindi ad una fase acquosa: il
tantalio, invece, sotto forma di complesso fluorotantalato, resta nella fase organica.
La fase acquosa è poi rimessa in contatto con il MIBK per estrarre le ultime tracce di
tantalio.
Il recupero d’idrossido di niobio si effettua per precipitazione con l’aggiunta di
NH3 o NH4OH. Questo prodotto è calcinato a 900 °C per arrivare all’ossido di niobio
(Nb2O5). Un sale di potassio (KCl) fa precipitare il fluorotantalato di potassio
(K2TaF7) a partire dalla fase organica ricca in tantalio. Esiste anche un’alternativa per
arrivare all’ossido: attraverso l’aggiunta di NH4OH si forma dal fluoruro d’ammonio
che resta in soluzione e l’idrossido di tantalio precipita nella fase organica, quindi è
filtrato e calcinato per produrre l’ossido (Ta2O5).
17
RECUPERO E RICICLO DELLE SOLUZIONI
Negli ultimi anni, di fronte ai problemi ecologici ed alle esigenze della redditività,
lo sforzo ha riguardato il riciclaggio e l’eliminazione delle soluzioni residue d’attacco
dei minerali metalliferi e delle soluzioni di riciclo. La società tedesca H.C.Starck
lavora all’attuazione dei punti seguenti:
- rigenerazione delle soluzioni d’acido fluoridrico mediante un trasferimento in un
forno di piroidrolisi a 800 °C;
- neutralizzazione dell’acido solforico usando la calce;
- trattamento con calce dei fluoruri d’ammonio derivati dal risucchio e filtrazione del
loro fluoruro di calcio di reazione. L’ammoniaca generata è una soluzione al 28%
in massa e il tasso di recupero è superiore al 99%.
La società americana Cabot, da parte sua, sviluppa un metodo di recupero del
MIBK, mescolato all’acqua ed all’acido fluoridrico nella soluzione d’estrazione. Una
corrente di vapore d’acqua è iniettata nella soluzione portata all’ebollizione.
L’operazione si svolge in una colonna d’estrazione.
I tedeschi della società GfE del gruppo Metallurg, sostituendo la soda
all’ammoniaca, eliminano i problemi di rifiuti ammoniacati. Niobiati e tantalati di
sodio precipitati sono lavati con acido cloridrico per ottenere gli idrossidi, i quali
vengono poi essiccati e calcinati.
PRODUZIONE DI FERRONIOBIO
Nel 1994, circa 21000 tonnellate di ferroniobio sono state consumate nel mondo
per gli acciai. Prima della scoperta dei giacimenti di pirocloro, il ferroniobio era
derivato dall’ossido di niobio prodotto dalla separazione Nb/Ta, ma in questo modo
non si raggiungeva un’elevata purezza.
PROCESSO ALLUMINOTERMICO
Il ferroniobio è preparato direttamente a partire dal pirocloro con un metodo
alluminotermico.
18
Fig.10 – Schema del processo alluminotermico per la produzione di FeNb
Nel caso della società brasiliana CBMM, ad Araxa, i carichi di reazione sono
distribuiti in due gruppi:
- carica di base (tonnellate): pirocloro 21, ematite (38% Fe) 4.5, polvere d’alluminio
6.8;
- fondenti: 1430 kg a base di calce (300 kg), fluorite (1050 kg) e nitrati (80 kg).
Le due miscele sono raccolte in un reattore e la reazione è iniziata da magnesio o
da ossido di sodio. Un tipico reattore consiste in un guscio d’acciaio refrattario e a
volte da un pavimento di scoria che proviene dalle reazioni precedenti di riduzione.
Dopo che la reazione è cominciata, il ferroniobio fuso giace sulla base del reattore e
la scoria galleggia sulla superficie. La maggior parte delle impurità finisce nella
scoria e i metalli che di riducono più facilmente vanno nel ferroniobio; infine dopo un
periodo di raffreddamento il metallo (13 tonnellate) è separato dalla scoria e viene
prelevato.
19
La reazione che porta alla produzione del ferroniobio dura circa 2.5 ore ed è
esotermica. Essa avviene in 3 stadi:
3 Nb2O5 + 2 Al 6 NbO2 + Al2O3
2 (3 NbO2 + 2 Al 3 NbO + Al2O3)
2 (3 NbO + 2 Al 3 Nb + Al2O3)
complessivamente si ha:
3Nb2O5 + 10Al 6Nb + 5Al2O3
L’energia libera ΔG°T si può calcolare come: ΔG°T = - 925.3 + 0.1362 * T
(kJ/molNb2O5)
Tab.2 – Energia libera per la reazione di riduzione di Nb2O5
METODO DELL’ARCO ELETTRICO
Questo nuovo metodo è stato introdotto nel sito di Araxa dalla società CBMM nel
1994:
- carica di base (tonnellate): pirocloro 12, Al 3, Fe 2;
- fondenti: calce 240 kg.
