DISTRETTO
CALZATURIERO
VENETO
MATRIX
Processi e materiali
innovativi per lo sviluppo
di nuove funzionalità
nelle calzature
Progetto di Ricerca: Relazione Finale
Metadistretto Calzaturiero Veneto
Via Mazzini, 2 – 30039 Stra (Ve) Italy
tel. +39.049.9801422
fax. +39.049.9800503
[email protected]
www.distrettocalzaturieroveneto.it
Si ringraziano per la collaborazione alla realizzazione del progetto:
Graziano Tassinato, Luisa Agostani, Federica Mancini, Federica Bassani
Innovazione Impresa srl
Michele Modesti, Silvia Bizzotto
Dipartimento di processi chimici dell'ingegneria dell'Università di Padova
Diego Caletti
Consulente del settore
Gianpiero Menegazzo
Rappresentante Patto di Distretto
Mauro Tescaro, Mario Zambelli, Cristina Chinellato
Politecnico Calzaturiero scarl
Maddalena Riccio
ACRIB Servizi srl
Franco Cestonaro, Vittorino Martarello
CNA di Rovigo (Confederazione Nazionale dell'Artigianato e della Piccola e Media Impresa)
Franco Scantamburlo
Associazione Artigiani e Piccola Impresa “Città della Riviera del Brenta”
Maurizio Simion
Studio Simion & Partners - Studio Commercialisti Associati
Auditors & Advisors s.rl
Consorzio Maestri Calzaturieri del Brenta
Le Aziende che hanno partecipato al CTS:
Ballin Franco & C. s.r.l., Mima s.r.l., G&B di Giora & Baldan s.r.l.,
Insalp s.r.l., Barbato s.r.l., STF s.r.l., Del Brenta, Bond Street s.a.s,
Le Aziende aderenti al progetto ed il loro personale dipendente
per le attività di sperimentazione e ricerca
Gli esperti del settore:
Silvano Menin, Giancarlo Candian, Perussato Domenico, Giorgio Sperandio , Menin Gianni
Le aziende che hanno trattato le superfici dei materiali:
Conciaricerca s.r.l, Arioli s.p.a, Stazione Sperimentale della Seta, Tecnotessile
Le aziende fornitrici materiali innovativi:
Telerie d'Arte srl, Mascioni spa, Gabriel, Swarovski crystal, Samac s.r.l
Realizzazione testi
Federica Mancini, Silvia Bizzotto, Federica Bassani
Progetto grafico e impaginazione
Lucio Monaro La Press
Con il contributo della Regione Veneto L.R. 8/2003
In collaborazione con:
Rovigo
MATRIX
Processi e materiali
innovativi per lo sviluppo
di nuove funzionalità
nelle calzature
Progetto di Ricerca: Relazione Finale / Dicembre 2008
Prefazione
IL METADISTRETTO CALZATURIERO
VENETO TRA TRADIZIONE
E INNOVAZIONE
di Vendemiano Sartor
In un momento di riflessione come quello attuale, caratterizzato
dall'esigenza di affrontare nuove criticità internazionali che hanno determinato
forti cambiamenti nel mondo economico, nelle regole e nelle ragioni di scambio,
è indispensabile una generale riconsiderazione di rilancio e consolidamento
della competitività dei territori produttivi regionali.
Il Veneto che ha sofferto, più di altri, la velocità dei processi di
globalizzazione, si è attrezzato e si sta attrezzando per fornire una risposta
adeguata, consapevole che la propria realtà produttiva è ancora un valore saldo e
con buone prospettive.
La presentazione di questa pubblicazione che riassume il lavoro svolto e i
risultati che il Metadistretto Calzaturiero Veneto ha raggiunto mi permette di
esprimere la mia ammirazione all’impegno di queste aziende manifatturiere, che
cercano di far convivere giorno dopo giorno, tradizione e innovazione, antichi
saperi con tecniche all’avanguardia, storia e futuro ben interpretando la volontà
del legislatore regionale. La vostra inventiva appare evidente nel momento in
cui ci si confronta con la tipologia di prodotto che il mercato ed il consumatore
richiedono e che sapienti artigiani realizzano incontrando le diverse esigenze.
La realtà produttiva veneta, apprezzata in Italia e nel mondo, è supportata
da una moderna politica di sostegno alle imprese grazie alla collaborazione di
tutte le forze istituzionali. Più di cinque anni di azione efficace e mirata, se si
pensa che i distretti veneti dai 28 del 2003, sono oggi 44 (di cui 34 Distretti e 10
Metadistretti) realtà riconosciute dalla Regione, con il coinvolgimento di più di
9.000 imprese per un totale di quasi 300.000 lavoratori.
Dal 2003 al 2008 sono stati emanati 6 Bandi per i Distretti/Metadistretti
per un totale di oltre 96 milioni di euro di stanziamenti regionali, a fronte di
progettualità presentate, e quindi, per un volume economico di investimenti
I
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
potenziale di circa 280 milioni di euro.
La Legge regionale 8/2003 che il Metadistretto Calzaturiero Veneto ha
saputo utilizzare ha dimostrato in questi cinque anni la fondatezza delle scelte
operate dalla Regione Veneto che, proprio anche grazie alle indicazioni giunte
dai destinatari della Legge, nel marzo 2006 ne ha approvato una rivisitazione,
con un cammino veloce, concertato e concreto che è andato ben al di là degli
schieramenti politici, inserendo al suo interno tante novità come i metadistretti,
le aggregazioni di filiera, i nuovi parametri per favorire l’aggregazione, il
rafforzamento delle misure rivolte alla ricerca e all’innovazione.
L’innovazione in quanto motore della produzione e fattore di
valorizzazione della conoscenza e della ricerca è l’elemento centrale della
politica economica regionale, che mira a risolvere l’equazione tra crescita
economica, competitività e occupazione da una parte, sostenibilità ambientale e
coesione sociale dall’altra. Il ruolo cruciale svolto dai Distretti/Metadistretti
produttivi, nel processo di sviluppo dell’economia italiana e del Veneto in
particolare, testimonia che alcune importanti opportunità si possono cogliere
solo collettivamente, come ha ben dimostrato il Metadistretto Calzaturiero
Veneto coinvolgendo e coordinando centinaia di imprese che vedono coinvolti
migliaia di lavoratori e artigiani con risorse altamente specializzate.
I progetti di ricerca e innovazione che avete realizzato partecipando agli
annuali bandi di assegnazione delle risorse testimoniano che i distretti sono
l'esempio che le politiche per lo sviluppo possono anche non concentrarsi
esclusivamente sulla relazione tra innovazione e ricerca. Rappresentano infatti
l'evoluzione del concetto stesso di innovazione che passa dal semplice modello
lineare nel quale la R&S si trova al punto di partenza, al modello sistemico che
nasce dalle interazioni tra aziende, organizzazioni, il loro ambiente operativo e le
istituzioni locali, realizzando un circolo virtuoso nel quale la ricerca scientifica
genera l'innovazione che a sua volta sostiene la crescita continuando ad
assecondare la ricerca per creare nuove conoscenze.
Vendemiano Sartor
Assessore alle Politiche dell'economia,
dello sviluppo, della ricerca e dell'innovazione - Regione Veneto
II
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Presentazione
I punti di forza delle calzature prodotte dalle aziende afferenti al
Metadistretto Calzaturiero Veneto, sono da sempre la qualità delle materie
prime, il controllo di ogni fase della lavorazione, lo sviluppo di specifici
software per il settore, la capacità di rispondere prontamente e con
precisione ai dettami degli stilisti delle grandi case di moda che, da anni,
hanno scelto di affidarsi all’esperienza dei calzaturieri del Metadistretto.
Come in altri settori del lusso e non, il particolare momento congiunturale
vissuto dall’economia occidentale e mondiale ha notevolmente mutato le
regole e le relazioni competitive del settore della moda, condizionandone
notevolmente le strategie. Per questo motivo, la possibilità di acquisire
materie prime innovative e di eccellente qualità dal settore conciario o da
altri settori industriali, rappresenta un presupposto fondamentale per lo
sviluppo dell’intera filiera produttiva e per la capacità di rimanere
competitivi sui mercati. In una società in rapido cambiamento, il mondo
produttivo deve tenere presente che per mantenersi competitivo deve
creare o sviluppare innovazione
Il progetto, MATRIX, inserito nell’ambito dei finanziamenti della L.r
8/2003 “Disciplina dei Distretti Produttivi e interventi di politica industriale
locale - Bando 2008”, rappresenta, per quanto appena evidenziato, un
importante fattore di unione e di sinergia tra la domanda di innovazione e di
sviluppo delle aziende del Metadistretto Calzaturiero Veneto.
Le componenti strategiche del processo evolutivo della calzatura si
possano enunciare attraverso alcune parole chiave: Funzionalità, Fibre,
Materiali, Finissaggi e Fattore moda.
Queste elementi hanno consentito l’approfondimento dell’indagine
sui materiali e sulle tecnologie, che possono essere adattate “ai nostri piedi”,
o che domani lo saranno, con una visione trasversale ed integrata delle varie
componenti del prodotto finito.
In quest’ottica, il progetto MATRIX, ha cercato di coniugare questi
III
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
importanti fattori, valutando e individuando indicatori di benessere delle
calzature e, quantificandoli in una scala ponderale, ha raccolto e catalogato
materiali innovativi provenienti da vari settori, ha sperimentato nuove
tecnologie, quali la tecnologie al plasma sui vari componenti della calzatura
e la realizzazione di schiume o gel diversamente funzionalizzate.
Questo approccio, a tutto tondo, potrà condurre alla realizzazione di
una calzatura con proprietà idonee alle diverse condizioni applicative con
un elevato grado di benessere per il consumatore finale. I risultati ottenuti,
inoltre, dal progetto potranno essere un’occasione interessante per
sensibilizzare l’elevato numero di piccole-medie imprese per intraprendere
e sviluppare nuove tecnologie, nuovi prodotti e processi.
Giuseppe Baiardo
Presidente ATI “Metadistretto Calzaturiero Veneto”
IV
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Sommario
1. IL PROGETTO MATRIX: PRESUPPOSTI E OBIETTIVI...
1.1 Il settore del Metadistretto Calzaturiero Veneto
e le nuove sfide del mercato .......................................................
1.2 Metodi, ricerca, sperimentazione...............................................
1.3 Individuazione degli indicatori morfo-funzionali......................
1.3.1 I piedi ..........................................................................................
1.3.2 Il benessere viene dai piedi!.......................................................
1.3.3 La riflessologia plantare..............................................................
1.3.4 Analisi del cammino....................................................................
1.4 La tecnologia ai nostri piedi .......................................................
1.5 Innovazione nei materiali e tecnologie dei tessuti
e delle calzature ..........................................................................
1.5.1 Calzature......................................................................................
1.5.2 Tomaia, Intersuola, Dispositivo di propulsione
ammortizzante, Suola..................................................................
2. TECNOLOGIE INNOVATIVE
PER IL SETTORE CALZATURIERO ....................................
2.1 Le nanotecnologie.......................................................................
2.2 La tecnologia al plasma...............................................................
2.3 Potenzialità per il settore calzaturiero .......................................
2.4 Applicazioni industriali del trattamento a plasma freddo
ai tessuti e alle pelli.....................................................................
2.4.1 Il trattamento al plasma sottovuoto ............................................
2.4.2 Sperimentazione della tecnologia di plasma sottovuoto ...........
2.4.3 Prove fisico meccaniche..............................................................
2.4.4 I vantaggi del trattamento a plasma freddo ...............................
2.4.5 L’impatto ambientale ..................................................................
2.4.6 Comfort........................................................................................
2.4.7 Tecnologia a plasma atmosferico................................................
V
1
1
3
6
6
7
9
13
20
31
32
33
37
37
38
39
40
40
41
43
49
50
51
53
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
2.5
2.5.1
2.5.2
2.6
Sperimentazioni su pelli con plasma atmosferico......................
Materiali e metodi per la sperimentazione ................................
Risultati sperimentali..................................................................
Trattamento al plasma su accessori per la calzatura..................
57
57
64
74
3.
3.1
3.2
3.2.1
3.3
3.4
SPERIMENTAZIONI E TEST ................................................ 77
Prove di stampa digitale INK-JET............................................. 77
Trattamenti di rifinizione............................................................ 87
Prove di adesione dello strato di rifinizione .............................. 89
Trattamenti di profumazione...................................................... 91
Trattamento di supporti in pelle con soluzione
di argento colloidale.................................................................... 92
3.4.1 Analisi morfologica ed analisi SEM_EDX................................. 92
3.5 Trattamento con argento............................................................. 114
4. MATERIALI INNOVATIVI
PER IL SETTORE CALZATURIERO ....................................
4.1 Materiali utilizzati .......................................................................
4.1.1 TPU: Poliuretano termoplastico .................................................
4.1.2 PCM: Phase Change Materials ..................................................
4.1.3 Poliacrilammide ..........................................................................
4.1.4 L’argento come antibatterico......................................................
4.2 Caratterizzazione dei materiali...................................................
4.2.1 La tecnica DSC (Differential Scanning Calorimetry) ...............
4.2.2 Analisi termogravimetrica...........................................................
4.2.3 Analisi dinamico-meccanica (DMA)...........................................
4.2.4 Microscopio elettronico a scansione (SEM) ..............................
4.2.5 Spettroscopia infrarossa in trasformata di Fourier ....................
4.2.6 Test antibatterico: metodo della diffusione dell’agar ................
4.2.7 Metodo di prova della permeabilità al vapore d'acqua .............
4.2.8 Prove di assorbimento di acqua..................................................
VI
125
125
125
131
134
136
137
137
139
141
143
146
149
151
151
Capitolo I – Il progetto Matrix: presupposti e obiettivi
4.3
4.3.1
4.3.2
4.4
4.4.1
4.4.2
Risultati........................................................................................
Caratterizzazione schiume poliuretaniche con PCM................
Caratterizzazione schiume poliuretaniche con PAM ................
Elettrospinning ...........................................................................
Membrane ...................................................................................
Analisi delle proprietà antibatteriche
della membrana con argento ......................................................
152
152
157
162
163
168
Conclusioni.................................................................................. 171
Bibliografia .................................................................................. 173
VII
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
VIII
Capitolo I
IL PROGETTO MATRIX: PRESUPPOSTI E
OBIETTIVI
Il presente progetto si inserisce nell’ambito dei finanziamenti della
L.R 8/2003 “Disciplina dei Distretti Produttivi e interventi di politica
industriale locale” del Veneto per l’anno 2008.
Attraverso il progetto MATRIX si è voluto realizzare uno studio
globale sulla calzatura affinché, con l’impiego di materiali innovativi e con
tecnologie innovative (es. plasma), si possa ottenere un aumento del grado
di “benessere” omnicomprensivo generato dal sistema calzatura.
Il progetto, inoltre, rappresenta un importante fattore di unione tra la
domanda di innovazione e di sviluppo delle aziende del Metadistretto
Calzaturiero Veneto e la corrispondente offerta derivante dal settore delle
nanotecnologie.
1.1 IL SETTORE DEL METADISTRETTO CALZATURIERO
VENETO E LE NUOVE SFIDE DEL MERCATO
La produzione calzaturiera del Metadistretto Veneto si contraddistingue
per la qualità e la continua ricerca di adeguamento alle esigenze stilistiche
dettate dalla moda. Il risultato è una calzatura di alta qualità, destinata al
mercato del lusso. La produzione delle aziende aderenti al Metadistretto
Calzaturiero Veneto si posiziona pertanto su un’alta fascia di prodotto.
Il settore calzaturiero nel Veneto rappresenta il 15.3% del totale
nazionale (1085 aziende), con un numero di addetti pari al circa il 20% degli
occupati nel settore nazionale.
Nonostante la realtà del metadistretto sia costituita principalmente da
piccolissime, piccole e medie imprese, il 99% di esse ha un numero di
1
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
occupati compreso tra 0 e 100 addetti, il Veneto si colloca al primo posto
nell’export.
1085 aziende facenti parte del distretto
Da 0 a 19 addetti
84.9%
da 20 a 49 addetti
11.3%
Da 50 a 99 addetti
2.8%
Da 100 a 199 addetti
0.8%
Certamente, il Metadistretto Calzaturiero Veneto può essere
contemplato tra i settori di tipo tradizionale, perché tale risulta per tipo di
prodotto e per tecnologia impiegata.
I punti di forza del prodotto delle aziende, afferenti al Metadistretto,
sono da sempre la qualità delle materie prime, il controllo di ogni fase della
lavorazione, lo sviluppo di specifici software per il settore, la capacità di
rispondere prontamente e con precisione ai dettami degli stilisti delle
grandi case di moda che, da anni, hanno scelto di affidarsi all’esperienza dei
calzaturieri del Metadistretto Calzaturiero Veneto.
Per una serie di contingenze storiche e culturali, le aziende si sono
indirizzate sulle seguenti categorie:
• calzature da donna/uomo di tipo classico e di qualità
fine/lusso, realizzate in piccole serie,
• calzature da donna/uomo di qualità media, prodotte in grandi
volumi,
• scarponi da sci e calzature sportive.
Tuttavia, come in altri settori del lusso e non, il particolare momento
congiunturale vissuto dall’economia occidentale e mondiale ha
notevolmente mutato le regole e le relazioni competitive del settore della
moda, condizionandone notevolmente le strategie. Per questo motivo la
possibilità di acquisire materie prime innovative e di eccellente qualità, dal
settore conciario o da altri settori industriali, è un presupposto fondamentale
2
Capitolo I – Il progetto Matrix: presupposti e obiettivi
per lo sviluppo dell’intera filiera produttiva e per la capacità di competere
sui mercati.
In una società in rapido cambiamento, il mondo produttivo deve
tenere presente che, per mantenersi competitivo, deve creare o sviluppare
innovazione.
La possibile risposta risiede sulla strada già intrapresa
dell’innovazione tecnologica, intesa in tutta la sua completezza: innovazione
di prodotto, di design e di processo produttivo, quest’ultimo reso più
efficace grazie all’inserimento di nuovi materiali.
Le nuove tecnologie sono i veri “costruttori” di valore economico per
l’impresa.
1.2 METODI, RICERCA, SPERIMENTAZIONE
Il miglioramento dei prodotti e dei processi è fondamentale per
mantenere competitive le aziende calzaturiere italiane nei mercati esteri, e
per soddisfare i bisogni di una clientela sempre più esigente.
La qualità dei prodotti può essere mantenuta ad un alto livello o,
addirittura, migliorata, sia mediante materiali innovativi acquisiti da altri
settori sia attraverso l’introduzione di processi tecnologici ad alto contenuto
innovativo.
Il progetto MATRIX, per cercare di rispondere alle esigenze delle
aziende del meta distretto, è stato articolato su tre livelli di ricerca e
sperimentazione:
•
•
•
I livello: individuazione e definizione dei parametri morfofunzionali per definire indicatori di benessere della scarpa;
II livello: individuazione e acquisizione di nuovi materiali per
implementare una banca dati materiali;
III livello: fase di sperimentazione e testaggio di nuove
tecnologie e nuovi materiali per la calzatura.
3
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
In ciascuno dei livelli individuati dal progetto le aziende afferenti
all’ATI è stato coinvolto per competenze specifiche e contributi. In
particolare, per quanto riguarda il percorso di sperimentazione, sono stati
coinvolti alcuni esperti calzaturieri, individuati dal Politecnico Calzaturiero,
il Dipartimento di Ingegneria dei Materiali dell’Università di Padova
strutture pubbliche e private quali Conciaricerca ed Arioli.
Per meglio rispondere alla domanda di innovazione delle aziende il
progetto ha previsto una prima fase di analisi dei bisogni delle imprese.
Questa attività si è concretizzata in una serie di incontri con aziende
ed esperti del settore facenti parte dell’ATI di progetto.
Nel dettaglio:
4
•
il Politecnico Calzaturiero, si è attivato per individuare, tra le
imprese calzaturiere del metadistretto, un numero ristretto di
“aziende guida”, particolarmente attente, per dimensioni o
per natura di prodotto o per organizzazione, agli aspetti di
innovazione. Parallelamente sono stati individuati un gruppo
di “esperti” dei due principali settori del metadistretto, il
settore lusso e il settore sportivo.
•
Le aziende individuate nel metadistretto sono state visitate in
modo da poter effettuare una valutazione sul campo dei loro
mezzi tecnologici, dei prodotti e degli aspetti organizzativi.
L’approfondimento dei temi connessi alla domanda di
innovazione è stato effettuato nell’ambito di colloqui con i
referenti aziendali.
•
Sono stati, inoltre, organizzati, presso il Politecnico, vari
incontri di confronto e valutazione, nel corso dei quali le
risultanze emerse nei vari colloqui sono state discusse per
indicare, sulla base di esse, le linee di azione su cui
Capitolo I – Il progetto Matrix: presupposti e obiettivi
indirizzare della ricerca tecnologica a supporto della domanda
di innovazione delle aziende.
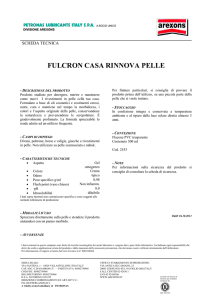
MATRIX
Individuazione indicatori/
parametri
morfo-funzionali
Individuazione
acquisizione
di nuovi materiali
Nuove tecnologie e
nuovi materiali
per la calzatura.
Individuazione di
indicatori di benessere
della scarpa
Consultazione
di adeguate
Banche dati
Trattamento al plasma
su pelli e tessuti
Sperimentazione
di schiume e gel
Creazione
database materiali
Prove e sperimentazione
Prove e sperimentazione
Valutazione risultati
Valutazione risultati
Figura 1.1 Flow Chart Progetto Matrix
5
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
1.3 INDIVIDUAZIONE DEGLI INDICATORI MORFOFUNZIONALI
1.3.1 I piedi
I nostri piedi sono "strumenti" meccanicamente perfetti evolutisi per
sostenere il nostro corpo e consentire un’adeguata deambulazione su ogni
tipo di terreno. Le ossa che li compongono si articolano tra di loro per
formare, grazie ad un complicato sistema di tiranti muscolari, tendinei e
capsulo-legamentosi, una struttura ad arco sospeso con 3 punti di appoggio
principali (Figura 1).
Gli esperti sostengono che l’arco del piede non potrebbe sopportare
un tacco oltre gli 11 centimetri, per questo, è necessario che le donne
ascoltino i continui segnali d’allarme lanciati dagli esperti. Nemmeno le
zeppe, tornate alla ribalta, e apparentemente più stabili e meno insidiose
permettono di dormire sonni tranquilli. Secondo gli ortopedici americani,
possono deformare il piede, creare infiammazioni, provocando – specie
quelle arcuate – un’andatura innaturale e un equilibrio instabile.
Figura 1.2. La struttura ad archi del piede
Un adeguato funzionamento del piede è alla base di una corretta
postura e di un migliore assetto del corpo nello spazio, cosicché ogni attività
sportiva e non sportiva, possa essere eseguita nel migliore dei modi. Oggi
svolgiamo numerose attività che richiedono di ingabbiare il piede in
6
Capitolo I – Il progetto Matrix: presupposti e obiettivi
particolari calzature che, pur se appositamente progettate per accoglierlo
comodamente, costituiscono pur sempre delle innaturali estensioni che, a
volte, possono essere causa di piccoli problemi. Nel caso, ad esempio, dello
sci la scarpa, o meglio dovremmo parlare del cosiddetto "scarpone", sacrifica
notevolmente il piede in uno spazio rigido limitandone pressoché
totalmente le possibilità di movimento.
Tale situazione si rende purtroppo necessaria dal momento che i piedi
rivestono un importante ruolo nella conduzione dello sci dal momento che
essi sono situati all'interfaccia tra gli arti inferiori e gli sci che devono essere
adeguatamente condotti.
La notevole costrizione del piede all'interno della scarpa da sci ha, dal
punto di vista medico, un effetto duplice e contrapposto.
Da un lato la patologia traumatica del piede negli sciatori è
praticamente inesistente, mentre dall'altro possono crearsi alterazioni
morfo-strutturali a carico del piede (Reazioni fibrotiche, Callosità,
Accentuazione del valgismo dell'alluce o della deviazione "a martello" del 2°
dito). I progettisti di scarpe si trovano nell'evidente difficoltà di garantire
due opposte esigenze:
1) Comodità della calzatura.
2) Efficienza della calzatura
1.3.2 Il benessere viene dai piedi!
Sembrano tutti uguali o quasi, ma non è così. I piedi parlano di noi,
della nostra personalità, rivelano il modo di camminare e vivere, le tensioni
che affrontiamo ogni giorno.
Certo è che sono loro i piedi a camminare, correre, saltare, ballare,
spesso costretti in scarpe dalle fogge a dir poco azzardate. Loro a sostenere
quotidianamente il peso di un corpo in continuo movimento. Per mantenerli
in buono stato e soprattutto curarne l’aspetto, c’è l’estetista. Ma che fare
quando disagi e inestetismi superano il livello di guardia, come accade
7
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
almeno una volta nella vita a oltre il 90% della popolazione mondiale, specie
nei Paesi occidentali?
Allora è d’obbligo ricorrere al podologo, specializzato, appunto, nella
prevenzione e nella terapia di qualunque patologia che interessa le
estremità. Il piede non è solo un organo di movimento, ma anche di
relazione diretta e continua con il mondo esterno, indebitamente costretto,
fin dai primi mesi di vita, in una sorta di scafandro.
Compito dello specialista è, dunque, salvaguardare e migliorare la sua
funzionalità. Anche perché se la ‘base’ su cui poggia il corpo non è
equilibrata e corretta, si rischiano ripercussioni sulla postura generale, con
dolori alla schiena, ernie, ginocchia dolenti, tendiniti.
Il primo step è un bilancio complessivo delle condizioni dei piedi,
sulla base di precisi parametri morfologici, mediante analisi del passo con
pedane a pressione, valutazione del movimento articolare, esami clinici e
strumentali e, talvolta, elettromiografia. Una volta completate queste
indagini preliminari, il podologo può intervenire a tre livelli: cutaneo, osseo
ed articolare.
Con l’obiettivo, nel primo caso, di mantenere elastica e ben idratata la
pelle, e risolverne i problemi più comuni, come secchezza, ispessimenti,
surriscaldamento, eccesso di sudorazione, affaticamento e infiammazioni.
Curando anche gli inestetismi, che possono sfociare in patologie vere e
proprie, fino a poco tempo fa, trattate solo da dermatologi ed estetiste:
ipercheratosi, cheratosi, e discheratosi, duroni, verruche plantari e digitali.
Dalla pelle e annessi, si passa poi agli strati sottocutanei del piede,
comprensivi di muscoli, tendini e legamenti, fino ai livelli più profondi, che
riguardano ossa e articolazioni.
Anche in questo caso, gli interventi si avvalgono di diverse procedure:
da manipolazioni e massaggi mutuati da varie discipline (massoterapia,
kinesiologia, riflessologia, osteopatia) a terapie ortesiche (con l’utilizzo di
plantari ad hoc) fino all’impiego di farmaci locali (cerotti, creme, pomate...) o
infiltrazioni di sostanze allopatiche od omeopatiche. Funzionalità e bellezza
dei piedi devono procedere, per quanto possibile, su binari paralleli.
8
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Ma sempre guidati dal buon senso. Per questo risulta deleteria la
tendenza, già molto diffusa negli Stati Uniti, di correggere chirurgicamente
difetti (presunti o reali) solo di natura estetica, anche a scapito della
funzionalità. I più comuni sono l’alluce valgo, le dita a martello e la pianta
larga o troppo grande. In un organo complesso come il piede, infatti,
qualunque correzione può influire sull’intera struttura. Si comprende,
quindi, come sia indispensabile indossare scarpe comode e confortevoli, con
adeguata altezza dei tacchi.
Ma quali dovrebbero essere le caratteristiche delle scarpe ideali,
capaci di conciliare un look di tendenza con il benessere dei piedi?
Eccole in breve:
• I materiali: pelle e fibre naturali per la tomaia, cuoio per la
suola.
