La gestione a celle di produzione
Il caso di una media azienda
Di Maurizio Boyer
proim-sas
Nel mondo manifatturiero sono presenti molteplici organizzazioni produttive.
Ognuna di esse privilegia differenti aspetti della produzione ed è pertanto adatta a
situazioni differenti, a seconda di quali siano gli obiettivi operativi che si prefigge
l'organizzazione.
Essi possono variare, a loro volta, a seconda degli scenari economici e congiunturali,
tenendo conto, inoltre, degli aspetti sociali e sindacali del momento.
Lo studio di una nuova organizzazione produttiva si prefigge lo scopo di raggiungere
uno o più dei seguenti obiettivi operativi:
* aumento dei volumi di produzione
* saturazione dei mezzi produttivi
* flessibilità ai volumi di produzione
* flessibilità alla gamma dei modelli
* tempi di produzione contenuti
* possibilità / necessità di suddividere il lavoro complessivo
in sottoattività semplici
* flessibilità al mercato (possibilità di accettare
lavorazioni su commessa una diversa dall'altra)
* facilità di programmazione e di controllo
Tutto questo per dire che non esiste una organizzazione produttiva esattamente
uguale ad un'altra, anche se, di massima, è possibile rifarsi a dei modelli.
In particolare si fa riferimento, come modelli antitetici, alle due classiche
organizzazioni denominate "job-shop" e "flow-shop".
In realtà sono conosciute con molti nomi diversi, italiani e non e in questa sede
utilizzeremo le dizioni di "organizzazione per reparti specializzati" e "organizzazione
a flusso".
La gestione a celle di produzione
Il caso di una media azienda
1
L'"organizzazione per reparti specializzati" privilegia l'accorpamento fisico di
macchinari e lavorazioni simili.
In tal modo si persegue il massimo utilizzo delle macchine e del personale, in quanto
su di essi confluisce qualsiasi necessità di lavorazione di un certo tipo.
Attraverso i vari reparti fluiscono i diversi ordini di produzione, ognuno
caratterizzato da un proprio percorso all'interno dello stabilimento.
Ogni reparto è gestito autonomamente e il ruolo del responsabile è quello di
conciliare la massima saturazione delle risorse disponibili con il rispetto del
programma produttivo, generato ad un livello organizzativo superiore.
Si tratta in genere dell'organizzazione produttiva più tradizionale, soprattutto nel
mondo della meccanica, e rappresenta il modello più diffuso.
E' facile sottolineare gli evidenti vantaggi di tale organizzazione, sia in termini di
"costi diretti" di produzione (relativa facilità di saturare manodopera e mezzi
produttivi), sia in quelli di organizzazione delle competenze aziendali.
Il personale deve essere caratterizzato da una alta specializzazione, spesso acquisita
attraverso l'esperienza di anni.
I capi reparto hanno, parallelamente, una cultura specialistica e funzionale che li
porta a privilegiare quanto accade nel loro reparto, con la profonda convinzione che
ciò porti ad un beneficio per l'intera azienda.
Siccome le fasi di lavorazione sono tra loro diverse, è necessario un livello più
elevato di coordinamento e di programmazione che guardi all'intero processo
produttivo e che cerchi di armonizzare le esigenze dei singoli reparti con
le esigenze di contenere i costi aziendali e di rispettare le date stabilite con il cliente
finale.
Nel caso si tratti di lavorazioni su commessa non ripetitive, tale organizzazione
produttiva rimane molto spesso l'unica possibile, in quanto i macchinari e il
personale necessario devono essere immediatamente disponibili per qualsiasi
lavorazione si renda necessaria.
Per contro esiste l'"organizzazione a flusso" o per linee dedicate che si attaglia
meglio a esigenze produttive diverse.
Laddove la produzione sia caratterizzata da una adeguata ripetibilità (magari solo a
livello di famiglie di prodotti), è possibile pensare di suddividere il macchinario e di
ricompattarlo per linee di prodotto, creando aggregazioni omogenee per prodotto, o
famiglia di prodotto, e non per specializzazione tecnologica .
Questo porta a potenziali vantaggi e ad altri altrettanto possibili rischi che è bene
tenere presenti.
