AMGA - Azienda Multiservizi S.p.A. - Udine -
1. - PARTICOLARI COSTRUTTIVI
RETE FOGNARIA
- Particolari costruttivi e Specifiche Tecniche dei Materiali
LOTTO 2
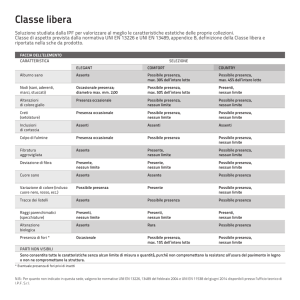
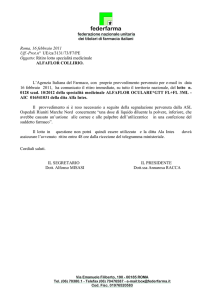
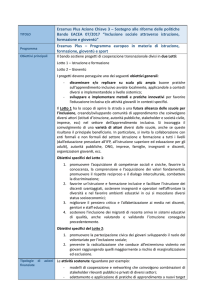
SEZIONE TRASVERSALE DI SCAVO PER FOGNATURA
AZIENDA
MULTISERVIZI
GEN_FOG_11
TUBI IN PVC
SpA
Particolare:
Eventuale casseratura metallica
di contenimento: sp. cm 20 per profondità di scavo <350 cm; per
profondità di scavo >350 cm sp. 35 cm
Ripristino pavimentazione con
"Binder" sp. finito minimo 8 cm
Ritombamento scavo con
Tubo di PVC rigido con giunto e anello
15
Profondità di scavo variabile
materiale arido idoneo
di tenuta di materiale elastomerico
10
Riempimento con sabbia
Variabile
N.B. Le misure sono indicate in centimetri
Larghezza convenzionale
di contabilizzazione dello scavo
Diametro
nominale (mm)
DRAWING BY
AUTOCAD2005
∅ 160
Senza casseratura
Con casseratura
Con casseratura
profondità < 1.50 m profondità < 3.50 m profondità > 3.50 m
0.65 m
1.05 m
1.35 m
∅ 200
0.70 m
1.10 m
1.40 m
∅ 250
0.75 m
1.15 m
1.45 m
∅ 315
0.80 m
1.20 m
1.50 m
∅ 355
0.85 m
1.25 m
1.55 m
∅ 400
0.90 m
1.30 m
1.60 m
∅ 450
0.95 m
1.35 m
1.65 m
∅ 500
1.00 m
1.40 m
1.70 m
∅ 630
1.15 m
1.55 m
1.85 m
AZIENDA
MULTISERVIZI
SpA
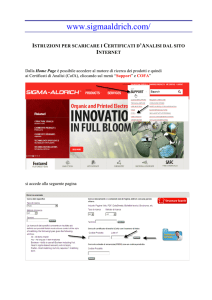
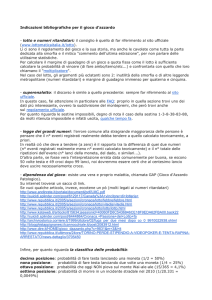
POZZETTO DI RACCOLTA IN SEDE STRADALE MUNITO
Particolare:
DI GRIGLIA DI PRESA IN CUNETTA E A BOCCA DI LUPO
GEN_FOG_23
A
PIANTA
A
A
Cordonata marciapiede
PVC De160mm UNI EN 1401
A
SEZIONE A-A
SEZIONE B-B
Ispezione pozzetto mediante
apertura a due ante
Cordonata marciapiede
Quota piano finito
70
Sifone
estraibile
Pendenza fondo 3
PVC De160mm
8
60
8
DRAWING BY
AUTOCAD2005
76
8
55
71
Pozzetto di presa stradale sifonato in
CLS (A.R.S.) vibrocompresso armato
N.B. Le misure sono indicate in centimetri
8
Particolare:
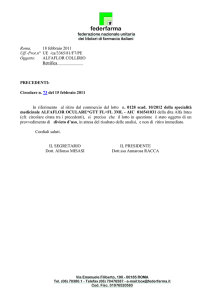
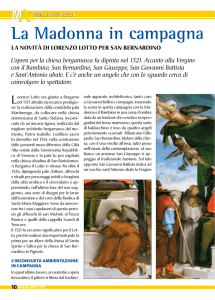
POZZETTO STRADALE D'ISPEZIONE IN CLS VIBRATO E ARMATO
AZIENDA
MULTISERVIZI
SpA
GEN_FOG_25
DIMENSIONI INTERNE: 80x100 cm - 100x120 cm - 150x150 cm
ASSONOMETRIA
Chusino in ghisa sferiodale
IN ESPLOSO
classe D400 UNI EN 124
Anello raggiungi
quota 6÷ 8cm
(A+2S)x(B+2S)
Sezione
H
soletta di riduzione
H
Strombo
H
Prolunga h varie
SEZIONE MANUFATTO
Sezione
POSATO IN OPERA
H
pozzetto
Trattamento interno con resine
S
epossidiche di tipo aromatico
sp. > 300 µm
S
B
Pianta
CLS Confezionato con cemento
pozzolanico,
classe 32,5 R, ARS alta resistenza
S
ai solfati con classe di resistenza
Rck >= 400kg/cm idonei a sopportare carichi statici e dinamici
di prima categoria.
²
PozzettI stradali d'ispezione
DRAWING BY
AUTOCAD2005
Descrizione elementi
A
B
S
H
cm.
cm.
cm.
cm.
Pozzetto
80
100
15
100
Pozzetto
100
120
15
100
Pozzetto
150
150
15
100
Prolunga
Prolunga
Prolunga
Prolunga
(A+2s)x(b+2s)
(A+2s)x(b+2s)
99
Soletta
(A+2s)x(b+2s)
20
Strombo
(A+2s)x(b+2s)
100
20
(A+2s)x(b+2s)
33
(A+2s)x(b+2s)
66
A
S
Particolare:
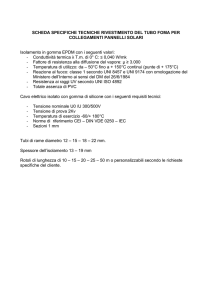
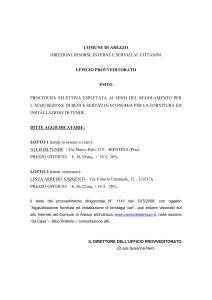
POZZETTO D'ISPEZIONE CIRCOLARE IN CLS VIBRATO E ARMATO
AZIENDA
MULTISERVIZI
SpA
GEN_FOG_27bis
TIPO "KOMPLET" 120 PER TUBAZIONI IN PVC
ASSONOMETRIA
IN ESPLOSO
Chusino in ghisa sferiodale
classe D400 UNI EN 124
Anello raggiungi
quota 6÷ 8cm
∅60cm
Riduzione
H
Particolare giunto
∅60cm
Malta cementizia
di ripartizione
Sigillo
H
Guarnizione
70
∅Int.
S
S
Prolunga
H
intermedia
Elemento di fondo con
guscio di rivestimento
con resine epossidiche
di tipo aromatico
sp. > 1000 µm
POSATO IN OPERA
∅Int.
S
interno in vetroresina o
SEZIONE MANUFATTO
S
Sezione
H
P. 1
pozzetto
P. 1
S
∅Est.
∅Est.
P. 1
P. 1
CLS Confezionato con cemento
pozzolanico,
classe 32,5 R, ARS alta resistenza
ai solfati con classe di resistenza
Rck >= 400kg/cm idonei a sopportare carichi statici e dinamici
di prima categoria.
²
S
Pozzetto circolare ∅120
DRAWING BY
AUTOCAD2005
Descrizione elementi
∅Int.
∅Est.
H
S
cm.
cm.
cm.
mm.
Pozzetto
120
160
50÷110
200
Prolunga intermedia
Prolunga intermedia
Prolunga intermedia
120
144
90
120
120
144
60
120
120
144
30
120
Riduzione
120/60
144
60
120
Sigillo
Guarnizione Ring-SG
120
144
20
-
-
120
-
-
∅Int.
S
Pianta
ESEMPIO COSTRUTTIVO MODALITA' DI ALLACCIAMENTO
AZIENDA
MULTISERVIZI
AL COLLETTORE STRADALE (SEZIONE CIRCOLARE)
SpA
Particolare:
GEN_FOG_14
Esempio costruttivo di allacciamento
al collettore stradale (sezione circolare)
Sede stradale
Tubazione in PVC UNI EN 140
serie SN4 SDR 41 UD con
Calcestruzzo Rck > 200
guarnizioni elastomeriche a labbro
a
tenz
Dall'u
Condotto circolare di
fognatura Comunale
Esempio costruttivo di allacciamento
al collettore stradale (sezione circolare con pozzetto cieco)
Sede stradale
Tubazione in PVC UNI EN 140
Torretta da
serie SN4 SDR 41 UD con
Calcestruzzo Rck > 200
guarnizioni elastomeriche a labbro
costruire
Dall'utenza
Condotto circolare di
DRAWING BY
AUTOCAD2005
fognatura Comunale
AMGA - Azienda Multiservizi S.p.A. - Udine -
2. - SPECIFICHE TECNICHE
DEI MATERIALI
- Particolari costruttivi e Specifiche Tecniche dei Materiali
LOTTO 2
SPECIFICA DI FORNITURA
TUBI E RELATIVI RACCORDI
LISCI IN PVC RIGIDO PER
CONDOTTE INTERRATE DI
SCARICO ACQUE CIVILI
INDICE
Pag.
1. OGGETTO E SCOPO………………………………………. 2
2. RIFERIMENTI TECNICI E LEGISLATIVI………………2
3. CARATTERISTICHE………………………………………. 2
4. MARCATURE E CERTIFICAZIONI……………………... 3
5. IMBALLAGGIO E MOVIMENTAZIONE……………….. 4
6. CONTROLLO IN ACCETTAZIONE………………………4
7. GARANZIE………………………………………………….. 5
CARTA DI CONTROLLO; ALLEGATO “A”……………….6
n. SPF-E.01.23
ED. C
pag. 1 di 6
SPECIFICA DI FORNITURA
1.
n. SPF-E.01.23
ED. C
pag. 2 di 6
OGGETTO E SCOPO
La presente specifica riguarda il complesso di tubi, raccordi, giunti di tenuta e relativi accessori, denominati
tubazioni, in materiale plastico rigido, utilizzati per la raccolta e l’allontanamento delle acque usate e meteoriche
nei sistemi fognari interrati.
Il presente documento, inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che caratterizzano i
materiali in questione.
2.
RIFERIMENTI TECNICI E LEGISLATIVI
I materiali della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme tecniche:
UNI EN 1401-1
(1998)
- Sistemi di tubazioni di materia plastica per fognature e scarichi
interrati non in pressione. Policloruro di vinile non plastificato
(PVC-U). Specificazioni per i tubi, i raccordi ed il sistema.
UNI 7448
(1975)
- Tubi in PVC rigido (non plastificato). Metodi di prova
UNI 7449
(1975)
- Raccordi e flange in PVC rigido (non plastificato). Metodi di
prova
UNI EN 681-1
(1997)
- Elementi finiti in elastomero. Requisiti dei materiali per giunti
di tenuta nelle tubazioni utilizzate per adduzione e scarico
dell’acqua. Gomma vulcanizzata
Decreto del Ministero dei Lavori Pubblici del 12 dicembre 1985. Norme tecniche relative alle tubazioni.
NOTA: i documenti sopracitati comprendono anche le eventuali varianti o rettifiche o errata-corrige relative.
3.
CARATTERISTICHE
3.1
Tubi
Tubi che presentano una configurazione rettilinea, cilindrica, liscia, raccordata a bicchiere ad un’estremità con
guarnizione elastomerica, aventi le seguenti caratteristiche:
- Codice dell’area di applicazione: UD;
- Dimensione nominale relativa al diametro esterno: DN 110-125-160-200-250-315-400-500-630;
- Rapporto dimensionale normalizzato: SDR 34;
- Rigidità anulare nominale: SN 8;
- Lunghezza utile: barre da 5 o 6 m;
- Materia prima: policloruro di vinile non plastificato con contenuto minimo di PVC 80%;
- Colore: marrone arancio RAL 8023.
SPECIFICA DI FORNITURA
3.2
n. SPF-E.01.23
ED. C
pag. 3 di 6
Raccordi
Raccordi in materiale termoplastico a base di policloruro di vinile non plastificato, con contenuto minimo di
PVC 85%, con diametri nominali come in 3.1, raccordati a bicchiere ad un’estremità con guarnizione
elastomerica, aventi le seguenti caratteristiche:
- Codice dell’area di applicazione: UD;
- Rapporto dimensionale normalizzato: SDR 34;
- Rigidità anulare nominale: SN 8;
- Colore: marrone arancio RAL 8023.
I raccordi oggetto della presente specifica sono principalmente i seguenti:
- curve a 15°, 30°, 45°, 87°30’;
- manicotti;
- aumenti;
- derivazioni;
- derivazioni ridotte;
- derivazioni a sella;
- tappi.
3.3
Guarnizione di tenuta elastomerica
Le guarnizioni di gomma, tipo NBR, devono essere adatte all’applicazione su tubazioni e raccordi le cui
caratteristiche sono descritte ai paragrafi 3.1 e 3.2, per acque di scarico fognarie e acqua piovana.
Le caratteristiche fisiche e meccaniche delle guarnizioni, devono essere conformi alla UNI EN 681-1 con
designazione WC.
4.
MARCATURE E CERTIFICAZIONI
4.1
Tubi e raccordi
Sulle tubazioni devono essere riportate, in modo leggibile, continuo e indelebile, almeno le seguenti marcature:
- il nome o marchio del fabbricante;
- il numero della norma di riferimento: EN 1401;
- il codice dell’area di applicazione: UD;
- il marchio IIP UNI (o altro marchio di equivalente Istituto);
- la dimensione nominale;
- l’identificativo dell’anno di produzione;
- nome o codice del luogo di produzione;
- il tipo di materiale: PVC;
- lo spessore minimo di parete o SDR 34;
- la rigidità anulare nominale: SN 8 (solo per i tubi);
- l’angolo nominale (solo per i raccordi).
NOTA: nel caso in cui non sia possibile realizzare la marcatura direttamente sui raccordi, è consentita la marcatura
mediante apposite etichette indelebili apposte in maniera solidale ai raccordi stessi.
SPECIFICA DI FORNITURA
4.2
n. SPF-E.01.23
ED. C
pag. 4 di 6
Guarnizioni
Ciascun elemento deve portare, apposte per fusione o altro modo indelebile le seguenti marcature:
- la dimensione nominale;
- l’identificazione del fabbricante;
- la designazione dell’applicazione (WC).
Qualora la marcatura non sia realizzabile direttamente, le guarnizioni devono essere raccolte in opportuni
imballaggi su cui sono riportate le indicazioni di cui sopra.
5.
IMBALLAGGIO E MOVIMENTAZIONE
5.1
Tubi
Le operazioni di movimentazione devono essere eseguite con mezzi ed attrezzature idonee al tipo e al diametro,
atte a:
- non deformare le estremità;
- evitare rotture;
- evitare danneggiamenti.
I tubi dovranno essere accatastati, durante il trasporto o immagazzinamento, in pile di dimensioni tali da non
provocare deformazioni meccaniche permanenti.
5.2
Raccordi
In relazione alle dimensioni, i raccordi devono essere convenientemente imballati o protetti durante le operazioni
d’immagazzinamento, movimentazione, trasporto e consegna, al fine di evitare:
- deformazioni;
- danneggiamenti;
- rotture.
5.3
Guarnizioni
Le guarnizioni devono essere convenientemente imballate e confezionate in modo che:
- non subiscano deterioramenti durante l’immagazzinamento ed il trasporto;
- non vengano a contatto con qualsiasi agente inquinante (fonti di calore o la diretta incidenza di radiazioni
solari);
- mantengano le condizioni rilassate, senza tensione, compressione o altra deformazione.
SPECIFICA DI FORNITURA
6.
CONTROLLO IN ACCETTAZIONE
6.1
Documentazione da fornire
n. SPF-E.01.23
ED. C
pag. 5 di 6
I prodotti oggetto della presente specifica, dovranno essere accompagnati dalla dichiarazione di conformità del
fornitore attestante la rispondenza degli stessi alla presente Specifica di Fornitura e alle norme tecniche indicate
al paragrafo 2.
6.2
Controlli in accettazione
Il controllo di accettazione sarà eseguito all’interno del lotto di consegna, indipendentemente dal diametro,
attuando un piano di campionamento secondo la norma UNI ISO 2859-1 di tipo SEMPLICE RIDOTTO I
(LQA = 0,65).
N.B.: per unità di prodotto s’intende un singolo tubo, raccordo, guarnizione.
I controlli e le verifiche a vista da eseguire sono riportate nella carta di controllo in allegato “A”.
7.
GARANZIE
7.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di richiedere la verifica della qualità dei
materiali acquistati e di eseguire le seguenti prove, o parte di loro, presso laboratori di fiducia:
a) verifiche dimensionali;
b) prove meccaniche e chimico-fisiche (resistenza all’urto, resistenza meccanica, resistenza alla pressione
interna, stabilità termica, ecc.);
c) prove e verifiche atte a dimostrare la conformità dei materiali all’uso cui sono destinati.
7.2
Il Committente si riserva il diritto di chiedere la sostituzione di ogni tubo, raccordo, giunto di tenuta, risultante
non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se il lotto di consegna è
stato precedentemente accettato con parere favorevole.
ALLEGATO “A”
SPF-E.01.23
ED. C
pag. 6 di 6
CARTA DI CONTROLLO
TUBAZIONI LISCIE IN PVC CON RELATIVI RACCORDI, ACCESSORI E GUARNIZIONI
______________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_____________________
QUANTITÀ DA VERIFICARE _____________________ LIVELLO DI ACCETTAZIONE __________________
QUANTITÀ CAMPIONI PRELEVATI ______________ LIVELLO DI RIFIUTO _________________________
RIF.
VERIFICA
1
Verifica presenza dichiarazione di conformità
2
Verifica presenza marcature di cui al paragrafo 4
3
Verifica superficie interna ed esterna liscia e
uniforme, esente da irregolarità e difetti
4
Verifica dimensioni e rettilineità
5
Verifica colorazione
6
GUARNIZIONI: verifica presenza marcature di cui al
paragrafo 4.2
7
GUARNIZIONI: assenza di screpolature e difetti
apparenti d’ogni tipo
Q.TA’
CONF.
Q.TA’
NON
CONF.
ANNOTAZIONI
8
LOTTO ACCETTATO
NOTE CONTROLLORE:
______________________________________________________________________________________________
______________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
______________________________________________________________________________________________
______________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
______________________________________________________________________________________________
______________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
n. SPF-E.01.35
ED. A
pag. 1 di 7
SPECIFICA DI FORNITURA
DISPOSITIVI DI CORONAMENTO
E DISPOSITIVI DI CHIUSURA
IN GHISA SFEROIDALE
PER SISTEMI FOGNARI
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................. 2
2
RIFERIMENTI TECNICI .......................................................... 2
3
REQUISITI TECNICI................................................................. 2
4
DOCUMENTAZIONE D’OFFERTA ........................................ 5
5
MARCATURE ............................................................................. 5
6
REQUISITI DI QUALITÀ.......................................................... 5
7
APPRONTAMENTO PER LA CONSEGNA............................ 6
8
GARANZIE .................................................................................. 6
CARTA DI CONTROLLO; ALLEGATO “A”................................. 7
PARTICOLARI COSTRUTTIVI; ALLEGATI DA 1 A 6
SPECIFICA DI FORNITURA
1
n. SPF-E.01.35
ED. A
pag. 2 di 7
OGGETTO E SCOPO
La presente specifica definisce le caratteristiche tecniche dei dispositivi di coronamento e di chiusura (di
seguito definiti chiusini), in ghisa sferoidale, costituiti da un telaio e da un coperchio e/o una griglia, utilizzati
per la chiusura, la ispezione e il deflusso dell’acqua di scorrimento nei sistemi fognari.
I prodotti oggetto della presente specifica sono i seguenti:
-
chiusino d’ispezione circolare;
-
chiusino d’ispezione quadrato;
-
chiusino con griglia concava quadrata;
-
chiusino con griglia piana rettangolare;
-
chiusino con griglia piana quadrata.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti costruttivi e di prova che sono
caratteristici dei prodotti in questione.
2
RIFERIMENTI TECNICI
I prodotti oggetto della presente specifica, deve rispondere alle prescrizioni delle seguenti norme tecniche:
UNI EN 124 (1995)
Dispositivi di coronamento e di chiusura per zone di circolazione utilizzate da pedoni
e da veicoli. Principi di costruzione, prove di tipo, marcatura, controllo di qualità.
UNI EN 1563 (1998)
Fonderia - Getti di ghisa a grafite sferoidale.
UNI ISO 8062 (1989)
Getti. Sistemi di tolleranze dimensionali.
UNI 7601 (1984)
Getti di ghisa a grafite sferoidale colati in sabbia o terra. Scostamenti per quote senza
indicazione di tolleranza e sovrammetalli.
NOTA: i documenti sopracitati comprendono anche le relative varianti o rettifiche o errata-corrige.
3
REQUISITI TECNICI
3.1
MATERIALE E FINITURA
I prodotti oggetto della presente specifica devono essere realizzati in ghisa a grafite sferoidale di qualità 500-7,
rivestiti internamente ed esternamente da una applicazione di vernice protettiva, di colore nero, non tossica e
non inquinante.
3.2
DIMENSIONI E TOLLERANZE
Le dimensioni ed i particolari costruttivi dei prodotti oggetto della presente specifica sono descritti nei
paragrafi seguenti e riportati negli allegati da 1 a 6.
Forma, scritte, dimensioni di passaggio, ed altezza dei telai, si ritengono vincolanti; ogni altra indicazione,
compresi gli spessori è libera.
3.2.1
Tolleranze
Il grado di precisione delle tolleranze dimensionali per le quote indicate nei particolari costruttivi allegati deve
essere del tipo P; del tipo M invece per le rimanenti dimensioni non indicate.
SPECIFICA DI FORNITURA
3.3
n. SPF-E.01.35
ED. A
pag. 3 di 7
CHIUSINO D’ISPEZIONE CIRCOLARE
-
-
Costituzione: coperchio di forma circolare, estraibile in posizione aperto, senza aperture di aerazione, con
superficie piana antisdrucciolo, completo di telaio a sagoma circolare o quadrata (dato da definire in fase
d’ordine), con fori e/o asole di fissaggio per migliorare la presa nella malta cementizia, munito di
guarnizione continua di tenuta agli odori e antibasculamento alloggiata su apposita sede;
apertura del coperchio con articolazione fino a 130° (in tale posizione il coperchio deve rimanere
bloccato);
luogo di impiego: carreggiate di strade per tutti i veicoli stradali;
classe:
D 400;
-
carico di prova:
≥ 400 kN;
-
gioco totale:
≤ 9mm.
-
I suddetti chiusini devono essere dotati di:
- adeguati anelli, occhielli, o altro, per consentire il sollevamento e la movimentazione;
- cavità cieche per la manovra del coperchio.
Nota: per le dimensioni del coperchio e del telaio, e per i particolari costruttivi, si faccia riferimento ai disegni
riportati in allegato 1e 2.
3.3.1
Lavorazioni
La superficie esterna del coperchio dovrà essere personalizzata con la scritta in sovraimpressione (ottenuta per
fusione) FOGNATURA.
L’altezza della scritta deve risultare a livello con i rilievi della superficie antisdrucciolo.
3.4
CHIUSINO D’ISPEZIONE QUADRATO
-
Costituzione: coperchio mobile di forma quadrata, senza aperture di aerazione, con superficie piana
antisdrucciolo, completo di telaio a base piana, con fori e/o asole di fissaggio o bordo esterno sagomato
per migliorare la presa nella malta cementizia;
-
Luogo di impiego:
marciapiedi;
-
Classe:
C 250;
-
Carico di prova:
≥ 250 kN;
-
Gioco totale:
≤ 9mm.
I suddetti chiusini devono essere dotati di cavità cieche per la manovra del coperchio.
Nota: per le dimensioni del coperchio e del telaio, e per i particolari costruttivi, si faccia riferimento al
disegno riportato in allegato 3.
3.5
CHIUSINO CON GRIGLIA CONCAVA QUADRATA
-
Costituzione: griglia concava a forma quadrata, mobile, con barre dritte, con rilievi antisdrucciolo,
completa di telaio, a base piana, provvisto di fori e/o asole di fissaggio o bordo esterno sagomato per
migliorare la presa nella malta cementizia;
-
Luogo di impiego:
zone di scolo lungo i marciapiedi;
-
Fessure:
devono essere distribuite in maniera uniforme sulla sezione netta;
-
Superficie di deflusso: non deve essere minore del 30% della superficie libera;
-
Classe:
C 250;
-
Carico di prova:
≥ 250 kN;
-
Gioco totale:
≤ 9mm.
Nota: per le dimensioni della griglia e del telaio, e per i particolari costruttivi, si faccia riferimento al disegno
riportato in allegato 4.
SPECIFICA DI FORNITURA
3.6
n. SPF-E.01.35
ED. A
pag. 4 di 7
CHIUSINO CON GRIGLIA PIANA RETTANGOLARE
-
Costituzione: griglia mobile a forma rettangolare, con rilievi antisdrucciolo, con barre a profilo ondulato
antintasamento e ad alta capacità di assorbimento, completa di telaio sagomato per migliorare la presa
nella malta cementizia;
-
Luogo di impiego:
zone di scolo lungo i marciapiedi;
-
Fessure:
devono essere distribuite in maniera uniforme sulla sezione netta;
-
Superficie di deflusso: non deve essere minore del 30% della superficie libera;
-
Classe:
C 250;
-
Carico di prova:
≥ 250 kN;
-
Gioco totale:
≤ 7mm.
Nota: per le dimensioni della griglia e del telaio, e per i particolari costruttivi, si faccia riferimento al disegno
riportato in allegato 5.
3.7
CHIUSINO CON GRIGLIA PIANA QUADRATA
-
Costituzione: griglia mobile a forma quadrata, con rilievi antisdrucciolo, completa di telaio a base piana,
provvisto di fori e/o asole di fissaggio o bordo esterno sagomato per migliorare la presa nella malta
cementizia;
-
Luogo di impiego:
zone di scolo lungo i marciapiedi;
-
Fessure:
devono essere distribuite in maniera uniforme sulla sezione netta;
-
Superficie di deflusso: non deve essere minore del 30% della superficie libera;
-
Classe:
C 250;
-
Carico di prova:
≥ 250 kN;
-
Gioco totale:
≤ 9mm.
Nota: per le dimensioni della griglia e del telaio, e per i particolari costruttivi, si faccia riferimento al disegno
riportato in allegato 6.
3.8
SEDI
Le sedi di appoggio del coperchio e/o della griglia dei suddetti chiusini, devono presentare le superfici di
contatto in maniera tale da evitare ogni possibilità di basculamento.
