9.1
Aspetti generali della corrosione
9.1.1 Introduzione
Nell’industria di estrazione e trattamento degli idrocarburi sono
impiegate tutte le classi di materiali: materiali metallici, polimerici, ceramici, compositi e cementiti. I materiali metallici
costituiscono, per quantità e tipo di impiego, la componente
principale. Ne sono testimonianza, per esempio, i pozzi petroliferi, le colonne di raffinazione, le tubazioni per il trasporto,
i serbatoi di stoccaggio e molte altre parti importanti degli
impianti. Per l’importanza e l’impatto strategico, nel seguito
saranno quindi trattati principalmente proprio i materiali metallici e le loro principali forme di corrosione.
In generale, i materiali a contatto con ambienti aggressivi subiscono un degrado chimico e fisico che, per quanto
riguarda in particolare i materiali metallici, è denominato
appunto corrosione. La corrosione può essere definita come
il fenomeno di attacco esercitato da agenti atmosferici o da
altri mezzi aggressivi sui materiali, specialmente metallici,
che ha come conseguenza la lenta ma progressiva alterazione
delle caratteristiche, spesso non soltanto superficiali, del materiale interessato; può essere definita anche come la distruzione o il deterioramento di un materiale per reazione con l’ambiente o come la tendenza di un manufatto metallico a tornare al suo stato originale, come si trova in natura (Fontana,
1986) e per questo è detta pure antimetallurgia (metallurgy in
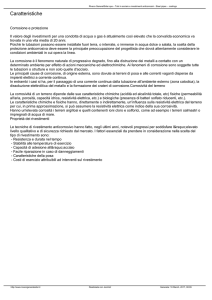
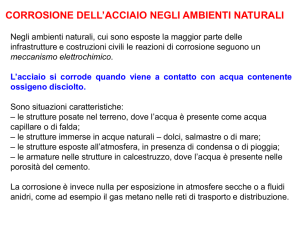
reverse). I processi di corrosione tendono infatti a portare
spontaneamente i materiali metallici allo stato termodinamico più stabile, che è quello di combinazione con altri elementi,
in particolare con ossigeno e zolfo. A partire da tale stato i
materiali metallici vengono ottenuti (‘estratti’) tramite processi metallurgici che comportano una notevole somministrazione di energia (fig. 1).
Impatto economico della corrosione
Un’idea dell’importanza della corrosione nelle attività
industriali è data dall’impatto economico che essa assume.
Nei paesi industrializzati il costo della corrosione è intorno
al 3-4% del prodotto interno lordo, valutato come somma
dei costi dei danni diretti (per esempio, il costo dei materiali danneggiati che devono essere rimpiazzati, il costo dell’intervento di sostituzione) e di quelli indiretti (per esempio, il costo della perdita di produzione, l’inattività dell’impianto, i costi dell’inquinamento, la perdita di immagine nella
società, il costo del disinquinamento ambientale, i danni a
persone e cose; Hoar, 1971; Eni-Agip, 1994). I costi indiretti, di difficile valutazione, superano in genere quelli diretti. È stato stimato (Hoar, 1971) che il costo della corrosione può essere ridotto del 15-20% mediante l’applicazione di
tecniche che utilizzano le conoscenze di base della corrosione; fra le tecniche più note si ricordano: la protezione
energia
energia
lamiere
miniera
ambiente aggressivo
(atmosfera, fluidi di
processo, ecc.)
processi
siderurgici
minerale
(ossidi)
energia
tubazioni
ambiente aggressivo
(terreni, acqua di mare,
ecc.)
ruggine
(ossidi)
energia
fig. 1. Il processo di corrosione come antimetallurgia (Fontana, 1986).
VOLUME V / STRUMENTI
485
MATERIALI
catodica, la scelta del materiale più resistente, l’uso di inibitori di corrosione, il miglioramento del design (per esempio, l’eliminazione dei ristagni).
Morfologia dei fenomeni corrosivi
I fenomeni corrosivi si possono produrre alla superficie
dei materiali metallici in modo diffuso oppure localizzato
(Pedeferri, 2007). Si ha corrosione generalizzata quando l’attacco interessa tutta la superficie del materiale esposta all’ambiente e corrosione uniforme quando tale attacco generalizzato si produce in modo uniforme. Si ha corrosione localizzata, invece, quando l’attacco ha luogo solo su alcune parti
della superficie del materiale esposta all’ambiente, con morfologia particolare, per esempio in forma di fenditure o di cricche, di cavità, crateri, ulcere. Si parla di corrosione selettiva
quando si verifica l’attacco di costituenti particolari del materiale, per esempio alcune fasi presenti come grani o al contorno di grani.
Velocità di corrosione
In un processo corrosivo, qualunque sia la morfologia dell’attacco, si ha una perdita di massa. La velocità di corrosione
può essere espressa come perdita di massa per unità di superficie e di tempo. In generale, però, si preferisce considerare la
velocità di penetrazione della corrosione; pertanto in questo
caso la velocità di corrosione è espressa come la diminuzione
dello spessore nell’unità di tempo. Per alcune forme di corrosione, come la corrosione sotto sforzo o la corrosione-fatica
che danno luogo alla formazione di cricche, non interessano
tanto la perdita di massa e la diminuzione di spessore, quanto
il tempo a rottura o la velocità di crescita o propagazione delle
cricche.
Attacco uniforme
In condizioni di corrosione uniforme, cioè di attacco uniformemente distribuito sulla superficie del materiale, la velocità
di perdita di massa per unità di superficie esposta all’ambiente aggressivo misura nel tempo l’entità del danno provocato
dall’attacco ed è calcolabile con la relazione:
[1]
Vcorr, m =
∆m
At
dove Dm è la perdita di massa nell’intervallo di tempo t e A è
l’area della superficie esposta. L’unità di misura più usata della
velocità di corrosione come perdita di massa è il mgⲐdm2⭈giorno (mdd). La perdita di massa assume interesse quando si vuole
conoscere la quantità di metallo disciolto, per esempio per valutare l’inquinamento prodotto. Potrebbe essere il caso dell’inquinamento da stagno dovuto alle lattine usate per conservare
il pomodoro.
In generale, più che la perdita di massa interessa l’assottigliamento, per cui la velocità di corrosione uniforme è espressa come perdita di spessore, data dalla relazione:
∆m Vcorr, m
Vcorr =
=
[2]
γ At
γ
dove g è la densità del metallo. L’unità di misura più usata della
velocità di corrosione in questo caso è il mm/a. Per i metalli
di maggior uso (ferro, rame e zinco), che hanno una densità
compresa fra 7 e 8 tⲐm3, si ottiene l’equivalenza approssimata
seguente: 1 mdd⬇5 mmⲐa; 1 mmⲐa⬇220 mdd. La velocità di
corrosione di tipo generalizzato è di solito classificata secondo i valori riportati nella tab. 1.
486
tab. 1. Classificazione della velocità di corrosione
Velocità di corrosione
uniforme
Velocità di corrosione
mm/a
Trascurabile
⬍50
Bassa
⬍50-100
Modesta
100-500
Severa
500-1.000
Molto severa
⬎1.000
Attacco localizzato
In condizioni di corrosione localizzata è necessario distinguere la velocità di perdita di massa (che esprime una velocità
media su tutta la superficie esposta) da quella di penetrazione
nella zona attaccata. In presenza di attacco localizzato, la perdita di efficienza è data per esempio dalla perforazione della
parete metallica (come nel caso di un serbatoio o di una tubazione) e non certo dalla perdita di massa del metallo.
Tipi e meccanismi di corrosione
La corrosione dei materiali metallici è di due tipi: la corrosione ad alta temperatura (o corrosione a caldo o anche corrosione a secco), tipica dei materiali metallici che operano a
elevata temperatura in presenza di gas caldi, per esempio nelle
caldaie lato fumi e nelle turbine a gas; la corrosione a umido,
caratteristica dei materiali che sono esposti a una soluzione
elettrolitica, per esempio l’acqua di mare, i terreni, il calcestruzzo inquinato da cloruri o carbonatato, i fluidi di processo. La distinzione tra corrosione a umido e corrosione a secco
si deve ai due diversi meccanismi con cui il fenomeno ha luogo:
nel primo caso il meccanismo è di tipo elettrochimico, nel
secondo è di tipo chimico, caratteristico delle reazioni eterogenee.
9.1.2 Corrosione a caldo
La corrosione dei metalli a contatto con aria a temperature
superiori a 400 °C e fino a temperature di 1.300 °C è detta corrosione a caldo. La presenza di ossigeno provoca la formazione di una scaglia di ossido sulla superficie del metallo, mentre la presenza nei gas caldi di alcune specie chimiche, quali
zolfo, sodio e vanadio, porta alla formazione di sali con bassa
temperatura di fusione che reagiscono con il metallo.
L’ossidazione di metalli e leghe ad alta temperatura è nota
e ben documentata (ASM, 1987; Revie, 2000). Per prevedere
la formazione della scaglia e la sua crescita è necessario considerare le condizioni termodinamiche e la cinetica delle reazioni coinvolte. Le condizioni termodinamiche stabiliscono se
la reazione di ossidazione procede spontaneamente alla temperatura di esercizio, mentre la cinetica determina la velocità
con cui ha luogo la reazione di crescita della scaglia.
I processi di degrado ad alta temperatura comprendono: a)
l’assottigliamento per formazione di scaglia non protettiva; b)
la corrosione da sali fusi con evaporazione dei prodotti di corrosione; c) l’erosione-corrosione causata da particelle solide
sospese; d) gli attacchi localizzati al bordo dei grani; e) l’infragilimento del materiale.
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
Date le condizioni di esercizio piuttosto al limite, spesso
con rischio di conseguenze catastrofiche a seguito di una rottura, la scelta dei materiali richiede in generale una maggiore
attenzione rispetto alle applicazioni a basse temperature.
Condizioni termodinamiche
Mentre i processi di corrosione a umido sono di natura elettrochimica, la corrosione a caldo segue la cinetica delle reazioni chimiche in fase gassosa; sono perciò importanti le condizioni termodinamiche e i processi di diffusione in fase solida nei prodotti o scaglie di corrosione.
Lo studio termodinamico mostra che tutti i metalli si ossidano spontaneamente in presenza di ossigeno o in aria a eccezione dell’oro e del platino. Tuttavia numerosi metalli possono
essere usati per periodi molto lunghi anche ad alta temperatura, perché la cinetica di crescita dell’ossido è sufficientemente lenta. Su questo si basa la messa a punto di leghe resistenti
all’ossidazione che prevede la formazione di una scaglia con
funzione di barriera di separazione tra metallo e ambiente,
caratterizzata da una lenta velocità di crescita.
In assenza di soluzioni acquose, cioè in aria o ossigeno secchi, i metalli a temperatura ambiente formano una scaglia protettiva di spessore 1-10 nm che impedisce l’ulteriore ossidazione del metallo. All’aumentare della temperatura lo spessore del film cresce e su molti metalli dà luogo a distacco
meccanico per eccessivo volume del film di ossido.
Dal punto di vista termodinamico l’ossidazione di un metallo ha luogo solo se la pressione parziale di ossigeno alle condizioni di esercizio è maggiore della pressione di dissociazione del metallo calcolabile con il diagramma di Ellingham (ASM,
1987).
Cinetica
Il processo di formazione dello strato di ossido può essere interpretato con un meccanismo di tipo elettrochimico. La
reazione di ossidazione è la seguente (per semplicità si considera un metallo bivalente):
[3]
M ⫹1Ⲑ2O2⫺
⫺MO
䉳
䉴
che può essere suddivisa nelle due reazioni complementari:
[4]
M⫺
⫺M2⫹ ⫹2e⫺
[5]
1Ⲑ2O2 ⫹2e⫺⫺
⫺O2⫺
䉳
䉴
䉳
䉴
dove la prima ha luogo all’interfaccia metallo-ossido e la seconda all’interfaccia ossido-gas. Lo strato di ossido può aumentare di spessore se si verificano due condizioni: gli elettroni
migrano dal metallo all’interfaccia ossido-gas, dove ha luogo
la reazione di riduzione dell’ossigeno, e contemporaneamente, per fenomeni di diffusione, gli ioni del metallo si allontanano dall’interfaccia metallo-ossido oppure gli ioni ossigeno
O2⫺ ci si avvicinano o anche avvengono entrambi i fenomeni
diffusivi. La differente velocità di diffusione determina la localizzazione della crescita del film: all’interfaccia ossido-gas se
è più veloce la diffusione degli ioni metallici; all’interfaccia
metallo-ossido se è più veloce la diffusione degli ioni ossigeno e infine in tutte le posizioni se le due velocità di diffusione
sono comparabili.
La cinetica dell’ossidazione prevede una serie di stadi che
comprendono: l’adsorbimento dell’ossigeno sulla superficie
del metallo; la formazione di un nucleo di ossido che successivamente si estende su tutta la superficie; la crescita dello
spessore del film.
VOLUME V / STRUMENTI
La nucleazione dell’ossido è favorita nei siti a elevata
energia quali i difetti di superficie (dislocazioni, bordi di
grano, precipitati) ed è influenzata da trattamento superficiale, temperatura e pressione parziale dell’ossigeno. Una
volta formato il film su tutta la superficie, la sua crescita
procede attraverso i processi di diffusione allo stato solido
nella scaglia.
La valutazione della capacità protettiva di un ossido è
effettuata in modo qualitativo con il rapporto di PillingBedworth, definito come il rapporto tra il volume dell’ossido e quello del metallo che l’ha prodotto. Se tale rapporto è
inferiore a 1 o maggiore di 2,5 l’ossido non è protettivo perché nel primo caso non è sufficiente per ricoprire il metallo, mentre nel secondo caso va incontro a distacco a causa
delle tensioni di compressione che si originano durante la
crescita.
Se l’ossido non è protettivo, il metallo è continuamente
esposto all’atmosfera ossidante e la velocità di ossidazione è
costante. La crescita dell’ossido è di tipo lineare e perciò la perdita di spessore del metallo è data da un’espressione del tipo:
[6]
x ⫽C1t
dove t è il tempo e C1 è una costante del metallo.
Quando lo strato di ossido è protettivo, la sua crescita dipende dai processi di diffusione degli ioni ossigeno O2⫺ e degli
ioni metallici. La velocità di crescita è pertanto proporzionale
al flusso più lento degli ioni (Jion), flusso che è dato dalla legge
di Fick:
dx
∝ Jion
dt
Jion = − D
dc
dx
Se si considera il gradiente di concentrazione costante, la
perdita di spessore per formazione dell’ossido è data da un’espressione del tipo:
[7]
x = C2t + C3
dove t è il tempo e C2 e C3 sono costanti del metallo. La crescita dell’ossido è di tipo parabolico.
La dipendenza dalla temperatura del coefficiente di diffusione D della specie che diffonde è data da:
[8]
D = Do e
−
Q
RT
dove Do è una costante, Q è l’energia di attivazione, T la temperatura e R la costante dei gas. Pertanto, la velocità di crescita di un ossido a controllo diffusivo presenta un andamento di
tipo Arrhenius al variare della temperatura.
Alcuni metalli comuni, quali Al, Be, Zn e Cr, mostrano una
cinetica di crescita dei loro ossidi di tipo logaritmico:
[9]
x = C4 ln ( C5t + 1)
dove t è il tempo e C4 e C5 sono costanti del metallo. La ragione di questa deviazione dal comportamento parabolico è complessa e nel caso di Al e Be risiede nella bassa mobilità degli
elettroni che partecipano al processo di ossidazione, mentre
nel caso di Zn e Cr nella minore velocità di diffusione degli
ioni. Nel caso di Al e Cr l’ossido ha una struttura cristallina
coerente con quella del metallo sottostante e pertanto è estremamente aderente e protettivo.