L'organizzazione job-shop (reparti specializzati) è, normalmente, superiore in termini
di utilizzo delle macchine, ma presenta anche lo svantaggio, rispetto
all'organizzazione a flusso, di tempi di produzione decisamente più lunghi e
La gestione a celle di produzione
Il caso di una media azienda
2
variabili, di quantitativi di semilavorati decisamente più elevati e della necessità di
una programmazione e di un controllo di avanzamento più complicati e costosi.
Normalmente anche la produzione avviene per lotti più consistenti, con la
conseguente necessità di maggiori movimentazioni nel primo caso rispetto al
secondo, dove si sfrutta la possibilità' di fare avanzare piccoli quantitativi
su piccole distanze, da parte dello stesso personale di produzione.
In termini di flessibilità si può' dire che:
* la flessibilità al mix di produzione è superiore nell'organizzazione a flusso, se
parliamo di una produzione ripetitiva;
* in una produzione a commesse non ripetitive, la flessibilità (intesa come possibilità
di accettare qualunque tipo di lavoro venga offerto) può essere
garantita solo da un'organizzazione job-shop.
La diatrìba sulla maggiore flessibilità dell'uno o dell'altro sistema verte,
essenzialmente, sul diverso significato dato alla parola "flessibilità".
Al di là dei vantaggi tipici di un sistema o dell'altro e della loro applicabilità, si può
affermare che esistono casi dove tali differenze non sono ben conosciute o non
vengono prese in considerazione, preferendo la soluzione più tradizionale anche
quando questa potrebbe non essere la soluzione più appropriata, perché è quella che
appare più familiare e tranquillizzante.
Ciò può portare a perdere delle grosse opportunità in termini di competitività,
soprattutto laddove il mercato premi tempi di consegna molto brevi.
Rimane da studiare di volta in volta, il caso più frequente nella pratica, consistente
nella contemporanea presenza dei due sistemi.
Questo caso si presenta quando è possibile, attraverso un'analisi ABC, evidenziare
famiglie di prodotti ad alti volumi, alle quali assegnare linee dedicate ed un restante
consistente numero di codici, il cui volume complessivo è medio-basso, molto
diversi tra loro che è, pertanto, necessario gestire attraverso una organizzazione a
reparti specializzati.
In questo caso la fabbrica si divide in due: una caratterizzata da alti volumi (linee
dedicate) ed una seconda predisposta per processare piccoli volumi di un numero
elevato di codici.
Le logiche di programmazione e di gestione sono tra loro diverse, ma questo, di
norma, non rappresenta un problema insuperabile in quanto il passaggio ad una
lavorazione a flusso del, per esempio, 70% della produzione porta ad una
velocizzazione del flusso e ad una conseguente semplificazione della
programmazione e del controllo avanzamento.
La gestione a celle di produzione
Il caso di una media azienda
3
L'attività più complessa, relativa ai codici a bassa rotazione, viene limitata solo al
restante 30%.
IL CASO DI UNA MEDIA AZIENDA
Il caso illustrato è quello di una media azienda meccanica che produce
utensili per lavorazione meccanica (maschi di vario tipo).
La società fa parte di un gruppo multinazionale e si trova, pertanto, a
collaborare con altri stabilimenti del gruppo fuori d'Italia.
Lo stabilimento italiano, supera ampiamente le 100 persone.
La produzione è caratterizzata da molte fasi di lavorazione per quanto riguarda i
prodotti che partono dalla materia prima (barra) e da una sequenza più contenuta per
i prodotti che invece partono da un semilavorato approvvigionato da altri
stabilimenti del gruppo.
LA SITUAZIONE DI PARTENZA
La produzione nello stabilimento italiano era caratterizzata da un'organizzazione
produttiva divisa in base ai volumi di produzione:
* la piccola serie
* la grande serie
I due reparti erano caratterizzati da due capi reparti diversi e dalla presenza di
macchine completamente diverse.
La piccola serie ha a disposizione piccole macchine manuali, la grande serie
macchine molto più veloci e capaci.
L'organizzazione produttiva, con minime differenze tra i due casi, era basata su
reparti specializzati.
Per esempio nella grande serie si aveva un gruppo di macchine raggruppate per
l'operazione di taglio scanalatura, un altro per la rettifica filetto ed un altro ancora
per la rettifica dell'imbocco.
Sono inoltre presenti altre lavorazioni, come i trattamenti termici, la marcatura e il
confezionamento.
L'organizzazione era, pertanto, quella classica per reparti specializzati.