3.9
FISSAGGIO DEL COPERCHIO O DELLA GRIGLIA AL TELAIO
Il coperchio o la griglia devono essere ben fissati al telaio allo scopo di soddisfare le condizioni del traffico
corrispondenti al luogo di impiego predefinito; il sistema di bloccaggio deve essere privo di elementi
meccanici quali, ad esempio, viti e/o bulloni.
L’apertura deve essere possibile con dei normali arnesi.
3.10
POSIZIONAMENTO DEI COPERCHI E DELLE GRIGLIE
Nei casi in cui il coperchio oppure la griglia debbano trovarsi in una posizione predeterminata rispetto al
telaio, il riferimento corrispondente (indelebile e duraturo) deve essere riportato sul telaio, sul coperchio e
sulla griglia.
SPECIFICA DI FORNITURA
4
n. SPF-E.01.35
ED. A
pag. 5 di 7
DOCUMENTAZIONE D’OFFERTA
Alla presentazione dell’offerta dovrà essere fornito catalogo o scheda tecnica riportante, almeno, il disegno
dei chiusini completo delle indicazioni dimensionali, del peso, delle lavorazioni, delle finiture, del valore della
superficie di deflusso (per le griglie), delle marcature richieste e delle istruzioni per l’installazione.
5
MARCATURE
Tutti i coperchi, le griglie ed i telai devono riportare le seguenti marcature ottenute per fusione:
a)
il riferimento alla norma EN 124;
b) la classe appropriata;
c)
il nome e/o sigla del fabbricante;
d) un riferimento (codice o numero o data) del lotto di produzione. Tale dato deve essere univoco e diverso
da lotto a lotto;
e)
il marchio di un ente di certificazione indipendente.
L’altezza delle marcature deve risultare a livello con i rilievi della superficie antisdrucciolo.
Nota: per ragioni di ingombro, le marcature suindicate relative ai punti c), d), e) possono essere riportate sotto
il coperchio o sotto la griglia.
6
REQUISITI DI QUALITÀ
6.1
PROVE E VERIFICHE DI COLLAUDO
Al termine del processo produttivo, il costruttore dovrà eseguire, a sua cura e spese, il collaudo del lotto di
produzione ed il collaudo del lotto di consegna, con le modalità di seguito indicate, rilasciando al termine
degli stessi i rapporti di collaudo favorevoli relativi:
6.1.1
Collaudo lotto di produzione
Su tre unità prelevate a campione dal lotto di produzione, dovrà essere eseguita la prova di carico, secondo le
prescrizioni indicate nel paragrafo 8 della norma UNI EN 124.
Se durante il controllo un esemplare si rileva non conforme, devono essere sottoposte a prova altre 3 unità. Se
uno di detti esemplari risulta non conforme, il lotto di produzione deve essere scartato.
6.1.2
Collaudo lotto di consegna
Il controllo qualità sul lotto di consegna deve essere eseguito attuando un piano di campionamento, secondo
UNI ISO 2859, di tipo SEMPLICE ORDINARIO LIVELLO II, LQA pari a 0.65.
Sulle unità prelevate a campione dovranno essere eseguite le seguenti prove e verifiche:
a.
b.
c.
d.
esame a vista;
verifica dimensionale;
verifica del peso;
verifica accoppiamento tra telaio e coperchio e/o griglia (assenza di traballamenti).
Durante il collaudo non sono ammesse rilavorazioni dei dispositivi di chiusura.
Non potranno essere consegnati lotti di materiale, che non abbiano superato le prove e verifiche sopra
indicate.
Il lotto di consegna può essere formato da diversi lotti di produzione.
I rapporti di collaudo, sia di produzione che di consegna, dovranno fare riferimento all’identificativo di lotto
di produzione (vedi paragrafo 5), devono accompagnare il lotto in consegna ed essere forniti congiuntamente
al materiale.
SPECIFICA DI FORNITURA
6.2
n. SPF-E.01.35
ED. A
pag. 6 di 7
CONTROLLO IN ACCETTAZIONE
Il controllo in accettazione sarà eseguito all’interno del lotto di consegna attuando un piano di
campionamento, secondo UNI ISO 2859, di tipo SEMPLICE RIDOTTO LIVELLO I, LQA pari a 0,65.
Alla ricezione dei prodotti oggetto della presente specifica, si attueranno i controlli dimensionali e le verifiche
a vista riportati nella carta di controllo in allegato “A”.
6.3
DOCUMENTAZIONE DA FORNIRE
Il fornitore dovrà fornire dichiarazione o certificato di prova della rispondenza alla presente specifica della
qualità della ghisa sferoidale utilizzata.
7
APPRONTAMENTO PER LA CONSEGNA
I prodotti oggetto della presente specifica devono essere consegnati su pallet in legno normalizzati, in quantità
tale da non superare il peso di 100 kg, ed adeguatamente fermati.
Tali prodotti devono essere assemblati, con il coperchio e/o griglia alloggiato nel relativo telaio.
8
GARANZIE
8.1
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se
il lotto di consegna è stato precedentemente accettato con parere favorevole.
n. SPF-E.01.35
ED. A
pag. 7 di 7
CARTA DI CONTROLLO
CARTA DI CONTROLLO; ALLEGATO “A”
CHIUSINI IN GHISA SFEROIDALE PER SISTEMI FOGNARI
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
Q.TA’
CONF.
RIF. VERIFICA
1
Verifica rapporti di collaudo relativi al lotto di produzione ed al
lotto di consegna
2
Verifica documentazione di cui al punto 6.3
3
Esame a vista dell’integrità del prodotto compresa la presenza
della scritta “FOGNATURA” (se prevista) e delle marcature
4
Verifica accoppiamento ed assenza basculamento tra telaio e
coperchio e/o griglia
5
Verifica presenza guarnizione (solo per chiusino del paragrafo 3.3)
6
Controllo dimensionale: fare riferimento alla documentazione
trasmessa dal fornitore; tolleranza ± 4 mm (± 6 mm per le quote ≥
a 400 mm)
7
Controllo peso (fare riferimento ai documenti del fornitore,
tolleranza +/- 5 %)
Q.TA’
NON
CONF.
ANNOTAZIONI
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
AMGA - Azienda Multiservizi S.p.A. - Udine -
3. - PARTICOLARI COSTRUTTIVI
RETE ACQUA
- Particolari costruttivi e Specifiche Tecniche dei Materiali
LOTTO 2
AMGA - Azienda Multiservizi S.p.A. - Udine -
4. - SPECIFICHE TECNICHE
DEI MATERIALI
- Particolari costruttivi e Specifiche Tecniche dei Materiali
LOTTO 2
n. SPF.01.25
ED. C
SPECIFICA DI FORNITURA
TUBI, RACCORDI ED ACCESSORI DI
GHISA SFEROIDALE PER CONDOTTE
DI TRASPORTO E DISTRIBUZIONE
DI ACQUA IN PRESSIONE
INDICE
Pag.
1
OGGETTO E SCOPO................................................................. 2
2
RIFERIMENTI TECNICI E LEGISLATIVI ........................... 2
3
CARATTERISTICHE ................................................................ 3
4
MARCATURE E CERTIFICAZIONI ...................................... 4
5
IMBALLAGGIO E MOVIMENTAZIONE .............................. 4
6
CONTROLLO IN ACCETTAZIONE....................................... 5
7
DOCUMENTAZIONE DA FORNIRE ...................................... 5
8
GARANZIE.................................................................................. 5
CARTA DI CONTROLLO; ALLEGATO “A” ................................. 6
CARTA DI CONTROLLO; ALLEGATO “B” ................................. 7
CARTA DI CONTROLLO; ALLEGATO “C” ................................. 8
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 8
SPECIFICA DI FORNITURA
1
n. SPF.01.25
ED. C
OGGETTO E SCOPO
La presente specifica riguarda i tubi e raccordi di ghisa sferoidale ed il relativo sistema di giunzione, destinati
alla costruzione, modifica e manutenzione di condotte per il trasporto e la distribuzione di acqua potabile in
pressione.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che sono
caratteristici dei materiali in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I materiali della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme tecniche e
legislative:
UNI EN 545
UNI ISO 4179
(1995)
(1987)
-
-
Tubi, raccordi ed accessori di ghisa sferoidale e loro assemblaggi per condotte
d’acqua. Prescrizioni e metodi di prova.
Tubi di ghisa sferoidale per condotte con e senza pressione. Rivestimento
interno di malta cementizia centrifugata.
UNI ISO 6600
(1982)
-
Tubi di ghisa sferoidale.
Rivestimento interno di malta cementizia
centrifugata. Controlli di composizione della malta subito dopo l’applicazione.
UNI ISO 8179
(1986)
-
Tubi di ghisa sferoidale. Rivestimento esterno di zinco.
UNI EN 681-1
(1997)
-
Elementi di tenuta in elastometro. Requisiti dei materiali per giunti di tenuta
nelle tubazioni utilizzate per l’adduzione e scarico dell’acqua.
Gomma vulcanizzata.
UNI ISO 2859/1
(1993)
-
Procedimenti di campionamento nel collaudo per attributi. Piani di
campionamento indicizzati secondo il livello di qualità accettabile (AQL) per
un collaudo lotto per lotto.
C.M.M.S. n.102 DD 2.12.78 - Disciplina igienica concernente le materie plastiche e gomme per tubazioni ed
accessori destinati a venire in contatto con acqua potabile e da potabilizzare.
Decreto del Ministero dei Lavori Pubblici del 12 dicembre 1985. Norme tecniche relative alle tubazioni.
NOTA: i documenti sopracitati comprendono anche le eventuali varianti o rettifiche o errata-corrige relative.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 8
SPECIFICA DI FORNITURA
3
CARATTERISTICHE
3.1
TUBI
n. SPF.01.25
ED. C
Tubi in ghisa sferoidale centrifugati con giunto a bicchiere ed estremità liscia, aventi le seguenti
caratteristiche:
- Diametro nominale: DN60, DN80, DN100, DN150, DN200, DN250, DN300, DN350, DN400, DN450,
DN500, DN600;
- Pressione di funzionamento ammissibile (PFA) =10 bar;
- Lunghezza normale: 6 m;
- Spessore di parete: K9;
- Rivestimento esterno: strato protettivo di zinco ricoperto da strato di finitura in vernice bituminosa o resina
sintetica;
- Rivestimento interno: strato di malta cementizia.
I tubi forniti devono essere comprensivi dei rispettivi sistemi di giunzione.
3.2
RACCORDI
Raccordi in ghisa sferoidale, idonei per condotte di acqua potabile, rivestiti internamente ed esternamente con
uno strato di vernice bituminosa o resina sintetica, aventi diametri nominali e caratteristiche come in 3.1.
I raccordi oggetto della presente specifica sono principalmente i seguenti:
- Giunzione con flangia e bicchiere;
- Giunzione con flangia;
- Manicotto;
- Curva a 90° (1/4) a doppio bicchiere;
- Curva a 45° (1/8) a doppio bicchiere;
- Curva a 22° 30’ (1/16) a doppio bicchiere;
- Curva a 11° 15’ (1/32) a doppio bicchiere;
- Ti con diramazione a bicchiere o flangia;
- Riduzione con bicchieri o flange;
- Flangia cieca.
I raccordi forniti (flange escluse) devono essere comprensivi dei rispettivi sistemi di giunzione.
3.3
SISTEMA DI GIUNZIONE
Il sistema di giunzione deve essere a giunto elastico, tipo rapido, adatto all’applicazione su tubi e raccordi le
cui caratteristiche sono descritte ai paragrafi 3.1 e 3.2.
Il sistema di giunzione comprende l’elemento di tenuta (guarnizione) le cui caratteristiche sono descritte al
paragrafo 3.3.1.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 8
SPECIFICA DI FORNITURA
3.3.1
n. SPF.01.25
ED. C
Guarnizione
La guarnizione di tenuta dev’essere ad anello in gomma idonea per condotta di acqua potabile fredda ed
essere adatta all’applicazione per tubi e raccordi, le cui caratteristiche sono descritte ai paragrafi 3.1, 3.2 e
3.3.
4
MARCATURE E CERTIFICAZIONI
4.1
TUBI E RACCORDI
Devono almeno portare, apposte per fusione o altro modo indelebile, le seguenti marcature;
- l’identificazione del fabbricante;
- il diametro nominale (DN);
- la designazione della ghisa sferoidale;
- l’identificativo dell’anno di fabbricazione;
- il riferimento alla norma UNI EN 545.
4.2
GUARNIZIONI
Devono almeno portare, apposte per fusione o altro modo indelebile, le seguenti marcature:
- l’identificazione del fabbricante;
- la dimensione nominale;
- la designazione dell’applicazione (WA);
- l’anno di fabbricazione.
Nel caso in cui la marcatura non sia realizzabile direttamente, le guarnizioni devono essere raccolte in
opportuni imballaggi su cui sono riportate le indicazioni di cui sopra.
5
IMBALLAGGIO E MOVIMENTAZIONE
5.1
TUBI
Le operazioni di movimentazione devono essere eseguite con mezzi ed attrezzature idonee al tipo e al
diametro dei tubi, atte a:
- evitare lesioni e incrinature;
- evitare rotture o deformazioni;
- evitare danneggiamenti ai materiali costituenti le tubazioni ed ai loro rivestimenti interno ed esterno.
I tubi devono essere accatastati, durante il trasporto o immagazzinamento, in pile di dimensioni tali da non
provocare deformazioni meccaniche in modo particolare agli strati inferiori; i tubi accatastati dovranno essere
opportunamente bloccati per evitare rotolamenti incontrollati.
La base delle cataste dovrà poggiare su predisposto letto di appoggio.
5.2
RACCORDI
I raccordi, in relazione alle dimensioni, devono essere convenientemente imballati o protetti durante le
operazioni di immagazzinamento, movimentazione, trasporto e consegna, al fine di evitare danneggiamenti o
deformazioni.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 8
SPECIFICA DI FORNITURA
5.3
n. SPF.01.25
ED. C
GUARNIZIONI
Le guarnizioni devono essere convenientemente imballate e confezionate in modo che:
- non subiscano deterioramenti durante l’immagazzinamento ed il trasporto;
- non vengano a contatto con qualsiasi agente inquinante (fonti di calore o la diretta incidenza di radiazioni
solari);
- mantengano le condizioni rilassate, senza tensione, compressione o altra deformazione.
6
CONTROLLO IN ACCETTAZIONE
Il collaudo ed il controllo in accettazione sono eseguiti all’interno del lotto di consegna per raggruppamenti
di materiali omogenei indipendentemente dalla dimensione e figura (lotto di tubi, lotto di raccordi, lotto di
guarnizioni) attuando un piano di campionamento, secondo UNI ISO 2859/1, di tipo SEMPLICE RIDOTTO
LIVELLO I, LQA pari a 0,65.
7
DOCUMENTAZIONE DA FORNIRE
a)
la dichiarazione di conformità del costruttore che il materiale consegnato è conforme alla presente
Specifica di Fornitura e alle norme tecniche e legislative di cui al paragrafo 2.
b) catalogo o scheda tecnica riportanti almeno, le dimensioni, il tipo di giunto, il peso, le istruzioni di
assemblaggio e montaggio e le istruzioni di posa e ricopertura.
c) Dichiarazione di idoneità del prodotto finito all’impiego con acqua destinata al consumo umano.
Alla ricezione dei materiali, per ogni raggruppamento di materiali omogenei, si attueranno i controlli
dimensionali e le verifiche secondo le disposizioni riportate nelle carte di controllo allegate alla presente
specifica.
8
GARANZIE
8.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le prove sottoriportate, o
parte di esse, presso laboratori di fiducia:
a. verifiche dimensionali dei tubi, raccordi, accessori e guarnizioni (p.e. spessore di parete, diametro esterno,
diametro interno e lunghezza);
b. verifica di rettilineità dei tubi;
c. prove meccaniche (trazione e durezza Brinell);
d. prove di tenuta idraulica (tubi e raccordi);
e. verifica della massa del rivestimento di zinco e dello spessore del rivestimento di vernice;
f. verifica dello spessore del rivestimento di malta cementizia;
g. verifica della migrazione globale per le guarnizioni ed il rivestimento interno dei raccordi.
8.2
Il Commitente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 8
CARTA DI CONTROLLO
n. SPF.01.25
ED. C
CARTA DI CONTROLLO; ALLEGATO “A”
TUBI IN GHISA SFEROIDALE PER ACQUA
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
verifica documentazione di cui al paragrafo 7
2
controllo dimensionale
3
assenza di ammaccature ed abrasioni
4
integrità del rivestimento di finitura esterno
5
integrità dello strato di malta cementizia
6
presenza delle marcature di cui al paragrafo 4
7
verifica presenza guarnizioni per giunzione
Q.TA’
NON
CONF.
ANNOTAZIONI
8
9
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 8
n. SPF.01.25
ED. C
CARTA DI CONTROLLO
CARTA DI CONTROLLO; ALLEGATO “B”
RACCORDI IN GHISA SFEROIDALE PER ACQUA
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
Q.TA’
CONF.
RIF. VERIFICA
1
verifica dichiarazione di cui al paragrafo 6.1
2
assenza di ammaccature ed abrasioni
3
integrità del rivestimento di finitura esterno
4
integrità del rivestimento di finitura interno
5
verifica completezza del sistema di giunzione (fare riferimento al
catalogo del fornitore)
6
presenza delle marcature di cui al paragrafo 4
Q.TA’
NON
CONF.
ANNOTAZIONI
7
8
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 8
CARTA DI CONTROLLO
n. SPF.01.25
ED. C
CARTA DI CONTROLLO; ALLEGATO “C”
GUARNIZIONI DI TENUTA IN GOMMA PER ACQUA
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
verifica dichiarazione di cui al paragrafo 6.1
2
verifica presenza marcature di cui al paragrafo 4
3
assenza di screpolature e difetti apparenti di ogni tipo
4
presenza delle condizioni originali di forma
Q.TA’
NON
CONF.
ANNOTAZIONI
5
6
7
8
9
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 8 di 8
n. SPF.01.40
ED. D
SPECIFICA DI FORNITURA
E COLLAUDO
TUBI DI POLIETILENE
PER CONDOTTE IN PRESSIONE
PER LA DISTRIBUZIONE DI ACQUA
INDICE
Pag.
1
OGGETTO E SCOPO................................................................. 2
2
RIFERIMENTI TECNICI E LEGISLATIVI ........................... 2
3
CARATTERISTICHE ................................................................ 3
4
DOCUMENTAZIONE DA FORNIRE ...................................... 4
5
MARCATURA ............................................................................. 5
6
IMBALLAGGIO E MOVIMENTAZIONE .............................. 5
7
COLLAUDO E CONTROLLO IN ACCETTAZIONE ........... 6
8
GARANZIE .................................................................................. 6
CARTA DI CONTROLLO; ALLEGATO “A” ................................. 7
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 8
SPECIFICA DI FORNITURA
1
n. SPF.01.40
ED. D
OGGETTO E SCOPO
La presente specifica riguarda i tubi di polietilene ed il relativo sistema di giunzione, destinati alla costruzione,
modifica e manutenzione di condotte interrate per la distribuzione di acqua potabile in pressione.
Il presente documento ha lo scopo di fissare i principali requisiti tecnici e di prova che sono caratteristici dei
prodotti in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I prodotti della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme tecniche e
legislative:
UNI EN 12201-1: 2012
Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Generalità.
UNI EN 12201-2: 2012
Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Tubi.
UNI EN 12201-3: 2012
Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Raccordi.
UNI EN 12201-4: 2012
Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Valvole.
UNI EN 12201-5: 2012
Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Parte 5: Idoneità allo scopo del sistema.
UNI CEN/TS 12201-7: 2004 Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Parte 7: Guida per la valutazione della conformità.
UNI ISO 2859-1: 2007
Procedimenti di campionamento nell'ispezione per attributi - Parte 1: Schemi di
campionamento indicizzati secondo il limite di qualità accettabile (AQL) nelle
ispezioni lotto per lotto.
UNI ISO 2859-10: 2007
Procedimenti di campionamento nell'ispezione per attributi - Parte 10:
Introduzione alla serie di norme ISO 2859 per il campionamento nell'ispezione
per attributi.
UNI 7616: 1976 + A90:1979 Raccordi di polietilene ad alta densità per condotte di fluidi in pressione. Metodi
di prova.
UNI EN 681-1:2006
Elementi di tenuta in elastomero - Requisiti dei materiali per giunti di tenuta
nelle tubazioni utilizzate per adduzione e scarico dell'acqua - Parte 1: Gomma
vulcanizzata.
UNI EN 681-2:2005
Elementi di tenuta in elastomero - Requisiti dei materiali per giunti di tenuta
nelle tubazioni utilizzate per adduzione e scarico dell'acqua - Parte 2: Elastomeri
Termoplastici.
D.M. 12.12.1985
Norme tecniche relative alle tubazioni.
D.M. 06.04.2004, n. 174
Regolamento concernente i materiali e gli oggetti che possono essere utilizzati
negli impianti fissi di captazione, trattamento, adduzione e distribuzione delle
acque destinate al consumo umano.
MCA.01.06
Tubi di polietilene. Modalità di controllo in accettazione.
I collaudi oltre ad essere in accordo con le presenti Specifiche Tecniche dovranno essere eseguiti secondo
quanto previsto dalla serie di Norme UNI ISO 2859 del 2007 “Procedimenti di campionamento nell'ispezione
per attributi”.
NOTA: i documenti sopraccitati comprendono anche le eventuali varianti, rettifiche, errata-corrige relative o
successive modificazioni ed integrazioni.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 8
SPECIFICA DI FORNITURA
n. SPF.01.40
ED. D
3
CARATTERISTICHE
3.1
CARATTERISTICHE GENERALI
Tubi di sezione circolare, fabbricati con resine derivate dalla polimerizzazione dell’etilene, opportunamente
stabilizzate con prodotto schermante uniformemente disperso nella massa granulare, conformi alla norma UNI
EN 120201-2:2012 ed ai requisiti del D.M. 06.04.2004 n. 174, costituiti da materiali aventi le caratteristiche di
seguito indicate.
3.2
QUALITÀ
La produzione dei tubi deve seguire processi di gestione della qualità documentata e certificata in conformità
alla norma UNI EN ISO 9001 rilasciata da un organismo di certificazione accreditato ai sensi della serie di
norme UNI CEI EN 45000 e/o ISO/IEC 17000.
3.3
3.4
CARATTERISTICHE DI BASE DEL POLIETILENE
- Polietilene vergine ad alta densità esente da rigenerati anche se selezionati, conforme alla norma UNI EN
12201-1:2012, del tipo omologato dall’Istituto Italiano dei Plastici (IIP) ⊗ specificatamente per l’impiego
nella fabbricazione di tubi per acquedotti.
-
Gli additivi utilizzati devono essere uniformemente dispersi, il contenuto di nero di carbonio deve essere
utilizzato solamente per la composizione nera, in quantità da 2 a 2,5 % in massa.
-
Per i tubi neri con strisce blu d'identificazione, la composizione usata per le strisce deve essere fabbricata
con polimero PE di base identico a quello del tubo.
CARATTERISTICHE DEI TUBI
I tubi forniti devono avere le sotto elencate caratteristiche:
-
SDR 11 (Serie S 5);
-
Denominazione del materiale: PE 100;
-
Resistenza Minima Richiesta del materiale: MRS 10;
-
Pressione nominale (bar): PN 16;
-
Diametro esterno nominale: da DN/OD 32 a 630;
-
Lunghezza:
barre - da 5 m a 12 m o di lunghezza superiore se preventivamente concordato;
rotoli - minima da 50 m, massima 100 m;
la fornitura di tubazioni in rotolo è consentita fino al DN/OD 63 massimo;
-
Colore:
blu o nero con strisce blu d'identificazione;
-
Aspetto:
le superfici interne ed esterne dei tubi devono essere lisce, pulite ed esenti da rigature,
cavità ed altri difetti superficiali;
-
Estremità dei tubi:
devono essere tagliate nettamente e perpendicolarmente all'asse del tubo e dotate di
tappi di protezione;
-
Compatibilità alla saldatura: devono essere idonei alla corretta saldatura con i raccordi, le cui caratteristiche
sono conformi ai requisiti indicati nelle norme UNI EN 12201-3:2012.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 8
SPECIFICA DI FORNITURA
n. SPF.01.40
ED. D
3.5
CARATTERISTICHE MECCANICHE E FISICHE
I tubi forniti devono presentare le caratteristiche meccaniche relativamente a: resistenza alla pressione
idrostatica, allungamento alla rottura, resistenza alla propagazione lenta e veloce della frattura, riportate al punto
7 della norma UNI EN 12201-2:2012 e le caratteristiche fisiche devono essere conformi al punto 8 della stessa
norma.
3.6
CARATTERISTICHE GEOMETRICHE
I tubi forniti devono presentare le caratteristiche geometriche e le tolleranze: relativamente al diametro esterno,
spessore della parete e ovalizzazione, riportate al punto 6 della norma UNI EN 12201-2:2012 con le seguenti
precisazioni:
- Misurazioni effettuate presso ns sede a (23 ± 2)°C dopo un condizionamento di almeno 4 h;
Relativamente alle lunghezze delle barre, le dimensioni indicate nell'ordine si intendono alla temperatura di (23
± 2)°C con tolleranza – 0 + 1%: le misurazioni effettuate presso ns sede saranno corrette in funzione della
temperatura ambiente a cui si è effettuata la misura secondo la tabella riportata nella "Modalità di controllo in
accettazione MCA.01.06".
3.7
GIUNZIONI
Le giunzioni dei tubi con altri tubi, raccordi di PE, giunzioni miste metallo-PE (di transizione) e giunzioni con
eventuali altri pezzi speciali (cartelle, tappi di chiusura, etc.) devono essere conformi alle prescrizioni della
norma UNI EN 12201-5:2012.
I tubi quando sono assemblati l’uno all’altro oppure ad altri componenti conformi alle norme UNI EN 12201
devono avere requisiti prestazionali tali da garantire giunzioni conformi alla norma UNI EN 12201-5.
3.7.1
Tipi di giunzione eseguibili:
-
saldatura per fusione testa a testa;
saldatura per elettrofusione.
(1)
NOTA : i suindicati tipi di giunzione per elettrofusione e relativi raccordi, devono essere idonei alla
saldatura per elettrofusione con saldatrici automatiche, tipo polivalente, e relative attrezzature
ausiliarie, conformi ai requisiti della norma UNI 10566: 1996.
(2)
NOTA : i suindicati tipi di giunzione testa a testa e relativi raccordi, devono essere idonei alla saldatura con
saldatrici ad elementi termici da contatto conformi ai requisiti della norma UNI 10565: 2008.