Questa metodologia differisce leggermente dalla precedente, essendo l’ematite
sostituita da polvere di ferro. Si utilizza un forno ad arco da 4.25 MVA con 3
elettrodi di grafite che sono immersi nella miscela di reazione. Il ciclo dura circa 1.5
ore e produce 7.2 tonnellate di FeNb e 10 tonnellate di scorie. Le scorie sono colate
in acqua con il rapporto di 10 tonnellate per 30 m3 d’acqua. Il crogiolo è inclinato ed
il ferroniobio viene colato in lingottiere in ghisa (Fig.11). I fumi sono filtrati per
eliminarne le polveri. Le qualità di ferroniobio sono identiche per i due metodi. In
20
questa fase, è disponibile del ferroniobio standard (dal 65 al 70% in massa Nb).
Questo ferroniobio è prodotto soprattutto dalle società brasiliane CBMM, Catalao e
Niobec del Quebec.
Fig.11 – Colata nelle lingottiere in ghisa
CLORURAZIONE
I cloruri di niobio e di tantalio hanno una leggera differenza fra le temperature
d’ebollizione, che sono rispettivamente di 249°C e 239°C, cosa che permette la loro
separazione. Tenuto conto della forte reattività di questi cloruri, la distillazione deve
effettuarsi in assenza di aria. La clorazione del ferroniobio standard, la distillazione
dei cloruri ottenuti e la separazione del TaCl 5 possono essere anche usate per la
produzione d’ossido puro con l’ossidazione dei cloruri. L’ossido di niobio prodotto
da questo metodo segue anche la via di riduzione alluminotermica in presenza
d’ossido di ferro per la produzione di un ferroniobio ad alta purezza.
21
Fig.12 - Schema a blocchi della clorurazione
PREPARAZIONE DEL NIOBIO E DELLE LEGHE
NIOBIO METALLO
Il pentossido di niobio è la materia prima per la produzione di niobio metallo. È
derivato dal metodo di separazione tantalio/niobio, attuato dagli americani della
società Cabot ed i tedeschi della società H.C.Starck, con clorazione o nitrurazione del
ferroniobio dagli americani di Teledyne Wah Chang o attacco chimico del pirocloro
dal 1989 da parte dei Brasiliani di CBMM. La preparazione del niobio metallo è
realizzata con riduzione alluminotermica del pentossido di niobio. La riduzione del
pentacloruro di niobio o la sua elettrolisi praticamente non sono più usate.
22
RIDUZIONE
L’ossido di niobio (Nb2O5) è ridotto dall’alluminio in un crogiolo di grafite
utilizzando un iniziatore. Il niobio prodotto da CBMM contiene ancora fino al 3.5%
d’alluminio, da 4000 a 6000 ppm d’ossigeno, 200 ppm d’azoto e 40 ppm d’idrogeno.
Un’altra via di riduzione è quella che utilizza il pentacloruro di niobio (NbCl 5). Il
cloruro di niobio, ottenuto con clorazione dell’ossido o del ferroniobio, è purificato
con distillazione e ridotto dal magnesio secondo il metodo Kroll. Questo metodo è
stato messo a punto dall’ingegnere lussemburghese Kroll per il trattamento del
titanio, poi, una volta adattato al niobio, è utilizzato dalla società Toho per la
riduzione di NbCl5. La composizione finale del metallo è: Nb 98%, Mg < 0.5%, Fe <
0.5%, N2 < 0.5% e O2 < 0.5%.
NITRURAZIONE
La nitrurazione del ferroniobio permette anche di produrre l’ossido di niobio che è
in seguito ridotto dall’alluminio: questo metodo messo al punto ed utilizzato dalla
società Teledyne Wah Chang che utilizza del ferroniobio ad alta purezza come
materia prima. Il ferroniobio è messo in contatto con idrogeno alla temperatura
ambiente. La reazione d’idrurazione che avviene indebolisce la ferro-lega al punto di
frammentarlo in polvere fine (granulometria 0.05 a 1.5 mm). Questa polvere è ridotto
a 100 µm per subire una nitrurazione a 1200°C che dura dalle 15 alle 20 ore. Una
lisciviazione di 4 ore con HCl 2N, scioglie in modo selettivo il nitruro di ferro,
eliminandone fino al 97%. Alla fine Il nitruro di niobio viene ossidato.
ELETTROLISI
L’elettrolisi di sali fusi di niobio è stata realizzata soltanto in fase pilota e non
industrializzata: in Belgio da Hoboken a partire da fluoroniobati ed in Francia da
Cezus su cloruri.
23
PURIFICAZIONE
Tutti i metodi precedenti conducono ad un niobio impuro, in polvere, in aghi o in
spugna. La temperatura di fusione elevata di questo metallo e la sua forte reattività ad
alta temperatura con i gas richiede, generalmente, un trattamento in un forno a
bombardamento elettronico. I principali produttori di niobio (CBMM, Heraeus e
Cabot) utilizzano questa tecnologia. Permette di liberarsi dalle impurità come
l’alluminio, i metalli alcalino-terrosi ed i gas. In funzione della purezza richiesta
possono essere necessarie molte fasi di fusione. I lingotti prodotti pesano circa 650 kg
e contengono in massa: Al < 20 ppm; O2 < 100 ppm; N2 < 50 ppm; H2 < 10 ppm.
