Autorizzazione Integrata Ambientale
Regione Friuli Venezia Giulia
Provincia di Udine
Comune di Pozzuolo del Friuli
SINTESI NON TECNICA
Relazione tecnica
alla domanda per l’ottenimento dell’
AUTORIZZAZIONE INTEGRATA AMBIENTALE
ai sensi del D.Lgs. N.59/2005
Natco S.p.A.
Stabilimento di
via Ferraria, 4
Pozzuolo del Friuli, Udine
Allegato 1 – Relazione Tecnica
1
Autorizzazione Integrata Ambientale
ALLEGATO 1
RELAZIONE TECNICA
INDICE
Premessa ............................................................................................................................... 3
1. Inquadramento urbanistico e territoriale dell'impianto IPPC .................................................... 4
2. Cicli produttivi .................................................................................................................. 15
2.1. Attività produttive ....................................................................................................... 16
3. Energia ............................................................................................................................ 33
3.1 Produzione di energia................................................................................................... 34
3.2. Consumo di energia .................................................................................................... 34
4. Emissioni.......................................................................................................................... 37
4.1
4.2
4.3
4.4
Emissioni in atmosfera ................................................................................................. 38
Scarichi idrici ............................................................................................................... 40
Emissioni sonore.......................................................................................................... 43
Rifiuti e deiezioni animali .............................................................................................. 44
5. Sistemi di abbattimento/contenimento................................................................................ 49
6. Bonifiche ambientali.......................................................................................................... 79
7. Stabilimenti a rischio di incidente rilevante .......................................................................... 80
8. Valutazione integrata dell'inquinamento .............................................................................. 81
8.1 Valutazione integrata dell'inquinamento, dei consumi energetici e degli interventi di riduzione
integrata .......................................................................................................................... 82
9. Codici di riferimento per sistemi di abbattimento, combustibili e coefficienti di emissione di CO2
da utilizzarsi nelle schede riassuntive ................................................................................... 94
9.1. Nomenclatura e codifica dei sistemi di abbattimento delle emissioni in atmosfera ............. 95
SCHEDE RIASSUNTIVE.......................................................................................................... 96
Allegato 1 – Relazione Tecnica
2
Autorizzazione Integrata Ambientale
PREMESSA
La presente relazione costituisce l’allegato 1 alla domanda ai fini del rilascio dell’autorizzazione
integrata ambientale ai sensi del D.Lgs. 59/2005.
Crescere e migliorarsi senza mai perdere di vista il rispetto dell’ambiente e l’integrazione con il
territorio. E’ la filosofia che caratterizza la Natco S.p.A. di Pozzuolo del Friuli (UD), tra le poche
concerie per arredamento al mondo – si contano sulle dita di una mano - ad aver conseguito la
certificazione ambientale ISO 14001.
L’azienda friulana – 16 mila metri quadrati di superficie coperta, 258 dipendenti, (246 a Pozzuolo e
12 a Montebello Vicentino), riconcia e rifinisce le pelli per la “casa madre”, ovvero il Gruppo
Natuzzi di Santeramo in Colle (Ba), che la acquistò nel 1990.
Dal 1990 ad oggi il Gruppo Natuzzi ha creduto nel Friuli, una delle zone storiche in Italia per le
concerie, investendo oltre 30 milioni di euro.
L’azienda rientra nella definizione di cui al punto:
…..omissis…..
6.7. Impianti per il trattamento di superficie di materie, oggetti o prodotti utilizzando solventi organici, in
particolare per apprettare, stampare, spalmare, sgrassare, impermeabilizzare, incollare, verniciare, pulire
o impregnare,
con una capacità di consumo di solvente superiore a 150 kg
all'ora o a 200 tonnellate all'anno.
per i quali la scadenza per la presentazione della domanda è fissata per il 31 marzo 2007 in virtù
della CAPACITA’ di consumo di solvente superiore a 150 kg all’ora.
In realtà l’azienda oggi grazie alla scelta di lavorare prevalentemente con composti a base
acquosa non raggiunge tale l’effettivo consumo.
Allegato 1 – Relazione Tecnica
3
Autorizzazione Integrata Ambientale
1. INQUADRAMENTO URBANISTICO
DELL'IMPIANTO IPPC
Allegato 1 – Relazione Tecnica
E TERRITORIALE
4
Autorizzazione Integrata Ambientale
1.1.
Inquadraramento urbanistico.
1.1.1. Inquadramento geologico del Comune di Pozzuolo del Friuli.
Pozzuolo del Friuli è un comune di 6.558 abitanti in provincia di Udine, a 10 km a sud-sud-ovest di
Udine. Confina a nord-ovest con il comune di Basiliano, a nord con i comuni di Campoformido e
Udine, ad est con il comune di Pavia di Udine, a sud con il comune di Mortegliano e ad ovest con il
comune di Lestizza.
Attraversato dal Torrente Cormòr, si estende su un'area centrale dell'Alta Pianura Friulana e, oltre
al capoluogo, comprende le frazioni di Cargnacco, Carpeneto, Sammardenchia, Terenzano e
Zugliano.
La Società Natco S.p.A. è una società che effettua la lavorazione e tintura di pelli già conciate
provenienti da tutto il mondo e prevalentemente dal sud America.
Lo stabilimento della Natco S.p.A. sorge all'interno di un lotto della zona industriale-artigianale
del territorio comunale di Pozzuolo del Friuli in via Ferraria, 4.
Allegato 1 – Relazione Tecnica
5
Autorizzazione Integrata Ambientale
1.1.2 Dati catastali del complesso
Sede direzionale ed operativa.
Nella tabella sottostante si riporta il dettaglio delle dimensioni e destinazioni d’uso delle diverse
aree.
Raffronto Superfici
DESCRIZIONE
N.O.
Superfici
stato di fatto
1 SUPERFICI COPERTE
17.955,37
2 TETTOIE
2.094,33
A TOTALE SUPERFICI COPERTE
20.049,70
3 IMPIANTI
3.062,31
4 DEPOSITI SU PIAZZALI PAVIMENTATI
2.347,68
5 VIABILITA'
28.723,72
6 PARCHEGGI
6.000,01
7 VERDE
12.062,71
8 AREE RESIDUALI INTERNE
0
TOT SUP. SCOPERTE INTERNE AL
LOTTO
SUPERFICIE COMPLESSIVA
C
RECINTATA
B
52.196,38
72.246,08
9 AREE RESIDUALI ESTERNE
3.443,92
C
75.690
D
TOTALE
SUPERFICIE CATASTALE DI
PROPRIETA'
75.690
Il PURG ha destinato l’area ad uso industriale-artigianale esistente ZONA D3 prevedendo nella
variante in corso di approvazione l’estensione a zona D2/2 anche le aree poste al confine sud del
sito in esame.
Allegato 1 – Relazione Tecnica
6
Autorizzazione Integrata Ambientale
L’area destinata alle lavorazioni, si sviluppa in due corpi principali denominati:
•
Nucleo storico (vecchio stabilimento)
•
Lavorazioni a secco.
Il nucleo storico, a partire dal gennaio 2004 sino alla primavera 2005, è stato oggetto di:
•
ristrutturazione
•
ampliamento
•
ammodernamento-rinnovamento tecnologico.
Il nucleo storico si sviluppa in:
•
alcuni capannoni tra loro affiancati e direttamente comunicanti destinati alla produzione in
senso stretto;
•
una ristretta area in testa al capannone centrale disposta su due piani adibiti ad uffici,
spogliatoi, infermeria, laboratorio e altri servizi collegati alla produzione;
•
una zona in coda allo stabilimento coperta con tettoie destinate ad uso deposito di parti di
ricambio di impianti ed impianti ausiliari veri e propri (locali per filtropresse).
Le lavorazioni a secco presentano viceversa le seguenti caratteristiche:
•
un capannone destinato alla produzione in senso stretto, alcuni locali tecnici e di servizio a
supporto dello stesso e dell’intero complesso produttivo.
1.1.2 Zonizzazione territoriale e classificazione acustica del sito.
Il PURG ha destinato l’area ad uso industriale-artigianale esistente ZONA D3 prevedendo nella
variante in corso di approvazione l’estensione a zona D2/2 anche le aree poste al confine sud del
sito in esame.
1.1.3 Descrizione di massima dello stato del sito di ubicazione dell'impianto;
Lo stabilimento dista oltre 600 mt. dal centro abitato più vicino e viene a trovarsi in un ambito di
campagna in presenza di case isolate a partire dalla distanza di 100m e di un centro commerciale
in prossimità del confine sud.
Allegato 1 – Relazione Tecnica
7
Autorizzazione Integrata Ambientale
1.1.4 Presenza, nel raggio di ricaduta delle principali emissioni inquinanti, entro 1km
dal perimetro dell'impianto, di:
TIPOLOGIA
BREVE DESCRIZIONE
Attività produttive
Molinaro
Autosalone
Rivendita per edilizia
Centro commerciale
Case di civile abitazione
Si
Scuole, ospedali, etc.
No
Impianti sportivi e/o ricreativi
No
Infrastrutture di grande comunicazione
Strada statale 353
Opere di presa idrica destinate al consumo umano
No
Corsi d'acqua, laghi, mare, etc.
No
Riserve naturali, parchi, zone agricole
Zone agricole a sud sud-est
Pubblica fognatura
Assente
Metanodotti, gasdotti, acquedotti, oleodotti
No
Elettrodotti di potenza maggiore o uguale a 15 kW Tralicci a confine
Altro (specificare)
1.1.5 Relativamente al Comune/i di ubicazione dell'impianto IPPC, indicare l'eventuale
inserimento in specifici piani regionali, provinciali o di bacino o di risanamento
ambientale.
Non ci risulta l’inserimento di Pozzuolo in tali piani.
Allegato 1 – Relazione Tecnica
8
Autorizzazione Integrata Ambientale
2. CICLI PRODUTTIVI
Allegato 1 – Relazione Tecnica
9
Autorizzazione Integrata Ambientale
2.1. Attività produttive.
2.1.1 Evoluzione nel tempo del complesso produttivo.
L’attività di lavorazione delle pelli inizia nel 1968 ad opera della SACCAVINI ANDREA, in uno stabile
preesistente destinato alla produzione di manufatti in cemento.
Nel 1969 la proprietà passa alla FINANZIARIA IMMOBILIARE UDINESE S.p.A.
La gestione è affidata alla CONCERIA ZULIANI GERMANO. Nello stabilimento si eseguono
lavorazioni meccaniche e ad umido delle pelli conto proprio e conto terzi.
La
CONCERIA
ZULIANI
GERMANO
in
data
10/10/1975
acquistava
dalla
FINANZIARIA
IMMOBILIARE UDINESE S.p.A. lo stabilimento da gerente ne diveniva proprietario.
Il 13/03/76 la CONCERIA ZULIANI GERMANO assume la denominazione CONCERIA ZULIANI S.p.A.
La CONCERIA ZULIANI S.p.A. in data 30/11/1987 varia la propria denominazione in CORIF S.p.A.
Conceria Rifinizione Friulana.
Il 03/08/1990 la CORIF S.p.A. cede lo stabilimento al gruppo INDUSTRIE NATUZZI S.p.A., e varia
la ragione sociale in NATUZZI COGOLO S.p.A.
La NATUZZI COGOLO S.p.A. varia la ragione sociale in NATCO S.p.A. il 01/07/1996.
Sviluppo del sito industriale
In origine lo stabilimento consisteva in un capannone originario e da una serie di costruzioni a
vario uso.
Nel capannone si effettuava le lavorazioni meccaniche sulle pelli bovine e le operazioni di concia al
cromo e vegetale di pellame fresco o salato, e di tintura. Le lavorazioni riguardavano pellame
bovino destinato al settore della calzatura.
Nell’attuale zona “sperimentale tintura” sorgevano gli uffici amministrativi.
Le costruzioni lato SS 353 (detta Via IV° Genova) erano adibite a mensa, spogliatoio, deposito
prodotti chimici e officina.
L’accesso allo stabilimento avveniva attraverso un portone posto in Via IV° Genova, ossia dalla già
citata strada statale.
Le pelli erano stoccate nei pressi dell’attuale zona depurazione.
L’impianto di depurazione acque era situato all’incirca nella zona occupata attualmente, ed era
costituita da un impianto di lagunaggio.
L’acqua per i servizi tecnologici era ed è derivata da un pozzo autonomo. L’acqua calda era fornita
grazie ad una caldaia ad olio combustibile.
Nel 1980 viene adeguato l’impianto di depurazione. Viene costruito un reattore con impianto
d’abbattimento fumi, ed individuata una zona di cisterne di stoccaggio per acido solforico,
Allegato 1 – Relazione Tecnica
10
Autorizzazione Integrata Ambientale
bicromato di potassio e glucosio. Una zona di filtropresse per i fanghi di depurazione completano il
ciclo di trattamento interno delle acque reflue.