Parallelamente i problemi erano quelli che ci si possono aspettare da
un'organizzazione produttiva che tende a privilegiare la saturazione della
manodopera e delle macchine (spesso collegata alla cosiddetta produttività):
La gestione a celle di produzione
Il caso di una media azienda
4
* lead time di produzione elevati
* lead time di produzione molto variabili e, di conseguenza, inaffidabili
* livello dei semilavorati alto
* livello di servizio verso il magazzino prodotti finiti giudicato insoddisfacente
* livello delle scorte di prodotto finito elevato
* livello di servizio verso il mercato giudicato critico in un'ottica futura
La prima decisione presa dalla Direzione fu quella di dedicarsi ai prodotti standard
della grande serie, in modo da affrontare e risolvere il problema più importante.
A fronte di questa situazione di partenza furono posti dalla direzione obiettivi
ambiziosi in termini di:
* riduzione del lead time di produzione
* aumento dell'affidabilità' dei lead time commessi
* diminuzione dei costi aziendali in termini di immobilizzo in semilavorati e in
magazzino di prodotto finito
* aumento del livello di servizio verso il mercato
Si trattava, a questo punto, di studiare come migliorare gli aspetti che penalizzavano
contemporaneamente i costi aziendali e il livello di servizio verso il mercato.
La scelta che fu fatta fu quella di verificare l'esistenza di famiglie di prodotti alle
quali dedicare "porzioni di capacità" produttiva mediante la creazione di linee
dedicate di produzione che fossero in grado di gestire completamente la loro
lavorazione meccanica dalla fase di semilavorato in poi.
Siccome si pensava ad esse come a delle sottofabbriche dedicate, esse presero il
nome di "celle di produzione".
Le famiglie identificate portano a coprire il 70% della produzione totale dei codici
standard ed è stato possibile dividerle in 6 celle.
L'IMPLEMENTAZIONE
Organizzare fisicamente le sei celle di produzione ha voluto dire spostare le
macchine per permettere di aggregarle per linea di prodotto, formando quindi le
celle, con i relativi problemi di spazi e impiantistica da modificare in tempi brevi.
La gestione a celle di produzione
Il caso di una media azienda
5
Ma questo non è stato neppure il problema più importante, che ha dimostrato invece
essere quello del ruolo del personale.
IL RUOLO DEL PERSONALE
Il personale di produzione era specializzato per operazione e seguiva l'andamento di
più macchine simili (chiamati abbinamenti).
Non era a conoscenza del fluire dei lotti tra una lavorazione e l'altra e tanto meno ne
era responsabile.
Quello che era loro richiesto era di fare più produzione possibile sulla base delle ore
macchina disponibili.
La qualità della produzione fatta era giudicata solo a posteriori con un indice
qualitativo generale della fabbrica che interveniva come fattore premiante a fine
anno.
Le precedenze di lavorazione, nelle varie fasi di lavorazione, erano demandate al
caporeparto che fungeva da "vigile" del flusso produttivo.
Nonostante ciò, le precedenze operative sulle varie macchine erano fortemente
condizionate dai singoli operatori che tendevano ad aggregare lotti similari per
attrezzaggio macchina, in modo da poterci guadagnare in termini di tempo per
setup, rispetto a quanto assegnato a standard, che rappresentava una percentuale del
tempo di lavorazione.
Il trasporto dei lotti finiti (parziali o completi) da una lavorazione all'altra era
effettuata a tempo perso, o, al massimo, sulla base dell'urgenza, sempre che questa
fosse fatta presente dal caporeparto.
La visibilità del processo produttivo era alquanto problematica e lo stato di
avanzamento, nonostante le informazioni fornite al sistema informativo centrale,
doveva essere effettuato attraverso ricerche fisiche, dato lo sfasamento temporale tra
situazione fisica e contabile dell'avanzamento.
Il personale era responsabile della cosiddetta efficienza dell'operazione, mentre
l'efficienza dell'intero processo produttivo era considerata come una naturale
conseguenza della prima.
Il passaggio a lavorazioni in cella ha richiesto una completa revisione di questi
concetti.
Non sarebbe più dovuta esistere una somma di operazioni in serie, contraddistinte da
reparti differenti, ma al loro posto un insieme di processi completi, in parallelo tra
loro (celle dedicate alla produzione di famiglie di prodotti).
Questo ha portato a una drastica ridefinizione del ruolo dell'operatore di produzione
visto come inquadrato in un gruppo responsabile dei risutati complessivi della cella.