La crescita dell’ossido deve essere studiata alla luce delle
proprietà dei semiconduttori, poiché l’ossido che si forma
durante l’ossidazione è non stechiometrico, cioè il rapporto
487
MATERIALI
metallo/ossigeno non è esattamente quello della formula anche
se il composto è elettricamente neutro.
I composti ionici non stechiometrici sono classificati come
semiconduttori e possono essere di tipo n o p. Il tipo n (mancanza di ossigeno) è il risultato di una vacanza di ossigeno:
MO1⫺x (Nb, Ta, Zr). In questo caso la conduzione ionica avviene attraverso la diffusione di vacanze di ossigeno, mentre l’eccesso di elettroni entra nella banda di conduzione elettronica. Il tipo p (mancanza di metallo) è il risultato di una vacanza di metallo M1⫺xO (Fe, Ni, Co, Cu, Mn, Cr): la conduzione
ionica avviene attraverso la diffusione di vacanze del metallo, mentre la conduzione degli elettroni ha luogo mediante
vacanze di elettroni (electron holes). La presenza di atomi
diversi (o dopanti) può dare lo stesso risultato (per esempio,
l’aggiunta di Cr2O3 a NiO) con un aumento delle vacanze del
metallo e una diminuzione della concentrazione delle vacanze di elettroni.
I difetti lineari o superficiali (per esempio, dislocazioni,
bordi di grano, interfacce ossido-metallo o ossido-gas, fessure nella scaglia) rappresentano un cammino facile per la diffusione dei difetti. Alcuni modelli di diffusione nei materiali
policristallini sono basati su relazioni in cui il coefficiente di
diffusione effettivo dipende dal coefficiente di diffusione nel
reticolo cristallino, dal coefficiente di diffusione nel bordo di
grano, dallo spessore del bordo di grano e dalla dimensione
del grano, e rendono conto del fatto che la diffusione aumenta proporzionalmente all’aumento dello spessore del bordo di
grano e alla diminuzione della dimensione del grano. La diffusione attraverso i difetti è importante alle alte temperature
per Cr2O3 e Al2O3, mentre per NiO è significativa alle basse
temperature. Il tipo di ossido, p o n, determina la localizzazione della crescita del film: all’interfaccia ossido-gas per ossidi di tipo p, come nel caso di NiO; all’interfaccia metallo-ossido per ossidi di tipo n.
Scaglie di ossidi multistrato
Se un metallo dà luogo a differenti ossidi, la scaglia può
essere formata da una sequenza di ossidi con diversa composizione, per esempio MⲐM2OⲐMO. Se la scaglia interna cresce
per diffusione degli ioni del metallo verso l’esterno, l’M2O si
forma all’interfaccia M2OⲐMO attraverso la reazione di spostamento: M⫹⫹e⫺⫹MO⫺
⫺M2O. I fattori che influenzano la
velocità di ossidazione sono diversi: la purezza del metallo, la
composizione del gas, le impurezze nel gas, la pressione e la
temperatura, la portata del gas, l’orientamento del reticolo cristallino, la finitura superficiale del metallo, le variazioni di
temperatura, la geometria e lo spessore del metallo.
Nichel. Forma un ossido stabile NiO di tipo p (semiconduttore con carenza di metallo). Ni1⫺xO ha un valore di x⫽10⫺4
a 900 °C e alla pressione parziale di ossigeno di 1 bar. La crescita dell’ossido avviene per migrazione degli ioni del metallo con formazione di grani colonnari di ossido. La presenza di
impurezze nel Ni porta alla formazione di ossido a grano fine
e poroso all’interfaccia con il metallo e colonnare all’esterno.
Ferro. Forma tre ossidi stabili: ematite Fe2O3, magnetite
Fe3O4 e wüstite FeO. Quest’ultima è stabile solo a temperature superiori a 570 °C, ma ha scarse proprietà protettive. Si deve
perciò distinguere:
• se l’ossidazione avviene a temperature superiori a
570 °C, la sequenza degli ossidi è la seguente:
FeⲐFeOⲐFe3O4ⲐFe2O3ⲐO2. Il rapporto tra gli spessori degli
ossidi è all’incirca 95:4:1, e dunque FeO ha uno spessore
notevole. La crescita avviene per diffusione degli ioni Fe2⫹
䉳
488
䉴
e riduzione di Fe3O4. La mobilità di Fe2⫹ in FeO è molto
elevata, con conseguente elevata velocità di ossidazione;
• se l’ossidazione avviene a temperature inferiori a 570 °C,
non si forma FeO ma gli ossidi FeⲐFe3O4ⲐFe2O3ⲐO2. Poiché
la diffusione degli ioni ferro nella magnetite è lenta, gli
acciai offrono una buona resistenza all’ossidazione a temperature fino a 550 °C.
Cromo. Forma l’ossido Cr2O3 (struttura corindone spinello) di tipo p (anche se a basse pressioni di ossigeno sembra che
l’ossido diventi di tipo n). Cr2⫺xO3 ha un valore di x⫽9⭈10⫺5
a 1.100 °C alla pressione parziale di ossigeno di 1 bar. Poiché
l’ossido è relativamente stechiometrico (bassa concentrazione
di difetti) il trasporto nella scaglia è influenzato dalla diffusione al bordo di grano. A temperature superiori a 900 °C in
atmosfere ricche di ossigeno, Cr2O3 si ossida a CrO3 volatile
perdendo la capacità di protezione.
Alluminio. Forma l’ossido Al2O3 molto stabile e protettivo perché molto stechiometrico. Alcune leghe sono progettate per formare una scaglia di Al2O3 che offre protezione fino
a 1.300 °C.
Silicio. Come l’alluminio forma un ossido, SiO2, molto
stabile e protettivo perché molto stechiometrico. Nuove leghe
sono progettate per formare una scaglia di SiO2 che offre protezione fino a 1.200 °C.
Titanio. L’ossidazione del Ti appare complessa per la formazione di molti ossidi stabili (Ti2O, TiO, Ti2O3, Ti3O5, TiO2).
A temperature inferiori a 1.000 °C e pressione parziale di ossigeno di 1 bar si forma solo TiO2. A temperature superiori a
600 °C la cinetica di crescita è di tipo parabolico e può diventare pseudolineare per lunghi tempi di esposizione. Ad alta
temperatura l’ossigeno si scioglie nel metallo in quantità significative provocando la formazione di cricche e l’esfoliazione
del metallo.
Molibdeno. L’ossidazione del Mo porta alla formazione di
ossidi volatili (per esempio, MoO3 fonde a 795 °C). Questi
ossidi non sono protettivi e l’ossidazione ha un andamento catastrofico.
Ossidazione delle leghe
L’ossidazione delle leghe segue meccanismi più complessi, in quanto esse sono costituite da molti metalli che hanno
affinità differenti con l’ossigeno e diverse velocità di diffusione. Inoltre si possono formare ossidi misti con zone di solubilità tra gli ossidi e gli elementi di lega. Per semplicità e per
una lega costituita da due metalli (A e B), si possono prevedere tre casi distinti: gli ossidi AO e BO sono completamente
miscibili oppure completamente immiscibili o infine parzialmente miscibili. Dal punto di vista della composizione si verifica inoltre che se prevale uno dei due metalli, l’altro esercita
un’azione di drogaggio sull’ossido del metallo prevalente, mentre se la composizione è intermedia la situazione è più complessa.
In linea generale si può affermare che la resistenza all’ossidazione è determinata dalla presenza di elementi di lega reattivi come Ni, Cr, Al e Si che formano scaglie di ossido stabile e aderente alle superfici e forniscono un’efficace protezione al progredire dell’ossidazione. Le strategie di protezione dei
materiali che operano alle alte temperature sono svariate e comprendono: la variazione delle condizioni del gas (composizione, temperatura, velocità); la composizione del materiale, regolata in modo da favorire la formazione di una scaglia protettiva; il ricorso a un rivestimento protettivo; la riduzione degli
sforzi residui e delle sollecitazioni.
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
9.1.3 Corrosione a umido
Una generica reazione di corrosione per un materiale metallico M può essere schematizzata con la seguente reazione:
[10]
M ⫹ambiente aggressivo⫺
⫺prodotti di corrosione di M
䉳
䉴
dove M è un generico materiale metallico. Quando l’ambiente è una soluzione elettrolitica, la reazione globale di corrosione [10] implica un processo di ossidazione del metallo accompagnato dalla reazione di riduzione dell’ossigeno disciolto nella
soluzione, per esempio nel caso del ferro:
[11]
ferro ⫹ossigeno ⫹acqua⫺
⫺prodotti di corrosione
䉳
ferro ⫹soluzione acida⫺
⫺ioni ferro ⫹idrogeno
䉳
Aspetti stechiometrici
Poiché il meccanismo è elettrochimico, si possono applicare le leggi di Faraday che stabiliscono la relazione tra le masse
e la carica elettrica circolante (numero di elettroni) attraverso
gli equivalenti elettrochimici:
[18]
∆m = eech q =
echim
q
F
䉴
oppure un secondo processo, tipico delle soluzioni acide, in
cui ha luogo la riduzione dell’idrogenione, secondo la reazione, sempre nel caso del ferro:
[12]
L’ossigeno che compare come reagente è l’ossigeno molecolare sciolto nell’acqua, la cui concentrazione varia da 0 a 12
mg per kg di acqua (ppm).
䉴
Queste due reazioni procedono secondo un meccanismo
elettrochimico in cui sono coinvolti gli elettroni del materiale
metallico. La reazione è la somma di due processi elettrodici
complementari: un processo anodico che implica l’ossidazione del materiale metallico e rende disponibili elettroni nella
fase metallica; un processo catodico che consuma gli elettroni, resi disponibili dal processo anodico, mediante una reazione di riduzione (dell’ossigeno molecolare o dell’idrogenione
o di entrambi).
Poiché deve essere mantenuta l’elettroneutralità, le due reazioni devono prodursi simultaneamente e con la stessa velocità.
dove q è la carica che è circolata (coulomb), eech è l’equivalente elettrochimico, echim è l’equivalente chimico e F è la
costante di Faraday (96.500 coulomb/eq). La relazione tra la
velocità di corrosione come perdita di massa e la corrente scambiata dal materiale metallico è:
Vcorr, m ∆m eech q 1
=
=
= e i
[19] Vcorr =
γ
γ At γ At γ ech a
dove ia è la densità di corrente anodica o di corrosione.
L’equivalenza tra la velocità di corrosione espressa in mAⲐm2
e mm/a per metalli bivalenti con densità di circa 8 t/m3 (per
esempio, Fe, Zn e Cu) è 1 mA/m2⬇1 mm/a (per il ferro, il valore preciso è 1 mAⲐm2⫽1,17 mm/a).
Aspetti termodinamici
Processi elettrodici
La generica reazione di corrosione [10] per un materiale
metallico M avviene se è termodinamicamente favorita, ossia
se la variazione della energia libera DG a essa associata è negativa. Se consideriamo una reazione di corrosione e le due reazioni complementari anodica e catodica:
Processi anodici
[20]
M ⫹(zⲐa)A⫺
⫺Mz⫹⫹(z/a) Aa⫺
[21]
M⫺
⫺Mz⫹⫹ze⫺ (anodica)
[22]
(z/a)A ⫹ze⫺⫺
⫺(z/a) Aa⫺ (catodica)
Il generico processo anodico di un metallo può essere rappresentato dalla reazione di ossidazione del metallo a un suo
ione che passa in soluzione:
[13]
M⫺
⫺Mz⫹ ⫹ze⫺
䉳
M ⫹zH2O⫺
⫺M(OH)z ⫹zH⫹⫹ze⫺
䉳
䉴
Processi catodici
Le reazioni catodiche di interesse pratico per la corrosione sono invece in numero limitato. Nel caso di corrosione in
una soluzione acida, il processo catodico consiste nella riduzione dello ione idrogeno e nella produzione di idrogeno molecolare, secondo la reazione:
[15]
2H⫹ ⫹2e⫺⫺
⫺H2
䉳
䉴
dove e⫺ indica ancora l’elettrone.
Negli ambienti naturali, quella di gran lunga più importante è la reazione di riduzione dell’ossigeno, che in ambiente neutro o basico è la seguente:
[16]
O2 ⫹2H2O ⫹4e⫺⫺
⫺4OH⫺
䉳
䉴
e in ambiente acido:
[17]
䉳
䉴
䉴
䉳
䉴
䉴
dove z è la valenza del metallo, il simbolo e⫺ indica l’elettrone, M il generico materiale metallico e Mz⫹ il suo ione che
passa in soluzione. Nei casi in cui il materiale metallico tende
a formare i relativi idrossidi, la reazione anodica è del tipo:
[14]
䉳
[23]
䉳
䉴
∆G = − zF ∆E
dove DE assume il significato di forza elettromotrice della reazione considerata, mentre z e F hanno il significato noto. Nel
seguito DE sarà chiamato anche lavoro motore o differenza di
potenziale.
