AIAS – ASSOCIAZIONE ITALIANA PER L’ANALISI DELLE SOLLECITAZIONI
41° CONVEGNO NAZIONALE, 5-8 SETTEMBRE 2012, UNIVERSITÀ DEGLI STUDI DI PADOVA
AIAS 2012 - 130
SVILUPPO DI UNA MACCHINA A ULTRASUONI PER PROVE DI
FATICA GIGACICLICA
D.S. Paolinoa, M. Rossettob, G. Chiandussic, A. Tridellod
a,b,c,d
Politecnico di Torino - Dipartimento di Ingegneria Meccanica e Aerospaziale,
Corso Duca degli Abruzzi 24, 10129 Torino,
a
e-mail: [email protected]
b
e-mail: [email protected]
c
e-mail: [email protected]
d
e-mail: [email protected]
Sommario
La necessità tipica di alcuni settori specifici dell’industria manifatturiera di realizzare componenti
strutturali caratterizzati da vita a fatica sempre maggiore, finanche a 10 miliardi di cicli (fatica
gigaciclica), ha richiesto lo sviluppo di metodologie sperimentali per lo studio e la valutazione delle
proprietà meccaniche dei materiali adeguate dal punto di vista dell’impegno temporale ed economico.
Le attrezzature sperimentali per prove di fatica di tipo convenzionale richiedono tempi di prova troppo
elevati. Una soluzione comunemente adottata è quella di aumentare la frequenza del ciclo di
sollecitazione realizzando attrezzature di prova operanti in condizioni di risonanza in grado di
raggiungere frequenze pari a 20 kHz (ultrasuoni). Gli autori hanno recentemente sviluppato un
prototipo di attrezzatura sperimentale a ultrasuoni per prove di fatica in trazione-compressione con
tensione media nulla; l’articolo descrive le diverse fasi di realizzazione del prototipo mettendo in luce
le problematiche affrontate.
Abstract
The requirement of specific industrial fields for structural components with even larger fatigue lives,
up to 1010 cycles (gigacycle fatigue), leads to the development of proper experimental methodologies
for material characterization. Traditional testing machines would be unacceptable with respect to time
and cost constraints. A common trend is to increase the loading frequency and to set up testing
machine working in resonance condition up to 20 kHz (ultrasonic frequency). The authors have
recently developed an ultrasonic testing prototype for uniaxial fatigue tests with mean stress equal to
zero. The present article describes the design phases, pointing out the faced criticalities.
Parole chiave: fatica gigaciclica, macchina a ultrasuoni, sonotrodo.
1. INTRODUZIONE
Per molti anni, la progettazione dei componenti meccanici si è basata su dati di fatica ottenuti
sollecitando i provini fino ad un numero massimo di cicli generalmente inferiore a 10 . A partire da
Whöler e in accordo con la maggior parte delle normative internazionali di prova [1-3], si è ammesso
che, oltre tale valore di durata, i provini (in particolare quelli in acciaio) fossero in grado di vivere
indefinitamente. Tale idealizzazione è stata posta in forte discussione [4,5] dai risultati sperimentali
ottenuti da alcuni gruppi di ricerca [6-8]. In effetti, la crescente richiesta di componenti meccanici con
durate ampiamente superiori a 10 cicli (finanche a 10 miliardi di cicli) e il forte interesse per il
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
comportamento dei materiali per numeri di cicli di affaticamento superiori a quelli generalmente
esaminati hanno portato allo sviluppo e alla diffusione di macchine di prova a fatica in grado di
raggiungere 1010 cicli in meno di una settimana [4]. Nella maggior parte dei casi, il ciclo di carico in
tali macchine di prova è ottenuto mediante un dispositivo che genera un segnale elettrico con
frequenza pari a 20 kHz a sua volta trasformato da un trasduttore piezoelettrico in oscillazioni
meccaniche di pari frequenza (da cui la denominazione classica di macchine a ultrasuoni) [4,6]. Grazie
ai risultati sperimentali ottenuti con le macchine ad ultrasuoni, si sono potute indagare modalità di
cedimento dei materiali non previste (ad esempio, in acciai alto-resistenziali, nucleazione di cricche
interne per tensioni inferiori al limite di fatica convenzionale [9-11]). La fatica gigaciclica è pertanto
un campo d’indagine di crescente interesse della ricerca sul comportamento dei materiali e rappresenta
la nuova frontiera progettuale di molti componenti meccanici.