LEGHE
NIOBIO-NICHEL
Questa lega è elaborata con alluminotermia in un crogiolo di rame raffreddato ad
acqua. La miscela di base si compone di Nb2O5, di polvere d’alluminio e nichel e di
agenti flussanti. Un iniziatore di reazione inizia il ciclo. La società Reading Alloys
produce questa lega utilizzando cariche di 50 kg. La lega niobio-nichel è utilizzata
come lega madre per l’elaborazione di superleghe sotto vuoto (IN718 di Inco).
Fig.13 - Diagramma di fase Nb-Ni
24
NIOBIO-TITANIO
Con la combinazione niobio e titanio si ottengono le leghe superconduttrici. Il
titanio ed il niobio, sotto forma di polveri sono mescolati e compressi per essere fusi
nella forma dell’elettrodo che sarà poi consumato in un forno a bombardamento
elettronico. I cicli di fusione devono essere ripetuti molte volte per avere la massima
omogeneità. Tuttavia, l’esattezza della percentuale di titanio è difficile da garantire
nel lingotto e varia dal 46 a 48.5%. L’utilizzo di polveri di titanio e di niobio con
granulometria da 1 a 5 mm, compresse isostaticamente e fuse nel forno a
bombardamento, permette di ottenere purezze più elevate ed una migliore
omogeneità.
Fig.14 - Diagramma di fase Nb-Ti
PREPARAZIONE DEGLI OSSIDI
La qualità degli ossidi ha conosciuto un netto miglioramento grazie al
perfezionamento del metodo idrometallurgico. Alla H.C.Starck, dal 1980 al 1990, il
tasso di impurezze metalliche di Ta2O5 è passato da 1350 a 22 ppm in massa. Questi
miglioramenti sono stati ottenuti grazie a:
25
- una migliore conoscenza del metodo d’estrazione per solvente;
- un più grande controllo dei flussi di materie, delle concentrazioni e dell’acidità;
- l’utilizzo con i reattori di materiali più resistenti alla corrosione.
La produzione di ossidi ad alta purezza, destinati alle applicazioni ottiche, come la
sintesi di cristalli per l’optoelettronica, segue, da parte sua, un metodo proprio: il
processo di clorazione e la distillazione successiva dei cloruri, quindi l’idrolisi e la
calcinazione del residuo.
PREPARAZIONE DEI CARBURI
I metodi per ottenere i carburi di niobio sono diversi:
I carburi sono preparati con riduzione carbotermica degli ossidi secondo la
reazione endotermica:
Ta(Nb)2O5 + 7C 2Ta(Nb)C + 5CO
Agli ossidi, puri o miscelati, conformemente alle proporzioni desiderate, è
aggiunto del carbon black. L’insieme è omogeneizzato e riscaldato, la reazione
endotermica si verifica tra 1400 °C e 1800 °C sotto argon o sotto vuoto. Un ultimo
trattamento sotto vuoto è effettuato per eliminare le impurezze. Dalla
granulometria e dalla purezza delle polveri iniziali dipenderanno la granulometria e
la purezza finali dei carburi.
Le polveri di tantalio trattate con idrurazione e frammentazione possono essere
anche carburati secondo la reazione esotermica:
Ta(H) + C TaC + 1/2 H2
La produzione di polveri molto fini di TaC o NbC è realizzata via plasma con
riduzione dei cloruri tramite metano e idrogeno. Questa tecnologia è anche
sviluppata per la deposizione chimica in fase vapore (CVD) di TaC o di NbC.
Per via liquida, si può prevedere l’utilizzo di carburi solubili in sali fusi che
reagiscono con i cloruri di Ta/Nb secondo la reazione:
2Ta(Nb)Cl5 + CaC2 + 4Ca Ta(Nb) C + 5CaCl2
26
Reazioni di carburazione in un metallo liquido, inizialmente una ferro-lega,
permettono di ottenere eccellenti soluzioni solide di carburi di tantalio, di niobio e
di altri carburi (WC, TiC) che contengono poche impurità d’ossigeno o d’azoto. Il
recupero con dissoluzione della ganga metallica tuttavia non è ancora
perfettamente risolto.
BILANCIO ENERGETICO DELLA PRODUZIONE
Una valutazione del contenuto energetico per la produzione di Nb integra tutte le
tappe della loro elaborazione:
- estrazione mineraria;
- concentrazione (frantumazione, selezione magnetica e gravimetrica, flottazione);
- trattamenti chimici (attacco chimico e separazione);
- riduzione (alluminotermica o sodiotermica);
- raffinazione (forno a bombardamento elettronico).
I calcoli di contenuto energetico sono stabiliti per il ferroniobio, a partire dal
pirocloro, per il niobio, a partire da minerale metallifero, eccetto il pirocloro (tab.3).