La condizione termodinamica di spontaneità del processo
di corrosione diventa pertanto:
[24]
∆G < 0 ovvero ∆E > 0
Poiché la variazione dell’energia libera è espressa dall’equazione:
[25]
∆G = ∆G °+ RT ln
Π prod
Πreag
introducendo il potenziale si ottiene la legge di Nernst:
[26]
O2 ⫹4H⫹ ⫹4e⫺⫺
⫺2H2O
VOLUME V / STRUMENTI
la condizione termodinamica generale sopra ricordata può essere applicata a tutte e tre le reazioni. Poiché trattasi di reazioni
elettrochimiche, possiamo esprimere la variazione di energia
libera DG come variazione del lavoro elettrico associato alla
reazione:
EM
z+
/M
= E° +
z+
RT [ M ]
ln
zF
[M]
ossia
489
MATERIALI
tab. 2. Serie elettrochimica dei potenziali standard
E
(V vs. SHE)
Reazioni
di elettrodo
E
(V vs. SHE)
⫹3,03
2H⫹⫹2e⫺⫺
⫺H2
0
⫹2,07
䉴
䉳
2D⫹⫹2e⫺⫺
⫺D2
⫺0,0034
⫹1,842
Fe3⫹⫹3e⫺⫺
⫺Fe
⫺0,036
䉴
䉳
Au⫹⫹e⫺⫺
Au
⫹1,68
䉴
䉳
Pb2⫹⫹2e⫺⫺
Pb
⫺0,1263
Au3⫹⫹3e⫺⫺
⫺Au
⫹1,50
Sn2⫹⫹2e⫺⫺
⫺Sn
⫺0,1364
⫹1,491
Ge4⫹⫹4e⫺⫺
⫺Ge
⫺0,15
⫹1,467
Mo3⫹⫹3e⫺⫺
⫺Mo
⫺0,20
⫹1,3583
Ni2⫹⫹2e⫺⫺
⫺Ni
⫺0,25
3⫹
Cr2O72⫺⫹14H⫹⫹6e⫺⫺
⫺2Cr ⫹7H2O
⫹1,33
Co2⫹⫹2e⫺⫺
⫺Co
⫺0,28
䉴
䉳
O2⫹4H⫹⫹4e⫺⫺
⫺2H2O
⫹1,23
Mn3⫹⫹3e⫺⫺
⫺Mn
⫺0,283
⫹1,195
In3⫹⫹3e⫺⫺
⫺In
⫺0,342
⫹1,19
Cd2⫹⫹2e⫺⫺
⫺Cd
⫺0,40
⫹1,087
2+
Cr3⫹⫹e⫺⫺
⫺Cr
⫺0,41
HNO3⫹3H⫹⫹3e⫺⫺
⫺NO⫹2H2O
⫹0,96
Fe2⫹⫹2e⫺⫺
⫺Fe
⫺0,44
䉴
2⫹
䉳
2Hg2⫹⫹2e⫺⫺
⫺Hg2
⫹0,92
Cr3⫹⫹3e⫺⫺
⫺Cr
⫺0,74
⫹0,851
Zn2⫹⫹2e⫺⫺
⫺Zn
⫺0,76
䉴
䉳
Ag⫹⫹e⫺⫺
Ag
⫹0,7996
䉴
䉳
V3⫹⫹3e⫺⫺
V
⫺0,876
䉴
⫺⫺
䉳
Hg2⫹
2 ⫹2e ⫺2Hg
⫹0,7961
Cr2⫹⫹2e⫺⫺
⫺Cr
⫺0,913
2+
Fe3⫹⫹e⫺⫺
⫺Fe
⫹0,770
Nb3⫹⫹3e⫺⫺
⫺Nb
⫺1,10
䉴
䉳
O2⫹2H⫹⫹2e⫺⫺
⫺H2O2
⫹0,682
Mn2⫹⫹2e⫺⫺
⫺Mn
⫺1,18
⫹0,62
V2⫹⫹2e⫺⫺
⫺V
⫺1,18
⫹0,588
Ti3⫹⫹3e⫺⫺
⫺Ti
⫺1,21
⫹0,534
Zr4⫹⫹4e⫺⫺
⫺Zr
⫺1,53
⫹0,522
Ti2⫹⫹2e⫺⫺
⫺Ti
⫺1,63
䉴
䉳
Cu2⫹⫹2e⫺⫺
Cu
⫹0,34
Al3⫹⫹3e⫺⫺
⫺Al
⫺1,66
⫺
AgCl⫹e⫺⫺
⫺Ag⫹Cl
⫹0,22
Mg2⫹⫹2e⫺⫺
⫺Mg
⫺2,36
⫹0,158
Na⫹⫹e⫺⫺
⫺Na
⫺2,71
⫹0,15
Ca2⫹⫹2e⫺⫺
⫺Ca
⫺2,86
0
Li⫹⫹e⫺⫺
⫺Li
⫺3,05
Reazioni di elettrodo
F2⫹2H⫹⫹2e⫺⫺
⫺2HF
䉳
䉴
䉴
䉳
O3⫹2H⫹⫹2e⫺⫺
⫺O2⫹H2O
Co3⫹⫹3e⫺⫺
⫺Co
䉳
䉴
⫺
䉳
䉴
⫹
⫺⫺
2⫹
MnO⫺
4 ⫹8H ⫹5e ⫺Mn ⫹4H2O
䉴
䉳
PbO2
䉴
䉳
⫹4H⫹⫹2e⫺⫺
Pb2⫹⫹2H
⫺
2O
⫺
Cl2⫹2e⫺⫺
⫺2Cl
䉴
䉳
䉳
䉴
3⫹
CrO42⫺⫹8H⫹⫹3e⫺⫺
⫺Cr ⫹4H2O
䉴
䉳
䉴
䉳
Pt2⫹⫹2e⫺⫺
Pt
⫺
⫺
Br2⫹2e⫺⫺
⫺2Br
䉴
䉳
䉳
䉴
Hg2⫹⫹2e⫺⫺
⫺Hg
䉳
䉴
⫺
䉴
䉳
2⫺
Hg2SO4⫹2e⫺⫺
⫺2Hg⫹SO4
䉳
䉴
⫺⫺
⫺
MnO⫺
4 ⫹2H2O⫹3e ⫺MnO2⫹4OH
䉳
䉴
䉴
䉳
⫹2e⫺⫺
2I⫺
I2
⫺
Cu⫹⫹e⫺⫺
⫺Cu
䉳
䉴
⫺
䉳
䉴
⫹
Cu2⫹⫹e⫺⫺
⫺Cu
䉴
䉳
䉴
䉳
Sn4⫹⫹2e⫺⫺
Sn2⫹
⫺
2H⫹⫹2e⫺⫺
⫺H2
䉳
䉴
Ea = Ea° +
[27]
ossia
a−
RT
ln M z +
zF
E A/ A = E ° −
a−
RT A
ln
zF
A
RT
Ec = Ec° −
ln A a−
zF
490
䉳
䉳
䉴
䉴
⫺
䉳
䉳
䉳
䉳
䉳
䉳
䉳
䉳
䉴
䉴
䉴
䉴
䉴
䉴
䉴
䉴
䉴
䉳
䉳
䉳
䉳
䉴
䉴
䉴
⫺
䉳
䉳
䉳
䉳
䉳
䉳
䉳
䉳
䉳
䉳
䉴
䉴
䉴
䉴
䉴
䉴
䉴
䉴
䉴
䉳
䉳
䉴
䉴
䉴
È immediato ricavare la variazione di energia libera per la
reazione globale come somma delle variazioni delle due reazioni parziali (legge di Hess). Utilizzando i potenziali si ottiene:
[28]
∆E = Ec − Ea
La condizione [24] diventa così:
[29]
Ec − Ea > 0 cioè
Ec > Ea
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
tab. 3. Elettrodi di riferimento
Descrizione
Semireazione
E
(V vs. SHE)
Standard a idrogeno
H2(1 atm)兩H⫹(a⫽1)
2H⫹⫹2e⫺⫺
⫺H2
0
Calomelano
Hg兩Hg2Cl2, KCl (sat)
Hg2Cl2 ⫹2e⫺⫺
⫺2Hg ⫹2Cl⫺
⫹0,244
Argento/cloruro di argento (0,1M)
Ag兩AgCl, KCl (0,1M)
AgCl ⫹e⫺⫺
⫺Ag ⫹Cl⫺
⫹0,288
Ag兩AgCl, acqua di mare
AgCl ⫹e⫺⫺
⫺Ag ⫹Cl⫺
⫹0,250
Cu兩CuSO4 (sat)
Cu2⫹⫹2e⫺⫺
⫺Cu
⫹0,318
Zn兩acqua di mare
reazione di corrosione
⬇⫺0,80
Argento/cloruro di argento/acqua di mare
Rame/solfato di rame saturo
Zinco/acqua di mare
ossia la reazione di corrosione è spontanea se il potenziale della
reazione catodica è più nobile del potenziale della reazione
anodica. Solo in questo caso è disponibile un lavoro motore
positivo (DE⬎0) che rende possibile la reazione.
Se si considera la singola reazione anodica [21], la condizione termodinamica perché essa proceda in senso anodico
(corrosione) si realizza quando il suo potenziale E è più nobile del potenziale di equilibrio, indicato con Eeq, dato da
[30]
Eeq = E ° +
RT
ln M z +
zF
dove E° è il potenziale standard del metallo e [Mz⫹] la concentrazione dei suoi ioni nell’elettrolita a contatto con la sua
superficie. Nella tab. 2 sono riportati i potenziali standard –
espressi in volt rispetto all’elettrodo a idrogeno (SHE, Standard Hydrogen Electrode) – dei metalli e delle reazioni elettrodiche più comuni. La condizione termodinamica perché la
reazione proceda in senso anodico (corrosione) è pertanto
E⬎Eeq, a cui corrisponde una variazione negativa dell’energia
libera (DG⬍0). Se, viceversa, E⬍Eeq, si ha una variazione positiva dell’energia libera (DG⬎0), e la reazione procede in senso
catodico (l’ossidazione del metallo non può avvenire, ossia si
realizza la condizione di immunità termodinamica). Se si fissa
una concentrazione di riferimento al di sopra della quale si considera che il metallo subisca corrosione, per esempio una concentrazione di 10⫺6 mol/L, come suggerito da M. Pourbaix
(1973), mediante la [30] si può calcolare il potenziale di immunità del metallo usato nelle applicazioni pratiche, per esempio
per definire le condizioni di protezione catodica (v. oltre).
Misura del potenziale ed elettrodi di riferimento
Per convenzione, i potenziali sono riferiti all’elettrodo a idrogeno preso come lo zero di riferimento. In pratica, la misura del
potenziale si effettua collegando un voltmetro al metallo (o struttura metallica) e a un elettrodo di riferimento che ha la proprietà
di mantenere costante il proprio potenziale. In laboratorio uno
degli elettrodi più comuni è quello a calomelano, SCE (Saturated Calomel Electrode), che ha un potenziale di ⫹0,24 V rispetto a SHE, mentre per misure di potenziale su strutture reali sono
impiegati l’elettrodo rame-solfato di rame saturo (CSE, Copper
Sulphate Electrode) nei terreni (potenziale di ⫹0,3 V rispetto a
SHE), lo zinco (potenziale di ⫺0,8 V rispetto a SHE) e l’argento-cloruro di argento (Ag/AgCl) in acqua di mare (potenziale di ⫹0,25 V rispetto a SHE). Nella tab. 3 sono riportati gli
elettrodi di riferimento usati in laboratorio e in campo per la
misura del potenziale.
VOLUME V / STRUMENTI
䉳
䉳
䉳
䉳
䉴
䉴
䉴
䉴
䉳
䉴
Diagrammi di Pourbaix
Marcel Pourbaix ha introdotto nel 1946 i diagrammi potenziale-pH che forniscono i potenziali di equilibrio al variare del
pH per i metalli a contatto con elettroliti (Pourbaix, 1973). Nei
diagrammi sono riportate le reazioni catodiche di sviluppo di
idrogeno [15] e di riduzione di ossigeno [16], rappresentate da
due rette parallele aventi coefficiente angolare ⫺0,059 e distanziate di 1,23 V, ottenute dalle rispettive equazioni di Nernst:
+
[31]
EeqH
[32]
Eeq2
/H
= −0, 0059pH
= 1, 229 − 0, 0059pH
O / H 2O
La reazione di dissoluzione di un metallo M è rappresentata dall’equazione:
[33]
EeqM
z+
/M
= EoM
z+
/M
−
0, 0059
log aM z+
z
ⲐM è il potenziale standard della reazione di dissoludove EM
o
zione del metallo M. Nel diagramma E-pH, il potenziale di
M z⫹ⲐM non dipende dal pH ed è perciò rappresentaequilibrio Eeq
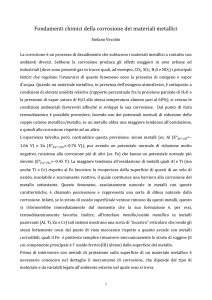
to da un fascio di rette parallele all’asse delle ascisse (fig. 2)
z⫹
2
0 ⫺3
⫺6
1
E (V vs. SHE)
Elettrodo di riferimento
M(OH)z
passività
Mz⫹
attività
b
0
0
⫺3
⫺6
⫺1
a
M
immunità
⫺2
0
7
14
pH
fig. 2. Diagramma E-pH per un generico metallo M che forma
idrossidi. La retta a rappresenta la reazione di sviluppo
di idrogeno e la retta b la reazione di riduzione dell’ossigeno.
491
MATERIALI
2,0
1,6
b
1,2
E (V vs. SHE)
Fe3⫹
0,8
0,4
a
Fe2O3
Fe2⫹
0
⫺0,4
⫺3
0
Fe3O4
⫺6
⫺0,8 ⫺10
Fe
HFeO⫺
2
⫺1,2
0
7
14
pH
Aspetti cinetici
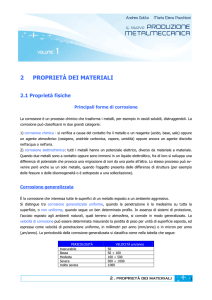
fig. 3. Diagramma semplificato di Pourbaix per il ferro.
dove ogni retta corrisponde a un valore del parametro log aM z⫹.
La retta caratterizzata da un valore del parametro corrispondente alla concentrazione di 10⫺6 mol/L divide il piano in due
regioni: la regione superiore di corrosione per concentrazioni
superiori a questo valore e la regione inferiore di stabilità termodinamica del metallo M per concentrazioni inferiori, detta
anche zona di immunità.
Nel caso più semplice, se la reazione di dissoluzione del
metallo M porta alla formazione di idrossidi, soprattutto in
campo neutro o basico, secondo la reazione
M ⫹zH2O⫺
⫺M(OH)z ⫹zH⫹ ⫹ze⫺
la condizione di equilibrio è data dall’equazione
z
RT a M ( OH )z aH +
M / M ( OH ) z
M / M ( OH ) z
= Eo
+
ln
[35] Eeq
zF
aM
[34]
䉳
䉴
Sostituendo le attività unitarie del metallo e dell’idrossido
e introducendo il valore delle costanti (R è la costante universale dei gas; F è la costante di Faraday) si ottiene
[36]
M / M ( OH ) z
Eeq
= Eo
M / M ( OH ) z
[36] divide il campo di immunità da quello di formazione dell’idrossido, detto anche di passività. In fig. 3 è riportato il diagramma semplificato di Pourbaix per il ferro.
I diagrammi di Pourbaix, costruiti sulla base dei dati termodinamici di equilibrio delle reazioni elettrochimiche che
coinvolgono il metallo al variare del pH, mostrano le zone di
stabilità delle specie chimiche coinvolte (zona di immunità del
metallo; zona di stabilità degli ossidi, i quali potrebbero dare
luogo a fenomeni di passivazione; zona di stabilità degli ioni
metallici e delle forme complessate in ambienti fortemente
alcalini) ma non possono fornire informazioni (se non qualitative) sulla cinetica dei processi, ossia sulla velocità di corrosione. È necessario inoltre osservare che in condizioni di non
equilibrio, come avviene nella pratica, i campi di stabilità sono
diversi, con ricadute importanti sulla cinetica. Nel caso del
ferro, per esempio, il diagramma ottenuto sperimentalmente
in acqua agitata evidenzia una zona di passività molto più estesa di quella prevista teoricamente.
− 0, 059pH
che mostra come il potenziale di equilibrio vari con il pH secondo una retta avente la stessa pendenza delle rette a e b dei processi catodici visti. Nella fig. 2 la generica retta dell’equazione
La disponibilità di un lavoro motore costituisce una condizione necessaria perché la reazione di corrosione possa avvenire, ma non sufficiente: l’intervento di resistenze di reazione (o
attriti generalizzati) condiziona la velocità di corrosione fino
anche ad annullarla e comunque non permette di prevedere, dalla
sola conoscenza del lavoro motore, l’evoluzione temporale del
processo di corrosione. In altre parole, come in molti fenomeni chimici e fisici, intervengono i fattori cinetici che possono
mutare radicalmente il comportamento di un materiale soggetto a corrosione dedotto da considerazioni termodinamiche. È il
caso, per esempio, del titanio, che secondo la termodinamica è
più reattivo del ferro avendo un potenziale standard più negativo di oltre 1 V, ma in pratica si comporta da metallo nobile e non
subisce corrosione negli ambienti in cui invece il ferro si corrode, come l’acqua di mare. Questo comportamento è dovuto
all’intervento di fenomeni di passivazione (v. oltre) con formazione di film protettivi. Nel processo di corrosione, proprio perché di natura elettrochimica, gli attriti generalizzati sono localizzati alla superficie del materiale, dove hanno luogo le reazioni elettroniche, e nell’elettrolita, secondo lo schema riportato
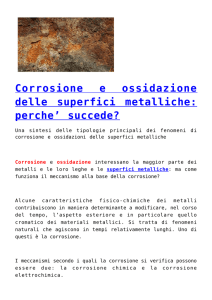
nella fig. 4, dove i quattro processi parziali sono complementari, cioè si producono alla stessa velocità. Tali processi sono:
• la reazione di ossidazione del ferro (processo anodico) che
rende disponibili elettroni nella fase metallica (Ia);
• la reazione di riduzione dell’ossigeno (processo catodico) che consuma tali elettroni e produce alcalinità:
O2⫹2H2O⫹4e⫺
⫺4OH⫺ (Ic );
䉳
fig. 4. Rappresentazione
schematica del meccanismo
elettrochimico
(Pedeferri, 2007).