• Le solette: in fibra di carbone o in gommapiuma, per chi
soffre di eccessiva sudorazione o pratica attività sportive; in
rame, se si vuole eliminare le cariche elettrostatiche.
• I tacchi: non troppo sottili e alti 3-4 centimetri.
• La forma: non c’è dubbio, la più comoda è sicuramente quella
con la punta tonda, adatta a ogni tipo di piede.
• Pericolo calli: tendono a formarsi con tacchi alti, scarpe a
pianta stretta (fra il 4° e il 5° dito), mentre quelle a punta
provocano “l'occhio di pernice”, un tipo di callo particolare
dalla forma tonda, bianco e con un punto nero al centro.
1.3.3 La riflessologia plantare
La riflessologia plantare rientra tra le medicine non convenzionali o
alternative o naturali Perché la riflessologia plantare è un tipo di medicina
efficace per mantenere o migliorare lo stato di benessere dell'individuo? In
questa domanda sono contenute delle parole chiave che servono per dare la
risposta.
9
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
La riflessologia plantare è un tipo di disciplina che si basa
sull'approccio olistico ovvero sull'approccio che considera l'uomo nella sua
totalità fisica e spirituale. La parola olistico viene da greco holos che
significa tutto, intero. La riflessologia ha origini remote, infatti, la storia ci
rimanda indietro nel tempo e in luoghi molto diversi.
Era praticata dagli nativi americani ed ancora oggi è una disciplina
che quei popoli continuano a tramandare alle nuove generazioni. In Cina e
in India si ritorna indietro di 5000 anni.
In Occidente questa tecnica è stata riscoperta per merito di un
medico statunitense, il Dott. W. H. Fitzgerald (1872-1942). Egli divenne il
padre della moderna riflessologia plantare riuscendo a dimostrare a livello
scientifico i risultati positivi che per anni si registravano solo a livello
empirico.
Nel 1902 quando era un otorinolaringoiatra ormai affermato iniziò a
sperimentare la riflessologia esercitando delle forti pressioni sulle dita delle
mani per lenire il dolore.
Il Dott. Joe Shelby Riley proseguì il lavoro di Fitzgerald insieme alla
sua collaboratrice Eunice Ingham. Quest'ultima si appassionò a tal punto da
iniziare lo studio della riflessologia del piede.
Dopo anni di studio la Ingham apportò due notevoli progressi alla
disciplina: esercitava le pressioni sul piede usando solo le dita delle mani e
principalmente il pollice ed inoltre tracciò la prima mappa zonale del piede
in rapporto con gli organi del corpo.
Dunque, nella riflessologia, quando si valuta una patologia la si deve
considerare prendendo in esame la storia della persona in quanto uno
squilibrio può avere molteplici cause. Non devono essere trascurati dunque
i lati emotivi, fisici, psichici ed energetici, ma anche quelli di relazione e di
lavoro.
Proseguendo e spiegando il funzionamento della riflessologia plantare
occorre riprendere alcuni concetti di anatomia e fisiologia e chiamare in
causa il nostro sistema nervoso.
Il sistema nervoso è il centro di comando di tutte le attività corporee,
10
Capitolo I – Il progetto Matrix: presupposti e obiettivi
sia fisiche che psichiche. In ogni piede si trovano circa 7.200 terminazioni
nervose che intessono estesi collegamenti, tramite il midollo spinale ed il
cervello, con tutte le parti del corpo.
Sono proprio gli impulsi nervosi che permettono di arrivare all'organo o
agli organi che, stimolati attraverso il massaggio plantare, vengono sbloccati e
dunque riequilibrati. Inoltre il sistema nervoso e la pelle hanno origine dallo
stesso foglietto embrionale chiamato ectoderma ed è in virtù di questo legame
che massaggiando la pelle si agisce in profondità sul sistema nervoso.
E' grazie al nostro sistema nervoso che gli impulsi arrivano
direttamente agli organi interessati favorendone il riequilibrio.
Il trattamento riflessologico deve però essere studiato, valutato e
"adattato" alla persona con una lettura preliminare che consente al
riflessologo di impostare il percorso in base a due aspetti basilari: la ricerca
visiva e tattile.
La prima si basa sulla lettura del piede attraverso le linee presenti, le
callosità, il colore etc. che danno già una prima informazione al riflessologo.
La seconda e più importante si basa sulla ricerca dei punti dolenti. E'
soprattutto questa ricerca che permette di stabilire il percorso da impostare
e adattarlo alla persona.
Si era già a conoscenza dei punti terapeutici del corpo che agiscono,
esercitando una pressione, in aree distanti dalle aree manipolate. Nella
vecchia Cina i “medici scalzi” curavano attraverso punti riflessi del corpo,
senza nessun apparente punto di collegamento con l’organo ammalato.
Questi punti sono rilassanti o eccitanti e divengono persino mortali se
stimolati con forza; alcuni di questi sono situati nei piedi o nelle mani; ma
esistono anche in bocca, nella mucosa nasale, nell’orecchio, sulla testa,
lungo la spina dorsale.
Il concetto moderno di riflessoterapia si differenzia nel caso specifico
da tutto ciò, per una più organica distribuzione dei punti riflessi di tutti gli
organi su una parte del corpo, nelle mani o nei piedi.
Nel piede rivediamo proiettato tutto il corpo e dal piede possiamo
agire quindi in maniera riflessa su ogni parte di esso, per risolvere disturbi e
11
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
ristabilire l’ordine perso. Guardando il piede di profilo potremo notare che
ha la stessa sagoma di una persona seduta dove la testa corrisponde
all’alluce.
Nella visione plantare la parte esterna descrive la stessa curva della
colonna vertebrale. La lunghezza ideale del corpo umano dovrebbe essere 7
volte e mezzo quella della testa; moltiplicando la falange dell’alluce per 7
volte e mezzo, troviamo esattamente la lunghezza del piede.
Toccando i vari punti del piede, per esempio quelli corrispondenti al
fegato od al rene, possiamo comprendere dal tipo di dolore, acuto o sordo,
se si tratta di un problema recente o al contrario antico, in fase di guarigione
o di riacutizzazione.
Al piede destro per esempio corrisponde la parte più razionale di noi
tutti, ciò che ha a che fare con lo studio, il lavoro; il piede sinistro invece
corrisponde all’emotività, cioè agli affetti, le paure, le ansie ecc.
Altro esempio: chi ha il secondo dito del piede sinistro più lungo
dell’alluce, spesso è sofferente di cuore e vive in modo iper attivo, predilige
i sapori amari, ma quando ha un problema emotivo, non riesce a mangiare
perché gli si chiude lo stomaco.
L’unghia incarnita dal lato della scarpa, segnala la tendenza alla
sofferenza della milza e dello stomaco.
Se è incarnita dalla parte opposta indica tendenza alle malattie del
fegato. L’ispessimento delle unghie corrisponde ad una scarsa funzionalità
renale, e nel carattere indica una personalità piena di paure con sonni
agitati.
La presenza di callosità sotto il 2° e 3° dito, rivela catarro bronco
polmonare o catarro da sinusite. Verruche o funghi ai piedi prodotti da
sudore acido, indicano che la dieta è troppo ricca di proteine animali: carne,
formaggi, pesce, uova, ecc.
Nelle mappe finora esistenti della riflessologia plantare, i rispettivi
autori hanno circoscritto delle aree come punti riflessi nel piede delle varie
parti del corpo, senza garantire precisione nella localizzazione di tali aree
riflesse; infatti queste mappe propongono una raffigurazione standard del
12
Capitolo I – Il progetto Matrix: presupposti e obiettivi
piede, mentre tutti sappiamo che questi differiscono da individuo ad
individuo per forma e proporzioni, in quanto ogni piede è diverso nella
forma e questa è stabilita dalle ossa podaliche.
Il linguaggio riscoperto nel piede, parla attraverso la sua forma, il
colore, le screpolature, il tipo di odore, la forma delle dita e la loro
proporzione, l’aspetto delle unghie, l’ispessimento delle stesse e della pelle,
la localizzazione dei calli e duroni, l’altezza dell’arco plantare, le sporgenze
ossee, le linee della pelle, i gonfiori e gli avvallamenti.
L’intero psicosoma si proietta nel piede, rivelando in modo
sorprendente ad un attento osservatore, lo stato di salute Psicologico e
Fisiologico. Da questa analisi si intuisce come una calzatura confortevole
possa influire sul benessere dell’intero organismo.
Nel 1998 è stato depositato presso ENEA un brevetto dal titolo:
“Modello di piede femminile per lo studio del comfort
dermosensomeccanico delle calzature”.
Lo scopo di questo brevetto è quello di ovviare alla mancanza di
ricerche che permettono di ottenere dati quantitativi nel campo della
fisiologia meccanica , quindi specificatamente relativi alla sensibilità cutanea
del piede.
Il brevetto rappresenta la realizzazione di un piede umano femminile
il cui scopo è quello di simulare con una fitta rete di barosensori specifici,
non solo la sensibilità dermica della pelle del piede ma anche di fornire una
risposta il più riproducibile possibile relativamente alle aree riflessogene
della pianta del piede.
1.3.4 Analisi del cammino
La deambulazione può essere definita come la capacità di spostare il
centro di pressione (CPS: proiezione a terra del baricentro) da un piede
all’altro alternativamente e dinamicamente, per mantenere l’equilibrio
dinamico.
13
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Il poligono di appoggio primario è dato dall’area totale in appoggio, a
seconda della fase del passo considerata.
I presupposti neuromeccanici per la locomozione in posizione eretta
bipede sono:
• supporto antigravitazionale del corpo, dove la postura eretta
dipende dai riflessi di raddrizzamento e dai riflessi
antigravitari che consentono il passaggio da supino a seduto
ed eretto. Ciò è dovuto alla integrazione di impulsi
vestibolari, propriocettivi, tattili e visivi, a livello del midollo
spinale, tronco, gangli della base;
• effettuazione dei passi, che è un movimento di base presente
già alla nascita, integrato a livello del midollo, mesencefalo,
diencefalo;
• mantenimento dell’equilibrio;
• un mezzo di propulsione.
Stimoli appropriati alla deambulazione sono il contatto della pianta
del piede al suolo e lo spostamento del centro di gravità (su un piede, poi
sull’altro).
Il centro di gravità (CPS) deve spostarsi da un lato all’altro (piede
destro,piede sinistro e viceversa) in una situazione di equilibrio instabile
entro limiti ristretti (poligoni di appoggio), ed è ottenuto attivando i riflessi
posturali e di raddrizzamento periferici (stiramento) e centrali (vestibolocerebellari) , evocandoli ogni 100 msec da ogni spostamento della superficie
di appoggio richiedendo informazioni afferenti precise: visive, vestibolari,
propriocettive. Sono inoltre necessari movimenti alternati in avanti e di lato.
La deambulazione normale avviene per lo più con la testa eretta, il
tronco eretto, le braccia che pendono in modo sciolto e armonioso lungo i
fianchi, muovendosi aritmicamente in avanti e insieme alla gamba del lato
opposto.
I piedi sono leggermente divaricati e i passi di lunghezza moderata
con i malleoli interni che quasi si toccano quando un piede sopravanza
l’altro.
14
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Le semplici mediali dei talloni forniscono una linea retta quando
toccano il suolo ad ogni passo.
Mentre la gamba si porta avanti vi é una flessione coordinata dell’anca
e del ginocchio , una dorsiflessione del piede ed una elevazione appena
percettibile dell’anca che permette al piede di sfiorare il suolo. Ad ogni
passo il torace si sposta leggermente in avanti e dal lato opposto a quello
dell’arto inferiore che avanza.
Il modo di camminare differisce da un individuo all’altro
tra uomo e donna (cadenza, pesantezza e leggerezza nel passo).
Generalmente i passi nella donna sono rapidi e brevi, nell’anziano rigidi e
lenti.
Il ciclo del cammino è distinguibile in una fase di appoggio o sostegno
e una di sospensione o oscillazione. Quando entrambi i piedi (tallone
sinistro/destro avampiede destro/sinistro) sono in appoggio, si parla di
doppio appoggio. La fase di appoggio dura circa il 60% della durata
complessiva del passo. Il doppio appoggio dura il 20% di cui il tallone ha un
contatto pari al 15%, l’intera pianta 50-55%, la punta 30-35%.
Importanti per l’analisi del passo sono: la lunghezza ( LP ), la
larghezza (DIP), l’angolo del passo (°P).
Il passo o ciclo del passo è dato dal contatto a terra di un tallone
(destro/sinistro) al successivo contatto a terra dello stesso tallone.
Il semipasso o passo semplice è dato dalla distanza fra l’appoggio di
un tallone e quello controlaterale.
Nel soggetto normale il semipasso (step) è circa uguale, nel patologico
è frequentemente alterato.
La lunghezza del passo secondo taluni autori sarebbe pari in
condizioni di normale velocità a circa l’80-90% dell’altezza corporea del
soggetto. Con un indice normale pari a 0,8 dividendo la LP per l’altezza del
soggetto.
La LP dipenderebbe dalla lunghezza degli arti inferiori, dal momento
del doppio appoggio (che si riduce fino ad annullarsi nel passaggio dalla
marcia alla corsa; con l’aumentare della velocità si riduce la fase di
15
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
appoggio), dal grado di estensione del ginocchio, estensione delle
metatarsofalangee dell’arto posteriore, della flessione della coscia dell’arto
anteriore.
L’angolo del passo, è dato dall’angolo che forma l’asse della globale
rotazione esterna del piede con la linea di progressione del cammino su di
un piano traverso. Normalmente è di 15°.
Alla luce delle attuali conoscenze sulla organizzazione del sistema
nervoso centrale e periferico delle funzioni motorie noi avremo che in
stazione eretta statica e in posizione assisa a tronco eretto per permettere
all’individuo di mantenere tali posture ed evitare la caduta, l’intervento del
cosiddetto riflesso miotatico tonico da stiramento e il riflesso miotatico
inverso.
Per il primo, una leggera estensione o flessione del tronco o degli arti
inferiori evocherà un riflesso da stiramento nei muscoli interessati che si
oppongono al movimento (antigravitari).
Il circuito riflesso prevede l’intervento ed il buon funzionamento di
fibre afferenti di gruppo Ia che originano nei fusi neuromuscolari presenti
nei muscoli sia del tronco che degli arti inferiori, le quali entrate nel midollo
spinale dicotomizzano , un ramo entrando in sinapsi con i motoneuroni alfa
che innervano i muscoli estensori e sinergisti antigravitari, provocandone la
contrazione.
Altre collaterali delle fibre Ia terminano su interneuroni inibitori che
fanno sinapsi con alfa motoneuroni che innervano i muscoli flessori (progravità) degli arti inferiori e del tronco.
L’attività degli interneuroni inibitori, determina l’inibizione di tali
motoneuroni.
Il riflesso miotatico inverso vede come protagonisti gli organi tendinei
del Golgi che funzionano in modo complementare ai fusi.
In questo caso la fibra afferente Ia entrata nel midollo si dicotomizza e
forma una sinapsi con interneuroni inibitori che inibiscono i motoneuroni
alfa degli antigravitari e, con interneuroni eccitatori che attivano gli alfa
motoneuroni che innervano i flessori.
16
Capitolo I – Il progetto Matrix: presupposti e obiettivi
La sua azione come detto è complementare al riflesso da stiramento
ed interviene nelle posture prolungate quando l’affaticamento degli
estensori riduce la forza applicata al tendine dove si trovano i recettori del
Golgi i quali riducendo la loro scarica produrranno un aumento
dell’eccitabilità dei motoneuroni alfa appropriati (estensori) e quindi un
aumento della forza di contrazione degli estensori.
Il risultato è che l’individuo starà in piedi o seduto senza soccombere
(cadere) alla forza di gravità, e in condizioni di normalità con un minimo
dispendio energetico per mantenere il centro di pressione all’interno dei
relativi poligoni di appoggio.
Nella deambulazione, a scopo didattico, è meglio considerare
l’intervento di vari livelli nervosi per meglio comprendere la locomozione in
toto.
I comandi volontari originano dalla corteccia motrice e raggiungono il
centro locomotorio mesencefalico (il quale può essere attivato anche da
segnali afferenti) attraverso il fascio cortico-bulbare. Da qui i comandi
passano alla formazione reticolare ponto-bulbare dove attraverso i fasci
reticolo-spinali giungono al midollo spinale dove tramite il circuito nervoso
definito generatore spinale della locomozione (altresì influenzato da
afferente periferiche che permettono di adattare le sequenze contrattili alle
variazioni improvvise del terreno), la deambulazione automatica si
estrinseca poi nella fase flessoria attraverso un riflesso flessorio che prevede
l’attivazione di interneuroni eccitatori che attivano motoneuroni alfa dei
flessori dell’arto ipsilaterali, e l’eccitazione di interneuroni inibitori che
impediscono l’attivazione degli alfa motoneuroni che innervano i muscoli
estensori antagonisti.
Inoltre, attraverso neuroni commissurali, si ha l’effetto opposto nel
lato controlaterale e quindi l’estensione delle articolazioni corrispondenti
tramite il riflesso di estensione crociata.
Biomeccanicamente i requisiti fondamentali per una normale stazione
eretta , posizione assisa a tronco eretto e deambulazione sono in definitiva:
17
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
1. integrità dell’apparato osteoarticolare (arti e colonna
vertebrale);
2. integrità dei sistemi di controllo della postura, spinali e
troncoencefalici (propriocezione muscolare e articolare,
recettori vestibolari, afferente visive, formazione reticolare,
cervelletto, nucleo rosso e nuclei della base, corteccia
cerebrale);
3. integrità sistemi superiori (area motoria primaria, area 6, area
supplementare motoria).
Per la deambulazione inoltre i dati messi a disposizione dalla Gait
Analysis ci fanno considerare che in condizioni normali la cadenza del passo
(ritmo + n° passi/min) è uguale a 2 diviso la durata del passo.
Ricordando che il ritmo per definizione è dato da un ordine di
successione o di frequenza di qualsiasi forma di movimento che si svolge nel
tempo in quanto oggetto di percezione (coscienza dello stimolo).
La velocità del cammino (Vc) sarebbe uguale alla lunghezza del passo
x la cadenza diviso per 2. Del resto si è osservato che la Vc aumenta se
diminuisce la fase del doppio appoggio, mentre, al contrario, la Vc
diminuisce se il doppio appoggio aumenta, così se diminuiscono i
movimenti (automatici) oscillatori degli arti superiori e la rotazione di anca e
ginocchio.
Il CG (centro di gravità o CPS) oscilla verticalmente con frequenza
uguale alla cadenza e con oscillazione orizzontale con frequenza uguale alla
metà della cadenza, in condizioni normali.
La fase di massima oscillazione verticale si ha nel singolo appoggio
centrale dei due arti, mentre la fase di massima oscillazione orizzontale destra
e sinistra, si ha nella fase centrale del singolo appoggio di destra e sinistra.
La rotazione della pelvi avviene normalmente e generalmente su un
asse verticale di circa 8°, mentre l’inclinazione avviene su di un asse
coronale di 5° circa con flessione del ginocchio. Questi tre fattori associati
possono incrementare la lunghezza del passo secondo alcuni autori anche
del 200%.
18
Capitolo I – Il progetto Matrix: presupposti e obiettivi
La larghezza del passo normalmente è inferiore ai 10 cm.
Il bacino sul piano frontale si abbassa di circa 10° dal lato in
sospensione, e sul piano orizzontale ruota di circa 10-15°.
Contemporaneamente il tronco si inclina verso il lato in appoggio con
abbassamento della spalla omologa. Mentre il bacino ruota in un senso, il
rachide ruota nell’opposto.
L’articolazione dell’anca passa da una flessione di circa 30° a 10°
mentre il ginocchio varia il suo grado di flessione da 0° durante il contatto a
20° all’accelerazione fino a 0° , per poi passare a 60° di flessione alla
sospensione per poi tornare a 0° al contatto. La tibio-tarsica passa da 0° al
contatto del tallone a terra per arrivare a 30° alla fase di sospensione di
flessione plantare.
La velocità del passo, inoltre, ha due picchi: aumenta allo stacco e
diminuisce alla sospensione. La traiettoria della cresta iliaca presenta due
picchi e due valli che sono invertiti rispetto alla velocità: altezza massima
quando l’arto è in appoggio con diminuzione della velocità, viceversa altezza
minima quando l’arto è in sospensione con aumento della velocità.
Di conseguenza avremo che la lunghezza del passo (LP) sarebbe
legata a:
• lunghezza arto inferiore al momento del doppio appoggio;
• grado di estensione del ginocchio;
• grado di estensione e inclinazione delle metatarso-falangee
dell’arto posteriore;
• grado di flessione della coscia dell’arto anteriore.
Mentre l’ampiezza del passo anteriore dipenderebbe dalla mobilità
dell’articolazione del piede in appoggio (tibio-tarsica e metatarso-falangee).
Inoltre la distanza del piede dal terreno nella sospensione
dipenderebbe dalla possibilità di flessione del ginocchio e dell’anca.
19
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
1.4 LA TECNOLOGIA AI NOSTRI PIEDI
Vi sono alcuni settori industriali i quali, più di altri, guidano il
progresso della tecnologia verso sempre più avanzati traguardi di
innovazione. Volgendo l’attenzione verso settori più vicini all’esperienza di
tutti, è noto che la Formula Uno, e più in generale gli sport automobilistici,
costituiscono un efficace banco di prova e un valido terreno di coltura delle
innovazioni tecnologiche e dei materiali più avanzati. Ricordiamo, inoltre, il
grande sviluppo tecnologico di tutto ciò che è legato alla pratica dello sport
attivo, cioè l’abbigliamento, le calzature e gli accessori.
Questo continuo trend di crescita ha stimolato l’intera catena
produttiva dalle fibre ai nuovi materiali, dai trattamenti, dalla creatività dei
designer alle strategie dei produttori nello studiare soluzioni innovative per
soddisfare le esigenze di coloro che, talvolta in condizioni estreme, affidano
le proprie performance, alle proprietà ergonomiche e protettive di ciò che
indossano od utilizzano.
Spesso, infatti, il nostro abbigliamento o le nostre scarpe incorporano
soluzioni tecnologiche e di design messe a punto per impieghi specialistici,
che ricercano necessariamente qualità e prestazioni senza compromessi.
Queste considerazioni inducono a tentare di approfondire l’indagine sulle
tecnologie, che possono essere adattate “ai nostri piedi”, o che domani lo
saranno.
Questi fattori si comprendono meglio riconducendoli ad alcuni
semplici concetti fondamentali, che aiutano a dare una panoramica
d’insieme. Le componenti strategiche del processo evolutivo della calzatura
ci pare si possano enunciare attraverso cinque parole chiave che iniziano
tutte con la “F”: Function, Fibres, Fabrics, Finishing, Fashion.
I filoni di ricerca del Progetto MATRIX hanno cercato di investigare a
360° questi aspetti.
20
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Function – La Funzionalità è il concetto base
La funzionalità è sicuramente il fattore prevalente da tenere in
considerazione nel progettare una calzatura destinata a particolari usi, quali
scarpe professionali o sportive, ma in realtà ciò avviene sempre più spesso
anche per le scarpe di uso quotidiano, pensate per uno stile di vita attivo.
Se solo tentiamo di fare l’elenco dei bisogni da soddisfare, che non
presume di essere completo, ci rendiamo conto di come conciliare tante
diverse esigenze possa essere un problema davvero complesso. La
protezione da freddo, acqua ed umidità, non deve andare a scapito della
leggerezza, della libertà di movimento e di una ottima calzabilità.
Il comfort “fisiologico” ed il controllo della traspirazione, unito
all’impermeabilità, vanno considerati fattori altrettanto determinanti,
insieme a durata, resistenza e facilità di manutenzione.
Se poi si considerano anche altri aspetti che attengono, per così dire,
al comfort “biologico”, quali la difesa dagli agenti patogeni, dai batteri causa
di cattivi odori, dagli shock determinati dalla camminata o dalla corsa, ecco
che si aggiunge un nuovo sensibile valore al concetto di funzionalità.
Il tutto, infine, unito all’esperienza tattile dei materiali, che devono
assicurare anche un ottimo comfort “sensoriale”, nonché un’efficace
visibilità in certe condizioni d’uso. Senza dimenticare poi la ricerca di una
adeguata immagine, legata alla presenza di spesso impalpabili elementi
estetici, tali da fare della scarpa anche un mezzo per esprimere il proprio
life style.
21
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
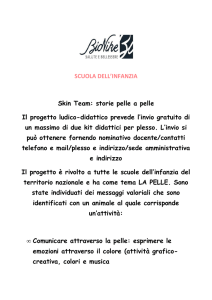
V a ria b ili d el c o m fo rt
E rgonom ic o
S ensoria le
C om fort
P sic ologic o
T erm ofisiologic o
Figura 1.2 Variabili del comfort
Il comfort, quindi, è il grado di benessere offerto da un indumento o
da una calzatura. È, potremmo dire, la sensazione percepita mentre lo si
indossa.
La confortevolezza di un indumento o di una calzatura è determinata
da parametri fisici misurabili quali:
• Trasporto umidità;
• Coibenza termica;
• Interazione meccanica cute-tessuto;
• Foggia, ergonomia, taglie.
Psicologici, difficilmente quantificabili e prevedibili:
• Colore;
• Moda.
22
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Per questo motivo misurare una sola componente del comfort è
riduttivo, pertanto:
• Bisogna osservare il problema nel suo complesso;
• La determinazione di un indice globale richiede la misura
delle diverse componenti.
Per formulare un indice di comfort (IC) è necessario sommare tutte le
suddette componenti, in particolare bisogna:
Analizzare le caratteristiche intrinseche del tessuto o del pellame,
quali composizione, concia etc., che definiremo come ICm (caratteristiche
intrinseche del materiale)
Quantificare il contributo termo fisiologico (Ct) e sensoriale (Cs) del
materiale in esame, attraverso misure appropriate di termografia e di skin
model;
Valutare l’utilizzo finale, ovvero se si tratta di calzatura sportiva,
professionale, di sicurezza, ad uso quotidiano (Uf)
Le risultanze delle analisi delle caratteristiche intrinseche dei
materiali e l’utilizzo finale sono fattori soggettivi, mentre il contributo termo
fisiologico e sensoriale sono dati scientifici.
L’equazione di comfort che ne deriva è la seguente:
IC= CIm + Ct + Cs + Uf
23
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Da cui la classificazione dei materiali:
IC= CIm + Ct+Cs + Uf
CLASSE 1
COMFORT
SCARSO
CLASSE 2
COMFORT
MEDIO
CLASSE 3
COMFORT
OTTIMO
Figura 1.3 Classi di comfort
Fibres – Nuove fibre per nuovi materiali
Nella calzatura si è assistito, in questi ultimi anni, all’importante
affermazione dei nuovi materiali “man made”, che hanno conquistato la
fiducia del consumatore proprio grazie al loro contenuto innovativo, con il
soddisfacimento di quelle molteplici esigenze di funzionalità esaminate
sopra.
I produttori più orientati al mercato hanno guidato i loro processi di
sviluppo trasferendo l’innovazione dai settori di nicchia verso quelli che
consentono più alti volumi, soddisfacendo prima le esigenze di particolari
segmenti della calzatura specialistica e contribuendo poi a mettere a
disposizione di una massa più vasta di consumatori le soluzioni così
24
Capitolo I – Il progetto Matrix: presupposti e obiettivi
consolidate. La spinta propulsiva dei materiali “intelligenti” sta iniziando a
coinvolgere tutta la filiera produttiva.
La ricerca si è basata non solo sulle qualità intrinseche delle materie
prime, ma anche sul loro rapporto con le nuove tecnologie di
trasformazione, con le metodologie di nobilitazione e finissaggio, fino allo
studio di sistemi a più componenti, che legano la funzionalità della scarpa
alle caratteristiche e alle performance determinate dalle proprietà dei vari
materiali impiegati.