Gli autori hanno recentemente sviluppato un prototipo di macchina ad ultrasuoni per prove di trazionecompressione a tensione media nulla in campo gigaciclico.
2. PRINCIPIO DI FUNZIONAMENTO
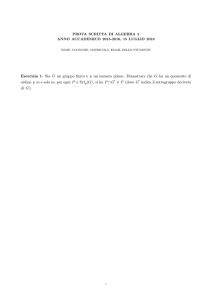
L’attrezzatura di prova sfrutta la condizione di risonanza del sistema costituito da sonotrodo e provino.
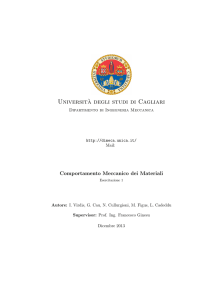
La Figura 1 illustra le forme modali relative a spostamenti longitudinali e tensioni normali assiali di
funzionamento del sistema. La forma modale relativa al campo di spostamenti deve avere un ventre in
corrispondenza del punto di applicazione della forzante assiale (trasduttore piezoelettrico), un nodo in
corrispondenza del punto di sospensione del sistema sulla struttura portante e un nodo in
corrispondenza della sezione ristretta del provino. Il nodo della forma modale del campo degli
spostamenti in corrispondenza della sezione ristretta del provino corrisponde ad un ventre della forma
modale relativa al campo delle tensioni; l’ampiezza di tale ventre può essere controllata attraverso
l’ampiezza di oscillazione della forzante e attraverso la geometria del sonotrodo interposto tra
trasduttore piezoelettrico e provino.
Figura 1: Schema di funzionamento dell’attrezzatura sperimentale a ultrasuoni.
Poiché il sistema vibra in risonanza, in condizioni di sollecitazioni a tensione media nulla,
un’estremità del provino è libera.
Le geometrie di sonotrodo e provini sono definite in modo da vibrare in risonanza alla frequenza
ultrasonora imposta dal sistema generatore-trasduttore. Il dimensionamento di sonotrodo e provini è
basato sull’equazione delle onde longitudinali in un materiale elastico a sezione variabile:
·
,
·
,
0.
(1)
il modulo di Young dinamico del
dove rappresenta la densità del materiale (supposta costante),
materiale,
la sezione variabile lungo la coordinata assiale e
, lo spostamento assiale in
funzione di e del tempo . La soluzione in termini di spostamento dell’Equazione (1) è un’onda
stazionaria con ampiezza,
, funzione della coordinata assiale e ottenibile risolvendo la seguente
equazione:
0,
(2)
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
dove l’apice indica l’operatore di derivazione,
frequenza di risonanza voluta.
Nel caso di sezione costante (tratto cilindrico) si ha
soluzione:
cos
sin
⁄
2
e
⁄
⁄ , essendo
la
0 e la (2) è facilmente risolvibile con
,
(3)
possono essere ottenute imponendo opportune condizioni al contorno.
dove le costanti e
Il tratto a sezione variabile di sonotrodo e provini è costituito da un raccordo circolare approssimabile
con un profilo iperbolico (errore massimo sul profilo pari a 1,8 %) [4]. Se si considera
l’approssimazione iperbolica è possibile giungere ad una soluzione esplicita per
:
,
dove anche le costanti
(4)
e
possono essere ottenute imponendo opportune condizioni al contorno.
3. ATTREZZATURA SPERIMENTALE
Gli elementi principali costituenti la macchina sono:
il sistema di supporto (per isolamento vibrazionale),
il generatore elettrico a ultrasuoni (per conversione del segnale elettrico da 50 Hz a 20 kHz),
il trasduttore piezoelettrico (per conversione del segnale elettrico in oscillazione meccanica),
il sonotrodo (per amplificazione delle oscillazioni meccaniche),
i provini.
Il sistema di supporto, il generatore e il trasduttore sono stati scelti facendo riferimento a componenti
disponibili in commercio; il sonotrodo e i provini sono stati progettati e realizzati internamente.
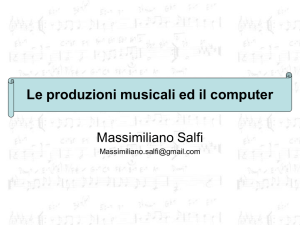
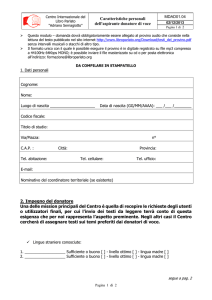
La Figura 2 mostra il prototipo realizzato.
a)
b)
Figura 2: Prototipo di macchina a ultrasuoni: a) vista generale; b) dettaglio di trasduttore
piezoelettrico, sonotrodo e provino.