Viene inoltre attrezzata la zona per lo stoccaggio dei rifiuti.
Nel 1982 viene ampliato lo stabilimento con la costruzione di un nuovo capannone destinato ad
ospitare le fasi meccaniche di scarnatura, spaccatura, retorsatura, asciugaggio sottovuoto,
pressatura e rasatura.
Il capannone viene completamente occupato dall’impianto di concia e tintura con relativi bottali,
nelle strutture adiacenti viene eseguita la pesatura dei prodotti chimici.
Viene potenziata la caldaia per la fornitura d’acqua calda.
Alcun anni dopo nell’attuale zona scelta pelli W.B. vengono messe in opera le prime macchine a
tingere tipo “Coretan”, con azionamento pilotato da scheda perforata, e con riduzione dei consumi
d’acqua e prodotti chimici rispetto ai bottali di legno.
Nel 1986 si affianca alla produzione di pellame per calzatura il settore interni per automobili.
L’ingresso e le altre strutture non subiscono mutazioni fino al 1989.
Nel 1989 viene realizzato un nuovo capannone dove viene trasferito lo stabilimento Corif di
Campeglio di Faedis. Il capannone è destinato agli impianti di rifinizione del pellame e magazzino
spedizioni.
Vengono trasferiti gli uffici amministrativi e l’ingresso viene spostato in una via laterale, Via
Ferraria, di conseguenza l’ingresso sulla statale viene chiuso.
Con l’arrivo delle linee di verniciatura viene costruita un apposita cabina compressori per l’aria, e
vengono installati degli abbattitori a ciclone ad acqua per i fumi delle cabine di verniciatura.
Nella stessa zona viene costruita una nuova pesa a ponte che sostituisce quella adiacente
all’ingresso di Via IV° Genova.
L’impianto di depurazione ha subito ulteriori adeguamenti all’aumento di produzione.
Con l’ingresso del gruppo Natuzzi nel ‘90, si cessa la produzione di pellame per calzatura e interni
automobili e si passa integralmente alla produzione di pellame per arredamento.
Nel 1992 cessano le lavorazioni di riviera ossia la concia delle pelli. Viene cosi a mancare una
buona parte del carico inquinante, vengono eliminati i bagni di fine calcinaio (C.O.D. 80.000), lo
stoccaggio di carniccio (odore di putrefazione) e tutte le conseguenti emissioni in atmosfera.
Non vengono più movimentate le pelli fresche, ma solo conciate al cromo detto “wet blu”.
Viene costruita la nuova cabina elettrica.
L’anno seguente nel 1994 viene costruita una vasca d’omogeneizzazione per l’impianto di
depurazione.
Allegato 1 – Relazione Tecnica
11
Autorizzazione Integrata Ambientale
Viene inoltre sostituita la caldaia ad olio combustibile con due a metano, per una potenza
complessiva superiore.
Questo in quanto viene rinnovato l’impianto di riconcia e tintura con macchine a tingere
automatiche tipo Unimatic e Tipo Coretan, che ottimizzano i consumi d’acqua e di materiali di
consumo (in buona parte si tratta di prodotti chimici).
I nuovi macchinari vengono montati nel capannone n° 2 mentre nel n° 1 tornano le fasi
meccaniche con rasatura e spaccatura.
Per il rinverdimento delle pelli in wet blu viene attivata un impianto detto rotomix che riduce il
consumo d’acqua per l’operazione di 1/3, rispetto al vecchio aspo di legno.
Vengono aggiornati gli impianti d’abbattimento fumi delle cabine di verniciatura e viene aggiunto
un nuovo impianto singolo di verniciatura.
Vengono inoltre, sostituite le pistole e le pompe d’alimentazione delle cabine di spruzzatura, con
un tipo Kremlin che diminuisce la dispersione di vernice ottimizzando i consumi e riducendo le
emissioni.
Nello stesso periodo ’96-’99 viene aumentata la produzione di pelli tinte, con l’attivazione d’ulteriori
macchine a tingere automatiche del tipo già menzionato.
Nel ’98 viene attivato un impianto di pesatura automatica dei prodotti di rifinizione con gestione
informatica, che oltre alla riduzione di tempi e sprechi, permette un minore contatto tra gli
operatori e le sostanze chimiche.
Negli ultimi anni numerosi sono stati gli interventi per il miglioramento dell’aerazione degli ambienti
di lavoro.
Nell’anno 2001 sono completati i lavori per la costruzione di una nuova area coperta di 5.400 m2.
E' stata trasferita e ampliata l’area per lo stoccaggio dei rifiuti, ed è in corso un aggiornamento
dell’impianto di depurazione acque.
Durante l’anno 2004 la parte meno recente dello stabilimento viene sottoposto ad un consistente
ammodernamento tecnologico e strutturale così come descritto di seguito:
1.a – Rifinizione.
L’impianto soggetto a variazione è quello di verniciatura pelli.
Attualmente esso è organizzato su tre linee e gli è affiancato l’impianto di pesatura e dosaggio
automatico dei reagenti.
I camini interessati vanno dal n° 1 al n° 22 per le linee di verniciatura e 23 per la cabina
sperimentale di rifinizione.
La verniciatura viene effettuata con miscele coloranti a base di pigmenti inorganici, resine acriliche,
poliuretaniche e cere. Questa operazione viene effettuata all’interno di appositi treni di
Allegato 1 – Relazione Tecnica
12
Autorizzazione Integrata Ambientale
spruzzatura, costituiti da giostre dotate di pistole di verniciatura e forni di asciugatura disposti
alternativamente. Le pelli avanzano su un apposito tappeto trasportatore lungo il treno di
verniciatura.
Lo stampaggio e la stiratura avvengono in macchine dotate di cilindri per la stampa e la stiratura a
caldo (rotopress), mentre il follonaggio avviene entro apposite botti.
L’impianto di pesatura viene spostato e dislocato in una struttura REI 120 costruita appositamente
per contenerlo senza subire variazioni di carattere tecnologico.
Le tre linee di verniciatura esistenti sono state completamente smantellate e sostituite da nuove
linee di tecnologia più avanzata. E’ stato di conseguenza rivisto anche l’impianto di abbattimento
ad esse associato.
Ai camini esistenti si sono aggiunti 3 nuovi punti di emissione associati ai forni di asciugaggio.
1.b – Fasi meccaniche.
Le macchine spaccatrici sono state spostate insieme alle presse W.B. ed ad un’impilatore
automatico a 4 scelte nel nuovoreparto fasi meccaniche.
1.c - Pesatura prodotti tintura.
La cabina di pesatura polveri a velo d’acqua è stata dislocata in un area appositamente dedicata in
un nuovo deposito, denominato magazzino chimici.
1.d - Asciugatura pelli in fasi meccaniche (inchiodaggio).
Il precedente sistema di asciugatura tramite inchiodaggio a telai delle pelli e quindi passaggio in
forno è stato eliminato e sostituito da un sistema di asciugatura in continuo prodotto dalla ditta
Cartigliano.
Le pelli bagnate arrivano, dalla tintura, all’asciugatura tramite cassoni.
Le pelli verranno pre-asciugate tramite delle apposite presse a rulli con nastro o feltro in lana; qui
si ha una prima disidratazione e una distensione della pelle, segue una macchina allargatrice
(simile a una palissonatrice) successivamente la pelle entra in un forno di essiccaggio in continuo a
5 piani rientra in un'altra allargatrice e in un altro forno. La pelle ora è asciugata e pronta per le
lavorazioni successive.
L’intervento comporta l’eliminazione di due punti di emissione all’interno del capannone lavorazioni
a secco.
Allegato 1 – Relazione Tecnica
13
Autorizzazione Integrata Ambientale
2.1.2.
2.1.2.1.
Descrizione del ciclo produttivo.
Diagramma di flusso.
ACCETTAZIONE MATERIALE
ARRIVO E SCARICO
MATERIA PRIMA WET BLUE
STOCCAGGIO WET BLUE IN PIAZZALE
CONTROLLO QUALITA'/QUANTITA'
AL REPARTO FASI MECCANICHE
FASI MECCANICHE
TRASPORTO SU PALLET DI WET BLUE
PRESSO AREA RINVERDIMENTO
CARICAMENTO CHALLENGER E ROTOMIX
PER RINVERDIMENTO
PRESSATURA E SCELTA
SPACCATURA IN FIORE E CROSTA
RASATURA
RIFILATURA
AL REPARTO TINTURA
Allegato 1 – Relazione Tecnica
14
Autorizzazione Integrata Ambientale
TINTURA
PREPARAZIONE PRODOTTI CHIMICI
(RICETTE)
CARICAMENTO PELLI NEI BOTTALI
INTRODUZIONE PREAPARATI CHIMICI NEI
BOTTALI
SCARICO BOTTALI
AL REPARTO LAVORAZIONI A SECCO
Allegato 1 – Relazione Tecnica
15
Autorizzazione Integrata Ambientale
LAVORAZIONI A SECCO
ARRIVO DELLE PELLI IN CESTE DAL
REPARTO TINTURA
NEW CARTIGLIANO
SOTTOVUOTO
SVUOTAMENTO CESTE
NELLA VASCA DI CARICO
DELLA PRESSA
SVUOTAMENTO CESTE
NELLA VASCA DI CARICO
DELLA PRESSA
PRESSATURA
PRESSATURA
PALISSONATURA
WET STRETCHING
PALISSONATURA
WET STRETCHING
CONDIZIONATURA
ASCIUGATURA CON
SOTTOVUOTO
PALISSONATURA WET
STRETCHING
PALISSONATURA
CONDIZIONATURA
CONDIZIONATURA
PALISSONATURA
PREBOTTALATURA
CONDIZIONATURA
PALISSONATURA
STUCCATURA
MANUALE/AUTOMATICA
SMERIGLIATURA
BOTTALATURA
AL REPARTO RIFINIZIONE
Allegato 1 – Relazione Tecnica
16
Autorizzazione Integrata Ambientale
RIFINIZIONE
SPRUZZATURA
ROTOSTAMPA
SPRUZZATURA
BOTTALATURA
PALISSONATURA
SATINATURA
SCELTA FINITO
MISURAZIONE/IMPACCAGGIO
SPEDIZIONE PRODOTTO FINITO
Allegato 1 – Relazione Tecnica
17
Autorizzazione Integrata Ambientale
2.1.2.2.
Bilancio di materia
mw 1.534.184 (e. elettrica)
1305
metano
43.319 m3
1.670.000
pelli
3.950.674 m2
360.000 m3
Allegato 1 – Relazione Tecnica
COD 14,71 t
TKN 3 t
BOD 5,43 t
SS 4,02 t
NH4 1,99 t
Cr tot 0,04 t
SO4 106 t
Cl 94 t
18
748,614 t
Autorizzazione Integrata Ambientale
2.1.2.3.
Ciclo produttivo
La fabbricazione della pelle è articolata in una insieme di operazioni elementari, ognuna delle quali
ha una specifica influenza sul prodotto finito.
Infatti la pelle è un composto eterogeneo costituito da elementi aventi una struttura differente,
perché provenienti da differenti parti del corpo dell’animale e la necessità di ottenere un prodotto
omogeneo comporta la risoluzione di problemi tecnici a volte complessi.
Il pellame è costituito per il 35% in peso da proteine, essenzialmente collagene e cheratina, da
lipidi e sali, e il rimanente da acqua. Il componente che conferisce tenacità e rigidità al tessuto è
costituito dal collagene, che rappresenta la componente cuoiosa del pellame.
La produzione conciaria della ditta Natco S.p.A. si è concentrata dal 1996 nella produzioni di
prodotti per arredamento.
Con il termine concia si indica il trattamento che trasforma il pellame, idoneamente preparato, in
cuoio insolubile e imputrescibile senza distruggere la struttura originaria.
La riconcia consente di differenziare la pelle in funzione della sua utilizzazione finale.
Le pelli trattate dalla ditta Natco S.p.A. sono di tipo Wet blue, ovvero che hanno già subito la fase
della concia al cromo.
Le fasi svolte all’interno dello stabilimento di Pozzuolo sono le seguenti:
Arrivo delle pelli wet blue imballate in pallets, ricoperte di nylon e reggetta.
Pesatura in entrata e scarico nell'area stoccaggio dedicata.
In attesa della lavorazione, la pelle appena arrivata viene stoccata nel piazzale ed etichettata con i
riferimenti identificativi della consegna.
CONTROLLO QUALITA’
Entro otto giorni dall’arrivo, si esegue il controllo di qualità sul 10% della fornitura, prelevando dal
piazzale i bancali da controllare a campione.