Per far solo qualche esempio ricordiamo:
L’importanza dei materiali microfibrosi, quali Alcantara®, o Lorica®,
per calzature più confortevoli e sicure, adatte a tutti gli usi, perché morbide
ma resistenti, impermeabili ma traspiranti;
Il ruolo fondamentale delle fibre elastomeriche per il comfort e la
calzabilità della scarpa. Il marchio Lycra® è certamente il più noto. Tale
fibra è usata anche per migliorare il recupero elastico della pelle naturale,
accoppiandola con un tessuto elasticizzato.
L’uso delle fibre ad altissima tenacità, per incrementare la resistenza
delle tomaie. Ricordiamo le fibre poliammidiche Meryl® Techno di Nylstar,
usata nel tessuto sviluppato da Cierre, e Cordura® di DuPont®. La metaaramidica Nomex® è invece utilizzata nei tessuti protettivi di Cierre, dotati
di notevoli proprietà “antitutto”: antifiamma, anticalore, antiacido, antitaglio.
L’adozione di fibre antibatteriche, quali ad esempio, Amicor® per
migliorare il livello del comfort biologico di fodere e sottopiedi. Proprio con
la speciale versione batteriostatica del poliammide Meryl® di Nylstar® è
prodotto il nuovissimo Teklife® di Siretessile®, un tessuto per fodere che
non solo ha la proprietà di combattere in modo permanente la proliferazione
dei batteri all’interno della scarpa, prevenendo i cattivi odori, ma è dotato
anche di ottima antistaticità ed elevata idrofilia. Un altro esempio è dato il
sapiente impiego delle proprietà idrofobiche e idrofiliche delle fibre che, ad
esempio, è alla base delle speciali fodere Dri-Lex® – brevetto
dell’americana Faytex® Co. – ora distribuite in Italia da Vagotex® anche
accoppiate con la membrana Windtex®.
25
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Un analogo principio è adottato dalla fodera Ecocomfort® di
Siretessile®, che, attraverso una mista di lana e poliestere, unisce la
capacità della fibra naturale di mantenere il calore ed assorbire il sudore con
la scarsa idrofilia della fibra sintetica, che evita la sensazione di umidità
stagnante: il risultato è una fodera innovativa, capace di dare al piede il
massimo comfort, attraverso un “microclima” caldo ed asciutto.
In sintesi, una serie di risposte innovative, importanti per il progresso
della scarpa, date dalle fibre intelligenti ad altrettante esigenze funzionali.
Fabrics – La scarpa è sempre più tessile
Lo sviluppo delle tecnologie di tessitura, senza dimenticare quello di
alcune tipologie di nontessuti (si pensi, ad esempio, alla fodera Cambrelle®,
distribuita in Italia da Forestali, o alla linea di fodere impermeabili e
traspiranti Puratex di Freudemberg®, distribuita da S.A.M.A.C.) ha
consentito la messa a punto di strutture tessili pensate espressamente per la
calzatura, che hanno saputo utilizzare al meglio le performance delle fibre
intelligenti ed hanno stabilito nuovi standard di qualità.
Talvolta questi materiali sono utilizzati come tali, spesso invece
costituiscono il substrato per ulteriori lavorazioni che ne cambiano
radicalmente non solo l’aspetto estetico ma anche la funzionalità, assumendo
valenze e denominazioni che non fanno rimpiangere i prodotti naturali.
Queste considerazioni introducono la prossima “F”, cioè l’influenza
fondamentale delle lavorazioni e dei trattamenti sui materiali di base, che
così si arricchiscono di ulteriori funzionalità, integrando le caratteristiche
intrinseche delle materie prime con cui sono fatti.
Finishing – L’importanza di finissaggi e nobilitazioni
Il fenomeno più rilevante che ha caratterizzato, negli ultimi decenni,
il tessile in generale e i materiali per la calzatura in particolare, è proprio la
grande importanza assunta dalla nobilitazione e dal finissaggio, intesi come
26
Capitolo I – Il progetto Matrix: presupposti e obiettivi
quel complesso di trattamenti, applicazioni e accoppiature che influiscono
sia sul look che sulle prestazioni finali dei prodotti.
È questo un processo che interessa tutti i tipi di materiali, sia man
made che naturali, e si configura spesso come la via più rapida ed efficace
per conferire ulteriori caratteristiche funzionali.
Alcune particolari forme di “nobilitazione” dei materiali per la
calzatura, quali l’applicazione di membrane microporose o idrofiliche,
hanno acquisito una straordinaria diffusione e rinomanza sul mercato: basti
pensare, per citare solo alcune tra le più note, a GoreTex®, a Windtex® di
Vagotex, dotata di una particolare elasticità, a Siretex® di Siretessile sono
molto utilizzati, per la loro funzionalità nel formare una barriera contro le
gocce d’acqua, lo sporco e le macchie.
Sono diffusi anche i processi come Sanitized® o Purista®, che
controllano l’eccessivo sviluppo della flora batterica per mezzo di un
trattamento superficiale. Questo rappresenta una consolidata alternativa
(probabilmente meno duratura, ma di possibile gestione su ogni tipo di
prodotto, anche naturale), all’uso delle più moderne fibre man made
intrinsecamente antibatteriche o batteriostatiche.
Ai limiti del concetto di nobilitazione si possono considerare anche i
materiali che utilizzano la tecnologia delle microcapsule “a cambio di fase”,
quali ad esempio Comfortemp® (marchio registrato di Freudemberg®),
disponibile nella collezione di Omnipel®.
Questi prodotti, messi a punto nell’ambito delle ricerche aerospaziali,
basano la loro capacità termoregolatrice sulla presenza di milioni di
microsfere, contenenti un fluido che incamera il calore in eccesso, passando
dallo stato solido a quello liquido, per restituirlo quando fa freddo, con il
ritorno allo stato solido.
Concludendo, le tecniche di spalmatura, laminatura ed accoppiatura
consentono di abbinare tra loro tessuti, membrane e altre componenti con
funzionalità specifiche, creando strutture complesse, che diventano dei veri
e propri materiali compositi, dalle molteplici performance.
27
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Fashion – Il ruolo del fattore moda
Tutte le “F” fin qui esaminate, in buona sostanza, possono essere
considerate ormai comuni sia alla scarpa sportiva che a quella specialistica e
di tipo professionale: in effetti, l’interscambio di tecnologie tra questi settori,
come abbiamo visto, è molto importante e frequente.
Il fattore altamente differenziante sta proprio nella componente
fashion e nella valenza di life style che caratterizza l’immagine di alcune
marche leader e di certi modelli di calzatura, che si sono diffusi come un
fenomeno di moda, “migrando”, dalla pratica delle attività lavorative o
ginnico-sportive, non solo all’uso comune, ma anche alle occasioni più
formali, in cui, ad esempio, si accostano liberamente l’abito elegante con
una scarpa tecnica e protettiva. Anche nello sviluppo di questo fenomeno si
registrano fasi evolutive differenti: attualmente, dopo un periodo di tecnicità
e sportività ostentate ed evidenti, nei materiali, nelle fogge e nei colori, pare
sia in atto un ritorno ad aspetti più naturali e a linee che conciliano praticità
con eleganza, senza però rinunciare a quelle prestazioni che fanno ormai
parte integrante - ma non più visivamente palesata - del prodotto.
In una direzione analoga si può prevedere lo sviluppo futuro della
scarpa più funzionale ed innovativa: linee sobrie ma che comunicano una
decisa grinta sportiva, materiali hi-tech, dall’aria naturale e rassicurante, ma
dalla sostanza man made e dalle prestazioni elevate e multifunzionali. A
tutto ciò si integrerà, probabilmente, qualche nuova micro o nano
tecnologia, per coniugare il camminare con il monitorare la condizione fisica
dei nostri piedi, garantendo, attraverso le smart-fibres ed i materiali bioattivi, il massimo di benessere e comfort. Concetti, questi, sintetizzabili nel
termine inglese “wellness”, che sta ad indicare una ottimale armonia di
corpo e di spirito, nel totale rispetto della natura che ci circonda.
Nella tabella sotto riportata si propone di dare una visione sinottica
dei produttori di materiali o di trattamenti ad alto contenuto tecnologico,
contattati nell’ambito del progetto MATRIX.
28
Capitolo I – Il progetto Matrix: presupposti e obiettivi
Tabella 1.1 Elenco dei produttori di materiali o di trattamenti ad alto
contenuto tecnologico contattati nell'ambito del Progetto MATRIX
Ragione Sociale
1 Bader GmbH & Co.
KG
2 Carnegie
Marchio
Bader
Città
Goppingen
Carnegie
3 Conceria
Camaleonte S.p.A.
4 Conceria CARBI-PEL
s.r.l.
5 Conceria Carli spa
Conceria
Camaleonte
CARBI-PEL
Rockville
Centre
S. Croce
sull'Arno
Zermeghedo
Conceria
Carli
Conceria
Cerbiatto
Ponte a
Cappiano
S. Croce
sull'Arno
Italia
Gabriel
Fashmo
Aalborg
Asslar
DK
Germany
IMTEX
ICF
Brescia
Milano
Italia
Italia
6 Conceria Cerbiatto
srl
7 Gabriel A/S
8 HARU Holding &
Management GmbH
9 IMTEX srl
10 Industrie Chimiche
Forestali SpA
11 Knoll inc.
12 Kokì
13 Kravet
14 Kvadrat Spa
15 Lenzing
Aktiengesellschaft
16 Lo. Ri. Srl
17 Logistica del Calzado
s.l.
18 Morelli Creazioni
Tessili
19 Nastrotex-Cufra
S.p.A.
20 Nonsolopelle S.r.l.
KnollTextiles
Kokì
Kravet
Paese
Deutschlan
d
USA
Italia
Italia
Italia
New York
Athens
South
Bethpage
Kvadrat
Milano
Lenzing Fibers Lenzing
USA
Greece
USA
Lo.Ri.
Italia
Italia
Austria
Torre S.
Patrizio
Elche
Spain
Marcianise
Italia
Nastrotex
Covo
Italia
Nonsolopelle
Matera
Italia
Logistica del
Calzado
Morelli
29
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Marchio
OMNIPEL
Città
Desenzano
Paese
Italia
PIDIGI
Lohmann
Prima Visione
Verona
Mestrino
Vigevano
Italia
Italia
Italia
25 Salmo Leather GmbH Nanai
Bischofsmais
26 Siretessile Srl
Cornuda
Deutschlan
d
Italia
Saudàrkròki
Iceland
Getzville
Milano
USA
Italia
SympaTex
Technologies
Unterfohring
Germany
Telerie d'Arte
srl
T.T.M. Rossi
Biella
Italia
Villa Guardia
Italia
Timex
Toray
Heliopolis
Mansfield
Egypt
UK
35 Vagotex Spa
Vagotex
Colognola ai
Colli
Italia
37 Villani Leonello
Villani
Leonello
Viniltex
Spicchio Vinci
Andria
Italia
21
22
23
24
Ragione Sociale
OMNIPEL
Technologies S.r.l.
PIDIGI
Prades sas
Prima Visione sas di
Zanaria mario & C.
27 Sjavarledur-Atlantic
Leather hf
28 Spinneybeck
29 Swarovski
Internazionale d'Italia
SpA
30 SympaTex
Technologies Gmbh
31 Telerie d'Arte s.r.l.
32 Tessitura Tele
Metalliche Rossi
Oliviero & C. srl
33 Timex
34 Toray Textiles Europe
Ltd
38 Viniltex srl
30
Siretessile
Textile
Industry
Atlantic
Leather
Spinneybeck
Swarovski
Italia
Capitolo I – Il progetto Matrix: presupposti e obiettivi
1.5 INNOVAZIONE NEI MATERIALI E TECNOLOGIE DEI
TESSUTI E DELLE CALZATURE
Il bisogno primario dell'uomo di proteggere il proprio corpo da agenti
esterni si è venuto modificando nel tempo in funzione dei materiali e delle
tecnologie disponibili.
L'avvento dei nuovi materiali e delle sempre più sofisticate tecnologie
di trasformazione ha rivoluzionato la filosofia di approccio alla progettazione
di prodotti innovativi nel campo delle calzature e tessuti. Oggi si tende a
progettare il materiale in base alle specifiche richieste della particolare
applicazione ed, in particolare, alla realizzazione di un materiale che simuli
correttamente la funzionalità delle strutture naturali coinvolte.
Attraverso l'interpretazione della funzionalità dei singoli elementi
costituenti, il progettista acquisisce le direttive progettuali per la definizione
dell'elemento da realizzare. I risultati ottenuti possono essere trasferiti ai
diversi settori produttivi, da quelli sportivi a quelli di protezione senza
dimenticare quello tradizionale e della moda.
Il benessere ed il comfort, prima elementi connaturati con un certo
tipo di prodotto tessile e calzaturiero, quasi casuali, sono diventati elementi
decisivi per l'apprezzamento ed il successo stesso dei prodotti, da progettare
fin dall'inizio del concepimento del particolare capo. Oggi, inoltre, si
progettano e si realizzano sempre più spesso prodotti multifunzionali, per i
quali cioè devono coesistere e convivere prestazioni anche contrastanti tra
di loro, come ad esempio l'impermeabilità all'acqua e la permeabilità all'aria,
così come la forte resistenza abbinata alla morbidezza. Chiaramente i
materiali (fibre, film, schiume, gel) hanno un ruolo centrale, così come per i
tessuti e per le calzature nati e sviluppati espressamente per assicurare il
comfort, ma altrettanto importanti, soprattutto in alcune applicazioni
specifiche, sono i trattamenti di nobilitazione per conferire prestazioni che
di per sé tali prodotti non avrebbero.
Questa nuova linea di approccio conduce alla realizzazione degli
elementi strutturali di una calzatura con proprietà idonee alle diverse
31
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
condizioni applicative. Inoltre, tale prodotto può essere un’occasione
interessante per sensibilizzare l’elevato numero di piccole-medie imprese
ad intraprendere la direzione; altamente richiesta da società del settore a
livello nazionale ed internazionale, di sviluppare nuove tecnologie e nuove
strutture.
Un altro aspetto da considerare consiste nell’utilizzo di materiali
innovativi (funzionalizzati, biodegradabili, riciclabili) che portino un elevato
contributo sull’impatto ambientale e sulla qualità della vita.
Oggi sono richieste ai prodotti caratteristiche e prestazioni
antagoniste in alcuni casi si tratta di caratteristiche che superano quelle dei
materiali che la natura e la tecnologia in genere mette di norma a
disposizione: le microfibre, le fibre high-tech, le strutture polimeriche in
generale.
Il comfort è oggi visto come un aspetto fondamentale per la
valutazione di un prodotto. Gli aspetti fisici legati al comfort del tessuto
sono legati a diversi parametri, alcuni dei quali sono insiti alla natura dei
materiali, altri ancora sono conseguenza della tecnologia del processo che
oltre ai materiali e relative proprietà, trova in questo progetto un elevato
interesse di sviluppo.
1.5.1 Calzature
La costruzione di una calzatura ha raggiunto dei valori tecnologici
paragonabili a quelli utilizzati in settori avanzati come nell’aeronautica ed
nell’automobilistico sportivo.
Inizialmente tali tecnologie avanzate erano applicate soltanto nel
campo sportivo in cui i costi erano pienamente giustificati dalle prestazioni
degli atleti.
L'ottimizzazione di tali tecnologie e l'aumento della disponibilità di
materiali a costi accessibili ha permesso di allargare il campo di applicazione
anche a calzature da passeggio.
32
Capitolo I – Il progetto Matrix: presupposti e obiettivi
I principali componenti di una calzatura sono: suola, intersuola,
plantare e tomaia, ognuno di esse deve soddisfare dei requisiti specifici. Il
plantare, per esempio, deve assorbire sudore, l'intersuola deve contenere
elementi (inserti) da poter meglio reagire agli sforzi, ad esempio deve
assorbire sforzi nella fase di appoggio e reagire nella zona dell'avampiede; la
tomaia invece deve ben aderire al piede mentre la suola deve aderire al
suolo.
La progettazione di una calzatura deve quindi assolutamente passare
attraverso l'analisi del moto fino alle proprietà dei materiali e
all’individuazione delle tecnologie di trasformazione.
Ciò nonostante è riconosciuto che tali sistemi, anche se
tecnologicamente avanzati, assolvono solo marginalmente, ed in misura
sensibilmente diversa fra loro, la problematica fondamentale della corretta
distribuzione degli sforzi e delle conseguenti trasformazioni energetiche.
Diventa quindi di estrema importanza analizzare le proprietà meccaniche
dei materiali coinvolti sia singolarmente che accoppiati ad altri nella
struttura finale.
I materiali utilizzabili efficacemente nella progettazione di una
calzatura possono identificarsi come: fluidi polimerici, superassorbenti,
polimeri e compositi, le cui proprietà specifiche sono ottenute manipolando,
ad esempio, la composizione chimica delle catene costituenti il network
polimerico, il grado di reticolazione, il tipo e la concentrazione del
plasticizzante, la lunghezza ed il peso molecolare dei crosslinking, il grado
di cristallinità etc. e le relative variabili di processo.
1.5.2 Tomaia, Intersuola, Dispositivo di propulsione
ammortizzante, Suola
La tomaia rappresenta uno degli elementi principali delle calzature in
quanto ha il compito di soddisfare requisiti estetici e meccanici. Essa deve
proteggere il piede da condizioni climatiche, assicurarne la traspirabilità e
33
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
permettere di trasferire i carichi dal piede agli altri componenti. I materiali
utilizzati hanno raggiunto prestazioni elevate grazie allo sviluppo sinergico
di nuovi materiali e tecnologie.
Tali materiali vanno dal tradizionale cuoio al GORE-TEX®, materiale
estremamente avanzato in quanto accoppia alle caratteristiche estetiche
l’elevata resistenza meccanica, durabilità, traspirazione e protezione
ambientale.
Un’ulteriore innovazione, comunque, può essere conseguita
attraverso i materiali compositi e relative tecnologie permettendo di
realizzare tomaie con appropriate funzionalità e caratteristiche
(traspirabilità, termoregolabilità, bio-funzionalità).
L’intersuola, costituita generalmente da elastomeri termoplastici e
poliuretani, è l’elemento di collegamento tra tomaia e suola e permette di
essere utilizzata come “contenitore” di eventuali inserti capaci di migliorare
le prestazione di una calzatura.
La sua realizzazione e progettazione è principalmente legata alla
tipologia degli inserti da creare. I processi tecnologici analizzati sono
principalmente stampaggio ad iniezione e stampaggio reattivo per
poliuretani.
Particolare attenzione verrà rivolta alle caratteristiche meccaniche
dell’intersuola in quanto attualmente esse riducono le prestazioni
notevolmente dell'inserto ammortizzante.
Poiché l’obiettivo consiste nell’ammortizzare l’impulso medio alto in
corrispondenza del tallone, il dimensionamento e la disposizione attuale
delle strutture risolvono solo marginalmente tale problematica. Infatti, dal
confronto fra l’intersuola e il sistema intersuola-inserto, si deduce che il
comportamento dinamico-meccanico differisce lievemente. L’aumentare
della componente dissipativa del sistema intersuola-inserto può essere
raggiunta mediante l’inclusione di inserti.
Uno degli obiettivi del Progetto MATRIX è stato quello di studiare,
sperimentare e caratterizzare sistemi costituiti da gel o schiume che durante
il movimento del piede siano in grado di assorbire calore e lo restituiscano
34
Capitolo I – Il progetto Matrix: presupposti e obiettivi
quasi integralmente. Particolare interesse è stato rivolto alla realizzazione di
inserti costituiti da gel e schiume polimeriche (celle aperte e chiuse) per
soddisfare alle necessità di comfort, traspirazione, proprietà meccaniche e
leggerezza dei materiali che le costituiscono.
La suola è l'elemento che permette il contatto della calzatura con il
suolo, pertanto le caratteristiche principali consistono nel presentare elevata
resistenza all'abrasione, adattabilità alle diverse condizioni climatiche e
geometriche del suolo ed elevata aderenza.
Nel corso del progetto sono stati ricercati materiali con prestazioni
innovative in termini di usura ed aderenza, nonché di possibilità di recupero
e/o riutilizzo nell’ottica di uno sviluppo eco-sostenibile ed eco-compatibile.
Dall’altro lato si è cercato di funzionalizzare con la tecnologia al
plasma freddo materiali già utilizzati, quali il cuoio, al fine di aumentarne le
prestazioni in termini di usura.
Un obiettivo fondamentale nella realizzazione delle moderne
calzature è senz’altro quello di assicurare il comfort termo-fisiologico del
piede, attraverso un controllo “attivo” dell’ambiente interno della calzatura.
A tale scopo, l’intento del progetto curato dal prof. Modesti è stato
quello di sviluppare un plantare funzionale che sia in grado di garantire un
livello ottimale di umidità, di limitare lo sviluppo di cattivi odori.
Si intende infatti sviluppare tale plantare partendo dalla messa a
punto dei materiali più adatti per l’assorbimento di umidità in eccesso
derivante dalla sudorazione del piede e per l’inibizione dello sviluppo
batterico.
A partire dalle considerazioni sopra esposte, il progetto MATRIX ha
portato alla raccolta e alla catalogazione in un apposito database, che sarà
posizionato presso il Politecnico Calzaturiero, di materiali innovativi sia
dedicati al settore calzaturiero sia acquisiti da altri settori tecnologici.
35
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 1.5 Schermata iniziale del database
36
Capitolo II
TECNOLOGIE INNOVATIVE
PER IL SETTORE CALZATURIERO
Nella necessità di indagare le principali variabili del comfort,
individuate nel precedente capitolo, sono stati individuati due approcci
tecnologici:
• uno che prevede lo sviluppo di nuovi di materiali destinati al
sottopiede ed alla soletta,
• l’altro basato sul trattamento mediante tecnologia al plasma di
superfici dei tessuti, di pelli e di componenti per la calzatura.
2.1 LE NANOTECNOLOGIE
Le nanotecnologie sono tecnologie interdisciplinari emergenti che
negli ultimi anni hanno avuto un grande diffusione in molti campi, dalle
scienze dei materiali, alla fisica, alla biologia, alla medicina, fino
all’elettronica e all’aeronautica.
Esse rappresentano una vera e propria rivoluzione nel mondo
scientifico ed industriale grazie alla possibilità che offrono di manipolare,
misurare ed organizzare la materia su scala nanometrica o, in taluni casi,
atomica.
Realizzare un materiale con le nuove tecnologie significa non solo
miniaturizzarlo, ma anche poter modulare le sue proprietà e le sue funzioni
agendo direttamente sulla sua struttura atomica, molecolare o nanometrica.
Nel passare dalle dimensioni macroscopiche a quelle nanometriche le
proprietà delle sostanze cambiano inaspettatamente e drasticamente.
L’aspetto senza dubbio interessante dal punto di vista tecnologico
consiste nel fatto che piccole quantità di sostanze nanodimensionate
possono conferire ai materiali con cui interagiscono proprietà migliori ed
37
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
innovative. Per questi ed altri motivi, le nanotecnologie sono state negli
ultimi anni oggetto di numerose attività di ricerca, nei campi più svariati e
hanno assunto un importanza tale da avere grosso impatto anche nel mondo
sociale.
Le nanotecnologie stanno trovando un impiego sempre più diffuso
anche nel mondo del tessile, consentendo di migliorare la prestazione dei
materiali e di creare nuove funzioni nei materiali destinati alla calzatura.
2.2 LA TECNOLOGIA AL PLASMA
Il plasma è stato oggetto negli ultimi anni di vari studi per trattare
differenti tipi di materiale, al fine di ottenere caratteristiche funzionali e
strutturali. Sono stati ottenuti risultati particolarmente interessanti su varie
tipologie di materiali che vanno dai materiali polimerici, ai tessuti,
ottenendo proprietà tecniche ed estetiche di rilievo.
L’utilizzo del plasma in ambito conciario e, conseguentemente, in
ambito calzaturiero, può costituire una tecnologia alternativa a vari
trattamenti conciari e ad elevata compatibilità ambientale. In particolare,
può permettere un minore utilizzo di risorse e prodotti (acqua, energia,
composti chimici), con una riduzione di emissioni e scarichi.
I trattamenti al plasma, anche in combinazione tra loro possono
permettere di ottenere i seguenti risultati sulla pelle:
• rimozione di sottili strati superficiali di materiale, con effetto
di pulizia e conferimento di maggiore uniformità (etching);
• l’inserimento sulla superficie della pelle di atomi o gruppi
chimici (grafting);
• il deposito di strati sottili di metalli o polimeri;
• l’attivazione chimica della superficie tramite rottura di legami
chimici e generazione di radicali liberi;
• la formazione spontanea di nuovi legami, senza inserimento di
composti reattivi.
38
Capitolo II – Tecnologie innovative per il settore calzaturiero
Tali trattamenti, oltre a sostituire potenzialmente alcune fasi svolte
con tecnologie tradizionali (ad elevato impatto ambientale), possono
permettere la realizzazione di proprietà e strati superficiali, tali da conferire
un effettivo miglioramento delle caratteristiche dei prodotti in cuoio, o la
creazione di prodotti in pelle con caratteristiche innovative.
2.3 POTENZIALITÀ PER IL SETTORE CALZATURIERO
La possibilità di utilizzare le tecnologie al plasma in ambito
calzaturiero può portare a notevoli benefici, diretti o indiretti.
Si potranno realizzare calzature aventi proprietà innovative come ad
esempio:
• antibattericità;
• oleorepellenza;
• idrorepellenza associata a traspirabilità;
• antimacchia;
• migliorare l’adesione ai coloranti
• aumentare la resistenza al pilling
• aumentare la resistenza all’infeltrimento
• migliorare l’adesione ai collanti
Figura 2.1. Alcune proprietà innovative ottenibili con tecnologie al plasma
39
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
2.4 APPLICAZIONI INDUSTRIALI DEL TRATTAMENTO A
PLASMA FREDDO AI TESSUTI E ALLE PELLI
2.4.1 Il trattamento al plasma sottovuoto
Il trattamento al plasma è un processo a basso impatto ambientale in
grado di modificare, a livello nanometrico, le caratteristiche di superficie dei
tessuti. Viene effettuato in una camera sottovuoto dove, per effetto di un
campo elettromagnetico, un gas (aria, azoto, ossigeno, anidride carbonica,
argon, elio, ecc.) si trasforma in un plasma caratterizzato da temperature di
esercizio non superiori a 60°C.
La bassa temperatura del plasma sottovuoto, che per tale motivo
viene anche denominato plasma freddo, consente una prolungata
esposizione dei materiali al trattamento senza danneggiarli, permettendo
una più intensa, efficace e duratura azione di modifica superficiale rispetto a
quanto ottenibile mediante altri trattamenti, quali il corona ed il plasma
atmosferico.
Il plasma, definito come il 4° stato della materia, costituito da ioni,
elettroni, radiazioni UV, radicali liberi, agisce sulla superficie dei materiali
da trattare, rimuovendo i contaminanti organici presenti su di essa e
modificandone, permanentemente ed in modo naturale, la struttura chimica
e fisica. In pratica, per effetto dell’energia fornita dal campo
elettromagnetico il gas diventa plasma, dissociandosi in diverse specie
molecolari ed atomiche fortemente eccitate, che vanno a colpire la
superficie con grande energia, modificandola, limitatamente ai primi strati
molecolari (< 100 nm), sia fisicamente, con un conseguente aumento del
valore di rugosità, che chimicamente, mediante l’inserimento di nuovi
gruppi funzionali nella struttura chimica.
40
Capitolo II – Tecnologie innovative per il settore calzaturiero
Figura 2.2 A sinistra superficie non trattata, a destra superficie dopo il
trattamento al plasma
L’applicazione industriale della tecnologia del plasma freddo ai tessuti
o alle pelli, può risultare di importanza vitale per lo sviluppo del settore,
sfruttando la capacità del processo di modificare in maniera ottimale la
superficie di un tessuto o di una pelle in modo tale da conferire ad esso
proprietà particolari e diverse a seconda delle esigenze specifiche.
