Indirizzi per il progetto di una broccia
Il progetto di una broccia è un’operazione complessa, che richiede esperienza specifica; è comunque
indispensabile determinare e conoscere alcuni parametri, tra i quali i più importanti sono i seguenti:
1 - Conoscere il materiale da bocciare: in particolare la tipologia, la resistenza meccanica e la durezza
2 - Scegliere il materiale della broccia: Le brocce sono generalmente costruite in acciaio rapido (come HS
6-5-3) e superrapido (ad esempio HS 6-5-2-5), spesso trattati superficialmente con ricoperture TiN
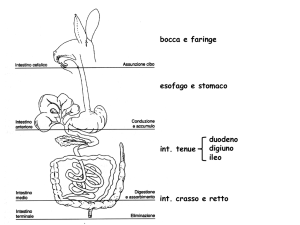
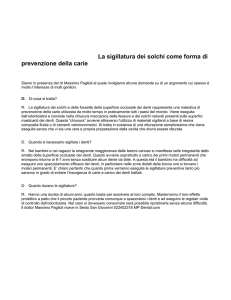
3 - Determinare il diametro del foro iniziale: questo è la dimensione più
piccola del profilo da ottenere: se il profilo è quello di figura, il diametro
del foro iniziale sarà quello indicato con D.
D
Spessore da
asportare
4 - Spessore di materiale da asportare: ricavabile dalle dimensioni
riportate a disegno:
D
Materiale da
asportare
Lo spigolo deve
sopportare l’azione
del materiale da
tagliare
D2
i
D1
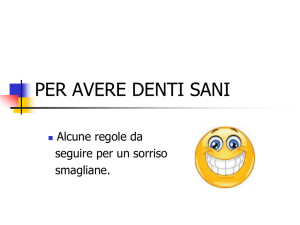
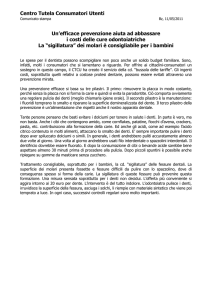
5 - Incremento dei denti: deve essere tale che il materiale in lavorazione
non comprometta lo spigolo tagliente.
L’incremento è quindi funzione sia del materiale in lavorazione sia del
materiale costituente la broccia.
Valori indicativi e consigliati per l’incremento sono riportati nella tab.
11.2 del libro di testo.
Incremento radiale i
Incremento diametrale id = 2 i
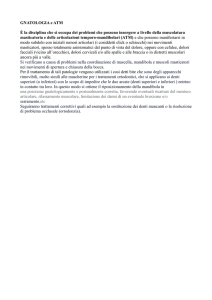
6 - Passo dei denti: il passo fra due denti successivi deve essere in
grado di creare un vano idoneo a contenere il volume di truciolo
asportato da un tagliente. È necessario inoltre che siano
costantemente in lavoro almeno 3 denti, sia per evitare eccessive
variazioni delle sollecitazioni, sia per dare una guida stabile alla
broccia in fase di lavoro
Per la valutazione del passo si fa generalmente ricorso a formule
empiriche quali ad esempio:
L
p
Nel vano deve
trovare posto il
truciolo distaccato
dal tagliente
p=k L
dove
k = 1,75 ÷ 1,8 per gli acciai
k = 1,7 per il bronzo
k = 1,6 per la ghisa
Se il foro da brocciare è molto corto è più conveniente lavorare più
pezzi contemporaneamente piuttosto che fare una broccia con passo
eccessivamente piccolo.
_______________________________________________________________________________________
A. Pandolfo, G. Degli Esposti
Tecnologie meccaniche di processo e di prodotto
2012 RCS RCS Libri S.p.A., Milano - Calderini
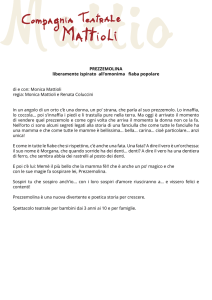
7 - Altezza del dente e profondità della gola: dal valore di questo
parametro dipende l’ampiezza della gola, la resistenza del dente e la
resistenza della broccia stessa. La profondità della gola dovrà essere
dimensionata in base al materiale lavorato. Generalmente più il
materiale è resistente e difficile da lavorare, meno profonda deve
essere la gola. In linea di massima si ha:
Per alluminio H = 0,5×p
Per ghisa dolce, bronzo, ottone H = 0,44×p
Per acciaio dolce e ghisa dura H =0,4×p
Per acciaio duro H =0,35÷0,4×p
8 - Numero di denti: il numero di denti
sgrossatori (con incremento) è dato da:
d di
N= f
id
avendo indicato con
N numero di denti con incremento
df diametro finale dei denti della broccia
di diametro iniziale dei denti della broccia
id incremento diametrale
La lunghezza di questo tratto sarà
pertanto:
L1 = N×p
A questo tratto si deve poi aggiungere la
lunghezza relativa ai denti finitori e dei
denti calibratori, che variano in funzione
della lunghezza del foro e dalla precisione
richiesta.