Ogni pelle e ogni crosta del campione sono controllate secondo le specifiche tecniche del controllo
qualità che sono diramate dal direttore della produzione.
I risultati del controllo sono annotati sul “modulo registrazioni non conformità”
CONTROLLO QUANTITA’
Per le pelli WB pieno spessore e spaccato, il controllo quantitativo si esegue nel reparto “Fasi
meccaniche” alla “macchina pressa” a seguito del rinverdimento della pelle (avvio della
produzione). Il controllo è fatto integralmente su tutto il lotto (intera fornitura) al momento
dell’ingresso in produzione, mediante l’operazione di misurazione elettronica delle pelli (numero
pezzi e MQ della superficie);
Allegato 1 – Relazione Tecnica
19
Autorizzazione Integrata Ambientale
Per le pelli WB spaccate, qualora non fosse necessario il rinverdimento e quindi il passaggio alla
macchina pressa viene evitato, il controllo è fatto con le stesse modalità del WB rasato.
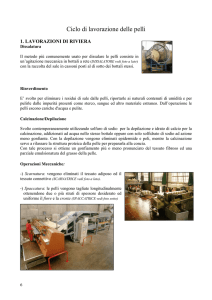
1^ fase: fasi meccaniche.
1^ lavorazione: rinverdimento.
Dopo la perizia qualitativa, la pelle viene rinverdita, ossia bagnata e lavata in un apposito bottale
allo scopo di restituire al materiale umidità ed eliminare eventuali pieghe o tracce di sporco.
Il rinverdimento è svolto per riportare a naturale contenuto di umidità le pelli e per pulirle dalle
impurità presenti ed altro materiale estraneo (dovute ai diversi trattamenti subiti durante la concia,
soprattutto il sale).
L’operazione di rinverdimento viene svolta in un impianto, dove sono dosati quantitativi di acqua
che variano tra una volta e mezzo e tre volte circa il peso delle pelli e alcuni tensioattivi.
Il carico e lo scarico delle pelli avviene attraverso l’utilizzo di un caricatore a braccio. Per lo
spostamento delle pelli dal rinverdimento alla pressatura si utilizzano dei nastri trasportatori.
2^ fase: operazioni meccaniche.
Le operazioni meccaniche svolte in questa fase della lavorazione hanno lo scopo principale di
preparare perfettamente le pelli alla riconcia.
1^ lavorazione: pressatura.
Le pelli vengono poi pressate con una pressa idraulica in continuo a rulli dotata di feltro in lana,
per la lavorazione di stiratura di asciugatura di pelli semilavorate allo stato Wet-Blu, portando
l’umidità ad un livello ottimale per le lavorazioni successive; scopo della pressatura è anche quello
di distendere il materiale per consentire una corretta esecuzione delle lavorazioni successive.
2^ lavorazione: scelta
La pelle all’uscita dalla pressatura viene sottoposto ad una selezione di tipo visivo e viene suddiviso
in varie categorie a seconda della tipologia di prodotto finito che si intende ottenere.
3^ lavorazione: spaccatura.
Segue la spaccatura, operazione compiuta con una macchina denominata spaccatrice, che
consente di separare la parte nobile della pelle detta fiore, dalla crosta, costituita dallo strato
reticolare del derma, meno pregiato. Le croste dopo questa operazione vengono imbancalate e
possono poi essere lavorate all’interno o vendute.
4^ lavorazione: rasatura.
Successivamente, la pelle subisce la fase di rasatura e rifilatura; la prima effettuata da apposite
macchine rasatrici, trattamento meccanico con cilindro a coltelli, che portano lo spessore del
materiale al valore definito tramite l’asportazione di parte dello strato reticolare rimasto attaccato
Allegato 1 – Relazione Tecnica
20
Autorizzazione Integrata Ambientale
al fiore. La seconda con l’utilizzo di rifilatrici pneumatiche ad aria che tagliano la parte di pelle
sfilacciata.
3^ fase: operazioni di tintura.
E’ composta da operazioni chimiche che consentono di migliorare le qualità estetiche delle pelli e di
prepararle alle operazioni successive.
La cabina di pesatura a velo d’acqua dei prodotti chimici di tintura, è dislocata nel deposito
costruito appositamente per questo reparto con struttura REI 120.
1^ lavorazione: riconcia.
Le pelli conciate al cromo, dopo aver subito tutte le operazioni successive alla concia, vengono
riconciate per acquisire alcune proprietà merceologiche desiderate: in particolare la riconcia agisce
su pienezza, consistenza, tatto e mano. La riconcia viene fatta in macchinari detti Unimatik, con
ricette molto diverse a seconda delle caratteristiche da conferire alla pelle; per lo più sono utilizzati
prodotti contenenti sali di cromo, tannini naturali e sintentici o resine acriliche in soluzioni acquose.
2^ lavorazione: tintura.
La tintura conferisce alla pelle la colorazione desiderata: si effettua con rotazione a velocità elevata
delle pelli immerse in soluzioni acquose normalmente a temperatura elevata (50-60 °C) per un
intervallo di tempo dalle 6 alle 12 ore. All’acqua sono aggiunte soluzioni concentrate di coloranti
(azoici e premetallizzati), e successivamente, soluzioni acide che contribuiscono all’esaurimento del
bagno ed al fissare il colorante alla pelle.
3^ lavorazione: ingrasso.
L’ingrasso è un’operazione svolta contemporaneamente alla tintura allo scopo di lubrificare le fibre
e riempire gli spazi interfibrillari della pelle, rendendo le pelli più morbide e permeabili all’aria. I
prodotti ingrassanti sono generalmente grassi ed oli di origine sia naturale che di sintesi;
normalmente vengono resi solubili in acqua prima dell’aggiunta in bottale mescolandoli con
prodotti ad azione emulsionate; in genere sono utilizzati tensioattivi.
4^ fase: lavorazioni a secco.
Le pelli che escono dalla tintura devono essere portate alle condizione ottimali per subire i
trattamenti finali di nobilitazione. Vengono portate al giusto grado di umidità con le operazione di
pressatura (simile a quella effettuate sul wet blue) ed essiccazione (con diverse metodologie, a
seconda degli articoli). La palissonatura effettua una trazione delle fibre della pelle donando
morbidezza e la smerigliatura produce una superficie vellutata tramite abrasione con appositi rulli.
1^ lavorazione: operazioni di pressatura ed essiccazione.
Le pelli bagnate arrivano, dalla tintura, all’asciugatura tramite cassoni.
Allegato 1 – Relazione Tecnica
21
Autorizzazione Integrata Ambientale
Le pelli sono pre-asciugate tramite delle apposite presse a rulli con nastro di feltro, qui si ha una
prima disidratazione e una distensione della pelle per facilitare le fasi successive.
L’asciugatura delle pelli può avvenire con l’ausilio di un sottovuoto o con dei moduli di
condizionamento.
Il primo metodo viene effettuato da una macchina composta da piastre, riscaldate e sovrapposte,
dette piani. La pelle dopo la pressatura viene distesa sul piano riscaldato con l’ausilio d’apposite
spatole, si cala il piano superiore che va a chiudersi su quello sottostante. Una pompa a vuoto crea
una depressione all’interno dell’intercapedine delle due piastre, permettendo l’evaporazione
dell’umidità ad una temperatura più bassa di quella d’ebollizione dell’acqua, così da non
danneggiare le pelli.
Il secondo metodo viene effettuato da due macchine denominate “Taic”. La pelle dopo essere
stata pressata, mediante dei tappeti di collegamento viene introdotta nei due moduli di
condizionamento.
2^ lavorazione: palissonatura
Dopo l'asciugaggio, segue l’operazione di palissonatura, effettuata con una macchina dotata di due
tappeti elastici mossi da appositi magli, attraverso i quali vengono fatte passare le pelli.
L’operazione serve a distendere ed ammorbidire il pellame tramite un’ azione meccanica.
A questo punto secondo l’articolo che si vuole ottenere si seguono due percorsi diversi.
3^ lavorazione: follonatura, palissonatura, stuccatura e smerigliatura.
1° percorso: follonatura e palissonatura.
Il pieno fiore subisce l’operazione di follonatura. Le pelli vengono fatte girare in un cilindro
metallico dotato al suo interno di pioli, detto botte. Con quest’operazione si ottiene la “grana della
pelle”. Segue una nuova palissonatura.
2° percorso: stuccatura, smerigliatura e follonatura.
La stuccatura consiste nella stesura sulla pelle di un apposito prodotto in modo tale da coprirne i
difetti più profondi. Può essere effettuata in due modi: nel primo gli addetti prelevano una pelle dal
bancale posto alle loro spalle e la depositano sul tappeto rotante posto davanti alla loro
postazione; mentre il tappeto avanza, le operatrici utilizzando una spatola prelevano lo stucco da
un contenitore posto a lato e lo stendono sulla parte di pelle danneggiata.
Nel secondo gli addetti prelevano una pelle dal bancale posto alle loro spalle e la depositano su un
tappeto rotante posto davanti alla loro postazione che fa avanzare la pelle all’interno del
macchinario; automaticamente viene depositato uno strato di stucco su di essa ed asciugate
attraverso un tunnel composto da celle con speciale sistema di ricircolo dell’aria.
Allegato 1 – Relazione Tecnica
22
Autorizzazione Integrata Ambientale
La smerigliatura consiste nell’abradere la superficie della pelle in modo da correggerne i difetti ed
eliminare lo stucco in eccesso, ciò avviene con una macchina detta smerigliatrice. Macchina dotata
di rulli, sui quali è montata della carta abrasiva di grana che varia secondo l’effetto voluto. Le pelli
sono inserite all’interno di questa macchina, il rullo abrasivo corregge la superficie della pelle, le
polveri risultanti sono aspirate e filtrate tramite un apposito filtro a maniche.
Segue la follonatura per poi proseguire verso i capannoni del reparto rifinizione.
5^ fase: rifinizione.
Le pelli arrivano dal reparto lavorazioni a secco per completare il ciclo produttivo.
L’impianto di pesatura automatica dei prodotti di rifinizione, è dislocato in una struttura REI 120
costruita appositamente per contenerlo.
1^ lavorazione: verniciatura.
Mediante questa lavorazione si applica un film superficiale che determina l’aspetto estetico finale
della pelle e le conferisce definitivamente le proprietà desiderate. La tecnologia di applicazione di
più frequente utilizzo è il sistema a spruzzo con aria compressa. Le pelli ricevono i prodotti per
mezzo di pistole montate su una giostra rotante e successivamente entrano in un tunnel di
essiccazione dove i prodotti sono definitivamente fissati. I prodotti spruzzati in rifinizione utilizzano
come veicolante solventi e soluzioni acquose.
2^ lavorazione: operazioni meccaniche: stiratura, lucidatura, stampa, follonatura e seclta.
Dopo essere state rifinite, in funzione dell’articolo di destinazione, le pelli sono sottoposte ad
alcune lavorazioni ulteriori.
Con la pressatura si svolge la molteplice funzione di migliorare l’adesione dei prodotti della
rifinizione, stirare (a caldo utilizzando delle macchine chiamate rotopress) e stampare ( utilizzando
apposite macchine dotate di cilindri) le pelli.
Poi vengono passate alla fase della follonatura con la quale la pelle acquista grana e morbidezza.
La follonatura si svolge nelle botti di follonaggio: contenitori cilindrici che ruotano sul loro asse,
dotati al loro interno di palette e pioli dove le pelli vengono “sbattute” in modo controllato
(temperatura ed umidità). Al fine di aumentare la morbidezza della pelle vengono in alcuni casi
aggiunti in questa fase degli oli emulsionati.
Segue la fase della palissonatura: operazione che serve a distendere la pelle eliminandone le
pieghe.
Segue un controllo qualità e dopo essere state rifilate per eliminare le parti con difetti, le pelli sono
pronte ad essere misurate, impacchettate e spedite.
Allegato 1 – Relazione Tecnica
23
Autorizzazione Integrata Ambientale
2.1.2.4.
Logistica di approvvigionamento delle materie prime e di spedizione dei
prodotti finiti con riferimento alla tipologia dei mezzi di trasporto ed alla
frequenza.
Le materie prime vengono acquistate da fornitori con cui vengono stipulati contratti a scadenza
annuale o pluriennale, che fissano delle condizioni di base e pervengono allo stabilimento secondo
le modalità riportate in tabella.