FeNb
Nb
PROCESSO
%
GJ/t
%
GJ/t
Estrazione
2,1
3,55
10,2
37,49
Concentrazione
12,3
21,09
4,3
15,65
23,6
87,21
Trattamenti chimici
Riduzione
85,6 147,02 41,1 151,80
Raffinazione
Totale
20,8
171,66
76,50
368,65
Tab.3 – Energia necessaria ai processi di elaborazione
27
La differenza nel settore minerario a favore del niobio si spiega con la sua forte
concentrazione nei giacimenti di pirocloro. L’importanza della post-concentrazione
nel caso del ferroniobio è legata all’utilizzo della flottazione. I calcoli che implicano
scorie di stagno povere in Ta e Nb permettono di eliminare quasi i costi minerari, ma
si deve prendere in considerazione il trattamento metallurgico (forno ad arco), il suo
consumo può essere stimato in 25 GJ/t di metallo. Riassumendo, la differenza in
consumo d’energia rispetto al minerale metallifero è di meno del 10% a favore delle
scorie. L’utilizzo di scorie ricche in Ta e Nb porta il guadagno energetico fino dal 10
al 20%.
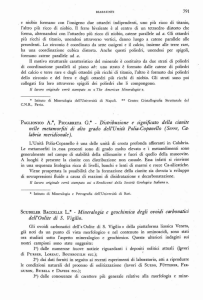
APPLICAZIONI COMMERCIALI
Come si vede dal grafico in Fig.15, l’elaborazione degli acciai rappresenta la
principale applicazione del niobio:
Fig.15 - Percentuali d’utilizzo del Niobio nelle principali applicazioni
NIOBIO
Reattività: - è molto reattivo, se esposto all’aria forma un ossido estremamente stabile
che migliora la sua resistenza a corrosione;
- è rapidamente disciolto dall’acido fluoridrico e dall’acido nitrico;
28
- sopra i 200°C reagisce esotermicamente con il cloro, il bromo e il
tetracloruro e il tetrafluoruro di carbonio.
Lavorabilità: in generale, il niobio tende a formare truciolo.
Formatura: il niobio, a causa del suo basso indice d’incrudimento può essere formato
e stampato pur facendo attenzione a una corretta lubrificazione (tende a
incediarsi).
Saldabilità: la saldatura TIG è il metodo preferito per il niobio, la zona di saldatura
però deve essere coperta dal gas inerte sia sulla faccia di saldatura che
sulla faccia opposta.
Forgiatura, calandratura: il niobio può essere forgiato a temperatura ambiente
partendo dai lingotti.
Il niobio è considerato come un materiale biocompatibile, non tossico e per questo
è utilizzato nel settore medico.
TARGET
I target di niobio sono in primo luogo utilizzati per la deposizione via sputter del
pentossido di niobio. I film così ottenuti sono usati come rivestimenti antiriflesso per
applicazioni che vanno dai vetri per l’architettura, alle lenti e ai filtri. Poiché le
impurezze nei target possono rovinare le proprietà ottiche del Nb 2O5, il grado di
purezza dei target, rispetto al niobio commerciale, deve essere molto elevato (tab.4).
Le billette di niobio necessarie alla produzione dei targets sono ottenute tramite
affinamento elettronico dei lingotti.
29
Fig.16 - Billette di niobio per target
Impurities (ppm) Sputtering grade niobium Commercial grade niobium
Fe
<20
<100
Ni
<25
<50
Cr
<5
<10
Cu
<5
<10
Zr
<50
<200
Si
<30
<50
Ta
<400
<3000
W
<50
500
Mo
<50
<500
Na
<3
<10
Li
<5
<10
K
<3
<10
U
<0.1
<10
Th
<0.1
<10
C
<40
<100
O
<150
<200
Tab.4 – Impurezze contenute nel niobio target grade e nel commercial grade
30
GIOIELLI
La proprietà che rende il niobio interessante anche nel campo della gioielleria è la
capacità di dare colori durevoli, permanenti e iridescenti. Questi colori sono ottenuti
riscaldando o anodizzando selettivamente la superficie del metallo: più è elevata la
tensione di anodizzazione, più elevato sarà lo spessore dell’ossido.
Lo strato di ossido trasparente che si forma ha un alto indice di rifrazione e quando
è colpito dalla luce, dipendentemente dal suo spessore, produce per interferenza una
vasta gamma di colori. Questi possono andare da quelli più brillanti come il fucsia e
il porpora a colori più tenui come il verde e il turchese. Anche con il titanio si
possono ottenere buoni risultati però solo dopo averlo pretrattato con acido
fluoridrico o acido nitrico mentre il niobio può essere “colorato” direttamente.
Oltre alle proprietà cromatiche, il niobio è usato anche per la produzione di
diamanti sintetici.
31
Fig.17 - Esempi delle variazioni cromatiche nel Niobio
FERRONIOBIO
Il ferroniobio (Fe-60%Nb) usato come elemento in lega negli acciai permette di
aumentare la resistenza e la tenacità degli HSLA promuovendo la formazione di una
grana più fine, inoltre come elemento in lega permette di ottenere un buon risparmio
in peso.