4
DOCUMENTAZIONE DA FORNIRE
4.1
IL FORNITORE PRIMA DELLA STIPULA DEL CONTRATTO DEVE PRESENTARE LA SEGUENTE DOCUMENTAZIONE:
a) copia del certificato dell’Istituto Italiano dei Plastici attestante che il produttore risulti essere concessionario
del marchio stesso pertinente a tutta la gamma dei prodotti richiesti; eventuali variazioni e/o revoche, anche
parziali, apportate dall’Istituto dei Plastici alla concessione del marchio IIP ⊗ sui prodotti in fornitura
dovranno essere tempestivamente comunicate al Committente;
b) catalogo o scheda tecnica riportanti almeno, le dimensioni, il tipo e le caratteristiche del tubo, il colore ed il
peso, ed elenco delle resine e dei polimeri di base utilizzati;
c) le indicazioni relative ai tempi e modalità di conservazione (es. tempi di accatastamento, protezione da raggi
U.V. – fonti di calore e/o agenti che possano modificarne le caratteristiche), le istruzioni di assemblaggio e
montaggio, le condizioni di saldatura che devono essere rispettate per la giunzione degli elementi, le
istruzioni di posa e ricopertura;
d) dichiarazione di quali tubi del proprio intervallo di prodotto sono compatibili uno con l'altro per la saldatura
di testa;
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 8
SPECIFICA DI FORNITURA
n. SPF.01.40
ED. D
e) elenco di tutte le prove, controlli e verifiche previste durante il normale ciclo produttivo specificando per
ogni prova, controllo e verifica, la fase produttiva di riferimento, la tempistica e le modalità di esecuzione
riferite al ciclo produttivo rispetto alla norma pertinente;
f) dichiarazione di idoneità dei prodotti forniti all’impiego con acqua destinata al consumo umano in
conformità a quanto stabilito dal D.M. 06.04.2004, n. 174.
Nota: qualora l’elenco trasmesso non comprenda prove previste obbligatoriamente dalle norme di
riferimento specifiche, il fornitore è obbligato ad effettuare anche tali prove su semplice richiesta del
Committente.
5
MARCATURA
La marcatura deve essere realizzata sulla superficie esterna dei tubi, deve risultare leggibile senza
ingrandimento indelebile nel tempo e deve comprendere almeno:
-
numero della norma di sistema;
nome del fabbricante e/o marchio commerciale;
diametro esterno nominale;
serie SDR;
classe di pressione in bar (PN);
grado di tolleranza (per DN/OD > 280);
materiale e designazioni (PE 100);
data di produzione con anno e mese o in codice;
nome o codice del sito di produzione se il fabbricante produce in siti differenti;
marchio IIP ⊗ e numero distintivo IIP ⊗ del produttore del tubo;
la lunghezza dei tubi arrotolati (deve essere indicata sul tubo).
La marcatura deve essere continua, i dati suindicati devono essere ripetuti con un intervallo non maggiore di 1 m.
Nel caso di tubo di colore nero, la marcatura deve essere riportata su generatrici coestruse di colore blu,
diametralmente opposte che suddividono in modo equo la circonferenza dei tubi.
6
IMBALLAGGIO E MOVIMENTAZIONE
Le operazioni di imballaggio, movimentazione, accatastamento dei tubi si dovrà fare riferimento a quanto
previsto dal Decreto Ministeriale del 12 dicembre 1985 ed alle raccomandazioni indicate nella pubblicazione n.°
10 del giugno 1981 dell’Istituto Italiano dei Plastici; in particolare come di seguito indicato.
Le operazioni di movimentazione devono essere eseguite con mezzi ed attrezzature idonee al tipo e al diametro
dei tubi, atte a:
- evitare lesioni;
- evitare rotture o deformazioni.
Se nello stesso imballo sono presenti diverse tipologie di tubo, queste devono essere suddivise per dimensione
e/o impiego (gas e acqua) mediante setti di separazione, legatura in fasci o altro sistema idoneo.
Nell’accatastamento di tubi il piano di appoggio dovrà essere livellato, esente da asperità e soprattutto da pietre
appuntite. L’altezza di accatastamento per i tubi in barre non deve essere superiore a m 1,5 indipendentemente
dal diametro e dallo spessore degli stessi. I tubi forniti in rotoli devono essere appoggiati in orizzontale;
l’altezza di accatastamento non può essere superiore a 2 m indipendentemente dal diametro e dallo spessore
degli stessi.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 8
SPECIFICA DI FORNITURA
7
n. SPF.01.40
ED. D
COLLAUDO E CONTROLLO IN ACCETTAZIONE
Il collaudo ed il controllo in accettazione sono eseguiti all’interno del lotto di consegna per raggruppamenti di
materiali omogenei indipendentemente dalla dimensione (lotto di tubi) attuando un piano di campionamento,
secondo UNI ISO 2859-1:2007, di tipo SEMPLICE RIDOTTO LIVELLO I, LQA pari a 0,65.
7.1
DOCUMENTAZIONE DA FORNIRE
Qualora richiesto dal Committente, per la specifica consegna effettuata, il fornitore è tenuto a presentare:
a) la dichiarazione di conformità del costruttore che il materiale consegnato è conforme alla presente Specifica
di Fornitura e alle norme tecniche e legislative di cui al paragrafo 2;
b) la dichiarazione di conformità del costruttore che il materiale consegnato è stato prodotto utilizzando la
resina di base indicata nel marchio del prodotto stesso;
c) il certificato di origine del granulo di polimero, per ogni lotto di fornitura, con indicate le caratteristiche del
polimero (nome e/o codice commerciale) e della Società produttrice;
d) la dichiarazione di idoneità del prodotto fornito all’impiego con acqua destinata al consumo umano.
7.2
VERIFICA E COLLAUDO LOTTI DI CONSEGNA
7.2.1
Il Committente si riserva il diritto di presenziare nello stabilimento di produzione, o presso laboratori scelti dal
produttore, all’esecuzione delle prove e verifiche indicate nel documento di cui al paragrafo 4.1 e).
7.2.2
La presenza o meno alle verifiche e collaudi da parte di un rappresentante della Committenza non solleva il
fornitore dalla responsabilità di fornire prodotti accettabili, né esclude un loro eventuale successivo rifiuto da
parte del Committente.
7.2.3
A giudizio del fornitore, le prove possono essere effettuate su:
a) campioni prelevati dal lotto in consegna;
b) campioni prelevati dal lotto di produzione del quale si comporrà il lotto di consegna.
7.3
CONTROLLO IN ACCETTAZIONE
Alla ricezione dei materiali, per ogni raggruppamento di materiali omogenei, si attueranno i controlli
dimensionali e le verifiche secondo le disposizioni riportate nella carta di controllo allegata alla presente
specifica.
8
GARANZIE
8.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le prove sottoriportate, o parte
di esse, presso laboratori di fiducia:
a) verifica della massa volumica del materiale;
b) verifiche dell’aspetto e del colore delle superfici interne ed esterne;
c) verifiche dimensionali dei tubi e raccordi secondo la documentazione trasmessa dal fornitore (p.e. spessore
di parete, diametro esterno, diametro interno, diametro medio, lunghezza ed ovalizzazioni);
d) verifica del contenuto d’acqua;
e) verifica della resistenza alla pressione idrostatica;
f) verifica delle caratteristiche dopo esposizione alle intemperie;
g) prova ritiro a caldo;
h) verifica della tensione di snervamento a trazione e di allungamento a rottura;
i) verifica della resistenza alla pressione idraulica;
j) verifica dell’indice di fluidità;
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 8
SPECIFICA DI FORNITURA
k)
l)
m)
n)
o)
p)
n. SPF.01.40
ED. D
verifica delle caratteristiche meccaniche e chimico fisiche;
verifica del contenuto, della dispersione e ripartizione del nero di carbonio;
verifica del contenuto, della dispersione e ripartizione del pigmento;
verifica delle marcature;
verifica effetti sulla qualità dell’acqua;
verifica che la resina utilizzata per la fabbricazione delle tubazioni corrisponda a quanto dichiarato dal
fornitore (vedi paragrafo 7.1 c) ed alle relative marcature.
q)
8.2
Il Committente si riserva il diritto di richiedere la documentazione relativa alle prove di tipo, riguardanti le
condizioni di funzionamento dei prodotti in fornitura.
8.3
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se il
lotto di consegna è stato precedentemente accettato.
Nota⊗:
Per prodotti a marchio diverso dall’Istituto Italiano dei Plastici (IIP) ogni onere relativo alla dimostrazione
dell’equipollenza all’Istituto è a carico del Concorrente.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 8
n. SPF.01.40
ED. A
SPECIFICA DI FORNITURA
CARTA DI CONTROLLO; ALLEGATO “A”
TUBI IN POLIETILENE PER ACQUA
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
Q.TA’
CONF.
RIF. VERIFICA
1
verifica documentazione di cui al paragrafo 4
2
controllo dimensionale (fare riferimento al catalogo del fornitore)
3
verifica aspetto superficiale interno ed esterno; la superficie interna
ed esterna devono essere pulite, lisce, esenti da difetti, irregolarità e
rigature
4
verifica delle estremità: devono essere tagliate nettamente,
perpendicolarmente all’asse del tubo
5
verifica presenza e conformità delle marcature di cui al paragrafo 5
6
verifica presenza tappi alle estremità
Q.TA’
NON
CONF.
ANNOTAZIONI
7
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 8 di 8
n. SPF.01.45
ED. E
SPECIFICA DI FORNITURA
RACCORDI DI POLIETILENE
PER CONDOTTE IN PRESSIONE PER
LA DISTRIBUZIONE DI ACQUA
INDICE
Pag.
1
OGGETTO E SCOPO................................................................. 2
2
RIFERIMENTI TECNICI E LEGISLATIVI ........................... 2
3
CARATTERISTICHE ................................................................ 3
4
DOCUMENTAZIONE ................................................................ 7
5
MARCATURA ............................................................................. 7
6
IMBALLAGGIO E MOVIMENTAZIONE .............................. 8
7
CONTROLLO IN ACCETTAZIONE ....................................... 8
8
GARANZIE .................................................................................. 9
CARTA DI CONTROLLO; ALLEGATO “A” ................................. 9
CARTA DI CONTROLLO; ALLEGATO “B” ................................. 10
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 11
SPECIFICA DI FORNITURA
1
n. SPF.01.45
ED. E
OGGETTO E SCOPO
La presente specifica riguarda i raccordi di polietilene ed il relativo sistema di giunzione compresi i raccordi
meccanici di transizione da polietilene ad altro materiale destinati alla costruzione, modifica e manutenzione di
condotte interrate per la distribuzione di acqua potabile in pressione.
Il presente documento ha lo scopo di fissare i principali requisiti tecnici e di prova che sono caratteristici dei
prodotti in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I prodotti della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme tecniche e
legislative:
UNI EN 12201: 2012
Sistemi di tubazioni di materia plastica per la distribuzione dell’acqua –
Polietilene (PE) – Parti 1, 2, 3, 4, 5 e 7.
UNI ISO 2859-1: 2007
Procedimenti di campionamento nell'ispezione per attributi - Parte 1: Schemi di
campionamento indicizzati secondo il limite di qualità accettabile (AQL) nelle
ispezioni lotto per lotto.
UNI ISO 2859-10: 2007
Procedimenti di campionamento nell'ispezione per attributi - Parte 10:
Introduzione alla serie di norme ISO 2859 per il campionamento nell'ispezione
per attributi.
UNI 7616: 1976 + A90:1979 Raccordi di polietilene ad alta densità per condotte di fluidi in pressione. Metodi
di prova.
UNI 10521: 2012
Saldatura di materie plastiche. Saldatura per elettrofusione.
UNI EN 681-1:2006
Elementi di tenuta in elastomero - Requisiti dei materiali per giunti di tenuta
nelle tubazioni utilizzate per adduzione e scarico dell'acqua - Parte 1: Gomma
vulcanizzata.
UNI EN 681-2:2005
Elementi di tenuta in elastomero - Requisiti dei materiali per giunti di tenuta
nelle tubazioni utilizzate per adduzione e scarico dell'acqua - Parte 2: Elastomeri
Termoplastici.
UNI EN 1716: 1998
Sistemi di tubazioni di materia plastica - Presa in carico con derivazione a T di
polietilene (PE) - Metodo di prova per la resistenza all’urto di una presa in
carico con derivazione a T.
D.M. 06.04.2004, n. 174
Regolamento concernente i materiali e gli oggetti che possono essere utilizzati
negli impianti fissi di captazione, trattamento, adduzione e distribuzione delle
acque destinate al consumo umano.
Norme tecniche relative alle tubazioni.
D.M. 12.12.1985
I collaudi oltre ad essere in accordo con le presenti Specifiche Tecniche dovranno essere eseguiti secondo
quanto previsto dalla serie di Norme UNI ISO 2859 del 2007 “Procedimenti di campionamento nell'ispezione
per attributi”.
NOTA: i documenti sopraccitati comprendono anche le eventuali varianti, rettifiche, errata-corrige relative o
successive modificazioni ed integrazioni.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 11
SPECIFICA DI FORNITURA
3
CARATTERISTICHE
3.1
CARATTERISTICHE GENERALI
n. SPF.01.45
ED. E
Raccordi fabbricati con resine derivate dalla polimerizzazione dell’etilene, opportunamente stabilizzate con
prodotto schermante uniformemente disperso nella massa granulare, conformi alle norme:
◊ per acqua: UNI EN 12201-3 ed idonei all’impiego in impianti di acqua potabile e conformi a quanto previsto
dal Regolamento approvato con D.M.06.04.2004 n. 174.
3.2
QUALITÀ
La produzione dei raccordi deve seguire processi di gestione della qualità documentata e certificata in
conformità alla norma UNI EN ISO 9001 rilasciata da un organismo di certificazione accreditato ai sensi della
serie di norme UNI CEI EN 45000 e/o ISO/IEC 17000.
3.3
CARATTERISTICHE DI BASE DEL POLIETILENE
I raccordi di polietilene devono essere costituiti da materiali aventi le caratteristiche di seguito indicate:
- Polietilene vergine ad alta densità esente da rigenerati anche se selezionati, conforme alla norma UNI EN
12201-1 e UNI EN 1555-1, del tipo omologato dall’Istituto Italiano dei Plastici (IIP) ⊗ specificatamente per
l’impiego nella fabbricazione di raccordi per acquedotti e gasdotti.
-
3.4
Gli additivi utilizzati devono essere uniformemente dispersi, il contenuto di nero di carbonio deve essere
utilizzato solamente per la composizione nera, in quantità da 2 a 2,5 % in massa.
CARATTERISTICHE DEI RACCORDI
I raccordi forniti devono avere le sotto elencate caratteristiche:
-
3.5
SDR 11 (Serie S 5);
Denominazione del materiale: PE 100;
Resistenza Minima Richiesta del materiale: MRS 10;
Pressione: pressione nominale (bar) PN 16;
Colore:
nero o blu;
Diametro esterno nominale: da DN/OD 32 a 630;
Aspetto: le superfici interne ed esterne dei raccordi devono essere lisce, pulite ed esenti da rigature, cavità ed
altri difetti superficiali;
Componenti del raccordo: devono essere privi di danneggiamenti, graffi, vaiolature, bolle, rigonfiamenti,
inclusioni o fessure;
Compatibilità alla saldatura del polietilene: devono essere idonei alla corretta saldatura con i tubi le cui
caratteristiche sono conformi ai requisiti indicati nelle norme UNI EN 12201-2;
Parti metalliche: tutte le parti suscettibili di corrosione devono essere adeguatamente protette, deve essere
evitata le possibilità di corrosione galvanica dovuta alla vicinanza di metalli diversi.
CARATTERISTICHE DI ALTRI MATERIALI
I materiali utilizzati nella produzione dei raccordi devono presentare resistenza all’ambiente esterno ed interno
come gli altri elementi del sistema di tubazioni e devono avere una durata almeno uguale a quella del raccordo
di polietilene.
Grassi o lubrificanti non devono gocciolare sulle parti saldate e non devono influenzare le prestazioni dei
raccordi.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 11
SPECIFICA DI FORNITURA
3.6
n. SPF.01.45
ED. E
.
CARATTERISTICHE GEOMETRICHE
I raccordi forniti devono presentare le caratteristiche geometriche e le tolleranze di seguito indicate:
◊ per acqua: conformi al punto 6 della norma UNI EN 12201-3, le dimensioni dei raccordi meccanici, per
quanto riguarda la parte non in PE, devono essere conformi alle norme pertinenti;
con le seguenti precisazioni:
-
Misurazioni di controllo effettuate presso ns sede a (23 ± 2)°C dopo un condizionamento di almeno 4 h;
Le misurazioni effettuate presso ns sede saranno corrette in funzione della temperatura ambiente a cui si è
effettuata la misura.
3.7
CARATTERISTICHE MECCANICHE E FISICHE
I raccordi di tipo a bicchiere per elettrofusione, a sella (collare) per elettrofusione e con codolo (testa a testa),
devono presentare le caratteristiche meccaniche relativamente a: resistenza alla pressione idrostatica, resistenza
decoesiva, resistenza allo sforzo per la saldatura di testa, resistenza all’impatto e a caduta di pressione, riportate
al punto 7 della norma UNI EN 12201-3.
Le caratteristiche fisiche devono essere conformi al punto 8 della norma UNI EN 12201-3. Per i raccordi
meccanici la parte non in PE deve essere conforme alle norme pertinenti.
CARATTERISTICHE GIUNZIONI
3.8
Le giunzioni di tubi e raccordi di PE e in combinazione tra loro, le giunzioni miste metallo-PE (di transizione) e
le giunzioni di eventuali altri pezzi speciali (cartelle, tappi di chiusura, etc.) devono essere conformi alle
prescrizioni della norma UNI EN 12201-5.
Tali giunzioni devono risultare adeguate al collegamento con tubi e raccordi in PE, ed inoltre devono essere
adatte all’accoppiamento con tubi in ghisa sferoidale, tubi di acciaio zincato ed apparecchi di intercettazione
(valvole a farfalla, valvole a sfera e saracinesche).
I raccordi quando sono assemblati l’uno all’altro oppure ad altri componenti conformi alle norme UNI EN
12201 devono avere requisiti prestazionali tali da garantire giunzioni conformi alla norma UNI EN 12201-5.
3.9
TIPI DI RACCORDO
I raccordi oggetto della presente specifica sono principalmente i seguenti:
A
RACCORDI ELETTROSALDABILI
A.0 Caratteristiche generali
Raccordi in PE realizzati mediante stampaggio, aventi uno o più elementi riscaldanti integrati, capaci di
trasformare l’energia elettrica fornita in calore, aventi diametri di accoppiamento e caratteristiche come descritto
ai paragrafi 3.3, 3.4, 3.5 della presente specifica e conformi ai requisiti delle norme UNI EN 12201-3 per
l’acqua e UNI EN 1555-3 per il gas, UNI 10521 e UNI 10967 come applicabili.
Durante le operazioni di saldatura deve essere garantita la protezione elettrica, per tensioni superiori a 25V non
deve essere possibile il diretto contatto umano con le parti in tensione. I fili conduttori del raccordo non devono
causare corto circuiti tra le spire durante la realizzazione delle giunzioni in conformità alle istruzioni del
fabbricante.
Per raccordi, che contengono codoli d’uscita, le caratteristiche e le dimensioni del codolo devono essere
conformi al punto B.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 11
SPECIFICA DI FORNITURA
n. SPF.01.45
ED. E
A.1 Raccordi elettrosaldabili a bicchiere
I raccordi forniti devono presentare le caratteristiche geometriche e le tolleranze riportate al paragrafo 6.2 della
norma UNI EN 12201-3, nelle seguenti tipologie:
- Manicotto di riduzione
- Manicotto di chiusura
- T a 90° normale
- T a 90° ridotto
- Gomito a 45°
- Gomito a 90°
- Pezzi speciali (tappi di chiusura, etc.)
I raccordi a manicotto con valvola di sicurezza integrata devono essere del tipo dotati di dispositivo di
interruzione automatica dell’erogazione in caso di superamento del quantitativo di flusso prestabilito. I
dispositivi di sicurezza devono essere del tipo senza riarmo automatico. Sul corpo del manicotto deve essere
indicato in modo chiaro ed indelebile la direzione del flusso.
A.2 Raccordi elettrosaldabili a sella (collare) a derivazione e a presa a T
I raccordi forniti devono presentare le caratteristiche geometriche e le tolleranze riportate al paragrafo 6.5 della
norma UNI EN 12201-3 per l’acqua, nelle seguenti tipologie:
-
Presa a T in carico con perforatore e derivazione laterale. [1]
Sella (collare) a derivazione ortogonale.
Sella (collare) a derivazione ortogonale per palloni otturatori. [2]
Sella (collare) di riparazione e irrigidimento.
[1] - Le prese in carico con perforatore devono avere le caratteristiche ed i dispositivi di seguito indicate:
- Dispositivo di tenuta sul sistema di perforazione di tipo a “Trafilamento zero” ovvero non ci deve essere
alcuna perdita durante tutte le fasi di installazione.
- Possibilità di provare la tenuta della sella e dell’allacciamento dopo aver eseguito la saldatura e prima
della perforazione. La prova deve essere eseguibile direttamente dal collare di presa.
- Dispositivo di fermo del perforatore in fase di perforazione (fine corsa inferiore).
- Dispositivo di fermo del perforatore in fase di estrazione (fine corsa superiore).
- La presa, ad esclusione della chiusura inferiore, deve essere di tipo monoblocco.
[2] - Le selle a derivazione ortogonale per palloni otturatori devono avere le caratteristiche di seguito indicate:
- Sistema di tenuta con tappo in ottone dotato di doppia guarnizione o in alternativa con singola
guarnizione ma con la possibilità di proteggere la derivazione tramite saldatura di una calotta di chiusura.
- Attacco per palloncino otturatore e foratubi con filettatura esterna Rp 2”1/2 e filettatura interna Rp 2”.
RACCORDI CON CODOLO (per saldatura testa a testa)
B.0 Caratteristiche generali
Raccordi in PE realizzati mediante stampaggio, idonei alla saldatura di testa e dotati di codolo di lunghezza
sufficiente alla giunzione tramite raccordo a bicchiere elettrosaldabile, aventi diametri di accoppiamento e
caratteristiche come descritto ai paragrafi 3.3, 3.4, 3.5 della presente specifica e conformi ai requisiti della
norma UNI EN 12201-3 per l’acqua, UNI EN 1555-3 per il gas e le norme UNI 10520 e UNI 10967.
B.1 Raccordi con codolo
I raccordi forniti devono presentare le caratteristiche geometriche e le tolleranze riportate al paragrafo 6.3 della
norma UNI EN 12201-3 per l’acqua e al paragrafo 6.4 della norma UNI EN 1555-3 per il gas, nelle seguenti
tipologie:
-
Gomito a 45°
T a 90°
Riduzioni
Pezzi speciali (tappi di chiusura, etc.)
-
Gomito a 90°
T a 90° ridotti
Cartella per flange libere
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 11
SPECIFICA DI FORNITURA
n. SPF.01.45
ED. E
B.2 Flange per cartelle
Le flange usate devono essere circolari, mobili, in alluminio o in acciaio zincato rivestito di materiale
anticorrosivo (polipropilene od altro), PN 16, con fori di collegamento disposti come indicato alla norma UNI
EN 1092.
L’accoppiamento deve essere realizzato mediante bulloni di serraggio, in acciaio inossidabile, ed adeguate
guarnizioni di tenuta, la giunzione deve essere di tipo mobile.
RACCORDI MECCANICI (di transizione)
C.0 Caratteristiche generali
Raccordi di tipo misto metallo-PE di tipo monoblocco non smontabili, aventi le caratteristiche sopra riportate
per la parte in polietilene del raccordo e, per la parte metallica, aventi diametri di accoppiamento e
caratteristiche conformi alle norme di riferimento.
I raccordi devono essere realizzati in modo da non torcere il tubo in PE durante le operazioni di assemblaggio.
Le parti in PE dei raccordi meccanici devono essere conformi al punto A per raccordi per elettrosaldatura e
conformi al punto B per i raccordi a codolo.
C.1 Raccordi meccanici con attacco filettato
La chiusura del giunto deve essere realizzata tramite terminale filettato (maschio) o ghiera filettata (femmina)
(secondo le norme UNI EN 10226 e/o UNI EN ISO 228) di metallo completa di adeguati materiali di tenuta, la
giunzione deve essere di tipo mobile.
Il sistema di giunzione comprende l’elemento di tenuta le cui caratteristiche sono descritte al paragrafo C.3.
-
Raccordo diritto PeAD elettrosaldabile /acciaio filettato maschio o femmina
Raccordo a 90° PeAD elettrosaldabile /acciaio filettato maschio o femmina
Raccordo diritto PeAD elettrosaldabile /ottone filettato maschio o femmina
Raccordo a 90° PeAD elettrosaldabile /ottone filettato maschio o femmina
Raccordo a 90° PeAD/acciaio rivestito in polietilene con terminale filettato
C.2 Raccordi meccanici per fusione di testa
L’unione è di tipo fisso realizzata per saldatura di testa sul tubo metallico.
-
Raccordo diritto PeAD/acciaio rivestito in polietilene con terminale liscio a saldare
Tronchetto in acciaio a T con derivazione in acciaio/PeAD
C.3 Guarnizioni di tenuta
I materiali impiegati per le giunzioni di tenuta, devono essere idonei per condotte di acqua potabile ed essere
adatti all’applicazione in raccordi le cui caratteristiche sono descritte ai paragrafo C.1.
NOTE :
A:
i suindicati tipi di giunzione per elettrofusione e relativi raccordi, devono essere idonei alla
saldatura per elettrofusione con saldatrici automatiche, tipo polivalente, e relative attrezzature
ausiliarie, conformi ai requisiti della norma UNI 10566:1996 e UNI 10967:2001.
B:
i suindicati tipi di giunzione testa a testa e relativi raccordi, devono essere idonei alla saldatura con
saldatrici ad elementi termici da contatto conformi ai requisiti della norma UNI 10565:2008 e UNI
10967:2001.
C:
Il tipo di raccordo, il campo di impiego e le misure devono essere definite in fase d’ordine.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 11
SPECIFICA DI FORNITURA
n. SPF.01.45
ED. E
4
DOCUMENTAZIONE
4.1
IL FORNITORE PRIMA DELLA STIPULA DEL CONTRATTO DEVE PRESENTARE LA SEGUENTE DOCUMENTAZIONE:
a) copia del certificato dell’Istituto Italiano dei Plastici⊗ attestante che il produttore risulti essere
concessionario del marchio stesso pertinente a tutta la gamma dei prodotti richiesti; eventuali variazioni e/o
revoche, anche parziali, apportate dall’Istituto dei Plastici alla concessione del marchio IIP ⊗ sui prodotti in
fornitura dovranno essere tempestivamente comunicate al Committente;
b) catalogo o scheda tecnica riportanti almeno, le dimensioni, il tipo e le caratteristiche del raccordo, il colore,
il peso, ed elenco delle resine e dei polimeri di base utilizzati;
c) le indicazioni relative ai tempi e modalità di conservazione (es. tempi di accatastamento, protezione da raggi
U.V. – fonti di calore e/o agenti che possano modificarne le caratteristiche), le istruzioni di assemblaggio e
montaggio, le istruzioni di posa e ricopertura, le condizioni di saldatura che devono essere rispettate per la
giunzione degli elementi;
d) dichiarazione dell'intervallo di SDR e i valori di MRS dei tubi conformi alla UNI EN 12201-2 ai quali i
raccordi conformi alla UNI EN 12201-3 per l’acqua e possano essere saldati usando gli stessi procedimenti;
e) descrizione tecnica del fabbricante contenente almeno le seguenti informazioni:
•
•
•
•
campo di applicazione: limiti di temperatura, SDR, ovalità;
istruzioni per l’assemblaggio;
istruzioni per la saldatura: parametri di saldatura con i limiti;
dati per le selle (collari) e le prese a T: metodo di attacco, necessità di mantenere la chiusura in posizione
per garantire le prestazioni dell'assemblaggio;
f) dichiarazione di idoneità dei prodotti forniti all’impiego con acqua destinata al consumo umano in
conformità a quanto stabilito dal D.M. 06.04.2004, n. 174;
g) elenco di tutte le prove, controlli e verifiche previste durante il normale ciclo produttivo specificando per
ogni prova, controllo e verifica, la fase produttiva di riferimento, la tempistica e le modalità di esecuzione
riferite al ciclo produttivo rispetto alla norma pertinente.
