5.3
Impianti di trattamento
dell’olio prodotto
5.3.1 Introduzione
In questo capitolo vengono prese in considerazione tutte
le apparecchiature di superficie (così definite per distinguerle dai pozzi produttivi) che servono a raccogliere i
fluidi di giacimento, separare il greggio dalle altre fasi
e garantire il trattamento sufficiente a rendere quest’ultimo trasportabile.
Seguendo questo schema gli impianti di superficie
per la separazione e il trattamento, definiti genericamente
come impianti di trattamento, partono dalla testa del
pozzo di produzione (esclusa) e arrivano fino allo stoccaggio del greggio (compreso). Vengono infine considerati gli impianti di superficie legati a progetti di recupero secondario: la trattazione riguarda le apparecchiature necessarie alla iniezione di acqua e di gas nonché i
relativi sistemi di pompaggio e compressione, fino alla
testa del pozzo di iniezione (esclusa). Per la descrizione
delle caratteristiche chimico-fisiche del fluido di giacimento erogato e portato in superficie mediante i pozzi
produttivi, v. cap. 4.2.
Il fluido prodotto da un giacimento a olio, salvo casi
particolari, arriva alla testa del pozzo produttivo come una
miscela di più fasi. La fase predominante liquida è l’olio
greggio stesso, saturo di idrocarburi leggeri disciolti alle
condizioni di testa pozzo (pressione e temperatura d’erogazione). La seconda fase che si accompagna alla produzione del greggio è il gas associato, che si trova in condizioni di equilibrio termodinamico con la fase liquida. Conseguentemente, la fase di gas associato al greggio si trova
nella condizione di saturazione in idrocarburi pesanti (punto
di rugiada in idrocarburi) alla pressione e alla temperatura di erogazione. In molti casi, durante la produzione del
giacimento, nel fluido erogato dai pozzi è presente una
terza fase: acqua libera. Anche quest’ultima è in condizioni di equilibrio con le due precedentemente descritte e pertanto il gas associato sarà saturo d’acqua (punto
di rugiada in acqua). La fase acqua libera, a seconda
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
dell’origine, può consistere in acqua di strato, cioè proveniente direttamente dallo strato produttivo, dove è già
presente come fase libera, o acqua di sovrasaturazione.
La principale caratteristica dell’acqua di strato è quella di avere di solito un alto contenuto salino, in qualche
caso fino a 340 g/l di TDS (Total Dissolved Solids).
Quando la salinità è molto elevata la parte predominante è costituita da cloruri, ma possono essere presenti
anche carbonati, bicarbonati e solfati in quantità prossime alla saturazione degli stessi sali. Con queste caratteristiche l’acqua di strato diventa uno dei principali elementi inquinanti del greggio prodotto, in quanto la sua
presenza in fase dispersa nell’olio conferisce a quest’ultimo una salinità che è fonte di problemi nei trattamenti di campo e in quelli di raffinazione successivi. In
altre parole, la salinità va ridotta con trattamenti appropriati (v. par. 5.3.4) per garantire la trasportabilità e la
commercializzazione del greggio.
All’inizio della produzione di un giacimento a olio
l’acqua di strato non è presente, salvo casi particolari.
Negli anni successivi, specialmente nella fase avanzata
di sfruttamento del giacimento, la percentuale d’acqua
in volume prodotta dai pozzi (water cut) può diventare
molto alta, tanto che non è inusuale avere pozzi produttivi con un water cut superiore al 50%.
È facile intuire che a valori limitati di water cut corrisponderà una fase acqua dispersa in quella del greggio
disperdente. Quando invece i valori sono elevati la fase
acqua di strato diventa disperdente e quella olio diventa
la fase dispersa. Le caratteristiche di queste emulsioni
sono trattate nel par. 5.3.4.
La fase acqua libera può anche essere priva di salinità.
Questo accade quando, anziché provenire direttamente
dallo strato produttivo, l’acqua libera si è formata per effetto di sovrasaturazione sia della fase costituita dagli idrocarburi liquidi, sia della fase costituita dal gas associato, o
anche di entrambe. La sovrasaturazione si crea per effetto
del raffreddamento che il fluido erogato dal giacimento
643
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
644
1
0,5
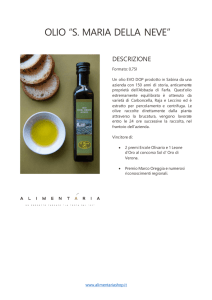
solubilità dell’acqua (lb acqua/100 lb di idrocarburo)
subisce lungo la colonna del pozzo. Infatti la solubilità
dell’acqua, sia nella fase olio che nella fase gas associato, si riduce in modo molto marcato con la riduzione della
temperatura (fig. 1). L’acqua separata dalle due fasi di idrocarburi liquidi e gassosi è quindi priva di salinità.
Sia l’acqua di strato che quella di sovrasaturazione
possono contenere solidi in sospensione. La fase acqua
libera, quando è presente, tende a stratificare, essendo
più pesante della fase olio greggio; in questo modo, gran
parte delle impurità solide trascinate dal giacimento o
prodotte per fenomeni di corrosione nelle tubazioni tendono ad accumularsi nella fase acquosa. È prassi comune, quando ci si riferisce a un olio greggio, considerare
il contenuto residuo d’acqua e sedimenti come un parametro unico: BS&W (Bottom Sediments & Water).