Ia
䉴
processo
anodico
Im
trasporto di corrente
nell’ambiente
trasporto di corrente
nel metallo
Ia ⫽ Iamb ⫽ Ic ⫽ Im ⫽ Icorr
Iamb
processo
catodico
492
Ic
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
•
•
il trasporto degli elettroni all’interno del metallo dalle regioni anodiche a quelle catodiche (Im);
il trasporto di corrente nell’elettrolita (Iamb)
[37]
E
Eeq,c
Ia ⫽Ic ⫽Im ⫽Iamb ⫽Icorr
Il valore comune di queste correnti (Icorr ) misura, in unità
elettrochimiche, la velocità del processo globale di corrosione. La velocità di corrosione è determinata dal più lento dei
quattro processi parziali; in effetti, poiché la resistenza elettrica del metallo è sempre trascurabile, il trasporto di corrente
nel metallo non è mai un processo lento e quindi non contribuisce a ridurre la velocità di corrosione. Ciascuno degli altri
tre processi, invece, in specifiche condizioni dell’ambiente può
prodursi con velocità bassissima e costituire quindi il processo cineticamente controllante. È tipico il caso della presenza
di passività che riduce la velocità del processo anodico a valori trascurabili; oppure il caso di riduzione della velocità del
processo catodico per intervento delle sovratensioni (per esempio, impiego di inibitori di corrosione nelle soluzioni acide).
Nel primo caso si parla di controllo anodico, nel secondo di
controllo catodico.
processo catodico
Ecorr
processo anodico
Eeq,a
logjcorr
logj
fig. 5. Diagramma potenziale-logaritmo
della densità di corrente di un processo di corrosione
(caratteristica anodica e catodica).
Diagrammi potenziale-corrente
Per descrivere i sistemi di corrosione, è conveniente ricorrere ai diagrammi, proposti nel 1945 da Ulick Richardson
Evans, in cui le coordinate sono il potenziale (E) e la densità
di corrente (log j), che riportano le curve caratteristiche delle
reazioni anodiche e catodiche, ottenute per via sperimentale a
partire dal potenziale di equilibrio della reazione. All’aumentare della corrente, in senso anodico o catodico, il potenziale
della reazione si scosta dal potenziale di equilibrio di un valore detto sovratensione, indicato con h, che rappresenta il termine dissipativo speso al procedere della reazione e cresce con
la velocità di reazione seguendo un andamento di tipo logaritmico. Le sovratensioni delle reazioni anodiche hanno segno
positivo e quelle catodiche segno negativo. Se sullo stesso grafico si riportano le curve caratteristiche dei due processi anodico e catodico, si individuano il potenziale di corrosione e la
corrente di corrosione dati dal punto di incontro delle due curve
(fig. 5). Il potenziale di corrosione (Ecorr) è direttamente misurabile. Di solito i diagrammi di Evans sono di tipo semilogaritmico, con la densità di corrente rappresentata in scala logaritmica, per rendere le caratteristiche lineari.
Il lavoro motore DE, disponibile per il prodursi del processo anodico, è in questo caso dato dalla differenza tra il potenziale di corrosione Ecorr e quello di equilibrio Eeq, per cui
DE⫽Ecorr⫺Eeq. Il potenziale Ecorr, a cui si porta il sistema, è
superiore a quello di equilibrio del metallo, ma inferiore a quello di equilibrio del processo catodico.
dove Ea è l’energia di attivazione riferita a una mole, T la temperatura termodinamica, R la costante dei gas e Z una costante.
L’espressione generale della densità di corrente in funzione della sovratensione è data dall’equazione di Butler-Volmer:
[40]
dove h è la sovratensione data da h⫽兩E⫺Eeq兩, io è la densità di
corrente di scambio, b è il fattore di simmetria tra il ramo anodico e quello catodico (di solito considerato pari a 0,5), F la
costante di Faraday e z l’equivalenza della reazione (numero degli
elettroni nella reazione elettrodica considerata). L’equazione di
Butler-Volmer stabilisce che lo scambio di corrente alla superficie di un elettrodo avviene solo se si supera un’energia di attivazione, cioè dissipando parte del lavoro motore disponibile.
Nel caso in cui la sovratensione di attivazione di una reazione elettrodica sia relativamente grande anche per bassi valori di densità di corrente scambiata i, dell’ordine di 兩h兩⬎50 mV,
l’equazione di Butler-Volmer [40] si riduce, considerando
b⫽0,5, alla nota equazione di Tafel:
[41]
Nei processi di corrosione possiamo distinguere due tipi
di sovratensione: la sovratensione di attivazione o di trasferimento di carica e la sovratensione di concentrazione.
La sovratensione di attivazione è associata a tutte le reazioni di elettrodo in cui avviene un trasferimento di carica:
[38]
Ox ⫹ze⫺⫺
⫺Red
䉳
䉴
e assume il significato di energia di attivazione della reazione.
Si può dedurre che la costante di velocità segua l’equazione di
Arrhenius:
[39]
( )
k T = Ze
VOLUME V / STRUMENTI
−
Ea
RT
h ⫽a ⫾b logi
che può essere scritta nella forma equivalente
[42]
Sovratensioni di elettrodo
β zF η
(1− β ) zFη
−
i = io e RT − e RT
η = ±b log
i
io
dove il segno ⫹ è per i processi anodici, nei quali le h sono
positive, e il segno ⫺ è per i processi catodici, nei quali le h
sono negative; a è una costante (positiva) che dipende dalla
densità di corrente di scambio io, b è una costante (positiva)
che assume il significato della pendenza della retta h-i in un
diagramma semilogaritmico, detta pendenza della retta di Tafel.
Introducendo i logaritmi decimali, la costante b assume un
valore pari a 59 mV/decade per reazioni bivalenti e 118
mV/decade per reazioni monovalenti (come, per esempio, lo
sviluppo di idrogeno).
Sovratensioni di dissoluzione dei metalli. I risultati sperimentali dimostrano (Piontelli, 1961) che le caratteristiche delle
493
MATERIALI
reazioni anodiche di dissoluzione dei metalli e di quelle opposte catodiche di deposizione sono pressoché simmetriche. Per
quanto riguarda i valori delle sovratensioni sono state individuate tre classi di comportamento, riconducibili alle caratteristiche atomiche e cristalline dei metalli:
• metalli normali, che hanno sovratensioni molto basse, inferiori a 10 mV, anche a elevate densità di corrente (sia anodiche, sia catodiche). Questa classe comprende i metalli
che hanno bassa temperatura di fusione (inferiore a 600
°C), ossia legami interatomici relativamente deboli: Cd,
Hg, Sn, Pb, Mg, Al; lo Zn solo sul lato anodico;
• metalli inerti, che mostrano sovratensioni superiori a 100
mV anche a piccole densità di corrente. Al contrario della
classe precedente, questa include i metalli che hanno alta
temperatura di fusione (superiore a 1.400 °C), ossia legami interatomici più forti: Fe, Co, Ni, Cr, Mo, Ti, i metalli
del gruppo del Pt e i metalli di transizione;
• metalli intermedi, che mostrano un comportamento intermedio rispetto alle due classi precedenti. Fanno parte di
questa classe i metalli che hanno temperatura di fusione
intermedia, intorno a 1.000 °C, per esempio Cu, Ag, Au.
La correlazione tra sovratensione e temperatura di fusione dei metalli si estende anche ad altre proprietà fisiche, sempre correlate alla natura dei legami interatomici; per esempio,
è facile prevedere che i metalli normali (basse sovratensioni)
hanno anche bassa durezza e resistenza meccanica ed elevate
distanze interatomiche, mentre vale esattamente il contrario
per i metalli inerti. La variazione delle sovratensioni con la
densità di corrente è praticamente lineare per i metalli normali, mentre segue la legge di Tafel per quelli intermedi e inerti.
Passività. Il ferro e gli acciai al carbonio e bassolegati si
trovano negli ambienti naturali, quali terreni e acque, e in generale nelle soluzioni acide, in condizioni cosiddette attive, cioè
con una resistenza della reazione anodica praticamente nulla.
Il processo anodico in questi casi non può contribuire alla riduzione della velocità di corrosione. Molti metalli e loro leghe
ad alta affinità per l’ossigeno hanno la caratteristica di ricoprirsi di uno strato di ossido protettivo che li preserva dalla corrosione in ambienti corrosivi. Queste condizioni sono dette
condizioni di passività e definiscono uno stato di ‘inerzia’ del
metallo, che si comporta come un metallo nobile. È il caso,
ben noto, degli acciai inossidabili, che devono la loro condizione di passività alla formazione sulla superficie di uno strato di ossido di cromo molto protettivo che li rende, come indica lo stesso nome, resistenti a molti ambienti dove il ferro o
gli acciai al carbonio e bassolegati subiscono corrosione anche
molto severa. Un altro esempio di comportamento passivo, che
spesso passa inosservato, è quello delle armature del calcestruzzo armato che risultano perfettamente passivate dall’alcalinità della pasta di cemento idratata. Il ferro nel calcestruzzo (o in soluzioni molto alcaline) si comporta come l’acciaio
inossidabile nelle acque dolci. Alluminio e titanio sono resistenti alla corrosione grazie alla loro capacità di passivarsi.
Dal punto di vista elettrochimico, il comportamento attivo e quello passivo sono caratterizzati da due distinti andamenti della caratteristica anodica: nei materiali attivi è una retta
con bassa pendenza, nei materiali con comportamento attivopassivo è una retta verticale che assume l’andamento tipico
riportato nella fig. 6.
Sovratensione di sviluppo di idrogeno
Gli attriti (sovratensioni) del processo di sviluppo di idrogeno, rappresentato dalla reazione [15], dipendono dalla natura
494
E
transpassività
Et
passività
Ep
attività
Eeq,a
logjp
logj
fig. 6. Diagramma potenziale-logaritmo della densità corrente
di un metallo a comportamento attivo-passivo.
Ep, potenziale di passivazione; Et, potenziale di transpassività;
jp, densità di corrente di passività.
del materiale metallico M su cui avviene la reazione, secondo
una anticorrelazione con la sovratensione di dissoluzione del
metallo. Si distinguono pertanto:
• i metalli normali caratterizzati da sovratensioni di dissoluzione molto basse, inferiori a 10 mV, ed elevate sovratensioni di sviluppo di idrogeno, a cui corrispondono bassi
valori della densità di corrente di scambio, da 10⫺3 a 10⫺6
mA/m2 (Hg, Sn, Pb, Mg, Al, Zn);
• i metalli inerti che mostrano sovratensioni superiori a 100
mV e sovratensioni di sviluppo di idrogeno molto basse,
a cui corrispondono elevati valori della densità di corrente di scambio, da 10 a 105 mA/m2 (Fe, Co, Ni, Cr, Mo,
Ti, Pt).
Come visto in precedenza, la relazione che lega la sovratensione hH alla densità di corrente è data dalla legge di Tafel
[41]. La pendenza b della retta di Tafel in un diagramma semilogaritmico è in teoria uguale a 118 mV/decade, in pratica per
tutti i metalli è compresa tra 120 e 150 mV/decade, mentre la
densità di corrente di scambio jo,H varia di ben 11 ordini di
grandezza passando dal mercurio al platino.
Sovratensione di riduzione dell’ossigeno
La reazione di riduzione dell’ossigeno è il principale processo catodico nelle reazioni che avvengono in ambienti naturali e in soluzioni neutre o debolmente alcaline. Come già detto,
l’ossigeno che partecipa ai processi di corrosione a umido è
quello disciolto nell’acqua, in equilibrio con l’ossigeno presente come gas nell’atmosfera. La solubilità dell’ossigeno nell’acqua diminuisce all’aumentare della temperatura (diviene
praticamente nulla al di sopra di 60 °C) e all’aumentare del
contenuto di sali disciolti nell’acqua. In acqua pura a 0 °C la
solubilità dell’ossigeno è pari a 10 mL/L e si riduce, a 30 °C,
a 5,28 mL/L. In acqua di mare, con salinità pari a 36 g/L, la solubilità dell’ossigeno è di 8 mL/L a 0 °C e 4,33 mL/L a 30 °C.
Nei sistemi chiusi che operano a temperature superiori a 60
°C, per esempio nei circuiti di riscaldamento, tutto l’ossigeno
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
presente partecipa alla reazione catodica di riduzione a elevata velocità data l’elevata temperatura, nonostante la sua bassissima solubilità, inferiore a 1 mL/L (1 mL/L di ossigeno nell’acqua corrisponde a circa 1,2 ppm o mg/kg).
Nelle soluzioni neutre o alcaline in assenza di ossigeno la
corrosione risulta trascurabile, come nel caso dei circuiti chiusi usati per il riscaldamento o il raffreddamento negli impianti: trattandosi di sistemi chiusi, l’ossigeno è presente inizialmente al momento dell’avvio dell’impianto, ma viene consumato per corrosione in un tempo breve, trascorso il quale l’acqua
è deaerata e non corrosiva. Pertanto, in soluzioni neutre o alcaline, la velocità di corrosione è pari alla velocità di riduzione
dell’ossigeno sul metallo, che è determinata dal suo apporto
per diffusione perché l’ossigeno è una specie neutra non interessata dal trasporto di corrente. In condizioni stazionarie l’apporto di ossigeno è dato dalla prima legge di Fick, secondo la
quale è direttamente proporzionale al gradiente di concentrazione e al coefficiente di diffusione, e inversamente proporzionale allo strato limite di diffusione. In unità elettrochimiche, si ottiene:
CO − C M ,O
jO
dC
2
2
2
= −D
=D
[43]
dx
4F
δ
dove D è il coefficiente di diffusione, x la coordinata nella
direzione del trasporto di ossigeno, d lo spessore dello strato limite di diffusione, CO2 e CM,O2 sono rispettivamente la
concentrazione nella soluzione e sulla superficie del metallo. La relazione [43] ammette un massimo quando a parità di
condizioni chimico-fisiche la concentrazione dell’ossigeno
sulla superficie del metallo si annulla, CM,O2⫽0, cioè, in altre
parole, quando tutto l’ossigeno che arriva per diffusione alla
superficie del metallo è consumato dal processo di corrosione. Il valore massimo del flusso di ossigeno che dalla soluzione arriva alla superficie del metallo, che corrisponde alla
corrente limite di diffusione di ossigeno, jl, è perciò dato dalla
relazione:
[44]
jl = 4 FD
CO2
δ
Il valore jl dipende da tre fattori: il coefficiente di diffusione D che aumenta all’aumentare della temperatura, la concentrazione di ossigeno CO2 che diminuisce all’aumentare della
temperatura, lo strato limite di diffusione d che è massimo in
condizioni stagnanti e diminuisce all’aumentare della turbolenza. In acqua di mare, per esempio, poiché la concentrazione di ossigeno non supera 11 ppm, lo strato limite di diffusione d varia in pratica da 0,1 a 3 mm e il coefficiente di diffusione D varia da 1,3 a 2,5 10⫺9 m2⭈s⫺1 per temperature da 10
a 30 °C, la densità di corrente limite di diffusione di ossigeno
varia da circa 50 mA/m2 a circa 2 A/m2.
La curva caratteristica della reazione catodica di riduzione dell’ossigeno ha l’andamento illustrato nella fig. 7 ed è contraddistinta da un tratto verticale che rappresenta la densità di
corrente limite di diffusione, jl. L’importanza di jl risiede nel
fatto che per i comuni metalli (per esempio, Fe, Zn) la velocità di corrosione coincide con la corrente limite.