PRODOTTO
Pelli in wet blue
Prodotti chimici
Prodotti chimici
Adittivi
Imballaggi
Materiale per laboratorio
ACCESSO IN STABILIMENTO
Container su autotreni
Autocisterna
Cisterne da 1 cubo su autocarro o autotreno
N° ACCESSI 2006
Autotreno o autocarro cassonato
Settimanalmente, giornalmente e comunque ogni qual volta si ritenga necessario, l’ufficio
programmazione predispone un programma di lavorazione dal quale è possibile desumere, sulla
base delle formulazioni, il quantitativo di chemicals necessari alla realizzazione dell’articolistica
ordinata. Il responsabile magazzino prodotti chimici verifica la disponibilità delle sostanze e,
quotidianamente, predispone gli ordini per l’acquisto di quanto necessario alla lavorazione in
stretto contatto con il responsabile di reparto. L’ordine viene effettuato attraverso il modulo
d’ordine in uso allo stabilimento di Pozzuolo. Su questo modulo viene apposta per approvazione la
firma del capo reparto e, solo nel caso di un nuovo prodotto, del responsabile del Servizio di
Prevenzione e Protezione. All’atto della richiesta di fornitura di nuovi prodotti su scala industriale si
provvede nuovamente a richiedere scheda tecnica e MSDS del prodotto. In seguito sarà cura del
fornitore inviare le eventuali modifiche alla stessa. Il materiale viene scaricato con carrello
elevatore e depositato nell’area esterna prospiciente il magazzino. In seguito l’addetto ai servizi
generali verifica la corrispondenza fra la quantità consegnata e quella indicata sul DDT. Egli inoltre
preleva
un
campione
statistico
per
verificare
la
rispondenza
fra
peso
dichiarato
e
consegnato.Alcuni prodotti vengono consegnati con autocisterna e scaricati direttamente nei sili
dedicati ed evidenziati sul Lay-out tematico.
Per quanto concerne invece la spedizione del prodotto finito la logistica programma le spedizioni su
base giornaliera. Il prodotto viene spedito in pallets caricati poi su autotreno.
Gli automezzi vengono pesati in entrata al carico e in uscita.
PRODOTTO
PELLI LAVORATE
USCITA DALLO STABILIMENTO
SU STRADA
VIA FERROVIA
pallet su autotreno
Allegato 1 – Relazione Tecnica
N° SPEDIZIONI 2006
24
Autorizzazione Integrata Ambientale
3. ENERGIA
Allegato 1 – Relazione Tecnica
25
Autorizzazione Integrata Ambientale
3.1 Produzione di energia.
Non applicabile al sito
3.2. Consumo di energia.
I dati attualmente a nostra disposizione si riferiscono esclusivamente ai consumi complessivi per
singolo reparto.
Si rimanda all’elenco macchinari per la potenza assorbita da ogni apparecchiatura significativa.
Quantità di pelle lavorata
2006
u.m.
pelle
energia
metano
3.950.674,00
8.334,953
m2
MWh
mc
Consumo unitario
g/m2 di cuoio rivestito
energia elettrica
0,002
MWh /m2
metano
0,388
mc/m2
1.534.184,00
Allegato 1 – Relazione Tecnica
26
Autorizzazione Integrata Ambientale
4. EMISSIONI
Allegato 1 – Relazione Tecnica
27
Autorizzazione Integrata Ambientale
4.1 Emissioni in atmosfera.
4.1.1 Descrizione delle emissioni associandole a ciascuna apparecchiatura.
NOTA TUTTI I CAMINI SONO STATI AUTORIZZATI CON ATTO D.A. n° ALP.10-2436 –
UD/INAT/741/2 del 26/10/2005
Sigla
N°
camino
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
R
1
2
3
4
7
8
9
10
11
12
13
14
16
17
18
19
20
21
22
T
FM
FM
FM
26
30
25
27
LS
LS
LS
LS
1
6
33
34
Durata
Portata Concentrazioni
fumi
polveri
ore
giorni
(Nm3/h)
(mg/Nm3)
giorno anno
18.000
2
22
220
3.100
1,7
22
220
18.000
2,8
22
220
4.500
0,2
22
220
18.000
0,2
22
220
4.500
0,2
22
220
18.000
1,3
22
220
4.500
0,2
22
220
18.000
1,3
22
220
4.500
1
22
220
4.500
0,6
7
220
18.000
2,5
7
220
4.000
0,2
22
220
18.000
1,4
22
220
4.000
0,1
22
220
18.000
0,4
22
220
4.000
0,9
22
220
18.000
2,8
22
220
30.000
0,2
24
220
TOTALI RIFINIZIONE
3.800
0,2
16
220
2.100
0,6
16
220
2.100
0,9
16
220
2.100
0,4
16
220
TOTALI FASI MECCANICHE E TINTURA
13.000
0,2
16
220
2,2
2,8
16
220
10.000
0,6
16
220
10.000
0,1
16
220
TOTALI LAVORAZIONI A SECCO
ore
anno
4.840
4.840
4..840
4.840
4.840
4.840
4.840
4.840
4.840
4.840
1.540
1.540
4.840
4.840
4.840
4.840
4.840
4.840
5.280
Sostanze
organiche
Kg/anno
Polveri
Kg/anno
174
26
244
4
17
4
113
4
113
22
4
69
4
122
2
35
17
244
32
1.252
3
4
7
3
17
9
0
21
5
36
Emissione
totale
Vedi punto
5
3.520
3.520
3.520
3.520
Emissione
totale
Vedi punto
5
3.520
3.520
3.520
5.280
Emissione
totale
Vedi punto
5
TOTALI STABILIMENTO
Allegato 1 – Relazione Tecnica
1.305
28
Autorizzazione Integrata Ambientale
4.1.2 Sistema di monitoraggio delle emissioni.
Le emissioni vengono monitorate annualmente come previsto dalle delibere autorizzative in nostro
possesso, esclusivamente attraverso l’affidamento a terzi qualificati del controllo analitico
dell’effluente al camino.
4.1.3 Emissioni fuggitive.
Non si riscontra la presenza di emissioni fuggitive.
4.1.4 Certificati di analisi.
Si unisce all’interno degli allegati gli ultimi rapporti di prova eseguiti presso lo stabilimento Gesteco
S.p.A. e Leochimica S.p.A.
4.1.5 Accessibilità ai punti di campionamento.
I punti di campionamento sono posizionati secondo norma UNI e indicata l’ubicazione degli stessi
rispetto ai camini di scarico. Gli stessi sono accessibili in condizioni di sicurezza e, in caso contrario,
viene noleggiato un ponte sviluppabile per garantire l’accesso ed il campionamento degli effluenti.
Allegato 1 – Relazione Tecnica
29
Autorizzazione Integrata Ambientale
4.2 Scarichi idrici.
4.2.1 Descrizione.
PROVENIENZA E TIPOLOGIA DELLE ACQUE SCARICATE
L’acqua utilizzata in stabilimento viene prelevata da due pozzi artesiani, regolarmente autorizzati
dalla Regione, della profondità di 70 m, che può emungere fino a 16 litri/secondo, per un prelievo
annuo di max 390.000 mc.
L’acqua derivata viene utilizzata per la lavorazione delle pelli, precisamente per alimentare e
raffreddare gli impianti produttivi, per il reintegro dei circuiti di raffreddamento, per uso
antincendio.
La rete fognaria interna può essere così sinteticamente descritta:
TIPOLOGIA
acque reflue industriali (provenienti
dal processo stesso o dal lavaggio)
acque
nere
di
stabilimento
provenienti dai servizi igienici
acque bianche meteoriche da strade
piazzali e tetti del fabbricati uffici,
magazzino e servizi
MANUFATTI RETE
rete interrata dedicata
rete interrata dedicata
DESTINAZIONE FINALE
all’impianto
biologico
di
trattamento effluenti e quindi in
corso d’acqua (Torrente Cormor
o Roggia di Udine)
pozzetti e collettori di
scarico; vasche di prima subirrigazione
pioggia
All’interno dello stabilimento sono collocati, così come indicato nell’allegata planimetria, i pozzetti di
collettamento delle diverse tipologie di acque circolanti all’interno della rete fognaria dello
stabilimento.
Tutte le acque provenienti dalla produzione e servizi vengono inviate all’impianto di depurazione
tramite la rete fognaria interna.
Le acque di dilavamento provenienti dalle aree “sporche”, ove si verificano lavorazioni o vi è la
possibilità di contatto con sostanze di varia natura, vengono inviate direttamente o previa raccolta
in vasche a tenuta al depuratore tramite una condotta coperta e sottoposte, sempre, ad un
processo di grigliatura.
Le acque di dilavamento provenienti dalle aree sottoposte a trattamento di prima pioggia vengono
inviate all’impianto di depurazione mentre quelle derivanti dalla seconda pioggia alla linea di sub
irrigazione.
Le acque di dilavamento del parcheggio vengono disperse al suolo ove non vi è pavimentazione o
scaricate nel fossato attraverso le bocche di lupo esistenti.
L’impianto di trattamento è costituito da una sezione di trattamento primario seguita da una
chimico fisica ed una biologica a cui si aggiungerà in futuro quella di finissaggio.
Le Acque una volta trattate vengono scaricate tramite tubazione dedicata nella Roggia Di Udine o,
qualora questa sia in secca, nel torrente Cormor.
Allegato 1 – Relazione Tecnica
30
Autorizzazione Integrata Ambientale
4.2.2 Apparecchiatura o linea generanti gli scarichi.
Di seguito riepiloghiamo le attrezzature che generano la maggior parte degli scarichi in
stabilimento. Per i dettagli si veda al punto 5.2.1
FASE
RINVERDIMENTO
TINTURA
FASI MECCANICHE
LAVORAZIONI A
SECCO
RIFINIZIONE
MACCHINA
FASI CORRELATE
Lavaggio delle pelli
ROTOMIX CODYPLAST secche dopo trasporto in
container.
Lavaggio delle pelli
CHALLENGE
secche dopo trasporto in
container.
Riconcia tintura ed
UNIMATIC
ingrasso.
Riconcia tintura ed
CORETAN
ingrasso.
n°2 PRESSE ESCOMAR
Controllo pelli e
WET BLU
pressatura.
n°1 ABBATTITORTE
Abbattitore polveri
POLVERI RASATRICI
rasatura.
Abbattitore polveri di
n°2 ABBATTITORTI
affilatura lama
POLVERI
spaccatrice.
GEMATA –
Lavaggio macchina per
STUCCATURA IN
stuccatura in
AUTOMATICO
automatico.
Pressatura ed
n°2 PRESSE BAUCE
asciugaggio pelli.
n° 9 CABINE DI
SPRUZZATURA
POLETTO
SISTEMA DI
Spruzzatura pelli.
ABBATTIMENTO
INTERNO A VELO
D’ACQUA
n° 9 ABBATTITORI
Abbattitori relativi alle
SCRUBBER POLETTO
cabine di spruzzatura.
Al depuratore vengono convogliati anche la frazione meteorica di prima pioggia e gli scarichi
assimilati ai domestici.
Allegato 1 – Relazione Tecnica
31
Autorizzazione Integrata Ambientale
Provenienza dello scarico.
da processi mc/anno 450.000 circa con punta Max 620.000 portata l/min 1_
da raffreddamento mc./anno
5.000
portata l/min
0,01
temper. °C
da lavaggi mc./anno 5.000 portata l/min.
da servizi igienici mc./anno
2.000
per mense cucine e sim. mc/anno
altro mc/anno
500__
portata l/min.
4.2.3 Sistema di monitoraggio degli scarichi.
Stazione di controllo Endress Hauser che esegue monitoraggio quantitativo e qualitativo dello
scarico delle acque provenienti dall’impianto di depurazione attraverso un sistema costituito da:
1. misuratore elettromagnetico di portata
2. campionatore automatico programmabile
3. sensori di misura della conduttività
4. sensori di misura della temperatura
5. sensori di misura del potenziale ossido-riduttivo
6. sensori di misura dell’ossigeno disciolto.
4.2.4 Certificazioni analitiche.
Si allegano i controlli effettuati nell’arco del 2006.
Allegato 1 – Relazione Tecnica
32
Autorizzazione Integrata Ambientale
4.3 Emissioni sonore.
Si allega copia della valutazione di impatto acustico (allegato 8), redatta da un tecnico competente
abilitato.
Allegato 1 – Relazione Tecnica
33
Autorizzazione Integrata Ambientale
4.4 Rifiuti.
4.4.1 Gestione dei rifiuti all’interno dell’impianto produttivo.
Raccolta differenziata.
Per tutte le tipologie di rifiuti è attiva la raccolta differenziata. Nell’area predisposta per lo
stoccaggio sono identificate le aree dove i rifiuti sostano temporaneamente prima di essere inviati
al recupero o allo smaltimento.
E’ responsabilità di RMAN (responsabile della manutenzione) provvedere alla modalità di
attivazione e gestione della raccolta differenziata all’interno di ogni reparto.
All’interno (o all’esterno) di ogni reparto vi è un punto di raccolta per i rifiuti, in particolare per i
rifiuti da imballaggio e pedane di legno; sono predisposti appositi contenitori identificati che a fine
giornata l’addetto preleva dal punto di raccolta e deposita nell’apposita area di stoccaggio.