Tale trattamento può essere applicato a qualsiasi tessuto (lana, seta,
cotone, poliestere, poliammide, kevlar, vetro, ecc.) senza che le sue
proprietà meccaniche (resistenza, elasticità, ecc.) vengano alterate.
2.4.2 Sperimentazione della tecnologia di plasma
sottovuoto
Nell’ambito del progetto MATRIX alcuni materiali di interesse dei
calzaturieri sono stati sottoposti a trattamento di plasma sottovuoto al fine di
conferire idrofilia.
Per verificare l’effetto conferito dal plasma tutti i materiali trattati ono
stati sottoposti al test della goccia d’acqua per verificarne le proprietà
idrofiliche.
Di seguito vengono riportati i risultati del test alla goccia d’acqua:
41
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Materiale
Capra
Utilizzo
Tomaia
Scamosciata
Capra puro
Non trattato
Trattato
Trattato lato
lato fiore
carne
Trattabile
Buono
Trattabile
Ottimo
Buono
Buono
Idrorepellente
Idrorepellente
Ottimo
non trattabile
non trattabile
Idrorepellente
Idrorepellente
non trattabile
non trattabile
Idrorepellente
Idrorepellente
non trattabile
trattabile
Idrorepellente
Idrorepellente
Idrorepellente
non trattabile
non trattabile
non trattabile
Idrorepellente
Idrorepellente
Buono
non trattabile
trattabile
Idrorepellente
non trattabile
Fodera
cromo fiore
Idrorepellente
non trattabile
non rifinita
Vitello pieno
Tomaia
fiore
Idrorepellente
passante
Capra puro
Fodera
cromo fiore
rifinita
Capra pieno
Tomaia
fiore
Capra
Fodera
vegetale
Ottimo
Ottimo
rifinita
Vernice
Tomaia
nera
Pelle bianca
Fodera
Maialino
Fodera
Poco idrofilo
Buono
Ottimo
Tessuto (19%
Tomaia
Idrorepellente
Ottimo
Ottimo
Tomaia
Idrorepellente
Ottimo
Ottimo
poliestere
81% Saran)
Tessuto
88%
Poliestere
12%
Poliuretano
42
Capitolo II – Tecnologie innovative per il settore calzaturiero
Tessuto 88%
Tomaia
Idrorepellente
Ottimo
Ottimo
Fodera
Poco idrofilo
Ottimo
Ottimo
Suole
Poco idrofilo
Lato
Ottimo
Poliestere
12%
Poliuretano
Tessuto con
sfere a
cambio di
fase
Cuoio
finissaggio
trattabile
In conferimento dell’idrofilia ad una materiale è il presupposto per i
successivi trattamenti di adesione, di rifinizione etc., quindi anche per
aumentare il grado di comfort percepito.
2.4.3 Prove fisico meccaniche
Presso il Politecnico Calzaturiero, sui materiali funzionalizzati con
plasma sottovuoto sono state condotte prove fisico meccaniche per verificare
le proprietà di resistenza al colore, traspirabilità e resistenza alla trazione.
I campioni di pelle trattati con plasma sottovuoto sono stati sottoposti
a prove fisico meccaniche al fine di verificare le proprietà sia prima del
trattamento al plasma sia dopo. Sono state eseguite due tipologie di prove
fisico meccanico.
Le prove di flessione effettuate con il flessimetro Bally, presente presso il
laboratorio controllo di qualità del Politecnico Calzaturiero simulano le
sollecitazioni a cui è sottoposta la tomaia o la fodera durante la camminata.
Le prove di trazione servono per verificare l’elasticità del materiale e
la sua resistenza se “tirati” con forza all’estremità.
43
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
In tabella si riportano i valori delle prove effettuate presso il Politecnico.
materiale
utilizzo
capra rifinita
non PT
tomaia
beige
tomaia
beige
capra rifinita
PT beige
riferimento
condizioni
UNIEN
T 23°C, UR
13512:2002
50%
risultato
Screpolature molto leggere
nella zona di piega dopo
100000 cicli
Resistenza media alla
capra rifinita
non PT
Norma di
UNIEN ISO
T 23°C,
trazione =26,27 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 38,01%
tomaia
UNIEN
T 23°C,
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
Resistenza media alla
capra rifinita
PT beige
tomaia
UNIEN ISO
T 23°C,
trazione =26,65 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 39,28%
capra puro
fiore
vegetale
tomaia
grigia non
UNIEN
T 23°C,
13512:2002
UR 50%
Screpolature molto leggere
nella zona di piega dopo
100000 cicli
PT
capra puro
Resistenza media alla
fiore
vegetale
tomaia
grigia non
UNIEN ISO
T 23°C,
trazione =14,89 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 32,78%
PT
capra puro
vegetale
rifinita PT
grigia
44
tomaia
UNIEN
T 23°C,
13512:2002
UR 50%
Screpolature molto leggere
nella zona di piega dopo
100000 cicli
Capitolo II – Tecnologie innovative per il settore calzaturiero
capra puro
vegetale
rifinita PT
Resistenza media alla
tomaia
UNIEN ISO
T 23°C,
trazione =17,09 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 36,06%
grigia
maialino non
PT
UNIE
fodera
N
13512:2002
T 23°C,
Nessun danno dopo 100000
UR 50%
cicli
Resistenza media alla
maialino non
PT
fodera
UNIEN ISO
T 23°C,
trazione =27,69 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 65,01%
maialino PT
fodera
UNIEN
T 23°C,
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
Resistenza media alla
maialino PT
fodera
UNIEN ISO
T 23°C,
trazione =27,97 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 71,14%
capra
scamosciata
tomaia
non PT rossa
tomaia
non PT rossa
tomaia
PT rossa
PT rossa
13512:2002
UR 50%
cicli
UNIEN ISO
T 23°C,
trazione =20,29 N/mm2
3376:2006
UR 50%
Allungamento percentuale
UNIEN
T 23°C,
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
Resistenza media alla
capra
scamosciata
Nessun danno dopo 100000
medio alla rottura = 43,39%
capra
scamosciata
T 23°C,
Resistenza media alla
capra
scamosciata
UNIEN
tomaia
UNIEN ISO
T 23°C,
trazione =20,36 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 53,46%
45
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
capra puro
cromo
rifinita non
fodera
UNIEN
T 23°C,
13512:2002
UR 50%
Screpolature molto leggere
nella zona di piega dopo
100000 cicli
PT rosa
capra puro
cromo
rifinita non
Resistenza media alla
fodera
UNIEN ISO
T 23°C,
trazione =17,60 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 40,61%
PT rosa
capra puro
cromo
rifinita PT
fodera
UNIEN
T 23°C,
13512:2002
UR 50%
Screpolature molto leggere
nella zona di piega dopo
100000 cicli
rosa
capra puro
cromo
rifinita PT
Resistenza media alla
fodera
UNIEN ISO
T 23°C,
trazione =16,68 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 48,76%
rosa
vitello pieno
fiore non PT
tomaia
bianco
tomaia
bianco
tomaia
bianco
vitello pieno
fiore PT
bianco
46
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
UNIEN ISO
T 23°C,
trazione =16,36 N/mm2
3376:2006
UR 50%
Allungamento percentuale
medio alla rottura = 51,60%
vitello pieno
fiore PT
T 23°C,
Resistenza media alla
vitello pieno
fiore non PT
UNIEN
tomaia
UNIEN
T 23°C,
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
Resistenza
media
UNIEN ISO T 23°C,
trazione
=15,94N/mm2
3376:2006
Allungamento
UR 50%
alla
percentuale
medio alla rottura = 53,00%
Capitolo II – Tecnologie innovative per il settore calzaturiero
capra puro
vegetale
rifinita non
tomaia
UNIEN
T 23°C,
13512:2002
UR 50%
PT grigia
capra puro
vegetale
rifinita non
tomaia
3376:2006
Allungamento
UR 50%
tomaia
UNIEN
T 23°C,
13512:2002
UR 50%
non PT
non PT
percentuale
nella zona di piega dopo
100000 cicli
tomaia
UNIEN ISO T 23°C,
tomaia
trazione
media
=24,65
Allungamento
tomaia
alla
N/mm2
percentuale
3376:2006
UR 50%
UNIEN
T 23°C,
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
medio alla rottura = 31,06%
Resistenza
vernice nera
N/mm2
Screpolature molto leggere
Resistenza
grigia PT
vernice nera
=19,47
alla
medio alla rottura = 36,03%
capra puro
vegetale
media
trazione
grigia PT
fiore
100000 cicli
UNIEN ISO T 23°C,
capra puro
vegetale
nella zona di piega dopo
Resistenza
PT grigia
fiore
Screpolature molto leggere
media
UNIEN ISO T 23°C,
trazione
3376:2006
Allungamento
UR 50%
=13,82
alla
N/mm2
percentuale
medio alla rottura = 49,46%
vernice nera
PT
tomaia
UNIEN
T 23°C,
Nessun danno dopo 100000
13512:2002
UR 50%
cicli
Resistenza
vernice nera
PT
tomaia
media
UNIEN ISO T 23°C,
trazione
3376:2006
Allungamento
UR 50%
=12,45
alla
N/mm2
percentuale
medio alla rottura = 40,56%
47
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
capra puro
cromo non
rifinita non
fodera
UNIEN
T 23°C,
13512:2002
UR 50%
PT rosa
rifinita non
fodera
3376:2006
Allungamento
UR 50%
fodera
UNIEN
T 23°C,
13512:2002
UR 50%
capra puro
rifinita PT
=13,48
alla
N/mm2
percentuale
medio alla rottura = 50,21%
rosa
cromo non
media
trazione
capra puro
rifinita PT
100000 cicli
UNIEN ISO T 23°C,
PT rosa
cromo non
nella zona di piega dopo
Resistenza
capra puro
cromo non
Screpolature molto leggere
Screpolature molto leggere
nella zona di piega dopo
100000 cicli
Resistenza
fodera
rosa
media
UNIEN ISO T 23°C,
trazione
3376:2006
Allungamento
UR 50%
=14,42
alla
N/mm2
percentuale
medio alla rottura = 50,35%
Legenda: PT= materiale sottoposto al trattamento al plasma, non PT=
materiale tal quale
Conclusioni: I Test hanno dato esito positivo su tutti i campioni
analizzati. Le screpolature che appaiono su alcuni provini sono molto lievi
tenendo conto dell’elevato numero di cicli di flessione a cui sono state
sottoposte. I materiali trattati al plasma e quelli non trattati hanno risposto
allo stesso modo nel corso della prova.
Nel caso delle prove di trazione non ci sono stati scostamenti
significativi tra materiali trattati e non trattati al plasma. Vi sono dei leggeri
scostamenti imputabili alla naturale disomogeneità della pelle.
Secondo le norme il valore della resistenza media alla trazione
riportato nel rapporto di prova deve essere > 10N/mm2 e questo si verifica
in tutti i campioni.
Da quanto riportato si evince che il trattamento al plasma non
modifica le proprietà fisico meccaniche dei materiali.
48
Capitolo II – Tecnologie innovative per il settore calzaturiero
2.4.4 I vantaggi del trattamento a plasma freddo
Con il trattamento al plasma sottovuoto è possibile modificare la
superficie dei tessuti in funzione degli obiettivi desiderati, utilizzando i gas
e le condizioni di trattamento più appropriate, per svariati campi applicativi,
quali tessuti di protezione, abbigliamento, filtrazione, compositi, medicale,
nastri trasportatori, ecc.
Il trattamento al plasma è in grado di rendere immediatamente
bagnabili tessuti, tessuti non tessuti, film, membrane, ecc., che per natura
non lo sono (poliestere, kevlar, polietilene, polipropilene, lana, ecc.) e che
pertanto inducono all’utilizzo di fastidiosi agenti chimici e/o processi di
lavorazione complessi.
L’aumento dell’adesione del tessuto o della pelle trattati nei
successivi trattamenti è elevato e questo comporta, da un lato, il
miglioramento delle proprietà meccaniche del prodotto finale (taglio
interlaminare, resistenza al peeling, ecc.) e, dall’altro, il raggiungimento di
valori di resistenza ai lavaggi, all’usura ed all’abrasione.
Caratteristiche di idro/oleorepellenza, antifiamma, stain release ed
antistaticità, sono ottenibili senza l’uso di prodotti a base solvente o
imbibenti convenzionali e facendo uso di ridotti quantitativi degli ausiliari
chimici normalmente utilizzati.
L’antinfeltrimento e la stabilità dimensionale dei tessuti in lana, la
maggiore resa tintoriale per le fibre naturali, la maggiore solidità dei colori,
la migliore qualità di stampa, sono altre caratteristiche ottenibili con il
trattamento al plasma, che, in definitiva, consente di realizzare prodotti di
più elevata qualità e/o processi di lavorazione più semplici e meno costosi.
49
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 2.3 A sinistra esempio di oleorepellenza di un materiale non trattato
al plasma e, a destra, esempio dello stesso materiale trattato al plasma
2.4.5 L’impatto ambientale
Il processo del trattamento al plasma è un processo a secco, che non
fa uso di acqua se non per il raffreddamento di elettrodi, pompe da vuoto e
generatore, che pertanto rimane pulita e può essere riciclata.
E’ questo un elemento di importante distinzione del trattamento al
plasma nei confronti delle ordinarie tecnologie in uso, che invece sono
sempre basate su elevati consumi di acqua.
Preparare materiali con il trattamento al plasma significa dotare la
superficie dei materiali trattati di caratteristiche chimico-fisiche tali da
ridurre in modo significativo ed, il più delle volte, da eliminare
completamente l’uso di solventi utilizzati di solito nei processi di
lavorazione successivi.
50
Capitolo II – Tecnologie innovative per il settore calzaturiero
2.4.6 Comfort
Con il trattamento al plasma è possibile conferire ai materiali,
destinati a vari settori, ottime caratteristiche di idrofila, trasporto umidità,
traspirabilità e velocità di asciugatura.
Ciò consente il raggiungimento di un livello di comfort eccezionale,
senza far uso di alcun prodotto chimico; questo assicura l’assenza di
qualsiasi forma di intolleranza o tossicità, che talvolta si manifesta per il
contatto delle sostanze chimiche presenti sul tessuto e la pelle del corpo.
Temperatura
ottimale del piede
Da dove traspiriamo?
100 120
>210
140
170
190
Pori / cm² stimolati
Valori medi di 10 esseri
umani
210
temperatura in 0C
7
INSOPP.
10
FREDDO
20
28, 29, 30, 31, 32, 33, 34, 35
FRESCO
PIACEVO
OTTIMALE LMENTE
CALDO
CALDO
40
45
INSOPP.
Accettabile
Tra i 28°-32° si avverte una sensazione di confort ottimale
Figura 2.4 Traspirazione del corpo umano e comfort del piede
Per esempio, il tessuto ideale per applicazioni sportive, in particolare, e
per quei tessuti che hanno un contatto prolungato con la pelle, in generale, è un
tessuto dotato di buona idrofilia ed bassa igroscopia, in modo che l’umidità o il
sudore proveniente dal corpo possano essere “naturalmente” raccolti dalla
superficie del tessuto e trasportati in modo efficace all’esterno, senza che si
verifichi alcun assorbimento all’interno delle fibre.
Ciò consentirebbe di eliminare la fastidiosa sensazione di bagnato
sulla pelle, sia durante l’esercizio che dopo averlo effettuato, e di evitare
l’appesantimento del capo per effetto dell’assorbimento del sudore
progressivamente emesso dal corpo che si ha quando si indossano capi
costituiti da fibre igroscopiche come il cotone.
51
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
D’altro canto le fibre sintetiche, che non si bagnano perché dotate di
scarsa idrofilia, si mostrano poco confortevoli. Il trattamento a plasma
freddo riesce nell’impresa di realizzare il tessuto ideale per ottenere il
massimo comfort. Il trattamento al plasma modifica la superficie delle fibre
sintetiche in modo che il tessuto sia in grado di bagnarsi e di trasferire
rapidamente verso l’esterno i vapori, l’umidità ed i liquidi emessi e senza
che si verifichino fenomeni di assorbimento all’interno delle fibre
costituenti il tessuto poiché la modifica indotta è solo superficiale.
I fattori suddetti contribuiscono insieme a garantire un maggior
livello di comfort, ottenuto con una tecnologia hitech a basso impatto
ambientale grazie alla modifica permanente, ottenuta in modo naturale,
della superficie delle fibre costituenti il tessuto.
La misura del comfort di un tessuto o di una pelle può essere
effettuata, secondo lo “skin model”, mediante la determinazione degli indici
di assorbimento e rilascio, vale a dire misurando la quantità di liquido
trattenuta dal tessuto e rilasciata nell’ambiente in un certo intervallo di
tempo.
Figura 2.5 Macchina per la prova di Skin model
52
Capitolo II – Tecnologie innovative per il settore calzaturiero
I requisiti per la misura del comfort termofisiologico sono descritti
dalla norma UNI EN 31092/’96.
Il confronto degli indici di assorbimento/rilascio e di solo rilascio di
alcuni tessuti trattati al plasma rispetto agli stessi senza il trattamento
evidenzia che i valori di skin model ottenuti per tessuti trattati con plasma
risultano significativamente più elevati, rispetto agli stessi tessuti non
trattati.
Ciò, in pratica, significa che le quantità di liquido raccolte dal tessuto,
trasferite lungo la superficie delle fibre e smaltite all’esterno sono più
elevate se il tessuto è trattato mediante plasma, garantendo una maggiore
efficienza di scambio tra pelle, tessuto ed ambiente ed in grado di assicurare
il massimo comfort.
2.4.7 Tecnologia a plasma atmosferico
Una nuova tecnologia a plasma altamente innovativa si sta
sviluppando nel campo dei trattamenti superficiali dei materiali.
Questa è basata su una scarica elettrica, denominata DBD (Dielectric
Barrier Discharge), in cui vengono prodotti radicali, specie chimiche attive
e varie specie cariche con le quali è possibile realizzare processi di modifica
superficiale non convenzionali.
Le modifiche superficiali avvengono pertanto grazie alla notevole
reattività del plasma e all’innescarsi di processi di tipo fisico
(bombardamento della superficie), e di tipo chimico (reazioni con radicali). I
processi riguardano reazioni di inserzione di atomi o di interi gruppi chimici
(grafting), generazione di radicali liberi sulla superficie (attivazione),
deposizione di polimeri formati in fase gassosa sotto forma di strati sottili
aderenti alla superficie (film deposition) oppure ablazione superficiale del
materiale (etching).
Le modifiche apportate sulla superficie avvengono su scala
nanometrica (10-9m), e quindi i trattamenti a plasma possono essere inseriti
a tutti gli effetti nella categoria delle nanotecnologie. La tecnologia DBD
53
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
conserva tutti i vantaggi di una tecnologia a plasma; si tratta infatti di
processi a secco che non richiedono solventi o prodotti chimici a rischio per
l’ambiente.
Inoltre, rispetto alle comuni tecnologie a plasma, ha il vantaggio di
operare a pressione atmosferica e ciò semplifica il trasferimento tecnologico
in quei settori industriali dove i processi di produzione vengono realizzati in
modalità continua e con velocità relativamente elevate. Infatti con essa si
riducono notevolmente i tempi di processo ed, inoltre, si evitano tutti gli
svantaggi dovuti all’allestimento di impianti da vuoto.
Più recentemente, il plasma ottenuto in questi dispositivi viene
utilizzato per processi di attivazione superficiale dei materiali plastici per
aumentarne l’idrofilia e quindi rendere più efficaci i processi di adesione, di
stampa e di tintura.
In questi ultimi anni, le tecnologie basate sui dispositivi DBD si
stanno espandendo in diversi settori industriali, ad esempio vengono
applicate per il trattamento superficiale di diversi polimeri e tessuti tecnici e
di abbigliamento. In particolare, con questa tecnologia, è ragionevole
pensare di potere modificare le proprietà superficiali tessili ottenendo gli
stessi effetti realizzati con i plasmi a bassa pressione, comunemente più
usati, come ad esempio l’aumento della bagnabilità o dell’idrofilia,
l’ottenimento di superfici idrorepellenti e oleorepellenti o biocompatibili.
La macchina utilizzata si trova presso Arioli S.p.A., azienda
meccanotessile lombarda, si basa su scariche di tipo DBD, opera a pressione
atmosferica con aria o gas inerti e varie miscele di gas e produce plasmi tra
due o più elettrodi tra i quali viene fatto scorrere il tessuto.
La macchina permette di realizzare processi a diverse velocità (1-60
m/min) e di sperimentare diverse condizioni di lavoro. I tempi di
trattamento sono dell’ordine di una frazione di secondo.
Sono stati ottenuti ottimi risultati per quanto riguarda l’aumento della
proprietà dell’idrorepellenza e idrofilia. Altre applicazioni comprendono la
generazione di superfici antifiamma, antistatiche, antibatteriche, antimuffa,
biocompatibili. Altre caratteristiche ancora si possono ottenere, finalizzate a
54
Capitolo II – Tecnologie innovative per il settore calzaturiero
diversi settori di utilizzo, come impermeabilizzazione, resistenza ad agenti
ossidanti, rivestimenti protettivi, metallizzazione, protezione del prodotto
dall’azione della luce solare e della radiazione UV, polimerizzazione con
monomeri, grafting di polimeri sintetici, depositi biodegradabili. L’aumento
dell’adesività è possibile grazie a diverse condizioni:
• in presenza di una superficie pulita, libera cioè da oli, ausiliari
e agenti deformanti;
• un’alta bagnabilità scaturita da un ampliamento dell’area di
contatto e dalla prevenzione nella formazione di micropori,
che agiscono come un punto predeterminato di rottura;
• la formazione di crateri sulla superficie dei substrati tali da
rendere un ancoraggio più fattibile;
• la possibilità di formazione di un legame chimico tra le
molecole del substrato tessile e lo strato superficiale a livello
atomico;
• l’aumento di energia superficiale conseguente ad un aumento
della area superficiale.
L’aumento di idrofilia e quindi la bagnabilità, importante per
poliammide, politetrafluoroetilene, polietilene, poliestere, polipropilene, ad
esempio scaturisce da fenomeni di:
• ossidazione della superficie;
• deposizione di polimeri del plasma di gas reattivo in grado di
polimerizzare.
La bagnabilità del substrato è sufficientemente alta quando il tempo
di assorbimento di una goccia d’acqua depositata si aggira intorno ai 6-8
secondi. Il miglior assorbimento di coloranti ed inchiostri va a migliorare i
processi di stampa tradizionali consentendo una migliore definizione del
disegno, del filetto e della penetrazione di stampa.
Un materiale come il poliestere, molto versatile per l’elevata
resistenza chimica, alto punto di fusione, alta temperatura di transizione
vetrosa, è molto cristallino, quindi poco tingibile.
Con i trattamenti al plasma si è in grado di inserire sulla superficie
55
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
gruppi funzionali tali da creare uno strato superficiale polare atto a
migliorarne le proprietà senza recare danno alla fibra in massa.
Un notevole vantaggio è rappresentato dal fatto che quando si ricorre
ad un plasma freddo ad alta densità, a bassa temperatura e a pressione
atmosferica, non è necessario ricorrere a sistemi a tenuta.
Questa nuova procedura di finissaggio consente quindi un risparmio
energetico e un minor impatto ambientale. Molti sono i materiali che
possono essere funzionalizzati: polipropilene, polietilene, poliestere, nylon,
fibre tessili naturali, etc. Per ottenere i risultati attesi è necessaria, tuttavia,
un’approfondita comprensione del meccanismo di azione del plasma.
Nel caso specifico della macchina messa a punto lo spessore
superficiale interessato al trattamento è limitato a profondità dell’ordine di
una decina di nanometri, così come le metodiche di indagine.
La superficie del tessuto subisce una serie di collisioni con elettroni
ad alta energia, ioni radicali, fotoni di radiazione ultravioletta e visibile. Le
interazioni provocano inserzioni di atomi piuttosto che deposizioni di
polimero o ablazione del tessuto.
Con la macchina di Arioli è possibile, quindi, condurre
sperimentazioni e realizzare applicazioni a livello industriale su diversi
prodotti tessili tecnici e tradizionali per uso arredamento ed abbigliamento e
calzatura.
56
Capitolo II – Tecnologie innovative per il settore calzaturiero
2.5 SPERIMENTAZIONI
ATMOSFERICO
SU
PELLI
CON
PLASMA
I paragrafi seguenti sono il risultato di alcune sperimentazioni
effettuate nell’ambito del progetto MATRIX della tecnologia al plasma
atmosferico applicate a varie tipologie di pelle destinate alle calzature.
In particolare, si è proceduto ad uno studio sistematico delle
variazioni indotte su differenti tipologie di pelle in seguito a processi di
plasma freddo a condizioni atmosferiche.
I risultati ottenuti sperimentalmente sono stati interpretati alla luce
dei differenti meccanismi di interazione della pelle col plasma, meccanismi
così schematizzabili:
• modificazioni fisiche permanenti sui primi nanometri della
superficie trattata, con fenomeni di ablazione (etching) più o
meno marcati;
• modificazioni chimiche di breve periodo mediante
assorbimento sulla pelle di specie altamente reattive, quali
gruppi radicalici ed ozono. L'effetto di questa modificazione
decade velocemente nel tempo, con drastiche variazioni già
nei primi minuti post-trattamento, per azione dell'ambiente
esterno (aria e contaminanti atmosferici);
• modificazioni chimiche di medio/lungo periodo; attivazione
della superficie mediante innesto/ancoraggio di specie
reattive stabili che, legandosi più stabilmente alla pelle, ne
funzionalizzano la superficie per periodi relativamente lunghi
(da qualche giorno fino ad alcuni mesi).
2.5.1 Materiali e metodi per la sperimentazione
I trattamenti al plasma sono stati effettuati utilizzando una macchina
da banco Arioli, in grado di processare campioni di dimensioni ridotte (21
cm x 30 cm - spessore 3 mm).
57
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Le principali caratteristiche della macchina sono presentate in tabella 1.
58
Capitolo II – Tecnologie innovative per il settore calzaturiero
Figura -2.6 Macchina da banco ARIOLI
per il trattamento atmosferico
59
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Tabella 2.1 Scheda tecnica apparecchiatura al plasma
Macchinario da laboratorio per trattamento al plasma atmosferico
su un lato del tessuto di campioni formato A4
Velocità di lavoro
da 10 a 30 m/min
Velocità nominale
15 m/min
Formato
trattare
dei
campioni
da
A4
Materiale da trattare
tessuti o film sottili,
spessore nominale < 1 mm
spessore massimo 3 mm
Lati trattati
1
Componenti
Generatore alta frequenza da 1,5 kW di potenza massima
in uscita, avente la possibilità di lavorare sia in sinusoidale che
in pulse and pause
1
Unità di trattamento in profilati di alluminio e pannelli di
chiusura dotata di 2 elettrodi di scarica con rivestimento in
ceramica sistema di regolazione manuale dell'air gap cilindro
D=150 mm di scarica con rivestimento in ceramica
motorizzazione del cilindro cappa aspirazione gas esausti,
raffreddamento e pulizia elettrodi condotti interni di
connessione aspirazione gas
1
Cavi di collegamento da generatore e cappe di scarica
1
Esaustore gas completo di condotti fra cappa di
aspirazione e esaustore stesso
1
Quadro di comando dotato di PLC e pannello operatore
per l’impostazione dei parametri di processo.
1
60
Capitolo II – Tecnologie innovative per il settore calzaturiero
L'entità delle modificazioni ottenute con i trattamenti selezionati è
stata valutata per ogni tipologia di pelle mediante cinetiche di assorbimento,
misurando come varia nel tempo l'angolo di contatto di una goccia sessile
depositata sulla superficie della pelle, in funzione delle differenti potenze
applicate.
Le misurazioni dell'angolo di contatto sono state eseguite con un
sistema ottico First Ten Angstroms (serie 1000) che permette l'analisi in
tempo reale sia di singoli fotogrammi sia di filmati.