Nota: qualora l’elenco trasmesso non comprenda prove previste obbligatoriamente dalle specifiche norme
di riferimento, il fornitore è obbligato ad effettuare anche tali prove su semplice richiesta del
Committente.
5
MARCATURA
La marcatura deve essere realizzata sulla superficie esterna dei raccordi, deve risultare leggibile senza
ingrandimento, indelebile nel tempo e deve comprendere almeno:
-
numero della norma di sistema (*);
nome del fabbricante e/o marchio di fabbrica;
diametro(i) esterno(i) nominale(i);
materiale e designazione;
serie SDR;
classe di pressione in bar con riferimento all’uso con acqua e/o gas (*);
intervallo di saldatura SDR (*);
data di produzione con anno e mese o in codice;
nome o codice del sito di produzione se il fabbricante produce in siti differenti;
marchio IIP ⊗ e numero distintivo IIP ⊗ del produttore del raccordo (*).
(*)
– l'informazione può essere stampata su un'etichetta che accompagna il raccordo o su una confezione
individuale.
Nel caso in cui non sia possibile realizzare la marcatura direttamente sui raccordi, è consentita la marcatura
mediante apposite etichette indelebili apposte in maniera solidale ai raccordi stessi.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 11
SPECIFICA DI FORNITURA
6
n. SPF.01.45
ED. E
IMBALLAGGIO E MOVIMENTAZIONE
Per le operazioni di imballaggio, movimentazione, accatastamento si dovrà fare riferimento a quanto previsto
dal Decreto Ministeriale del 12 dicembre 1985 ed alle raccomandazioni indicate nelle pubblicazioni n.° 10 del
giugno 1981 e n.° 7 del maggio 1993 dell’Istituto Italiano dei Plastici ⊗; in particolare come di seguito indicato.
6.1
RACCORDI
I raccordi elettrosaldabili devono essere sempre forniti in apposite confezioni individuali di materiale resistente
tali da proteggerli da polvere, umidità, salsedine, etc.
I raccordi per saldatura di testa, in relazione alle dimensioni, possono essere forniti in appositi imballaggi o
forniti sfusi. In ogni caso si devono adottare nell’immagazzinamento, movimentazione, trasporto e consegna,
tutte le precauzioni necessarie al fine di evitare danneggiamenti e deformazioni dovute al contatto con qualsiasi
agente che possa modificarne le caratteristiche (fonti di calore o la diretta incidenza di radiazioni solari).
Gli imballaggi individuali devono portare un’etichetta con il nome del fabbricante, il tipo e le dimensioni del
pezzo ed il numero di unità, i raccordi devono poter essere rimossi dalle confezioni solo immediatamente prima
del loro impiego.
6.2
GUARNIZIONI
Le guarnizioni devono essere convenientemente imballate e confezionate in modo che:
7
-
non subiscano deterioramenti durante l’immagazzinamento ed il trasporto;
-
non vengano a contatto con qualsiasi agente che possa modificarne le caratteristiche (fonti di calore o la
diretta incidenza di radiazioni solari);
-
mantengano le condizioni rilassate, senza tensione, compressione o altra deformazione.
CONTROLLO IN ACCETTAZIONE
Il collaudo ed il controllo in accettazione sono eseguiti all’interno del lotto di consegna per raggruppamenti di
materiali omogenei indipendentemente dalla dimensione e figura (lotto di raccordi) attuando un piano di
campionamento, secondo UNI ISO 2859-1:2007, di tipo SEMPLICE RIDOTTO LIVELLO I, AQL pari a 0,65.
Alla ricezione dei materiali, per ogni raggruppamento di materiali omogenei, si attueranno i controlli
dimensionali e le verifiche secondo le disposizioni riportate nelle carte di controllo allegate alla presente
specifica.
7.1
DOCUMENTAZIONE DA FORNIRE
Qualora richiesto dal Committente, per la specifica consegna effettuata, il fornitore è tenuto a presentare:
a) la dichiarazione di conformità del costruttore che il materiale consegnato è conforme alla presente Specifica
di Fornitura e alle norme tecniche e legislative di cui al paragrafo 2;
b) la dichiarazione di idoneità del prodotto fornito all’impiego con acqua destinata al consumo umano (se
pertinente);
c) la dichiarazione di conformità del costruttore che il materiale consegnato è stato prodotto utilizzando la
resina di base indicata nel marchio del prodotto stesso;
d) il certificato di origine del granulo di polimero, per ogni lotto di fornitura, con indicate le caratteristiche del
polimero (nome e/o codice commerciale) e della Società produttrice.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 8 di 11
SPECIFICA DI FORNITURA
n. SPF.01.45
ED. E
7.2
VERIFICA E COLLAUDO LOTTI DI CONSEGNA
7.2.1
Il Committente si riserva il diritto di presenziare nello stabilimento di produzione, o presso laboratori scelti dal
produttore, all’esecuzione delle prove e verifiche indicate nel documento di cui al paragrafo 4.1 g).
7.2.2
La presenza o meno alle verifiche e collaudi da parte di un rappresentante della Committenza non solleva il
fornitore dalla responsabilità di fornire prodotti accettabili, né esclude un loro eventuale successivo rifiuto da
parte del Committente.
7.2.3
A giudizio del fornitore, le prove possono essere effettuate su:
a) campioni prelevati dal lotto in consegna;
b) campioni prelevati dal lotto di produzione del quale si comporrà il lotto di consegna.
7.3
CONTROLLO IN ACCETTAZIONE
Alla ricezione dei materiali, per ogni raggruppamento di materiali omogenei, si attueranno i controlli
dimensionali e le verifiche secondo le disposizioni riportate nelle carte di controllo allegate alla presente
specifica. Utilizzare l’allegata carta di controllo “B” solo nel caso di fornitura di raccordi meccanici aventi a
corredo del sistema di giunzione le guarnizioni di tenuta.
8
GARANZIE
8.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le prove sottoriportate, o parte
di esse, presso laboratori di fiducia:
a) verifica della massa volumica del materiale;
b) verifiche dell’aspetto e del colore delle superfici interne ed esterne;
c) verifiche dimensionali dei raccordi secondo la documentazione trasmessa dal fornitore (p.e. spessore di
parete, diametro esterno, diametro interno, diametro medio, lunghezza ed ovalizzazioni);
d) verifica del contenuto d’acqua;
e) verifica della resistenza alla pressione idrostatica;
f) verifica delle caratteristiche dopo esposizione alle intemperie;
g) prova ritiro a caldo;
h) verifica della resistenza decoesiva e coesiva;
i) verifica resistenza allo sforzo per la saldatura di testa;
j) verifica resistenza all’impatto;
k) verifica della resistenza alla pressione idraulica;
l) verifica dell’indice di fluidità;
m) verifica delle caratteristiche meccaniche e chimico fisiche;
n) verifica del contenuto, della dispersione e ripartizione del nero di carbonio;
o) verifica del contenuto, della dispersione e ripartizione del pigmento;
p) verifica delle marcature;
q) verifica effetti sulla qualità dell’acqua;
r) verifica che la resina utilizzata per la fabbricazione dei raccordi corrisponda a quanto dichiarato dal
fornitore (vedi paragrafo 7.1 d) ed alle relative marcature.
8.2
Il Committente si riserva il diritto di richiedere la documentazione relativa alle prove di tipo, riguardanti le
condizioni di funzionamento dei prodotti in fornitura.
8.3
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se il
lotto di consegna è stato precedentemente accettato.
Nota⊗:
Per prodotti a marchio diverso dall’Istituto Italiano dei Plastici (IIP) ogni onere relativo alla dimostrazione
dell’equipollenza all’Istituto è a carico del Concorrente.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 9 di 11
n. SPF.01.41
ED. A
SPECIFICA DI FORNITURA
CARTA DI CONTROLLO; ALLEGATO “A”
RACCORDI IN POLIETILENE PER ACQUA
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
Q.TA’
CONF.
RIF. VERIFICA
1
verifica documentazione di cui al paragrafo 4
2
verifica del corretto confezionamento ed imballo
3
verifica aspetto superficiale interno ed esterno; la superficie interna ed
esterna devono essere pulite, lisce, esenti da difetti, irregolarità e
rigature
4
verifica protezione sui terminali della resistenza elettrica (se
applicabile)
5
verifica dimensioni (fare riferimento al catalogo del fornitore)
6
verifica completezza del sistema di giunzione (fare riferimento al
catalogo del fornitore)
7
verifica presenza e conformità delle marcature di cui al paragrafo 5
Q.TA’
NON
CONF.
ANNOTAZIONI
8
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 10 di 11
SPECIFICA DI FORNITURA
n. SPF.01.41
ED. A
CARTA DI CONTROLLO; ALLEGATO “B”
GUARNIZIONI DI TENUTA IN GOMMA PER ACQUA
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
assenza di screpolature e difetti apparenti di ogni tipo
2
presenza delle condizioni originali di forma
Q.TA’
NON
CONF.
ANNOTAZIONI
3
4
5
6
7
8
9
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 11 di 11
AMGA - Azienda Multiservizi S.p.A. - Udine -
5. - PARTICOLARI COSTRUTTIVI
ILLUMINAZIONE PUBBLICA
- Particolari costruttivi e Specifiche Tecniche dei Materiali
LOTTO 2
AMGA - Azienda Multiservizi S.p.A. - Udine -
6. - SPECIFICHE TECNICHE
DEI MATERIALI
- Particolari costruttivi e Specifiche Tecniche dei Materiali
LOTTO 2
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 0.
INDICE
1.
- Pali tubolari rastremati saldati di acciaio per illuminazione pubblica
2.
- Mensole tubolari a sbraccio in acciaio per pali di illuminazione pubblica
3.
- Cavi per energia unipolari con conduttore flessibile
4.
- Cavi per energia unipolari con conduttore rigido
5.
- Apparecchi per illuminazione stradale
6.
- Lampade a vapori di sodio alta pressione
7.
- Cavidotti lisci in PVC per impianti di illuminazione pubblica
8.
- Cavidotti corrugati in polietilene per impianti di illuminazione pubblica
9.
- Chiusini in ghisa sferoidale "ELETTRICITA'"
10.
- Quadro elettrico per alimentazione
11.
- Controllore elettronico di potenza
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie -
- progetto definitivo/esecutivo -
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
PALI TUBOLARI RASTREMATI SALDATI
DI ACCIAIO
PER ILLUMINAZIONE PUBBLICA
INDICE
Pag.
1
OGGETTO E SCOPO................................................................. 2
2
RIFERIMENTI TECNICI E LEGISLATIVI ........................... 2
3
CARATTERISTICHE ................................................................ 3
4
DOCUMENTAZIONE ................................................................ 7
5
MARCATURA ............................................................................. 8
6
IMBALLAGGIO E MOVIMENTAZIONE .............................. 8
7
COLLAUDO E CONTROLLO IN ACCETTAZIONE ........... 8
8
GARANZIE .................................................................................. 9
CARTADI CONTROLLO; ALLEGATO “A” ................................. 8
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 1.
OGGETTO E SCOPO
La presente specifica riguarda i pali per illuminazione di tipo tubolare diritti, rastremati, costruiti utilizzando
tubi di acciaio di diverso diametro saldati longitudinalmente ed uniti tra loro mediante saldatura
circonferenziale in corrispondenza delle rastremature.
I pali sono destinati al sostegno di mensole a sbraccio e di armature illuminanti.
Il presente documento ha lo scopo di fissare i principali requisiti tecnici e di prova che sono caratteristici dei
materiali in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I materiali, oggetto della presente specifica, dovranno essere conformi alle prescrizioni delle seguenti norme tecniche e legislative:
UNI EN 40-1: 1992
Pali per illuminazione. Termini e definizioni.
UNI EN 40-2: 2004
Pali per illuminazione. Requisiti generali e dimensioni.
UNI EN 40-3-1: 2013
Pali per illuminazione pubblica. Progettazione e verifica. Specifica dei carichi
caratteristici.
UNI EN 40-3-2: 2013
Pali per illuminazione pubblica. Progettazione e verifica. Verifica tramite prova.
UNI EN 40-3-3: 2013
Pali per illuminazione pubblica. Progettazione e verifica. Verifica mediante
calcolo.
UNI EN 40-5: 2003
Pali per illuminazione pubblica. Specifiche per pali per illuminazione pubblica di
acciaio.
UNI EN 1011-1,2: 2009,05
Saldatura - Raccomandazioni per la saldatura dei materiali metallici - Parte 1 e
Parte 2.
UNI EN ISO 1461: 2009
Rivestimenti di zincatura per immersione a caldo su prodotti finiti ferrosi e
articoli di acciaio. Specificazioni e metodi di prova.
UNI EN 10025: 2005
Prodotti laminati a caldo di acciai per impieghi strutturali.
UNI EN 10219-1,2: 2006
Profilati cavi formati a freddo di acciai non legati e a grano fine per strutture
saldate – Parte 1 e Parte 2.
UNI EN ISO 9227: 2012
Prove di corrosione in atmosfere artificiali. - Prove di nebbia salina.
CNR 10011: 1997
Costruzioni di acciaio. Istruzioni per il calcolo, l’esecuzione, il collaudo e la
manutenzione.
D.M. 16/01/96
Norme tecniche relative ai “Criteri generali per la verifica di sicurezza delle
costruzioni e dei carichi e sovraccarichi”.
Circ. M.LL.PP. N° 156 del Istruzioni per l’applicazione delle “Norme tecniche relative ai criteri generali per
4/07/1996
la verifica di sicurezza delle costruzioni, dei carichi dei sovraccarichi.”di cui al
D.M. 16/01/96.
Circ. M.LL.PP. N° 65 del Istruzioni per l’applicazione delle “Norme tecniche per le costruzioni in zone
10/04/1997
sismiche.” di cui al D.M. 9/01/96.
I collaudi oltre ad essere in accordo con le presenti Specifiche Tecniche dovranno essere eseguiti secondo
quanto previsto dalla serie di Norme UNI ISO 2859 del 2007 “Procedimenti di campionamento nell'ispezione
per attributi”.
NOTA: i documenti sopraccitati comprendono anche le eventuali varianti, rettifiche, errata-corrige relative o
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
successive modificazioni ed integrazioni.
3
CARATTERISTICHE
3.1
GENERALITÀ
Pali ricavati da tubi saldati longitudinalmente e rastremati in più sezioni, da 3 a 5, costruiti utilizzando tubi di
acciaio di diverso diametro uniti tra loro mediante procedimento di saldatura ad arco eseguita in modo
circonferenziale a vista in corrispondenza delle rastremature.
Pali diritti, costituiti da una parte basale cilindrica ed aperti alle due estremità.
3.2
QUALITÀ
La produzione e la fornitura dei pali idonei all’impiego in impianti di pubblica illuminazione deve seguire
processi certificati UNI EN ISO 9001.
La materia prima per la produzione dei tubi deve essere prodotta da azienda qualificata da Ente o Istituto
accreditato SINCERT.
3.3
CARATTERISTICHE MATERIALI
3.3.1
I tubi utilizzati devono essere realizzati con acciaio saldabile di qualità S 235 JR e prodotti con procedimento
ERW omologato, o equivalente, aventi le seguenti caratteristiche meccaniche:
≥ 360 N/mm²
-
carico di rottura a trazione:
Rm
-
carico di snervamento:
Reh ≥ 235 N/mm²
-
allungamento dopo rottura:
A%
≥ 26 %
3.3.2
E’ consentito l’utilizzo di tubi costituiti da acciaio di qualità superiore a quanto richiesto al paragrafo 3.3.1;
in tal caso il fornitore dovrà dimostrare, mediante relazione di calcolo, che le verifiche ottenute forniscano
coefficienti di sicurezza uguali o superiori a quanto ottenibile mediante l’impiego di acciaio di qualità
S235JR.
3.4
FINITURA
I pali devono essere zincati, internamente ed esternamente, a caldo per immersione secondo i
requisiti della norma UNI EN ISO 1461.
Le caratteristiche minime del trattamento protettivo sono le seguenti:
-
massa dello strato di zinco pari a 500 ÷ 600 g/m²
-
spessore strato di zinco pari a 70 ÷ 80 µ.
L’aspetto finale della superficie, quando sottoposta a esame a vista, deve presentare uniformità di colore,
deve risultare liscia, esente da noduli, rigonfiamenti, colature, rugosità, distacchi anche di piccola entità, parti
taglienti e aree non rivestite.
3.5
PROCESSO DI SALDATURA
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
Il processo di saldatura ad arco deve essere conforme ai requisiti indicati dalla norma UNI EN 40-5 al
paragrafo 7.
3.5.1
Tale processo deve essere omologato da Organizzazione esterna riconosciuta; copia aggiornata della
documentazione comprovante tale omologazione, relativamente ai pali richiesti, deve essere consegnata al
Committente in fase di offerta.
3.6
DIMENSIONI E TOLLERANZE
3.6.1
Dimensioni
Le particolarità costruttive e le dimensioni sono riportate nella figura e tabella seguenti:
Figura 1 – Palo rastremato dritto
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
2
DIMENSIONI DEI PALI
3.6.2
L
(m)
D
(mm)
d
(mm)
SPESSORE
minimo (mm)
TIPO
5
89
60
3.0
A
6
114÷133
76÷80
3.2
B
7
139÷155
76÷80
3.2
B
8
139÷155
76÷80
3.2
B
9
139÷155
76÷80
3.2
B
10
139÷155
76÷80
4.0
B
11
139÷155
76÷80
4.0
B
12
160÷195
76÷80
4.0
B
13
160÷195
76÷80
4.0
B
Tolleranze
Le tolleranze dimensionali e di peso sono:
Diametri esterni:
± 1,0 %
Spessore:
± 10 %
Peso:
± 10 %
Lunghezza totale:
± 25 mm fino a 10m e ± 0,6 % oltre i 10 m di lunghezza
Lunghezza singoli tronchi rastremati: ± 60 mm
Rettilineità:
0,3 % sulla lunghezza totale e su ogni porzione superiore ad 1 m
Dimensioni asola morsettiera:
+ 2 mm, – 0 mm
Per i valori nominali di peso si farà riferimento ai documenti tecnici del fornitore.
3.7
LAVORAZIONI ED ACCESSORI
3.7.1
I pali di tipo “B”, dovranno essere provvisti, rispettivamente a 150 mm e a 350 mm dalla cima, di 2 serie di 3
boccole filettate M12 saldate, prima della zincatura, a 120° sulla circonferenza. Le due serie di boccole non
dovranno sporgere all’interno del tubo e dovranno essere sfalsate tra loro di un angolo pari a 60°.
Le boccole dovranno essere complete di viti M12 x 25 mm in acciaio inossidabile. Il tubo dovrà essere forato
in corrispondenza della filettatura della boccola per permettere la fuoriuscita della vite di fissaggio.
3.7.2
A 1150 mm (850 mm per i pali di altezza 5 m) dalla base dovrà essere saldato, prima della zincatura,
all’interno della sagoma del palo un dado filettato M16 per permettere il collegamento alla rete di terra.
Il dado dovrà essere provvisto di vite M16 x 25 mm e rondella entrambe in acciaio inossidabile.
3.7.3
A 2000 mm (1700 mm per i pali di altezza 5 m) dalla base del palo, dovrà essere realizzata l’asola per
l’alloggiamento della morsettiera. Le dimensioni sono riportate nella figura 2 e tabella allegata. Il taglio
dovrà essere esente da sbavature e parti taglienti e realizzato prima della zincatura.
3.7.4
Le rastremature devono presentare la forma riportata nel relativo particolare della figura 1.
3.7.5
E’ ammessa la realizzazione di fori (di diametro non superiore a 12 mm) in prossimità della base e della cima
del palo al fine di consentire l’aggancio dello stesso durante il processo di zincatura.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
NOTA 1:
l’asola per l’alloggiamento della morsettiera ed il dado per il collegamento di terra devono
risultare in asse sullo stesso lato del palo.
NOTA 2:
i pali oggetto della presente specifica NON devono essere provvisti di aperture per l’ingresso dei
cavi.
Figura 2 – Lavorazioni base palo
2
LAVORAZIONI BASE PALO
3.8
MISURE
(mm)
TIPO A
L=5m
TIPO B
L=6m
TIPO B
L>6m
A
850
1150
1150
B
1700
2000
2000
X
38
38
45
Y
132
132
186
R
19
19
22,5
VERIFICHE
Il progetto deve basarsi sui carichi specificati dalla norma UNI EN 40-3-1 e deve essere verificato mediante
prova secondo la norma UNI EN 40-3-2 o mediante calcolo secondo UNI EN 40-3-3.
Per i pali di tipo “B” con lunghezza totale ≤ 11 m le verifiche dovranno essere fatte nell’ipotesi di
completamento degli stessi, con una mensola ed un apparecchio illuminante aventi dimensioni e pesi come
riportato nella figura 2.
Per il palo di tipo “A” ed i pali di tipo “B” con lunghezza totali pari a 12 o 13 m, le verifiche dovranno essere
eseguite considerando la sola applicazione del corpo illuminante.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
Figura 2 – Mensola ed apparecchio illuminante
4
DOCUMENTAZIONE
4.1
IL FORNITORE PRIMA DELLA STIPULA DEL CONTRATTO DEVE PRESENTARE LA SEGUENTE
DOCUMENTAZIONE:
a) dichiarazione di conformità CE che il materiale consegnato è conforme alle norme tecniche di
riferimento;
b) la relazione di calcolo relativa alla struttura del palo, secondo quanto indicato al paragrafo 6 della norma
UNI EN 40-5;
c)
il disegno dimensionale dei pali completo del peso, delle dimensioni, delle lavorazioni, degli spessori,
delle finiture e delle marcature richieste;
d) la documentazione attestante la qualità del prodotto come indicato al paragrafo 3.2;
e)
la documentazione attestante l’omologazione del processo di saldatura da parte di Organismo esterno
competente e riconosciuto;
f)
un campione della marcatura con indicate le modalità di fissaggio e le caratteristiche tecniche e di durata
del sistema.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
5
Scheda: S.T.F. 1.
MARCATURA
I pali devono essere contrassegnati in modo chiaro e durevole mediante punzonatura o altro metodo
indelebile con almeno le seguenti indicazioni:
a)
Nome e/o simbolo del fabbricante;
b) l’anno di produzione;
c)
un riferimento alla norma UNI EN 40-5 (2003);
d) codice univoco del prodotto;
e)
marcatura CE come da appendice ZA.3 della norma UNI EN 40-5.
Le marcature suindicate devono essere apposte nella zona sovrastante il bullone di collegamento di terra.
6
IMBALLAGGIO E MOVIMENTAZIONE
Le operazioni di movimentazione dei pali devono essere eseguite con mezzi idonei atti a non deformarli o
danneggiarli.
I pali dovranno essere accatastati, durante il trasporto o immagazzinamento, in pile di dimensioni tali da non
provocare deformazioni meccaniche permanenti degli strati inferiori.
7
COLLAUDO E CONTROLLO IN ACCETTAZIONE
Il collaudo ed il controllo in accettazione sono eseguiti all’interno del lotto di consegna, indipendentemente
dalla dimensione, attuando un piano di campionamento, secondo UNI ISO 2859/1, di tipo SEMPLICE
RIDOTTO LIVELLO I, AQL pari a 0,65.
7.1
DOCUMENTAZIONE DA FORNIRE
7.1.1
Su richiesta del Committente il produttore dovrà fornire copia dei documenti ispettivi attestanti il
superamento delle prove e verifiche previste al paragrafo 7.2.
7.2
COLLAUDO LOTTI DI CONSEGNA
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di presenziare nello stabilimento di
produzione, o presso laboratori scelti dal produttore, all’esecuzione delle prove e verifiche sottoriportate da
eseguirsi su campioni prelevati dal lotto stesso (a tale riguardo il fornitore deve dare congruo preavviso di
lotto approntato):
a)
verifiche dimensionali e di peso;
b) verifica di rettilineità;
c)
prove di trazione su provetta ricavata dal palo;
d) verifica della massa o spessore del rivestimento di zinco;
e)
prova in nebbia salina secondo UNI ISO 9227 con tempo di esposizione pari a 24 ore;
f)
verifica delle saldature dei giunti.
g) il resoconto di prova secondo quanto indicato al paragrafo 8 della norma UNI EN 40-3-2 (appendice A);
h) il certificato di prova tipo secondo quanto indicato
al paragrafo 9 della norma UNI EN 40-3-2
(appendice B).
I documenti di cui al punto g) ed h) non devono obbligatoriamente riferirsi al lotto di consegna, purchè gli
stessi facciano riferimento a pali aventi dimensioni e caratteristiche conformi alla presente Specifica.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 8 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
7.3
Scheda: S.T.F. 1.
CONTROLLO IN ACCETTAZIONE
Alla ricezione dei pali si attueranno i controlli dimensionali e le verifiche a vista secondo le disposizioni
riportate nella carta di controllo allegata.
8
GARANZIE
8.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le prove, o parte di esse, di
cui al paragrafo 7.2 presso laboratori di fiducia.
8.2
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 9 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 1.
CARTA DI CONTROLLO; ALLEGATO “A”
PALI TUBOLARI RASTREMATI IN ACCIAIO PER ILLUMINAZIONE
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _____________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
VERIFICA
RIF.
1
verifica documenti di cui al paragrafo 7.1
2
controllo dimensionale (secondo MCA.01.02)
3
assenza di ammaccature ed abrasioni
4
integrità zincatura
5
presenza marcature di cui al paragrafo 5
6
verifica visiva dei giunti relativi alle rastremature (i giunti devono essere
privi di angoli vivi, le saldature devono essere continue, prive di scoria,
cricche e spruzzi)
7
assenza spigoli vivi e bave nei punti di accesso
7
presenza bulloni a testa palo (se previsti)
8
presenza bullone di terra e rondella (in acciaio inossidabile)
Q.TA’
Q.TA’ NON
CONF. CONF.