RMAN provvede all’emissione di apposite Istruzioni Operative per particolari attività relative alla
gestione dei rifiuti.
Deposito temporaneo.
RMAN definisce le aree, i tempi e le modalità di deposito temporaneo dei rifiuti pericolosi e non
pericolosi; pianificando il quantitativo massimo di rifiuti del deposito e la frequenza minima di
asportazione in base alla tipologia di rifiuto.
Le richieste a fornitori specializzati nel trasporto, smaltimento e recupero dei rifiuti sono gestite
attraverso l’uso del modulo PA064 A2 “ritiro rifiuti Natco”, il quale viene settimanalmente inviato
tramite fax.
E’ compito di RMAN verificare le caratteristiche delle nuove aree di stoccaggio, lo stato e le
eventuali modifiche da apportare alle aree preesistenti (impermeabilizzazione, copertura dove
necessaria, canalette di drenaggio) e la presenza in tali aree dell’opportuna segnaletica.
Modalità di smaltimento.
RMAN provvede alla caratterizzazione del rifiuto in base al Codice C.E.R. (Catalogo Europeo dei
Rifiuti) e alla conseguente modalità di smaltimento e trasporto del rifiuto.
Settimanalmente RDEP (responsabile di depurazione) verifica le giacenze di tutti i rifiuti
registrandole sul modello “Giacenza Settimanale Rifiuti”.
Per i seguenti rifiuti la registrazione avviene una volta alla settimana:
•
rasatura
•
fang. chimico fisico
•
fango biologico
•
rsau contaminati (imb. compositi)
•
rsau puliti (imballaggi in piu' materiali)
Allegato 1 – Relazione Tecnica
34
Autorizzazione Integrata Ambientale
•
imballaggi in legno(pallets rotti).
RDEP segnala a RMAN per quali tipologie di rifiuti organizzare il trasporto.
RDEP sulla base dei contratti stipulati da AD (amministratore delegato) provvede ad organizzare il
trasporto solo dei seguenti rifiuti:
•
fang. chimico fisico
•
fango biologico
•
rsau contaminati (imb. compositi)
•
rsau puliti (imballaggi in piu' materiali).
RMAN sulla base dei contratti stipulati da AD provvede a contattare il trasportatore idoneo per tutti
gli altri rifiuti.
E’ compito di RMAN verificare il possesso da parte di tali ditte delle necessarie autorizzazioni
(autorizzazione al trasporto del rifiuto, autorizzazione allo smaltimento) e l’archiviazione di copia
delle stesse, accertando della corrispondenza di queste con la codifica del tipo di rifiuto.
È compito di RMAN verificare la validità delle analisi per la classificazione dei rifiuti ed informare
RMAN all’approssimarsi della scadenza.
RMAN provvede a far effettuare le analisi per la classificazione dei rifiuti.
RMAN deve assicurarsi che ogni trasporto per lo smaltimento dei rifiuti sia accompagnato dal
formulario ed entro una settimana dallo smaltimento deve provvedere ad aggiornare il registro di
carico e scarico. Il 30 Aprile di ogni anno RMAN deve provvedere ad emettere il MUD.
4.4.2 Sistemi di stoccaggio
All’ interno di ogni reparto del sito produttivo sono collocati appositi contenitori di colori diversi per
la raccolta differenziata dei rifiuti.
Ad ogni colore del contenitore corrisponde un gruppo specifico di rifiuti da collocare all’interno
dello stesso, nel dettaglio abbiamo:
•
verde chiaro: cisternette bianche bonificate senza intelaiatura in ferro, fustini bianchi
bonificati.
•
blu: fusti e fustini colorati (non in ferro), bidoni dello stucco bonificati con o senza
coperchio escluse le guarnizioni in PVC e l’anello di chiusura in metallo.
•
giallo: nylon pulito, imballi degli imballaggi delle pelli e dei prodotti chimici (vanno escluse
le reggette degli imballaggi delle pelli).
•
rosso: pulizia dei pavimenti, carta e cartone bagnati (non contaminati), pulizia piazzali.
•
verde: rifiuti cartacei, sacchi e cartoni dei prodotti chimici di tintura e depurazione,
reggette degli imballi delle pelli, guarnizioni in pvc, sacchi di plastica risciacquati dai
prodotti chimici, nastri plastici della misurazione finito.
•
grigio: fango chimico fisico proveniente dall’impianto di depurazione.
Allegato 1 – Relazione Tecnica
35
Autorizzazione Integrata Ambientale
•
arancione: fango biologico proveniente dall’impianto di depurazione
•
marrone: morchie di verniciatura, residui dalla pulizia delle cabine di verniciatura.
•
bianco: legno.
Allo scopo di rendere chiare le modalità di raccolta dei diversi tipi di rifiuti all’interno reparti e stato
predisposto e distribuito un apposito schema di riepilogo.
Lo stesso è stato affisso all’interno di ogni reparto per offrire una facile fruizione delle informazioni
di raccolta differenziata verso gli operatori dei reparti produttivi.
Il carrellista di ogni reparto produttivo, o la persona appositamente incaricata dal proprio
responsabile di reparto, deve controllare il livello dei contenitori e la corretta separazione dei rifiuti
come da allegato n°1. Quando e’ pieno posizionarlo davanti le apposite aree di stoccaggio rifiuti,
platee in calcestruzzo, stalli di stoccaggio o cassoni compattatori presenti nel piazzale dello
stabilimento.
4.2.3 MUD
Si allega copia del MUD riferito AL 2005.
4.2.4 Planimetria.
Si allega planimetria dello stabilimento con indicazione dei luoghi di raccolta differenziata e
deposito temporaneo.
Allegato 1 – Relazione Tecnica
36
Autorizzazione Integrata Ambientale
5. SISTEMI DI ABBATTIMENTO/CONTENIMENTO
Allegato 1 – Relazione Tecnica
37
Autorizzazione Integrata Ambientale
5.1.
Emissioni in atmosfera.
5.1.1. Rifinizione.
5.1.1.1.1.
Linea di verniciatura pelli.
La verniciatura viene effettuata con miscele coloranti a base di pigmenti inorganici, resine acriliche,
poliuretaniche e cere. Questa operazione viene effettuata all’interno di appositi treni di
spruzzatura, costituiti da giostre dotate di pistole di verniciatura e forni di asciugatura disposti
alternativamente. Le pelli avanzano su un apposito tappeto trasportatore lungo il treno di
verniciatura.
Lo stampaggio e la stiratura avvengono in macchine dotate di cilindri per la stampa e la stiratura a
caldo (rotopress), mentre il follonaggio avviene entro apposite botti.
Emissione e lavorazione di
riferimento
tipologia del sistema di
riduzione/abbattimento adottato
LINEA DI VERNICIATURA IN RIFINIZIONE
Sistema di depolverazione ad umido.
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
frequenza e tipo di manutenzione
prevista dal costruttore
L’aria aspirata che sale dal basso produce un letto
fluidizzato di sfere e rimescolamento che vengono
lavate da una pioggia d’acqua proveniente dall’alto e
dal basso.
Questo produce un notevole contatto fra l’aria
inquinata e l’acqua rendendo particolarmente
efficace l’abbattimento del particolato sospeso.
Il contatto fisico fra le sfere impedisce
l’incrostazione delle stesse.
Si possono individuare le seguenti fasi:
• Aspirazione
• Miscelazione
• Contatto
• Captazione
• Raccolta in vasca
L’acqua raccolta nella vasca di fondo viene in parte
ricircolata e quindi avviata all’impianto di
depurazione.
• Silos in acciaio di 4m di altezza e 1,5 m di
larghezza e 1,5 m di profondità.
• Separatore di gocce in materiale plastico.
• Elettroventilatore posto a valle dell’impianto di
abbattimento in posizione orizzontale per evitare
eventuali sbilanciamenti.
• Gabbia metallica contenente sfere in PVC.
• Circuito idraulico per la circolazione dell’acqua
dalla vasca di raccolta agli ugelli.
Pulizia filtri ed ugelli.
Pulizia vasca di raccolta e cassoncino.
Pulizia palline e/o sostituzione.
Pulizia ventola d'aspirazione.
Controllo guarnizioni.
Allegato 1 – Relazione Tecnica
38
Autorizzazione Integrata Ambientale
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
Rispetto limiti ex 203.
Controllo annuale al camino.
LINEA DI VERNICIATURA IN RIFINIZIONE
FORNI
R 2, 4, 8, 10, 12, 13, 16, 18, 20.
RIF 35, 37, 39, 44, 48, 50, 55, 57, 59.
Emissione e lavorazione di
riferimento
RIF. MACCHINA
tipologia del sistema di
riduzione/abbattimento adottato
5.1.1.1.2.
Acqua.
Energia elettrica.
Nessuno.
Linea botti di follonaggio.
Le pelli vengono fatte girare in un cilindro metallico dotato al suo interno di pioli, detto botte.
Con quest’operazione si ottiene la “grana della pelle”.
Emissione e lavorazione di
riferimento
RIF. MACCHINA
tipologia del sistema di
riduzione/abbattimento adottato
5.1.1.1.3.
LINEA BOTTI DI FOLLONAGGIO RIFINIZIONE
R22
DA RIF 1 A RIF 16.
Nessuna.
Rifinizione sperimentale.
Si effettuano delle prove su piccoli pezzi di pelli dei nuovi prodotti chimici e delle nuove tonalità di
colore.
Emissione e lavorazione di
riferimento
RIF. MACCHINA
tipologia del sistema di
riduzione/abbattimento adottato
RIFINIZIONE SPERIMENTALE
CAPPA ASPIRATRICE
R23
/
Sistemi filtranti a tessuto.
Allegato 1 – Relazione Tecnica
39
Autorizzazione Integrata Ambientale
5.1.2. Reparto tintura.
5.1.2.1.
Pesatura tintura.
Le formulazioni relative al reparto tintura vengono preparate all’interno dell’area pesatura.
Grassi pigmenti ed altri prodotti liquidi vengono prelevati e pesati mentre per quanto riguarda i
prodotti polverulenti si preleva un intero pallet, si pesa e dosa quanto necessario e si ripone il
pallet nella zona deposito o in un’area intermedia. I singoli componenti vengono prelevati e dosati.
Si precisa che i prodotti polverulenti vengono manipolati sotto aspirazione in cabina a velo d’acqua
che origina l’emissione che di seguito si descrive.
Emissione e lavorazione di
riferimento
PESATURA TINTURA /CABINA A VELO D’ACQUA
T26
RIF. MACCHINA
TNT 18
tipologia del sistema di
riduzione/abbattimento adottato
Sistema di depolverazione ad umido.
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
Frequenza e tipo di manutenzione
prevista dal costruttore
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
Cabina di verniciatura a velo d’acqua serie VR3 in
cui si assiste ad un primo lavaggio dell’aria grazie
alla caduta d’acqua a velo frontale alla vasca
primaria.
In seguito l’aria passa attraverso un sistema di
pannelli longitudinali,posti all’interno della camera di
aspirazione, depositandovi i residui di prodotto.
• Struttura autoportante in lamiera d’acciaio
zincato e sagomato.
• Elettroaspiratore di tipo centrifugo azionato da
un motore elettrico a presa diretta.
• Sistema di filtraggio costituito da velo d’acqua,
pannelli labirinto, e filtri longitudinali.
Indicata in scheda manutenzione.
Energia elettrica.
Acqua.
Rispetto limiti ex 203.
Controllo annuale al camino.
Allegato 1 – Relazione Tecnica
40
Autorizzazione Integrata Ambientale
5.1.3. Reparto fasi meccaniche.
5.1.3.1.
Spaccatura.
Operazione compiuta con una macchina denominata spaccatrice, che consente di separare la parte
nobile della pelle detta fiore, dalla crosta, costituita dallo strato reticolare del derma, meno
pregiato.
Emissione e lavorazione di
riferimento
SPACCATURA
FM25 FM27
RIF. MACCHINA
FMN8 e FMN13
tipologia del sistema di
riduzione/abbattimento adottato
Sistemi meccanici centrifughi.
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
Frequenza e tipo di manutenzione
prevista dal costruttore
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
L’abbattitore polveri è composto da un
elettroventilatore, da un ciclone e da un sistema di
sfiato aria in vasca d’acqua che lo rende idoneo ad
abbattere polveri di spaccatrici. Le polveri abbattute
vengono raccolte in una capiente vasca estraibile
posta nel vano apribile sottostante il ciclone.
• Struttura autoportante in lamiera d’acciaio inox
e sagomato.
• Elettroventilatore.
• Sistema di sfiato ad aria in vasca d’acqua.
Indicata in scheda manutenzione.