Figura -2.7 FTA-serie 1000 per la misura dell'angolo di contatto col metodo
della goccia sessile
61
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura -2.8 Deposizione della goccia sessile a vari intervalli e misurazione
dell'angolo di contatto
Figura 2.9. Cinetica di assorbimento di una goccia depositata sulla superficie
di una pelle non trattata.
62
Capitolo II – Tecnologie innovative per il settore calzaturiero
I campioni trattati sono stati selezionati da Conciaricerca, sulla base
delle specifiche definite nell’ambito del progetto MATRIX:
Campione A – Vitello pieno fiore – concia al cromo
Campione B – Capra pieno fiore – concia al cromo
Campione C – Capra scamosciata – concia al cromo
Campione D – Capra pieno fiore – concia al cromo – non rifinita destinazione fodera
Campione E – Capra pieno fiore – concia al cromo – rifinita –
destinazione fodera
Sulle pelli A, B e C sono state effettuate prove per il miglioramento
dell'idrofilia.
Sulle pelli A, D ed E si è verificata l'applicabilità del plasma come
processo preparatorio ai processi convenzionali, per migliorarne l'efficienza,
ed in particolare aumentare la resa (risoluzione e intensità cromatica) dei
processi di stampa digitale (A), l'adesione dello strato di rifinizione (A),
aumento del potere antibatterico mediante applicazione di prodotti ad hoc
(D), profumazione (E).
63
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
2.5.2 Risultati sperimentali
Campione A – Vitello pieno fiore – concia al cromo
140
120
100
Angolo di contatto
Non t ratt at o
P1
80
P3
P4
60
P5
P6
P7
40
20
0
0
20
40
60
80
100
120
140
160
180
Secondi
Figura 2.10 Campione A – Cinetiche di assorbimento in funzione della potenza
irraggiata
64
Capitolo II – Tecnologie innovative per il settore calzaturiero
110
105
Angolo di contatto
100
P7.1 - hard
P7.2 - hard
P7.1 - soft
95
P7.2 - soft
90
85
0
20
40
60
80
100
120
140
160
180
Secondi
Figura 2.11 Campione A – Prove di ripetibilità a potenza costante
(hard VS soft)
140
120
100
Non tratt ato
Angolo di contatto
P7. 1 - hard - 0 h
80
P7. 2 - hard - 0 h
P7. 1 - hard - 24 h
P7. 2 - hard - 24 h
60
P7. 3 - sof t - 0 h
P7. 4 - sof t - 0 h
P7. 3 - sof t - 24 h
40
P7. 4 - sof t - 24 h
20
0
0
20
40
60
80
100
120
140
160
180
Secondi
Figura 2.12 Campione A – Prove di decadimento a 24 ore a potenza costante
65
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione B – Capra pieno fiore – concia al cromo
140
120
Angolo di contatto
100
80
Non trattat o
P1
P2
60
P3
P4
P5
40
P6
P7
20
0
0
10
20
30
40
50
60
70
80
Secondi
Figura 2.13 Campione B – Cinetiche di assorbimento a potenza variabile
140
120
Non trat tato
P1 - 0 h
P1 - 24 h
100
P2 - 0 h
Angolo di contatto
P2 - 24 h
80
P3 - 0 h
P3 - 24 h
P4 - 0 h
60
P4 - 24 h
P5 - 0 h
P5 - 24 h
40
P6 - 0 h
P6 – 24 h
20
P7 - 0 h
P7 – 24 h
0
0
10
20
30
40
50
60
70
80
Secondi
Figura 2.14 Campione B – Prove di decadimento a 24 ore a potenza variabile
66
Capitolo II – Tecnologie innovative per il settore calzaturiero
Campione C – Capra scamosciata – concia al cromo
140
120
100
Angolo di contatto
Non trattato
P1
80
P2
P3
60
P4
P5
P6
40
P7
20
0
0
60
120
180
240
Secondi
Figura 2.15 Campione C – Cinetiche di assorbimento a potenza variabile
140
120
Non t rat t at o
P1 - 0 h
100
P1 - 24 h
Angolo di contatto
P2 - 0 h
P2 - 24 h
80
P3 - 0 h
P3 – 24 h
60
P4 - 0 h
P4 – 24 h
P5 - 0 h
40
P5 - 24 h
P6 - 0 h
P6 – 24 h
20
P7 - 0 h
P7 – 24 h
0
0
60
120
180
240
Secondi
Figura 2.16 Campione C – Prove di decadimento a 24 ore a potenza variabile
67
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione D – Capra pieno fiore – concia al cromo – non rifinita destinazione fodera
140
120
100
Non trattato
Angolo di contatto
80
P1
P2
P3
60
P4
P5
P6
40
P7
20
0
0
100
200
300
400
500
600
700
800
Secondi
Figura 2.17 Campione D – Cinetiche di assorbimento a potenza variabile
140
120
100
Angolo di contatto
Non t rat tato
P6. 1 - 0 h
80
P6. 1 - 24 h
P6. 2 - 0 h
P6. 2 – 24 h
60
P7. 1 - 0 h
P7. 1 – 24 h
40
P7. 2 - 0 h
P7. 2 - 24 h
20
0
0
100
200
300
400
500
600
700
800
Secondi
Figura 2.18 Campione D – Prove di decadimento a 24 ore a potenza variabile
68
Capitolo II – Tecnologie innovative per il settore calzaturiero
Campione E – Capra pieno fiore – concia al cromo – rifinita –
destinazione fodera
90
80
70
60
Non trat tato
P1
50
Angolo di contatto
P2
P3
40
P4
P5
30
P6
P7
20
10
0
0
20
40
60
80
100
120
140
160
180
Secondi
Figura 2. 19 Campione E – Cinetiche di assorbimento a potenza variabile
90
80
70
Non trattato
P2 - 0 h
60
P2 - 24 h
P3 - 0 h
Angolo di contatto
50
P3 - 24 h
P4 - 0 h
40
P4 - 24 h
P5 - 0 h
30
P5 - 24 h
P6 - 0 h
20
P6 - 24 h
P7 - 0 h
10
P7 - 24 h
0
0
20
40
60
80
100
120
140
160
180
Secondi
Figura 2.20 Campione E – Prove di decadimento a 24 ore a potenza variabile
69
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Per ogni campione si è valutata l'efficacia del trattamento con plasma
mediante uno studio cinetico che correla l'angolo di contatto di una goccia
di acqua bidistillata depositata sul materiale (un indice della sua
“bagnabilità”) al tempo di deposizione/assorbimento.
Per ogni campione sono state registrate le cinetiche a differenti valori
di potenza irraggiata, nell'intervallo da 0 a 4000 W, con potenze crescenti
nell'intervallo da P1 a P7.
Per una corretta comprensione dei dati è importante sottolineare che,
sebbene diversi campioni presentano una base comune, ad esempio la
specie animale, data la natura “superficiale” del plasma, in grado di
massimizzare il proprio effetto in un range di spessori generalmente
inferiore ai 10 nanometri, ogni substrato mostra un comportamento a se
stante, riconducibile in via prioritaria alle lavorazioni subite dal materiale
precedentemente al trattamento al plasma (ad es. la natura degli ingrassi,
l'eventuale rifinizione, lavorazioni meccaniche quali smerigliatura,
palissonatura.).
Questa premessa ha carattere di vincolo per qualsiasi applicazione di
tipo industriale: non è possibile ipotizzare un'applicazione generalizzata dei
processi al plasma se non all'interno di protocolli di lavorazione rigorosi, per
i quali devono essere preliminarmente identificati specifiche procedure di
pretrattamento, metodi e tempi.
Pelli di tipo A
I campioni di tipo A si sono dimostrati particolarmente refrattari al
trattamento al plasma, con un impatto del trattamento poco più che
trascurabile al di sotto della potenza P3.
Inoltre, al di sotto di tale soglia, si sono riscontrati degli andamenti di
tipo non lineare nella dipendenza potenza applicata / assorbimento,
comunque ampiamente giustificabili all'interno dell'incertezza insita in
questo tipo di analisi (nell'ordine del ± 5°).
Al di sopra di P3 l'effetto è più marcato, anche se ancora di portata
70
Capitolo II – Tecnologie innovative per il settore calzaturiero
ridotta: nonostante un'evidente riduzione dell'angolo di contatto al tempo
zero, la goccia rimane ancora perfettamente formata per tempi
estremamente lunghi, determinando soltanto una leggera bagnatura
superficiale della pelle ed arrivando, di fatto, alla completa evaporazione.
A P6 si è registrato il massimo di efficienza e a P7 una evidente
flessione, con stabilizzazione delle curve di assorbimento su valori prossimi
a quelli di P5.
L'effetto potrebbe essere spiegabile con il comportamento della pelle
non rifinita, che si è rivelata una matrice “spugnosa” piuttosto efficace: per
potenze superiori a P6 tale matrice viene saturata, lasciando l'ozono libero
di esercitare la propria azione sulla pelle (da cui le evidenti variazioni di
colore alle potenze superiori).
Tale comportamento è compatibile con l'intenso odore rilasciato posttrattamento, anche in archi di tempo prolungato (fino a 72-96 ore).
Anche l'evidente viraggio del substrato verso i toni del rosa sembra
confermare questa ipotesi.
La spiegazione più verosimile è quella di un'azione ossidante dell'ozono
sui prodotti di ingrasso. Il parziale recupero del colore originario nell'arco di
alcuni giorni sembra infatti escludere una modificazione diretta e permanente
della pelle quale, ad esempio, un imbrunimento di tipo termico.
Poiché nel corso delle prove si è registrata la formazione in macchina
di piccole scariche elettriche che hanno determinato bruciature puntiformi,
si sono valutate differenti condizioni operative per ovviare al problema.
Lavorando a velocità costante si sono verificate due differenti
condizioni operative definite come hard (maggiore numero di
trattamenti/minore potenza erogata) e soft (minore numero di trattamenti /
maggiore potenza erogata).
Col trattamento soft le scariche elettriche si sono praticamente
azzerate con un'efficienza del trattamento sul substrato solo lievemente
inferiore rispetto ai risultati del trattamento hard (valori di poco superiori
all'incertezza del metodo).
71
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
L'effetto matrice cui precedentemente accennato è stato infine
dimostrato studiando i decadimenti a 24 ore: sebbene apprezzabili, gli
effetti del plasma sono comunque chiaramente distinguibili rispetto alla
pelle non trattata.
Pelli di tipo B
Le analisi nelle differenti condizioni di potenza hanno permesso di
ricostruire delle cinetiche di assorbimento estremamente differenti rispetto
a quelle delle pelli di tipo A, dimostratesi fondamentalmente idrofobe.
Nel caso del tipo B, il campione non trattato presenta un
comportamento perfettamente idrofobo, con angolo di contatto maggiore di
120° per un tempo inferiore a 10 secondi, per poi dare il via ad un rapido
assorbimento che culmina con il collasso pressoché completo della goccia
nell'intervallo 30-70 secondi.
L'effetto del trattamento al plasma, anche alle potenze inferiori, si è
dimostrato particolarmente efficace, con cinetiche di assorbimento
notevolmente aumentate.
Al di sopra della potenza P2 si registra un salto, con la pelle che
aumenta in maniera considerevole il proprio comportamento idrofilico. Al di
sopra di P5 non è più apprezzabile una variazione di tipo lineare delle
proprietà osservate, giungendo di fatto, anche in questo caso, ad una
saturazione del substrato.
Il vantaggio che si può trarre dall'operare a regimi di potenza elevata
sembra essere quello di un minor velocità di decadimento, con valori che
nelle 24 ore successive al trattamento si assestano comunque nella fascia di
massimo assorbimento.
Pelli di tipo C
Per questa tipologia di materiale, la soglia oltre il quale il trattamento
acquisisce efficacia è situata in prossimità di P4. Al di sotto di tale valore
non sono osservabili cambiamenti considerevoli, verosimilmente in ragione
della superficie scamosciata del campione che esercita un'azione idrofobica
72
Capitolo II – Tecnologie innovative per il settore calzaturiero
del tipo “effetto loto”.
Al di sopra di P4, l'attivazione superficiale indotta dal plasma risulta
prevalere sulle interazioni di tipo fisico e gli assorbimenti aumentano di
conseguenza.
In questo caso non sono osservabili effetti di saturazione con la
possibilità, tutta da verificare, di poter operare a regimi di potenza di ordine
superiore.
Il trattamento decade piuttosto velocemente, con perdite di oltre il
50% nelle 24 ore anche per i trattamenti a potenze più elevate.
Le pelli trattate a potenze inferiori dopo 24 ore risultano addirittura
più idrofobiche delle non trattate. Le ragioni di questo comportamento non
sono identificabili, se non con approccio analitico più approfondito
(maggiore conoscenza dei pretrattamenti subiti dalla pelle e metodi di
analisi strumentale quali/quantitativa più sofisticati).
Pelli di tipo D
In prima approssimazione, le prove effettuate hanno evidenziato
similitudini rispetto ai riscontri ottenuti per le pelli di tipo B.
Il campione D non trattato ha un andamento paragonabile a B,
sebbene con un tempo di assorbimento di quasi un ordine di grandezza
superiore (700” VS 100”).
Il trattamento al plasma modifica in profondità tale caratteristica, già
alle potenze inferiori. Questa azione è riscontrabile in maniera evidente sia
sui tempi di assorbimento, che sugli angoli di contatto che, già al tempo
zero, decrescono con regolarità da 120° fino a 60° nel range P1-P7.
Il decadimento risulta apprezzabile ma non così drastico per le
tipologie A e C, con cinetiche di assorbimento comunque di interesse per i
trattamenti alle potenze superiori.
Pelli di tipo E
In termini di idrofilia, i campioni non trattati hanno mostrato un
comportamento intermedio tra quello della tipologia A e C, con angolo di
73
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
contatto iniziale di circa 80°.
I campioni trattati hanno mostrato un incremento di questa proprietà,
attestandosi però a livelli lievemente inferiori rispetto alle pelli di tipo C.
Rispetto allo stesso termine di paragone, nel complesso, la tipologia E si è
mostrata però più uniforme, sia immediatamente dopo al trattamento sia
nelle 24 ore successive, con entità del decadimento decisamente ridotta per
tutte le applicazioni al di sopra di P3.
2.6 TRATTAMENTO AL PLASMA SU ACCESSORI PER LA
CALZATURA
Nell’ambito dei colloqui con gli esperti del settore calzaturiero è
emerso come gli accessori destinati alla calzatura spesso danno problemi di
imbrunimento, di graffio e di incollaggio. Per questo motivo, in
collaborazione con un’azienda leader di settore degli accessori appartenente
al Metadistretto Calzaturiero, abbiamo testato alcuni campioni di fibbie con
un ricoprimento in nano quarzo attraverso la tecnica di PECVD.
Nel PECVD (Plasma Enhanced Chemical Vapour Deposition) il
reagente principale (monomero), miscelato eventualmente con altri gas,
viene portato allo stato di plasma a una pressione intorno a 0.1mbar. Una
volta innescato il plasma, il monomero istantaneamente si frammenta e si
lega con altre molecole per formare il polimero, che crescerà in prossimità
delle superfici all’interno della camera da vuoto.
La flessibilità del trattamento al plasma consente di pilotare le
proprietà del film che si vuole produrre, variando le caratteristiche del
plasma o aggiungendo diversi gas nella camera di reazione. Tra i polimeri
che si possono depositare, hanno una particolare importanza industriale i
film a base di SiOx (nanoquarzo) in quanto sono in grado di proteggere i
metalli dalla corrosione e dal graffio ma sono applicabili anche su tutte le
materie plastiche.
74
Capitolo II – Tecnologie innovative per il settore calzaturiero
Tra i diversi polimeri depositabili con la tecnica PECVD hanno una
rilevanza industriale quelli a base di quarzo amorfo. Questi tipi di film
consentono di ottenere elevate prestazioni barriera applicabili nei più
svariati settori:
Alcuni settore d’impiego del nanoquarzo
Arredamento e casalinghi
Accessori per abbigliamento (fibbie)
Oggetti per nautica
Packaging alimentare,farmaceutico e cosmetico
Accessori per auto e motocicli
Biomedicale
Dispositivi elettrici e ottici
nei settori dell'anticorrosione possono essere impiegati in sostituzione
o in appoggio ai trattamenti superficiali tradizionali. Alcune caratteristiche
sono qui sotto indicate.
Metalli o leghe come l’alluminio e l'ottone trattati con questo film
mostrano nei test di corrosione in nebbia salina valori superiori mille ore,
resistenza all'esposizione della luce UV-visibile senza ingiallimenti,
resistenza chimica agli acidi, basi e ai solventi organici. Inoltre protegge i
metalli dal fenomeno dell'ossidazione ad alta temperatura.
Il nanoquarzo può essere impiegato come barriera al rilascio di
sostanze che dal manufatto migrano verso l'ambiente esterno. Si può
ottenere così un efficace barriera ai metalli pesanti (come ad esempio il
Nichel).
Il film di nanoquarzo ha tutti gli effetti le stesse proprietà del quarzo
naturale e del vetro, quindi può essere impiegato per proteggere una
superficie (metallica o di plastica) dall'attacco di acidi, solventi organici
75
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
(alcooli, chetoni etc..) e sostanze ossidanti e riducenti.
I riporti di nano quarzo, inoltre, possono essere impiagati per rendere
meno macchiabile le superfici metalliche da impronte o calcare. Un
particolare film di nanoquarzo modificato può essere impiagato come
antifog sui film plastici. Il deposito a delle buone caratteristiche antigraffio è
può essere applicato su metalli o plastica. La durezza in Vickers su ottone è
di 620 Hv mentre alla matita è maggiore di 9H su alluminio.
Una caratteristica esclusiva del nanoquarzo è l'elevate capacità
elastica (180° sull’alluminio e 180° per piegatura a T sull’ottone) e di
resistenza all’impatto. Questo è reso possibile dal fatto che il
NANOQUARZO si lega in modo permanente con la superficie metallica.
Inoltre, l’adattabilità a differenti forme e geometrie anche per sottosquadra
di superfici complesse, rappresenta un altro pregio offerto da questa
tecnologia.
76
Capitolo III
SPERIMENTAZIONI E TEST
3.1 PROVE DI STAMPA DIGITALE INK-JET
Sono stati sottoposti a prove di stampa digitale ink-jet campioni in
formato A4 provenienti dalle seguenti tipologie di pelli:
− pelle di vitello pieno fiore conciata al cromo per tomaia tipo nappa –
colore beige (campione A)
− pelle di capra pieno fiore conciata al cromo per tomaia – colore rosa
(campione B)
entrambe allo stadio crust.
Le prove di stampa non erano previste sulla tipologia B dagli accordi
della sperimentazione; sono state comunque effettuate per confrontare i
risultati ottenibili su due tipologie di pelle molto diverse tra loro per origine
animale e lavorazione conciaria e per aumentare il ventaglio di effetti
ottenibili con la tecnologia testata.
Le prove sono state condotte in doppio su campioni pre-trattati e non
pre-trattati al plasma provenienti dalla stessa pelle, con l’obiettivo di
verificare se il pre-trattamento al plasma freddo in senso idrofilico migliori
la resa (risoluzione e intensità cromatica) del disegno di stampa.
Sono stati testati 3 differenti disegni, ognuno dei quali è stato
stampato sia su pelli di vitello sia di capra per paragonare la qualità della
stampa sui due tipi di substrato.
Le prove sono state condotte da Conciaricerca utilizzando un
prototipo pre-industriale messo a punto per il settore conciario nell’ambito
di un progetto finanziato dalla Regione Lombardia conclusosi nel mese di
giugno 2008.
Il plotter è un Mimaki JV4-130 di tipo piezoelettrico con teste di
stampa EPSON, sistema di stampa in quadricromia, sistema di rilevazione a
77
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
fibra ottica dei contorni della pelle (e quindi dei profili di stampa), nastro
trasportatore della pelle con sistema di aspirazione per spianare il substrato
durante l’avanzamento verso le teste di stampa e piastra riscaldante per
l’asciugatura degli inchiostri depositati sulla pelle.
La tecnologia garantisce che vengano preservate le caratteristiche di
naturalezza proprie dell’equivalente prodotto non stampato e che danno
pregio al materiale.
Gli inchiostri utilizzati sono a base di coloranti acidi alimentati con un
sistema a serbatoi refill.
La foto sottostante mostra la macchina utilizzata per l’effettuazione
delle prove.
Figura 3.1 Stampante digitale ink-jet
78
Capitolo III – Sperimentazione e test
Le foto sottostanti mostrano i risultati di stampa ottenuti.
Per semplicità i campioni non trattati al plasma verranno indicati con
la sigla NT, mentre quelli pre-trattati con la sigla PT.
Tutti i campioni sono stati stampati con alta risoluzione (720x720
DPI) e stampa bidirezionale a 8 passaggi.
DISEGNO A
Pelle di vitello NT
Pelle di vitello NT
Pelle di vitello PT
Pelle di vitello PT
79
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Pelle di capra NT
80
Pelle di capra PT
Capitolo III – Sperimentazione e test
DISEGNO B
Pelle di vitello NT
Pelle di vitello PT
81
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Pelle di capra NT
82
Pelle di capra PT
Capitolo III – Sperimentazione e test
DISEGNO C
Pelle di vitello NT
Pelle di vitello PT
83
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Pelle di capra NT
84
Pelle di capra PT
Capitolo III – Sperimentazione e test
Dopo la stampa le pelli sono state rifinite con un film trasparente per
dare protezione al disegno nei confronti degli agenti esterni, in particolar
modo l’acqua. Gli inchiostri utilizzati sono infatti a base acqua e di per sé
non garantiscono elevate solidità. La scelta di escludere inchiostri
pigmentati a base solvente è stata fatta per motivi di carattere ambientale e
per mantenere inalterate le caratteristiche sensoriali del materiale.
Osservando la resa di stampa dei diversi campioni, si nota per le pelli
di vitello un miglioramento evidente nel caso del pre-trattato al plasma; nel
caso delle capre non c’è un cospicuo miglioramento, in quanto la qualità del
disegno è buona anche nel caso del campione non trattato.
Prima di analizzarne il motivo, è opportuno fare una breve
digressione sui fattori che condizionano la qualità della stampa, tra i quali
hanno particolare rilievo le caratteristiche chimico-fisiche della superficie,
la struttura e la porosità della pelle.
Ai fini della resa di stampa risultano determinanti alcuni trattamenti
meccanici, come la palissonatura e la bottalatura a secco che, snervando le
fibre collageniche, possono contribuire a rendere più aperta, e quindi più
ricettiva, la superficie della pelle.
In subordine hanno una certa importanza anche i trattamenti chimici,
primi fra tutti l’ingrasso, che, agendo sulle proprietà di idrofilia della pelle,
possono interagire con i coloranti della stampa determinando effetti diversi.
La qualità di una stampa è infatti determinata dal comportamento
della goccia di inchiostro nei momenti immediatamente successivi
all'impatto sulla superficie della pelle. In questa fase si innesca, infatti, una
serie di processi diffusivi (sulla superficie e lungo la sezione) governati dalla
natura e dall’intensità delle interazioni che si stabiliscono tra i due mezzi a
contatto. Complessivamente, queste interazioni possono essere descritte col
termine “affinità”: maggiore è l’affinità, maggiore è la possibilità che si
stabilisca, in tempi ridotti, un legame stabile tra inchiostro e il substrato,
diminuendo la possibilità di fenomeni diffusivi.
Sui supporti idrofobici porosi, come nel caso della pelle di vitello non
pre-trattata al plasma sottoposta alle prove l’inchiostro a base acquosa tende
85
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
a non essere assorbito dalle maglie proteiche conciate e migra velocemente
in senso assiale all’interno delle porosità, portando all’"annegamento"
dell’immagine.
Schema di un fenomeno di
diffusione assiale attraverso un
supporto idrofobico poroso
Schema di un fenomeno di
diffusione assiale attraverso un
supporto idrofilico poroso
La pelle di capra scelta per le prove (campione B) è invece un
supporto idrofilico poroso; il campione presenta un comportamento
idrofobo per un tempo di contatto della goccia d’acqua inferiore a 10
secondi, per poi dare il via ad un rapido assorbimento della goccia entro i
successivi 70 secondi) e ciò consente alle gocce di colorante di rimanere al
livello, o in immediata prossimità, della superficie, dopo che la stampa è
stata asciugata (comportamento simile a quello mostrato nella figura di
destra).
86
Capitolo III – Sperimentazione e test
Il pre-trattamento al plasma delle pelli di vitello ha consentito di
modificare le proprietà superficiali della pelle in senso idrofilico rendendo
evidenti i miglioramenti della resa di stampa.
3.2 TRATTAMENTI DI RIFINIZIONE
Sono stati sottoposti a trattamenti di rifinizione campioni in formato
A4 provenienti dalle seguenti tipologie di pelli:
• pelle di vitello pieno fiore conciata al cromo per tomaia tipo
nappa – colore beige (campione A)
• pelle di capra pieno fiore conciata al cromo per tomaia –
colore rosa (campione B)
entrambe allo stadio crust.
Anche in questo caso sono state rifinite anche le pelli della tipologia
B, pur non essendo previsto dagli accordi della sperimentazione.
L’obiettivo era valutare se il pre-trattamento al plasma freddo in senso
idrofilico potesse migliorare l’adesione del film di rifinizione.
Per adesione del film di rifinizione si intende la forza necessaria a
separare dal cuoio la pellicola di rifinizione, il cui corretto ancoraggio è di
fondamentale importanza per il valore d’uso della pelle e per le lavorazioni
effettuate durante il confezionamento del manufatto finale.
Dipende dai metodi di applicazione del film, dai processi di
essiccamento e dalle operazioni meccaniche effettuate durante la rifinizione,
dalla capacità di assorbimento della superficie del cuoio dei prodotti chimici
utilizzati. Quest’ultimo fattore può essere influenzato da un pre-trattamento
al plasma, che, modificando la superficie della pelle in senso idrofilo, può
favorire l’assorbimento dei prodotti di rifinizione a base acqua e rendere più
stabile l’ancoraggio del film durante la realizzazione e la vita del manufatto.
La fase di rifinizione è lo step finale della lavorazione conciaria e
prevede, nella maggior parte dei casi, l’applicazione, con diverse tecniche,
87
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
di una miscela di prodotti in grado di formare un film più o meno spesso
sulla superficie della pelle. Tale pellicola viene applicata per diversi scopi,
tra i quali, quello di fornire protezione alla superficie della pelle nei
confronti degli agenti esterni e delle offese meccaniche e di conferire
l’aspetto, il tatto e l’effetto superficiale desiderati.
Nella sperimentazione, sia i campioni pre-trattati al plasma sia i non
trattati sono stati sottoposti a prove di rifinizione a spruzzo e a rullo,
utilizzando le seguenti miscele e i seguenti trattamenti:
1^ rifinizione a spruzzo
Fondo caseinico: 2 passaggi
Lucido poliuretanico: 2 passaggi
2^ rifinizione a spruzzo
Fondo mix filler più resina: 2 passaggi
Lucido poliuretanico: 2 passaggi
Stiratura a caldo
3^ rifinizione a rullo
Compound 70% resina poliuretanica-acrilica e 30% filler
Lucido finale poliuretanico con caseina
La rifinizione a spruzzo viene eseguita mediante nebulizzazione delle
miscele di rifinizione con pistole ad aria compressa in cabine di spruzzo
munite di aspiratori d’aria.
È il metodo più largamente utilizzato e consente di ottenere strati di
spessore variabile.
Con la rifinizione a rullo l’applicazione dei prodotti avviene mediante
i cilindri zigrinati del roll coater e il film risulta più spesso e coprente.
88
Capitolo III – Sperimentazione e test
3.2.1 Prove di adesione dello strato di rifinizione
Le analisi sono state effettuate secondo il metodo UNI EN ISO
11644:2005.
Da ciascun campione di pelle sono stati prelevati 4 provini di 100 mm
x 10 mm (la quantità minima di provini prevista dal metodo di prova).
I provini sono stati incollati su dei portaprovini in PVC rigido con una
colla a base cianoacrilica.