Il consumo mondiale di ferroniobio è considerevolmente aumentato, passa da 7000
tonnellate nel 1970 a 21000 tonnellate nel 1994. È una lega ferrosa sempre più
utilizzata: la concentrazione media degli acciai al niobio è passata da 5 g/t nel 1965 a
40 g/t nel 1995. Il ferroniobio offre, dall’inizio degli anni ‘60, una garanzia ed una
regolarità d’approvvigionamento garantite dalla società brasiliana CBMM che non ha
mai dato problemi. I prezzi proposti sono sempre stati regolari e mai caotici. Questi
due elementi economici danno un vantaggio sul suo concorrente, il ferrovanadio, che
ha un approvvigionamento delicato (fonti sud-africane) e andamenti dei prezzi molto
fluttuanti.
Il ferroniobio è introdotto in due tipi di acciai: gli acciai microlegati (<0.01%), gli
acciai inossidabili (<1% di niobio).
ACCIAI MICROLEGATI
32
Il niobio del ferroniobio (qualità standard che contiene dal 65% al 70% di niobio),
introdotto negli acciai microlegati, agisce come raffinatore di grano con un’azione sul
carbonio libero, che precipita sotto forma di carburo di niobio (Fig.18). Gli acciai ad
alto limite d’elasticità HLE (o HSLA = High Strength Low Alloy) o microlegati
contengono tra lo 0.025% e il 0.05% di niobio. La produzione mondiale degli acciai
microlegati è valutata in 40-50 milioni di t/anno con uno sbocco soprattutto nelle
condutture. Quest’elasticità è anche sfruttata nelle costruzioni di piattaforme
petrolifere. Questi acciai offrono una buona attitudine alla formatura che l’industria
automobilistica utilizza per realizzare superfici piatte, ma anche per le ruote.
Fig.18 - Precipitati di NbC
Fig.19 - Meccanismi di rinforzo negli acciai HSLA microlegati
33
Fig.20 - Influenza della dimensione della grana cristallina
sulla resistenza degli acciai
ACCIAI INOSSIDABILI FERRITICI
Questi acciai contengono dallo 0.4% allo 0.7% di niobio. Il niobio migliora la
resistenza alla corrosione, in particolare a quella dovuta ai cloruri. Nell’industria
automobilistica si iniziano ad utilizzare, in particolare nei dispositivi di scappamento.
In Giappone, la durata dei sistemi di scappamento così passa da 20000 a 60000 km
grazie all’acciaio legato Nb + Ti (lega tipo AISI 409) ed all’acciaio Nb + Cu (lega
AISI 430). Tuttavia oggi sono ancora molto usati gli acciai rivestiti d’alluminio.
L’utilizzo sistematico di sistemi di scappamento che contengono questi acciai apre
un mercato potenziale molto importante per il niobio.
SUPERLEGHE
Circa 1500-2000 tonnellate di niobio sono utilizzati nell’elaborazione di
superleghe e di leghe ad alto tasso di niobio, Ni-Nb o eventualmente di un ferroniobio
ad alta purezza ottenuto a partire dagli ossidi. Il settore d’applicazione delle
34
superleghe riguarda i motori di aerei, le strutture di aeromobili (51% in massa dello
Space Shuttle), l’industria nucleare e la petrolchimica. Il problema è che come tutti
gli altri metalli reattivi, il niobio si ossida ad alta temperatura e quindi deve essere
protetto con dei rivestimenti: il tipo di rivestimento dipende dalla temperatura e dal
tipo di ambiente in cui la lega andrà a lavorare.
Fig.21 - Resistenza ad alta temperatura e a creep nelle leghe di Nb
Le superleghe sono preparate a partire da leghe niobio base nichel (718 (5-5.5%
Nb), la 706 (3% Nb) e la 625 (3.5% Nb) della società canadese Inco) o di ferroniobio
ad alta purezza ottenuto per riduzione del pentossido di niobio puro.
Nella lega Inco-718 il niobio è stato aggiunto per aumentarne la resistenza alle alte
temperature. Il meccanismo di rinforzo si basa sulla precipitazione durante il
trattamento termico nella struttura del nichel del composto intermetallico Ni 3Nb.
Anche se come rinforzo esistono altre alternative al niobio, questo è risultato l’unico
ad avare la capacità di evitare la rottura per strain-aging durante il montaggio dei
componenti finali e particolarmente durante la saldatura. Poiché il niobio fornisce una
risposta più lenta nell’invecchiamento, le parti possono rilassate termicamente prima
che si spezzino. Dagli anni ’80 è la più importante superlega utilizzata nei motori per
l’aviazione. Questo sviluppo è derivato dalla crisi africana del rifornimento del
cobalto che ha causato un grande aumento del prezzo di cobalto, di conseguenza, le
leghe a base cobalto, che erano alternative alla 718 non furono molto sviluppate.
Il niobio entra anche nell’elaborazione di altre superleghe:
35
- la 21S al 3% di niobio, base titanio, o la 2411 intermetallica con il 20% di niobio
per l’aeronautica, della società americana Timet;
- la C103 della società Howmet (con il 10% di niobio) e WC-3009 di Teledyne Wah
Chang (con il 30% di niobio) grazie al basso peso, alla sua alta resistenza
meccanica e all’ossidazione, nel range di temperatura 1095 °C-1370 °C, è
utilizzata per i reattori di aerei (ad esempio il Pratt & Whitney F100, utilizzato da
aerei ad alte prestazione come l’F15 e l’F16) e per gli ugelli dei motori a razzo.