Le due fasi di idrocarburi (vapore e liquida) entrano
negli impianti di produzione come una miscela. Molto
spesso nel giacimento da cui vengono prodotti, gli idrocarburi in questione si trovano in un’unica fase, ossia la
pressione dello strato produttivo è uguale o più alta del
punto di bolla della miscela in esame, alla temperatura
dello strato stesso. Questa caratteristica è piuttosto frequente nei giacimenti a olio nella loro condizione originale. Durante lo svuotamento (depletion) del giacimento, in molti casi, la pressione tende a scendere rapidamente; di conseguenza già nello strato produttivo si
formano due fasi separate.
Quanto sopra esposto ha lo scopo di evidenziare la
comune origine delle due fasi e quindi la natura chimica
comune. È prassi abituale studiare e caratterizzare un giacimento a olio basandosi sulla composizione chimica del
fluido di giacimento; esso viene definito ‘ricombinato’ in
quanto ottenuto ricombinando nelle rispettive proporzioni le due fasi prodotte e campionate separatamente.
Il ricombinato di un giacimento petrolifero e di un
campo a olio, in particolare, è una miscela di idrocarburi con contenuto variabile di idrocarburi leggeri e pesanti. Nei leggeri predomina il metano ma sono presenti, sia
pure in quantità più modeste e decrescenti, etano, propano e butani. Data la loro volatilità, questi componenti
sono presenti in modo predominante nella fase vapore
all’ingresso delle apparecchiature di produzione. Per quel
che riguarda gli idrocarburi pesanti esiste una grandissima variabilità: si hanno idrocarburi con pesi molecolari
variabili, da quello dei pentani (il cui valore è 72,17) fino
a valori di un ordine di grandezza più elevato.
Come già detto nel cap. 1.1, nei giacimenti petroliferi
è presente quasi tutta la gamma degli idrocarburi saturi e
insaturi, paraffine, nafteni e aromatici (sono invece assenti le olefine). Per quanto riguarda le paraffine, o alifatici,
sono presenti sia quelle a catena lineare che quelle a catena ramificata. Le caratteristiche fisiche (densità e viscosità delle varie frazioni di un greggio) dipendono dalla presenza variabile dei componenti citati. È quindi uso comune classificare i greggi in funzione del loro contenuto
0,1
0,05
0,01
i-butano
n-eptano
propano
n-esano
n-butano
n-pentano
n-ottano
cicloesano
olio base
1-eptene
1,5-esadiene
1,3-butadiene
benzene
2-butene
1-butene
i-butene
stirene
i-pentano
0,005
0,001
5
15
25
35
45
55
65
75
temperatura (°C)
fig. 1. Solubilità dell’acqua negli idrocarburi liquidi
(GPSA, Gas Processors and Suppliers Association).
predominante in paraffine, nafteni o aromatici. Questa
caratterizzazione, così come la densità specifica (o grado
API), ha notevole interesse pratico nell’industria di raffinazione e nella commercializzazione, risulta invece di
scarsa rilevanza nelle valutazioni necessarie per definire
il tipo di raccolta e di trattamento del greggio.
In passato sono stati fatti molti tentativi per correlare in modo semplice le caratteristiche chimico-fisiche
dei greggi e dei loro tagli. Il più interessante, anche se
scarsamente utilizzato nell’attività di produzione, è il fattore di caratterizzazione UOP (Universal Oil Product).
Questo fattore, indicato con il simbolo K, mette in relazione la temperatura media di ebollizione a pressione
atmosferica di un taglio petrolifero con la sua densità
relativa, K[(460tf)d ](1/3), dove tf è la temperatura
espressa in gradi Fahrenheit e d la densità del taglio petrolifero relativa all’acqua (a 60 °C). In molti greggi questo fattore rimane relativamente costante nella parte preponderante dei tagli, salvo quelli estremi, leggeri e soprattutto pesanti. Il fattore UOP è inoltre correlabile in modo
immediato al grado di saturazione degli idrocarburi che
lo compongono. Quanto più basso è il valore di K, tanto
più basso è il rapporto idrogeno/carbonio e viceversa.
Ne consegue che greggi ad alto contenuto di aromatici
avranno un valore di K relativamente basso (10-11),
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
mentre quelli a base paraffinica avranno valori sensibilmente più elevati (12-12,5).