Durante lo sviluppo del prototipo sono state affrontate le problematiche legate alla valutazione della
tensione applicata nella sezione ristretta del provino e al riscaldamento dello stesso durante la prova. A
tal fine è stato progettato, in ambiente LabVIEW, un sistema di controllo continuo della temperatura
del provino e di valutazione delle sollecitazioni applicate.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
3.1 Struttura di supporto e sistema generatore-trasduttore
La scelta e l’installazione della base di appoggio della macchina e del sistema di supporto del sistema
costituito dal trasduttore piezoelettrico, dal sonotrodo e dal provino hanno rappresentato la fase
preliminare di sviluppo del prototipo. Per quanto riguarda la base d’appoggio, si è optato per un tavolo
rigido antivibrante (TMC 783-443-12R) in grado di isolare la macchina dalle vibrazioni a terra e, al
contempo, assicurare una sufficiente rigidezza del basamento. Il sistema di supporto, assemblato con
componenti commerciali Bosch-Rexroth, è stato progettato e realizzato in modo tale da poter
sospendere verticalmente il sistema dei tre componenti (linea d’asse dei componenti ortogonale al
basamento) e pertanto ridurre eventuali effetti spuri di flessione sul provino dovuti alla gravità.
I trasduttori piezoelettrici disponibili in commercio con relativo sistema di eccitazione e controllo
(generatore a ultrasuoni) sono stati analizzati e confrontati. La scelta è ricaduta su un sistema
generatore-trasduttore in grado di vibrare con ampiezza regolabile tra 12,5 e 25 m e ad una frequenza
variabile nel range 20 kHz ± 5 % (Sirius Electric SE-09 US 2000-20).
Il generatore acquistato ricerca in automatico la frequenza di risonanza del sistema trasduttoresonotrodo-provino mediante un controllo interno di tipo PID basato sul controllo dell’energia
assorbita. Individuata la frequenza di lavoro al primo avvio, la ricerca automatica viene disattivata
(modifica del programma di controllo non presente inizialmente e richiesta al produttore) e il
generatore mantiene inalterata la frequenza nei successivi cicli di accensione-spegnimento del
trasduttore, necessari per il controllo della temperatura del provino.
3.2 Provino
Il desiderio di uniformare il più possibile i provini da utilizzare in prove di fatica a ultrasuoni, ad alto
numero di cicli a flessione rotante e a trazione compressione (vibroforo e macchina idraulica) ha
portato alla definizione di una geometria in accordo con le normative sperimentali di riferimento [12,
13].
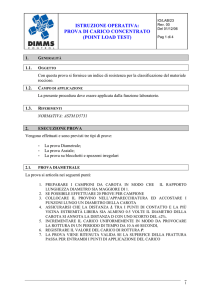
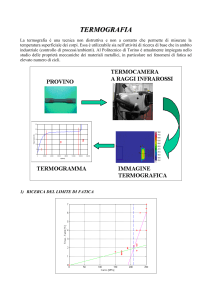
Il profilo identificato, di tipo Hourglass, è mostrato in Figura 3.
Figura 3: Profilo del provino in accordo con [12,13].
Per la sezione ristretta del provino si è imposto un diametro, , pari a 10 mm; da cui si ottiene (Figura
3) un raggio di raccordo, , pari a 80 mm. Tramite semplici considerazioni geometriche, si può anche
determinare la lunghezza, , del tratto raccordato:
27,8 mm.
210 MPa,
Supponendo di assumere come materiale base del provino un comune acciaio (
l’ampiezza dell’oscillazione dello spostamento all’interfaccia fra
7800 kg/m3), detta
sonotrodo e provino si ottiene, a partire dall’Equazione (3):
.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
Imponendo le condizioni di continuità di spostamenti e deformazioni sulla sezione di passaggio tra il
tratto a sezione variabile e il tratto a sezione costante del provino, è possibile ottenere il valore di
(Figura 3):
arctan
14,9 mm,
arccosh 2 ⁄ ⁄
dove
e
√
.
3.3. Sonotrodo
Il sonotrodo è progettato per incrementare l’ampiezza di oscillazione dello spostamento imposta dal
trasduttore piezoelettrico. Il materiale scelto per la realizzazione del sonotrodo è l’Ergal 7075, lega di
alluminio con ottime caratteristiche di resistenza e basso smorzamento interno per applicazioni ad alta
frequenza.