ANNOTAZIONI
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 10 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 2.
MENSOLE TUBOLARI A
SBRACCIO IN ACCIAIO PER PALI
DI ILLUMINAZIONE PUBBLICA
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
CARATTERISTICHE ................................................................ 3
4
DOCUMENTAZIONE ............................................................... 8
5
OMOLOGAZIONE CAMPIONE ............................................. 8
6
MARCATURA ............................................................................ 8
7
IMBALLAGGIO E MOVIMENTAZIONE.............................. 8
8
COLLAUDO E CONTROLLO IN ACCETTAZIONE ........... 8
9
GARANZIE ................................................................................. 9
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 8
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 2.
OGGETTO E SCOPO
La presente specifica riguarda le mensole tubolari a sbraccio, le prolunghe palo e attacchi testa palo in acciaio
destinati al sostegno delle armature illuminanti, fissate a pali per l’illuminazione pubblica.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che sono
caratteristici dei materiali in questione.
La fornitura delle mensole, secondo la presente Specifica, è subordinata all’omologazione preventiva dei
relativi campioni secondo quanto indicato al capitolo 5.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I prodotti oggetto della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme
tecniche e legislative:
UNI EN 40-1: 1992
Pali per illuminazione. Termini e definizioni.
UNI EN 40-2: 2004
Pali per illuminazione. Requisiti generali e dimensioni.
UNI EN 40-3-1: 2013
Pali per illuminazione pubblica. Progettazione e verifica. Specifica dei carichi
caratteristici.
UNI EN 40-3-2: 2013
Pali per illuminazione pubblica. Progettazione e verifica. Verifica tramite prova.
UNI EN 40-3-3: 2013
Pali per illuminazione pubblica. Progettazione e verifica. Verifica mediante
calcolo.
UNI EN 40-5: 2003
Pali per illuminazione pubblica. Specifiche per pali per illuminazione pubblica di
acciaio.
UNI EN ISO 1461: 2009
Rivestimenti di zincatura per immersione a caldo su prodotti finiti ferrosi e
articoli di acciaio. Specificazioni e metodi di prova.
UNI EN 10025: 2005
Prodotti laminati a caldo di acciai per impieghi strutturali.
UNI EN 10219-1: 2006
Profilati cavi formati a freddo di acciai non legati e a grano fine per strutture
saldate – Parte 1 Condizioni tecniche di fornitura.
UNI EN 10219-2: 2006
Profilati cavi formati a freddo di acciai non legati e a grano fine per strutture
saldate – Parte 2 Tolleranze, dimensioni e caratteristiche del profilo.
UNI EN ISO 9227: 2012
Prove di corrosione in atmosfere artificiali. - Prove di nebbia salina.
Circ. M.LL.PP. N° 156 del
4/07/1996
Istruzioni per l’applicazione delle “ Norme tecniche relative ai criteri generali
per la verifica di sicurezza delle costruzioni, dei carichi dei sovraccarichi di cui
al D.M. 16/01/96.
Circ. M.LL.PP. N° 65 del
10/04/1997
Istruzioni per l’applicazione delle “Norme tecniche per le costruzioni in zone
sismiche.” di cui al D.M. 9/01/96.
I collaudi oltre ad essere in accordo con le presenti Specifiche Tecniche dovranno essere eseguiti secondo
quanto previsto dalla serie di Norme UNI ISO 2859 del 2007 “Procedimenti di campionamento nell'ispezione
per attributi”.
NOTA: i documenti sopraccitati comprendono anche le eventuali varianti, rettifiche, errata-corrige relative o
successive modificazioni ed integrazioni.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 2.
3
CARATTERISTICHE
3.1
CARATTERISTICHE GENERALI
Le mensole a sbraccio di tipo singolo sono formate da tubi in acciaio, piegati ad L con un raggio di curvatura
pari a 500 mm, provviste di una corona di attacco palo-mensola ed aperte alle due estremità.
Le mensole doppie e triple sono costituite da tubi in acciaio, formate saldando spezzoni piegati ad L con un
raggio di curvatura pari a 500 mm, provviste di una corona di attacco palo-mensola ed aperte alle due
estremità.
Le prolunghe palo sono costituite da tubi in acciaio, provviste di una corona di attacco palo-mensola ed
aperte alle due estremità.
Per i particolari costruttivi delle mensole, delle prolunghe e dell’attacco testa palo, si faccia riferimento alle
figure di seguito riportate.
3.2
QUALITÀ
La produzione e la fornitura delle mensole idonee all’impiego in impianti di pubblica illuminazione deve
seguire processi certificati UNI EN ISO 9001.
La materia prima per la produzione dei tubi deve essere prodotta da azienda qualificata da Ente o Istituto
accreditato SINCERT.
3.3
CARATTERISTICHE MATERIALI
3.3.1
I tubi utilizzati devono essere realizzati con acciaio saldabile di qualità S 235 JR e prodotti con procedimento
ERW omologato, o equivalente, aventi le seguenti caratteristiche meccaniche:
≥ 360 N/mm²
-
carico di rottura a trazione:
Rm
-
carico di snervamento:
Reh ≥ 235 N/mm²
-
allungamento dopo rottura:
A%
≥ 26 %
3.3.2
E’ consentito l’utilizzo di tubi costituiti da acciaio di qualità superiore a quanto richiesto al paragrafo 3.3.1;
in tal caso il fornitore dovrà dimostrare, mediante relazione di calcolo, che le verifiche ottenute forniscano
coefficienti di sicurezza uguali o superiori a quanto ottenibile mediante l’impiego di acciaio di qualità
S235JR.
3.4
FINITURA
I pali devono essere zincati, internamente ed esternamente, a caldo per immersione secondo i requisiti della
norma UNI EN ISO 1461.
Le caratteristiche minime del trattamento protettivo sono le seguenti:
-
massa dello strato di zinco pari a 500 ÷ 600 g/m²
-
spessore strato di zinco pari a 70 ÷ 80 µ.
L’aspetto finale della superficie, quando sottoposta a esame a vista, deve presentare uniformità di colore,
deve risultare liscia, esente da noduli, rigonfiamenti, colature, rugosità, distacchi anche di piccola entità, parti
taglienti e aree non rivestite.
3.5
PROCESSO DI SALDATURA
Il processo di saldatura deve essere conforme ai requisiti indicati dalla norma UNI EN 40-5 al paragrafo 7.
3.5.1
Tale processo deve essere omologato da Organizzazione esterna riconosciuta.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.6
DIMENSIONI E TOLLERANZE
3.6.1
Dimensioni delle mensole singole
Scheda: S.T.F. 2.
Le particolarità costruttive e le dimensioni sono riportate nella figura e nella tabella seguenti:
Figura 1 – Mensola singola
DIMENSIONI DELLA MENSOLA SINGOLA
(1)
(2)
H
(m)
L
(m)
β
(°)
D
(mm)
1,0 – 2,0
2,00
4
60
3,0
1,0 – 2,0
1,50
4
60
3,0
1,0 – 2,0
0,75
2
60
3,0
SPESSORE
(mm)
(3)
(1)
NOTA : la dimensione H deve essere specificata in fase d’ordine.
(2)
NOTA : l’angolo indicato è quello necessario a portare la mensola a 0° dopo la flessione dovuta al peso
dell’apparecchio illuminante.
(3)
NOTA : lo spessore indicato è relativo a mensole costituite da acciaio di qualità S235JR.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.6.2
Scheda: S.T.F. 2.
Dimensioni delle mensole doppie e triple
Le particolarità costruttive e le dimensioni sono riportate nella figura e nelle tabelle seguenti:
Figura 2 – Mensola doppia e tripla
DIMENSIONI DELLA MENSOLA DOPPIA E TRIPLA
(1)
(2)
H
(m)
L
(m)
β
(°)
D
(mm)
1,0 – 2,0
2,00
4
60
3,0
1,0 – 2,0
1,50
4
60
3,0
1,0 – 2,0
0,75
2
60
3,0
SPESSORE
(mm)
(3)
(1)
NOTA : la dimensione H deve essere specificata in fase d’ordine.
(2)
NOTA : l’angolo indicato è quello necessario a portare la mensola a 0° dopo la flessione dovuta al peso
dell’apparecchio illuminante.
(3)
NOTA : lo spessore indicato è relativo a mensole costituite da acciaio di qualità S235JR.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.6.3
Scheda: S.T.F. 2.
Dimensioni prolunga palo
Le particolarità costruttive e le dimensioni sono riportate nella figura seguente:
Figura 3 – Prolunga palo
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.6.4
Scheda: S.T.F. 2.
Attacco testa palo
Le particolarità costruttive e le dimensioni sono riportate nelle figure seguenti:
Figura 4 – Attacco testa palo singolo
Figura 5 – Attacco testa palo doppio
66
NOTA: tutte le quote sono in mm
3.6.5
Tolleranze
Le tolleranze dimensionali e di peso sono:
Diametri esterni:
Spessore:
Peso:
Lunghezza totale:
Altre dimensioni:
Rettilineità:
Angolo di inclinazione:
± 1,0 %
± 10 %
± 10 %
−0 +50 mm
± 2,0 %
0,3 % sulla lunghezza totale e su ogni porzione superiore ad 1 m
± 0,5° (senza carico)
Per i valori nominali di peso si farà riferimento ai documenti tecnici del fornitore.
3.7
LAVORAZIONI
3.7.1
La corona di attacco palo-mensola dovrà presentare uno smusso uniforme a 45°, di almeno 3 mm di lato,
lungo tutta la circonferenza della corona, come rappresentato nei particolari costruttivi.
3.7.2
Tutte le lavorazioni dovranno essere esenti da sbavature e parti taglienti e realizzate prima della zincatura.
E’ ammessa la realizzazione di fori (di diametro non superiore a 10 mm) in prossimità delle estremità della
mensola ed all’interno della corona di attacco palo-mensola al fine di consentire l’aggancio dello stesso
durante il processo di zincatura ed evitare la formazione di bolle d’aria.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 2.
4
DOCUMENTAZIONE
4.1
IL FORNITORE PRIMA DELLA STIPULA DEL CONTRATTO DEVE PRESENTARE LA SEGUENTE
DOCUMENTAZIONE:
a)
il disegno dimensionale delle mensole completo del peso, delle dimensioni, delle lavorazioni, degli
spessori (se la qualità dell’acciaio impiegato è diversa da S235JR), delle finiture e delle marcature
richieste;
b) la documentazione attestante la qualità del prodotto come indicato al paragrafo 3.2;
c)
la documentazione attestante l’omologazione del processo di saldatura da parte di Organismo esterno
competente e riconosciuto;
d) la relazione di calcolo come richiesto al paragrafo 3.3.2 (se la qualità dell’acciaio impiegato è diversa da
S235JR);
e)
5
un campione della marcatura con indicate le modalità di fissaggio e le caratteristiche tecniche e di durata
del sistema.
OMOLOGAZIONE CAMPIONE
Un campione per ogni tipo di mensola (singola, doppia o tripla) che sarà oggetto della fornitura dovrà essere
sottoposto al Committente per la sua omologazione. Ogni campione verrà sottoposto alle verifiche previste
per il controllo di accettazione, vedi paragrafo 8.3, ed in particolare verrà verificato il raggio di piegatura
utilizzando l’apposita dima di riscontro.
6
MARCATURA
Le mensole e le prolunghe palo devono essere contrassegnate in modo chiaro e durevole mediante
punzonatura o altro metodo indelebile con almeno le seguenti indicazioni:
a)
Nome e/o simbolo del fabbricante;
b) l’anno di produzione;
c)
un riferimento alla norma UNI EN 40-5;
d) codice univoco del prodotto;
e)
marcatura CE come da appendice ZA.3 della norma UNI EN 40-5.
Le marcature suindicate devono essere apposte nella zona sovrastante la corona di attacco palo-mensola.
7
IMBALLAGGIO E MOVIMENTAZIONE
Le operazioni di movimentazione dei materiali oggetto della presente Specifica devono essere eseguite con
mezzi idonei atti a non deformarli o danneggiarli.
8
COLLAUDO E CONTROLLO IN ACCETTAZIONE
Il collaudo ed il controllo in accettazione sono eseguiti all’interno del lotto di consegna, indipendentemente
dalla dimensione e figura, attuando un piano di campionamento, secondo UNI ISO 2859/1, di tipo
SEMPLICE RIDOTTO LIVELLO I, AQL pari a 0,65.
8.1
DOCUMENTAZIONE DA FORNIRE
8.1.1
Su richiesta del Committente il produttore dovrà fornire copia dei documenti ispettivi attestanti il
superamento delle prove e verifiche previste al paragrafo 8.2.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 8 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
8.2
Scheda: S.T.F. 2.
COLLAUDO LOTTI DI CONSEGNA
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di presenziare nello stabilimento di
produzione, o presso laboratori scelti dal produttore, all’esecuzione delle prove e verifiche sottoriportate da
eseguirsi su campioni prelevati dal lotto stesso (a tale riguardo il fornitore deve dare congruo preavviso di
lotto approntato):
a)
verifiche dimensionali e di peso;
b) verifica di rettilineità;
c)
prove di trazione su provetta ricavata dal tubo;
d) verifica della massa o spessore del rivestimento di zinco;
8.3
e)
prova in nebbia salina secondo UNI ISO 9227 con tempo di esposizione pari a 24 ore;
f)
verifica delle saldature dei giunti.
CONTROLLO IN ACCETTAZIONE
Alla ricezione delle mensole si attueranno i controlli dimensionali e le verifiche a vista secondo le
disposizioni riportate nella carta di controllo allegata.
9
GARANZIE
9.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le prove, o parte di esse, di
cui al paragrafo 8.2 presso laboratori di fiducia.
9.2
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 9 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 2.
CARTA DI CONTROLLO; ALLEGATO “A”
MENSOLE TUBOLARI SINGOLE / DOPPIE / TRIPLE – PROLUNGHE PALO – ATTACCO TESTA PALO
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
verifica presenza dichiarazione di cui al paragrafo 8.1
2
controllo dimensionale (secondo MCA.01.03)
3
presenza marcature di cui al paragrafo 6
4
assenza di ammaccature ed abrasioni
5
integrità zincatura
Q.TA’
NON
CONF.
ANNOTAZIONI
6
7
8
9
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 10 di 10
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 3.
CAVI PER ENERGIA
UNIPOLARI E MULTIPOLARI
CON CONDUTTORE FLESSIBILE
INDICE
Pag.
1 OGGETTO E SCOPO
2
2 RIFERIMENTI TECNICI E LEGISLATIVI
2
3 CARATTERISTICHE
3
4 DOCUMENTAZIONE
4
5 MARCATURE E CERTIFICAZIONI
4
6 IMBALLAGGIO E MOVIMENTAZIONE
5
7 CONTROLLO IN ACCETTAZIONE
5
8 GARANZIE
5
CARTA DI CONTROLLO; ALLEGATO “A”
5
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 3.
OGGETTO E SCOPO
La presente specifica riguarda i cavi per energia unipolari e multipolari con conduttore a corda flessibile rotonda classe 5, in rame
ricotto, isolato in gomma etilenpropilenica ad alto modulo di qualità G7 e sotto guaina in PVC, non propagante l’incendio e a ridotta
emissione di gas corrosivi da utilizzarsi in impianti a bassa tensione.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti costruttivi e di prova che sono caratteristici dei materiali in
questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I prodotti, oggetto della presente specifica, dovranno essere conformi alle prescrizioni delle seguenti norme tecniche e legislative:
CEI 20-13: 2011
Cavi con isolamento estruso in gomma per tensioni nominali da 1 a 30 KV.
CEI 20-29: 2005
Conduttori per cavi isolati.
CEI 20-11: 2006
Materiali isolanti, di guaina e di rivestimento per cavi di energia di bassa
tensione.
CEI 20-22: 2006
Prove d'incendio su cavi elettrici.
CEI 20-34: 2001
Metodi di prova per materiali isolanti e di guaina dei cavi elettrici.
CEI 20-35: 2006
Prove su cavi elettrici e ottici in condizioni d'incendio.
CEI 20-37: 2002
Metodi di prova comuni per cavi in condizione di incendio - Prove sui gas
emessi durante la combustione dei materiali prelevati dai cavi.
CEI-UNEL 00721: 2004
Colori di guaina dei cavi elettrici.
CEI-UNEL 00722: 2002
Identificazione delle anime dei cavi.
CEI-UNEL 35011: 2000
Cavi per energia e segnalamento. Sigle di designazione.
CEI-UNEL 35375: 2001
Cavi per energia isolati in gomma etilenpropilenica ad alto modulo di qualità
G7, sotto guaina di PVC, non propaganti l'incendio e a ridotta emissione di
alogeni. Cavi unipolari e multipolari con conduttori flessibili per posa fissa con
e senza schermo.
Direttiva BT 2006/95/CE
Direttiva del parlamento europeo e del consiglio del 12 dicembre 2006
concernente il ravvicinamento delle legislazioni degli Stati membri relative al
materiale elettrico destinato ad essere adoperato entro taluni limiti di tensione.
Direttiva RoHs 2002/95/CE
Direttiva del parlamento europeo e del consiglio del 27 gennaio 2003 sulla
restrizione dell'uso di determinate sostanze pericolose nelle apparecchiature
elettriche ed elettroniche.
UNI ISO 2859-10: 2007
Procedimenti di campionamento nell'ispezione per attributi - Parte 10:
Introduzione alla serie di norme ISO 2859 per il campionamento nell'ispezione
per attributi.
I collaudi oltre ad essere in accordo con le presenti Specifiche Tecniche dovranno essere eseguiti secondo
quanto previsto dalla serie di Norme UNI ISO 2859 “Procedimenti di campionamento nell'ispezione per
attributi”.
NOTA: i documenti sopraccitati comprendono anche le eventuali varianti, rettifiche, errata-corrige relative o
successive modificazioni ed integrazioni.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
3
CARATTERISTICHE
3.1
CARATTERISTICHE GENERALI
Conduttore:
Isolante:
Riempitivo:
Guaina:
Formazione:
Schermo:
Impiego:
Scheda: S.T.F. 3.
in rame rosso ricotto in formazione flessibile di Classe 5;
mescola a base di gomma sintetica etilenpropilenica ad alto modulo elastico di qualità G7;
in gomma o materiale simile di tipo non igroscopico;
a base di polivinilcloruro, qualità Rz, di colore grigio chiaro;
unipolari e multipolari;
senza schermo;
in ambienti interni ed esterni anche bagnati con posa fissa.
costituiti da materiali aventi le caratteristiche di seguito indicate:
3.2
CARATTERISTICHE TECNICHE
Nelle tabelle seguenti sono riportate le principali caratteristiche tecniche dei cavi oggetto della presente
specifica:
Tabella 1: Cavi unipolari
Num. conduttori x sezione nominale [nxmm2] 1 x 2,5
Diametro sul conduttore (max)
1x4
1x6
1 x 10
1 x 16
1 x 25
1 x 35
[mm]
2,0
2,6
3,4
4,4
5,7
6,9
8,1
Diametro dei fili del conduttore (max) [mm]
0,26
0,31
0,31
0,41
0,41
0,41
0,41
Diametro esterno (max)
[mm]
7,2
7,8
8,4
9,4
10,4
12,2
13,6
Spessore medio isolante (min)
[mm]
0,7
0,7
0,7
0,7
0,7
0,9
0,9
Spessore medio guaina (min)
[mm]
1,4
1,4
1,4
1,4
1,4
1,4
1,4
Massa
[kg/km] 65±10%
Resistenza elettrica a 20°C (max)
[Ω/km]
7,98
80±10% 105±10% 150±10% 200±10% 300±10% 390±10%
4,95
3,30
1,91
1,21
0,780
0,554
2x4
2x6
2 x 10
2 x 16
2 x 25
2 x 35
Tabella 2: Cavi bipolari
Num. conduttori x sezione nominale [nxmm2] 2 x 2,5
Diametro sul conduttore (max)
[mm]
2,0
2,6
3,4
4,4
5,7
6,9
8,1
Diametro dei fili del conduttore (max) [mm]
0,26
0,31
0,31
0,41
0,41
0,41
0,41
Diametro esterno (max)
[mm]
13,0
14,2
15,4
17,3
19,4
23,0
25,7
Spessore medio isolante (min)
[mm]
0,7
0,7
0,7
0,7
0,7
0,9
0,9
Spessore medio guaina (min)
[mm]
1,8
1,8
1,8
1,8
1,8
1,8
1,8
Massa
[kg/km] 190±25% 240±20% 310±20% 440±15% 600±10% 850±10% 1130±10%
Resistenza elettrica a 20°C (max)
[Ω/km]
7,98
4,95
3,30
1,91
1,21
0,780
0,554
Le caratteristiche tecniche di cavi aventi sezione e formazione diverse da quelle sopra riportate dovranno
corrispondere ai dati riportati sulle tabelle CEI-UNEL 35375.
NOTA:
la sezione nominale ed il numero di conduttori devono essere definiti in fase d’ordine.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.3
TENSIONE NOMINALE
Tensioni U0 / U:
3.4
0,6 / 1 kV
SIGLA DI DESIGNAZIONE
Cavi unipolari:
Cavi multipolari:
3.5
Cavo FG7R-0,6/1 kV <numero conduttori> x <sezione> CEI UNEL 35375
Cavo FG7OR-0,6/1 kV <numero conduttori> x <sezione> CEI UNEL 35375
COLORE
Guaina:
Anima cavi unipolari:
Anima cavi multipolari:
3.6
colore grigio chiaro;
colore nero;
devono essere identificate mediante i colori indicati nelle tabelle CEIUNEL 00722 in funzione al numero di conduttori ed alla presenza o
assenza del conduttore di protezione.
ALTRE CARATTERISTICHE
Conduttore:
Isolante:
Riempitivo:
Guaina:
4
Scheda: S.T.F. 3.
con diametro dei singoli fili non superiore a quello indicato nella tabella 3 della Norma
CEI 20-29, disposti in formazione circolare e composizione omogenea del materiale
utilizzato;
disposto in modo continuo e con spessore il più possibile uniforme. L’isolante deve
essere applicato in modo che rivesta strettamente il conduttore senza aderirvi
consentendo una buona sfilabilità senza danneggiamento del conduttore;
deve consentire una facile separazione delle anime;
uniforme e compatta, senza bolle o grumi o altri difetti, non deve essere incollata
all’isolante o al riempitivo e deve consentire una buona sguainabilità del cavo.
DOCUMENTAZIONE
Alla presentazione dell’offerta il fornitore dovrà presentare catalogo o scheda tecnica riportante:
-
5
le dimensioni nominali (diametro sul conduttore, diametro esterno, spessore isolante e guaina, etc.) ;
le caratteristiche elettriche principali (resistenza elettrica a 20°C, portata in corrente, etc.);
il peso (in kg per km di cavo);
le condizioni di posa (temperatura minima di posa, raggio minimo di curvatura, massimo sforzo di trazione,
etc.);
le informazioni relative alla marcatura (dati riportati sulla marcatura, tipo di marcatura, etc.).
MARCATURE E CERTIFICAZIONI
I cavi devono essere certificati dall’Istituto Italiano del Marchio di Qualità o da altro Istituto equivalente
riconosciuto a livello europeo.
I cavi devono portare stampigliato in modo chiaro e leggibile sulla guaina i dati identificativi, la marcatura
deve essere continua con intervallo massimo di 1000 mm, devono essere riportate almeno le seguenti
informazioni:
- nome del fabbricante o marchio di fabbrica o numero distintivo (tale contrassegno può essere ottenuto
mediante filo distintivo o nastro stampato inserito nel cavo);
-
sigla di designazione del cavo, secondo le indicazioni della norma CEI-UNEL 35375;
-
formazione, numero dei conduttori x sezione;
-
contrassegno IEMMEQU (o altra equivalente dicitura secondo quanto stabilito dall’Istituto);
-
contrassegno CEI 20-22 II;
-
anno di fabbricazione o codice di riferimento;
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
-
Scheda: S.T.F. 3.
stampigliatura metrica progressiva.
Sull’imballo delle matasse o sulle bobine, oltre alle informazioni precedenti, deve essere apposta anche la
marcatura CE.
6
IMBALLAGGIO E MOVIMENTAZIONE
I cavi devono essere imballati in matasse da 100 m o bobine che ne permettano la facile manipolazione senza
aggrovigliamenti in pezzature da circa 1.000 m.
I cavi forniti in bobina, e quindi destinati ad essere immagazzinati all’esterno, devono avere le estremità
sigillate in modo da evitare la penetrazione di umidità.
L’estremità iniziale del cavo dovrà essere portata all’esterno della bobina, per una lunghezza sufficiente a
leggere il numero iniziale della stampigliatura metrica.
Le bobine in legno, o altro materiale di supporto, dei cavi devono riportare l’indicazione del peso (tara).
7
CONTROLLO IN ACCETTAZIONE
7.1
DOCUMENTAZIONE DA FORNIRE
Alla consegna, per ogni fornitura, i cavi dovranno essere accompagnati da:
7.2
a.
dichiarazione di conformità del costruttore attestante la rispondenza degli stessi alla presente
Specifica di Fornitura, alle norme tecniche applicabili ed alla Direttiva Bassa Tensione 2006/95/CE;
b.
copia del certificato di conformità rilasciato dall’Istituto Italiano del Marchio di Qualità (o da altro
Istituto equivalente).
CONTROLLI IN ACCETTAZIONE
Sulle unità di prodotto oggetto della presente norma si dovrà attuare in ricezione un piano di campionamento
secondo la norma UNI ISO 2859-1 di tipo SEMPLICE RIDOTTO LIVELLO I, AQL pari a 2,5.
NB: per unità di prodotto si intende una singola pezzatura (matassa o bobina).
Per la registrazione dei risultati utilizzare la carta di controllo in allegato “A”.
8
GARANZIE
8.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le seguenti prove, o parte di
esse, presso laboratori di fiducia:
a.
verifiche dimensionali (misura dello spessore dell’isolante, misura dello spessore della guaina,
misura del diametro esterno, misura del diametro del conduttore, peso, ecc.);
b.
c.
8.2
prove meccaniche (piegatura, resistenza all’umidità, prova di non propagazione della fiamma, ecc.);
prove elettriche (misura della resistenza dell’isolamento, misura della resistenza del conduttore,
ecc.);
d.
prove e verifiche atte a dimostrare la conformità dei materiali all’uso a cui sono destinati.
Il Committente si riserva il diritto di chiedere la sostituzione di ogni matassa o bobina di cavo riscontrato non
conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se il lotto di consegna è
stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 3.
CARTA DI CONTROLLO; ALLEGATO “A”
CAVI PER ENERGIA UNIPOLARI E MULTIPOLARI CON CONDUTTORE FLESSIBILE
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _____________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF.
Q.TA’
Q.TA’ NON
CONF. CONF.
VERIFICA
1
Verifica presenza documenti di cui al paragrafo 7.1
2
Controllo dimensionale (vedere paragrafo 3.2):
- diametro sul conduttore;
- diametro esterno.