Fig.22 - Proprietà meccaniche della lega C-103 ricristallizzata a 1315°C
Fig.23 - Sezione di un ugello di un motore a razzo forgiato
- la lega a base di Nb con l’1% di Zr combina una buona resistenza e tenacità, buone
capacità anticorrosione con un’eccellente lavorabilità. È usata:
36
o nei reattori nucleari come contenitori per le pasticche di combustibile grazie alla
sua resistenza al passaggio di neutroni (la sezione d’urto è piccola), alla buona
resistenza alla corrosione e ai danni causati dalle radiazioni. In alcuni casi lo
zirconio è aggiunto fino al 2.6%: l’alta resistenza di queste leghe permette l’uso
di pareti più sottili e viene utilizzata per i reattori nucleari dei sottomarini
dell’US-Navy e nelle guaine dei reattori nucleari ad acqua pesante del settore
canadese (Candu);
o come componente delle lampade a vapore di sodio o di magnesio ad alta
pressione;
o nei processi dove ci sono metalli liquidi nel range di temperatura 980°C1200°C;
o rivestimenti in fase vapore di Nb/Nb-1%Zr sull’acciaio inossidabile di tipo 316
migliora le prestazioni quando è utilizzato in molti processi dell’industria
chimica.
Tab.5 - Comparazione tra le proprietà meccaniche di Nb e Nb1Zr
- Le leghe C129Y e Cb-752: possiedono un’alta resistenza a trazione e a creep ad
elevata temperatura (maggiore della lega C-103), pur mantenendo una buona
37
lavorabilità e stabilità termica. È usata per il radome degli aerei supersonici, per gli
ugelli dei razzi e per turbine a gas.
Metal/alloy
Forging
Forging
Rolling
Reduction
temperature [°C] reduction [%] temperature [°C] between anneals
Nb
980 - 650
50 -80
315-205
Nb-1Zr
1200-980
50-80
315-205
C-103
1315-980
50
205
C129Y
1315-980
50
425
50 (break down)
90 (finish)
50 (break down)
80 (finish)
50 (break down)
65 (finish)
50 (break down)
65 (finish)
Tab.6 – Temperature di processo del niobio e di alcune sue leghe
Tab.7 - Proprietà meccaniche delle leghe di niobio @ RT
Category
Representative
Temperature
Ease of
Application
grades
range of
fabrication, cost
area
Excellent
Nuclear
fabricability,
reactors
application [°C]
Low
Nb-1%Zr
980-1200
strength
low cost
Medium
C-103
strength
(Nb-10Hf-1Ti)
980-1315
Excellent
Aerospace
fabricability,
industry
intermediate cost
38
High
C129Y
strength
980-1315
Difficult to
Aerospace
(Nb-10W-10Hf-
fabricate, high
industry
1Y), Cb752
cost
(Nb-10W-2.5Zr)
Tab.8 – Tabella riassuntiva delle superleghe di Nb e a base Nb
Fig.24 - Rilassamento degli sforzi per creep nelle leghe di niobio
Tab.9 - Modulo elastico e conducibilità termica delle leghe di Nb
39
SUPERCONDUTTORI
La superconduzione elettrica nel niobio puro si ha alla temperatura critica di 4.2 K
(elio liquido). L’utilizzo di leghe di niobio permette di raggiungere temperature di
superconduzione più elevate, senza eguali negli altri metalli e leghe, che possiedono
temperature critiche più basse. I superconduttori sono attualmente utilizzati come
magneti per sviluppare induzioni molto elevate. Sono essenziali per gli acceleratori di
particelle (campi magnetici intensi, gusci superconduttori) e gli apparecchi medici
come l’NMR (risonanza magnetica nucleare).
Oltre al niobio puro le leghe comunemente usate sono:
- il Nb-Zr, il Nb-7.5Ta;
- la lega Nb-47Ti al 47% di niobio è la più utilizzata, poiché è utilizzabile per deboli
campi magnetici (< 9 tesla);
- la lega intermetallica Nb3Sn è utilizzata per induzioni ancor più elevate. La sua
temperatura critica è di 18.2 K ma presenta l’inconveniente di essere fragile.
Un magnete superconduttore è composto da una bobina di cavo costituito da
migliaia di filamenti di lega di niobio che vengono estrusi e inseriti in una matrice di
rame (Fig.29).
40
Fig.25 – Schema di produzione di un moderno superconduttore NbTi
Fig.26 - Foto effettuate tramite un microscopio elettronico a scansione (SEM) su un filo multifilamentare di
Nb3Sn prodotto tramite la tecnica Powder-in-Tube (PIT) da SMI
Il consumo mondiale di leghe superconduttive è valutato a 100 t/anno di cui la
metà per le attrezzature mediche.
