Quale chimica oltre il petrolio ?
Ferruccio Trifirò
Facoltà Chimica Industriale Bologna
Argomenti del mio intervento
• 1) La Petrolchimica in Sardegna
• 2) Come realizzare un’industria chimica
sostenibile
• 3) Verso nuove materie prime
La Chimica in Sardegna
Numero addetti
•
•
•
•
Assemini :Syndial 280 , Contevecchi 54 Totali
Sarroch: Polimeri Europa 435, Sasol 57 Totali
Ottana : Endorama 120 , Altri 284
Totali
Porto Torres :Enichem 650, Vinyls IT132 Totali
Totali 2012
334
492
404
762
L’albero della chimica
Cloruro vinile
P
E
T
R
O
L
I
O
E T
Dicloroetano
Ossido
etilene N E
E
I L
INDUSTRIA CHIMICA
PRODOTTI
INTERMEDI
MATTONI
MATERIE PRIME
PETROLCHIMICA
IND
MANUF
PRODOTTO
INTERMEDIO
MATTONE
MATERIA PRIMA
PVC
CLORURO VINILE
ETILENE
PETROLIO
Dal barile di petrolio in Chimica a Porto Torres
carburante
per un viaggio
di 1000 Km
PVC
etilene
polietilene
fenolo
propilene
Cumene
acetone
16 litri
nafta pesante
butadiene
buteni
elastomeri
aromatici
Cumene
Dal Petrolio in chimica a Porto
Torres
•
Impianto Steam cracking
Nafta Pesante
C7-C10
C
R
A
C
K
I
N
G
gas (CH4,H2) PT
Etilene PT
Propilene PT
Butadiene e buteni PT
Benzina di pirolisi PT
(C6-C7)
I CRACKING IN ITALIA
PRODOTTI E CAPACITA’ PRODUTTIVE DEGLI IMPIANTI
Porto Marghera
(VE)
407 kt/a
Etilene
185 kt/a
Propilene
107 kt/a C4
305 kt/aPygas
Porto Torres
(SS)
300 kt/a
Etilene
438 kt/a
Etilene
Brindisi
236 kt/a
Propilene
157 kt/a C4
150 kt/a
Propilene
347 kt/a Pygas
100 kt/a C4
745 kt/a Etilene
240 kt/a Pygas
Priolo (SR)
Osservatorio per il
settore chimico
587 kt/a
Propilene
277 kt/a C4
445 kt/a Pygas
Dal Petrolio in Chimica a Porto Torres
• Platforming (con cat a base di Pt a 450oC)
•
P
L
•
Penteni -> ?
A
Benzina di pirolisi
Benzene PT
T
F
C6-C7
Toluene->PT
O
R
M
I
N
G
Platforming in Italia
•
•
•
•
•
•
Prodotti
Marghera
Porto Torres
Sarroch
Priolo
C5 C6-C7
sia
si
si b
si
si
si
C8
C9
si
sic
si
a)diciclopentadiene b)ciclopentano c) solo orto e para
PORTO TORRES
300 kt/a
Etilene
ASSEMINI -Syndial
Vinyls Italia
Dicloroetano
PVC
Syndial HDPE
150 kt/a
Propilene
Impianto
Cracking
Polimeri Europa
FENOLO
Syndial
Cumene
ACETONE
RESINE
solventi
107 kt/a C4
Syndial
gomme
Butadiene
305 kt/a Pygas
Syndial
Aromatici
BENZENE
TOLUENE
Osservato
rio per il
settore
chimico
Petrolchimica a Porto Torres
• 1) I penteni sono utilizzati per la produzione di
ciclopentano che è venduto ed è utilizzato come
espandente puro o in miscela nella preparazione della
schiuma poliuretanica rigida, utilizzata come isolante in
apparecchiature frigorifere.
• 2) Nell’impianto di produzione di cumene di Syndial a
Porto Torres si realizza l’alchilazione del benzene con
propilene con un processo innovativo, proprietario
dell’azienda, utilizzando zeoliti come catalizzatori e
come sottoprodotto della produzione si ottiene
alfametilstirene .
• Questo è l’unico impianto esistente in Italia
La chimica del cumene
• Benzene + propilene -> cumene (alfametilstirene)
• Cumene +O2 -> fenolo + acetone (PT e Mantova)
• Fenolo +5/2H2 -> cicloesanolo (Mantova)
Petrolchimica a Porto Torres
• IL cumene viene successivamente ossidato a
fenolo ed acetone in parte a Porto Torres, in parte
a Mantova.
• Il fenolo, viene in gran parte idrogenato nello
stabilimento di Mantova a cicloesanone e
cicloesanolo intermedi per la produzione di nylon
.
• L’acetone viene utilizzato in gran parte per la
produzione di aceton cianidrina ( a Marghera)
intermedio per la produzione di plastiche a base
di metil metacrilato
Altri utilizzi fenolo e acetone
• Fenolo per : componenti per l’industria
elettrica; componenti per radio, telefoni,
industria auto; settore elettrodomestici,
settore aerospaziale e difesa; laminati
plastici, isolamento e vernici
• Acetone :per uso farmaceutico e
cosmetico, per pitture, vernici, lacche,
adesivi, inchiostri.
Impianto Cumene e Fenolo a Porto
Torres
• Eni continua a tenere chiuso l’impianto di
cumene e di fenolo a seguito della non
economicità del prodotto sul mercato a causa
essenzialmente della difficile collocazione del
coprodotto acetone sul mercato .Eni
comunque ha promesso di investire 100
milioni di euro per migliorare le prestazioni
della centrale elettrica e dell’impianto di
cracking
Polietilene e gomme a Porto Torres
• A)L’ impianto produzione di polietilene ad alta densità
HDPE (Eraclene) appartiene alla Polimeri Europa , e
produce una plastica utilizzata per applicazioni a
stampaggio ad iniezione. Esiste un altro impianto per la
produzione dello stesso tipo di polietilene a Brindisi.