Sono stati quindi posti sotto un peso di circa 4.5 Kg per il tempo necessario
all’incollaggio
È stata infine eseguita la prova dinamometrica di adesione della
rifinizione, utilizzando il dinamometro digitale mostrato nella foto in figura 3.2.
Figura 3.2 Dinamometro digitale
89
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 3.3 Prova dell’adesione della rifinizione
Come mostrato nella foto in figura 3.3, il distacco dello strato di
rifinizione si ottiene esercitando opportuna trazione all’estremità lasciata
libera.
Il risultato si esprime in N/cm (N = forza applicata; cm = spessore
della pelle).
Per quanto riguarda i campioni rifiniti con la tecnica a spruzzo, il tipo
di rifinizione è risultata essere molto leggera, molto porosa e quindi poco
adatta ad essere valutata con questa tipologia di test.
Infatti l’eccessiva porosità della rifinizione ha fatto sì che la colla le
passasse attraverso andando a legarsi con il fiore della pelle. Durante la
prova si è assistito infatti al distacco dello strato fiore della pelle e non della
sola pellicola di rifinizione.
Ciò è risultato evidente per tutti i provini (trattati e non trattati).
Le pelli trattate con la tecnica a rullo, avendo ricevuto uno strato di
rifinizione più consistente (e più coprente) si sono meglio prestate
all’esecuzione del test, dando i seguenti risultati:
90
Capitolo III – Sperimentazione e test
Campione A (vitello)
NON TRATTATO AL PLASMA: 13,8 N/cm
PRE-TRATTATO AL PLASMA: 19,5 N/cm
Aumento dell’adesione pari al 41,3%.
Campione B (capra)
NON TRATTATO AL PLASMA: 13,8 N/cm
PRE-TRATTATO AL PLASMA: 15,1 N/cm
Aumento dell’adesione pari al 9,4%.
Il risultato mette in evidenza un consistente aumento dell’adesione
dello strato di rifinizione dopo trattamento al plasma per entrambe le
tipologie di pelle.
L’esiguo numero di prove non consente però una valutazione
definitiva.
3.3 TRATTAMENTI DI PROFUMAZIONE
Sono stati sottoposti a trattamenti di profumazione campioni in formato
A4 provenienti da pelli di capra pieno fiore per fodera (campione E).
L’obiettivo era valutare se il pre-trattamento al plasma freddo in senso
idrofilico potesse migliorare il grado di profumazione delle pelli e ridurne il
decadimento nel tempo.
È stata preparata una emulsione tra un concentrato di profumo ed
etere di petrolio. La concentrazione dell’emulsione era 1% su peso pelle.
Con questa miscela è stata imbibita la superficie sia delle pelli trattate
al plasma che delle pelli non trattate.
91
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Dopo alcuni giorni dal trattamento le pelli risultano essere profumate,
non presentando però differenze di profumazione nel caso dei campioni
pre-trattati al plasma.
Da nostre precedenti ricerche abbiamo però verificato come il
decadimento della profumazione non sia così immediata.
Per valutare un’eventuale differenza tra i campioni non trattati e pretrattati al plasma risulta quindi opportuno che vengano effettuate delle
verifiche della profumazione dopo 1, 2, 3, 6 mesi dall’applicazione
dell’emulsione, sia in maniera organolettica (eseguite sempre dal medesimo
operatore) sia, eventualmente, in maniera strumentale (Naso Elettronico).
3.4 TRATTAMENTO DI SUPPORTI IN PELLE CON
SOLUZIONE DI ARGENTO COLLOIDALE
Campioni ricevuti:
Totale numero 6 campioni di pelle di capra puro cromo pieno fiore
non rifinita per fodera (campione D).
I campioni sono suddivisi in:
3 campioni di pelle della stessa tipologia in formato A4 (circa) definite
Tal quali.
3 campioni di pelle della stessa tipologia in formato A4 (circa) trattate
al plasma e distinte in:
1 -1600 W
2 -1600 W
3 -1600W
4 – 800 W
3.4.1 Analisi morfologica ed analisi SEM_EDX
Tutti i campioni sono stati sottoposti ad analisi morfologica mediante
Microscopia elettronica a Scansione mediante metallizzazione con oro. Gli
92
Capitolo III – Sperimentazione e test
stessi campioni sono stati sottoposti a metallizzazione con carbonio ed
analizzati al SEM-EDX per un controllo del profilo della componente
metallica superficiale. Vedi le foto seguenti:
•
Camp. 1 TQ a, Camp. 1 TQ b, Camp. 1 TQ c
•
Camp. 2 TQ a, Camp. 2 TQ b, Camp. 2 TQ c
•
Camp. 3 TQ a, Camp. 3 TQ b, Camp. 3 TQ c
•
Camp. 1 Plasma 1600 TQ a, Camp. 1 Plasma 1600 TQ b, Camp. 1
Plasma 1600 TQ c
•
Camp. 2 Plasma 1600 TQ a, Camp. 2 Plasma 1600 TQ b, Camp. 2
Plasma 1600 TQ c
•
Camp. 3 Plasma 1600 TQ a, Camp. 3 Plasma 1600 TQ b, Camp. 3
Plasma 1600 TQ c
•
Camp. 4 Plasma 800 TQ a, Camp. 4 Plasma 800 TQ b, Camp. 4
Plasma 800 TQ c,
(TQ indica il campione trattato plasma, ma non sottoposto a
trattamento con argento)
Da un punto di vista generale le immagini ottenute al SEM mostrano
complessivamente una superficie omogenea con una regolare distribuzione
di aperture assimilabili alle sedi di inserzione dei bulbi e dei follicoli piliferi.
La struttura è di tipo composito con due o tre fori principali con diametri di
circa 100 μ seguiti da una serie di cinque con diametri inferiori. La
disposizione di tali strutture è lineare.
Tali osservazioni sono comparabili per il campione n° 1 TQ e n° 2
TQ, mentre per il campione n° 3 TQ si nota una differente conformazione
della superficie.
93
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione 1 TQ
94
Capitolo III – Sperimentazione e test
Campione 1 TQ
95
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione 1 TQ
96
Capitolo III – Sperimentazione e test
Campione 2 TQ
97
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione 2 TQ B
98
Capitolo III – Sperimentazione e test
Campione 2 TQ C
99
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione 3 TQ C
100
Capitolo III – Sperimentazione e test
Campione 3TQ C
101
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campione 3 TQ C
102
Capitolo III – Sperimentazione e test
Campione 4 TQ C
Campione 4 TQ
103
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Tutti i campioni sono stati metallizzati con carbone e sottoposti ad
analisi EDX per evidenziare gli elementi presenti negli strati superficiali.
I campioni TQ:
Il campione n° 1 TQ presenta una superficie omogenea e con
corrugazioni lievi ed ampie omogeneamente distribuite, priva di
contaminanti solidi, sufficientemente liscia ed omogenea.
I pori sono ben evidenti e con forma regolare.
Gli spettri ottenuti mostrano per il campione n° 1 TQ ben evidenti i
segnali ascrivibili a carbonio ed ossigeno da mettere in relazione alla
composizione del collagene stesso. I segnali relativi ad alluminio e silicio e zolfo
sono da mettere in relazione con i trattamenti di lavorazione delle pelli. In
questo campione non è rilevabile il segnale ascrivibile al cromo. Tale evidenza
può essere interpretata considerando che la emissione dei raggi x interessi una
strato superficiale dove il cromo non è presente per probabili trattamenti di
lavaggio nelle fasi di concia. Il metallo si trova appena sotto la superficie.
Il campione n° 2 TQ presenta, rispetto al campione precedente, la
superficie meno liscia e caratterizzata da corrugazioni ampie ed omogeneamente
diffuse. I pori sono bene evidenti con aperture libere e nell’insieme privi di
materiale estraneo o contaminante. Gli spettri eseguiti mediante Sem-EDX sono
del tutto comparabili con quelli del campione precedente
Il campione n° 3 TQ mostra una diversa morfologia la superficie
appare uniforme, ma caratterizzata da una leggera corrugazione con
avvallamenti e solchi di piccole dimensioni omogeneamente diffusi. I fori ,
indicati come probabile sede dei bulbi piliferi, appaiono deformati ed in
alcuni casi occlusi. Le aperture dei pori, insieme alle corrugazioni
superficiali, appaiono deformate ed orientate lungo una stessa direzione.
Tale fenomeno potrebbe derivare da un trattamento meccanico eseguito con
la pelle in uno stato di imbibizione.
Lo spettro Sem-EDX mostra un profilo comparabile con quelli dei
campioni precedenti.
104
Capitolo III – Sperimentazione e test
105
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
106
Capitolo III – Sperimentazione e test
107
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
I campioni di pelle trattati Plasma :
Il campione n°1 trattato plasma 1600 W TQ mostra, rispetto al TQ,
una superficie leggermente modificata: i pori presenti sulla superficie hanno
subito una leggera deformazione; sono, inoltre, osservabili numerosi punti
con abrasioni a diversa estensione che si approfondiscono appena sotto la
superficie.
Lo spettro Sem – EDX mostra un profilo con segnali comparabili con
il campione Tq non trattato al plasma.
Per il campione n° 2 Trattato Plasma 1600 TQ le immagini ottenute
mostrano una superficie con pori leggermente modificati per deformazione
della aperture superficiali ed aumento della rugosità. Non sono osservabili
le abrasioni presenti nel campione n° 1 Trattato plasma 1600 W TQ.
Lo spettro SEM-EDX mostra un profilo che si differenzia da quello
del campione non trattato plasma per la comparsa del segnale ascrivibile al
cromo. Tale fenomeno è dovuto probabilmente al fatto che il trattamento
plasma opera una piccola ablazione superficiale esponendo gli strati
immediatamente sotto quello esterno dove il cromo non è stato eliminato da
trattamenti di lavaggio.
Il fascio di elettroni che colpisce il campione in queste condizioni
penetra ad una profondità maggiore rispetto al campione TQ e mostra la
presenza del cromo. Il campione n° 3 trattato Plasma 1600 TQ mostra una
superficie con profonde modifiche superficiali ed i pori sono quasi del tutto
modificati ed occlusi. La superficie è maggiormente omogenea e le
corrugazioni sono sensibilmente ridotte
Lo spettro SEM-EDX , rispetto al campione n° 3 TQ, mostra la
comparsa del segnale ascrivile al cromo per la stessa ragione con la quale si
è argomentato per il campione precedente .
108
Capitolo III – Sperimentazione e test
109
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
110
Capitolo III – Sperimentazione e test
111
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Il campione n° 4 trattato plasma 800 W TQ mostra una superficie
omogenea e liscia, ma con i pori che mostrano una evidente deformazione in
una stessa direzione. Il trattamento plasma in questo campione ha eseguito
una sorta di levigazione omogenea della superficie
Lo spettro SEM-EDX mostra un profilo comparabile con i precedenti
campioni non trattati, ma con un segnale ascrivibile al cromo ben evidente.
Tale caratteristica è dovuta probabilmente ad una ablazione superficiale
molto omogenea che ha esposto lo strato sottostante quello esterno dove si
trova il cromo.
112
Capitolo III – Sperimentazione e test
113
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
3.5 TRATTAMENTO CON ARGENTO
Tutti i campioni sono stati sottoposti a trattamento con argento.
Sono stati eseguiti due tipi di trattamento con Argento:
il primo mediante immersione in una soluzione di argento colloidale
stabilizzata ed in presenza di un imbibente
il secondo mediante trattamento Spattering al Plasma con target in
argento purissimo.
Le soluzioni di argento colloidale sono state ottenute mediante un
piccolo impianto elettrochimico, allestito in laboratorio, con il quale sono
state preparate due soluzioni con una concentrazione media in argento di
200 ppm.
I campioni sono stati pretrattati mediante immersione in una
soluzione 1% di diottilsolfosuccinato di sodio successivamente tenute per
circa 30’ nei due bagni di argento colloidale.
Al termine del periodo di immersione tutti i campioni sono stati
trasferiti su una rete, lasciati sgocciolare per semplice caduta libera del
liquido in eccesso, e posti in stufa ventilata a 60° per 12 ore.
Il secondo trattamento è stato eseguito, su due fogli di pelle, presso
un impianto sperimentale di sputtering statico. Lo sputtering condotto sulle
facce opposte di uno stesso campione ha mostrato una deposizione di
argento metallico di colore nero - marrone sulla lato carne, mentre sul lato
fiore ha generato una colorazione interferenziale grigio - azzurra.
Il colore azzurro indica la presenza di cromo che corrompe la
colorazione grigia dell’argento
Da tutti i campioni si è prelevata una aliquota rappresentativa e
preparata mediante metallizzazione a carbonio per l’analisi SEM-EDX.
Tutti gli spettri sono sopra riportati
114
Capitolo III – Sperimentazione e test
Gli spettri EDX dei campioni trattati con argento colloidale sono
comparabili a quelli dei campioni di origine sia TQ che trattati al plasma. Le
sole differenze sono rilevabili per il campione n° 2 TQ che dopo trattamento
con Argento mostra il segnale ascrivibile al cromo. Tale fenomeno è dovuto
al fatto che il trattamento in soluzione acquosa del campione ha riportato in
superficie piccole quantità di cromo che si trovavano negli strati sottostanti
e non potevano essere messe in evidenza con il sistema di rilevazione con
SEM_EDX. Lo spettro mostra uno dei punti dove è stata rilevata la
presenza del cromo, ma la presenza non è omogenea e continua su tutta la
superficie del campione. Una seconda differenza rispetto ai campioni
originari è stato riscontrata nel campione n° 3 trattato plasma 1600; in
questo caso la presenza di cromo rilevata dopo il trattamento plasma
scompare dopo il trattamento con argento. Il fenomeno è dovuto anche in
questo caso al trattamento in soluzione acquosa del campione durante
l’impregnazione con argento colloidale. In questo caso la soluzione ha lavato
ed allontanato le tracce di cromo emerse durante il trattamento plasma. La
possibilità di estrarre il cromo da parte della soluzione di argento è da
mettere in relazione alla presenza di un agente disperdente.
I campioni trattati argento, che non hanno mostrato il segnale
connesso con il sistema EDX , sono stati sottoposti ad analisi ICP- MS che
ha confermato la presenza di argento su tutti i campioni con una
concentrazione media di 300 ppm. Il risultato oltre a confermare la presenza
di tale elemento mette in evidenza la capacità della pelle di assorbimento
selettivo. La concentrazione di argento nella soluzione di trattamento
impiegata è inferiore alla quantità assorbita dalla pelle. Tale fenomeno si
verifica anche su altri substrati proteici, quali seta e lana. La concentrazione
dell’argento non mostra differenze tra i campioni TQ e quelli tratti plasma .
Tutti i campioni trattati con soluzione di argento ellettrochimico sono
stati sottoposti ad analisi per verificare le proprietà antibatteriche (ASTM
E2149-01).
115
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Campioni: Pelle trattata con sali d’argento ( n° 9 campioni)
20.012 Preparazione
soluzione
per
ICP-AES
(met.
Incenerimento/digestione)
Metodo: Interno CH9/96
Strumento: digestore ECO 6
Digestione di 200 mg di campione posto in acido nitrico
concentrato (5 ml) a 110 °C per 8 ore. Si porta a volume con acqua
in matracci da 25 ml. L’analisi in ICP-MS è stata effettuata previa
diluizione 1:750 con acqua acida per HNO3 2%.
Determinazione quantitativa degli elementi per ICP-MS
Strumento: Spettrometro ICP-QMS thermo X serie 2
Argento: 306 ppm
116
Capitolo III – Sperimentazione e test
Campione: Pelle non trattata tal quale
20.012 Preparazione
soluzione
per
ICP-AES
(met.
Incenerimento/digestione)
Metodo: Interno CH9/96
Strumento: digestore ECO 6
Digestione di 200 mg di campione posto in acido nitrico
concentrato (5 ml) a 110 °C per 8 ore. Si porta a volume con acqua
in matracci da 25 ml. L’analisi in ICP-MS è stata effettuata previa
diluizione 1:750 con acqua acida per HNO3 2%.
Determinazione quantitativa degli elementi per ICP-MS
Strumento: Spettrometro ICP-QMS thermo X serie 2
Argento: inferiore a 1 ppm
I risultati confermano che il trattamento con argento determina una
riduzione del 100% dell’inoculo batterico iniziale, ma il dato non mostra per
intero la sua rilevanza poiché la pelle TQ ha mostrano una attività
antibatteriche di poco inferiore. Per ovviare a tale inconveniente si è
proceduto ad eseguire un secondo test su un campione di pelle trattata al
vegetale e secondo una differente procedura analitica
Per ultimo si è eseguito il test su un supporto proteico comparabile
con il collegane contenuto nella pelle e si è scelto un substrato di fibroina
estratta dalla seta: i risultati in questo ultimo caso hanno mostrato una
117
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
elevata attività antibatterica impartita dal trattamento con argento
elettrochimico.
METODO DI PROVA:
Determinazione della attività antibatterica secondo il metodo ASTM
E2149-01:
“Determination of the antimicrobial activity of immobilized
antimicrobial agents under dynamic contact conditions (BISFA 2002, cap.
4.4, quantitative method B).
IDENTIFICAZIONE DEI CAMPIONI:
N°9 campioni di pelle contrassegnati:
Campione 1: Bianco 1 Pelle.
Campione 2: Bianco 1 Pelle Trattata con Plasma (1600).
Campione 3: Pelle 1 TQ + Ag Elettrochimico.
Campione 4: Pelle 2 TQ + Ag Elettrochimico.
Campione 5: Pelle 3 TQ + Ag Elettrochimico.
Campione 6: Pelle 1 Trattata Plasma 1600 + Ag Elettrochimico.
Campione 7: Pelle 2 Trattata Plasma 1600 + Ag Elettrochimico.
Campione 8: Pelle 3 Trattata Plasma 1600 + Ag Elettrochimico.
Campione 9: Pelle 4 Trattata Plasma 800 + Ag Elettrochimico.
118
Capitolo III – Sperimentazione e test
METODO DI PROVA:
Determinazione della attività antibatterica secondo il metodo ASTM
E2149-01:
“Determination of the antimicrobial activity of immobilized
antimicrobial agents under dynamic contact conditions (BISFA 2002, cap.
4.4, quantitative method B).
Condizioni sperimentali:
Valutazione dell’attività antimicrobica quantitativa dei substrati e del
rilascio di prodotti antimicrobici in soluzione acquosa.
- Microrganismi: Staphylococcus aureus ATCC 6538
- Tempo di contatto: 24 h a temperatura ambiente.
- Quantità di campione testato: 0,8 g di tessuto per beuta (tessuto
tagliato in piccoli frammenti).
- Quantità di tampone inoculato per beuta: 20 ml.
- Capacità delle beute usate: 150 ml.
- Sterilizzazione del campione: no.
L' Attività antibatterica dei campioni è riportata nel seguente modo:
A = CFU/ml (colony forming units/ml) del campione trattato dopo il
tempo di contatto specificato.
B = CFU/ml al tempo 0 per la beuta contenente il campione di
riferimento.
(B – A) / B x 100 = % riduzione
119
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Determinazione del rilascio di prodotto antimicrobico nel surnatante di
prova in accordo a ASTM E2149-01.
Seguendo le indicazioni del metodo è stata analizzata la sospensione
in ogni beuta dopo 24 ore di contatto fra batteri e tessuto. 100 ml di tale
sospensione sono stati aggiunti al centro di piastre Petri contenenti terreno
completo inoculato con Staphylococcus aureus. Sono state analizzate tutte le
campionature. Dopo 24 h di incubazione delle piastre non è stata
evidenziata la formazione di un alone di inibizione di crescita per i campioni
testati, indicando che nelle condizioni di saggio, non vi è rilascio di prodotto
antimicrobico nel surnatante.
120
Capitolo III – Sperimentazione e test
Attività antibatterica ASTM E2149-01.
Campione
Solo tampone
Staphylococcus aureus ATCC 6538
CFU/ml T0
CFU/ml 1 h
32 x 104
35 x 104
% riduzione
1h
inoculato
Bianco 1 Pelle
38
99,00
Bianco 1 Pelle
Trattata con Plasma
(1600)
Pelle 1 con Ag
Colloidale
22
99,00
0
100
0
100
Pelle 2 con Ag
Colloidale
0
100
0
100
Pelle 3 con Ag
Colloidale
0
100
0
100
Pelle 1 Trattata con
Plasma con Ag
Colloidale
Pelle 2 Trattata con
Plasma con Ag
Colloidale
Pelle 3 Trattata con
Plasma con Ag
Colloidale
Pelle 4 Trattata con
Plasma con Ag
Colloidale
0
100
0
100
0
100
0
100
0
100
0
100
0
100
0
100
121
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
METODO DI PROVA:
-Determinazione dell’Attività Antibatterica secondo il metodo
AATCC 100-1998.
Condizioni sperimentali:
AATCC 100:
Microrganismo: Staphylococcus aureus ATCC 6538; diluizione
dell’inoculo in nutrient broth.
Inoculo: sospensione batterica, 1 x 105 UFC/mL diluito in nutrient
broth+tampone in rapporto 1 a 8. 200 μL della sospensione vengono sparsi
in micro-gocce sulla superficie del provino
Tempo di contatto: 24 ore a 37°C.
Neutralizzante: 30 g/l azolecitina, 30 g/l Tween 80, 5 g/l sodio
tiosolfato, 1 g/l L-istidina, 0.68 g/l KH2PO4, (pH a 7.2 ± 0.2).
Sterilizzazione del campione: campione non sterile.
L' Attività antibatterica dei campioni viene calcolata nel seguente
modo:
Attività battericida:
R = 100(B-A)/B dove:
Attività battericida + batteriostatica:
R = 100(C-A)/C dove:
A = UFC/ml del campione dopo 24 ore di contatto (UFC= Unità
Formanti Colonie).
B = UFC/ml del campione al tempo 0.
C UFC/ml del riferimento dopo 24 ore di contatto.
R = percentuale di riduzione del numero di batteri.
122
Capitolo III – Sperimentazione e test
RISULTATI:
Staphylococcus aureus ATCC 6538
Campione
UFC/ml
inoculo
Pelle Tal
Attività
Battericida
Attività
Battericida+
Batteriostatica
3
100
100
0
100
100
T0
UFC/ml
inoculo
24 h
1,5 x 106
1,8 x 108
Quale
Pelle con Ag
Figura 3.4 Test antibatterico contro Staphylococcus aureus ATCC 6538
A sinistra la piastra della pelle tal quale e a destra la piastra della pelle
trattata con argento
123
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
124
Capitolo IV
MATERIALI INNOVATIVI PER IL SETTORE
CALZATURIERO
4.1 MATERIALI UTILIZZATI
In questo paragrafo vengono presentati i materiali utilizzati nel
lavoro, le proprietà e i loro campi di applicazione.
Sono state prodotte delle schiume poliuretaniche per un loro
possibile impiego come solette per scarpe, alle quali sono state aggiunte
cariche come poliacrilammide per le proprietà assorbenti, PCM per un
effetto freshness e ioni d’argento per le proprietà antibatteriche.
4.1.1 TPU: Poliuretano termoplastico
Vengono genericamente denominati poliuretani
(PU) tutte le
sostanze polimeriche contenenti più legami uretanici (figura 4.1 ).
Figura 4.1 Legame urtano
Sono compresi, quindi, in questa categoria una grande varietà di
prodotti con caratteristiche, quali la densità e la rigidezza, molto diverse tra
loro e conseguente vasta gamma di applicazioni:dalle fibre tessili, agli
adesivi, alle schiume espanse per materassi e cuscini, alle schiume rigide
con proprietà isolanti, ai prodotti autopellanti per la riproduzione del legno
e simili, agli elastomeri utilizzati nel settore automobilistico, etc.
La sintesi dei poliuretani ha come base la reazione tra degli isocianati
aventi uno o più gruppi isocianici per molecola con degli alcoli aventi due o
125
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
più gruppi ossidrilici per molecola (dioli o polioli).
Le proprietà e le caratteristiche del prodotto polimerico ottenuto
dipendono sia dalla struttura dei prodotti di base, polioli e isocianati, sia dal
tipo di catalizzatori e additivi impiegati;catalizzatori e additivi vengono
spesso premiscelati con i polioli e contribuiranno, durante la reazione con
l’isocianati, sia a controllare la reazione di sintesi del poliuretano, sia a
modificare le proprietà del polimero finale.
MATERIE PRIME PER LA PREPARAZIONE DEGLI ESPANSI
In questo paragrafo verranno elencate e brevemente descritte le
materie prime utilizzate per la preparazione degli espansi rigidi
poliuretanici. In particolare, per ciascuna di esse, si cercherà di sottolineare
la funzione specifica svolta.
Polioli
I polioli sono componenti fondamentali perché concorrono in gran
parte a determinare le caratteristiche finali del prodotto. Quello che
accomuna tutti i polioli è il fatto di avere gruppi ossidrilici reattivi; essi si
differenziano però tra loro per peso molecolare, funzionalità e struttura.
Per misurare la concentrazione dei gruppi ossidrilici reattivi in un
poliolo per unità di peso, viene definito il numero di ossidrile (nOH):
nOH =
56100 × funzionalità
peso molecolare
Esistono due grandi famiglie di polioli: i polieteri e i poliesteri. I
primi sono ottenuti per reazione di poliaddizione di epossidi (generalmente
di etilene o propilene) ad iniziatori polifunzionali, quali ad esempio glicoli o
ammine. Essi hanno il pregio di possedere una bassa viscosità, ma lo
svantaggio di essere scarsamente resistenti alla luce e all’ossidazione.
126
Capitolo IV – Materiali innovativi per il settore calzaturiero
I polioli poliesteri, invece, si ottengono per policondensazione tra
glicoli e acidi bicarbossilici.
Un’altra classificazione possibile per i polioli prevede la distinzione
tra alifatici ed aromatici: questi ultimi sono più economici, termicamente
stabili e resistenti al fuoco, caratteristiche quindi che li rendono interessanti
per il nostro lavoro. Lo svantaggio è la ridotta emulsionabilità con i fluidi
espandenti, nella fattispecie il pentano.
Isocianati
L’isocianato polifunzionale più utilizzato per la produzione di espansi
PIR-PUR è il metano-difenil-diisocianato (MDI), di formula:
NCO
NCO
NCO
CH2
CH2
n
Figura 4.2 MDI oligomerico
n = 1÷3
L’MDI oligomerico (n>0) è preferito a quello monomerico (n=0), per
diverse ragioni:
•
•
•
a temperatura ambiente è liquido anziché solido, e ciò lo
rende più facilmente processabile;
è più economico;
ha una funzionalità maggiore e quindi è più adatto alla
produzione di resine termoindurenti.
In maniera analoga a quanto visto precedentemente per i polioli è
possibile calcolare la concentrazione dei gruppi –NCO reattivi
nell’isocianato, rapportati al peso secondo la relazione:
127
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
% - NCO =
42 × funzionalità
× 100
peso molecolare
Conoscendo questo valore, i numeri di ossidrile dei polioli presenti e
la quantità d’acqua utilizzata, è possibile calcolare la quantità stechiometrica
(in grammi) di isocianato necessaria per la reazione.
In realtà, però, la quantità di isocianato usata differisce da quella
stechiometrica: generalmente se ne utilizza una quantità maggiore, per
assicurare la completa reazione dei polioli e, in alcuni casi, per ottenere la
formazione di isocianurato.
Catalizzatori
I catalizzatori utilizzati nella produzione degli espansi sono di due
tipi:
•
•
catalizzatori attivi per la reazione tra isocianato e poliolo e tra
isocianato e acqua, con formazione rispettivamente di uretano
e urea (si usa ad esempio un’ammina terziaria, la DMCHA
(dimetilcicloesilammina);
catalizzatori di trimerizzazione, necessari per ottenere la
struttura isocianurica nei PIR: i più utilizzati sono sali di
potassio, quali acetato ed ottoato.