In condizioni stagnanti l’impiego della legge di Fick è
immediato, potendosi stimare lo spessore dello strato limite d
da grafici sperimentali riportati nei manuali; si ricava in questo caso una regola empirica per cui, a temperatura ambiente,
la velocità di corrosione in mm/a è data da 10 volte la concentrazione di ossigeno in ppm. In condizioni non stagnanti, il
calcolo di d è piuttosto complesso per cui la corrente limite di
VOLUME V / STRUMENTI
diffusione dell’ossigeno jl, che dipende dalle condizioni fluidodinamiche, è ottenuta dal numero di Sherwood (o di Nusselt) espresso dalla relazione:
[45]
Sh ⫽/Ⲑd ⫽jl/Ⲑ(4FD CO2 )
dove / è una dimensione caratteristica, per esempio il diametro di una tubazione. Il numero adimensionale di Sherwood si
calcola in funzione dei numeri adimensionali di Reynolds (Re)
e di Schmidt (Sc; Shreir et al., 1994; Lazzari e Pedeferri, 2006).
Per una stima approssimata, ma spesso accettabile, della corrente limite in condizioni di turbolenza si moltiplica il valore
ottenuto in condizioni stagnanti per il coefficiente moltiplicativo 1⫹(u)1Ⲑ2, dove u è la velocità media in m/s.
9.1.4 Forme di corrosione
Corrosione generalizzata
La corrosione generalizzata interessa tutta la superficie di
un metallo, o ampia parte di essa. Si distingue tra corrosione
generalizzata uniforme o disuniforme: nel primo caso la perdita di spessore è uniforme su tutta la superficie, mentre nel
secondo caso segue un profilo più o meno regolare.
In relazione al meccanismo, la corrosione generalizzata
sta a indicare la sostanziale coincidenza tra aree anodiche e
catodiche, interessando sistemi metallo-ambiente allo stato
attivo, come avviene per l’acciaio al carbonio in soluzioni
acide e negli ambienti naturali quali terreni, acque e atmosfera. Quando la corrosione è controllata dalla reazione di
riduzione dell’ossigeno, la massima velocità di penetrazione
uniforme coincide con la corrente limite di diffusione dell’ossigeno.
Negli acidi, la reazione catodica è la riduzione di ioni idrogeno a idrogeno molecolare gassoso. Il parametro controllante è il pH: per il ferro e gli acciai in genere, la corrosione acida
diviene significativa per pH inferiori a 4, aumentando esponenzialmente per valori di pH più bassi; a pH alcalini, invece,
dove prevale la presenza di ioni OH⫺ in soluzione, la velocità
E
controllo di
attivazione
controllo di
diffusione
logjl
logj
fig. 7. Andamento della caratteristica curva catodica
di riduzione dell’ossigeno.
495
MATERIALI
di corrosione del ferro diviene trascurabile per formazione di
un film protettivo di ossido.
Per quanto riguarda la prevenzione di questa forma di corrosione, che rispetto alle altre forme è meno insidiosa perché
si può prevedere sia come insorgenza sia come velocità media
di perdita di spessore, si attua principalmente utilizzando un
sovraspessore di corrosione, dimensionato come prodotto della
velocità di corrosione uniforme per la vita di progetto e, più in
generale, mediante i metodi tradizionali, come la protezione
catodica, l’uso di rivestimenti (organici, inorganici e metallici), le pitture e gli inibitori di corrosione.
Corrosione localizzata
Quando le reazioni anodica e catodica hanno luogo su superfici distinte si ha la corrosione localizzata, che interessa solo
una parte limitata della superficie esposta all’ambiente. La
separazione delle aree instaura la circolazione di una corrente, detta corrente di macrocoppia, con circolazione di elettroni nel metallo, dall’area anodica a quella catodica, e circolazione di ioni nella soluzione: quelli positivi migrano dall’area
anodica verso l’area catodica e quelli negativi viceversa.
Le cause che determinano l’instaurarsi di una corrente di
macrocoppia sono molteplici: la diversa nobiltà di metalli o
leghe in contatto elettrico, che dà luogo alla corrosione per contatto galvanico; la differente disponibilità di ossigeno che provoca, per esempio sugli acciai, la separazione tra aree anodiche e aree catodiche; la rottura locale del film di passività nei
materiali attivo-passivi.
lavoro motore del processo di corrosione (dato dalla differenza dei potenziali di equilibrio dei processi catodico e anodico
alla quale devono essere sottratte le sovratensioni dei due processi). A parità di lavoro motore, negli ambienti resistivi l’attacco è localizzato e circoscritto alle zone dove i due metalli
sono vicini tra loro; viceversa, in ambienti a conducibilità elevata, come in acqua di mare, l’attacco risulta più esteso e interessa superfici lontane tra loro. Per un calcolo accurato è necessario ricorrere a modelli matematici agli elementi finiti per la
risoluzione dell’equazione del campo elettrico. Se sono note
le aree delle due superfici anodica e catodica, la velocità di
corrosione per contatto galvanico è data dall’espressione generale jcat(1⫹Sc ⲐSa), dove jcat è la velocità del processo catodico
e Sa e Sc sono rispettivamente le aree anodiche e catodiche.
tab. 4. Serie dei potenziali pratici dei materiali
in acqua di mare (LaQue, 1975)
Corrosione per contatto galvanico
È detta anche corrosione galvanica o bimetallica e ha luogo
su un metallo quando è in contatto elettrico con un altro metallo più nobile (o con un materiale non metallico dotato di conducibilità elettronica, come la grafite, o film superficiali, come
la magnetite e il solfuro di ferro) ed entrambi sono esposti a un
ambiente aggressivo. In queste condizioni la velocità di corrosione del metallo meno nobile subisce un’accelerazione dipendente dal rapporto tra l’area del metallo più nobile (area catodica) e quella del metallo meno nobile che si corrode (area anodica). Un esempio tipico è l’attacco sugli acciai al carbonio
bassolegati in acqua di mare o in soluzioni aerate quando sono
accoppiati con materiali più nobili, come le leghe di rame, o di
nobiltà pratica più alta, come gli acciai inossidabili e il titanio.
Per avere corrosione galvanica sono necessarie tre condizioni:
i due metalli devono essere in contatto elettrico (è spesso sufficiente un contatto meccanico metallo-metallo); devono avere
diversa nobiltà (il metallo meno nobile si corrode, mentre il
metallo più nobile è sede prevalente del processo catodico con
riduzione e anche di annullamento della velocità di corrosione); devono essere esposti a un ambiente corrosivo dove sia possibile un processo catodico (per esempio, in acqua di mare dove
il processo catodico è la riduzione di ossigeno). È bene sottolineare che in soluzioni neutre e deaerate la corrosione per contatto galvanico è ininfluente, perché il processo catodico è assente o avviene con velocità bassissima. Condizioni severe di corrosione per contatto galvanico si hanno in acqua di mare (bassa
resistività, elevato lavoro motore e disponibilità di ossigeno
come processo catodico) e in soluzioni acide (bassa resistività,
basso lavoro motore ma elevata velocità del processo catodico
di sviluppo di idrogeno), soprattutto quando i rapporti tra le aree
sono sfavorevoli (area catodicaⰇarea anodica).
Le aree dei due metalli coinvolte nel processo di corrosione galvanica sono definite dalla resistività dell’elettrolita e dal
496
Più nobili
Grafite
Titanio
Acciai inossidabili ad alto contenuto
di Cr e Mo (passivi)
Acciaio inossidabile 18-8-3,
tipo AISI 316 (passivo)
Acciaio inossidabile 18-8,
tipo AISI 304 (passivo)
Acciaio inossidabile 13%Cr,
tipo AISI 410 (passivo)
Nichel (passivo)
Argento per saldatura
Bronzo M
Bronzo G
Cupronichel 70-30
Cupronichel 90-10
Bronzo
Rame
Ottone rosso
Bronzo-Al
Ottone ammiragliato
Ottone giallo
Nichel (attivo)
Ottone navale
Bronzo-Mn
Metallo Muntz
Idrogeno
Meno nobili
Stagno
Piombo
Acciaio inossidabile 18-8-3,
tipo AISI 316 (attivo)
Acciaio inossidabile 18-8,
tipo AISI 304 (attivo)
Acciaio inossidabile 13%Cr,
tipo AISI 410 (attivo)
Ghisa
Acciaio per laminazione
Acciaio dolce
Alluminio serie 2024
Cadmio
Alclad
Alluminio serie 6053
Acciaio zincato
Zinco
Leghe di magnesio
Magnesio
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
Nelle acque, la velocità del processo catodico è espressa dalla
densità di corrente limite di diffusione di ossigeno jl.
Per stabilire la presenza di un contatto galvanico, prima di
tutto si devono confrontare i potenziali dei due metalli nell’ambiente aggressivo al quale sono esposti. È consuetudine
far uso della scala dei potenziali pratici in acqua di mare riportati nella tab. 4 anche per ambienti diversi come terreni e acque
(LaQue, 1975). Nella tab. 5 sono riportati i potenziali pratici
dei materiali metallici impiegati nei pozzi petroliferi (Wellmate R2, 1999).
La prevenzione della corrosione per contatto galvanico si
attua: a) evitando l’accoppiamento di materiali con diversa
nobiltà (per esempio, usando flange isolanti); b) utilizzando
aree anodiche grandi e aree catodiche piccole; c) evitando elettroliti con bassa resistività; d ) applicando la protezione catodica. La pitturazione è un rimedio efficace se applicata sulle
aree catodiche, cioè sul metallo più nobile; se la pitturazione
(o il rivestimento isolante) interessa solo il metallo meno nobile, è pericolosa perché aumenta la velocità di corrosione in
corrispondenza dei difetti del rivestimento. Si possono avere
effetti secondari della corrosione per contatto galvanico, quali
lo sviluppo di idrogeno sul metallo più nobile con possibile
infragilimento da idrogeno sulle leghe inossidabili suscettibili e sul titanio.
Pitting
Si presenta come attacchi, detti pit o vaiolature, molto penetranti, ma che interessano una porzione di superficie metallica
piccola rispetto alla superficie esposta. Le dimensioni lineari
variano da poche decine di µm sino ad alcuni mm e le morfologie si presentano variabili, dal tipo a punta di spillo a quello
cosiddetto a caverna.
È una forma di corrosione tipica dei materiali con comportamento attivo-passivo. Tra i metalli di comune impiego la
corrosione per pitting interessa gli acciai inossidabili, il rame,
l’alluminio. Nel meccanismo si distinguono due stadi: l’innesco e la propagazione.
Lo stadio di innesco ha una durata pari al tempo necessario per la rottura locale del film di passività a opera di specifiche specie chimiche presenti nell’ambiente corrosivo, come
gli ioni cloruro, Cl⫺, nel caso degli acciai inossidabili e delle
leghe di alluminio, quando la loro concentrazione supera un
valore di soglia che dipende dalla composizione (per esempio, contenuto di Cr e Mo per gli acciai inox) e dai parametri
ambientali (per esempio, temperatura e turbolenza: condizioni stagnanti riducono il tempo di innesco e in generale costituiscono un fattore aggravante per il pitting; la temperatura
favorisce sempre l’innesco e aumenta la velocità di propagazione). La presenza di inclusioni, la formazione di precipitati e il grado di incrudimento del metallo favoriscono l’innesco del pitting.
La fig. 8 illustra l’effetto degli ioni cloruro sulla curva caratteristica di un generico acciaio inossidabile in ambiente acquoso, che consiste in una riduzione dell’intervallo di passività,
tanto più significativa quanto più alta è la concentrazione di
cloruri. Sulle curve si individua un potenziale, detto potenziale di pitting o di rottura, Er, al di sopra del quale si ha innesco. Il potenziale di pitting, misurabile sperimentalmente, è
tab. 5. Serie dei potenziali pratici dei materiali a contatto con gli idrocarburi (Wellmate R2, 1999)
Potenziali di libera corrosione di materiali metallici impiegati
in campo petrolifero
(V vs. SCE)
Materiale metallico
Ambiente sweet
Ambiente sour
Acqua di mare aerata
da ⫺0,6 a ⫺0,7
da ⫺0,65 a ⫺0,75
⫺0,6
Acciaio inossidabile martensitico 9Cr 1Mo
⫺0,5
⫺0,5 (T⬍120 °C)
⫺0,4 (T⬎120 °C)
Acciaio inossidabile martensitico (tipo 410)
⫺0,55
⫺0,6
Acciai al carbonio e bassolegati
⫺0,45 (T⬍120 °C)
⫺0,4 (T⬎120 °C)
Acciaio inossidabile martensitico (tipo 420)
Acciaio inossidabile austenitico (tipo 304)
da ⫺0,25 a ⫺0,35
da ⫺0,3 a 0,45
da ⫺0,12 a ⫺0,04
Acciaio inossidabile austenitico (tipo 316)
da ⫺0,2 a ⫺0,25
da ⫺0,35 a ⫺0,4
da ⫺0,12 a ⫺0,04
Acciaio inossidabile austeno-ferritico
(duplex)
da ⫺0,3 a ⫺0,4
da ⫺0,35 a ⫺0,45
da ⫺0,10 a ⫺0,02
Acciaio inossidabile austeno-ferritico
(duplex) (tipo 2205)
⫺0,4 (T⬍120 °C)
⫺0,35 (T⬎120 °C)
Leghe di nichel tipo C-276, tipo 625,
tipo 825
⫺0,4 (T⬍120 °C)
⫺0,35 (T⬎120 °C)
Leghe di nichel
tipo G3, tipo 718
⫺0,35 (T⬍120 °C)
⫺0,33 (T⬎120 °C)
Titanio
VOLUME V / STRUMENTI
da ⫺0,12 a ⫹0,04
497
MATERIALI
E
soluzione
senza cloruri
soluzione con
contenuto di
cloruri crescente
Er
logj
fig. 8. Comportamento attivo-passivo
di un acciaio inossidabile in soluzione acquosa,
con e senza ioni cloruro (tenori crescenti).
utilizzato per determinare la resistenza relativa alla corrosione per pitting dei materiali metallici.
Nello stadio di propagazione si instaura una corrente di
macrocoppia tra le aree dove l’ossido è stato danneggiato
con dissoluzione del metallo e le aree passive con comportamento catodico. La velocità di corrosione risultante è molto
elevata, in molti casi dell’ordine di alcuni mm per anno, dato
il rapporto sfavorevole tra l’area anodica piccola e l’area
catodica molto grande. In questo stadio, la soluzione all’interno del pit diventa via via più aggressiva per effetto delle
reazioni di idrolisi, del tipo Mz⫹⫹zH2O⫺
⫺M(OH)z⫹zH⫹,
dei metalli che passano in soluzione (in particolare il Cr negli
acciai inossidabili), che determinano sia una progressiva acidificazione della soluzione con pH inferiore a 2, sia l’aumento della concentrazione dei cloruri portati all’interno del
pit dalla corrente di macrocoppia (meccanismo autocatalitico del pitting).
La prevenzione del pitting è attuata principalmente nello
stadio di innesco, perché una volta innescato è più difficile arrestarne la propagazione, e pertanto si basa sulla scelta di materiali resistenti all’innesco nelle condizioni di esercizio. Per gli
acciai inossidabili austenitici e austeno-ferritici e per le leghe
di nichel si impiega un indice, il Pitting Resistance Equivalent
Number (PREN), calcolato in base al contenuto nella lega di
Cr, Mo, W e N in accordo alla formula seguente:
䉳
[46]
䉴
PREN ⫽Cr% ⫹3,3(Mo% ⫹0,5W%) ⫹16N%
Per valori di PREN superiori a 40 la resistenza al pitting è
elevata, mentre per valori inferiori a 35 è bassa. La protezione
catodica è efficace sia nella fase di innesco sia in quella di propagazione.