• B) Polimeri Europa produce le gomme nitriliche (NBREuroprene), che sono a base di butadiene -acrilonitrile
e trovano applicazione nell'industria automobilistica,
nella produzione di oggetti resistenti ai solventi e di
abbigliamento tecnico di sicurezza. Questo è l’unico
impianto esistente in Italia.
Utilizzi HDPE
• Sacchetteria, collanti termofusibili; geomembrane,
lastre espanse reticolate per calzature, lastre e
geomembrane per discariche pubbliche; profilati e
reticolati; supporti per tappeti; masterbatch e resine
base per cavi flessibili; rivestimento tubi acciaio;
contenitori per latte e derivati, succhi di frutta e
acqua; contenitori industriali; stampaggio articoli vari
quali articoli medicali e sanitari, bambole, casalinghi,
dischi per racchette da sci, fiori artificiali, giocattoli,
guarnizioni, pinne, secchi; cassette portabottiglie e per
alimenti; bidoni spazzatura, contenitori industriali,
contenitori per agricoltura; tubi corrugati;
compounds; modificante antiurto in miscela con
resine poliolefiniche.
La Chimica del PVC
• Ad Assemini
• CH2=CH2 +Cl2 CH2Cl-CH2Cl
• A Porto Torres
1) CH2Cl-CH2Cl
CH2=CHCl +HCl endotermica
2) CH2=CH2 +2HCl+1/2O2->CH2Cl-CH2Cl +H2O
3) nCH2=CHCl > PVC (Emulsione) unico impianto
in Italia
La caratteristica di questo PVC é che adatto per la
produzione di manufatti flessibili e trova il suo
maggiore impiego nell'edilizia, nell'industria
automobilistica; nel settore dell'abbigliamento e
arredamento e nella produzione della finta pelle.
PVC
• Imballaggi per uso medicale e
farmaceutico, Imballaggi per uso
alimentare e non, Nastri magnetici, Smart
cards, Carte d’identità, Schede per
telecomunicazioni, Stampe e decorazioni,
Elementi di arredo, Tappi e capsule per
bottiglie, Articoli per ufficio, Usi tecnici
A chi appartiene il PVC ?
La Ramco azienda del Quatar ha rinunciato
ad acquistare Vinyls Italia opo l’abbandono di
Ineos, Sartor sembra che questo acquisto
non fosse conveniente per l’azienda, anche
a causa della difficile congiuntura
internazionale.
Sembra che un industruale chimcio italiano
Bertolini sia interessato ,però senza accollarsi
i debiti e prendendo in prestito le
apparecchiature
Accuse al PVC
• 1) il cloruro di vinile monomero (CVM) è cancerogeno;
• 2) al PVC è stato attribuito il rilascio degli ftalati
(plastificanti) dai manufatti, alcuni dei quali ritenuti
distruttori del sistema endocrino,in particolare
controindicati negli oggetti destinati all’infanzia;
• 3) al PVC è stato attribuito il rilascio di metalli pesanti (Cd,
Pb), additivi usati come stabilizzanti termici;
• 4) alla produzione di PVC è connesso l’inquinamento da
mercurio delle celle elettrolitiche per la produzione del
cloro-soda;
• 5) il PVC presente nei rifiuti è stato ritenuto responsabile
della formazione di diossine negli inceneritori;
• 6) il PVC è ritenuto una plastica non riciclabile.
A queste accuse le aziende hanno
risposto con interventi già da molti
anni
• Il PVC è un bell’esempio della presa di coscienza della
chimica delle problematiche da essa create alla società e
all’ambiente e quindi della capacità di produrre soluzioni
credibili. Il rinnovamento degli impianti e la ricerca di
nuove formulazioni è il modo più sicuro per ridurre le
emissioni e per portare sul mercato prodotti sostenibili
su tutto il ciclo di vita e chiudere la pagina nera del PVC.
L’impatto ambientale della produzione di
PVC
• L’impatto ambientale della produzione di PVC può
essere dovuto alle seguenti attività:
• 1) alle emissioni gassose convogliate in esercizio
normale,
• 2) alle emissioni gassose convogliate in caso di
emergenza,
• 3) alle emissioni gassose non convogliate (diffuse e
fuggitive),
• 4) alle emissioni acquose convogliate,
• 5) alla produzione di rifiuti.
Le emissioni gassose convogliate
• Le emissioni gassose convogliate in esercizio normale
sono quelle dello stoccaggio ed essiccamento di PVC,
della termocombustione con metano di effluenti gassosi
clorurati (vent gas)provenienti dagli impianti di
produzione di DCE e CVM e quelle da combustione di
metano nei forni di cracking di produzione di DCE
(reazione endotermica).
• Al termocombustore vengono inviate anche le emissioni
gassose del sistema di riliquefazione del CVM
dell’impianto di PVC, inviate prima ad un absorbitore a
solvente per ridurre le quantità presenti e recuperare il
CVM.
• All’uscita del termocombustore c’è un lavaggio con acqua
e soda per abbattere HCl.
Emissioni di emergenza
Le emissioni convogliate di emergenza sono gli sfiati che si
possono avere nel caso che il termocombustore non funzionasse.
Le emissioni non convogliate (diffuse e fuggitive) sono dovute a
piccoli possibili trafilamenti dagli organi di tenuta, accoppiamenti
flangiati, soffietti di valvole regolatrici, tenute di pompe, tenute
di compressori.
Esiste attualmente un programma di controllo e
di monitoraggio di queste emissioni diffuse coerente con quello
sviluppato dall’associazione europea del PVC che prevede
periodici monitoraggi in campo punto per punto.
Il monitoraggio delle emissioni diffuse è anche supportato dalle
sonde dello spettrometro di massa utilizzato per monitorare
l’esposizione nelle varie aree di lavoro.