Energia elettrica.
Acqua.
Rispetto limiti ex 203.
Controllo annuale al camino.
Allegato 1 – Relazione Tecnica
41
Autorizzazione Integrata Ambientale
5.1.3.2.
Rasatura.
Apposite macchine rasatrici, trattamento meccanico con cilindro a coltelli, che portano lo spessore
del materiale al valore definito tramite l’asportazione di parte dello strato reticolare rimasto
attaccato al fiore.
Emissione e lavorazione di
riferimento
RASATURA
FM30
RIF. MACCHINA
FMN 15, 17, 19, 21, 22.
tipologia del sistema di
riduzione/abbattimento adottato
Sistemi meccanici centrifughi.
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
Frequenza e tipo di manutenzione
prevista dal costruttore
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
Filtro a ciclone: all’interno del filtro a ciclone avviene
la separazione per forza centrifuga della maggior
parte del materiale. Il filtro inferiormente è dotato di
un cono che convoglia tutto il materiale al sistema di
estrazione del prodotto, il quale deve consentire uno
scarico continuo del materiale onde evitare la
possibilità di formazione di pericolosi “ponti”.
L’aria polverosa separata dal materiale grossolano,
passa poi al sistema di sfiato in vasca d’acqua.
• Struttura autoportante in lamiera d’acciaio inox
e sagomato.
• Elettroventilatore.
Indicata in scheda manutenzione.
Energia elettrica.
Acqua.
Rispetto limiti ex 203.
Controllo annuale al camino.
Allegato 1 – Relazione Tecnica
42
Autorizzazione Integrata Ambientale
5.1.4. Reparto lavorazioni a secco.
5.1.4.1.
Smerigliatura.
La smerigliatura consiste nell’abradere la superficie della pelle in modo da correggerne i difetti ed
eliminare lo stucco in eccesso, ciò avviene con una macchina detta smerigliatrice. Macchina dotata
di rulli, sui quali è montata della carta abrasiva di grana che varia secondo l’effetto voluto. Le pelli
sono inserite all’interno di questa macchina, il rullo abrasivo corregge la superficie della pelle, le
polveri risultanti sono aspirate e filtrate tramite un apposito filtro a maniche.
Emissione e lavorazione di
riferimento
SMERIGLIATRICI
LS1
RIF. MACCHINA
LAS16, 17, 19, 20.
tipologia del sistema di
riduzione/abbattimento adottato
Sistemi filtranti a tessuto.
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
frequenza e tipo di manutenzione
prevista dal costruttore
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
La polvere di pelle prodotta dalla lavorazione di
smerigliatura e spazzolatura viene aspirata da un
elettroventilatore , collegato alla macchina per mezzo
di una condotta in tubo di lamiera zincata d’adeguata
sezione e poi inviata al convogliatore superiore del
gruppo filtrante. Da questa zona la miscela aria
polvere passa attraverso delle maniche filtranti
costruite con tessuto in cotone ad alta permeabilità.
Le particelle filtrate, cadono nella tramoggia posta
sulla parte inferiore del gruppo filtrante e vengono
caricate in coclea rotante per essere inviate alla
compattatrice polvere per l’ottenimento di piccoli
cilindretti solidi che vengono poi indirizzati al
recupero.
• Struttura autoportante in lamiera d’acciaio
zincato e sagomato.
• Elettroventilatore.
• 96 maniche filtranti: diametro di 180 mm
superficie filtrante di cotone diagonale con
grammatura di pari a 120 mq di superficie totale.
• Tramoggia.
• Coclea.
• Compattatrice.
Indicata in scheda manutenzione.
Energia elettrica.
Acqua.
0,9 mg/Nmc
Controllo annuale al camino.
Allegato 1 – Relazione Tecnica
43
Autorizzazione Integrata Ambientale
5.1.4.2.
Cartigliano sottovuoto.
L’asciugatura della pelle avviene in una macchina composta da piastre, riscaldate e sovrapposte,
dette piani. La pelle dopo la pressatura viene distesa sul piano riscaldato con l’ausilio d’apposite
spatole, si cala il piano superiore che va a chiudersi su quello sottostante. Una pompa a vuoto crea
una depressione all’interno dell’intercapedine delle due piastre, permettendo l’evaporazione
dell’umidità ad una temperatura più bassa di quella d’ebollizione dell’acqua, così da non
danneggiare le pelli.
Emissione e lavorazione di
riferimento
RIF. MACCHINA
tipologia del sistema di
riduzione/abbattimento adottato
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
frequenza e tipo di manutenzione
prevista dal costruttore
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
5.1.4.3.
ASCIUGAGGIO PELLI
LS6 LS7
LAS 33, 39.
Nessuna.
/
Caratteristiche del motore.
Indicata in scheda manutenzione.
Energia elettrica.
Rispetto limiti ex 203.
Controllo annuale al camino.
New Cartigliano.
La pelle dopo essere stata pressata, mediante dei tappeti di collegamento viene introdotta nei due
moduli di condizionamento.
Emissione e lavorazione di
riferimento
RIF. MACCHINA
tipologia del sistema di
riduzione/abbattimento adottato
breve descrizione del principio di
funzionamento del sistema scelto
schema e descrizione dei principali
componenti del sistema
frequenza e tipo di manutenzione
prevista dal costruttore
utilities necessarie per il funzionamento
del sistema di contenimento
rendimento dell'impianto garantito dal
costruttore
descrizione degli eventuali sistemi di
monitoraggio emissioni
ASCIUGAGGIO PELLI
LS33 LS34
LAS 52 LAS 47
Nessuna
/
Caratteristiche del motore
Indicata in scheda manutenzione
Energia elettrica
Rispetto limiti ex 203
Controllo annuale al camino-
Allegato 1 – Relazione Tecnica
44
Autorizzazione Integrata Ambientale
5.2.
Emissioni d’acqua.
5.2.1. Attività sottoposta a contenimento delle emissioni.
Tutte le acque dello stabilimento vengono convogliate all’impianto di depurazione aziendale.
5.2.2. Tipologia del sistema di riduzione/abbattimento adottato.
Tutte le acque provenienti dalla produzione e servizi vengono inviate all’impianto di depurazione
tramite la rete fognaria interna.
Le acque di dilavamento provenienti dalle aree “sporche”, ove si verificano lavorazioni o vi è la
possibilità di contatto con sostanze di varia natura, vengono inviate direttamente o previa raccolta
in vasche a tenuta al depuratore tramite una condotta coperta e sottoposte, sempre, ad un
processo di grigliatura.
Le acque di dilavamento provenienti dalle aree sottoposte a trattamento di prima pioggia vengono
inviate all’impianto di depurazione mentre quelle derivanti dalla seconda pioggia alla linea di sub
irrigazione.
Le acque di dilavamento del parcheggio vengono disperse al suolo ove non vi è pavimentazione o
scaricate nel fossato attraverso le bocche di lupo esistenti.
L’impianto di trattamento è costituito da una sezione di trattamento primario seguita da una
chimico fisica ed una biologica a cui si aggiungerà in futuro quella di finissaggio.
Le acque una volta trattate vengono scaricate tramite tubazione dedicata nella Roggia Di Udine o,
qualora questa sia in secca, nel torrente Cormor.
Allegato 1 – Relazione Tecnica
45
Autorizzazione Integrata Ambientale
5.2.3. Descrizione del principio di funzionamento del sistema scelto.
Tutte le acque provenienti dai vari cicli di lavorazione delle pelli subiscono prima del loro scarico un
trattamento di depurazione di tipo chimico fisico e biologico.
Le acque, vengono convogliate in canalette di raccolta dove subiscono una grigliatura effettuata
con griglia a nastro, quindi affluiscono in una vasca di omogeneizzazione questa vasca è dotata di
sistemi di agitazione ed aereazione per evitare che si instaurino fenomeni di anaerobiosi.
Lo scopo di questa sezione di impianto è quello di laminare i picchi di carico e rendere omogeneo il
refluo tenendolo in agitazione grazie a due mixer sommergibili e un flow-jet.
Da questa sezione, tramite pompa sommergibile, il liquame viene sollevato ed inviato alla vasca di
condizionamento di tipo chimico fisico, dove con il dosaggio di latte di calce, preparata con un
apposito impianto, e regolata con una catena di pH viene portata la miscela ad un valore tale da
permettere la coagulazione anche con l’aggiunta di policloruro d’alluminio.
Questo tipo di trattamento chimico fisico permette l’abbattimento di tutti i metalli presenti sotto
forma di idrati metallici insolubili, ed anche di una parte delle proteine idrosolubili.
Per caduta viene alimentato il sedimentatore per la separazione dei fanghi prodotti dal processo
chimico-fisico, addizionati anche da polielettroliti, per migliorare la separazione dei fanghi dalle
acque che poi subiranno trattamento di ossidazione.
In uscita dal sedimentatore le acque chiarificate affluiscono attraverso una canaletta ad una vasca
di denitrificazione di 600 mc, il tipo di denitrificazione è a pistone, per assicurare il flusso e la
completa miscelazione della vasca sono installati sistemi di miscelazione del tipo mixer sommerso.
Per assicurare il quantitativo di biomassa necessaria per la denitrificazione viene ricircolata una
parte della miscela aerata della vasca di ossidazione ed anche i fanghi di ricircolo provenienti dai
sedimentatori finali.
La miscela liquami fanghi in uscita dalla denitrificazione affluiscono per caduta al successivo
trattamento biologico di ossidazione–nitrificazione, per l’abbattimento di tutte le sostanze
organiche ed azotate, tale abbattimento è ottenuto tramite una cultura batterica aerata in idonea
vasca della capacita di 1.800 mc.
L'ossigeno necessario alla cultura batterica (fanghi attivi) viene fornito per mezzo di diffusori a
microbolle, alimentati da un gruppo di turbo soffianti centrifughe e ad aspi rotanti.
Per il bilanciamento del nutrienti nella sezione biologica viene aggiunto acido fosforico.
Due sedimentatori finali operanti in parallelo separano i fanghi biologici dall'acqua depurata che
tramite condotta fognaria raggiunge il corpo recettore, mentre i fanghi biologici vengono riciclati in
testa alla vasca di denitrificazione. I fanghi di supero vengono stoccati in ispessitore e quindi filtrati
tramite filtropressa ed inviati allo smaltimento finale.
Anche il fango chimico fisico, dopo l'estrazione dal sedimentatore, viene pompato nei serbatoi che
alimentano altre due filtropresse e poi smaltito in maniera opportuna.
Allegato 1 – Relazione Tecnica
46
Autorizzazione Integrata Ambientale
Le acque di filtrazione, come quelle meteoriche raccolte dalla rete di fognatura interna , vengono
riciclate in testa all'impianto di depurazione.
In data 31 luglio 2006 è stata presentata domanda per la modifica sostanziale della
parte finale dell’impianto per l’aggiunta di un ulteriore trattamento di finissaggio
dell’acqua di scarico. Si riporta in corsivo la situazione che dovrebbe essere
autorizzata.
L’acqua viene quindi avviata ad un primo sedimentatore/denitrificatore in cui è installato un mixer
sommerso per subire un’ulteriore fase di denitrificazione e quindi al secondo sedimentatore ove si
separa i fanghi biologici dall'acqua depurata che tramite condotta fognaria raggiunge il corpo
recettore, mentre i fanghi biologici vengono riciclati in testa alla vasca di denitrificazione. I fanghi
di supero vengono stoccati in un serbatoio quindi filtrati tramite filtropressa ed inviati allo
smaltimento finale.
Il refluo, infine, subisce un ulteriore affinamento del trattamento attraverso il passaggio in un filtro
rotante automatico.
Anche il fango chimico fisico, dopo l'estrazione dai sedimentatori, viene pompato in due serbatoi
che alimentano altre due filtropresse e poi smaltito in maniera opportuna.
Le acque di filtrazione, raccolte dalla rete di fognatura interna , vengono riciclate in testa
all'impianto di depurazione.
Grigliatura.
Tutti i liquami in uscita vengono grigliati con l’ausilio griglie a nastro con spaziatura 3 mm prima di
affluire al bacino di omogeneizzazione.
Omogeneizzazione.
L’omogenizzazione viene effettuata in una vasca della capacità complessiva utile di 1.260 metri
cubi dotata di sistema di agitazione e preossidazione costituita da mixer e soffiatore.
L’omogenizzazione può essere effettuata oltre che nella vasca già esistente anche nelle due vasche
utilizzate in precedenza quali trattamento di coagulazione con latte di calce e cloruro ferrico.
Sollevamento al trattamento chimico fisico.
Le acque vengono sollevate a portata costante al trattamento chimico fisico per mezzo di pompa
sommergibile.
Trattamento chimico fisico.