Corrosione interstiziale e sotto deposito
La presenza di interstizi con spessori molto piccoli, inferiori al µm, o di parti di superficie non liberamente esposte all’ambiente costituisce spesso un fattore aggravante per la corrosione di un metallo. Esempi di interstizi sono: l’accoppiamento
498
mediante flange, la saldatura a punti, la presenza di depositi
di varia natura.
Gli interstizi possono rendere la corrosione più severa tramite diversi meccanismi. Per i metalli allo stato attivo, come
per esempio gli acciai al carbonio e bassolegati in acqua o nei
terreni, il ridotto apporto di ossigeno all’interno dell’interstizio instaura una macrocoppia per aerazione differenziale, con
l’area anodica localizzata nell’interstizio, dove l’apporto di
ossigeno è basso o nullo, e l’area catodica all’esterno dell’interstizio, dove l’apporto di ossigeno è elevato. La velocità di
corrosione è data dal prodotto della densità di corrente limite
di diffusione dell’ossigeno sull’area catodica per il rapporto
tra l’area catodica e quella anodica sotto deposito. In molte
situazioni pratiche, questo rapporto può variare da 10 a 20 in
relazione alla conducibilità dell’ambiente e alla geometria.
Più articolato è invece il meccanismo di corrosione interstiziale degli acciai inossidabili in soluzioni contenenti ioni cloruro. Come per il pitting, si distinguono due stadi: uno di innesco e uno di propagazione. Nella fase di innesco ha luogo una
serie di variazioni della composizione della soluzione all’interno dell’interstizio, sino ad arrivare alla distruzione della passività, provocata dal consumo di tutto l’ossigeno presente nell’interstizio a opera della corrente di passività (se questa è superiore alla velocità di apporto di ossigeno all’interno dell’interstizio)
e successivamente dalla formazione di una macrocoppia che,
come nel caso del pitting, dà luogo allo stadio di propagazione,
all’accumulo di cloruri e alla diminuzione del pH.
Nel caso di corrosione sotto deposito dei materiali attivi,
le misure di prevenzione riguardano innanzi tutto l’eliminazione delle disomogeneità ambientali e in secondo luogo l’impiego di pitture e l’applicazione della protezione catodica. Per
la prevenzione della corrosione interstiziale degli acciai inossidabili, devono essere adottate in fase di progettazione soluzioni prive di interstizi; nel caso di giunzioni, è preferibile una
saldatura di testa piuttosto che per sovrapposizione o altri metodi meccanici, quali la flangiatura, che non eliminano gli interstizi. Come per il pitting, la protezione catodica è efficace in
entrambi gli stadi di innesco e di propagazione.
Corrosione intergranulare
Questa forma di corrosione si manifesta come attacco localizzato al bordo di grano per la presenza di precipitati. In effetti, il bordo di grano è un sito preferenziale di processi di segregazione e precipitazione di composti (per esempio, carburi,
solfuri, composti intermetallici). In linea di principio, tutte le
leghe in cui sono presenti precipitati ai bordi di grano sono
suscettibili di corrosione intergranulare. In pratica, le leghe che
hanno dimostrato maggiore suscettibilità sono gli acciai inossidabili e alcune leghe di nichel, cioè materiali ritenuti resistenti a corrosione.
Il meccanismo che porta a questa forma di attacco si può
semplificare nelle seguenti fasi, tipiche per l’acciaio inossidabile AISI 304 (18Cr-8Ni): l’acciaio è fornito nella forma detta
solubilizzata, ottenuta attraverso il trattamento termico di tempra di solubilizzazione che consiste nel portare l’acciaio a una
temperatura di 1.050 °C in modo da solubilizzare i carburi di
cromo, seguito da un raffreddamento veloce per impedirne la
precipitazione; se dopo la messa in opera l’acciaio è portato
nell’intervallo critico di temperatura 600-850 °C, per esempio
nelle operazioni di saldatura nella zona termicamente alterata, si ha la precipitazione al bordo dei grani di carburi di cromo
(formula più probabile Fe23Cr23C6) con abbassamento del contenuto di cromo al di sotto del 12% nelle zone adiacenti i bordi
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
di grano stessi; queste zone perdono la proprietà di inossidabilità e subiscono una corrosione di tipo galvanico dove le aree
catodiche (inossidabili) sono costituite dai grani; dato il rapporto sfavorevole tra le aree anodiche (molto piccole) e quelle catodiche (grandi), la velocità di corrosione è in genere molto
elevata anche in ambienti di modesta corrosività.
Per impedire questa forma di corrosione è necessario evitare la precipitazione dei carburi, ripetendo il trattamento termico di solubilizzazione sull’intero manufatto saldato. Quando non è possibile effettuare il trattamento termico di solubilizzazione, la precipitazione dei carburi di cromo viene
impedita secondo una delle due seguenti strade: abbassare il
contenuto di carbonio al di sotto di un valore soglia in genere inferiore a 0,03% in modo che la formazione dei carburi
sia cineticamente più difficile (acciai di grado L, per esempio, AISI 304L); oppure aggiungere elementi di lega che
hanno maggiore affinità del cromo verso il carbonio, per
esempio titanio o niobio, in modo che il carbonio sia già legato e quindi non disponibile per il cromo (acciai stabilizzati
AISI 321 e AISI 347). Sono ritenuti più sicuri gli acciai a
basso contenuto di carbonio (grado L), che però hanno caratteristiche meccaniche inferiori dato il minore contenuto di
carbonio, mentre gli acciai stabilizzati hanno caratteristiche
meccaniche più elevate, ma possono dar luogo a una forma
di corrosione intergranulare poco frequente, nota come attacco a lama di coltello.
Corrosione selettiva
Interessa le leghe metalliche e consiste nella dissoluzione
preferenziale del metallo meno nobile per esposizione ad
ambienti di media corrosività. Gli esempi più importanti sono:
la dezincificazione degli ottoni (leghe rame-zinco), nella quale
lo zinco passa in soluzione e il rame rimane come residuo metallico, di colore rossastro; la grafitizzazione delle ghise (che interessa in particolare le ghise grigie), nella quale la matrice ferrosa subisce corrosione selettiva con formazione di uno strato
residuo, più o meno superficiale, di grafite.
Tensiocorrosione
Con il termine tensiocorrosione, o corrosione sotto sforzo
(SCC, Stress Corrosion Cracking), si definiscono i fenomeni
di innesco e propagazione di cricche in un metallo sotto l’azione combinata di sollecitazioni meccaniche di trazione (ma
non di compressione) e di un ambiente corrosivo. È un fenomeno complesso che riguarda molteplici aspetti: per esempio,
le condizioni di insorgenza sono caratteristiche di accoppiamenti molto specifici di un materiale metallico e di un ambiente; il fenomeno si innesca solo e soltanto al di sopra di una
soglia di sollecitazione meccanica e interessa soprattutto le
leghe; la velocità di propagazione delle cricche, seppure elevata, è inferiore a quella relativa a cricche di natura puramente meccanica. Gli sforzi di trazione possono provenire da carichi esterni applicati al componente metallico, ma anche da stati
di sollecitazione interni, quali per esempio tensioni residue da
lavorazioni meccaniche, da operazioni di saldatura e da trattamenti termici. Le cricche possono essere di tipo intergranulare, con propagazione lungo i bordi dei grani, o di tipo transgranulare, quando la propagazione avviene attraverso i grani
del metallo. Le cricche inoltre possono essere individuali o
ramificate.
Secondo un approccio semplificato che non descrive compiutamente questo complesso fenomeno, i meccanismi della
tensiocorrosione possono essere distinti in due categorie: un
VOLUME V / STRUMENTI
meccanismo di dissoluzione, con il quale la propagazione e
la crescita delle cricche avvengono per dissoluzione anodica
dell’apice, e un meccanismo detto di infragilimento, con il
quale le cricche crescono per rottura meccanica della zona
adiacente l’apice della cricca. Quest’ultimo prevede l’ingresso di idrogeno atomico, prodotto dalla reazione catodica, nel
reticolo cristallino del metallo, la sua diffusione all’apice della
cricca che si trova in uno stato di forte deformazione plastica, e l’interazione con il metallo con conseguente infragilimento. Il primo meccanismo è definito dal processo anodico
di dissoluzione del metallo, mentre il secondo è determinato
dal processo catodico di sviluppo di idrogeno. La più semplice e immediata dimostrazione dei due meccanismi è l’effetto
delle polarizzazioni anodica e catodica: quella anodica aumenta la velocità di dissoluzione del primo meccanismo e inibisce il secondo, mentre la polarizzazione catodica blocca il
primo meccanismo e accelera il secondo. Nella tab. 6 sono
riportati i più comuni casi di SCC.
Tensiocorrosione da cloruri. Interessa soprattutto gli acciai
inossidabili austenitici della serie 300, tipo AISI 304 e 316, e
anche, in misura minore, gli acciai inossidabili austeno-ferritici. Ne sono praticamente immuni gli acciai inossidabili ferritici con tenori di Ni inferiori al 4%. Per manifestarsi richiede: una temperatura superiore a 60 °C (la temperatura di insorgenza del fenomeno è tanto più alta quanto più bassa è la
concentrazione di ioni cloruro in soluzione); una concentrazione di cloruri in soluzione superiore a una soglia dipendente dalla composizione dell’acciaio e comunque superiore a 10
ppm; uno sforzo di trazione applicato o residuo superiore a
circa il 30% del carico di snervamento. Gli acciai inossidabili austenitici caratterizzati da alto tenore di nichel (oltre il 15%)
e le leghe di nichel offrono una resistenza a tensiocorrosione
crescente con il tenore di elementi di lega, e comunque decisamente superiore agli acciai tipo 304 e 316.
Infragilimento da idrogeno. La reazione di riduzione di ioni
idrogeno (2H⫹⫹2e⫺⫺
⫺H2), che ha luogo negli ambienti acidi,
avviene attraverso un primo stadio (H⫹⫹e⫺⫺
⫺Hads) con formazione di idrogeno atomico adsorbito sulla superficie metallica (Hads). Questo idrogeno atomico può formare una molecola di idrogeno H2 (Hads⫹Hads⫺
⫺H2), oppure penetrare all’interno del reticolo cristallino del metallo (Hass) se sono presenti
sulla sua superficie particolari veleni che inibiscono la formazione dell’idrogeno molecolare. Sono veleni i solfuri metallici e il solfuro di idrogeno (H2S), spesso presenti negli ambienti associati agli idrocarburi. La presenza di H2S dà luogo alla
forma di tensiocorrosione per infragilimento da idrogeno detta
Sulphide Stress Cracking (SSC).
Gli acciai suscettibili di SSC sono quelli ad alto limite di
snervamento (carico di rottura superiore a 700 MPa) con una
microstruttura che risulta particolarmente sensibile agli effetti dell’idrogeno. Le rotture sono caratterizzate da cricche transgranulari.
La prevenzione della tensiocorrosione si attua innanzitutto in sede di progettazione attraverso la scelta di materiali non
suscettibili nell’ambiente specificato e mettendo in pratica le
misure atte a rimuovere stati di sollecitazione residui (per esempio, dopo l’esecuzione di giunzioni saldate mediante trattamento termico di distensione). In alcuni casi si ricorre al condizionamento dell’ambiente, per esempio modificando il pH
(è il caso del trattamento dei fanghi di perforazione dei pozzi
petroliferi a pH superiore a 10 quando è presente H2S). La protezione catodica è efficace solo per la tensiocorrosione con
meccanismo di dissoluzione anodica.
䉳
䉴
䉳
䉳
䉴
䉴
499
MATERIALI
tab. 6. Esempi di SCC (Pedeferri, 2007)
Metallo o lega
Ambiente
Leghe di rame
Soluzioni contenenti ammoniaca,
sali di ammonio, ammine
Cricche transgranulari; cracking
stagionale (season cracking) degli ottoni
Leghe di rame
Mercurio
Cricche intergranulari
Acciai inossidabili
Soluzioni di cloruri
Interessa gli acciai inossidabili della
serie 300 (AISI 304 e 316); avviene per
T⬎60 °C; cricche intergranulari,
ramificate
Acciai inossidabili
Soluzioni contenenti H2S;
acidi politionici
–
Titanio
Cloruri in metanolo o etanolo anidri
–
Acciai al carbonio
Soluzioni alcaline
Infragilimento caustico: interessa le
caldaie; T⬎200 °C; cricche
intergranulari
Acciai al carbonio
Soluzioni di nitrati
Nitrati di calcio e ammonio
(industria dei fertilizzanti); T⬎100 °C
Acciai al carbonio
Soluzioni contenenti solfuri
Tensiocorrosione da solfuri: si verifica
in ambienti deaerati, neutri o acidi, tipici
dell’industria petrolifera
Acciai al carbonio
Soluzioni di carbonati, fosfati, cianuri;
ammoniaca liquida
Acciai ad alto limite di snervamento
Aria umida,
soluzioni acquose
Corrosione-fatica
La contemporanea presenza di sforzi meccanici variabili,
cioè di sollecitazioni a fatica, e di un processo di corrosione
dà luogo a una forma di rottura denominata corrosione-fatica
(C-F). L’influenza dell’ambiente aggressivo sul comportamento
a fatica avviene solo per variazioni dei carichi alle basse frequenze, mentre alle alte frequenze prevalgono gli aspetti meccanici della fatica. In presenza di C-F, il limite di fatica per gli
acciai scompare e le curve S-N (ampiezza dello sforzo applicato-numero di cicli) assumono un andamento simile a quello
dei materiali non ferrosi. In pratica, come nel caso della progettazione dei nodi delle piattaforme petrolifere, il limite di
fatica è ridotto anche del 50% rispetto alla fatica in aria. Sono
presenti fenomeni di C-F in ambiente marino sulle tubazioni
sottomarine e soprattutto sui nodi di piattaforme petrolifere
(Design […], 1990).
Due sono gli approcci utilizzati per determinare la vita a
corrosione-fatica di una struttura: le curve limite di fatica in
funzione del numero di cicli e la meccanica della frattura espressa dalle curve velocità di crescita delle cricche per ciclo in funzione della variazione DK del fattore di intensificazione degli
sforzi. L’uso della meccanica della frattura per la previsione
della vita a corrosione-fatica di strutture è piuttosto complesso, ma è di aiuto nella comprensione dell’influenza esercitata
dai vari fattori, tra i quali la protezione catodica nelle strutture offshore. Tranne che per i materiali suscettibili di infragilimento da idrogeno, come gli acciai ad alto limite di snervamento, la protezione catodica è spesso indicata come il metodo idoneo per annullare gli effetti negativi che l’ambiente esplica
500
Note
–
–
sui fenomeni di fatica, riportando la resistenza a fatica ai livelli tipici degli ambienti inerti, come per esempio l’aria. D’altra
parte, anche il fatto ben noto per cui il limite di fatica dell’acciaio migliora quando è ricoperto con rivestimenti anodici (per
esempio di zinco) fino quasi a portarsi ai valori ottenuti in aria,
conferma l’effetto benefico della protezione catodica. Tuttavia, la scelta del potenziale di protezione più adatto per le strutture che operano in mare risulta piuttosto complessa, perché
diversi sono gli effetti del potenziale nei due stadi che caratterizzano i fenomeni di corrosione-fatica (il periodo di innesco
e quello di propagazione) e l’entità delle variazioni dei carichi
(bassi o elevati valori di DK). In generale si concorda sul fatto
che l’applicazione della protezione catodica ha un effetto benefico, perché allunga il periodo di innesco, ma la velocità di crescita può risultare accelerata.