La tabella riportata a fianco dà un’idea del
numero di denti finitori e calibratori, in
funzione della lunghezza del foro e della
precisione di lavorazione.
Lunghezza del
foro [mm]
20
40
60
80
100
120
140
160
180
200
H
R
Numero denti
finitori
H7
H8
>H8
7
5
4
8
6
4
8
6
5
9
7
5
9
7
5
10
8
6
10
8
6
11
9
7
11
9
7
12
10
8
r
Numero
denti
calibratori
3
3
4
4
4
5
5
5
6
6
Tabella 1
Denti sgrossatori
Denti semifinitori
Denti finitori
Fc <
D
d
10 - Verifica di resistenza della broccia:
Stabilito il valore di H si può calcolare il
diametro del nucleo e verificare se è in
grado di sopportare lo sforzo di taglio.
Indicato con σ il carico di sicurezza del
materiale della broccia per resistere allo
sforzo di taglio (generalmente si assume
2
σ=200÷250 N/mm ), deve risultare:
H
9 - Numero delle brocce occorrenti: il
numero delle brocce occorrenti si
determina in funzione :
• della produzione richiesta e della
affilatura che è causa della variazione
del profilo e quindi della precisione
delle tolleranze richieste.
• della lunghezza finale della broccia.
Normalmente se la lunghezza della
fascia dentata supera il metro la
broccia viene costruita in due pezzi.
≠ d2
4
_______________________________________________________________________________________
A. Pandolfo, G. Degli Esposti
Tecnologie meccaniche di processo e di prodotto
2012 RCS RCS Libri S.p.A., Milano - Calderini
La forza necessaria per il taglio è data
dalla relazione (vedi unità 11):
Fc=Ks×i×b×n
Avendo indicato con n il numero massimo
di denti in lavorazione
Nel caso questa condizione non sia
soddisfatta, bisognerà o ridurre
l’incremento o aumentare il passo per
ridurre il numero di denti in presa.
n=5
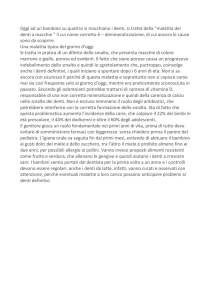
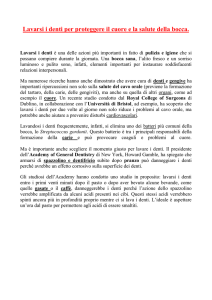
11 - Lunghezza totale della broccia
La lunghezza totale della broccia deve
comprendere, oltre il tratto attivo, anche
l’Imbocco e guida anteriore e la guida
posteriore
L’imbocco ha lo scopo di facilitare
l’introduzione del pezzo sulla guida
imbocco
iniziale.
La guida anteriore funziona anche come
elemento di sicurezza: infatti attraverso
Guida anteriore
Guida posteriore
essa possono passare solo pezzi con
diametro uguale o superiore al minimo
previsto, per evitare di sollecitare
eccessivamente il primo dente attivo.
Quest’ultimo deve avere un diametro
uguale o di qualche centesimo superiore a
quello della guida iniziale.
La guida posteriore serve per evitare che, quando i denti finitori escono dal pezzo, la broccia resti
libera con possibilità di deviare, si prevede un tratto finale di guida con diametro leggermente inferiore a
quello dei denti finitori. Se mancasse la guida finale si verificherebbero sul pezzo, sul lato di uscita, delle
irregolarità di diametro (sboccature).
_______________________________________________________________________________________
A. Pandolfo, G. Degli Esposti
Tecnologie meccaniche di processo e di prodotto
2012 RCS RCS Libri S.p.A., Milano - Calderini