Emissioni acquose
Le acque che contengono sostanze clorurate e solidi sospesi
(PVC) e residui di catalizzatore, che sono le acque di
processo e di reazione e le acque meteoriche
proveniente dalle aree segregate di impianto e di lavaggio
delle apparecchiature, sono inviate al sistema trattamento
acque.
Questo consiste nello strippaggio con aria dei clorurati, nella
sedimentazione delle polveri, nella filtrazione con filtri a
cartucce nella successiva filtrazione con carboni attivi per
eliminazione dei clorurati e dei solidi sospesi e nell’invio
finale all’impianto di trattamento acque consortile dello
stabilimento.
Rifiuti
• I principali rifiuti della produzione sono i fanghi di
trattamento in loco degli effluenti ed i residui di
distillazione clorurati, ossia i sottoprodotti
pluriclorurati dell’impianto di ossiclorurazione e di
deidroclorurazione ed i residui di produzione di PVC
derivante dalla pulizia dei reattori, dei filtri e di altre
apparecchiature e tubazioni della polimerizzazione,
questi residui sono distrutti per termodistruzione.
Produzioni a Porto Torres
”,
Produzioni
Etilene
Propilene
Benzene
Toluene
Ciclopentano
Cumene
Fenolo
Acetone
Alfa-metilstirene
Polietilene
Gomme nitriliche)
VCM
PVC E
Capacità (t/a)
250.000
125.000
160.000
70.000
5.000
400.000
180.000
110.000
12.000
140.000
33.000
90.000
65.000
Dal petrolio in Chimica a Sarroch
•
Impianto Platforming a Sarroch
Frazione C8-C9
(direttamente
dalla raffineria)
P
L
A
T
F
O
R
I
N
G
Benzene
Porto Torres,
Etilbenzene ?
Paraxilene
Ottana
acido
tereftalico
PET
Metaxilene acido isoftalico ?
Ortoxilene anidride ftalica, ?
Mesitilene chimica fine ?
Pseudocumene anidride
trimellitica ?
Dal Petrolio in Chimica a Sarroch
• 1) Dall’impianto di fluid catalytic
cracking della Saras che trasforma
frazioni pesanti (C25-C50)di petrolio in
benzina si produce anche Propilene che
va in chimica
• 2) Sasol produce paraffine a 10-20 atomi
di carbonio che poi deidrogena ed anche
olefine interne
Petrolchimica ad Ottana
• Da Sarroch arriva il p- xilene che veniva
trasformato da Equipolymers , che è una consociata
fra Dow e PIC (Kuwait), per produrre acido
tereftalico . Equipolymers avrebbe dovuto portare
la produzione da 170.000 a 190.000 ton/ anno.
L’acido tereftalico viene utilizzato per la produzione
di PET ( polietilene tereftalato) sempre ad Ottana .
• Si parlava di realizzare un impianto per la
produzione di film biorientati di PET per packaging..
•
•
Il futuro di Ottana
Ottana Energia dell’industriale sardo Paolo
Olivati e l’azienda asiatica Indorama
produttrice mondiale di Pet con impianti in
Thailandia ,Olanda ,Lituania e Stati Uniti
hanno firmato un accordo per l’acquisto
dell’impianto dell’ Equipolymer Dow e PIC
• I costi troppo elevati di energia trasporti e
servizi hanno fatto decidere le aziende alla
vendita dello stabilimento
Cosa è stato fatto per salvare Ottana?
• E’stato firmato un documento che prevede la
realizzazione, da parte di Ottana Energia, di un impianto
a tecnologia termodinamica solare a concentrazione da
almeno 20 MWe e di un impianto a tecnologia
fotovoltaica fino a 10MWp, oltre al completamento del
percorso di revamping dell’attuale impianto, con la
realizzazione di una centrale da 400 MW a ciclo
combinato.
• Sul fronte dei trasporti, la Regione s'impegna intervenire
per il ripristino, del traghetto Golfo Aranci-Civitavecchia,
• econtribuirà con 3 milioni di euro alla realizzazione del
raccordo ferroviario tra la stazione di Porto Torres ed il
porto industriale, che consentirà l’imbarco dei carri su
navi traghetto.
• .
Cosa è stato fatto per salvare Ottana ?
• La cordata Indorama-Clivati ha chiesto alla
società del gruppo ENI di raddoppiare le
forniture di paraxilene materia prima per la
produzione di acido tereftalico, intermedio del
PET, portandole da 60 a 120.000 tonnellate
annue. In questo modo l'impianto di Ottana
potrebbe ripartire a piena capacità produttiva
Produzioni di Assemini
• Fluorsid produce Al F3 e criolite sintetica Na 3 Al
F6 componenti delle celle elettrolitiche per
produrre alluminio
• Syndial ha un impianto di cloro soda a celle a
membrana, l’unico esistente in Italia di questo
tipo. Nell’impianto si produce Cl2 , H2 NaOH .
• Il cloro viene utilizzato per la produzione di
dicloroetano per clorurazione diretta dell’etilene .