3
Controllo del peso della matassa o bobina (fare riferimento alle
caratteristiche dichiarate dal costruttore).
4
Verifica presenza delle marcature di cui al paragrafo 5.
5
Verifica presenza della stampigliatura metrica di cui al paragrafo 5.
6
Verifica della sigillatura delle estremità.
ANNOTAZIONI
7
STRUMENTI DI MISURA:
1
Strumenti da impiegare:
Dati di riferimento degli strumenti impiegati:
Calibro a corsoio (di 300 mm) di precisione almeno 0,5 mm
_________________________________________________
per la misura del diametro sul conduttore ed esterno.
LOTTO ACCETTATO
NOTE
CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE
SETTORE
TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
NOTE
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
SETTORE
APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 4.
CAVI PER ENERGIA
UNIPOLARI CON
CONDUTTORE RIGIDO
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
CARATTERISTICHE ................................................................ 2
4
MARCATURE E CERTIFICAZIONI ...................................... 3
5
IMBALLAGGIO E MOVIMENTAZIONE.............................. 3
6
CONTROLLO IN ACCETTAZIONE ...................................... 3
7
GARANZIE ................................................................................. 4
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 5
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 4.
OGGETTO E SCOPO
La presente specifica riguarda i cavi per energia unipolari con conduttore rigido, in rame ricotto stagnato,
isolato in gomma EPR alto modulo di qualità G7 e sotto guaina in PVC, non propagante l’incendio e a ridotta
emissione di gas corrosivi da utilizzarsi in impianti a bassa tensione.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti costruttivi e di prova che sono
caratteristici dei materiali in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I materiali oggetto della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme
tecniche:
CEI-UNEL 35011 2000
- Cavi per energia e segnalamento - Sigle di designazione.
CEI-UNEL 35376 2001
- Cavi per energia isolati in gomma etilenpropilenica, alto modulo di qualità G7,
sotto guaina di PVC, non propaganti l'incendio e a ridotta emissione di gas
corrosivi
CEI 20-11 1999
- Caratteristiche tecniche e requisiti di prova delle mescole per isolanti e guaine
dei cavi per energia.
CEI 20-13 2011
- Cavi con isolamento estruso in gomma per tensioni nominali da 1 a 30 KV.
CEI 20-29 2005
- Conduttori per cavi isolati.
CEI 20-22/1/÷/5
- Prove d’incendio dei cavi elettrici.
Direttiva 73/23/CEE - Relativamente alle prescrizioni di sicurezza dei prodotti elettrici.
NOTA: i documenti sopracitati comprendono anche le eventuali varianti o rettifiche o errata-corrige.
3
CARATTERISTICHE
3.1
CARATTERISTICHE TECNICHE
Nella tabella seguente sono riportate le caratteristiche tecniche principali dei cavi oggetto della presente
specifica:
SEZIONE NOMINALE
(mm²)
2,5
4
6
10
16
25
35
DIAM. CONDUTTORE NOM. (mm)
1,8
2,3
2,8
4,0
5,1
6,4
7,3
DIAM. ESTERNO MAX
(mm)
7,1
7,8
8,5
9,4
10,5
12,4
13,5
(kg/km)
64
77
95
150
210
310
420
TIPO CAVO
UG7R
UG7R
UG7R
RG7R
RG7R
RG7R
RG7R
TENSIONE NOMINALE Uo/U (kV)
0,6/1
0,6/1
0,6/1
0,6/1
0,6/1
0,6/1
0,6/1
MASSA
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.2
Scheda: S.T.F. 4.
COLORE
Colore anima: nero
Colore guaina: grigio chiaro
3.3
DOCUMENTAZIONE
Alla presentazione dell’offerta dovrà essere fornito catalogo o scheda tecnica riportanti le dimensioni
nominali ed il peso nonché le informazioni relativamente alle marcature.
4
MARCATURE E CERTIFICAZIONI
I cavi devono essere certificati dall’Istituto Italiano del Marchio di Qualità o da altro Istituto equivalente
riconosciuto europeo.
I cavi devono portare stampigliato sulla guaina, al massimo ogni 1000 mm, almeno le seguenti informazioni:
- nome del fabbricante o marchio di fabbrica o numero distintivo (tale contrassegno può essere ottenuto
mediante filo distintivo o nastro stampato inserito nel cavo);
- contrassegno IMQ (o altra equivalente dicitura secondo quanto stabilito dall’Istituto);
- contrassegno CEI 20-22 II.
Sulla guaina di ogni tipo di cavo, inoltre, dovrà essere impressa la stampigliatura metrica.
Sull’imballo delle matasse o sulle bobine, oltre alle informazioni precedenti, deve essere apposta anche
la marcatura CE.
5
IMBALLAGGIO E MOVIMENTAZIONE
I cavi devono essere imballati in matasse da 100 m o bobine che ne permettano la facile manipolazione senza
aggrovigliamenti in pezzature da circa 1.000 m.
I cavi forniti in bobina, e quindi destinati ad essere immagazzinati all’esterno, devono avere le estremità
sigillate in modo da evitare la penetrazione di umidità.
L’estremità iniziale del cavo dovrà essere portata all’esterno della bobina, per una lunghezza sufficiente a
leggere il numero iniziale della stampigliatura metrica.
Le bobine in legno, o altro materiale, di supporto dei cavi devono riportare l’indicazione del peso (tara).
6
CONTROLLO IN ACCETTAZIONE
6.1
DOCUMENTAZIONE DA FORNIRE
Alla consegna, per ogni fornitura, i materiali dovranno essere accompagnati dalla dichiarazione di conformità
del costruttore attestante la rispondenza degli stessi alla presente Specifica di Fornitura, alle norme tecniche
applicabili e alla direttiva 73/23/CEE.
Dovrà essere fornito inoltre copia del certificato di conformità rilasciato dall’Istituto Italiano del Marchio di
Qualità (o da altro Istituto).
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
6.2
Scheda: S.T.F. 4.
CONTROLLI IN ACCETTAZIONE
Sulle unità di prodotto oggetto della presente norma si dovrà attuare in ricezione un piano di campionamento
di tipo SEMPLICE RIDOTTO LIVELLO I, LQA pari a 2,5.
NB: per unità di prodotto si intende una singola pezzatura (matassa o bobina).
Per la registrazione dei risultati utilizzare la carta di controllo in allegato “A”.
7
GARANZIE
7.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le seguenti prove, o parte di
esse, presso laboratori di fiducia:
7.2
a.
verifiche dimensionali (misura dello spessore della guaina, misura del diametro esterno, misura del
diametro del conduttore, peso, ecc.);
b.
prove meccaniche (piegatura, resistenza all’umidità, prova di non propagazione della fiamma, ecc.);
c.
prove elettriche (misura della resistenza dell’isolamento, misura della resistenza del conduttore,
ecc.);
d.
prove e verifiche atte a dimostrare la conformità dei materiali all’uso a cui sono destinati.
Il Committente si riserva il diritto di chiedere la sostituzione di ogni matassa o bobina di cavo riscontrato non
conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se il lotto di consegna è
stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 4.
CARTA DI CONTROLLO; ALLEGATO “A”
CAVI PER ENERGIA UNIPOLARI CON CONDUTTORE RIGIDO
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
Q.TA’
CONF.
RIF. VERIFICA
1
Verifica presenza documenti di cui al paragrafo 6.1
2
Controllo dimensionale (diametro conduttore -1% +5%, diametro
esterno -1% +5%, peso della matassa o bobina -1% +5%. Fare
riferimento alle caratteristiche dichiarate dal costruttore)
3
Verifica presenza delle marcature di cui al paragrafo 4
4
Verifica presenza della stampigliatura metrica di cui al paragrafo 4
5
Verifica della sigillatura delle estremità
Q.TA’
NON
CONF.
ANNOTAZIONI
6
7
8
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 5.
APPARECCHI PER
ILLUMINAZIONE
STRADALE
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI ......................................................... 2
3
CARATTERISTICHE ................................................................ 2
4
MARCATURE E CERTIFICAZIONI ...................................... 4
5
IMBALLAGGIO E MOVIMENTAZIONE.............................. 4
6
CONTROLLO IN ACCETTAZIONE ...................................... 4
7
GARANZIE ................................................................................. 4
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 6
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 5.
OGGETTO E SCOPO
La presente specifica riguarda le armature illuminanti di tipo chiuso, adatte per impiego stradale,
equipaggiate con lampada tubolare a vapori di sodio ad alta pressione.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che sono
caratteristici dei materiali in questione.
La fornitura di armature illuminanti, secondo la presente Specifica, è subordinata all’omologazione
preventiva da parte del Committente dei relativi campioni.
2
RIFERIMENTI TECNICI
I prodotti oggetto della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme
tecniche e legislative:
CEI 34-21
(CEI EN 60598-1)
CEI 34-33
(CEI EN 60598-2-3) (2003) - Apparecchi di illuminazione. Parte II: Prescrizioni particolari.
Apparecchi per illuminazione stradale.
CEI 34-24
(CEI EN 60662)
(2013) - Lampade a vapori di sodio ad alta pressione.
CEI 34-90
(CEI EN 61347-1)
(2009) - Unità di alimentazione di lampada Parte 1: Prescrizioni
generali e di sicurezza.
CEI 34-49
(CEI EN 60923)
(2006) - Alimentatori per lampade a scarica. Prescrizioni di prestazione.
CEI 34-63
(CEI EN 61048)
(2007) - Condensatori per uso in circuiti con lampade a scarica.
Prescrizioni generali e di sicurezza.
CEI 34-64
(CEI EN 61049)
(1998) - Condensatori per uso in circuiti con lampade a scarica.
Prescrizioni di prestazione.
CEI 32-6/1 (CEI EN 60127-1)
(2009) - Apparecchi di illuminazione. Parte 1: Prescrizioni generali e
prove.
(2009) - Fusibili miniatura. Parte 1: Definizioni per fusibili miniatura e
prescrizioni generali per cartucce di fusibili miniatura.
3
CARATTERISTICHE
3.1
MATERIALI
3.1.1
Corpo costruito da piastra portante in alluminio pressofuso e calotta di copertura in poliestere rinforzato con
fibra di vetro resistente agli agenti atmosferici.
3.1.2
Coppa in materiale sintetico policarbonato o metacrilato, poco sensibile alle radiazioni solari e a quelle
proprie emesse dalla lampade, garantita contro la rottura, la deformazione e l’opacizzazione per almeno 5
anni.
Nota: il materiale costituente la coppa sarà precisato in fase di gara.
3.1.3
Sistema ottico in alluminio anodizzato purissimo (99,98%), realizzato in un unico pezzo avvolgente la
lampada.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.2
Scheda: S.T.F. 5.
PROTEZIONI CONTRO LA SCOSSA ELETTRICA E LA PENETRAZIONE DI POLVERE ED UMIDITÀ
Classe di isolamento: I o superiore.
Grado di protezione: ≥ IP54 per il vano lampada e ≥ IP23 per il vano alimentatore/accenditore.
3.3
DISPOSITIVI DI PROTEZIONE
Protezione individuale dell’apparecchio mediante fusibile sul conduttore di fase installato nel vano reattore.
Il fusibile deve essere alloggiato in adeguato supporto portafusibile.
3.3.1
Caratteristiche del fusibile
Cartuccia cilindrica avente dimensioni: 20 mm di lunghezza e 5 mm di diametro.
Contatti: estremità con capsule cilindriche.
3.4
CARATTERISTICHE ELETTRICHE
3.4.1
Tensione di alimentazione nominale: 220/230V 50Hz.
Tensione di alimentazione ridotta per risparmio energetico: 175V.
3.4.2
Dispositivo di rifasamento a cosϕ ≥ 0,9 sia con tensione di alimentazione nominale sia con tensione ridotta.
3.4.3
Potenza nominale: tra i tipi standard di 70W, 100W, 150W, 250W, 400W (valori da definirsi all’ordine).
3.5
FISSAGGIO
Dispositivo di attacco al sostegno orizzontale o verticale, completo di viti di fissaggio in acciaio inox;
diametro codolo 60mm.
3.6
PARTICOLARITÀ COSTRUTTIVE
3.6.1
Dispositivi elettrici (alimentatore, accenditore, etc.) montati su unica piastra intercambiabile senza l’uso di
utensili; in laboratorio tutte le parti elettriche devono comunque potersi sostituire singolarmente con facilità.
3.6.2
Dispositivo di sezionamento della parte elettrica, in caso di sostituzione della stessa, senza utilizzo di alcun
attrezzo.
3.6.3
Accesso alla parte elettrica e alla lampada in modo rapido e agevole. Dopo l’apertura le singole parti devono
rimanere automaticamente agganciate al corpo.
3.7
ACCESSORI A CORREDO
Le armature devono essere dotate di lampada a vapori di sodio ad alta pressione di tipo tubolare aventi le
seguenti caratteristiche, in funzione della potenza prescelta:
POTENZA
[W]
70
100
150
250
400
MINIMO FLUSSO LUMINOSO INIZIALE
[lm]
6.500
10.000
16.000
30.000
55.000
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 5.
4
MARCATURE E CERTIFICAZIONI
4.1
Le armature e tutti i componenti elettrici devono essere certificati dall’Istituto Italiano del Marchio di Qualità
o da altro Istituto equivalente riconosciuto europeo.
4.2
L’imballo dell’armatura illuminante, il corpo lampada, l’alimentatore, l’accenditore, la lampada ed il
condensatore devono riportare almeno le seguenti marcature:
- nome del fabbricante o marchio di fabbrica;
- contrassegno IMQ od altro istituto (ad eccezione della lampada e dell’imballo);
- marchio CE (la lampada deve averlo almeno sull’imballo);
- tensione di alimentazione;
- potenza nominale.
5
IMBALLAGGIO E MOVIMENTAZIONE
I corpi illuminanti devono essere convenientemente imballati e protetti durante le operazioni di
immagazzinamento, movimentazione, trasporto e consegna. Le armature devono essere completamente
assemblate e pronte all’installazione. Le lampade possono essere consegnate separatamente purché
adeguatamente protette ed imballate.
6
CONTROLLO IN ACCETTAZIONE
6.1
DOCUMENTAZIONE DA FORNIRE
Alla consegna dei materiali dovranno essere forniti i seguenti documenti:
a. dichiarazione di conformità del costruttore che il materiale consegnato è conforme alla presente specifica,
alle norme tecniche applicabili ed alla direttiva CEE/73/23;
b. copia del certificato di conformità, relativo al corpo illuminante, rilasciato dall’Istituto Italiano del
Marchio di Qualità (o da altro Istituto equivalente).
6.2
CONTROLLO IN ACCETTAZIONE
Alla ricezione delle armature illuminanti si dovrà attuare, indipendentemente dal tipo, un piano di
campionamento, secondo UNI ISO 2859-1, di tipo SEMPLICE RIDOTTO LIVELLO I, LQA pari a 0,65.
I controlli, le prove e le verifiche a vista da eseguire, sono riportate nella carta di controllo di cui allegato “A”.
7
GARANZIE
7.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le seguenti prove presso
laboratori di fiducia:
a. prove meccaniche (prove di durata, resistenza al calore, verifica del grado di protezione, etc.);
b. prove elettriche (misura della resistenza dell’isolamento, prova della tensione applicata, etc.);
c. prove illuminotecniche (rilievo delle curve fotometriche).
7.2
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni
componente la fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o
movimentazione, anche se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 5.
CARTA DI CONTROLLO; ALLEGATO “A”
ARMATURA ILLUMINANTE
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
Verifica documenti di cui al paragrafo 6.1
2
Verifica completezza armatura
3
Verifica presenza e tipo fusibile (vedi paragrafo 3.3.1)
4
Verifica presenza marcature
5
Accensione a tensione nominale 220V
6
Funzionamento a tensione ridotta (dopo accensione a 220V e
riscaldamento per almeno 3’ portare gradualmente la tensione
a 175V)
Q.TA’
NON
CONF.
ANNOTAZIONI
7
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 6.
LAMPADE A VAPORI DI SODIO
ALTA PRESSIONE
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
CONFORMITÀ ........................................................................... 2
4
CARATTERISTICHE ................................................................ 2
5
MARCATURE ............................................................................ 4
6
IMBALLAGGIO E MOVIMENTAZIONE.............................. 4
7
DOCUMENTAZIONE ............................................................... 5
8
CONTROLLO IN ACCETTAZIONE ...................................... 5
9
GARANZIE ................................................................................. 5
CARTA DI CONTROLLO: ALLEGATO “A” ............................... 5
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 6.
OGGETTO E SCOPO
La presente specifica riguarda le lampade a scarica a vapori di sodio ad alta pressione, sia di tipo elissoidale con bulbo diffondente che
tubolare chiara, per illuminazione stradale, da utilizzarsi con accenditore esterno.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che sono caratteristici dei materiali in
questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I prodotti oggetto della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme tecniche e legislative:
CEI EN 60662
CEI 34-24
2013
- Lampade a vapori di sodio ad alta pressione.
CEI EN 62035
CEI 34-89
2000
- Lampade a scarica (escluse le lampade a fluorescenza).
Prescrizioni di sicurezza.
CEI EN 62035/A1 CEI 34-89;V1
2005
- Lampade a scarica (escluse le lampade a fluorescenza).
Prescrizioni di sicurezza.
CEI EN 60061
2011
- Attacchi per lampade, portalampade e calibri per il controllo
dell’intercambiabilità e della sicurezza – Parte 1, 4 e
varianti.
1973
- Direttiva 73/23/CEE del Consiglio, del 19 febbraio 1973,
concernente il ravvicinamento delle legislazioni degli Stati
Membri relative al materiale elettrico destinato ad essere
adoperato entro taluni limiti di tensione e modificato dalla
Direttiva 93/68/CEE.
CEI 34-65
Direttiva 73/23/CEE
I collaudi oltre ad essere in accordo con le presenti Specifiche Tecniche dovranno essere eseguiti secondo quanto previsto dalla serie di
Norme UNI ISO 2859 del 2007 “Procedimenti di campionamento nell'ispezione per attributi”.
NOTA:
3
i documenti sopracitati comprendono anche le eventuali varianti, rettifiche o errata-corrige.
CONFORMITÀ
Le lampade a vapori di sodio ad alta pressione dovranno essere conformi a queste Specifiche Tecniche, ai requisiti della Norma CEI EN
60662:2001 “Lampade a vapori di sodio ad alta pressione” ed alla direttiva Bassa Tensione 73/23/CEE e sue modifiche 93/68/CEE.
4
CARATTERISTICHE
4.1
CONDIZIONI D’ESERCIZIO
Tensione di alimentazione nominale:
230V +6% -10%
Frequenza di alimentazione nominale:
50Hz
Metodo di innesco:
Accenditore esterno
Posizione di funzionamento:
Le lampade devono poter funzionare in tutte le posizioni,
compresa la posizione verticale con l’attacco rivolto verso l’alto,
posizione universale.
Impiego:
Le lampade devono essere idonee all’impiego in impianti di
illuminazione pubblica.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
4.2
Scheda: S.T.F. 6.
POTENZE NOMINALI E CARATTERISTICHE TECNICHE DELLE LAMPADE DEL TIPO TUBOLARE CHIARA
Codifica
Na70T
Na100T
Na150T
Na250T
Na400T
Potenza nominale
[W]
50
70
100
150
250
400
Tensione di lampada
[V]
85±15
90±15
100±15
100±15
100±15
100±15
Corrente di lampada
[A] 0,76±0,2
0,98±0,2
1,2±0,2
1,8±0,2
3,0±0,2
4,6±0,2
Diametro massimo del bulbo
[mm]
39
39
53
53
60
60
Lunghezza totale massima
[mm]
156
156
211
211
260
292
Altezza del centro luminoso
[mm]
97-107
97-107
127-137
127-137
153-163
170-180
E27
E27
E40
E40
E40
E40
4.400
6.500
10.000
16.000
30.000
55.000
< 20 %
< 20 %
< 20 %
< 10 %
< 10 %
< 10 %
[h] ≥ 12.000
≥ 12.000
≥ 12.000
≥ 12.000
≥ 12.000
≥ 12.000
Vita media nominale della lampada ** [h] ≥ 28.000
≥ 28.000
≥ 28.000
≥ 32.000
≥ 32.000
≥ 32.000
Attacco
Flusso luminoso nominale minimo
[lm]
Decadimento flusso lum. (a 12.000 h) [%]
Vita lampada al 5% di mortalità *
4.3
Na50T
POTENZE NOMINALI E CARATTERISTICHE TECNICHE DELLE LAMPADE DEL TIPO ELISSOIDALE CON BULBO
DIFFONDENTE
Codifica
Na50E
Na70E
Na100E
Na150E
Na250E
Na400E
Potenza nominale
[W]
50
70
100
150
250
400
Tensione di lampada
[V]
85±15
90±15
100±15
100±15
100±15
105±15
Corrente di lampada
[A] 0,76±0,2
0,98±0,2
1,2±0,2
1,8±0,2
3,0±0,2
4,45±0,2
Diametro massimo del bulbo
[mm]
72
72
78
91
91
122
Lunghezza totale massima
[mm]
165
165
186
227
227
292
E27
E27
E40
E40
E40
E40
3.300
5.600
9.500
15.500
28.000
50.000
Decadimento flusso lum. (a 12.000 h) [%]
< 20 %
< 20 %
< 20 %
< 10 %
< 10 %
< 10 %
Vita lampada al 5% di mortalità *
≥ 7.000
≥ 7.000
≥ 12.000
≥ 12.000
≥ 12.000
≥ 12.000
Vita media nominale della lampada ** [h] ≥ 24.000
≥ 24.000
≥ 24.000
≥ 28.000
≥ 28.000
≥ 28.000
Attacco
Flusso luminoso nominale minimo
[lm]
[h]
I dati nominali delle lampade dovranno essere conformi ai valori indicati nella specifica tecnica e misurati secondo le indicazioni
contenute nella Norma CEI EN 60662.
*
Durata in ore della lampada al raggiungimento di una mortalità massima del 5% rilevata dalla curva caratteristica di mortalità di
quella determinata lampada.
** Durata in ore della lampada al raggiungimento di una mortalità massima del 50% rilevata dalla curva caratteristica di mortalità di
quella determinata lampada.
NOTA:
il tipo di lampada e la potenza nominale devono essere definiti in fase d’ordine
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
4.4
Scheda: S.T.F. 6.
CARATTERISTICHE ILLUMINOTECNICHE
Temperatura di colore:
2.000 ÷ 2.100 K
Indice di resa dei colori (Ra):
≥ 20
La misura del flusso luminoso nominale dovrà essere eseguita secondo le indicazioni della Norma CEI EN 60662 dopo un ciclo di
invecchiamento di 100 ore.
4.5
CARATTERISTICHE DI DURATA
La vita media nominale, in ore, della lampada deve essere rilevabile dalla curva caratteristica di mortalità percentuale della stessa per
una mortalità percentuale massima pari al 50%, inoltre dalla stessa curva caratteristica deve essere rilevabile il numero di ore di vita
della lampada per una mortalità percentuale del 5%.
Il decadimento del flusso luminoso percentuale dovrà essere contenuto entro i valori indicati nelle tabelle ai paragrafi 4.2 e 4.3 misurato
dopo una vita utile di 12.000 ore.
4.6
CONDIZIONI D’ESERCIZIO
La lampada alimentata con alimentatore di ordinaria produzione deve accendersi con una tensione minima di 210V in un tempo massimo
di 7 minuti.
Tensione di alimentazione ridotta per risparmio energetico:
175V min
Le lampade devono essere in grado di funzionare, dopo un periodo di riscaldamento a tensione nominale
(minimo 3 min.), ad una tensione di 175V senza causare aberrazioni cromatiche o diminuzione della durata.
Le lampade non devono spegnersi quando la tensione di alimentazione diminuisce dal 100% al 90% del
valore caratteristico in un tempo inferiore a 0,5 s e permanere a tale valore di tensione per almeno 5 s.
5
MARCATURE
Ogni lampada deve essere marcata in modo chiaro ed indelebile con almeno le seguenti informazioni:
a.
marchio d’origine;
b.
potenza nominale della lampada;
c.
simbolo indicante il metodo di innesco esterno E .
Le lampade dovranno essere fornite in imballi singoli, all’esterno di ciascuna singola confezione dovranno
essere riportate con caratteri chiaramente leggibili almeno le informazioni di cui al punto a. e al punto b. ed il
Marchio CE.
6
IMBALLAGGIO E MOVIMENTAZIONE
Le lampade devono essere imballate e protette singolarmente in maniera adeguata. Tali imballi devono essere
ulteriormente raccolti in contenitori adeguati per permettere l’esecuzione sicura delle operazioni di
movimentazione, trasporto e consegna.
All’esterno di ogni imballo multiplo dovranno essere riportate con caratteri chiaramente leggibili almeno le
seguenti informazioni:
a.
marchio d’origine;
b.
tipo e potenza nominale delle lampade;
c.
il numero dei pezzi contenuti;
d.
data di costruzione delle lampade.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 6.
7
DOCUMENTAZIONE
7.1
IL FORNITORE IN FASE DI OFFERTA DEVE PRESENTARE LA SEGUENTE DOCUMENTAZIONE:
8
1
dichiarazione di conformità attestante la rispondenza delle lampade proposte in offerta alla presente
Specifica di Fornitura ed alle norme tecniche applicabili;
2
dichiarazione di conformità del costruttore alla direttiva 73/23/CEE;
3
dichiarazione di impegno a fornire, qualora assegnatario, in tutto il periodo di durata dell’ordine,
lampade conformi alla presente Specifica di Fornitura, alle norme tecniche applicabili ed alla direttiva
73/23/CEE;
4
schede di cui in allegato “A” e “B”, compilate integralmente, riportanti le caratteristiche tecniche delle
lampade offerte;
5
documentazione tecnica (schede tecniche, cataloghi, certificati, dichiarazioni, prove di laboratorio, etc.),
comprovanti la validità di tutti i dati riportati negli allegati “A” e “B”. Il Fornitore deve inoltre
presentare la documentazione relativa al metodo di prova utilizzato per determinare la vita media
nominale delle lampade (cicli di funzionamento, numerosità dei campioni testati, etc.).
CONTROLLO IN ACCETTAZIONE
Alla ricezione delle lampade, per ogni raggruppamento omogeneo individuato da tipo e potenza, si dovrà
attuare un piano di campionamento, secondo UNI ISO 2859-1, di tipo SEMPLICE RIDOTTO LIVELLO I,
AQL pari a 0,65.
I controlli e le verifiche a vista da eseguire sono riportate nella carta di controllo di cui in allegato “C”.
9
GARANZIE
9.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le prove previste dalla
Norme CEI EN 60662:2001 e CEI EN 62035:2000 presso laboratori di fiducia al fine di verificare la
rispondenza delle caratteristiche dichiarate dal Fornitore alla presente Specifica Tecnica ed alle Normative
applicabili.
Le prove potranno riguardare:
9.2
a.
verifiche dimensionali;
b.
prove elettriche;
c.
prove illuminotecniche e di durata;
d.
prescrizioni meccaniche e fisiche.