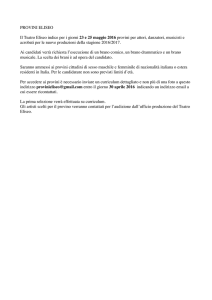
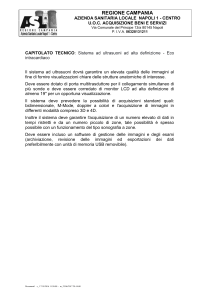
Il profilo scelto per il sonotrodo, mostrato in Figura 4, è di tipo iperbolico-cilindrico per garantire le
migliori proprietà di amplificazione.
Figura 4: Profilo del sonotrodo.
Per la sezione ristretta del sonotrodo si è imposto un diametro
pari a 20 mm coincidente con il
del tratto cilindrico
diametro della sezione di testa del provino cui è unito (Figura 4). Il diametro
(Figura 4) è stato scelto con l’obiettivo di rendere massimo il rapporto di amplificazione
compatibilmente con le dimensioni del tondo grezzo da lavorare (cilindro di diametro pari a 89,5 mm)
un valore pari a 80 mm in
e con le dimensioni del trasduttore piezoelettrico. Si è infine scelto per
grado di soddisfare i requisiti richiesti di amplificazione e i vincoli dimensionali.
del tratto cilindrico (Figura 4) si è seguito un approccio analiticoPer determinare la lunghezza
13795 Hz)
sperimentale. In particolare, valutata sperimentalmente la frequenza di risonanza (
del primo modo assiale del grezzo (lunghezza
183 mm), si è determinata la corrispondente
:
velocità di propagazione dell’onda nel materiale
⁄
2
.
Impostando come frequenza di risonanza la frequenza desiderata (
lunghezza è ricavabile dalla (5) come segue:
0,5
63,1 mm,
(5)
20000 Hz), a parità di
, la
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
dove il coefficiente 0,5 tiene conto del fatto che nel tratto cilindrico del sonotrodo si impone il
passaggio di un quarto d’onda (nodo degli spostamenti nella sezione di transizione in corrispondenza
di
e ventre degli spostamenti nella sezione di interfaccia con il trasduttore piezoelettrico in
).
corrispondenza di
Relativamente al tratto a sezione variabile, imponendo che gli spostamenti siano massimi nella sezione
a contatto con il provino e volendo garantire la continuità degli spostamenti nella sezione di
del tratto (Figura 4) deve
transizione, a partire dall’Equazione (4), si ottiene che la lunghezza
soddisfare la seguente equazione:
⁄
⁄
0,
che, risolta numericamente in funzione di , fornisce
104,2 mm.
Definita la geometria del sonotrodo e imponendo la continuità delle deformazioni nella sezione di
transizione, è possibile calcolare attraverso le Equazioni (3) e (4) il fattore di amplificazione in modo
analitico:
4,47.
3.4. Sistema di controllo
La valutazione della tensione alternata applicata nella sezione ristretta del provino durante la prova di
fatica è di fondamentale importanza. Poiché la distribuzione degli spostamenti fornisce un’indicazione
indiretta delle tensioni agenti sul provino supposto idealmente isotropo lineare elastico, si è deciso di
monitorare in continuo gli spostamenti dell’estremità libera del provino mediante un sistema di misura
basato sul principio della triangolazione laser con frequenza di campionamento massima pari a 392
kHz (KEYENCE LK-G5000 con testina LK-H022). Al fine di verificare sperimentalmente il legame
tra gli spostamenti misurati all’estremità libera e le tensioni nella sezione ristretta del provino, è in
programma un’attività di calibrazione del sistema di misura delle tensioni mediante rosette
estensimetriche incollate nella sezione ristretta del provino e collegate a mezzo ponte. Si prevede in tal
modo di valutare, con frequenza di campionamento fino a 2 MHz (centralina di condizionamento del
segnale ELSYS SGA2-Box/7), le deformazioni effettivamente presenti nella sezione ristretta.
L’acquisizione simultanea dei segnali di deformazione degli estensimetri e del segnale di spostamento
del laser attraverso una scheda di acquisizione ad alta frequenza (National Instruments PCle-6363)
permetterà infine di correlare direttamente gli spostamenti all’estremità libera e la deformazione nella
sezione ristretta del provino.