H3C
N
CH3
Figura 4.3 Dimetilcicloesilammina (DMCHA)
128
Capitolo IV – Materiali innovativi per il settore calzaturiero
Agenti espandenti
Gli agenti espandenti sono i responsabili della particolare struttura
cellulare dei polimeri espansi. Durante la polimerizzazione, essi danno
luogo a bolle di gas che rigonfiano la miscela, formando appunto delle celle.
A seconda del meccanismo di formazione delle bolle di gas, gli espandenti si
suddividono in due categorie distinte:
•
•
espandenti fisici: sono sostanze volatili, liquidi bassobollenti o
gas liquefacibili a bassa temperatura e/o pressione che evaporano
a causa del calore liberato durante la polimerizzazione; rientrano
in questa categoria di espandenti i clorofluorocarburi (CFC), gli
idroclorofluorocarburi (HCFC), oggi non più utilizzabili, gli
idrofluorocarburi (HFC) e gli idrocarburi (HC);
espandenti chimici: sono sostanze che producono gas in
seguito alla reazione chimica con un componente del
formulato; l’esempio più tipico è quello dell’acqua che,
reagendo con l’isocianato, conduce alla formazione di anidride
carbonica (secondo la reazione già citata sopra). Altri esempi
di espandenti chimici sono gli acidi carbossilici o derivati,
come ad esempio l’acido formico.
Tensioattivi
I tensioattivi vengono aggiunti alla formulazione degli espansi
principalmente per la loro capacità di ridurre la tensione superficiale del
liquido. Questa proprietà comporta molteplici effetti. I principali sono:
•
•
maggior compatibilità tra le varie sostanze presenti nel
formulato, e di conseguenza miglior emulsionamento;
stabilizzazione e regolazione della dimensione delle celle.
I tensioattivi utilizzati sono di tipo siliconico e in pratica non
influenzano in maniera significativa il comportamento al fuoco del polimero.
129
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
PREPARAZIONE DEI POLIURETANI
Nella preparazione di una schiuma poliuretanica le quantità di
ciascun reagente sono relazionate nel rispetto di precisi rapporti
stechiometrici. Ne è prova il fatto che in rapporto al contenuto di gruppi
funzionali per unità di peso si determinano i contenuti di reagenti nella
miscela di partenza.
I gruppi isocianici reagiscono seguendo un rapporto unitario con i
gruppi ossidrilici, la qual cosa significa che ciascun –NCO reagisce
ovviamente con un solo –OH. Le concentrazioni dei gruppi funzionali dei
polioli e dell’isocianato sono forniti dalle ditte produttrici nelle schede
tecniche di ciascun prodotto. Il valore del rapporto NCO/OH, anziché
essere posto uguale ad 1, nella pratica è stato fissato ad almeno 1,1 per
essere certi che tutto il poliolo sia reagito al termine della formazione della
schiuma.
Come già accennato poco sopra la quantità di isocianato usata
differisce da quella stechiometrica: generalmente se ne utilizza una quantità
maggiore, per assicurare la completa reazione dei polioli e, in alcuni casi,
non nel presente, per ottenere la formazione di isocianurato. Della
differenza tra la quantità stechiometrica e quella reale tiene conto l’indice di
isocianato (I), espresso dalla relazione seguente:
I=
quantità reale di isocianato
× 100
quantità stechiometrica di isocianato
Tutte le schiume poliuretaniche sono state realizzate adottando una
metodologia “one shot. Nella pratica si sono introdotte in un becker quantità
pesate dei vari reagenti che compongono la miscela di partenza, ossia tutte
le sostanze meno l’isocianato. Il tutto è stato mescolato una prima volta con
un agitatore meccanico ad otto palette disposte radialmente, collegato ad un
albero rotante ad elevata velocità. Il fine di questa operazione è stato di
ottenere un composto omogeneo.
Si è aggiunta poi la quantità necessaria di isocianato, mescolando
immediatamente per quindici secondi con lo stesso agitatore della fase
130
Capitolo IV – Materiali innovativi per il settore calzaturiero
precedente. I tempi di miscelazione devono essere necessariamente brevi
per evitare che la schiuma cominci a reagire prima di essere deposta nello
stampo. Successivamente si è posta la miscela di reazione in uno stampo
aperto di dimensioni 12x21x1.2 cm.
L’espanso così formato è stato inserito in un forno a 70°C per 24 ore
onde consentire lo svolgersi in tempi accettabili delle rimanenti reazioni
all’interno dell’espanso già formato.
DENSITÀ APPARENTE
La densità apparente rappresenta il rapporto fra la massa ed il volume
del materiale e viene espressa in kg/m3. La densità della schiuma è uno dei
parametri fondamentali che concorre a determinare le caratteristiche
meccaniche del materiale: infatti, maggiore è la densità, maggiore è la
resistenza a compressione come risulta da una relazione empirica che lega
questi due parametri, ovvero:
σ = Kρn
dove σ è la resistenza a compressione, ρ è la densità, n è un fattore
empirico minore di 2. Dopo aver determinato le dimensioni lineari e la
massa del campione e verificato che il campione sia omogeneo, la densità si
determina con la:
ρ=
m
V
dove ρ è la densità, m la massa e V il volume.
4.1.2 PCM: Phase Change Materials
L’accumulo di energia termica è un problema molto importante in
alcune applicazioni ingegneristiche e negli ultimi anni sta diventando
l’oggetto di molte ricerche.
I PCMs sono dei materiali che posseggono la proprietà di passare
dallo stato solido a quello liquido (o viceversa) dentro un certo range di
temperatura
131
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Durante la fusione, quando il materiale passa dalla fase solida a quella
liquida, una grande quantità di calore viene accumulata al punto di fusione e
la temperatura non aumenta finchè tutto il materiale non è passato allo stato
liquido. Questo assorbimento di calore accumulato nel PCM viene rilasciato
nel processo di raffreddamento quando si raggiunge la temperatura di
cristallizzazione.
Esistono vari tipi di PCMs che fondono in range di temperature
diversi.
Nei recenti anni la ricerca e lo sviluppo apportati nella tecnologia dei
PCM ha reso possibile il loro usi in svariate applicazioni, da quelle terrestri
a quelle spaziali.
Nel campo dell’elettronica l’uso di tali materiali ebbe il suo esordio
con la missione lunare dell’Apollo 15 dove l’alta dissipazione di potenza dei
componenti elettrici doveva evitare un sovra riscaldamento anche dei
circuiti solo occasionalmente attivati. Infatti la mancanza di atmosfera
precludeva l’uso dei tradizionali metodi di convenzione e pertanto si
proteggeva il componente con il PCM che attivando il cambiamento di fase
assorbiva calore ed impediva l’aumento di temperatura.
Nel settore automobilistico la BMW utilizza i PCMs come batteria a
calore latente offerta come optional nella serie 5. Tale materiale viene
collegato al radiatore e accumula l’eccesso di calore quando il motore è a
regime. Questo calore è poi riutilizzabile quando la macchina riparte da
fredda per alzare rapidamente la temperatura, ad esempio come confort
interno di guida.
Nel settore edilizio recenti studi dimostrano come l’inserimento dei
PCMs nelle pareti aiuti a mantenere costante la temperatura interna della
stanza durante tutte le 24 ore della giornata. Il calore viene assorbito
durante le ore più calde della giornata e rilasciato nella notte quando la
temperatura esterna è minore. Il parametro da considerare affinché il PCM
svolga la sua azione è la temperatura di fusione; infatti se il range di
temperatura entro il quale il materiale dovrebbe lavorare non comprende
quello che lo porta a fusione non si avrà alcun cambiamento di stato e di
132
Capitolo IV – Materiali innovativi per il settore calzaturiero
conseguenza nessun assorbimento di calore.
4
Heat Flow (W/g)
2
21.99°C
-0.5336W/g
114.3J/g
81.67 % crystallized
0
-2
29.09°C
-4
-40
-20
0
Exo Up
20
40
60
80
100
Universal V3.9A TA Instruments
Temperature (°C)
Figura 4.4 Analisi DSC del PCM utilizzato
120
100
Weight (%)
80
60
40
20
366.80°C
-0.4816%
0
-20
0
200
400
600
Temperature (°C)
800
1000
Universal V3.9A TA Instruments
Figura 4.5 TgA del PCM utilizzato
133
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Pertanto considerando che la temperatura del corpo umano è di circa
37°C per questo lavoro si è scelto un tipo di PCM che fonde circa tra i 2730°C (vedi figura 4.4.).
4.1.3 Poliacrilammide
La poliacrilammide è un derivato polimerico dell’acrilammide
(CH2=CH-CO-NH2), che sotto forma di gel trova applicazione come mezzo
di risoluzione e separazione delle proteine nell'elettroforesi e nella
cromatografia. Un’altra importante proprietà di questo polimero, che l’ha
portato all’utilizzo in questo progetto, è la capacità di assorbire moderate
quantità di liquidi.
Figura 4.6 Unità monomerica della poliacrilammide
I gel di poliacrilammide si formano tramite copolimerizzazione
dell’acrilammide, un monomero solubile in acqua, e di un agente che forma
legami trasversali così da formare un reticolo tridimensionale (l'agente usato
più comunemente è l' N,N'-metilen-bis-acrilammide (CH2=CH-CO-NHCH2-NH-CO-CH=CH2)).
La polimerizzazione avviene per mezzo di una reazione a catena
dovuta alla formazione in serie di radicali liberi. La formazione di tali
radicali è dovuta all'aggiunta di ammonio persolfato e della base N,N,N',N'tetraetilendiammina (TEMED). Il TEMED catalizza la decomposizione
dello ione persolfato con la produzione del corrispondente radicale libero
(ovvero una molecola con un elettrone spaiato). In questo modo si formano
lunghe catene di acrilammide.
Queste sono tenute insieme tra loro da legami crociati derivanti
134
Capitolo IV – Materiali innovativi per il settore calzaturiero
Trasmittance %
dall'intersezione occasionale all'interno della catena di molecola di bisacrilammide. Poiché l'Ossigeno rimuove i radicali liberi dalla soluzione,
tutte le soluzioni per la preparazione del gel vengono degassate prima
dell'uso. Questo è il metodo più in uso nei laboratori di ricerca;in alternativa
c'è il metodo della fotopolimerizzazione. Tale tecnica utilizza,invece del
TEMED e dello ione persolfato,la riboflavina. Si prepara la soluzione e poi
la si irradia per 2 o 3 ore con luce intensa. La fotodecomposizione della
riboflavina produce radicali liberi che danno inizio alla polimerizzazione del
gel.
Per questo studio è stato utilizzato il DPNT che è un copolimero della
poliacrilammide. Questo composto è stato analizzato tramite FT-IR in
trasmittanza usando le apposite celle da liquido in cui si è inserita la
pastiglia di CsI. L’analisi è stata condotta utilizzando una risoluzione
spettrale di 4 cm-1, nell’intervallo da 4000 cm-1 a 250 cm-1, utilizzando 32
acquisizioni sia per il background sia per il campionamento. Lo spettro del
DPNT viene riportato in figura 4.7.
120
100
80
60
40
20
4000
3000
2000
-1
wavenumbers (cm )
1000
Figura 4.7 Spettro FT-IR dell’emulsione a base di poliacrilammide in olio DPNT
06- 0177
135
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Di seguito riportiamo una tabella riassuntiva dei picchi più importanti
per il DPNT, che corrispondono essenzialmente a quelli della
poliacrillamide.
Tabella 4.1 Gruppi corrispondenti al DNPT
Gruppo
Alkyl
group general
-CH3
R-CONH2
-CO-NH2
Frequenza teorica
(cm-1)
Frequenza
sperimentale (cm-1)
3030 - 2855
2924,42 - 2854,08
1485 - 1415
1455,08 - 1415,71
3540 - 3200
1205 - 885
3344,64 - 3205,01
1211,61 - 1117,63 1043,06
3540 -3200
3344,6 4- 3205,01
3425 - 3145
//
1670 - 1615
1688,14
1580 - 1485
1548,83
1460 -1390
1376,49
835 -690
799,33 - 767,95
4.1.4 L’argento come antibatterico
Un antibatterico è una sostanza capace di arrestare lo sviluppo e la
moltiplicazione di microrganismi patogeni (batteriostatico) o di provocarne
la morte (battericida).
L’argento ha proprietà antimicrobiche molto potenti, dal momento
che basta la presenza di una parte su 100 milioni di argento elementare in
soluzione per avere un’efficace azione antimicrobica. Per ottenere un effetto
battericida,gli ioni argento devono essere disponibili in soluzione, sulla
superficie batterica. Gli ioni argento sembrano distruggere i microrganismi
136
Capitolo IV – Materiali innovativi per il settore calzaturiero
all’istante, bloccando il sistema respiratorio enzimatico (cioè la produzione
di energia) e alterando il DNA microbico e la parete cellulare, mentre non
hanno effetti tossici sulle cellule umane in vivo.
L’argento ha trovato impiego come battericida in vari settori, non solo
quello medicale. Si usa largamente come disinfettante dell’acqua, ma anche
in soluzione per lavare le verdure, mescolato con la plastica per fabbricare
giocattoli per bambini, i ricevitori dei telefoni, spazzolini per denti, tastiere
dei computer ed altri oggetti di uso comune. L’argento è stato introdotto
addirittura nei tessuti utilizzati per produrre sacchi a pelo e calzini, con lo
scopo di ridurre la crescita batterica e di conseguenza il cattivo odore.
4.2 CARATTERIZZAZIONE DEI MATERIALI
I materiali utilizzati sono stati caratterizzati al fine di comprendere al
meglio le loro caratteristiche.
Vengono qui di seguito riportate le metodologie e gli strumenti
necessari per affrontare un corretto e approfondito studio delle materie
prime e dei campioni.
4.2.1 La tecnica DSC (Differential Scanning Calorimetry)
La calorimetria differenziale a scansione è una tecnica che misura la velocità
di scambio del calore di un materiale sottoposto a determinati cicli termici
(isotermi, di riscaldamento, di raffreddamento o loro combinazione) rispetto ad un
riferimento posto nelle stesse combinazioni. Le misure DSC forniscono dati
qualitativi e quantitativi riguardo a modificazioni chimiche e fisiche e ad alcune
proprietà del materiale, purchè coinvolgano processi endotermici e esotermici. La
DSC viene largamente usata per la caratterizzazione dei polimeri, in quanto
fornisce preziose informazioni riguardo a:
•
transizioni primarie e secondarie;
137
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
•
•
•
•
processi di cristallizzazione;
gradi di reticolazione delle resine termoindurenti;
calore specifico;
stabilità ossidativi.
All’interno della cella di misura vengono poste due capsule
portacampioni termicamente isolate una dall’altra e contenenti una il
materiale da caratterizzare e l’altra il riferimento (in genere una capsula
vuota); la cella di misura viene mantenuta in atmosfera controllata (di solito
in presenza di azoto).
La DSC misura la differenza di calore assorbito o ceduto dal
campione rispetto a quella del materiale inerte di riferimento sottoposto allo
steso trattamento termico, quindi provvede informazioni sui bilanci
energetici e sulle transizioni di fase.
Figura 4.8 Schema di cella di misura di DSC a flusso di calore
La quantità di calore assorbita/ceduta dal campione da analizzare
viene rilevata mediante un filamento posto sotto la capsula e confrontata con
quella del riferimento che si trova nelle stesse condizioni di temperatura e
pressione e di cui è noto il comportamento termico.
La DSC può essere usata in due modi. Nella DSC a compensazione
d’energia si aggiunge o si sottrae calore al materiale di riferimento in
138
Capitolo IV – Materiali innovativi per il settore calzaturiero
quantità tale da mantenere le due sostanze alla stessa temperatura nel corso
del programma di temperatura. Si registra il calore aggiunto che compensa
la perdita o il guadagno di energia risultante dalle modificazioni
esotermiche o endotermiche nel campione. Nella DSC a flusso di calore il
campione e il materiale di riferimento sono riscaldati contemporaneamente
a velocità costante.
Il flusso di calore è determinato dalla differenza di temperatura tra i
due materiali attraverso un percorso termico fissato.
4.2.2 Analisi termogravimetrica
Le prove termogravimetriche possono essere realizzate in due modi,
ovvero termogravimetria isoterma e termogravimetria in scansione. Il primo
metodo consiste nel registrare la variazione in peso come funzione del
tempo mantenendo costante la temperatura. Questa prova permette di
verificare la stabilità termica del campione, la velocità di decomposizione,
l’effetto di differenti gas sulla decomposizione stessa e le possibili reazioni
di assorbimento o dessorbimento. Per il secondo metodo, la scansione, si
registra la variazione di peso di un campione in funzione della temperatura
che varia linearmente una volta fissata la velocità di riscaldamento. Le
apparecchiature più moderne permettono di essere utilizzate in un ampio
campo di velocità di riscaldamento così da consentire, per esempio, di
essiccare il campione prima di effettuare la prova.
Dai risultati di una termogravimetria in scansione è facile ottenere
l’informazione differenziale riferita alla funzione di perdita in peso con la
temperatura o il tempo. Uno dei principali vantaggi rispetto alle prove
isoterme, è la possibilità di caratterizzare il comportamento del campione su
un ampio campo di temperature e velocità di riscaldamento. In generale le
temperature impiegate possono variare dai 25 ai 1000°C e le velocità da 1 a
500°C/min.
Lo strumento impiegato nell’analisi è una termobilancia, di cui si
riporta lo schema nella figura 4.9.
139
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 4.9 Rappresentazione schematica di un apparato per TGA
Esso è costituito da una bilancia di precisione posta all’interno di una
fornace ad atmosfera controllata; l’atmosfera può essere inerte (ad esempio
azoto) o ossidante (ad esempio aria). Il campione viene posto sul piatto della
bilancia (figura 4.10). Questo è situato su un braccio semovente che in fase
di carica porta il campione in asse con la fornace, dove il piatto viene
agganciato. Il programma termico viene caricato da un PC che registra in
tempo reale i dati provenienti dalla bilancia, con possibilità di visualizzarli
in divenire.
Il portacampione si trova all’interno della fornace, che viene
raffreddata in continuo sul lato esterno ed è percorsa internamente da un
flusso di gas che permette di condizionare l’atmosfera intorno al campione e
di allontanare i prodotti della degradazione.
140
Capitolo IV – Materiali innovativi per il settore calzaturiero
Figura 4.10 Particolare dello strumento per la TGA
Il cambiamento di peso misurato dalla bilancia viene compensato
dall’unità modulare elettrica in cui è situata una bobina magnetica. Essa è
percorsa da corrente e genera una forza repulsiva in modo da riportare la
scala della bilancia sullo zero. Il cambiamento di corrente necessario a
questo scopo risulta essere proporzionale al cambiamento di peso del
campione: il registratore fornisce quindi direttamente l’andamento del peso
in funzione della temperatura o del tempo. La leggibilità dello strumento è
pari ad 1μg, mentre la portata del gas di flussaggio può variare da 0 a 400
ml/min.
Dall’andamento del peso residuo del campione sottoposto a
riscaldamento, si possono ricavare numerose informazioni sul polimero in
esame, quali il contenuto di sostanze volatili, la temperatura a cui inizia a
decomporsi, il contenuto di sostanze inorganiche, l’efficacia dei ritardanti di
fiamma, ecc.
4.2.3 Analisi dinamico-meccanica (DMA)
L’analisi dinamico meccanica consiste nell’applicazione al provino di
una sollecitazione sinusoidale e di una rampa di temperatura all’interno di
un prescelto intervallo. È possibile ottenere parametri importanti per la
caratterizzazione: modulando la temperatura si riesce infatti a osservare la
141
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
variazione di modulo elastico e risalire alle temperature di transizione
vetrosa (Tg).
Il campione è sottoposto ad una sollecitazione che può essere a
trazione, flessione o torsione.
L’analisi al DMA permette di ricavare i valori di loss modulus, dello
storage modulus e della tanδ i cui andamenti al variare della temperatura
sono in stretta relazione con le variazioni di fase e struttura del polimero.
Ai picchi dell’andamento di queste grandezze sono infatti associati effetti
di risonanza fra le frequenze di sollecitazione imposta e determinati moti
molecolari che diventano attivi a specifiche temperature. Da un punto di vista
strutturale infatti, durante il riscaldamento, la catena polimerica è soggetta a
una serie di movimenti che prendono il nome di transizioni termiche.
La più importante è la temperatura di transizione vetrosa
(Tg):temperatura minima alla quale si manifesta microscopicamente nel
passaggio da un materiale rigido e fragile a uno gommoso e facilmente
deformabile.
200
20
Tan Delta
Storage Modulus (MPa)
150
100
50
0
-60
-40
-20
0
20
40
60
Temperature (°C)
Figura 4.11 Esempio di analisi DMA
142
80
0.6
15
0.4
10
0.2
5
Loss Modulus (MPa)
31.95°C
0
100
Universal V3.9A TA Instruments
Capitolo IV – Materiali innovativi per il settore calzaturiero
Si riporta in figura 4.11 un esempio di analisi DMA; è segnato sul
picco della tanδ il valore della Tg del materiale in esame. Intuitivamente si
può pensare lo storage modulus come l’energia che dopo una applicazione
viene rilasciata, mentre il loss modulus come l’energia assorbita dal
materiale e quindi persa al termine dell’applicazione.
4.2.4 Microscopio elettronico a scansione (SEM)
Il SEM (Scanning Electron Microscope) si è affermato nel corso degli
anni sul tradizionale microscopico ottico per i molteplici vantaggi che esso
offre. Tra questi ricordiamo:
•
•
l’ottima risoluzione
la notevole profondità di campo.
Entrambi questi fattori concorrono a garantire elevati ingrandimenti
ed una sorprendente tridimensionalità delle immagini ottenute.
Il principio di funzionamento del microscopio elettronico a scansione
(SEM), si basa sulla possibilità di accelerare un fascio di elettroni (fino a 130keV) in condizioni di vuoto pari a 0.6-0.7⋅10-5Pa e di deviarli attraverso un
campo elettromagnetico al fine di ottenere informazioni sull’aspetto, sulla
natura e sulle natura e sulle proprietà della superficie di campioni
solitamente solidi.
Per ottenere un’immagine al SEM, la superficie del campione è
percorsa lungo un tracciato a reticolo con un fascio elettronico finemente
focalizzato. Un tracciato a reticolo è una forma di scansione in cui un raggio
elettronico è fatto scorrere sulla superficie lungo una linea retta orizzontale,
riportato alla posizione precedente che poi viene traslata verticalmente di
un incremento fisso: questo processo è ripetuto finché non è stata indagata
tutta l’area prescelta della superficie. Quando una superficie è investita da
elettroni ad elevata energia si ottengono diversi tipi di segnali: nella
143
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
microscopia elettronica a scansione sono principalmente due i segnali che
interessano: gli elettroni secondari e quelli retroddifusi (backscatterati).
Gli elettroni secondari, o segnale SE (Secondary Electron), sono
definiti convenzionalmente come quelli uscenti dal campione con energia
minore o uguale a 50eV. Essi provengono da una profondità di 50-500Å e
scaturiscono dal fascio primario e dall’interazione anaelastica degli elettroni
retrodiffusi con gli elettroni di valenza del campione. Gli SE forniscono
informazioni sulla topografia delle superfici. L’immagine fornita da tali
elettroni appare in rilievo, come se l’osservatore fosse allo stesso livello del
diaframma interno e guardasse l’oggetto illuminato da un’ipotetica sorgente
situata in corrispondenza del rilevatore.
Gli elettroni retrodiffusi, o segnale BSE (Back-Scattered Electron),
hanno energia maggiore di 50eV e derivano principalmente dalle interazioni
(singole a grande angolo o multiple, elastiche e non) del fascio primario con i
nuclei degli atomi del campione. I BSE forniscono informazioni riguardo al
numero atomico medio della zona di provenienza (circa qualche μm), alla
topografia e alla struttura cristallina del campione.
Il microscopio immette nel sistema elettroni ad elevata energia
mediante un cannone elettronico, cioè un filamento di tungsteno riscaldato
sotto potenziale di 20kV a una pressione di 0.8torr, avente diametro di
0.1mm e sagomato a V. Tutto intorno al filamento si trova una griglia, o
cilindro di Wehnelt, che è mantenuta ad una tensione negativa rispetto al
filamento; l’effetto del campo elettrico nel cannone è di far convergere gli
elettroni emessi in un piccolo punto, detto di incrocio, di diametro d0.
144
Capitolo IV – Materiali innovativi per il settore calzaturiero
Figura 4.12 Diagramma a blocchi di una sorgente a filamento di tungsteno
Il sistema ottico dello strumento costituito da due tipi di lenti
magnetiche (condensatrice e obiettivo), serve per ridurre l’immagine del
punto di incrocio (d0 = 10-50μm) ad una dimensione finale del punto sul
campione di 5-200nm. Le lenti condensatrici (costituite da una o più lenti)
servono per il controllo del fascio elettronico che raggiunge l’obiettivo; le
lenti obbiettivo determinano il fascio di elettroni incidente sulla superficie
del campione. Ciascuna lente è a simmetria cilindrica e di altezza tra i 10 e i
15cm.
La scansione è eseguita per mezzo di due coppie di bobine
elettromagnetiche, poste internamente alle lenti dell’obiettivo, che
muovono il pennello elettronico sulle coordinate cartesiane X e Y della
superficie del campione in base al segnale elettrico ricevuto.
Gli elettroni secondari vengono raccolti dal rivelatore (GSED) ed i
segnali ottenuti vengono inviati a modulare l’intensità del fascio del tubo a
raggi catodici. Il GSED è insensibile a luce e calore e permette di ottenere
immagini estremamente pulite anche di campioni fluorescenti o
incandescenti. I movimenti di scansione della sonda e del pennello
elettronico del tubo sono controllati da un solo generatore, cosicché la
luminosità dello schermo dipende dall’intensità del segnale raccolto. Nel
145
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
microscopio elettronico a scansione non esiste un’immagine reale del
campione, ma tutte le informazioni che lo riguardano sono ottenute
direttamente dalla mappa della superficie del campione.
Nel caso dei polimeri l’analisi SEM viene condotta su campioni
metallizzati in modo da renderli conduttori. Il rivestimento conduttivo ha
uno spessore di circa 25nm; spessori maggiori di rivestimento non sono
consigliabili in quanto alcuni particolari superficiali potrebbero venir persi.
Il metallo utilizzato per il rivestimento è l’oro: la scelta di tale metallo viene
giustificata dal fatto che, bombardato con elettroni ad alta energia, fornisce
elettroni secondari che danno luogo ad un segnale molto forte, ottenendo
immagini con un buon contrasto che permettono di seguire in modo preciso
la morfologia della superficie del campione. Va inoltre tenuto presente che
per l’analisi delle nanofibre polimeriche i potenziali di accelerazione
impiegati non devono essere troppo elevati (15-20 kV) al fine di evitare il
danneggiamento della struttura, ad esempio per l’incremento eccessivo
della temperatura.
4.2.5 Spettroscopia infrarossa in trasformata di Fourier
Tale tecnica è una spettroscopia di assorbimento legata ai movimenti
vibrazionali di stiramento delle molecole, che modificano la lunghezza dei
legami, e di deformazione, che modificano gli angoli di legame. Come è
noto, infatti, vale la seguente relazione:
E = h ⋅ν
E= energia associata alla radiazione [J];
h= costante di Planck (6,626*10-34 J*s)
ν = frequenza della radiazione [s-*1]
Quindi, se la radiazione che colpisce la molecola ha frequenza tale che
l’energia ad essa associata sia uguale a quella richiesta per il moto
146
Capitolo IV – Materiali innovativi per il settore calzaturiero
vibrazionale di uno dei suoi legami, allora tale radiazione viene assorbita e si
ha di conseguenza un aumento nell’ampiezza delle oscillazioni del sistema
stesso. Dal momento che ogni legame assorbe radiazioni a frequenze
caratteristiche, è possibile ricavare informazioni sulla presenza dei diversi
gruppi funzionali in un composto e quindi sulla natura chimica di una
sostanza.