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 6.
CARTA DI CONTROLLO; ALLEGATO “A”
LAMPADA A VAPORI DI SODIO ALTA PRESSIONE
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _________________________ LIVELLO DI RIFIUTO _____________________
Q.TA’
CONF.
RIF. VERIFICA
1
Controllo dimensionale (diametro max, lunghezza max, tipo di attacco)
(vedi paragrafi 4.2 e 4.3)
2
Presenza delle marcature (vedi paragrafo 5)
3
Accensione a tensione nominale (230 V)
4
Accensione alla tensione minima (con tensione di 210 V la lampada
deve essere accesa e stabile entro 7’)
5
Funzionamento a tensione ridotta (dopo accensione a 230V e
riscaldamento per almeno 3’ portare gradualmente la tensione a
175V)
Q.TA’
NON
CONF.
ANNOTAZIONI
6
STRUMENTI DI MISURA:
Strumenti da impiegare:
Dati di riferimento degli strumenti impiegati:
1
Calibro a corsoio (di 300 mm) di precisione almeno 0,5 mm
_________________________________________________
2
Multimetro o voltmetro per misure di tensione massima di
250 V in corrente alternata di classe almeno 0,5
_________________________________________________
3
Cronometro con precisione minima di 1 secondo
_________________________________________________
LOTTO ACCETTATO
NOTE CONTROLLORE:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 7.
CAVIDOTTI LISCI IN PVC
PER IMPIANTI DI
ILLUMINAZIONE PUBBLICA
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
CARATTERISTICHE ................................................................ 2
4
MARCATURE ............................................................................ 3
5
IMBALLAGGIO E MOVIMENTAZIONE.............................. 3
6
CONTROLLO IN ACCETTAZIONE ...................................... 3
7
GARANZIE ................................................................................. 4
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 5
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 7.
OGGETTO E SCOPO
La presente specifica riguarda i tubi protettivi lisci, denominati cavidotti, in materiale plastico isolante rigido,
destinati al contenimento ed alla protezione dei cavi elettrici interrati per impianti di illuminazione pubblica.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che sono
caratteristici dei materiali in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I materiali della presente specifica dovranno essere conformi alle prescrizioni delle seguenti norme tecniche:
CEI EN 61386-1
(CEI 23-39) (2009)
- Sistemi di tubi e accessori per installazioni elettriche
- Prescrizioni generali
CEI EN 61386-21
(CEI 23-54) (2005)
- Sistemi di tubi e accessori per installazione elettriche
- Prescrizioni particolari per sistemi di tubi rigidi e accessori
CEI EN 61386-24
(CEI 23-46) (2011)
- Sistemi di tubi e accessori per installazioni elettriche
- Prescrizioni particolari per sistemi di tubi interrati
UNI EN 1401-1
(2009)
- Sistemi di tubazioni di materia plastica per fognature e scarichi
interrati non in pressione. Policloruro di vinile non plastificato.
Specificazioni per i tubi, i raccordi ed il sistema
Direttiva Bassa Tensione CEE 73/23
NOTA: i documenti sopracitati comprendono anche le eventuali varianti o rettifiche o errata-corrige relative.
3
CARATTERISTICHE
Tubi protettivi rigidi in materiale plastico isolante che presentano una configurazione rettilinea, cilindrica
liscia raccordata a bicchiere cilindrico ad un’estremità, aventi le seguenti caratteristiche:
- Diametro nominale: DN125 mm;
- Lunghezza normale: 6 m;
- Materiale: termoplastico a base di polivinilcloruro esente da rigenerati;
- Colore: grigio RAL - 7038.
3.1
CLASSIFICAZIONE
Con riferimento alla norma CEI EN 50086-2-4 (CEI 23-46) paragrafo 6, è riportata la classificazione che
identifica le caratteristiche del prodotto oggetto della presente specifica:
-
resistenza all’urto: normale;
-
resistenza alla piegatura: rigido;
-
resistenza contro l’aggressione chimica: senza protezione.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.2
Scheda: S.T.F. 7.
PROPRIETÀ MECCANICHE
I materiali in fornitura devono aver superato le seguenti prove:
-
prova di schiacciamento: secondo quanto previsto dalla norma CEI EN 50086-2-4 (CEI 23-46) paragrafo
10.2;
3.3
prova d’urto: secondo quanto previsto dalla norma CEI EN 50086-2-4 (CEI 23-46) paragrafo 10.3.
DOCUMENTAZIONE
Alla presentazione dell’offerta dovrà essere fornito catalogo o scheda tecnica riportanti le principali
caratteristiche tecniche dei tubi e le relative istruzioni d’uso, di posa e ricopertura.
4
MARCATURE
Sui cavidotti devono essere riportate, in modo leggibile e indelebile, almeno le seguenti marcature:
a)
il nome o marchio del fabbricante;
b) il tipo di tubo: N (normale);
c)
il marchio IMQ;
d) il diametro nominale;
5
e)
l’anno di produzione;
f)
il marchio di identificazione del prodotto.
IMBALLAGGIO E MOVIMENTAZIONE
Le operazioni di movimentazione devono essere eseguite con mezzi idonei atti a non deformare le estremità e
a non danneggiare i suddetti cavidotti.
I tubi dovranno essere accatastati, durante il trasporto o immagazzinamento, in pile di dimensioni tali da non
provocare deformazioni meccaniche permanenti.
I materiali in fornitura devono poter essere immagazzinati in luoghi non riparati dalle intemperie, pertanto
devono essere stabili alle condizioni atmosferiche, non essere soggetti a danni provocati dalla luce solare ed
essere resistenti ai raggi UV.
6
CONTROLLO IN ACCETTAZIONE
6.1
DOCUMENTAZIONE DA FORNIRE
Alla consegna, per ogni fornitura, i cavidotti dovranno essere accompagnati dalla dichiarazione di conformità
del fornitore attestante la rispondenza degli stessi alla presente Specifica di Fornitura e alle norme tecniche di
cui al paragrafo 2.
6.2
CONTROLLI IN ACCETTAZIONE
Il controllo di accettazione sarà eseguito all’interno del lotto di consegna, attuando un piano di
campionamento secondo la norma UNI ISO 2859-1, di tipo SEMPLICE RIDOTTO I, (LQA = 0,65).
N.B.: per unità di prodotto si intende un singolo tubo.
I controlli e le verifiche a vista da eseguire sono riportate nella carta di controllo in allegato “A”.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 7.
7
GARANZIE
7.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le seguenti prove, o parte di
esse, presso laboratori di fiducia:
a. verifiche dimensionali;
b. prove meccaniche e chimico-fisiche (resistenza allo schiacciamento, urto, stabilità termica, ecc.);
c. prove e verifiche atte a dimostrare la conformità dei materiali all’uso a cui sono destinati.
7.2
Il Committente si riserva il diritto di chiedere la sostituzione di ogni tubo e/o accessorio risultante non
conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche se il lotto di consegna è
stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 7.
CARTA DI CONTROLLO; ALLEGATO “A”
TUBI LISCI IN PVC PER CAVIDOTTI
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _____________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
VERIFICA
RIF.
1
Verifica presenza dichiarazione di conformità
2
Verifica presenza marcature di cui al paragrafo 4
3
Verifica superficie interna ed esterna liscia e uniforme, esente da
irregolarità e difetti
4
Verifica dimensioni e rettilineità
5
Verifica colorazione
Q.TA’
Q.TA’ NON
CONF. CONF.
ANNOTAZIONI
6
7
8
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 5
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 8.
CAVIDOTTI CORRUGATI
E RELATIVI ACCESSORI
IN POLIETILENE
PER IMPIANTI DI
ILLUMINAZIONE PUBBLICA
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
CARATTERISTICHE ................................................................ 3
4
DOCUMENTAZIONE ............................................................... 4
5
MARCATURE E CERTIFICAZIONI ...................................... 5
6
IMBALLAGGIO E MOVIMENTAZIONE.............................. 5
7
CONTROLLO IN ACCETTAZIONE ...................................... 5
8
GARANZIE ................................................................................. 6
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 5
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 8.
OGGETTO E SCOPO
La presente specifica riguarda i tubi protettivi e relativi accessori, denominati cavidotti, in materiale plastico
isolante pieghevole, destinati al contenimento ed alla protezione dei cavi elettrici interrati per impianti di
illuminazione pubblica.
Il presente documento, inoltre, ha lo scopo di fissare i principali requisiti tecnici e di prova che sono
caratteristici dei materiali in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
I prodotti, oggetto della presente specifica, dovranno essere conformi alle prescrizioni delle seguenti norme
tecniche e legislative:
CEI EN 61386-1
CEI 23-80 : 2009
Sistemi di tubi e accessori per installazioni elettriche.
Parte 1: Prescrizioni generali. (per quanto ancora in vigore)
CEI EN 61386-24
CEI 23-116 : 2011
Sistemi di canalizzazione per cavi - Sistemi di tubi.
Parte 2-4: Prescrizioni particolari per sistemi di tubi interrati
CEI EN 61386-24/A1
CEI 23-116;V1 : 2011
Sistemi di canalizzazione per cavi - Sistemi di tubi.
Parte 2-4: Prescrizioni particolari per sistemi di tubi interrati.
Direttiva BT 2006/95/CE
Direttiva del parlamento europeo e del consiglio del 12 dicembre 2006
concernente il ravvicinamento delle legislazioni degli Stati membri relative al
materiale elettrico destinato ad essere adoperato entro taluni limiti di tensione.
UNI ISO 2859-10: 2007
Procedimenti di campionamento nell'ispezione per attributi.
Parte 10: Introduzione alla serie di norme ISO 2859 per il campionamento
nell'ispezione per attributi.
I collaudi oltre ad essere in accordo con la presente Specifica Tecnica dovranno essere eseguiti secondo
quanto previsto dalla serie di Norme UNI ISO 2859 “Procedimenti di campionamento nell'ispezione per
attributi”.
NOTA: i documenti sopraccitati comprendono anche le eventuali varianti, rettifiche, errata-corrige relative o
successive modificazioni ed integrazioni.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
3
CARATTERISTICHE
3.1
CARATTERISTICHE GENERALI
Scheda: S.T.F. 8.
Tubi protettivi pieghevoli a doppia parete, costituiti da elementi tubolari coestrusi in materiale plastico
isolante destinati ad essere interrati direttamente senza precauzioni aggiuntive, aventi le seguenti
caratteristiche:
3.2
a.
parte esterna:
corrugata;
b.
parte interna:
liscia;
c.
diametro nominale:
da DN 40 mm a DN 200 mm;
d.
lunghezza rotoli:
rotoli da 50 metri (25 m per i rotoli di tubo con DN 200);
e.
materiale:
termoplastico a base di polietilene ad alta densità, esente da rigenerati;
f.
colore esterno:
rosso RAL 3020 o grigio RAL 7035;
g.
colore interno:
nero.
CARATTERISTICHE TECNICHE
Nella tabella seguente sono riportate le principali caratteristiche tecniche dei tubi oggetto della presente
specifica:
Tabella 1: Diametri tubi corrugati
Diametro esterno
Dimensione nominale
[mm]
Diametro interno
Minimo
[mm]
Massimo
[mm]
Minimo
[mm]
40
40,0
40,8
30
50
50,0
51,0
37
63
63,0
64,2
47
75
75,0
76,4
56
90
90,0
91,7
67
110
110,0
112,0
82
125
125,0
127,3
94
140
140,0
142,6
106
160
160,0
162,9
120
180
180,0
183,3
135
200
200,0
203,6
150
Le caratteristiche tecniche di tubi aventi dimensioni nominali diverse da quelle sopra riportate dovranno
corrispondere ai dati riportati sulla tabella 101 della norma CEI EN 61386-24.
NOTA: la dimensione nominale deve essere definita in fase d’ordine.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.3
Scheda: S.T.F. 8.
CLASSIFICAZIONE
Con riferimento alla norma CEI EN 61386-24 (CEI 23-116) paragrafo 6 si riportata la classificazione che
identifica il prodotto oggetto della presente specifica:
3.4
-
Resistenza alla compressione:
Tipo 450
-
resistenza all’urto:
Normale
-
resistenza alla piegatura:
Pieghevole
-
resistenza agli agenti chimici:
Senza protezione
PROPRIETÀ MECCANICHE
I materiali in fornitura devono aver superato le seguenti prove:
3.5
-
prova di schiacciamento:
secondo quanto previsto dalla norma CEI EN 61386-24 (CEI 23-116);
-
prova d’urto:
secondo quanto previsto dalla norma CEI EN 61386-24 (CEI 23-116);
-
prova di piegatura:
secondo quanto previsto dalla norma CEI EN 61386-24 (CEI 23-116).
ACCESSORI
A completamento del sistema, su richiesta, dovranno essere disponibili specifici accessori. Detti accessori
dovranno essere costituiti da materiale plastico isolante a base di polietilene ad alta densità, esente da
rigenerati, con diametri nominali come indicato al paragrafo 3.2.
Gli accessori oggetto della presente specifica sono principalmente:
a. manicotti di giunzione completi di guarnizione elastometrica per la tenuta stagna;
b. tappi.
3.6
ALTRE CARATTERISTICHE
I tubi non devono presentare spigoli vivi, bave o difetti superficiali che possano danneggiare i conduttori o
causare ferite agli utilizzatori.
Le superfici interne ed esterne dei tubi devono essere lisce, pulite ed esenti da rigature, cavità, grumi ed altri
difetti superficiali.
Il materiale di base deve avere una composizione tale da soddisfare i requisiti di resistenza alla radiazione
U.V.
4
DOCUMENTAZIONE
Alla presentazione dell’offerta il fornitore dovrà presentare catalogo o scheda tecnica riportante:
-
le dimensioni nominali (diametro nominale, diametro interno, etc.);
-
le condizioni di posa (temperatura minima di posa, raggio minimo di curvatura, etc.);
-
tipologia e dimensioni degli accessori disponibili a completamento del sistema;
-
le istruzioni d’uso e ricopertura.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
5
Scheda: S.T.F. 8.
MARCATURE E CERTIFICAZIONI
I tubi devono essere certificati dall’Istituto Italiano del Marchio di Qualità o da altro Istituto equivalente
riconosciuto a livello europeo.
I tubi devono portare stampigliato in modo chiaro e leggibile sulla superficie i dati identificativi.
La marcatura deve essere impressa sul tubo con inchiostro indelebile, o altro sistema equivalente, ad
intervalli regolari non superiori ai 3,0 m, devono essere riportate almeno le seguenti informazioni:
6
a.
Il nome del fabbricante:
il nome del fabbricante o marchio di fabbrica
b.
il marchio di identificazione:
codice o nome del prodotto
c.
il tipo di tubo:
N
d.
la resistenza allo schiacciamento: 450 N
e.
il diametro nominale:
DN ___
f.
la normativa di riferimento:
EN 50086-2-4
g.
il marchio IMQ:
IEMMEQU (o altra equivalente dicitura secondo quanto stabilito dall’Istituto)
h.
la data di produzione:
MM/AA (almeno mese ed anno)
IMBALLAGGIO E MOVIMENTAZIONE
Le operazioni di movimentazione devono essere eseguite con mezzi idonei atti a non deformare le estremità e
a non danneggiare i suddetti cavidotti.
I rotoli dovranno essere accatastati, durante il trasporto o immagazzinamento, in pile di dimensioni tali da
non provocare deformazioni meccaniche permanenti.
I materiali in fornitura devono poter essere immagazzinati in luoghi non riparati dalle intemperie, pertanto
devono essere stabili alle condizioni atmosferiche, non essere soggetti a danni provocati dalla luce solare ed
essere resistenti ai raggi UV.
7
CONTROLLO IN ACCETTAZIONE
7.1
DOCUMENTAZIONE DA FORNIRE
Qualora espressamente richiesto dal Committente per la specifica fornitura, i cavidotti devono essere
accompagnati dalla seguente documentazione:
a.
dichiarazione di conformità del costruttore attestante la rispondenza degli stessi alla presente Specifica
di Fornitura, alle norme tecniche applicabili ed alla Direttiva Bassa Tensione 2006/95/CE;
b.
copia del certificato di conformità rilasciato dall’Istituto Italiano del Marchio di Qualità (o da altro
Istituto equivalente);
c.
le istruzioni di installazione indicanti tra l’altro le modalità di giunzione.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
7.2
Scheda: S.T.F. 8.
CONTROLLI IN ACCETTAZIONE
Il controllo di accettazione sarà eseguito all’interno del lotto di consegna, indipendentemente dal diametro,
attuando un piano di campionamento secondo la norma UNI ISO 2859-1, di tipo SEMPLICE RIDOTTO
LIVELLO I, AQL pari a 0,65.
N.B.: per unità di prodotto si intende un singolo rotolo e/o accessorio.
Per la registrazione dei risultati utilizzare la carta di controllo in allegato “A”.
8
GARANZIE
8.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di eseguire le seguenti prove, o parte di
esse, presso laboratori di fiducia:
7.2
a.
verifiche dimensionali (misura dei diametri, misura degli spessori, peso, ecc.);
b.
prove meccaniche e chimico-fisiche (piegatura, resistenza allo schiacciamento, urto, stabilità
termica, ecc.);
c.
prove e verifiche atte a dimostrare la conformità dei materiali all’uso a cui sono destinati.
Il Committente si riserva il diritto di chiedere la sostituzione di ogni rotolo risultante non conforme, per
dimostrati difetti di produzione, trasporto o movimentazione, anche se il lotto di consegna è stato
precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 8.
CARTA DI CONTROLLO; ALLEGATO “A”
TUBI CORRUGATI E RELATIVI ACCESSORI IN POLIETILENE PER CAVIDOTTI
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _____________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF.
VERIFICA
1
Verifica presenza documenti di cui al paragrafo 7.1 (se richiesto).
2
Verifica presenza marcature di cui al paragrafo 5.
3
Verifica superficie (interna ed esterna) esente da irregolarità,
difetti e perfettamente aderenti.
4
Verifica superficie interna liscia e uniforme.
5
Verifica colorazione (vedi paragrafo 3.1).
6
Verifica dimensionale (vedi paragrafo 3.2):
- diametro interno;
- diametro esterno.
Q.TA’
Q.TA’ NON
CONF. CONF.
ANNOTAZIONI
N.B.: La verifica dei diametri deve essere effettuata misurando due
diametri perpendicolari sulla medesima sezione e calcolandone il valore
medio.
7
STRUMENTI DI MISURA:
1
Strumenti da impiegare:
Dati di riferimento degli strumenti impiegati:
Calibro a corsoio (di 300 mm) di precisione almeno 0,1 mm
_________________________________________________
per la misura dei diametri interni ed esterni.
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 9.
CHIUSINI IN GHISA SFEROIDALE
“ ELETTRICITA’ “
INDICE
Pag.
1
OGGETTO E SCOPO................................................................. 2
2
RIFERIMENTI TECNICI .......................................................... 2
3
REQUISITI TECNICI ............................................................... 2
4
MARCATURE ............................................................................. 3
5
DOCUMENTAZIONE D’OFFERTA ........................................ 3
6
IMBALLAGGIO E MOVIMENTAZIONE .............................. 3
7
COLLAUDO E CONTROLLO IN ACCETTAZIONE ........... 3
8
GARANZIE .................................................................................. 4
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 6
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 9.
OGGETTO E SCOPO
Questa specifica definisce le caratteristiche tecniche di un dispositivo di chiusura (chiusino) di forma
quadrata in ghisa sferoidale, costituito da telaio e coperchio, destinato alla chiusura di pozzetti di derivazione
o intercettazione di cavidotti per illuminazione pubblica ed impianti semaforici.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti costruttivi e di prova che sono
caratteristici del prodotto in questione.
2
RIFERIMENTI TECNICI
Il prodotto oggetto della presente specifica deve rispondere alle prescrizioni delle seguenti norme tecniche:
UNI EN 124
(1995) Dispositivi di coronamento e di chiusura per zone di circolazione utilizzate da
pedoni e da veicoli. Principi di costruzione, prove di tipo, marcatura, controllo di
qualità.
UNI EN 1563
(2012) Fonderia. Getti di ghisa a grafite sferoidale
UNI 7601
(1984) Getti di ghisa a grafite sferoidale colati in sabbia o terra. Scostamenti per quote
senza indicazione di tolleranza e sovrametalli.
NOTA: i documenti sopracitati comprendono anche le relative varianti o rettifiche o errata-corrige.
3
REQUISITI TECNICI
3.1
MATERIALE E FINITURA
Coperchio e telaio in ghisa a grafite sferoidale di qualità EN-GJS-400-15 con rivestimento in vernice
bituminosa.
3.2
LUOGO DI IMPIEGO E CLASSE
Il chiusino è destinato all’installazione su carreggiate di strade per tutti i tipi di veicoli stradali e dovrà essere
della classe D400.
3.3
DIMENSIONI E TOLLERANZE
Forma quadrata; dimensione di passaggio (DP) = 400 mm.
Le rimanenti dimensioni ed i particolari costruttivi del prodotto oggetto della presente specifica, sono
descritti nei paragrafi seguenti e riportati nel disegno dei particolari costruttivi allegato 1.
3.3.1
Tolleranze
Il grado di precisione delle tolleranze dimensionali per le quote indicate nei particolari costruttivi allegati
deve essere del tipo P; del tipo M invece per le rimanenti dimensioni non indicate.
3.4
GIOCO TOTALE
Il gioco totale che può causare lo spostamento orizzontale del coperchio deve essere ≤ 7 mm.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.5
Scheda: S.T.F. 9.
LAVORAZIONI
Il coperchio del chiusino deve:
a) essere provvisto di almeno una apertura passante per l’inserimento della chiave di sollevamento;
b) essere provvisto di almeno un riferimento per garantire al coperchio una posizione predeterminata sul
telaio.
La superficie esterna del coperchio del chiusino dovrà essere metallica del tipo antisdrucciolo e provvista
della scritta “ELETTRICITA’ “.
Il dispositivo di appoggio dovrà essere costruito in modo da evitare ogni possibilità di basculamento.
4
MARCATURE
Il coperchio ed il telaio dovranno riportare almeno le seguenti marcature ottenute per fusione:
a)
b)
c)
d)
il riferimento alla norma EN 124;
la classe D400 del chiusino;
il nome e/o sigla del fabbricante;
il marchio di un ente di certificazione.
Nota: l’altezza delle marcature deve risultare a livello con i rilievi della superficie antisdrucciolo.
5
DOCUMENTAZIONE D’OFFERTA
Alla presentazione dell’offerta dovrà essere fornito catalogo o scheda tecnica riportante, almeno, il disegno
del chiusino completo delle indicazioni dimensionali, del peso, delle lavorazioni, delle finiture, delle
marcature richieste e delle istruzioni per l’installazione.
6
IMBALLAGGIO E MOVIMENTAZIONE
I chiusini devono essere consegnati su pallet in legno normalizzati, in quantità tale da non superare il peso di
1000kg, ed adeguatamente fissati. I chiusini devono essere assemblati, con il coperchio alloggiato nel relativo
telaio.
7
COLLAUDO E CONTROLLO IN ACCETTAZIONE
Il controllo in accettazione sarà eseguito all’interno del lotto di consegna attuando un piano di
campionamento, secondo UNI ISO 2859-1 di tipo SEMPLICE RIDOTTO LIVELLO I, LQA pari a 0,65.
Alla ricezione dei chiusini si attueranno i controlli dimensionali e le verifiche secondo le disposizioni
riportate nella carta di controllo allegata.
7.1
DOCUMENTAZIONE DA FORNIRE
Alla consegna dei chiusini deve essere fornita una dichiarazione attestante la conformità del prodotto
consegnato alla presente Specifica ed alle norme tecniche e legislative di cui al paragrafo 2.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 9.
8
GARANZIE
8.1
Il Committente si riserva il diritto di presenziare al collaudo del lotto in consegna (a tale proposito il fornitore
dovrà dare congruo preavviso di lotto approntato) e di eseguire le prove sottoriportate, o parte di esse, presso
laboratori di fiducia:
a)
b)
c)
d)
e)
f)
8.2
esame a vista;
verifica dimensionale;
verifica del peso;
verifica accoppiamento tra telaio e coperchio (assenza di traballamenti);
verifica mediante applicazione del carico di prova;
verifica della qualità della ghisa sferoidale impiegata.
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Scheda: S.T.F. 9.
Pagina 5 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 9.
CARTA DI CONTROLLO; ALLEGATO “A”
CHIUSINI IN GHISA SFEROIDALE “ELETTRICITA’ “
____________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _____________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
Q.TA’
Q.TA’ NON
CONF. CONF.
RIF.
VERIFICA
1
verifica presenza dichiarazione di conformità di cui al paragrafo 7.1
2
esame a vista dell’integrità del prodotto (compresa la presenza, la
dimensione delle scritte e delle lavorazioni richieste)
3
verifica assenza basculamento e traballamenti tra coperchio e telaio
4
controllo dimensionale (facendo riferimento al disegno, verificare le
dimensioni contrassegnate con *); tolleranza ± 3,5 mm ( ± 5,5 mm
per le quote ≥ a 400 mm)
5
controllo peso (fare riferimento ai documenti del fornitore, tolleranza
+/- 5 %)
ANNOTAZIONI
6
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 6
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 10.
QUADRO ELETTRICO
PER
ALIMENTAZIONE
CIRCUITI
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
REQUISITI TECNICI ................................................................ 2
4
REQUISITI DI QUALITÀ ....................................................... 5
5
APPRONTAMENTO PER LA CONSEGNA ........................ 6
6
GARANZIE ................................................................................. 6
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 7
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 10.
OGGETTO E SCOPO
Questa specifica definisce le caratteristiche tecniche e funzionali di un quadro elettrico per l’alimentazione
dei circuiti di illuminazione pubblica adatto per impiego in ambito stradale.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti costruttivi e di prova che sono
caratteristici del prodotto in questione.
2
RIFERIMENTI TECNICI E LEGISLATIVI
Il prodotto oggetto della presente specifica deve rispondere alle prescrizioni delle seguenti norme tecniche e
legislative:
CEI 17-113 (2012)
- Apparecchiature assiemate di protezione e manovra per bassa tensione.
Direttiva CEE/73/23
- Relativamente alle prescrizioni di sicurezza dei prodotti elettrici.
NOTA: i documenti sopracitati comprendono anche le relative varianti o rettifiche o errata-corrige.
3
REQUISITI TECNICI
3.1
PRESTAZIONI
3.1.1
Caratteristiche funzionali
Il quadro elettrico, di cui in allegato 2 è riportato lo schema unifilare ed in allegato 5.1 e 5.2 lo schema
elettrico, è adatto alla distribuzione di energia alla rete di illuminazione pubblica.
L’accensione e lo spegnimento di tutti gli impianti di illuminazione in partenza dal quadro sono comandati da
un relè crepuscolare; tale dispositivo, è composto dal relè installato all’interno del quadro e l’elemento
fotosensibile da installare sul palo più vicino al centralino stesso; ha il compito di rilevare l’abbassamento o
innalzamento della intensità luminosa ambientale al di sotto o al di sopra di un valore prefissato.