Il trattamento viene effettuato in due vasche in cui viene dosato policloruro di alluminio (in
funzione della portata) e latte di calce (con controllo del pH fino a valori di 7,5-8). Il dosaggio é in
automatico tramite silos di stoccaggio e preparatore latte di calce.
Allegato 1 – Relazione Tecnica
47
Autorizzazione Integrata Ambientale
Coagulazione (trattamento primario).
In questa fase il liquame viene in contatto con la soluzione di un sale inorganico che provoca la
coagulazione delle sostanze colloidali contenute. Queste ad un opportuno valore di pH, ottenuto
mediante dosaggio di latte di calce grazie ad un pHmetro fanno precipitare l’anione metallico.
La miscelazione avviene mediante elettro agitatore verticale ridotto con motore da 3 KW.
Il bacino di coagulazione ha una capacità utile di 29 m3 cui corrisponde un tempo di ritenzione di ~
20 minuti, sufficiente per la completa reazione della calce idrata.
Per il dosaggio è stata posizionata una pompa dosatrice con portata massima non inferiore a 40
l/h.
Flocculazione.
Dopo la coagulazione, il liquame passa per gravità al bacino di flocculazione nel quale entra in
intimo contatto con soluzione di polielettrolita organico di tipo anionico che produce un
ingrossamento dei fiocchi di fango favorendone la decantazione nella successiva fase di
sedimentazione.
La miscelazione avviene mediante elettroagitatore verticale ridotto, a basso numero di giri.
Il bacino di flocculazione ha una capacità utile di 29 m3 cui corrisponde un tempo di ritenzione di ~
20 minuti, sufficiente per un completo contatto con il polielettrolita.
E’ stata posizionata una pompa dosatrice con portata Q =160 l/h di soluzione.
Sedimentazione.
Per la separazione delle sostanze solide sospese dall’acqua si impiega un sedimentatore circolare
(costruito con moduli prefabbricati di cemento) a flusso radiale.
Il diametro interno è di 10,9 m. a cui corrisponde una superficie di 93 m2 ed un volume utile di ca.
250 m3.
Con queste dimensioni di sedimentatore la velocità ascensionale è pari a 0,9 m/h ed il tempo di
permanenza idraulico dei reflui è pari a 3 ore, valori che sono ottimali per una buona
sedimentazione.
La raccolta del fango decantato avviene nella tramoggia centrale nella quale viene convogliato per
mezzo di un ponte raschiatore a trazione periferica, interamente realizzato in acciaio inox AISI 304.
L’estrazione dei fanghi avviene mediante due pompe volumetriche di tipo monolite regolate da
PLC, che li invia all’ispessimento prima di essere disidratati tramite filtropressa.
Il refluo in uscita dal trattamento e raccolto nella canaletta periferica, per gravità, viene inviato al
successivo trattamento biologico esaminato in precedenza.
Allegato 1 – Relazione Tecnica
48
Autorizzazione Integrata Ambientale
Decantazione primaria.
I fanghi originati dal trattamento chimico fisico vengono inviati in due decantatori a flusso radiale
del tipo:
•
n°1 sezione circolare diametro 7.2m * 7m di profondità
•
n°2 sezione circolare diametro 8.8m * 6.7m di profondità
entrambi completi di ponte raschiante.
I fanghi raccolti sul fondo vengono inviati al serbatoio per poi essere trattati.
Denitrificazione.
Le acque vengono quindi convogliate nella vasca di denitrificazione, del volume utile 600 mc. La
miscelazione si realizza tramite un flusso a pistone grazie a macchine di agitazione tipo mixer
sommerso la completa miscelazione è assicurata anche dalla struttura della vasca a chicanes.
Il ricircolo della miscela aerata è realizzato tramite elettropompe sommergibili nella vasca di
ossidazione, che preleveranno dal fondo ed invieranno in testa alla vasca di denitrificazione,
mentre per il ricircolo del fango dal fondo del decantatore si utilizzeranno le pompe già esistenti
nell’impianto.
Vasca di nitrificazione/ossidazione.
Dopo la denitrificazione le acque affluiscono al bacino di nitrificazione/ossidazione della capacità
utile di 1.800 mc.
Il trasferimento di ossigeno necessario al processo è assicurato da soffianti installate a servizio
della vasca.
La quantità di ossigeno è controllata tramite un misuratore di ossigeno disciolto Danfoss MAG 6000
in grado di pilotare le soffianti.
Sedimentazione/denitrificazione.
L’acqua viene quindi avviata ad un primo sedimentatore/denitrificatore in cui è installato un mixer
sommerso per subire un’ulteriore fase di denitrificazione.
Sedimentazione finale.
Da qui viene avviata al secondo sedimentatore ove si separa i fanghi biologici dall'acqua depurata
che tramite condotta fognaria raggiunge il corpo recettore.
Filtrazione.
Il refluo, infine, subisce un ulteriore affinamento del trattamento attraverso il passaggio in un filtro
rotante automatico.
Disidratazione fanghi.
I fanghi biologici vengono riciclati in testa alla vasca di denitrificazione. I fanghi di supero vengono
stoccati in un ispessitore in vetroresina da 40 m3 e diametro 3 m, quindi filtrati tramite filtropressa
ed inviati allo smaltimento finale. Anche il fango chimico fisico, dopo l'estrazione dai sedimentatori,
Allegato 1 – Relazione Tecnica
49
Autorizzazione Integrata Ambientale
viene pompato in due serbatoi che alimentano altre due filtropresse e poi smaltito in maniera
opportuna. Le acque di filtrazione, raccolte dalla rete di fognatura interna , vengono riciclate in
testa all'impianto di depurazione.
Allegato 1 – Relazione Tecnica
50
Autorizzazione Integrata Ambientale
5.2.4. Manutenzione impianto di depurazione.
Parametri
Macchina
Parametri
Frequenza
dei controlli
Fase
Modalità
Grigliatore
Solidi totali
Cambio turno o
giornaliero
Regime
Visivo
Mixer
vasche primario
Solidi totali
Cambio turno o
giornaliero
Regime
Visivo
Portata
Cambio turno o
giornaliero
Regime
Lettura e
regolazione
pH
Cambio turno o
giornaliero
Regime
pHmetro,
Visivo
Pompa di
sollevamento
principale
Preparatore e
silos per la calce
idrata
Vasche di
reazione
Sedimentatore
chimico fisco con
relative pompe di
estrazione
Mixer e pompe di
ricircolo
ossidazione
biologicapredenitrificatore
Soffianti ed
impianto
distribuzione aria
Mixer pompa
dosaggio
nutriente per
dosaggio
nutriente
pH,
coagulazione
pH, COD solidi
sospesi
Cambio turno o
giornaliero
Cambio turno o
giornaliero
Nitriti Nitrati
Cambio turno o
giornaliero
Ammoniaca,
nitriti, COD;
BOD;
Tensioattivi
fenoli
Ossigeno
disciolto
Ammoniaca
almeno una
volta al giorno,
COD almeno
una volta a
settimana,
secco e
sedimentazione
una volta al
giorno
Nitriti Nitrati
Cambio turno o
giornaliero
Perdite
Modalità
Sostanza
registrazione dei
controlli
Registro d’impianto
Solidi totali
in caso di
malfunzionamento
Solidi totali
Registro d’impianto
in caso di
malfunzionamento
Registro d’impianto
solidi sospesi,
COD
Registro d’impianto
in caso di
malfunzionamento
solidi sospesi,
COD
Registro d’impianto
solidi sospesi,
COD
Registro d’impianto
note in caso di
malfunzionamento
altrimenti riportate
le regolazioni.
Regime
Visivo e con
cartine
indicatrici
Nitriti Nitrati
Registro d’impianto
note in caso di
malfunzionamento
altrimenti riportate
le regolazioni.
Regime
Analisi di
laboratorio e
kit a striscia
reattive,
misuratore di
ossigeno in
linea
Ammoniaca,
nitriti, COD;
BOD;
Tensioattivi
fenoli
Ossigeno
disciolto
Registro d’impianto
Analisi settimanale
Regime
kit a striscia
reattive,
analisi di
laboratorio
Nitriti Nitrati
Registro d’impianto
Regime
Regime
pHmetri,
Visivo,
Calibrazione
periodica
sonde
Visivo, PLC,
scandaglio a
pertica,
analitico
settimanale o
a richiesta,
cartina pH
Allegato 1 – Relazione Tecnica
51
Autorizzazione Integrata Ambientale
Parametri
Macchina
Parametri
Frequenza
dei controlli
Fase
Modalità
Pompe ricircolo e
ponte raschiatore
Livello fanghi
Cambio turno o
giornaliero
Regime
Scandaglio a
pertica
Microgrigliatore
Solidi sospesi,
Cod, BOd
Settimanale o
secondo
necessità
Regime
Analisi sulle
acque di
scarico
Scarico finale
Parametri
prescritti
Cadenza
mensille
Regime
Analisi sulle
acque di
scarico
Perdite
Modalità
Sostanza
registrazione dei
controlli
Registro d’impianto
fanghi
in caso di
malfunzionamento
Analisi settimanale
Solidi
registro d’impianto
sospesi, COD,
in caso di
BOD
malfunzionamento
Da determina
Analisi Laboratori
esterni
5.2.5. Utilities necessarie per il funzionamento.
•
Energia elettrica.
•
Aria compressa.
5.2.6. Rendimento dell’impianto.
Rispetto della tabella 3 e 4 allegato 5 D.Lgs. 152/06 allegati alla parte terza.
5.2.7. Sistemi di monitoraggio.
Stazione di controllo Endress Hauser (vedi allegati)
Allegato 1 – Relazione Tecnica
52
Autorizzazione Integrata Ambientale
5.3.
Emissioni sonore
Vedi relazione tecnica Gesteco S.p.A.
Allegato 1 – Relazione Tecnica
53
Autorizzazione Integrata Ambientale
5.4.
Emissioni al suolo rifiuti
L’azienda da anni opera per una riduzione costante della produzione dei rifiuti e nell’invio
preferenziale degli stessi al recupero piuttosto che ad uno smaltimento in discarica. Si allegano i
dati riferiti al 2005 per la produzione di rifiuti.
Codice
CER[1]
Descrizi
one del
rifiuto
Impianti/f
asi di
provenienz
a[2]
Stato
fisico
040106
Fango
chimico- Depurazione
:
fisico
contenent filtropresse.
e cromo.
Solido
2005
P1
Rifiuto sfuso.
D1
040106
Fango
Depurazione
biologico
:
contenent
filtropresse.
e cromo.
Solido
2005
P2
Cassoni.
D1
040108
Cuoio
conciato,
Fasi
scarti,
meccaniche:
cascami,
rasatura e
ritagli,
rifilatura.
polveri di Lavorazioni
lucidatura
a secco:
,
smerigliatura
contenent e rifilatura.
i cromo.
Solido
2005
P3
Rifiuto sfuso.
R13
150105
Imballagg
i
compositi.
Tutti i
reparti.
Solido
2005
P4
Cassoni.
150106
Imballagg
i in
materiali
misti.
Tutti i
reparti.
Solido
2005
P5
Compattatori.
150104
Imbalaggi
metallici.
Tutti i
reparti.
Solido
2005
P6
anno di
riferimento
Allegato 1 – Relazione Tecnica
Area/Modalità di
stoccaggio[4]
Destina
zione
R5
R5
R13
54
Autorizzazione Integrata Ambientale
Area/Mod Des
Impianti/fas
i di
alità di
tina
Stato fisico
anno di
stoccaggio zion
provenienza
riferimento
[4]
[2]
e
Codice
CER[1]
Descrizion
e del
rifiuto
170405
Rottami
Tutti i reparti.
ferro acciaio.
Solido
2005
P6
R13
150102
Imballaggi in
Tutti i reparti.
plastica.
Solido
2005
P7
R13
150103
Imballaggi in
Tutti i reparti.
legno.
Solido
2005
P8
140603*
Code di
distillazione
di solventi
organici non
alogenati,
altri solventi
e miscele di
solventi.
Rifinizione.
Liquido
2005
P10
D9
130205*
Altri oli da
motori,
trasmissioni
e
ingranaggi.
Tutti i reparti.
Liquido
2005
P9
R13
Fanghi
prodotti da
pitture e
vernici
Rifinizione:
080114
Solido
2005
P11
diversi da
cabine di
quelli di
verniciatura.
quelli alla
voce
080113.
Come già descritto al punto 4 in stabilimento si attua una raccolta differenziata spinta.
Allegato 1 – Relazione Tecnica
R3
D15
55
Autorizzazione Integrata Ambientale
Per quanto concerne la riduzione nella produzione dei rifiuti inseriamo i dati relativi ad uno dei
programmi ambientali del 2005 che hanno consentito una notevole riduzione nella produzione
degli stessi.