• L’idrogeno potrebbe essere utilizzato per
produrre energia( da 15 megawatt) o per
trasformazioni chimiche .Il costo dell’energia è
l’aspetto penalizzante dell’impianto cloro-soda
• Syndial produce anche sodio ipoclorito
Petrolchimica Assemini
Syndial
• 145mila t/a cloro
• 161mila t/asoda
• Idrogeno
• Sodio ipoclorito 8mila t/a
• dicloretano 186milat/a
• Saline Contevecchi
• 285 mila t/a sale industriale
• 40mila t/a di cloruro magnesio
• 3mila t/a solfato magnesio
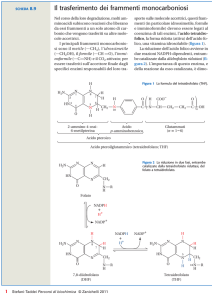
Processo a membrana
anodo
Cl2
catodo
La membrana evita che gli
H2
OH- migrino all’anodo
ma occorre tenere
bassa la concentrazione
degli ioni OH-
NaCl
OH-
NaOH diluita
Questo processo ha minori costi ambientali, ma piu’ costi
energetici occorre concentrare NaOH prodotta
Cloro-soda -Ruolo del tipo di processo
• 2NaCl+2H2O -> 2NaOH +Cl2+ H2
• Con celle a mercurio Al catodo
•
si forma amalgama
anodo Cl2
•
NaHg
Cl-
NaCl
H2
Na+
H2O
NaHg
Hg
catodo
Hg
NaOHconc
Films PVC a Macchiareddu
• Ineos films di Macchiareddu che produceva
filma di PVC per imballaggi é stata acquistata
dall’imprenditore cagliaritano Alberto Scanu
Decreto salva Alcoa (Portovesme)
Il decreto che abbatte le tariffe per le aziende
sarde e siciliane è legge .Alcoa riceverà
benefici e quindi dovrà effettuare investimenti
La tariffa ridotta è per le aziende che decidono
di utilizzare energia interrompibile cioè
staccabile senza preavviso dal gestore per
tenere competitive le sue produzioni italiane
• Utilizzano allumina e carbone e coke che
arrivano via mare utilizzati nel reparto anodi
PER UN’INDUSTRIA CHIMICA
SOSTENIBILE
P
LO SVILUPPPO DELL’INDUSTRIA
CHIMICA
1) FINO AGLI ANNI SETTANTA :PRODUZIONE DI
ENORMI QUANTITA’ DI EMISSIONI GASSOSE E
LIQUIDE E RIFIUTI SOLIDI
2) FINO AI NOSTRI GIORNI : INTRODUZIONE DI
IMPIANTI DI PURIFICAZIONE E TRATTAMENTO A
VALLE(END OF PIPE)
3) IL FUTURO :CAMBIAMENTO DEI PROCESSI
NUOVE TECNOLOGIE (VERDI O SOSTENIBILI)
EVITANDO DI PRODURRE EMISSIONI E RIFIUTI
FORZE TRAINANTI
L’INNOVAZIONE NELL’INDUSTRIA
• ECOCOMPATIBILITA’ E NON TOSSICITA’ DEI
PROCESSI
• ECOCOMPATIBILITA’ E NON TOSSICITA’ DEI
PRODOTTI
• REGOLAMENTI PER IL TRASPORTO
• REGOLAMENTI SULLA SICUREZZA
• NUOVE MATERIE PRIME(alcani e rinnovabili)
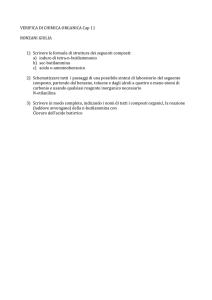
CRITERI PER VALUTARE UNA
TECNOLOGIA PULITA
SI DEFINISCE EQ = INDICE AMBIENTALE
DOVE E = Kg scarti /Kg prodotto
Q indice di tossicità
Q=1 PER NaCl
MA
Q=10-10000 PER METALLI PESANTI
OCCORRE DIMINUIRE LA QUANTITA’
DI SCARTI E LA LORO TOSSICITA’
CHIMICA PULITA
- NESSUN SCARTO, NESSUN SOTTOPRODOTTO
- NESSUN SOLVENTE
- NESSUN REAGENTE O INTERMEDIO TOSSICO O
PERICOLOSO
- SINTESI A BASSA TEMPERATURA E PRESSIONE
UN PROCESSO INTRINSECAMENTE
SICURO
VECCHIO PROCESSO NON SICURO
benzene-+H2 -> cicloesano (200C 3106Pa ,Cat Ni)
Cicloesano +O2-> cicloesanone (150C 0,6106Pa Cat Cosali)
NUOVO PROCESSO PIU’ SICURO
benzene+H2> cicloesene ( cat Ru modificato)
cicloesene+H20-> cicloesanolo ( zeolite )
cicloesanolo-> cicloesanone +H2 ( Cu)
PROCESSI SENZA REAGENTI TOSSICI
VECCHIO PROCESSO
METILAZIONE CON
(CH3O)2SO2 or CH3Cl
NUOVO PROCESSO
METILAZIONE CON (CH30)2CO or CH3OH
Dal guaicolo
al Veratrolo
OC H 3
OH
+
OH
C H 3OH
Z E OL IT E
OC H 3
Un Processo senza coprodotti
VECCHIO PROCESSO
NH3+02->NO+H20
NH3+H2SO4+NO+H2-> NH20H.H2SO4+(NH4)2SO4
NH3+NH20H.H2SO4+Cicloesanone ->
Cicloesanonossima +(NH4)2SO4+H20
Nuovo processo
cicloesanone+ NH3+H2 02 -> cicloesanonossima+ H20
Un processo senza coprodotti Beckman Rearrangement
Vecchio processo
N
OH
H
H
N
H2SO4
O
H2SO4
O
N
NH3
+
Nuovo processo
N
H
OH
N
Silicalite
O
(NH4)2SO4
Produzione fenolo
• Processo attuale
• Benzene +propilene ->cumene
• Cumene +O2 -> fenolo +acetone
• Processo alternativo
• Benzene +N2O-> fenolo +N2
Un processo con riduzione di rifiuti
liquidi
VECCHIO PROCESSO
• ALCHILAZIONE E ACILAZIONE CON CON AlCl3
NUOVO PROCESSO
• ACILAZIONE e ALCHILAZIONE. Con
zeoliti (ZSM5, zeolite beta )
• Minori scarichi liquidi , minore contaminazione del
prodotto, semplificazione del processo,più facile
realizzazione di un processo continuo più sicuro
Acilazione con catalisi eterogenea
Vecchio processo con AlCl3 :4.5Kg /Kg Acetanisolo
di rifiuti liquidi che contengono
AlCl3, idrocarburi clorurati ed acido acetico
Nuovi processi con zeoliti : 0,035 Kg/Kg
Acetanisolo di rifiuti liquidi che contengono
99% H2O ,0.8% di acido acetico e <0.2 % di altri
organici
Nel nuovo processo il catalizzatore è riciclabile ed
il numero di operazioni si è ridotto da 12 a 2
Inoltre sono stati ottenuti più elevate rese e
purezza del prodotto
Un processo con riduzione dei costi
ambientali
Ossoclorurazione in aria
CH2=CH2+O2+N2+2HCl-> CH2ClCH2Cl+H2O +N2
Ossoclorurazione in ossigeno
CH2=CH2+HCl+O2->CH2Cl-CH2Cl+H20
Processo
Processo
con aria
con 02
Flusso vent m3/h 15.000
<1000
Composti con cloro 0,2 %
0,5%
O2 uscita in %
5%
2%
Catalizzatori non tossici
• Solidi superacidi in sostituzione di HF
• Ru sostituzione del Nichel in idrogenazioni
• Al in sostituzione del Cr In catalizzatori a base
di Cu
• Ga zeoliti in sostituzione del Cr in catalizzatori
di deidrogenazione di alcani
Attenuazione delle condizioni di
processo
• La ossosintesi( produzione di n- butirraldeide da
propilene CO e H2
• Nel passato era realizzata:
• con catalizzatori a base di cobalto a 200C e200Atm ,
• Attualmente viene realizzata :
• con catalizzatori a base di Rh a 100oC e 20 Atm .