La gestione a celle di produzione
Il caso di una media azienda
6
Il gruppo di 4-5 persone sarebbe stato responsabile non più dell'utilizzo delle singole
macchine dedicate alla cella, ma dei risultati complessivi della stessa.
L'efficienza delle macchine, l'avanzamento corretto delle prirità, lo scambio di
informazioni, la qualità passo passo
delle lavorazioni, l'aiuto reciproco all'interno della cella,
diventavano le cose da monitorare e da migliorare per potere
ottenere quelli che erano gli obiettivi delle celle:
* lead time di cella ridotto
* qualità della produzione della cella maggiore
* produttività complessiva della cella
Il passaggio dalla situazione di partenza a quella ora operante ha richiesto un
notevole investimento in addestramento del personale per renderlo il più flessibile
possibile, vale a dire capace di operare su più di una operazione, in modo da potere
permettere il bilanciamento delle attività all'interno della cella stessa.
Tale addestramento è ancora in opera, ma ha già permesso di ottenere importanti
risultati.
L'addestramento tecnico sulle macchine non è però l'unico aspetto sul quale
intervenire, in quanto cambia il modo di lavorare, di rapportarsi con gli altri
all'interno della cella.
Cambiano anche i "valori aziendali".
Si passa dal "produrre la maggior quantità possibile", indipendentemente dalla
qualità che verrà evidenziata molto più a valle e dalle effettive priorità, a "produrre
quello che serve", con la qualità dovuta e monitorata direttamente dall'operatore e
nell'ordine necessario perche' escano in tempi, i più brevi possibile, gli ordini di
produzione lanciati in cella.
E' quindi anche una questione di cultura che va alimentata giorno per giorno da parte
dei capi dell'azienda.
I RISULTATI OTTENUTI
I lead time di produzione e quindi la capacità di reintegrare velocemente quanto
venduto e spedito dal magazzino di Trezzano, sono drasticamente diminuiti, sulle
prime tre celle implementate, a parità di altre condizioni (presenza dei
semilavorati di acquisto" interplant") di percentuali che variano dal 75% al 50%.
La gestione a celle di produzione
Il caso di una media azienda
7
I semilavorati sono diminuiti nella stessa percentuale, in quanto, trattandosi di
produzioni ripetitive, la misurazione del lead time medio è effettuata tramite la
rilevazione del livello di semilavorati giornalmente presenti in cella.
Il livello del magazzino di prodotti finiti ha potuto giovarsi non solo
dell'accorciamento del ciclo produttivo, ma anche della sua incrementata affidabilità
raggiungendo riduzioni del 31% che si pensa di potere portare a circa il 45%.
Per quanto riguarda altri aspetti non così facilmente quantificabili, si può dire quanto
segue.
La programmazione delle celle si è enormemente semplificata perchè un lead time
produttivo più che dimezzato permette di immettere più frequentemente (ogni
settimana) quanto necessita al magazzino centrale ed uscendo in tempi veloci
dalle celle non necessita di programmazioni di dettaglio sulle singole macchine che
vengono gestite direttamente a vista dal personale di produzione con la supervisione
e l'aiuto dei due capireparto esistenti.
In pratica la cella, a livello di programmazione, viene vista come una unica unità
produttiva con un certo lead time di produzione.
Gli unici calcoli necessari, trattandosi all'interno della cella di lavorazioni diverse
con tempi ciclo diversi, consistono nella verifica dei carichi macchina per verificare
la fattibilità del programma di produzione settimanale ipotizzato.
Eventuali problemi di capacità vengono immediatamente sottoposti ai responsabili di
produzione e del magazzino centrale per la presa di decisioni in merito alla modifica
del programma stesso o alla deviazione di parte della lavorazione su un'altra cella più
scarica, se questo è tecnicamente possibile.
Questo porta a degli adeguamenti parziali e saltuari della ferrea logica delle celle, a
patto di potere gestire in modo semplice queste "eccezioni".
La semplificazione, la velocizzazione del flusso, la sua gestione a vista, permettono
questo tipo di eccezioni più spesso e più facilmente di quanto si possa pensare.
Tutto questo con l'obiettivo di avere una gestione che miri a risultati importanti per la
fabbrica nel suo complesso.