Alcune linee in partenza possono essere pilotate direttamente dalla rete di distribuzione dell’energia, oppure
pilotate direttamente tramite un orologio programmabile.
Un selettore manuale/automatico permette inoltre l’accensione dei circuiti collegati, indipendentemente dal
relè crepuscolare.
La protezione dei guasti verso terra è assicurata da un dispositivo differenziale a ripristino automatico della
linea per un massimo di tre tentativi; alla ulteriore persistenza del guasto, il differenziale comanda il
sezionamento definitivo del quadro agendo sull’interruttore principale.
La sicurezza durante lavori di manutenzione sulle linee viene garantita tramite il sezionamento e successivo
collegamento a terra dei circuiti luce interessati.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.1.2
Scheda: S.T.F. 10.
Caratteristiche elettriche
Tensione nominale: 380V/400V
Potenza nominale: tra le taglie standard da 10 kW, 20 kW e 30kW
Numero di linee in partenza: massimo 10 (numero delle linee e corrente degli interruttori da definirsi
all’ordine)
Fattore di contemporaneità: 0.9
Isolamento: > 2kV
Protezioni: contro i sovraccarichi e i cortocircuiti
Dispositivo differenziale: a soglia regolabile tra 0.3 e 25A
3.1.3
Caratteristiche dimensionali
Le dimensioni del telaio di supporto ed i particolari costruttivi dello stesso sono riportati nell’allegato 1.
3.2
COSTRUZIONE
3.2.1
Generalità
Il quadro deve essere costruito in esecuzione a giorno su un telaio di acciaio zincato, adatto ad essere
successivamente inserito, per la messa in opera, entro armadio di protezione.
Tutte le apparecchiature devono essere installate su guide DIN, devono essere facilmente accessibili, rimosse
e reinstallate dal fronte quadro senza necessità di smontaggio di altre parti. In allegato 3 è riportato lo schema
di assemblaggio del quadro.
I morsetti di collegamento delle apparecchiature e tutte le parti in tensione devono essere protette dai contatti
diretti mediante l’utilizzo di pannelli di protezione; le dimensioni dei pannelli e le scritte da apporvi sono
riportate nell’allegato 4.
Tutti i materiali elettrici dovranno avere caratteristiche adatte all’impiego e dovranno essere marchiati IMQ o
equivalente marchio europeo.
3.2.2
Dispositivi di sezionamento
L’interruttore generale di arrivo linea dovrà essere del tipo ABB SACE modello S1B125R100, completo di
bobina di apertura, del segnalatore “Scattato relè” e provvisto di contatti ausiliari (1NA + 1NC).
Il contattore tripolare generale pilotato dall’interruttore crepuscolare o da un selettore automatico/manuale
dovrà essere del tipo SIEMENS modello 3TF47, per i quadri da 10 kW e 20kW, o il modello 3TF50 per il
quadro da 30kW, e provvisto di contatti ausiliari (1NA + 1NC).
Gli interruttori magnetotermici per l’alimentazione ausiliari e telecontrollo dovranno essere del tipo ABB
modello S202 o S204 caratteristica “C”, portata 10A e 16A rispettivamente e con un potere di interruzione di
almeno 10kA.
Gli interruttori magnetotermici di sezionamento delle reti di illuminazione dovranno essere del tipo ABB
modello S202 o S204 caratteristica “C”, devono essere provvisti di contatti ausiliari (1NA + 1NC), portata da
6A a 20A e con un potere di interruzione di almeno 10kA.
Il contattore di alimentazione delle eventuali uscite per l’illuminazione artistica dovrà essere del tipo
SIEMENS modello 3TB41 completo di contatti ausiliari (1NA +1NC).
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.2.3
Scheda: S.T.F. 10.
Dispositivo differenziale
Il relè per il controllo dei guasti a terra dovrà essere del tipo DOSSENA modello DER2/D3LB completo di
trasformatore toroidale con regolazione della soglia di intervento fra 0,25A e 25A, tempo di intervento
regolabile tra 0,03 e 5 secondi, con controllo automatico dei ripristini, fino a un massimo di tre.
3.2.4
Dispositivi ausiliari
L’orologio programmabile di installazione opzionale per le linee di illuminazione artistica, dovrà essere del
tipo THEBEN 186 HW con funzione giornaliera, alimentato a 220V - 50Hz con riserva di carica di 72 ore.
L’interruttore fotoelettrico crepuscolare con elemento fotosensibile dovrà essere del tipo FINDER modello
11.01 tarabile tra 5 e 30 lux.
Per ogni linea di alimentazione in partenza dovrà essere utilizzato un commutatore a pacco tipo BRETER o
BLUM modello WS4 per la messa a terra della linea.
L’installazione del commutatore deve essere fatta in modo che con la manopola in verticale sia assicurato il
collegamento con la linea mentre con la manopola in orizzontale sia assicurato il collegamento a terra.
3.2.5
Cablaggi
I collegamenti interni dovranno essere eseguiti con cavo N07V-K dimensionati per portare correnti 2 volte la
corrente nominale delle apparecchiature, con una sezione minima di 6 mm2 per i circuiti di potenza e di 1,5
mm2 per i circuiti di comando.
Le derivazioni ed i collegamenti devono essere eseguiti utilizzando un solo conduttore per morsetto.
I cavi dovranno essere raccolti entro canaline in PVC o vetroresina, di tipo autoestinguente, di dimensioni tali
da non essere occupate per oltre il 50%.
La sezione dei morsetti deve essere di 35 mm2 per le linee di uscita per i magnetotermici di portata superiore
a 16A, e di 25 mm2 per tutti gli altri collegamenti. La morsettiera di ingresso/uscita di energia elettrica deve
essere posta come richiesto dal disegno in allegato 3
Tutti i contatti ausiliari ed i cavi di collegamento del micro-interruttore della porta dell’armadio devono
essere riportati su morsettiera avente sezione di almeno 1,5 mm2.
Il quadro dovrà essere fornito con i cavi di collegamento al contatore ENEL, al gruppo controllore di potenza
ed al conduttore principale di terra in lunghezze di almeno 2 m.
3.2.6
Identificazione
Le condutture elettriche, gli apparecchi, i terminali e le morsettiere devono essere contrassegnati in modo tale
da poter essere chiaramente identificati.
Il quadro elettrico deve essere provvisto di una targhetta identificativa scritta in modo indelebile e posta in
modo da essere leggibile dal fronte, riportante almeno: il nome del costruttore, le caratteristiche nominali di
tensione e corrente ed il marchio CE.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 10.
3.2.7
Documentazione ed accessori a corredo
Devono essere poste in una busta a corredo del quadro, lo schema elettrico unifilare e funzionale, completo di
codici di lettura dei conduttori e dei morsetti, e da una targa-avviso di dimensioni non inferiori ai 200 cm2,
munita di catenella di sospensione, avente la scritta “ LAVORI IN CORSO - NON EFFETTUARE
MANOVRE ”.
3.3
CONDIZIONI D’ESERCIZIO
3.3.1
Condizioni ambientali
Temperatura : -20°C ÷ +70°C
Umidità : 10% ÷ 90%
3.3.2
Caratteristiche della rete di distribuzione
Sistema: 3 fasi + Neutro
Tensione e Frequenza : 380V - 10% ÷ 400V + 10% ; 50 +/- 2 Hz
4
4.1
REQUISITI DI QUALITÀ
GENERALITÀ
Il quadro non deve richiedere particolare manutenzione periodica ed il costruttore deve fare uso di
componenti di adeguate caratteristiche e di comune reperimento sul mercato.
Le apparecchiature elettroniche utilizzate devono soddisfare le prescrizioni di immunità ed emissione
contenute nelle norme tecniche inerenti la compatibilità elettromagnetica.
4.2
PROVE E VERIFICHE AL COLLAUDO
Il costruttore dovrà eseguire su tutte le unità costituenti il lotto di consegna, a sua cura e spese, le seguenti
prove rilasciando al termine delle stesse un rapporto di collaudo:
4.2.1
Esame a vista
Deve essere accertata la conformità ai documenti progettuali e la rispondenza ai requisiti costruttivi della
presente specifica.
4.2.2
Prove da effettuare senza collegamento alla rete di alimentazione
Devono essere eseguite la prova di isolamento e la prova di continuità del conduttore di protezione.
4.2.3
Prove da effettuare con collegamento alla rete di alimentazione e al carico
Deve essere eseguita una prova funzionale del quadro verificando i valori caratteristici di tensione e
corrente. La prova funzionale deve essere eseguita almeno al 10% del carico nominale.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
4.3
CONTROLLO DI ACCETTAZIONE
4.3.1
Lotti di consegna fino a 5 unità (anche di potenze diverse)
Scheda: S.T.F. 10.
Al momento della ricezione il Committente provvederà ad eseguire, su tutte le unità costituenti il lotto, le
seguenti prove e verifiche (per la registrazione dei dati utilizzare la carta di controllo in allegato A):
a. verifica presenza della dichiarazione di conformità alla presente specifica e alla Direttiva CEE/73/23;
b. verifica presenza del rapporto di collaudo con esito positivo;
c. verifica presenza della targhetta di identificazione, dei documenti e degli accessori di cui ai paragrafi
3.2.6 e 3.2.7;
d. esame a vista dell’integrità del prodotto;
e. verifica delle dimensioni;
f. esecuzione di prova funzionale.
4.3.2
Lotti di consegna superiori alle 5 unità (anche di potenze diverse)
Il controllo in accettazione per lotti superiori alle 5 unità viene eseguito, con le stesse modalità di cui al
paragrafo precedente (4.3.1), su un campione di tre unità ogni 10 (o frazioni) costituenti il lotto.
Il non superamento su una unità di una delle verifiche o prove di cui ai punti c, d, e, f del precedente
paragrafo comporterà il rifiuto dell’intero lotto di consegna.
Il Committente si riserva il diritto, per ogni singolo lotto in consegna, di eseguire, come controllo di
accettazione, la ripetizione del collaudo con le modalità di cui al paragrafo 4.2. senza alcun aggravio di spese
(a tale riguardo il fornitore deve dare congruo preavviso di lotto approntato).
5
APPRONTAMENTO PER LA CONSEGNA
Alla consegna, per ogni fornitura, i materiali dovranno essere accompagnati dalla dichiarazione di conformità
del costruttore attestante la rispondenza degli stessi alla presente Specifica di Fornitura, alle norme tecniche
applicabili e alla direttiva 73/23/CEE.
6
GARANZIE
6.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di ripetere le prove, o parte di esse, di
cui al paragrafo 4.2 presso laboratori di fiducia.
6.2
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 10.
CARTA DI CONTROLLO; ALLEGATO “A”
QUADRO ELETTRICO PER ALIMENTAZIONE CIRCUITI I.P.
__________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
verifica documento di cui al paragrafo 4.3.1 punto a
2
verifica documento di cui al paragrafo 4.3.1 punto b
3
verifica targhetta, documenti ed accessori di cui al paragrafo
4.3.1 punto c
4
esame a vista dell’integrità del prodotto
Q.TA’
NON
CONF.
ANNOTAZIONI
5
6
7
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 7
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 11.
CONTROLLORE
ELETTRONICO
DI POTENZA
INDICE
Pag.
1
OGGETTO E SCOPO ................................................................ 2
2
RIFERIMENTI TECNICI E LEGISLATIVI........................... 2
3
REQUISITI TECNICI ................................................................ 2
4
REQUISITI DI QUALITÀ ......................................................... 7
5
APPRONTAMENTO PER LA CONSEGNA ........................... 8
6
GARANZIE ................................................................................. 8
CARTA DI CONTROLLO; ALLEGATO “A” ................................ 9
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 1 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
1
Scheda: S.T.F. 11.
OGGETTO E SCOPO
La presente specifica definisce le caratteristiche tecniche e funzionali di un controllore elettronico di potenza
per l’alimentazione dei circuiti di illuminazione pubblica adatto per impiego in ambito stradale.
Tale dispositivo, opportunamente programmato, riduce il valore della tensione di alimentazione della rete di
illuminazione stradale collegata, per un periodo selezionabile, al fine di ridurre il consumo di energia elettrica
durante orari a traffico molto limitato. E’ adatto al collegamento con lampade a scarica del tipo a Ioduri
Metallici o al Sodio a bassa od alta pressione.
Il presente documento inoltre, ha lo scopo di fissare i principali requisiti costruttivi e di prova che sono
caratteristici del prodotto in questione.
La presente Specifica è applicabile esclusivamente per la fornitura di regolatori di potenza già omologati
dall’AMGA
2
RIFERIMENTI TECNICI E LEGISLATIVI
Il prodotto oggetto della presente specifica deve rispondere alle prescrizioni delle seguenti norme tecniche e
legislative:
CEI 17-113 (2012)
- Apparecchiature assiemate di protezione e manovra per bassa tensione.
Direttiva CEE/73/23
- Relativamente alle prescrizioni di sicurezza dei prodotti elettrici.
Direttiva CEE/89/336
- Relativamente alla compatibilità elettromagnetica dei dispositivi elettrici ed
elettronici.
NOTA: i documenti sopracitati comprendono anche le relative varianti o rettifiche o errata-corrige.
3
REQUISITI TECNICI
3.1
PRESTAZIONI
3.1.1
Generalità
Il sistema controllore elettronico di potenza è costituito dai seguenti blocchi funzionali (si faccia riferimento
alla figura seguente):
a. Sezionamento e protezione: parte del circuito adibita al sezionamento dalla rete di alimentazione e alla
protezione di sovraccarichi e cortocircuiti.
b. Dispositivo di by-pass: è un dispositivo ad azionamento sia manuale che automatico, che permette
l’esclusione di tutti i circuiti del sistema di regolazione ed il conseguente collegamento diretto del quadro
di distribuzione con la rete di energia elettrica.
c. Dispositivo di regolazione: è costituito da una parte elettronica di controllo e supervisione e da una di
potenza che permette la variazione della tensione di alimentazione dei circuiti di illuminazione collegati.
d. Orologio programmabile: dispositivo che, mediante opportuna selezione, definisce l’inizio, la durata e la
fine del periodo di alimentazione a regime ridotto.
e. Voltmetro: dispositivo che permette la visualizzazione su un display, tramite selettore, della tensione in
arrivo ed in uscita dal controllore elettronico.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 2 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 11.
voltmetro
sezionamento e
protezione
dispositivo di
by-pass
ingresso
al quadro di
dalla rete
distribuzione
dispositivo di
regolazione
orologio
programmabile
3.1.2
Caratteristiche elettriche
Tensione nominale: 380V/400V
Potenza nominale: tra le taglie standard 11 kVA, 22 kVA, 33 kVA (valore esatto da definirsi all’ordine)
Tensione di accensione (Va): 210V (regolabile fra 190V e 220V)
Tensione a regime ridotto (Vr): 175V (regolabile fra 165 e 190V)
Tensione a regime normale (Vn): 220V (regolabile fra 210V e 230V)
Tensione di uscita: stabilizzata al +/-1% con tensioni in ingresso comprese fra +/- 10% del valore nominale.
Autoconsumo: < 2% della potenza nominale (con carico pari al 75% del valore nominale)
Isolamento: > 2kV
Protezioni: contro i sovraccarichi e cortocircuiti.
Compatibilità elettromagnetica: provvisto di marcatura CE attestante la conformità alla direttiva EMC.
3.1.3
Caratteristiche funzionali
Il ciclo di funzionamento del sistema controllore è caratterizzato dalle seguenti fasi:
a. Accensione.
b. Rampa di salita.
c. Regime normale.
d. Rampa di discesa.
e. Regime ridotto.
f. Rampa di salita.
g. Regime normale.
h. Spegnimento.
Il passaggio tra una fase e l’altra è pilotato in maniera automatica dal sistema elettronico di supervisione.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 3 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 11.
A seguito di mancanza temporanea della tensione di alimentazione (black-out), o spegnimento volontario, o
spegnimento per fine ciclo, indipendentemente dalla fase del ciclo di funzionamento in cui detto evento
accade, il controllore deve ripartire ripetendo la fase di accensione e quindi portarsi alla tensione di lavoro.
Per il ciclo di funzionamento si faccia riferimento al diagramma seguente
Vn
Va
Vr
(ta)
accensione
3.1.3.1
(ts)
rampa di
salita
(tn)
regime normale
(td)
rampa di
discesa
(tr)
regime ridotto
(tu)
rampa di
salita
(tp)
regime normale
fino allo
spegnimento
Accensione
L’accensione del controllore ed il relativo inizio del ciclo di funzionamento è causato dalla presenza
all’ingresso al dispositivo di sezionamento e protezione (normalmente chiuso), della tensione di
alimentazione proveniente dal quadro di distribuzione.
In questa fase il circuito lampade viene alimentato alla tensione di accensione (Va) per un tempo (ta)
programmabile da 3 a 10 minuti (normalmente tarato a 5 minuti).
3.1.3.2
Rampa di salita
Fase in cui la tensione viene fatta salire dal valore di accensione (Va) al valore di regime normale (Vn) in un
tempo (ts) non inferiore a 60 secondi.
3.1.3.3
Regime normale
In questa fase la tensione viene mantenuta al valore di regime normale (Vn) per il tempo (tn) impostato
sull’orologio programmatore.
3.1.3.4
Rampa di discesa
Fase in cui la tensione viene fatta scendere dal valore di regime normale (Vn) al valore di regime ridotto (Vr)
in un tempo (td) programmabile da 3 a 10 minuti (normalmente tarato a 5 minuti).
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 4 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.1.3.5
Scheda: S.T.F. 11.
Regime ridotto
In questa fase la tensione viene mantenuta al valore di regime ridotto (Vr) per il tempo (tr) impostato
sull’orologio programmatore.
3.1.3.6
Rampa di salita
Fase in cui la tensione viene fatta salire dal valore di regime ridotto (Vr) al valore di regime normale (Vn) in
un tempo (tu) programmabile da 3 a 10 minuti (normalmente tarato a 5 minuti).
3.1.3.7
Regime normale
In questa fase la tensione viene mantenuta al valore di regime normale (Vn) per un certo tempo (tp) fino allo
spegnimento, inteso come mancanza di tensione di alimentazione all’ingresso del controllore.
3.1.4
Caratteristiche dimensionali
Le dimensioni massime di ingombro e le dimensioni del telaio di supporto sono riportate nel disegno
allegato.
3.2
COSTRUZIONE
3.2.1
Generalità
Il controllore elettronico di potenza deve essere costruito in esecuzione a giorno su un telaio di acciaio
zincato, adatto ad essere successivamente inserito per la messa in opera in un armadio di protezione.
Tutte le apparecchiature devono essere installate su guide DIN, devono essere facilmente accessibili, rimosse
e reinstallate dal fronte quadro senza necessità di smontaggio di altre parti.
I morsetti di collegamento delle apparecchiature e tutte le parti in tensione devono essere protette dai contatti
diretti mediante l’utilizzo di un pannello di protezione.
Tutti i materiali elettrici dovranno avere caratteristiche adatte al loro impiego e dovranno essere marchiati
IMQ o da altro marchio europeo inerente la sicurezza.
3.2.2
Dispositivi di sezionamento
L’interruttore generale dovrà essere del tipo magnetotermico quadripolare di portata adeguata al carico con
un potere di interruzione maggiore o uguale a 10 kA.
3.2.3
Dispositivo elettronico di controllo
Il sistema elettronico di controllo dovrà prevedere sul pannello frontale dei dispositivi per indicare lo stato di
funzionamento e per effettuare la regolazione dei valori di tensione e dei tempi di salita e discesa.
3.2.4
Dispositivi ausiliari
Il voltmetro dovrà essere del tipo digitale a 3 cifre di classe almeno 0,5. La selezione della misura dovrà
avvenire tramite commutatore voltmetrico
L’orologio programmabile dovrà essere del tipo giornaliero alimentato a 220V - 50Hz con riserva di carica di
72 ore.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 5 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
3.2.5
Scheda: S.T.F. 11.
Cablaggi
I collegamenti interni dovranno essere eseguiti con cavo N07V-K dimensionati per portare correnti 2 volte la
corrente nominale delle apparecchiature, con una sezione minima di 6 mm² per i circuiti di potenza e di 1,5
mm² per i circuiti di comando.
I cavi dovranno essere raccolti entro canaline in PVC o vetroresina di tipo autoestinguente.
3.2.6
Identificazione
Le condutture elettriche devono essere contrassegnate in modo tale da poter essere facilmente identificate. Le
derivazioni ed i collegamenti devono essere eseguiti utilizzando un solo conduttore per morsetto.
Gli apparecchi dovranno essere contrassegnati e disposti in modo tale che i circuiti connessi possano essere
facilmente individuati.
La morsettiera di ingresso/uscita deve essere posta come richiesto dal disegno allegato e i terminali
chiaramente identificati. La sezione dei morsetti deve essere di almeno 25 mm².
Il controllore deve essere provvisto di una targhetta identificativa riportante almeno: il nome del costruttore,
il tipo ed il numero di serie dell’apparato, le caratteristiche nominali di tensione e potenza nonchè la
marcatura CE.
3.2.7
Documentazione a corredo
Devono essere poste in una apposita tasca interna, le istruzioni di installazione e di funzionamento, lo schema
elettrico unifilare e funzionale, completo dei codici di lettura dei conduttori e dei morsetti.
3.3
CONDIZIONI D’ESERCIZIO
3.3.1
Condizioni ambientali da superare senza impiego di ventilatori o condizionatori
Temperatura: -20°C ÷ +70°C
Umidità: 10% ÷ 90%
3.3.2
Caratteristiche della rete di distribuzione:
Sistema: 3 fasi + Neutro
Tensione e Frequenza: 380V - 10% ÷ 400V + 10% ; 50 +/- 2 Hz
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 6 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
4
REQUISITI DI QUALITÀ
4.1
GENERALITÀ
Scheda: S.T.F. 11.
Il sistema Controllore elettronico di potenza deve essere previsto per un normale impiego di 10 anni e non
deve richiedere particolare manutenzione periodica.
Il costruttore deve garantire la fornitura delle parti di ricambio per il periodo di vita previsto.
4.2
PROVE E VERIFICHE AL COLLAUDO
Il costruttore dovrà eseguire su tutte le unità costituenti il lotto di consegna, a sua cura e spese, le seguenti
prove rilasciando al termine delle stesse un rapporto di collaudo:
4.2.1
Esame a vista
Deve essere accertata la conformità ai documenti progettuali e la rispondenza ai requisiti costruttivi della
presente specifica.
4.2.2
Prove da effettuare senza collegamento alla rete di alimentazione
Deve essere eseguita la prova di isolamento e la prova di continuità del circuito di protezione.
4.2.3
Prove da effettuare con collegamento alla rete di alimentazione e al carico
Deve essere eseguita una prova funzionale dell’apparato verificando i valori caratteristici di tensione,
corrente e tempi di funzionamento. La prova funzionale deve essere eseguita almeno al 75% del carico
nominale.
4.3
CONTROLLO DI ACCETTAZIONE
4.3.1
Lotti fino a 5 unità (anche di potenze diverse)
Al momento della ricezione il Committente provvederà ad eseguire, su tutte le unità costituenti il lotto, le
seguenti prove e verifiche (per la registrazione dei dati utilizzare la carta di controllo in allegato A):
a. verifica presenza della dichiarazione di conformità alla presente specifica e alle Direttive CEE/73/23 e
CEE/89/336;
b. verifica presenza del rapporto di collaudo con esito positivo;
c. verifica presenza della targhetta di identificazione e dei documenti di cui al paragrafo 3.2.7;
d. esame a vista dell’integrità del prodotto;
e. verifica dimensioni;
f. esecuzione di prova funzionale.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 7 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
4.3.2
Scheda: S.T.F. 11.
Lotti superiori alle 5 unità (anche di potenze diverse)
Il controllo in accettazione per lotti superiori alle 5 unità viene eseguito, con le stesse modalità di cui al
paragrafo precedente (4.3.1), su un campione di tre unità ogni 10 (o frazioni) costituenti il lotto.
Il non superamento su una unità di una delle verifiche o prove di cui ai punti c, d, e ed f del precedente
paragrafo comporterà il rifiuto dell’intero lotto di consegna.
Il Committente si riserva il diritto, per ogni singolo lotto in consegna, di eseguire il controllo di accettazione
presso lo stabilimento di produzione, o presso laboratori scelti dal produttore, con le modalità di cui al
paragrafo 4.2. senza alcun aggravio di spese (a tale riguardo il fornitore deve dare congruo preavviso di lotto
approntato).
5
APPRONTAMENTO PER LA CONSEGNA
Il sistema Regolatore elettronico di potenza deve essere imballato in modo tale da poter essere consegnato
senza danno e pronto all’uso tarato con i parametri nominali richiesti dalla presente specifica.
6
GARANZIE
6.1
Il Committente si riserva il diritto, per ogni singolo lotto di consegna, di ripetere le prove, o parte di esse, di
cui al paragrafo 4.2 presso laboratori di fiducia.
6.2
Il Committente si riserva il diritto di chiedere la sostituzione, in qualsiasi momento, di ogni componente la
fornitura riscontrato non conforme, per dimostrati difetti di produzione, trasporto o movimentazione, anche
se il lotto di consegna è stato precedentemente accettato con parere favorevole.
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 8 di 9
AMGA - Azienda Multiservizi S.p.A. - Udine -
Scheda: S.T.F. 11.
CARTA DI CONTROLLO; ALLEGATO “A”
CONTROLLORE ELETTRONICO DI POTENZA
___________________________________________________________________________________________________
FORNITORE ___________________________________________________________
NUMERO ORDINE
_______________________________________________________________________
_________________________
QUANTITÀ DA VERIFICARE _______________________________
LIVELLO DI ACCETTAZIONE _____________
QUANTITÀ CAMPIONI PRELEVATI _______________________
LIVELLO DI RIFIUTO _____________________
RIF. VERIFICA
Q.TA’
CONF.
1
verifica documento di cui al paragrafo 4.3.1 punto a
2
verifica documento di cui al paragrafo 4.3.1 punto b
3
verifica targhetta e documenti di cui al paragrafo 4.3.1 punto c
4
esame a vista dell’integrità del prodotto
5
controllo dimensionale secondo MCA.01.05
6
prova funzionale secondo MCA.01.05
Q.TA’
NON
CONF.
ANNOTAZIONI
7
8
9
LOTTO ACCETTATO
NOTE CONTROLLORE:
__________________________________________________________________________________________________
__________________________________________________________________________________________________
DATA:
FIRMA:
NOTE SETTORE TECNICO:
__________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA:
LOTTO ACCETTATO
FIRMA:
LOTTO NON ACCETTATO
LOTTO ACCETTATO CON RISERVA
NOTE SETTORE APPROVVIGIONAMENTI:
____________________________________________________________________________________________________
____________________________________________________________________________________________________
DATA RICEVIMENTO CARTA CONTROLLO:
FIRMA:
- Potenziamento ed adeguamento delle reti fognarie di via delle Industrie - comparto Z.I.U. -
Pagina 9 di 9