•
•
•
•
•
La sintesi di metanolo da gas di sintesi :
Nel passato era realizzata
a350C e 300 Atm con cat a base di Zn Cr ossidi
Ora è realizzata :
con catalizzatori a base di Cu Zn Al ossidi a 230 e 50 Atm
Evoluzione della produzione di PVC
1o Processo
• CHΞCH+HCl
CH2=CHCl (Ravenna 1960
• Hg Sali come cataliz a 80oC
•
•
2o Processo
• CH2=CH2 +Cl2 CH2Cl-CH2Cl (FeCl3 come cat
• A 80oC
• CH2Cl-CH2Cl
CH2=CHCl +HCl endotemica
• A 450oC
3 0processo
A Ravenna per alcuni anni i primi due processi
sono coesistiti accoppiamento dei due
precedenti processi
CHΞCH+HCl
CH2=CHCl
CH2=CH2 +Cl2 CH2Cl-CH2Cl
CH2Cl-CH2Cl
CH2=CHCl +HCl
4o e 5° processo ossoclorurazione
dell’etilene (via attuale)
4° Processo
condotto 260oC con cat a base CuCl2
- KCl supportato su Al2O3
1)CH2=CH2 +2HCl+1/2O2->CH2Cl-CH2Cl +H2O
2)CH2Cl-CH2Cl-> CH2=CHCl+HCl
5° Processo ( quello attuale in Sardegna)
CH2=CH2 +Cl2->CH2Cl-CH2Cl
CH2Cl-CH2Cl-> CH2=CHCl +HCl
CH2=CH2 +2HCl > CH2Cl-CH2Cl
6o processo,
• 1)CH2=CH2 +Cl2 ->CH2Cl-CH2Cl
• 2)CH2Cl-CH2Cl +2NaOH -> CH2=CHCl+2NaCl
•
elettrolisi
• 3) 2NaCl+2H2O ->2NaOH +Cl2+H2
• In questo processo sono alti i costi energetici.
(utilizzato solo negli Urali-Russia) Negli urali
hanno bassi costi energetici
6o Processo: possibile nel futuro
• 1) CH3-CH3 +2HCl +O2-> CH2Cl-CH2Cl +2H2O
• 2) CH2Cl-CH2Cl-> CH2=CHCl +HCl
• Un impianto pilota è stato realizzato a Marghera ed
un impianto dimostrativo sta per essere costruito in
Germania . Il vantaggio di questo processo è che
l’etano che proviene dal gas naturale è meno caro
dell’etilene
MATERIE PRIME ALTERNATIVE
Gas naturale
Etano
Biomasse
Petrolio
Etanolo
Etilene
Dicloroetano
Carbone
Gas di sintesi
Etilene
Plastiche
LE DIVERSE VIE DI PRODUZIONE DI DICLOROETANO
CH4
Gas naturale
Etano
Biomasse
Petrolio
Etanolo
Etilene
Carbone
Gas di sintesi
Acido Acetico
Colle
Fibre
Plastiche
Farmaceutici
LE DIVERSE VIE DI PRODUZIONE DI ACIDO ACETICO
Alcani come materie prime
• Largamente disponibili
• Meno cari
• Semplificazione dei processi
COMPOSIZIONE GAS NATURALE
•
•
•
•
•
•
•
•
•
•
•
Italia Francia Algeria Texas Brent* Mare del Nord
Po
Lacq Haal
Terrell
West Sole
CH4
95.9 69,3 83,1
45,7
82
52,4
C2H6
2,8
3,1
7,0
0,2 9,4
0,4
C3H8
0,9
1,1
2,0
4,7
0,1
C4H10
0,6
0.8
1,6
0,2
C5
0,7
0.4
0,9
0,4
N2
0,4
0,4
6.1
0,2 0,7
2,5
CO2
9,6
4,2
53,9 0.1
8,2
H2S
15,2
35,6
* gas associato
Dal gas naturale in chimica
•
•
Gas naturale
•
•
•
Reforming C1-C4 Gas sintesi
Steam cracking C2-C4 Olefine
Cyclar C3-C4
Aromatici
Deidrogenazione C3-C4 Olefine
Ossidazione C1-C4 Intermedi
Ossidazione di paraffine
Reagente
Metano
Etano
Etano +HCl
Propano
Propano +NH3
Propano
n-butano
Isobutano
Prodotto
Formaldeide
Acido acetico
1,2 dicloroetano
Acroleina
Acrilonitrile
Acido acrilico
Anidride maleica
Acido metacrilico
Livello
Industriale
Industriale
Dimostrativo
Ricerca
Industriale
Ricerca
Industriale
Ricerca
La funzionalizzazione diretta delle
paraffine
• è attualmente realizzata solo :
• per l’ossidazione di n-butano ad anidride
maleica
• Per etano aad acido acetico
• Per la produzione di , acrilonitrile e
dicloroetano) é ci sono impianti dimostrativi
Vantaggi funzionalizzazione diretta
• La funzionalizzazione diretta di una paraffina non
solo ha il vantaggio di partire da una materia prima di
basso costo e ampiamente disponibile, ma
soprattutto di semplificare i processi.