L’analisi viene effettuata con uno strumento detto spettrofotometro e
consiste nell’inviare verso la sostanza in esame radiazioni infrarosse di
frequenze variabili, di norma tra 4000 e 400 cm-1, e individuare quali di esse
vengono assorbite. Per ridurre l’errore dovuto al rumore di fondo, si utilizza
la strumentazione FT-IR, ossia uno spettrofotometro che lavora in
trasformata di Fourier. Si riporta in figura 4.13 uno schema
dell’apparecchiatura utilizzata.
Figura 4.13 Rappresentazione schematica di uno spettrofotometro FT-IR
Il raggio in uscita dalla sorgente IR è suddiviso in due parti per
mezzo di uno specchio semi-trasparente (SS): i due raggi ottenuti vengono
147
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
quindi sfasati tra loro, in quanto vanno a riflettersi uno su uno specchio fisso
(SF) e l’altro su uno specchio mobile (SM). I raggi provenienti dai due
specchi vengono poi ricombinati tra loro e, attraversando il campione,
generano l’interferogramma, che viene sottoposto all’anti-trasformata di
Fourier, secondo un processo detto apodizzazione; si ottiene in questo
modo lo spettro infrarosso del campione.
Quanto detto finora, però, riguarda la spettroscopia in trasmissione.
Se invece interessa l’analisi della superficie di una sostanza, si usa un’altra
tecnica di campionatura, che viene detta riflettanza totale attenuata (ATR).
Essa sfrutta la proprietà della luce riflessa di penetrare leggermente (1-5
μm) sulla superficie del campione. Durante la prova quest’ultimo viene
fissato sulla superficie di un cristallo (di norma in Zn e Se) attraverso cui
viene fatta passare la radiazione. Tale metodologia è raffigurata in figura
4.14.
Figura 4.14 Rappresentazione schematica di un dispositivo ATR-FTIR
La banda di assorbimento, però, oltre a fornire informazioni
qualitative sul tipo di legami presenti, può anche fornire informazioni
quantitative sul numero di molecole presenti nella sostanza. Vale infatti la
legge di Lambert-Beer:
log
I0
= A= ε ⋅ c ⋅λ
I
A = assorbanza [adim];
I0 = intensità della radiazione che incide il campione;
148
Capitolo IV – Materiali innovativi per il settore calzaturiero
I = intensità della radiazione emessa dal campione;
ε = coefficiente di estinzione molare [l/(mol·m)];
c = concentrazione [mol/m];
λ = lunghezza del cammino ottico [m].
Il valore di ε per ciascun picco dello spettro è una costante
caratteristica di quel composto; di conseguenza la legge sopra scritta può
essere usata per paragonare le diverse concentrazioni di particolari legami
chimici in sostanze diverse.
4.2.6 Test antibatterico: metodo della diffusione
dell’agar
Questo metodo è basato sul fatto che un antibatterico, deposto sulla
superficie di un agar seminato con uno stipite batterico, diffonde
tridimensionalmente a partire dal punto in cui è stato messo creando così un
gradiente di concentrazione: nella zona circolare di agar dove
l’antimicrobico raggiunge una concentrazione sufficiente,cioè superiore o
uguale alla concentrazione minima inibente, non si avrà sviluppo batterico
ma una zona di inibizione il cui diametro è funzione della diffusibilità che
l’antimicrobico ha nell’agar e della sensibilità dello stipite in esame.
La formazione della zona di inibizione è pertanto la risultante di due
eventi dinamici contemporanei: la diffusione dell’antimicrobico nell’agar da
una parte e lo sviluppo batterico dall’altra.
L’alone di inibizione si estenderà fino al punto in cui la
concentrazione critica dell’antimicrobico incontrerà un numero così elevato
di cellule batteriche che non sarà più in grado di inibirle.
Nella figura 4.15 è illustrato un esempio di test effettuato con
nanofibre in TPU funzionalizzate con argento.
149
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 4.15 Test antibatterico con nano fibre in TPU funzionalizzate con
argento
In base alla grandezza del diametro dell’alone di inibizione uno
stipite batterico viene definito rispetto ad un dato antibiotico come sensibile
o moderatamente sensibile o resistente.
Nel metodo della diffusione l’antibiotico può essere messo in pozzetti
scavati nello spessore dell’agar o può essere applicato sulla superficie
dell’agar mediante piccoli cilindri di porcellana o mediante pasticche o
dischetti di carta da filtro imbevuti dell’antibiotico.
Il metodo della diffusione offre il vantaggio della semplicità di
esecuzione e pertanto è il test di sensibilità ai battericidi attualmente più
usato nella routine di laboratorio. Esso tuttavia ha la limitazione di
esprimere valutazione della sensibilità solo qualitative e non quantitative.
150
Capitolo IV – Materiali innovativi per il settore calzaturiero
4.2.7 Metodo di prova della permeabilità al vapore
d'acqua
Le prove di permeabilità al vapor d’acqua sono state eseguite presso il
Laboratorio per il controllo della qualità dei materiali al Politecnico
Calzaturiero di Capriccio di Vigonza (PD).
PRINCIPIO
Un provino circolare è bloccato sull'estremità aperta di un contenitore
di prova contenente un agente disidratante che assorbe l'umidità. Sopra il
provino è diretta aria con umidità,temperature e velocità specificate che
viene fatta circolare spostando il contenitore e provocando il movimento
dell'agente disidratante.
Dopo un tempo misurato, è determinata la massa di vapore d'acqua
trasmessa attraverso il provino ed è calcolata la permeabilità al vapore
d'acqua del materiale.
I provini hanno dimensioni circolari di 45mm di diametro, vengono
collocati in un ambiente controllato per almeno 24h e sottoposti
successivamente ad una prova di 20000 cicli.
4.2.8 Prove di assorbimento di acqua
La metodologia di prova consiste semplicemente nella
determinazione del peso del campione dapprima essiccato fino a massa
costante (pi) e successivamente immerso in acqua a temperatura ambiente
per 24 ore.
In
particolare,
il
provino,
di
dimensione
(30mm±1mm)x(30mm±1mm) è stato inizialmente pesato ed immerso in un
bicchiere contenente dell’acqua di rubinetto. Periodicamente è stato
asciugato su un pezzo di carta assorbente e ripesato. Il peso e il tempo di
immersione sono stati di volta in volta annotati fino ad ottenere un valore
costante di massa.
151
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
4.3 RISULTATI
Sono di seguito riportati i risultati e le relative discussione delle prove
eseguite sui materiali e sui campioni ottenuti.
4.3.1 Caratterizzazione schiume poliuretaniche con PCM
Sono state prodotte schiume poliuretaniche ad alta densità apparente
(>700Kg/m3) a diverso contenuto di PCM, precisamente al 10%, 20% 30% e
40% in massa. I campioni ottenuti sono stati caratterizzati dal punto di vista
termico con tecniche DSC, dal punto di vista morfologico mediante analisi
con microscopio elettronico a scansione e sottoposti alla tecnologia di
termografia.
CALORIMETRIA A SCANSIONE DIFFERENZIALE
Dopo aver prelevato dei campioni del materiale da analizzare, questi
sono stati pesati e infine sono stati incapsulati in portacampioni chiusi in
alluminio.
Nelle figure 4.16-4.19 si possono distinguere i picchi di fusione
rispettivamente per la schiuma con il 10%, 20%, 30% e 40% di carica e la
relativa temperatura di fusione della particella di PCM.
Come si può notare l’area del picco, e quindi la quantità di calore
rilasciata dal materiale, aumenta all’aumentare della quantità di PCM
presente nel campione.
152
Capitolo IV – Materiali innovativi per il settore calzaturiero
1.5
Heat Flow (W/g)
1.0
0.5
0.0
21.99°C
14.10J/g
-0.5
27.38°C
-1.0
-40
-20
0
Exo Up
20
40
60
80
100
Universal V3.9A TA Instruments
Temperature (°C)
Figura 4.16 DSC schiuma poliuretanica 10% PCM
1.5
1.0
Heat Flow (W/g)
0.5
0.0
21.09°C
30.87J/g
-0.5
-1.0
27.31°C
-1.5
Exo Up
-40
-20
0
20
40
60
80
Temperature (°C)
100
Universal V3.9A TA Instruments
Figura 4.17 DSC schiuma poliuretanica 20% PCM
153
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
1.5
1.0
Heat Flow (W/g)
0.5
0.0
21.53°C
39.29J/g
-0.5
-1.0
29.72°C
-1.5
-40
-20
0
Exo Up
20
40
60
80
100
Universal V3.9A TA Instruments
Temperature (°C)
Figura 4.18 DSC schiuma poliuretanica 30% PCM
1.5
1.0
Heat Flow (W/g)
0.5
0.0
20.46°C
62.97J/g
-0.5
-1.0
-1.5
29.05°C
-40
Exo Up
-20
0
20
40
60
80
Temperature (°C)
100
Universal V3.9A TA Instruments
Figura 4.19 DSC schiuma poliuretanica 40% PCM
Le foto al SEM dimostrano la presenza delle particelle di PCM nelle
schiume che ovviamente sono in numero maggiore nella schiuma a più
154
Capitolo IV – Materiali innovativi per il settore calzaturiero
elevata concentrazione.
Figura 4.20 Schiuma poliuretanica con il 40% di PCM a due diversi
ingrandimenti
155
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Nella figura 4.20 vengono riportate le foto per il campione con il 40%
di PCM a due diversi ingrandimenti. Come si può notare le celle sono
prevalentemente chiuse e le particelle sono distribuite in modo abbastanza
uniforme in tutta la superficie, formando in qualche zona degli agglomerati.
TERMOGRAFIA
La termografia è una tecnica diagnostica non distruttiva che sfrutta il
principio fisico secondo cui qualunque corpo abbia una temperatura
maggiore dello zero assoluto (-273,14°C), emette energia sotto forma di
radiazione infrarossa. Lo strumento che converte l’energia emessa da un
corpo (sotto forma di onde elettromagnetiche infrarosse) in un segnale
digitale è la termocamera.
La “visione dell’energia” rilevata con la termocamera viene
rappresenta sotto forma di un’immagine a colori, grazie all’abbinamento di
una palette di colori con una scala di temperature. L’immagine ottenuta non
è altro che la mappatura termica superficiale dell’oggetto.
La termografia permette di visualizzare valori assoluti e variazioni di
temperatura degli oggetti, indipendentemente dalla loro illuminazione nel
campo del visibile.
La quantità di radiazioni emessa aumenta proporzionalmente alla
quarta potenza della temperatura assoluta di un oggetto.
La correlazione tra irraggiamento e temperatura è fornita dalla Legge
di Stefan-Boltzmann:
q = εσT4
ove σ è la costante di Stefan-Boltzmann e vale 5,6703× 10−8
W×m−2×K−4, ε è l'emissività della superficie emittente (variabile tra i limiti
teorici 0 e 1) e T è la sua temperatura assoluta.
La termografia permette l’individuazione di anomalie nell'emissione
dell'energia e quindi, a parità di emissività, di anomalie termiche.
156
Capitolo IV – Materiali innovativi per il settore calzaturiero
Il metodo temografico trova oggi applicazione in numerosi settori:
siderurgico, industriale chimico, artistico, aeronautico, automobilistico,
ambientale. Il principio si basa sulla misura della distribuzione delle
temperature superficiali dell'oggetto in esame, quando viene sollecitato
termicamente.
Le prove di termografia sono state effettuate presso l’azienda
Tecnotessile di Prato.
Sono stati sottoposti a tale tecnica tre campioni di schiuma con le
seguenti percentuali di PCM:
1) 0% (rappresenta il bianco)
2) 20%
3) 40%
e un tessuto in poliestere già in commercio, contenente il 41% di PCM.
4.3.2 Caratterizzazione schiume poliuretaniche con PAM
Anche in questo caso sono state prodotte schiume poliuretaniche ad
alta densità con concentrazioni diverse di poliacrilammide (10%,20% in
peso). La poliacrilammide inizialmente presa in considerazione si
presentava in stato solido sottoforma di polvere. L’utilizzo di questo
composto non permetteva però di ottenere una schiuma poliuretanica con le
caratteristiche volute.
La schiuma infatti si presentava troppo molle nonostante l’alta
densità. Successivamente si è passato a produrre i campioni con
poliacrilammide in forma liquida con il risultato di una schiuma con le
caratteristiche fisiche desiderate (figura 4.21)
157
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 4.21 Schiuma poliuretanica ad alta densità
I campioni ottenuti sono stati caratterizzati dal punto di vista
meccanico e morfologico mediante analisi DMA e al microscopio elettronico
a scansione.
Nelle figure 4.22 e 4.23 sono riportati i grafici ottenuti dall’analisi
dinamico-meccanica a compressione per i due campioni dove si è
evidenziato il valore del picco della tanδ.
158
Capitolo IV – Materiali innovativi per il settore calzaturiero
20
2.5
18.06°C
0.5
2.0
0.4
1.5
0.3
1.0
0.2
0.5
10
Loss Modulus (MPa)
Tan Delta
Storage Modulus (MPa)
15
5
0
-60
-40
-20
0
20
40
0.0
Universal V3.9A TA Instruments
Temperature (°C)
Figura 4.22 Analisi DMA schiuma 10% PAM
4
0.3
21.90°C
0.2
0.2
0.1
Loss Modulus (MPa)
0.4
Tan Delta
Storage Modulus (MPa)
3
2
1
0
-80
-60
-40
-20
0
20
40
60
Temperature (°C)
80
0.0
100
Universal V3.9A TA Instruments
Figura 4.23 Analisi DMA schiuma 20% PAM
159
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 4.24 Schiuma poliuretanica con 10% PAM
Figura 4.25 Schiuma poliuretanica con 20% PAM
160
Capitolo IV – Materiali innovativi per il settore calzaturiero
Come si può notare dalla figure 4.24 e 4.25, non esistono grosse
differenze tra le schiume con diversa percentuale di PAM.
Tutte e due presentano una struttura a celle prevalentemente chiuse,
ma tale da permettere al materiale di traspirare.
Le particelle di poliacrilammide normalmente hanno un diametro
compreso tra i 15 e i 20 µm. In questo caso, come si dimostra in figura 4.26
la particella presenta diametro superiore ai 100 µm.
Questo aumento è dovuto all’assorbimento di acqua da parte della
poliacrilammide, in quanto le schiume sono rimaste a contatto con l’umidità
presente nell’aria per quasi un mese.
Figura 4.26 Dimensione particelle di PAM in schiuma poliuretanica con il 20%
di carica
I campioni sono stati inoltre sottoposti a prove di assorbimento in
acqua e i risultati sono riportati nella tabella 4.2.
161
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
La variazione di peso percentuale dei campioni è stata calcolata come:
Δpeso% =
peso (t i ) − peso (t 0 )
*100
peso (t 0 )
dove peso (ti) rappresenta il peso del materiale al tempo i, con i che va
da 1 a ∞ ed il peso(t0) rappresenta il peso del materiale iniziale
Tabella 4.2 Risultati della prova di assorbimento d’acqua
Variazione %
peso
schiuma
10%PAM (g)
Variazione %
peso
schiuma
20%PAM (g)
Tempo
(h)
Peso schiuma
10%PAM (g)
0
7.494
0
4.875
0
1.5
7.725
3
5.417
11
3
7.915
5
5.854
20
5
8.211
9
6.012
23
22
8.678
16
6.221
27
26
8.945
19
6.318
29
29
8.947
19
6.316
29
46
8.946
19
6.319
29
Peso schiuma
20%PAM (g)
Come si può notare la schiuma con il 20% di PAM arriva ad assorbire il 29%
di acqua, rispetto al 19 % della schiuma con metà carica.
4.4 ELETTROSPINNING
L’elettrospinning è considerata una tecnica efficace per produrre fibre
polimeriche con diametri nanomerici partendo da soluzioni o fusi, per mezzo
dell’applicazione di un elevato campo elettrico che induce lo stiro della fibra.
Nel processo di elettrospinning si applica un campo elettrico alla
soluzione (o il fuso) di un polimero, situato in un contenitore con un foro. Si
162
Capitolo IV – Materiali innovativi per il settore calzaturiero
ha la formazione di un getto di fluido che nel tragitto dal foro ad un
collettore apposito si assottiglia a causa della repulsione elettrostatica e
dell’evaporazione del solvente. Sul collettore si raccoglie un contessuto di
fibre nanometriche (figura 4.27).
Si possono usare moltissimi tipi di polimeri e attraverso il
cambiamento dei parametri che influenzano il processo si varia la forma e la
misura delle fibre.
Figura 4.27 Nanofibre in TPU prodotte attraverso elettrospinning
Quindi, l’elettrospinning, sembra essere l’unico metodo flessibile che
può avere sviluppi notevoli nella produzione delle nanofibre.
4.4.1 Membrane
In questa parte di progetto sono state realizzate delle membrane
polifunzionali con la finalità di poterle accoppiare, a seconda delle
caratteristiche, a diverse parti della calzatura.
Prima di tutto si è studiato e verificato l’adesione della membrana alla pelle.
163
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Si è presa in considerazione una pelle di capra pieno fiore di colore
rosso, e come polimero da utilizzare per produrre nanofibre mediante il
processo di elettrospinning si è considerato un TPU. Applicando il processo
di elettrospinning sulla pelle tal quale si è ottenuta una membrana
facilmente removibile con una pinzetta. Si è pensato allora di trattare la
pelle con un trattamento chimico al fine di ottenere una superficie che
consentisse una maggior adesione alle fibre. Dopo vari tentativi, si è
ottenuta una membrana perfettamente adesa alla pelle trattata.
Poiché lo stesso tipo di pelle è stato sottoposto al trattamento al
plasma sottovuoto, si è pensato di verificare se tale processo migliori
l’adesione della membrana senza ricorrere ad ulteriori trattamenti. E’ stato
quindi applicato l’elettrospinning su un pezzo di pelle trattata al plasma .
Quello che si ottiene è una migliore adesione delle fibre rispetto alla pelle
tal quale, ma non maggiore di quella ottenuta trattandola chimicamente.
Il risultato migliore si è ottenuto quindi filando il TPU sulla pelle
trattata al plasma e successivamente trattata chimicamente.
Un esempio di nanofibre depositate su pelle, è rappresentato in figura
4.28.
Figura 4.28 Nanofibre di TPU depositate su pelle
164
Capitolo IV – Materiali innovativi per il settore calzaturiero
Tutte e tre le membrane adese alla pelle sono state sottoposte a prove
di permeabilità al vapor d’acqua presso il Politecnico calzaturiero a
Capriccio di Vigonza e i risultati sono riportati in tabella 4.3.
Tabella 4.3 Risultati delle prove di permeabilità al vapor d’acqua
Campione
1
2
3
4
5
Permeabilità al vapor d’acqua
WVP [mg/(cm2h)]
3.23
7.68
8.50
8.66
10.95
1) pelle non trattata; 2) Pelle trattata chimicamente +membrana;
3) pelle trattata al plasma; 4) pelle trattata al plasma+ membrana;
5) pelle trattata al plasma e chimicamente+ membrana
Secondo la normativa UNI 10594:1999 il valore WVP per tomaie e
fodere deve essere >=1.5 mg/(cm2h), quindi tutti i campioni presentano
una buona permeabilità al vapor d’acqua.
Come si può notare la tecnologia al plasma aumenta di molto la
traspirabilità della pelle che non viene alterata con la presenza della
membrana adesa. Si può notare inoltre che il trattamento chimico non
diminuisce ma ne aumenta di poco il valore.
Il miglior risultato di permeabilità al vapor d’acqua si è ottenuto
quindi sulla pelle trattata sia al plasma che chimicamente in superficie.
Trovato e verificato il modo per attaccare le fibre alla pelle, senza che
queste ne alterino la traspirabilità, il passo successivo è stato quello di
creare delle membrane multistrato, contenenti particelle di PCM per dare
un effetto fresh, PAM per un maggior assorbimento di vapor d’acqua e ioni
di argento per un’attività antimicrobica.
Ogni strato della membrana è stato caratterizzato dal punto di vista
morfologico mediante analisi con microscopio elettronico a scansione(figure
4.29 e 4.30).
165
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Figura 4.29 Fibre di PAM
Figura 4.30 Agglomerati di PCM su fibre di TPU
166
Capitolo IV – Materiali innovativi per il settore calzaturiero
Si è analizzato in questo caso anche il segnale BSE (Back- Scatterei
Electon) per avere indicazioni qualitative sulla composizione elementare e
rilevare quindi la presenza di argento.
Figura 4.31 Microanalisi della membrana con ioni di argento
Le funzionalità dei PCM e della poliacrilammide sono state verificate
sulle schiume poliuretaniche attraverso analisi DSC e prove di assorbimento
d’acqua.
Per quanto riguarda invece l’effetto anti-batterico degli ioni di
argento, si è applicato il metodo di diffusione in agar.
167
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
4.4.2 Analisi Delle Proprietà Antibatteriche Della
Membrana Con Argento
Preparazione Piastre
Sono stati effettuati test con inoculazione diretta di batteri per
determinare l’attività antibatterica della membrana contenente l’argento.
Il metallo è stato inserito sotto forma di nitrato d’argento che viene
poi ridotto ad argento elementare dai raggi UV.
Come supporto per le fibre sono stati utilizzati dei fogli in alluminio
del diametro di 2cm precedentemente sterilizzati in autoclave.
I tipi di batteri utilizzati sono uno Gram-positivo, Staphilococcus
aureus e l’altro Gram-negativo, Eschelichia coli. Si è preparato una
sospensione batterica di concentrazione nota e si sono inoculati 100 µL di
questa soluzione diluita 1:10 nelle piastre contenenti agar. Successivamente
sopra le piastre seminate si sono applicati i fogli di alluminio contenti i
campioni, assicurandosi la perfetta adesione con la superficie dell’agar.
Per ogni battere si sono fatte quindi due piastre: una contente il
campione con l’argento, e l’altra solamente la membrana (è servita come
controllo).
Risultati e commenti
Nel caso delle fibre senza argento si osserva (figura 4.32) una crescita
batterica su tutta la superficie dell’agar, incluso il campione.
Nel caso invece delle fibre con argento si è formato un alone di
inibizione intorno al foglio.
168
Capitolo IV – Materiali innovativi per il settore calzaturiero
Figura 4.32 Piastre inoculate con Escherichia Coli: A – senza argento; B –con
argento
L’alone di inibizione è disomogeneo probabilmente a causa della
distribuzione ineguale delle fibre sulla superficie del supporto.
L’alone di inibizione nel caso dell’inoculo di Eschelichia coli ha
un’estensione minore rispetto al caso con Staphilococcus aureus (figura 4.33)
probabilmente per la differenza nella parete cellulare tra i batteri Grampositivi ed i batteri Gram-negativi.
La parete cellulare di Eschelichia coli, che è composta da lipidi,
proteine e lipopolisaccaridi (quest’ultimi assenti nella parete cellulare di
Staphilococcus aureus), le conferisce protezione contro i battericidi.
A
B
Figura 4.33 Aloni di inibizione: A – inoculo Escherichia Coli; B – inoculo
Staphylococcus aureus
La membrana con argento ha mostrato quindi un effetto antibatterico
contro tutti e due i ceppi batterici.
169
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
170
Conclusioni
Le nanotecnologie, come è stato evidenziato nel corso del progetto
MATRIX, richiedono sinergie tra molte e differenti discipline scientifiche e
tecnologiche, spesso difficili da attuare. Molto del successo futuro si basa
proprio sulla fertilizzazione incrociata di diversi rami della ricerca pura ed
applicata, sul lavoro di squadra tra diversi specialisti, sulla collaborazione tra
diversi settori industriali, nonché sul fondamentale contributo delle
Università.
Nel caso del progetto MATRIX, l’applicazione della tecnologia del
plasma, per la funzionalizzazione di pelli e tessuti per applicazioni
calzaturiere, ha richiesto il contributo del settore calzaturiero, conciario e
tessile.
Il progetto MATRIX ha consentito di aprire nuovi scenari per le
imprese del Metadistretto Calzaturiero Veneto sia in termini di nuovi
materiali, sia di possibili nuove tecnologie. Aziende produttrici di nuovi
materiali hanno trovato, attraverso i canali aperti dal progetto, la possibilità
di instaurare importanti rapporti commerciali.
Le aziende del Metadistretto, dall’altro lato, hanno avuto la possibilità
di vedere applicate le nuove tecnologie e di sperimentare i materiali
ottenuti con i trattamenti superficiali realizzati.
Le nanotecnologie offrono dunque la possibilità di concorrere ad un
salto radicale per tutto il Metadistretto, in considerazione anche del fatto
che a lungo termine le nanotecnologie applicate diverranno pervasive
coprendo campi che spaziano dalla meccanica all’elettronica, dal tessile alla
farmaceutica, alla biologia.
In particolare, nel settore tessile e della pelle mostrano importanti
potenzialità quali: funzionalizzazione delle superfici tessili (fibre, fili,
tessuti), inserimento nei materiali tessili di nuove funzionalità/proprietà,
possibilità di inserire nei tessuti/capi di abbigliamento nanosistemi per
avere una interazione corpo/ambiente esterno ingegnerizzabile.
Il progetto MATRIX ha inoltre evidenziato che, per la corretta
171
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
applicazione delle nuove tecnologie in qualsiasi campo industriale, è
necessario l’utilizzo di tecniche di indagine che siano in grado di rilevare gli
effetti fisici, chimici e strutturali prodotti dall’applicazione di particelle
nanometriche a diversi tipi di materiali, oppure dalla loro modificazione
superficiale a livello nanometrico e il loro effetto sul comfort di un tessuto o
di una pelle. Sempre di più il comfort di una calzatura deve basarsi su dati
oggettivi e quantificabili, ottenuti attraverso, ad esempio, lo skin model e la
termografia.
172
Bibliografia
Chignola, M. “Ricerca e sperimentazione di materiali innovativi per i
componenti strutturali della calzatura”. Tesi di master in chimica e
tecnologia dei materiali macromolecolari, Padova, A.A. 2005/2006
Reneker D.H. and Chun I., Nanotechnology, vol. 7, pag. 216 (1996)
De Marchi, A. “Comportamento termico di paraffine polimorfiche da
impiegare come PCM”. Tesi di laurea in ingegneria chimica, Padova A.A:
2001/2002
Decher G.,. Lvov Y, Schmitt J., J. Thin Solid Films, vol. 244, pag. 772 (1994)
Deng-Lin, G., Bo-Shao, C., Nai-Shang, L., “Investigating full-field
deformation of planar soft tissue under simple-shear tests”, Journal of
Biomechanics 40 (2007) 1165-1170
Hrelja, D., “Studio ed ottimizzazione di sistemi polimerici nanocompositi con
migliorata reazione al fuoco” Padova, A.A. 2005/2006
Kim H.Y., Viswanathamurth P.,. Bhattarai N and. Lee D.R, Rev. Adv.
Mater. Sci., vo. 5, pag. 216 (2003)
Le Baron P.C. and Pinnavaia T.J., Chem. Mater., vol. 13, pag. 3760 (2001)
173
Progetto-Matrix Processi e materiali innovativi per lo sviluppo di nuove funzionalità nelle calzature
Mall, N. A., Hardaker W.M., Nunley J. A., Queen, R. M., “The reliability
and reproducibility of foot type measurements using a mirrored foot photo
box and digital photography compared to calliper measurements”, Journal of
Biomechanics 40 (2007) 1171-1176
Moravej M.,. Babayan S.E, Nowling G.R., Yang X. and Hicks R.F., Plasma
Sources Sci. Technol., vol. 13, pag. 8 (2004)
Protesa, M.C.,” Elettrospinning di polimeri biodegradabili: analisi teorica e
sperimentale”. Tesi di laurea in ingegneria chimica, Padova, A.A. 2005/2006
Qian L., Hinetroza J. P., J. Of Textiles and Apparel, Technology and
Management, vol. 4(1), pag. 1 (2004)
Wilson, M. L., Rome, K., Hodgson, D., Ball, P., “Effect of textured foot
orthotics on static and dynamic postural stability in middle-aged females”,
Gait & Posture 27 (2008) 36-42
174