I MISURATORI
Allo scopo di monitorare i progressi fatti dalla nuova organizzazione produttiva, di
avere sempre sott'occhio l'andamento in tempo reale e di rendere accessibile a tutto
il personale le informazioni utili alla gestione delle celle, si è pensato di definire dei
misuratori di ciò che si riteneva importante, vale a dire di:
* lead time di cella
La gestione a celle di produzione
Il caso di una media azienda
8
* qualità della produzione effettuata in cella
* corrispondenza quantitativa di quanto versato a magazzino finito con quanto
immesso in cella (mancanti)
* produttività della cella
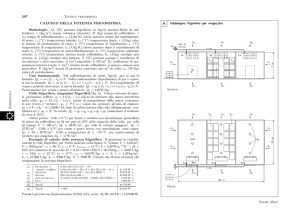
I lead time di cella sono stati correlati al livello di semilavorati presenti nella cella, in
quanto si tratta di una produzione ripetitiva.
Il livello di semilavorati viene misurato attraverso un grafico INPUT-OUTPUT, noto
il livello di partenza.
I dati giornalieri vengono forniti, tramite tabulato, agli operatori della cella che
provvedono ad aggiornare il grafico, di norma ogni settimana.
Con le stesse modalità vengono forniti i dati relativi alle difettosità e ai mancanti.
Il calcolo della produttività viene effettuato a livello di singola macchina della cella e
poi aggregato, in modo che possa essere monitorata l'efficienza con la quale lavora
ogni singola cella e si evidenzino eventuali problemi.
E' importante sottolineare come cambi la metodologia di calcolo di questo parametro.
Nell'organizzazione per reparti specializzati dove la produttività misura sì un
impianto, ma, indirettamente, una persona con nome e cognome (in quanto dedicata),
la produttività può essere facilmente influenzata, a parità di ore di lavoro,
aumentando la quantità prodotta al di sopra del livello programmato ed, inoltre, in
molti casi, chiudendo un occhio sulla qualità del prodotto, se questo permette di
procedere più velocemente e quindi di "versare" di più.
La produttività può essere anche influenzata risparmiando sugli attrezzaggi,
processando lotti uguali o similari, anche se questo va a scapito della sequenza
effettivamente necessaria a valle (ammesso e non concesso che sia conosciuta).
Questa "produttività" va in realtà a scapito dell'efficienza del flusso.
La produttività della cella misura il tempo impiegato per produrre solo quanto
necessario (altrimenti non sarebbe neppure in input alla cella) e nel rispetto del lead
time della cella medesima.
Eventuali "intelligenti" risparmi sul tempo di attrezzaggio sono a questo punto i
benvenuti perchè ottenuti senza penalizzare il lead time.
IL SISTEMA DI INCENTIVAZIONE
Come già ricordato, in Dormer era storicamente presente un sistema di
incentivazione classico: il cottimo.
Senza entrare nei meccanismi di calcolo, possiamo affermare
La gestione a celle di produzione
Il caso di una media azienda
9
che tale sistema era basato sui seguenti principi:
* incentivare la quantità
* incentivare il singolo individuo (efficienza dell'operazione)
Non trovava posto in tale sistema il lead time di produzione in quanto era ritenuto al
di fuori del controllo e dell'influenza del singolo, ma piuttosto dipendente dalla
capacità di programmazione e controllo dei vertici aziendali e, pertanto, non
imputabile agli operatori di produzione.
La quantità dei pezzi difettosi era determinata dagli addetti ai controlli spesso dopo
parecchio tempo dalla loro generazione.
Erano sì imputabili in qualche misura anche agli operatori di produzione, ma non
sempre in maniera precisa.
Esisteva, come già detto, un misuratore della difettosità totale di stabilimento.
Il cambio dell'organizzazione produttiva, almeno per la maggior parte della
produzione, imponeva obiettivi operativi inconciliabili con il sistema di
incentivazione esistente.
Si è pensato di adeguarlo alla nuova realtà, in modo che portasse a stimolare
comportamenti coerenti con gli obiettivi che si volevano perseguire.
Il nuovo sistema di incentivazione è stato, pertanto, basato sui seguenti principi:
* incentivare la prestazione complessiva del gruppo (efficienza di processo)
* incentivare una produzione veloce
* incentivare una produzione di qualità
* incentivare la flessibilità del personale, intesa come capacità, e quindi
disponibilità, a lavorare su macchine diverse.
La gestione a celle di produzione
Il caso di una media azienda
10