41
RIVESTIMENTI
Il niobio e le sue leghe sono rivestite per prevenire l’ossidazione ad alte
temperature (T>425°C). I primi rivestimenti erano basati sulle tecniche CVD ma
davano problemi per la transizione duttile-fragile del metallo e portavano a
distorsioni. In seguito, per superare questi problemi, sono stati messi a punto
rivestimenti complessi di alluminuri e di siliciuri (Si-20Cr-20Fe).
OSSIDO DI NIOBIO: APPLICAZIONI OLTRE LA METALLURGIA
OTTICA
L’ossido di niobio gioca un ruolo importante nell’industria ottica poiché migliora
significativamente l’indice di rifrazione dei sistemi ottici. Questo significa che lenti
contenenti niobio, seppur più sottili e più leggere, offrono lo stesso potere correttivo
delle lente senza ossido di niobio. Per le persone che portano gli occhiali è un grande
miglioramento perché questo consente di utilizzare aste e in genere montature più
piccole e leggere.
Fig.27 - Lenti con ossido di niobio
ELETTRONICA
Il pentossido di niobio utilizzato in elettronica è sempre di grande purezza (99.8%).
È un costituente essenziale delle lenti delle videocamere e delle fotocamere. Niobati
di piombo-magnesio (Pb3MgNb2O9, prodotto con l’idrossido di niobio di purezza
99.8%) è un’elettroceramica che entra nella composizione dei condensatori per i
circuiti elettronici sotto forma di sinterizzati. Niobati di litio (LiNbO3, preparato con
42
ossido di purezza 99.95%) è utilizzato in optoelettronica: sotto forma di cristalli,
trova applicazioni come filtri ottici, trasduttori ad alta temperatura, rivelatori di flusso
di radiazione, memorie olografiche, convertitori di frequenza e dispositivi
d’orientamento laser.
L’etossido di niobio (Nb(OC2H5)5) è un nuovo e conveniente precursore nella
produzione del pentossido. Questo materiale è un prodotto liquido che può essere
utilizzato e nei sistemi per deposizione in fase vapore e può essere facilmente
idrolizzato o pirolizzato per formare film di ossido. L’etossido del niobio è un liquido
giallo-arancione, un po’ viscoso alla temperatura ambiente, è solubile nella maggior
parte dei solventi organici ma è molto sensibile all’umidità; dall’idrolisi si ottiene
Nb2O5.
Gli ossidi di niobio sono usati come film molto sottile in ottica e nelle applicazioni
come semiconduttore. Gli Nb(OC2H5)5 inoltre sono stati usati nei sistemi di
deposizione chimica a bassa pressione (LPCVD) per produrre film su una grande
superficie. Questo processo si sta sviluppando per la produzione di dispositivi di
memoria avanzati a semiconduttore metallo-ossido (MOS) e di RAM di tipo
dinamico (DRAM).
Le polveri di ossido di niobio sono state recentemente utilizzate per la produzione
di condensatori elettrolitici allo stato solido.
Fig.28 - Polveri di niobio a diversi ingrandimenti
43
I condensatori al niobio hanno qualità e prestazioni equivalenti a quelli di tantalio
(già utilizzati da molti anni) ma offrono numerosi vantaggi tra qui una maggiore
miniaturizzabilità ed, essendo le riserve di niobio stimate in più di 100 volte quelle di
tantalio, la possibilità di avere una fornitura più stabile e duratura nel tempo (grande
vantaggio per la produzione di massa). Inoltre, usando come elettrolita un polimero
conduttivo appropriato, si riescono ad ottenere bassi livelli di ESR (Equivalent Series
Resistance) come richiesto oggi dai clienti.
Fig.29 - Condensatori elettrolitici
Tab.10 - Confronto fra le costanti dielettriche di diversi materiali
UTENSILI
Negli utensili da taglio l’ossido di niobio è utilizzato in miscela con il carburo di
tantalio (proporzione di NbC tra 10 e 40%) o con i carburi di tungsteno e di titanio
(proporzione di NbC < 10%). La concentrazione media negli utensili è in genere
inferiore al 3%.
44
TABELLA RIASSUNTIVA SULLE APPLICAZIONI DEL NB E DELLE SUE LEGHE
Prodotti
Applicazioni
Proprietà
HSLA Ferro-
Acciai HSLA e acciai inox nelle Raddoppio di resistenza e
niobio
pipelines per gas e petrolio, telaio tenacità per affinamento della
(~60%Nb)
di autoveicoli, componenti
grana;
architettonici, scafi delle navi,
Riduzione di peso.
binari ferroviari, utensili.
Nb2O5
Produzione di niobato di litio per Alto indice di rifrazione;
i filtri acustici;
Alta costante dielettrica;
Lenti di videocamere e
Aumenta la trasmittanza della
fotocamere;
luce.
Rivestimenti su vetro per i
monitor dei computers;
Condensatori ceramici.
NbC
Utensili da taglio.
Ridotta deformazione al alta
temperature;
Controllo nella crescita del
grano.
Polveri di Nb
Condensatori elettrolitici per
Alta costante dielettrica;
circuiti elettronici.
Stabilità dielettrica dell’ossido.