• Per esempio, nel caso dell’utilizzo del n- butano per
la produzione di anidride maleica, si è sostituita una
materia prima cancerogena come il benzene che
caratterizzava i vecchi processi, la cui
ossidazione,inoltre, portava a perdere due atomi di
carbonio che andavano a CO2, quindi non c’era un
economia atomica, che é orami un requisito che
devono avere processi moderni sostenibili
Principi di chimica verde e catalisi
eterogenea
O
O
2
OLD
NEW
O
O
O
2
Economia atomica
Semplici e più sicuri
No waste
Evitare l’uso di reagenti
tossici
La perdita di due atomi
di carbonio come nella
ossidazione del
benzene è evitata
Solo COx e CH3COOH
come sottoprodotti
facile recupero di MA
Evitati problemi di
tossicità legati al
benzene
Semplificazione dei processi
Sintesi multistadio
cracking
Wacker
oxid. In fase liquida
Ethane ethylene acetaldehyde acetic acid
Uno stadio
processo Sabic con catalizzatori a base di
MoV.Te
Acroleina da propano
Sintesi multistadio
Propano ->propilene ->acroleina ->acido acrilico
Sintesi in uno stadio
In studio in pilota
Vantaggi funzionalizzazione diretta
• Obiettivo del nuovo processo:
• i-C4H10+2O2-> CH2=C(CH3)-COOH +2H2O
• Attuale processo:
• CH3-COCH3 +HCN-> CH3COH(CN)-CH3
• CH3COH)CN)-CH3 +H2SO4-> CH2=C(CH3)-C=O(NH2).H2SO4
• CH2=C(CH3)-C=O(NH2).H2SO4 +H2O –CH2=C(CH3)COOH
+(NH4)2SO4
• Uso di reagenti ed intermedi tossici
• Coproduzione di solfato ammonico
Processi da syngas
•
•
•
•
•
•
1) Sintesi di metanolo da syngas
2) Sintesi di dimetiletere (DME) da syngas
3)MTG processo Methanol to gasoline
3) MTO processo: Methanol to olefines
4) MTP processo : Methanol to propylene
5) SDTO processo : Syngas through DME to
olefins
Gas di sintesi da metano
CO +H2
• Il gas di sintesi viene prodotto utilizzando la seguente
reazione endotermica condotta sotto pressione,
catalizzata da Nichel supportato e favorita a T> 1000K
:
• CH4 +H2O-> CO+3H2
• Questo processo, è costoso perché richiede molta
energia
• In questi ultimi anni sono stati messi a punto due
nuovi processi di ossidazione, che dovrebbero
abbassare il costo di produzione del gas sintesi.
Metanolo come mattone
• Da metanolo a benzina :realizzato dalla Mobil negli
anni 1985 per ottenere benzine, utilizzando zeoliti(
tipo ZSM5) come catalizzatori, in Nuova Zelanda
dove ci sono grandi giacimenti di gas naturale ed il
processo
• MTO ( methanol to olefins) realizzato dalla UOP nel
1995, a livello di impianto dimostrativo, sempre
utilizzando zeoliti) come catalizzatori per trasformare
il metanolo ad olefine . Questo processo permette di
ottenere in quantità comparabili etilene, propilene e
buteni con rese in olefine superiori processo di steam
cracking della nafta ( >95%)
Da syngas a olefine
• Le diverse tecnologie
SDTO
DME
SYNGAS
CH3OH
MTO
Da
Metano
Carbone
Rifiuti urbani
Rifiuti plastici
Biomasse
OLEFINE
MTG
MTP
PROPILENE
Benzina
Da metano ad acetilene
• 2CH4 -> CHΞCH +3H2 fortemente endotermica
,favorita ad alta temperatura, alla quale deve esser
fornito calore sopra 1300 oC dall’interno o
dall’esterno, a seconda dei processi. A partire
dall’acetilene é possibile realizzare la sintesi di molti
intermedi per la chimica, ma praticamente non
esistono più processi operativi. A Ravenna Eni (
allora ANIC), a partire dagli inizi del 1960, costrui un
centro chimico basato sull’acetilene,
Biomasse come materie prime
1) Sono più facilmente biodegradabili
2) Neutrali sulla emissione di CO2
3) Emissione di minore quantità di
inquinanti
4) Guadagni addizionali per l’agricoltura
Cosa sono le biomasse ?