Visto il consistente quantitativo di fanghi prodotti dall’impianto di depurazione lo sforzo aziendale si
è concentrato sulla possibilità di ridurre gli stessi in particolare riducendo la quantità di flocculante
e calce utilizzata per la precipitazione dei fanghi in vasca.
Confronto consumo prodotti chimici depuratore.
PERIODO PRIMO SEMESTRE
2005 / PERIODO PRIMO SEMESTRE 2006
Gennaio
Febbraio
Marzo
Aprile
Maggio
Giugno
kg di prodotti per m3 di
acqua trattata 2005
4,80
5,19
5,57
5,04
5,43
5,09
kg di prodotti per m3 di
acqua trattata 2006
3,57
4,41
4,89
4,15
4,71
4,05
Luglio
Agosto
settembre
ottobre
kg di prodotti per m3
di acqua trattata 2005
6,07
4,81
4,94
4,26
4,07
5,02
kg di prodotti per m3
di acqua trattata 2006
3,35
3,01
2,86
3,18
2,58
3,71
novembre dicembre
Produzione fanghi da impianto di depurazione
media
mensile
2005
media
mensile
2006
∆%
kg fango
Chimico-Fisico
248.578
194.044
-22%
kg fango
Biologico
70.195
50.596
-28%
I risultati come si vede sono stati notevoli.
Allegato 1 – Relazione Tecnica
56
Autorizzazione Integrata Ambientale
6. BONIFICHE AMBIENTALI
ALLO STATO ATTUALE NON APPLICABILE.
Allegato 1 – Relazione Tecnica
57
Autorizzazione Integrata Ambientale
7. STABILIMENTI A RISCHIO DI INCIDENTE RILEVANTE
ALLO STATO ATTUALE NON APPLICABILE.
Allegato 1 – Relazione Tecnica
58
Autorizzazione Integrata Ambientale
8. VALUTAZIONE INTEGRATA DELL'INQUINAMENTO
Allegato 1 – Relazione Tecnica
59
Autorizzazione Integrata Ambientale
8.1. Valutazione integrata dell'inquinamento dei consumi energetici e degli interventi
di riduzione integrata.
8.1.1. Emissioni carbonio organico.
L’impatto ambientale generato dall’azienda può essere riassunto riportando i dati relativi al piano
gestione solventi. I dati fanno riferimento al 2006.
Autorizzazione
Data di rilascio
Camini autorizzati n°
Attività
Soglia di consumo del
solvente
Valori limite di emissione
totale
Fasi di lavorazione a cui
si applica il decreto
Aspirazione cabine di
verniciatura
Forno di essicazione
Forno di essicazione
Forno di essicazione
ALP. 10 - 2436 - UD/INAT/741/2
26-ott-05
27
rivestimento del cuoio
valore desunto dall'allegato 2
>10 ton anno
al D.M. 26 febbraio 2004
75g/m2 di cuoio rivestito
Riferimenti corrispondenti
Presenza di
portata
emissioni
m3/H
diffuse
R1, R3, R7 R9, R11, R14, R17,
R19, R21
R2
R4, R8, R10, R12, R13
R16, R18, R20
Nuova linea Cartigliano
Aspirazione botti
Emissione sottovuoto
si
18.000
si
si
si
3.100
4.500
4.000
LS33, LS34
si
10.000
R22
LS6
si
si
30.000
2,2
Consumo
valore
autorizzato
consumo totale
annuo 130 ton
Valori
u.m.
130,00
Tonn/anno
71,85
Tonn/anno
Quantità di pelle lavorata
2006
u.m.
Pelle
3.950.674,00
m2
Consumo totale annuo massimo
(ALP. 10 - 2436)
Consumo effettivo 2006
Emissione totale
g/m2 di cuoio rivestito
Emissione totale limite
75,00
Emissione totale 2006
18,19
Allegato 1 – Relazione Tecnica
valore desunto
(ALP. 10 - 2436)
valore desunto
(ALP. 10 - 2436)
60
Autorizzazione Integrata Ambientale
8.1.2. Emissioni di polveri in atmosfera.
Di seguito si riporta i valori ottenuti considerando le sole emissioni di polvere al camino per ogni
singolo reparto e per lo stabilimento. Il dato è stato calcolato considerando i controlli alle emissioni
effettuati nell’arco del 2006.
Rapportandola al metro quadro di polvere lavorata nell’arco del 2006
Quantità di pelle lavorata
Pelle
Emissione totale polveri
2006
u.m.
3.950.674,00
m2
1.305.000
gr
Emissione totale
g/m2 di cuoio rivestito
polvere
0,33
Allegato 1 – Relazione Tecnica
61
Autorizzazione Integrata Ambientale
8.1.3. Emissioni in acqua
Per il bilancio delle emissioni in acqua ci si riferisce ai dati del 2006 arrotondando ad uno scarico
complessivo di 360.000 mc.
Scarico 1 in corpo idrico.
Parametri
U.M.
lim.
Tab 3
lim.
Tab 4
media in
gr/m3
kg/
anno
t/
anno
m2 pelle
lavorata
gr/m2 pelle
lavorata
pH
unità di pH
5,5 - 9,5
6,0 - 8,0
7,49
Materiali in
sospensione
mg/l
80
25
11,18
4.024,8
4,02
3.950.674
1,02
B.O.D.5
mg/l O2
40
20
15,09
5.432,7
5,43
3.950.674
1,38
C.O.D.
mg/l O2
160
100
40,86
14.711
14,71
3.950.674
3,72
Cadmio
mg/l Cd
0,02
<
<
<
3.950.674
<
Cromo Totale
mg/l Cr
1,8*
0,11
40,8
0,04
3.950.674
0,01
Cromo VI
mg/l Cr
0,18*
<
<
<
3.950.674
<
Ferro
mg/l Fe
2
0,90
324
0,32
3.950.674
0,08
Piombo
mg/l Pb
0,2
<
<
<
3.950.674
<
Solfiti
mg/l SO3
1
0,5
<
<
<
3.950.674
<
Solfati
mg/l SO4
1.000
1.000*
296,60
106.777
106,78
3.950.674
27,03
1.200*
261,37
94.094
94,09
3.950.674
23,82
1
2
Cloruri
mg/l Cl
1.200
Azoto Ammoniacale
(met. diretto)
mg/l NH4
15
5,54
1.993,5
1,99
3.950.674
0,50
Azoto Nitroso
mg/l N
0,6
0,03
10,8
0,01
3.950.674
0,00
Azoto Nitrico
mg/l N
20
3,37
1.212,3
1,21
3.950.674
0,31
Sostanze Oleose
mg/l
20
<
<
<
3.950.674
<
Idrocarburi totali
mg/l
4,5*
<
<
<
3.950.674
<
Fenoli
mg/l C6H5OH
0,45*
0,1
0,13
48,24
0,05
3.950.674
0,01
Aldeidi
mg/l H-CHO
1
0,5
0,20
72
0,07
3.950.674
0,02
mg/l
0,2
0,01
<
<
<
3.950.674
<
mg/l
0,1
0,01
<
<
<
3.950.674
<
mg/l
1
0,02
7,08
0,01
3.950.674
0,00
Solventi Organici
Aromatici
Solventi Organici
Azotati
Solventi Organici
Clorurati
Tensioattivi Bias
mg/l
0,54
193,5
0,19
3.950.674
0,05
Tensioattivi Mbas
mg/l
0,31
110,4
0,11
3.950.674
0,03
Tensioattivi Totali
mg/l
0,54
194,8
0,19
3.950.674
0,05
2
0,5
Allegato 1 – Relazione Tecnica
62
Autorizzazione Integrata Ambientale
Si riporta altresì il dato relativo alle caratteristiche delle acque di seconda pioggia.
U.M.
lim. acque
meteoriche di
seconda pioggia
TAB. 4
22/11/06
ZONA VERDE
1
26/10/06
ZONA ROSSA
2
unità di pH
6,0 - 8,0
7,4
7,0
Temperatura
°C
-
Materiali in
sospensione
mg/l
25
6,0
16,0
11,0
B.O.D.5
mg/l O2
20
15
20
17,5
C.O.D.
mg/l O2
100
35,3
66,7
51,0
Cadmio
mg/l Cd
<0,01
<0,01
<
Cromo Totale
mg/l Cr
0,10
<0,05
0,1
Cromo VI
mg/l Cr
<0,1
<0,1
<
Ferro
mg/l Fe
1,1
0,5
0,8
Piombo
mg/l Pb
<0,05
<0,05
<
Solfiti
mg/l SO3
1
<0,1
<0,1
<
Solfati
mg/l SO4
500
35,770
<0,053
35,8
Cloruri
mg/l Cl
200
7,260
24,830
16,0
Parametro
pH
1
2
media
mg litro
15
Azoto
Ammoniacale
(met. diretto)
mg/l NH4
0,7
5,9
3,3
Azoto Nitroso
mg/l N
<0,02
0,04
0,0
Azoto Nitrico
mg/l N
0,56
0,23
0,4
mg/l
<4
<4
<
Idrocarburi totali
Fenoli
mg/l C6H5OH
0,1
0,090
0,030
0,1
Aldeidi
mg/l H-CHO
0,5
0,1
0,1
0,1
mg/l
0,01
<0,005
<0,005
<
mg/l
0,01
<0,05
<0,01
<
<0,002
<0,002
<
Solventi Organici
Aromatici
Solventi Organici
Azotati
Solventi Organici
Clorurati
mg/l
Allegato 1 – Relazione Tecnica
63
Autorizzazione Integrata Ambientale
8.1.4 Rifiuti
Per il bilancio relativo alla produzione dei rifiuti in acqua ci si riferisce ai dati del 2005.
CODICE
CER
DENOMINAZIONE
AREA DI
PROVENIENZA
M2 pelle
KG PER M2
filtropresse.
Depurazione:
3.950.674
0,78
3.950.674
0,22
3.950.674
0,80
Depurazione:
40106
Fango chimico-fisico
contenente cromo.
40106
Fango biologico
contenente cromo.
40108
Cuoio conciato,
scarti, cascami,
ritagli, polveri di
lucidatura,
contenenti cromo.
filtropresse.
Fasi meccaniche:
rasatura e rifilatura.
Lavorazioni a
secco:
smerigliatura e
rifilatura.
150105
Imballaggi compositi.
Tutti i reparti.
3.950.674
0,04
150106
Imballaggi in
materiali misti.
Tutti i reparti.
3.950.674
0,01
150104
Imbalaggi metallici.
Tutti i reparti.
3.950.674
0,02
170405
Rottami ferro
acciaio.
Tutti i reparti.
3.950.674
0,00
150102
Imballaggi in
plastica.
Tutti i reparti.
3.950.674
0,02
Tutti i reparti.
3.950.674
0,09
Rifinizione.
3.950.674
0,001
Tutti i reparti.
3950674
0,0002
3.950.674
0,01
150103
140603*
Imballaggi in legno.
Code di distillazione
di solventi organici
non alogenati, altri
solventi e miscele di
solventi.
130205*
Altri oli da motori,
trasmissioni e
ingranaggi.
80114
Fanghi prodotti da
pitture e vernici
diversi da quelli di
quelli alla voce
080113.
Rifinizione:
cabine di
verniciatura.
totale in kg
kg/m2
Allegato 1 – Relazione Tecnica
1,99
64
Autorizzazione Integrata Ambientale
8.1.5 Tecniche già adottate per prevenire l’inquinamento
Allegato 1 – Relazione Tecnica
65
Autorizzazione Integrata Ambientale
9 CODICI
DI
RIFERIMENTO
PER
SISTEMI
DI
ABBATTIMENTO, COMBUSTIBILI E COEFFICIENTI DI
EMISSIONE DI CO2 DA UTILIZZARSI NELLE SCHEDE
RIASSUNTIVE
Allegato 1 – Relazione Tecnica
66
Autorizzazione Integrata Ambientale
Attività introdotte in Natco S.p.A. al fine di ottenere una performance più efficiente per gli aspetti
ambientali collegati al ciclo produttivo realizzato nel sito.
Depurazione delle acque reflue.
1. Nell’ambito della conduzione dell’impianto di depurazione delle acque reflue durante l’anno
2006 sono state introdotte delle modifiche nell’uso dei reagenti utilizzati al fine di depurare
le acque reflue dagli inquinanti presenti:
2. riduzione del consumo di calce con conseguente riduzione dei costi di gestione dell’impianto
di depurazione, riduzione del quantitativo di fanghi di depurazione da smaltire.
3. ridurre i consumi mensili di acqua prelevata dal pozzo (m3/q tintura) del 5% rispetto ai
rispettivi consumi mensili riscontrati nell’anno 2003 si allegata tabella di verifica
dell’andamento.
Allegato 1 – Relazione Tecnica
67