Il surriscaldamento del provino dovuto all’isteresi del materiale è stato tenuto sotto controllo
alternando cicli di accensione e spegnimento del trasduttore piezoelettrico sulla base del monitoraggio
continuo della temperatura rilevata nella sezione ristretta tramite un sensore ad infrarossi. A tale scopo
è stata sviluppata un’interfaccia utente in ambiente LabVIEW (Figura 5).
Figura 5: Interfaccia utente in ambiente LabVIEW.
41° CONVEGNO NAZIONALE – VICENZA, 5-8 SETTEMBRE 2012
4. CONCLUSIONI
L’articolo descrive l’attività di progetto e di sviluppo di un prototipo di attrezzatura sperimentale per
prove di fatica gigaciclica funzionante in risonanza. Rispetto alle tradizionali attrezzature di prova, la
progettazione è in questo più complessa data l’alta frequenza di carico e le elevate temperature
sviluppate. La progettazione dei componenti (sonotrodo e provino) è stata condotta analiticamente
sulla base delle equazioni di propagazione delle onde nei mezzi elastici.
Un sistema di controllo retroazionato, sviluppato in ambiente LabVIEW, consente di monitorare in
continuo la temperatura e lo stato di tensione nella sezione ristretta del provino. Al fine di limitare la
temperatura massima raggiunta durante la prova, il sistema provvede in automatico a gestire cicli di
accensione/spegnimento del trasduttore piezoelettrico.
RINGRAZIAMENTI
Gli autori desiderano ringraziare la Regione Piemonte per il supporto finanziario fornito nell’ambito
del Progetto Regionale NGP – Bando Misura II.3.
BIBLIOGRAFIA
[1] ASTM standard E 739 – 91 (Reapproved 2004), Standard Practice for Statistical Analysis of
Linear or Linearized Stress-Life (S-N) and Strain-Life (-N) Fatigue Data, American Society for
Testing and Materials, Philadelphia, (2004).
[2] ISO standard 12107:2003, Metallic materials – Fatigue testing – Statistical planning and analysis
of data, International Standard Organization, Genève, (2003).
[3] JSMS-SD-6-04, Standard evaluation method of fatigue reliability for metallic materials –
standard regression method of S–N curves, The Society of Material Science, Japan (2004).
[4] C. Bathias, “There is no infinite fatigue life in metallic materials”, Fatigue Fract. Eng. Mater.
Struct., 22, 559-565 (1999).
[5] B. Pyttel, D. Schwerdt, C. Berger, “Very high cycle fatigue – Is there a fatigue limit?”, Int. J.
Fatigue, 33, 49-58 (2011).
[6] S.E. Stanzl-Tschegg, Fatigue Crack Initiation, Propagation and Failure at Very-High Numbers
of Cycles, Giornata di studio IGF, Torino (2008).
[7] C. Bathias, P.C. Paris, Gigacycle Fatigue in Mechanical Practice, ed. CRC Press, 2005.
[8] T. Sakai, B. Lian, M. Takeda, K. Shiozawa, N. Oguma, Y. Ochi, M. Nakajima, T. Nakamura,
“Statistical duplex S-N characteristics of high carbon chromium bearing steel in rotating bending
in very high cycle regime”, Int. J. Fatigue, 32, 497-504 (2010).
[9] K. Shiozawa, L. Lu, S. Ishihara, “S-N curve characteristics and subsurface crack initiation
behaviour in ultra-long life fatigue of a high carbon-chromium bearing steel”, Fatigue Fract. Eng.
Mater. Struct., 24, 781-790 (2001).
[10] T. Sakai, Y. Sato, N. Oguma, “Characteristic S-N properties of high carbon-chromium bearing
steel under axial loading in long life fatigue”, Fatigue Fract. Eng. Mater. Struct., 25, 765-773
(2002).
[11] Y. Ochi, T. Matsumura, K. Masaki, S. Yoshida, “High cycle rotating bending fatigue property in
very long life regime of high strength steel”, Fatigue Fract. Eng. Mater. Struct., 25, 823-830
(2002).
[12] ASTM E 466 – 96 Reapproved 2002, Standard practice for conducting force controlled constant
amplitude axial fatigue tests of metallic materials, American Society for Testing and Materials,
Philadelphia, (2002).
[13] ASTM E 606 – 92 (Reapproved 1998), Standard Practice for Strain-Controlled Fatigue Testing,
American Society for Testing and Materials, Philadelphia, (1998).