Niobio
Sputtering targets;
Formazione di film di ossido e
metallico
Apparecchiature per l’industria
nitruri;
(lastre, fogli,
chimica.
Aumento nella resistenza ad alta
cavi, barre,
temperatura, alla corrosione,
tubi)
all’ossidazione, al creep;
Limitata erosione ad alta
temperatura;
Leghe Nb-Ti,
Magnetic resonance Imaging
La resistenza elettrica dei fili di
45
Nb-Sn
(MRI);
lega decade a zero per
Accumulatori energetici;
temperature prossime a quella
Treni a levitazione;
dell’elio liquido (-268.8°C).
Magnetic Hydrodynamic
Propulsion (MHP);
Acceleratori di particelle;
Generatori per fusione nucleare,
Nb-1Zr
Lampade a vapore di sodio o
Resistenza alla corrosione,
magnesio;
fissaggio dell’ossigeno,
Apparecchiature per l’industria
resistenza all’infragilimento.
chimica.
Vacuum-grade
Palette delle turbine;
Aumento nella resistenza ad alta
Ferroniobio e
Leghe e superleghe del tipo
temperatura, alla corrosione,
Nichelniobio
Inconel.
all’ossidazione, al creep.
Limitata erosione ad alta
temperatura.
RICICLO
Nel riciclo degli acciai, il niobio, che vi è in gran parte diffuso, non è recuperato
come tale.
Poiché non vi è stata un’estrazione mineraria significativa fino alla fine degli anni
’50, era importante per Monico Alloys riciclare gli scarti di niobio e delle leghe di
niobio. Gli scarti, una volta riciclati, erano utilizzati per apparecchiature high-tech
come ad esempio le strutture aerospaziali del programma della NASA “Gemini”.
Oggi è recuperato solo il 12% del niobio contenuto nelle superleghe o nelle leghe a
base niobio. L’importanza delle risorse naturali di niobio e la grande dispersione del
niobio negli acciai non contribuiscono ad aumentare la ricerca per il recupero.
46
ASPETTI BIOLOGICI
I composti del niobio sono abbastanza rari da incontrare nella quotidianità; sono
tuttavia tossici e dovrebbero essere maneggiati con la necessaria cautela. La polvere
di niobio metallico irrita la pelle e gli occhi, se inalata può irritare le mucose e rimane
a lungo nei polmoni e in un secondo momento nelle ossa interferendo con il calcio
come attivatore dei sistemi enzimatici. Nei test di laboratorio su cavie si è visto che
l’inalazione del nitruro di niobio e/o del pentossido per concentrazione di 40 mg/m 3
porta a lacerazioni nei polmoni. Non ha effetti corrosivi o cancerogeni.
Sull’ambiente il niobio e le sue leghe non hanno un ruolo biologico conosciuto.
ASPETTI ECONOMICI
Il mercato più grande del niobio è l’Europa che nel 2001 consuma 10000 tonnellate
di Nb2O5 (30% della domanda mondiale). Gli altri grandi mercati sono gli USA e il
Giappone con una richiesta di 6000 tonnellate di Nb2O5.
Nel 1999 la produzione mineraria di niobio è stata di 18500 tonnellate gran parte
prodotte in Brasile (16000 tonn) e in Canada (2300 tonn). Il mercato del niobio è in
fase perfetta con il mercato mondiale dell’acciaio di cui segue le fluttuazioni. Il
ferroniobio conosce una grande stabilità dei prezzi grazie al controllo del mercato da
parte dei Brasiliani. Il prezzo è circa 15 $US per chilogrammo di niobio contenuto nel
ferroniobio standard al 65% di Nb. Il niobio metallo costa tra 25 e 35 $US/kg (per
purezze superiori al 99.8% il prezzo è 400 $US/kg) mentre il pentossido costa circa
20 $US/kg.
CONCLUSIONI
Questo metallo refrattario, in relazione con i due secoli che li separano dalla
scoperta, è un metallo nuovo. È apparso nel nostro quotidiano soltanto negli anni ‘70
47
e la cronistoria industriale è dunque breve. Benché il consumo sia stabilizzato da
quello dell’acciaio, comunque offre prospettive importanti e tecnologicamente
stimolanti: i superconduttori, le superleghe, la microelettronica, l’optoelettronica. Il
consumo a medio-lungo termine potrà soltanto crescere, in particolare nei paesi
emergenti del Sud-Est asiatico e dell’Europa dell’Est, ma comunque le risorse sono
adeguate a questa crescente domanda.
48
BIBLIOGRAFIA
Gupta C.K. – Extractive metallurgy of niobium, tantalum, and vanadium
International Metals Reviews, vol.29, n.9
Korinek G. – The tantalum and niobium industry: an overview TIC Bulletin, n.80
http://www.webelements.com
http://www.ktf-split.hr/periodni/en/
http://www.tanb.org
http://www.us.cbmm.com.br
http://www.wahchang.com
http://w1.cabot-corp.com
http://www.hcstarck.com
http://www.monicoalloys.com
http://www.cerac.com
http://environmentalchemistry.com/
http://www.lapidaryjournal.com/
http://www.suppliersonline.com/
http://www.roskill.com
49