• Scarti organici delle industrie di lavorazione
del legno
• Erba e resti organici delle aziende agricole
• Prodotti vegetali coltivati per la chimica e
l’energia
• Scarti dell’industria alimentare
• Scarti urbani ed industriali
• Fanghi dagli impianti di depurazione
• Coltivazioni marine
Come trasformare le biomasse in
prodotti chimici
• 1) con metodi fisici
• 2) Con trasformazioni (bio)chimiche in un solo
stadio
• 3) Con trasformazioni (bio) chimiche in più
stadi
• 4) Pirolisi
• 5) Gassificazione
Metodi fisici
• Questi isolano e separano i diversi componenti
delle biomasse lasciando inalterate la
struttura originaria
• Esempi
• La produzione di
• Polisaccaridi ( amido ,cellulosa, chitina, inulina
• Disaccaridi (lattosio, saccarosio)
• Triglicerdi , gomma
Trasformazioni (bio)chimiche
ad uno solo stadio
• Modifiche in uno solo stadio di componenti ottenuti
con metodi fisici :
• Fragranze, aromi e diversi farmaci
• Derivati della cellulosa e dell’amido , fruttosio
glucosio, glicerina, acidi grassi
• Etanolo, acido citrico, lattico e glutammico
ottenuti per fermentazione
• Lactulosio lactilolo e acido lattobionico
ottenuti rispettivamente per isomerizzazione,
idrogenazione e ossidazione del lattosio
Trasformazioni biochimiche in due o
più stadi
• Etilene da etanolo
• Sorbitolo e mannitolo per idrogenazione del
glucosio e del fruttosio
• Vitamima C in diversi stadi dal glucosio
• Alcoli grassi ed ammine dai trigliceridi
• Un antiaritmico la chinidina dal chinino
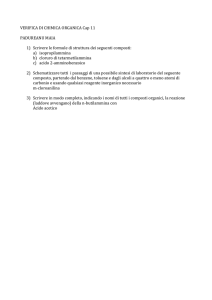
Conversione termochimica
senza O2
E
S
S
I
C
C
A
M
E
N
T
O
100 200 300
concentrazione Aria/O2 in eccesso
G
A
S
S
I
F
I
F
I
C
A
Z
I
O
N
E
P
I
R
O
L
S
I
650
C
O
M
B
U
S
T
I
O
N
E
900 Temp °C
Pirolisi :Prodotti ottenuti
Degradazione termica in assenza di ossigeno:
1. Frazione gassosa : idrogeno, metano, etano/
etilene ed ossidi di carbonio(assimilabile a
gas naturale)
2. Frazione liquida: acqua e miscela di sostanze
organiche (assimilabile a petrolio grezzo)
ottenibile in impianti ottimizzati fino al 80%
3. Frazione solida: residuo carbonioso. ma
anche ceneri, metalli pesanti inerti
etc.(assimilabile a carbone)
Valorizazione di piropiro-olio
Bio-olio
Gassificatore
Pirolisi
Biomassa
pretrattata
Motore
Estrazione
Upgrading
Prodotti
Calore e Energia
(CHP)
chimici
Carburanti
Gassificazione
Gassificazione è la conversione per ossidazione parziale
ad elevata temperatura di una materia prima
idrocarbonica in un gas incondensabile contenente anche
contaminanti (particolato, ceneri , metalli alcalini,
composti azotati e ceneri residue).
Biomasse
Pre-trattamento
Il gas prodotto dipende da:
1) il tipo di biomassa
2)le condizioni di gassificazione
3)la presenza di un catalizzatore
Gassificazione
Pulizia Gas
Gas
Miglioramento
Carburanti
Calore e
Energia (CHP)
Biomasse &
Rifiuti
Metanol
Gassificazione
Reforming
FT Diesel
Syngas
H2
Elettricità & Calore
DME
Futuro
(IGCC Impianto)
Legislazione EU
Ora
Mercato
Schema di produzione chimica da biomasse
Purificazione
Energia elettrica
&
Combustione
Calore
Estrazione/
transesterificazione
Fermentazione
Biomasse
& rifiuti
Gassificazione
Biodiesel
Etanolo
Metanolo
Reforming
/CPO
FT Diesel
CO-H2
Pirolisi
Piro-olio
H2
DME
FSH
Pirolisi e gassificazione
C.I.
Biomassa (taglio e
essiccamento)
COMPOSIZIONE
•Organici (C4-C5, BTX..) 60%
Heat
Fast pirolisi
1 bar, 500°C, τ = 1-3 sec
Gas
H2,CO,CH4,C2
•solido
Olio e
Solido
Gassificazione entrained
flow 1 bar, τ = 1-2 sec
Reforming
•Acqua
11%
•GAS (CH4 CO, H2)
13%
Organici + solido 75-80%
Possono andare a gassificazione
Syngas
CO + H2
Pulizia del gas con
recupero termico
FT Diesel
Metanolo
DME
H2
16%
Biomasse come materie prime
• Oli vegetali :esteri di acido grassi con glicerina
Gli acidi possano avere atomi di C da 6 a 30ad
esempio
• acido palmitico CH3(CH2)14 COOH
• Acido erucico CH3(CH2)7CH=CH(CH2)7COOH
Biomasse per la chimica
• Cellulosa
• Amido per idrolisi enzimatica ->saccarosio
(glucosio-fruttosio) ->fermentazione ->
etanolo
• Glucosio per fermentazione -> n-butanolo e
acetone
• Gassificazione della lignina -> CO+H2>metanolo
Produzione di biodiesel
Oli e grassi
Catalizzatore
Metanolo
Pretrattamento
Transesterificazione
Purificazione
Esteri metilici
Glicerina
Acidi grassi
Nuovi buildings blocks
• Metanolo
• Etanolo
• Acido lattico
• Vantaggi
• Si parte da molecole piu’ reattive, piu’ facile
realizzare reazioni successive, sono a basso costo e
disponibili localmente.