Nei terreni, l’influenza della protezione catodica sul comportamento a fatica degli acciai al carbonio è più complessa e
risulta negativa in presenza di soluzione di carbonati-bicarbonati e di variazioni di carico molto lente: in questi casi il potenziale di protezione per la corrosione-fatica è ⫺0,70 V CSE,
cioè di sottoprotezione rispetto alla corrosione generalizzata
dell’acciaio. La velocità di avanzamento risulta, invece, accelerata in condizioni di sovraprotezione a ⫺1,4V CSE, dove l’idrogeno esercita un’influenza negativa che non si manifesta in
condizioni di carico statico.
Erosione-corrosione
Questa forma di corrosione si manifesta sotto forma di attacchi quando il processo di corrosione è associato a condizioni
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
fluidodinamiche spinte (per esempio, elevata velocità del fluido che provoca la rimozione dei prodotti di corrosione). La
presenza di solidi sospesi accentua il fenomeno. Questo effetto sinergico tra corrosione e azione meccanica del fluido si
manifesta su gran parte dei materiali metallici quando si superano determinate condizioni di turbolenza espresse dalla velocità critica di erosione-corrosione, che in campo petrolifero è
calcolata mediante la seguente formula empirica (API, 1991):
[47]
ue =
Cm
rm
dove ue è la velocità critica di corrosione-erosione (m/s), C è
una costante dipendente dal metallo e rm è la densità del fluido alle condizioni di esercizio (Mg/m3). La costante C assume
diversi valori in relazione al materiale, al tipo di servizio (continuo o intermittente) e alla presenza di un inibitore di corrosione. I valori della costante C in assenza di inibitori sono 40
per il rame, 60 per il cupro-nichel 70/30, 120 per gli acciai al
carbonio e 500 per gli acciai inossidabili. Qualora le condizioni di aggressività siano particolarmente severe, diventa
necessario ricorrere a rivestimenti duri e resistenti a corrosione, come le stelliti e i riporti ceramici.
Corrosione microbiologica
Nelle acque e nei terreni ha luogo una forma di corrosione, detta MIC (Microbiologically Induced Corrosion), che è
associata alla presenza e all’azione di batteri (Biological […],
1985). Questa forma di corrosione coinvolge sia i batteri aerobi, che vivono e crescono in presenza di ossigeno, in genere
producendo condizioni acide, sia i batteri anaerobi che vivono e crescono in condizioni di assenza di ossigeno. Questi ultimi, che sono ritenuti i più pericolosi, comprendono i batteri
solfatoriduttori (SRB, Sulphate Reducing Bacteria).
Si può osservare come le condizioni di assenza di ossigeno, ideali dal punto di vista elettrochimico per escludere processi di corrosione, in realtà siano quelle che favoriscono la
crescita di questi batteri e che danno quindi i peggiori risultati
dal punto di vista della corrosione. Sono riportate in letteratura velocità di corrosione anche superiori a 1 mm/a. I batteri
anaerobi hanno un’elevata adattabilità e sono capaci di resistere fino a temperature di 80 °C e a pressioni di 400 bar. In
ambiente aerobico non sono attivi, ma possono sopravvivere,
pronti a crescere nel caso in cui si creino dei microambienti
anaerobici (per esempio, sotto depositi). Il meccanismo di corrosione dei batteri solfatoriduttori è piuttosto complesso e non
ancora del tutto chiarito. La teoria moderna più accreditata prevede che prima, attraverso un enzima, l’idrogenasi, avvenga la
produzione di idrogeno utilizzato dai batteri solfatoriduttori per
ridurre i solfati a solfuri; quindi la depolarizzazione catodica
per precipitazione del solfuro ferroso; infine la stimolazione
anodica da parte dello ione solfuro con passaggio in soluzione
del ferro e formazione di celle occluse. Le condizioni anaerobiche adatte per la crescita dei batteri solfatoriduttori possono
essere determinate mediante la misurazione del potenziale redox
con elettrodo di platino: potenziali riportati a pH 7 inferiori a
0,1 V SHE indicano assenza di ossigeno, mentre potenziali più
nobili di 0,4 V SHE indicano condizioni ossigenate. La presenza di batteri, o meglio del cosiddetto biofilm, è responsabile dell’innesco della corrosione per pitting degli acciai inossidabili nelle acque e soprattutto in acqua di mare. La causa di
questo comportamento è associata alla nobilitazione dei processi catodici provocata dal biofilm fino a portare il potenziale di corrosione al di sopra del potenziale di pitting dell’acciaio.
VOLUME V / STRUMENTI
Corrosione da correnti disperse
Questa forma di corrosione, detta anche corrosione elettrolitica o da correnti vaganti, è provocata da fenomeni di interferenza elettrica (Lazzari e Pedeferri, 2006). Il caso più frequente si manifesta come corrosione localizzata su tubazioni
o serbatoi interrati che si trovano in vicinanza dei binari delle
linee ferroviarie, tranviarie e metropolitane con trazione elettrica a corrente continua o in vicinanza di dispersori di corrente continua impiegati negli impianti di protezione catodica.
Il meccanismo è il seguente: la corrente circolante nel terreno
(corrente di ritorno nei sistemi di trazione elettrica a corrente
continua o corrente di protezione negli impianti di protezione
catodica) utilizza la struttura metallica interrata come conduttore elettrico, causando un attacco di corrosione nelle zone
dove la corrente lascia la struttura. Le zone di ingresso della
corrente sono, invece, in condizioni di protezione catodica e
non subiscono corrosione. Gli attacchi sono spesso severi perché la zone di uscita della corrente si localizzano nei difetti del
rivestimento isolante delle strutture, in vicinanza delle sottostazioni elettriche o delle strutture protette catodicamente; basti
pensare che 1 mA rilasciato da 1 cm2 di superficie del metallo provoca una perdita di spessore di 10 mm/a.
Per limitare i danni provocati dalle correnti disperse è necessario impedire che queste ultime entrino nelle strutture interferite; a questo riguardo si ricorre a varie strategie che comprendono il miglioramento del rivestimento isolante, il sezionamento elettrico delle strutture (per esempio, interposizione
di giunti isolanti sulle tubazioni), il drenaggio elettrico e i collegamenti equipotenziali.
Corrosione da corrente alternata. Anche la corrente alternata può causare danni sulle strutture oggetto di interferenza
elettrica, ma è necessario che la densità della corrente scambiata tra metallo e terreno sia superiore a 30 A/m2, cioè cinque
ordini di grandezza superiore alle correnti di interferenza da
corrente continua. Casi di interferenza da corrente alternata
sono provocati dai parallelismi con le linee ad alta tensione,
superiore a 125 kV, e dalla dispersione nel terreno della linea
ferroviaria ad alta velocità. Gli attacchi di corrosione si manifestano soprattutto su strutture dotate di ottimi rivestimenti isolanti, in corrispondenza dei difetti del rivestimento. La principale misura di prevenzione e controllo della corrosione da corrente alternata è la corretta messa a terra della struttura.
9.1.5 Corrosione interna
nei pozzi petroliferi
Condizioni generali di corrosione
Le superfici a contatto con idrocarburi possono subire corrosione solo se, in modo permanente o discontinuo, sono bagnate dalla fase acquosa (water wetting). Le condizioni che danno
luogo al water wetting possono variare in base alla composizione della fase idrocarburica e delle condizioni operative;
secondo una regola empirica spesso seguita, si ha water
wetting nei flussi verticali (per esempio, nei tubing dei pozzi)
quando la percentuale della fase acquosa supera il 20% in volume, mentre nei flussi orizzontali (per esempio, nelle tubazioni
di trasferimento) tale percentuale si può abbassare anche all’1%.
Per la stima del water wetting non si deve fare riferimento al
contenuto totale di acqua (water cut), bensì alla fase acquosa libera, ossia alla parte non emulsionata nella fase idrocarburica. Nei pozzi a olio, la fase acquosa ha la composizione dell’acqua di formazione, con salinità variabile ma sempre
501
MATERIALI
elevata, in genere superiore a 100 g/L. Nei pozzi a gas e a condensati da gas la fase acquosa può essere presente come acqua
di formazione trascinata o come acqua di condensa del vapor
d’acqua contenuto nel gas oppure come una miscela delle due,
per cui la salinità è in genere molto bassa e varia da quella dell’acqua distillata a pochi g/L.
Le condizioni di water wetting sono influenzate dalla presenza di gas e variano in funzione della temperatura e della
pressione; la presenza di gas è in relazione alla pressione di
bolla (bubble point pressure) alla temperatura considerata: se
la pressione è superiore alla pressione di bolla, il gas è tutto
disciolto nella fase idrocarburica liquida.
La corrosione interna nei pozzi petroliferi può presentarsi in varie forme: alcune sono state già esaminate (corrosione
per contatto galvanico, tensiocorrosione, erosione-corrosione,
corrosione microbiologica), altre sono specifiche dell’industria petrolifera (corrosione da CO2, corrosione da H2O, corrosione da zolfo).
Corrosione da CO2
La presenza di CO2 nella fase acquosa degli idrocarburi
porta alla formazione di acido carbonico che, nonostante sia
un acido debole, è molto aggressivo nei confronti dell’acciaio
al carbonio. Per esempio, se si confronta la velocità di corrosione del ferro in acido carbonico e quella di un acido forte
come il cloruro di idrogeno, entrambe con pH 4, la velocità di
corrosione in acido carbonico è circa dieci volte più grande.
La ragione di questo risultato è la diversa cinetica della reazione di riduzione dello ione idrogeno e di sviluppo di idrogeno molecolare, dove nel caso dell’acido carbonico lo ione bicarbonato partecipa direttamente alla reazione di riduzione e sviluppo di idrogeno.
La corrosione da CO2 dà luogo a: corrosione generalizzata
a temperature inferiori a 80 °C, con morfologia caratteristica
chiamata mesa corrosion; corrosione generalizzata con notevole localizzazione nell’intervallo di temperature tra 80 e 120 °C
per la formazione di carbonati di Fe e Ca parzialmente protettivi che porta invece a condizioni di passivazione con velocità di
corrosione trascurabile a T⬎120 °C. In linea generale, i prodotti di corrosione non sono protettivi a T⬍60 °C e pCO2 ⬍5 bar,
mentre sono parzialmente protettivi a 60 °C⬍T⬍100 °C e protettivi a T⬎100 °C. L’aggiunta di cromo agli acciai migliora la
resistenza a corrosione anche dello 0,5% (soprattutto la resistenza a mesa corrosion) a temperature inferiori a 90 °C.
Come hanno dimostrato i risultati di numerose sperimentazioni in laboratorio e i dati di campo, la velocità di corrosione dell’acciaio al carbonio è funzione di tre parametri: pressione parziale del CO2 (o fugacità quando le pressioni sono
elevate), temperatura e pH della fase acquosa (legato alla salinità/forza ionica e alla concentrazione degli idrogenocarbonati). La pressione parziale è data dal prodotto della frazione
molare del CO2 nella fase gas separata per la pressione di esercizio se in presenza di gas in equilibrio con le fasi liquide, oppure per la pressione di bolla se il gas è sciolto nella fase liquida
alle condizioni di esercizio.
Calcolo della velocità di corrosione
Negli anni Settanta, C. De Waard e D.E. Milliams hanno
proposto un’equazione ricavata da risultati sperimentali di laboratorio per la valutazione della velocità di corrosione in presenza di CO2 nei gas/gas condensati, successivamente corretta insieme a U. Lotz (De Waard e Milliams, 1975; De Waard
et al., 1991):
502
[48]
log uCO ,dWLM = 5, 8 −
2
1.710
+ 0, 67 log pCO
2
T + 273
dove vCO2,dWLM è la velocità di corrosione in mm/a e pCO2 è la pressione parziale di CO2 in fase gas. Partendo da questa equazione
base sono stati introdotti dei fattori correttivi che tengono conto
della fugacità per pressioni superiori a 100 bar (system factor),
della formazione di depositi (scale factor) e del pH (pH factor).
Il pH spesso non è noto perché di difficile misurazione; si
ricorre perciò al suo calcolo sulla base della composizione della
fase acquosa, della pressione parziale di CO2 e H2S e della concentrazione degli idrogenocarbonati. Si utilizzano spesso le
seguenti formule empiriche (rispettivamente, in presenza e in
assenza di idrogenocarbonati):
[49]
pH ⫽4,4 ⫺0,475ln(PCO ⫹PH S) ⫹
2
2
⫹0,5ln[HCO⫺
3 ] ⫹0,00375T
[50]
pH ⫽3,8 ⫺0,195ln(PCO ⫹PH S) ⫹0,00375T
2
2
dove pCO2 e pH2S sono le pressioni parziali nel gas di CO2 e H2S,
T è la temperatura (°C) e HCO3⫺ è la concentrazione degli idrogenocarbonati in soluzione in meq/L. Se la concentrazione di
HCO3⫺ non è nota, si assume sia nulla in caso di sole condense (forza ionica m⬍0,5) e pari a 10 meq/L in presenza di acqua
di formazione (forza ionica m⬎0,5). Per il calcolo del pH si può
anche fare riferimento al NorSoK M-506 Model (NorSoK,
1998). È stato proposto un successivo modello (De Waard et al,
1995; EFC, 1997a) che tiene conto anche della diffusione del
CO2. Per poter applicare questo modello è necessario però conoscere le condizioni fluidodinamiche della fase acquosa.
Modelli di previsione
Per la valutazione di massima della corrosività di idrocarburi contenenti CO2, l’American Petroleum Institute ha proposto negli anni Cinquanta (API, 1958) una regola empirica basata sulla pressione parziale del CO2: se pCO2⬍7 psi (0,5 bar), la
corrosione da CO2 è quasi trascurabile e diventa significativa
quando pCO2⬎14 psi (1 bar). Queste regole sono comunque ritenute insufficienti per la valutazione della corrosività da CO2.
Un modello empirico derivato da esperienze specifiche (Crolet e Bonis, 1985) fornisce una classificazione della corrosività
da CO2 come alta, media e bassa (dove la classe media indica
una velocità di corrosione di 1-2 mm/a), in base a pressione parziale di CO2, pH, contenuto di acidi organici (acetico e formico),
rapporto Ca2⫹ⲐHCO⫺
3 . Per acqua di condensa, la corrosività è
bassa se pCO2⬍0,05 bar oppure se pCO2⬍0,2 bar e acido acetico⬍0,1 meq/L; media se 0,2⬍ pCO2⬍5 bar e acido acetico⬍0,1
meq/L; negli altri casi la corrosività è alta. Per acqua di formazione, la corrosività è bassa se pCO2⬍0,05 bar oppure pH⬎5,6
oppure 0,05⬍pCO2⬍10 bar e Ca2⫹ⲐHCO⫺
3 ⬍0,5 meq/meq; media se acido acetico⬍0,1 meq/L oppure Ca2⫹/HCO⫺3 ⬍1.000
meq/meq; negli altri casi la corrosività è alta.
Corrosione da H2S
La presenza di H2S porta a diverse forme di corrosione:
corrosione generalizzata degli acciai al carbonio; formazione
di rigonfiamenti (blister e cricche) detta anche HIC (Hydrogen Induced Cracking); SSCC (Sulphide Stress Corrosion
Cracking) dei materiali suscettibili di infragilimento da idrogeno. Di recente sono state anche proposte altre forme di corrosione risultanti dalla combinazione di HIC e SSCC, come
per esempio SOHIC (Stress Oriented Hydrogen Induced
Cracking; EFC, 1997b; ISO, 2003).
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
Corrosione generalizzata da H2S
L’H2S è un acido debole e ciononostante produce attacchi di corrosione particolarmente severi perché la formazione del solfuro di ferro FeS, avendo questo sale un bassissimo prodotto di solubilità (dell’ordine di 10⫺24), provoca una
diminuzione del potenziale anodico del ferro con conseguente
disponibilità di lavoro motore anche in soluzioni neutre. Il
solfuro non è sempre compatto e protettivo e può portare a
corrosione localizzata con meccanismo di contatto galvanico per il fatto che possiede conducibilità elettronica e nobiltà
pratica superiore al ferro. La previsione della velocità di corrosione si basa su alcune regole empiriche così riassumibili:
a T⬍60 °C la velocità di corrosione è trascurabile per concentrazioni di H2S in soluzione inferiori a 40 ppm, ma diventa significativa (0,5 mm/a) a concentrazioni superiori allo
0,4%; a T ⬎60 °C la velocità di corrosione è di 1 mm/a a concentrazioni superiori a 40 ppm.
Hydrogen Induced Cracking (HIC)
Oltre all’infragilimento da idrogeno, l’ingresso di idrogeno atomico nel metallo può provocare blistering, che consiste nella formazione di rigonfiamenti e cricche per effetto
della ricombinazione, in corrispondenza di trappole consistenti in inclusioni o microvuoti nella matrice metallica, degli
atomi di idrogeno in idrogeno molecolare, H2; le molecole di
idrogeno, di dimensioni tali da non poter diffondere nel reticolo metallico, si accumulano e generano pressioni interne
estremamente alte, sufficienti per provocare localmente la
deformazione plastica del metallo e i rigonfiamenti. Le inclusioni che maggiormente interessano il fenomeno sono quelle
di solfuro di manganese (MnS2 tipo II), che durante la laminazione a caldo degli acciai al carbonio usati per le tubazioni
e le lamiere per recipienti in pressione vengono schiacciate e
disposte parallelamente alla direzione di laminazione, costituendo così una facile trappola per gli atomi di idrogeno. Il
fenomeno è legato alla quantità di idrogeno che penetra nel
metallo e al tempo; se la pressione parziale di H2S è superiore a 0,1 bar (concentrazione nella fase acquosa di circa
400 ppm), esso si manifesta sugli acciai suscettibili in tempi
paragonabili alla vita di progetto media degli impianti petroliferi (15-20 anni); per pressioni parziali inferiori a 0,1 bar, il
fig. 9. Individuazione
fenomeno è comunque presente sugli acciai suscettibili e si
manifesta in tempi più lunghi. Quando la concentrazione di
H2S è sensibile, per esempio pH2S ⬎0,03 bar, per limitare la
formazione di HIC si possono seguire due strategie differenti (o entrambe): l’uso di inibitori di corrosione, che riduce la
quantità di idrogeno prodotta, e l’impiego di acciai non suscettibili a tale fenomeno. Questi ultimi possono essere di due tipi:
i cosiddetti acciai trattati con terre rare, in cui lo zolfo contenuto nell’acciaio è combinato con elementi più affini del manganese, come calcio e cesio che formano solfuri duri che non
si schiacciano durante la laminazione a caldo, oppure acciai
aventi basso contenuto di zolfo (20-50 ppm) in modo che la
quantità di solfuro di Mn che si può formare è insufficiente
per l’insorgenza del fenomeno.
Sulphide Stress Corrosion Cracking (SSCC)
L’infragilimento da idrogeno degli acciai suscettibili in presenza di H2S è un fenomeno che dipende da svariati fattori:
composizione, trattamenti termici, microstruttura, resistenza
meccanica dell’acciaio, pH, pressione parziale dell’H2S, carico applicato, temperatura e tempo.
La valutazione dell’insorgenza di SSCC è basata sulla pressione parziale di H2S in fase gassosa, che è proporzionale alla
concentrazione in fase acquosa. La pressione parziale di H2S
è calcolata partendo dalla frazione molare nel gas e dalla pressione di esercizio (come nel caso di corrosione da CO2) tenendo presente se il gas è libero (pressione inferiore alla pressione di saturazione del gas o pressione di bolla) oppure disciolto nella fase liquida (pressione superiore alla pressione di
saturazione del gas o pressione di bolla). Il calcolo della pressione parziale presenta complicazioni quando la frazione molare di H2S non è nota in modo sufficientemente accurato; in
questi casi la stima della pressione parziale è basata sul bilancio di massa dell’H2S secondo procedure riportate nei manuali specializzati.
Valutazione di ambiente sour secondo NACE (2003). L’ambiente è definito sour quando la pressione parziale di H2S e la
concentrazione di H2S superano determinate soglie in funzione del tipo di fluido e delle condizioni operative. Per pozzi a
gas, si utilizza la fig. 9 che, usando come coordinate la frazione molare di H2S nel gas e la pressione totale, individua la
1.000
delle condizioni
di insorgenza di SSCC
(secondo NACE, 2003).
pH2S = 0,0035 bar
sour service
pressione totale (bar)
100
P = 18 bar
IL
10
IG
GOR ⬎ 890
GOR ⬍ 890
pH2S= 0,7 bar
P = 4,5 bar
xH2S =15%
1
0,0001
VOLUME V / STRUMENTI
1
0,001
0,01
0,1
10
frazione molare del solfuro di idrogeno nella fase gassosa, xH2S (%)
100
503
MATERIALI
regione in cui si manifesta il fenomeno SSCC su acciai e leghe
suscettibili (P⬎4,5 bar e pH2S⬎0,0035 bar).
In presenza di un sistema multifase (fase liquida e fase gassosa) sono considerate condizioni di non insorgenza le seguenti: Gas Oil Ratio, GOR, ⬍890 Nm3/m3; frazione molare di H2S
nel gas, x, ⬍0,15 e pH2S⬍0,7 bar; pressione di esercizio P⬍18
bar. In queste condizioni, data la bassa pressione, si hanno in
generale moderate sollecitazioni meccaniche, mentre la prevalenza della fase olio (basso GOR) impedisce il contatto con
la fase acquosa. Solo in presenza di elevati contenuti di acqua,
si devono riconsiderare la definizione di ambiente sour e la
possibile insorgenza di SSCC nel sistema.
Per sistemi multifase che non rientrano nella precedente
classificazione, le condizioni di ambiente sour sono così riassumibili: P⬎18 bar e pH2S⬎0,0035 bar; P⭐18 bar, pH2S⬎0,0035
bar e GOR⬎890 Nm3/m3; 4,5⬍P⬍18 bar, pH2S⬎0,7 bar e
GOR⬎890 Nm3/m3; P⬍4,5 bar, xH2S⬎0,15 e GOR⬎890
Nm3/m3.
Valutazione di ambiente sour secondo ISO (2003). I criteri di definizione di un ambiente sour secondo lo standard ISO
15156 che integrano i risultati dei documenti EFC (De Waard
et al., 1991; NorSoK, 1998) e i criteri NACE, sono basati su
tre parametri: pH2S, pH della fase acquosa (pHACT) e temperatura. Il pH può essere calcolato sulla base della composizione
della fase acquosa mediante appositi programmi di calcolo.
Condizioni sour molto severe: pHACT ⱕ3,5 oppure
0,01⬍pH2S⬍1 bar e pHACTⱕ5,5⫹log pH2S oppure pH2S⬎1 bar
e pHACTⱕ5,5. Condizioni sour severe: 0,001⬍pH2S⬍0,01 bar
e 3,5⬍pHACTⱕ6,5⫹log p H2S oppure 0,01⬍p H2S⬍1 bar e
5,5⫹log pH2S⬍pHACTⱕ6,5⫹log p H2S oppure p H2S⬎1 bar e
5,5⬍pHACT ⱕ6,5. Condizioni sour moderate: 0,001⬍pH2S⬍1
bar e pHACT⬍6,5⫹log pH2S oppure pH2S⬎1 bar e pHACT ⬎6,5.
Condizioni non-sour (sweet): pH2S⬍0,001 bar e pHACT⬍3,5.
Corrosione da zolfo
Lo zolfo (temperatura di fusione 113 °C e temperatura di
ebollizione 445 °C) è presente in alcuni giacimenti petroliferi
in associazione con H2S. La formazione dello zolfo può avere
luogo per riduzione dei solfati a zolfo a opera del metano
(SO42⫺⫹CH4⫺
⫺S⫹2H2O⫹CO2) o per decomposizione catalitica del solfuro di idrogeno o per ossidazione di questo a opera
dell’ossigeno (per contaminazione). Lo zolfo reagisce con il
solfuro di idrogeno per formare polisolfuri che a loro volta rilasciano lo zolfo formando depositi (slug) e trascinamenti nei
tubing dei pozzi petroliferi.
Lo zolfo costituisce un efficace reagente catodico, agendo come accettore di elettroni mediante l’azione catalitica dei
film di solfuro dotati di conducibilità elettronica, e dà luogo,
quando è posto a diretto contatto con gli acciai, a elevate velocità di corrosione, mentre se è presente in una soluzione di
idrocarburi la velocità di corrosione è regolata dai processi di
diffusione. Ad alte temperature (superiori a 120 °C), lo zolfo
dismuta in H2S e acido solforico, promuovendo la rottura dei
film di passivazione e l’insorgenza di corrosione localizzata
(interstizi e SSC) sulle leghe inossidabili (Corrosion in the oil
[…], 1998).
La velocità di corrosione da zolfo sugli acciai al carbonio
e bassolegati dipende dalla temperatura: per T⬍120 °C e con
zolfo a contatto diretto, la velocità di corrosione è dell’ordine
dei mm/a e poco influenzata dalla temperatura. I solfuri presenti sulla superficie catalizzano la reazione e portano a condizioni di macrocella analoghe alla corrosione per aerazione
differenziale. A temperature superiori a 120 °C, la velocità di
䉳
504
䉴
corrosione aumenta perché si ha formazione di acido solforico, ma solo fino a circa 150 °C perché oltre tale temperatura
la velocità di corrosione comincia a diminuire per effetto dell’azione di protezione dei prodotti di corrosione. A 180 °C la
velocità di corrosione è comunque così elevata (oltre 10 mm/a)
da non permetterne l’impiego.
La presenza di zolfo elementare porta in genere a corrosione localizzata degli acciai inossidabili: gli acciai inossidabili
austeno-ferritici (duplex) subiscono corrosione generalizzata
come gli acciai al carbonio anche a temperatura ambiente, mentre gli acciai inossidabili austenitici mostrano bassa resistenza
solo sopra 120 °C. Gli acciai inossidabili martensitici mostrano
in genere scarsa resistenza. La presenza di zolfo aumenta la
suscettibilità alla tensiocorrosione: per T⬎120 °C la resistenza
a corrosione aumenta con l’aumento del tenore di Ni, Cr e Mo.
Leghe di nichel che offrono buona resistenza in condizioni di
aggressività severe (S, H2S, CO2, Cl) a elevata temperatura devono in generale avere una composizione base del tipo Ni⬎55%,
Mo⬎12%, Cr⬎15% (tipicamente Alloy G-50 22Cr-52Ni-11Mo0,7W-0,8Cu). Il titanio grado 2 dà luogo a interstizi per T⬎130
°C; le leghe di titanio beta-C mostrano maggiore resistenza.
Bibliografia generale
Bennet L.H. et al. (1978) Economic effects of metallic corrosion in
the United States, Washington (D.C.), National Bureau of Standards,
511, 1-3.
EFC (European Federation of Corrosion) (2002) Guidance on materials
requirements for corrosion resistant alloys exposed to H2S in oil
and gas production, London, The Institute of Materials, 17.
NACE (National Association of Corrosion Engineers) (1985) Corrosion
data survey. Metal section, Houston (TX), NACE.
NACE (National Association of Corrosion Engineers) (2002) Cost of
corrosion study unveiled. Supplement to materials performance,
Houston (TX), NACE, 1-12.
Bibliografia citata
API (American Petroleum Institute) (1958) Corrosion of oil and gas
well equipment, Dallas (TX), API.
API (American Petroleum Institute) (1991) Design and installation of
offshore production platform piping system, API RP14-E.
ASM (American Society for Metals) (1987) Metals handbook, Materials
Park (OH), ASM International, 1978-1998, 21v.; v.XIII: Corrosion.
Biological induced corrosion. Proceedings of the National Association
of Corrosion Engineers international conference (1985),
Gathersburg (MD).
Corrosion in the oil refining industry. Proceedings of the National
Association of Corrosion Engineers conference (1998), Phoenix
(AZ), 17-18 September.
Crolet J.L., Bonis M.R. (1985) A tentative method for predicting the
corrosivity of wells in new CO2 fields, in: Burke P.A. et al. (edited
by) Advances in CO2 corrosion, Houston (TX), NACE, 1984-1985,
2v.; v.II, 23.
Design and operational guidance on cathodic protection of offshore
structures, subsea installation and pipelines (1990), London, The
Marine Technology Directorate.
De Waard C., Milliams D.E. (1975) Carbonic acid corrosion of
steel, «Corrosion», 31, 177-181.
De Waard C. et al. (1991) Predictive model for CO2 corrosion
engineering in wet natural gas pipelines, «Corrosion», 47,
976-985.
ENCICLOPEDIA DEGLI IDROCARBURI
ASPETTI GENERALI DELLA CORROSIONE
De Waard C. et al. (1995) Influence of liquid flow velocity on CO2
corrosion: a semi-empirical model, in: Corrosion 95. The National
Association of Corrosion Engineers international annual conference
and corrosion show, Orlando (FL), 26-31 March, Paper 128.
EFC (European Federation of Corrosion) (1997a) CO2 corrosion in oil
and gas production. Design consideration, London, The Institute
of Materials, EFC 23.
EFC (European Federation of Corrosion) (1997b) A working party
report on guidelines on materials requirements for carbon and
low alloy steels for H2S. Containing environments in oil and gas
production, London, The Institute of Materials, EFC 16.
Eni-Agip (1994) Costo della corrosione in Agip, Rapporto interno Eni,
Divisione Agip, Unità CORM.
Fontana M.G. (1986) Corrosion engineering, New York, McGrawHill.
Hoar T.P. (1971) Report of the committee on corrosion and protection.
A survey of corrosion and protection in the United Kingdom,
London, HMSO.
ISO (International Organization for Standardization) (2003) Petroleum,
petrochemical and natural gas industries. Materials for use in
H2S-containing environments in oil and gas production. Part 1:
General principles for selection of cracking-resistant materials;
Part 2: Cracking-resistant carbon and low alloy steels, and the
use of cast irons; Part 3: Cracking-resistant CRAs (corrosionresistant alloys) and other alloys, ISO 15156.
LaQue F.L. (1975) Marine corrosion. Causes and prevention, New
York, John Wiley.
VOLUME V / STRUMENTI
Lazzari L., Pedeferri P. (2006) Cathodic protection, Milano,
Polipress.
NACE (National Association of Corrosion Engineers) (2003) Sulphide
stress cracking metallic material for oil field equipment, NACE
MR0175.
NorSoK (Norsk Sokkels Konkuranseposisjon) (1998) CO2 corrosion
rate calculation model, NORSOK M-506.
Pedeferri P. (2007) Corrosione e protezione dei materiali metallici,
Milano, Polipress, 2v.
Piontelli R. (1961) Elementi di teoria della corrosione a umido dei
materiali metallici, Milano, Longanesi.
Pourbaix M. (1973) Lectures on electrochemical corrosion, New York,
Plenum Press.
Revie R.W. (edited by) (2000) Uhlig’s corrosion handbook, New York,
John Wiley.
Shreir L.L. et al. (edited by) (1994) Corrosion, Oxford, ButterworthHeinemann.
Wellmate R2 (1999) Bimetallic corrosion module, WK160R02,
Revision 02, Agip-CORM, internal document.
Luciano Lazzari
Dipartimento di Chimica, Materiali e
Ingegneria chimica ‘Giulio Natta’
Politecnico di Milano
Milano, Italia
505