• Svantaggi
• Occorre realizzare nuovi impianti a valle
BUIDING BLOCKS PRODOTTI PER FERMENTAZIONE
PRODOTTO
NUTRIENTE
ETANOLO
CARBOIDRATI
BUTANOLO
AMIDO
ACIDO CITRICO
SACCAROSIO
ACIDO LATTICO SACCAROSIO
ACIDO SUCINNICO GLUCOSIO
TIPO DI REAZIONE
ANAEROBICA
ANAEROBICA
AEOROBICA
ANAEROBICA
ANAEROBICA
Acido lattico
PRODOTTO PER FERMENTAZIONE
DEL SACCAROSIO E DEL FRUTTOSIO
PRODOTTI
ETIL LATTATO SOLVENTE
BIODEGRADABILE
L- ACIDO LATTICIO BUILDING
BLOCK CHIRALE
ACIDO LATTICO ACIDO ACRILICO
L- ACIDO LATTICO POLIMERIBIODEGRADABILI LACIDO LATTICO EMULSIONANTI
METANOLO
OTTENUTO DAL GAS DI SINTESI
METANOLO OLEFINE
METANOLO DIMETILETERE (DIESEL)
METANOLO CELLE A COMBUSTIBILE
METANOLO ACIDO ACETICO
METANOLO FORMALDEIDE
ETANOLO
OTTENUTO PER FERMENTAZIONE DA BIOMASSA
PRODOTTI
ETILENE
ACIDO ACETICO
ETILAZIONE DI AROMATICI
GLICOLE ETILENICO
Acido lattico
PRODOTTO PER FERMENTAZIONE DAL
SACCAROSIO E DAL FRUTTOSIO
PRODOTTI
ETIL LATTATO SOLVENTE BIODEGRADABILE
ACIDO L- LATTICO BUILDING BLOCK CHIRALE
ACIDO LATTICO ACIDO ACRILICO
ACIDO LATTICO POLIMERI BIODEGRADABILI
ACIDO LATTICO EMULSIONANTI
Sintesi and Usi del Glicerol Carbonato e del Glicidolo
Solventi
Alchilene
Glicerol
Glicerina
Carbonato Carbonato
Termica
Energia
Polimeri
Solventi
Glicidolo
Stabilizzanti Agenti
Active Diluente nelle resine
epossidiche
Acidi grassi
Reagente per tensioattivi
Agente Emulsionante
αMonogliceridi
Lubrificante
Tensiattivo
Intermedio
Agnete Co-emulsioanante
Source: Prof. P.Gallezot, In: Catalytic Technol. for the conversion of Renewables, “ICS-UNIDO Workshop on
Catalytic Technol. For Sustainable Ind. Processes Utilizing Crop Derived Renewable Raw Materials”, 17-19th
Dec. 2002.
La sintesi di intermedi
Il concetto
bio-conversione
biomasse
chemo-conversione
Intermedi
Reazione
catalitica
Ac.Aspartico
Ac.Glucarico
Ac.Glutammico
Ac Itaconico
Ac.Levulinico
Ac.Succinico
Ac.2-idrossipropionico
3-idrossipropionico
Ac.2,5furanedicarbossilico
Sorbitolo
Xilitolo
……..
Prodotti
Usi della glicerina
* Acidi
Glicerina
* Basici
Esterificazione con
acidi grassi
Transesterificazione
con Monoesteri grassi
Tensioattivi
Emulsionanti
Shampoo,
saponi
Industria
Alimentazione
,oli idraulici
Lubrificanti
* Basici
* Catalizzatori
Transesterificazionc
con Monogliceridi
Prodotti
Cosmetici
Principali vie di trasformazione dell’olio
H2
Olio alimentaz
Metal
H2 O
H2
Metal
Alcooli grassi
+glicerina
La glicerina é il
principale
sottoprodotto
Trigliceridi
MeOH OH-
Esteri metlici
+ Glicerina
H2 Metal
Alcooli grassi
H+
H+
MeOH
Acidi grassi
+ Glicerina
H2
Metal
H2 Metall
Acidi grassi saturi
Applicazioni dell’acido oleico nella sintesi di polimeri
Ossidazione
Acido Sebacico
Poliammidi
Ozonolisi
Acido Azelaico
Poliuretani
Dimerizzazione
Acido oleico
C18:1
Dimeri di acidi
grassi
Non-nylon
Poliammidi
Ossidazione/Epossidazio
ne
Apertura dell’epossido
Polioli
Linoleum
Acrilati che
polimerizzano per
radiazione
Poliammido
Ammine
Poliuretani
Resine
epossidiche
modificate
CONCLUSIONI
La priorità deve essere data :
alla sintesi di intermedi ad alta valore aggiunto
a prodotti delle chimica fine e specialità
sfruttando l’elevata funzionalità molecolare dei
derivati delle biomasse
Solo i rifiuti possono essere degradati a
molecole piu’ piccole attraverso la fermentazione
o la gassificazione per andare in energia
Conclusioni
-Nei prossimi anni ci sarà una forte competizione fra prodotti
per alimentazione,carburanti e prodotti chimici .
Strategie da perseguire :
piante dedicate solo ai prodotti chimici,
piante geneticamente modificate
materiale lignocellulosico
-Problemi dell’uso
-
delle biomasse
Elevati costi di processo I processi basati sulle
materie prime fossili non sono adattabili.alle
biomasse
Sviluppo di nuovi processi-> Occorre un grosso
impegno industriale
Buone notizie per le imprese sarde
Buone notizie per le imprese sarde e siciliane, in particolare
per quelle energivore come le chimiche e le siderurgiche.
Compresi i poli di Porto Torres e Assemini, dove si stanno
giocando le partite di Equipolymers e Vinyls Italia.
Come si legge sul sito del Ministero dello Sviluppo
Economico, su proposta del Ministro Claudio Scajola, il
Consiglio dei Ministri ha introdotto per un triennio misure
volte a garantire sicurezza al funzionamento del sistema
elettrico nelle isole maggiori.
.
Buone notizie per le imprese sarde
La misura punta a mantenere in equilibrio la
produzione di energia elettrica e i consumi in Sicilia e
Sardegna, evitando così il verificarsi di situazioni di
disservizio ed eventuali black-out. Ai grandi
consumatori di elettricità volontariamente coinvolti nel
garantire tale equilibrio, deriveranno minori costi, con
benefici sull’assetto produttivo di tutte le grandi
aziende italiane