Un fluido di giacimento e il greggio che ne deriva
non contengono soltanto idrocarburi; in essi sono infatti presenti altri elementi come l’azoto, principalmente
sotto forma di N2 ma anche di composti azotati, lo zolfo,
sotto forma di vari composti solforati quali solfuro di
idrogeno (H2S) e i mercaptani, dai più leggeri metil- ed
etilmercaptani presenti nei tagli leggeri (benzine) a quelli più pesanti; sono presenti inoltre composti ternari aromatici dello zolfo. È presente anche l’ossigeno, in modo
predominante sotto forma di biossido di carbonio o di
acqua. Nel ricombinato l’ossigeno disciolto O2 non è
presente. Una volta stoccato a pressione atmosferica il
greggio stabilizzato può contenere ossigeno in soluzione, essendo venuto a contatto con l’aria durante lo stoccaggio stesso. La presenza di ossigeno accentua fenomeni di reazione chimica con parziale ossidazione di
composti altobollenti e fortemente insaturi. Da ultimo,
un greggio può contenere elio (He), mercurio elementare o suoi composti quali solfuro di mercurio (HgS) e altri;
il fluido di giacimento contiene inoltre altri metalli pesanti come cromo, vanadio e loro sali.
I composti solforati condizionano pesantemente il
trattamento di raffinazione dell’olio e ne influenzano
molto negativamente la commercializzazione. Per semplicità: tenori di zolfo totale di un greggio superiori
all’1,5% del peso creano una notevole penalizzazione
nel prezzo di vendita. Viceversa, greggi a basso tenore
di zolfo hanno un prezzo più elevato. Nell’attività di produzione e di trattamento dell’olio non è possibile variare considerevolmente il tenore totale di zolfo, mentre è
di fondamentale importanza ridurre sia il contenuto di
H2S che quello di mercaptani. Il primo composto è un
gas letale anche in concentrazioni molto basse ed è molto
pericoloso in quanto, essendo più pesante dell’aria, tende
a stratificarsi nell’ambiente. La riduzione dei mercaptani si rende necessaria solo per quelli volatili e più aggressivi (metil- ed etilmercaptani); tale riduzione deve essere effettuata nelle fasi di trattamento, quando il loro contenuto eccede i valori consentiti.
5.3.2 Caratterizzazione degli oli
Nella fase di sviluppo e coltivazione di un campo petrolifero è necessario conoscere nel modo più esaustivo non
solo le caratteristiche chimico-fisiche del greggio prodotto, ma anche quelle del fluido contenuto in giacimento.
Bisogna quindi esaminare la composizione chimica e il
comportamento termodinamico del ricombinato. Queste informazioni si ottengono per mezzo delle analisi
PVT (Pressione, Volume, Temperatura) sviluppate in
laboratorio e vengono raccolte in un documento chiamato, appunto, rapporto PVT; esse sono indispensabili
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
per effettuare un corretto piano di sviluppo del giacimento, comprendente l’ubicazione, il numero di pozzi
produttori e la loro capacità produttiva.
Sulla base di questi elementi, attraverso studi di giacimento (v. capp. 4.5 e 4.6) viene definito un profilo di
produzione che sta alla base di tutto lo sviluppo del campo
e in particolare della progettazione delle apparecchiature
di trattamento. Pur riguardando in modo predominante la
trattazione inerente agli studi di giacimento e alle tecniche di coltivazione, l’analisi PVT è anche la fonte principale dei dati di base necessari alla progettazione degli
impianti di superficie. Il campionamento dei fluidi per le
analisi PVT (v. cap. 4.2) viene molto spesso effettuato
durante i test di produzione che utilizzano un separatore
di prova (v. par. 5.3.3). Le prove con separatore permettono di campionare e analizzare separatamente il gas associato prodotto dal pozzo in esame e la fase (o le fasi) liquida (idrocarburi e acqua), di misurare le portate relative e
di ottenere quindi la composizione del ricombinato.
I dati rilevati durante tali test vengono poi rielaborati per ricavare tutti gli elementi necessari a individuare
il comportamento del fluido di giacimento alle condizioni dello stesso durante la vita produttiva. Si rendono
così disponibili le composizioni, le portate relative del
gas alle varie condizioni di separazione, i GOR (Gas-Oil
Ratio, rapporto gas-olio) e le caratteristiche dell’olio alle
condizioni standard, cioè stabilizzato alla pressione atmosferica mediante più stadi di flash. Queste ultime consentono di valutare sperimentalmente la densità dell’olio stabilizzato e soprattutto la sua viscosità.
Mentre per le composizioni e le portate delle singole fasi di separazione e, più in generale, per ricostruire
un bilancio completo è sufficiente la conoscenza dettagliata della composizione chimica del ricombinato, per
la determinazione delle caratteristiche di trasporto, in
particolare la viscosità, è necessario disporre di dati sperimentali. Questi solitamente vengono definiti, per mezzo
delle analisi PVT, a due diverse temperature per costruire il diagramma completo dell’andamento della viscosità dell’olio stabilizzato. Mediante la separazione cosiddetta flash è possibile ricostruire, con calcoli d’equilibrio termodinamico, le composizioni del liquido saturo
a varie condizioni e risalire facilmente ai valori di viscosità dello stesso e del gas. La valutazione della viscosità
di un greggio è di fondamentale importanza per individuare correttamente tutte le fasi di raccolta, separazione, stoccaggio e trasporto. L’argomento spesso richiede
un particolare approfondimento, tale da rendere necessario in alcuni casi un vero e proprio studio reologico.
Riguardo alla composizione chimica, è noto che un
greggio può contenere elevate concentrazioni di paraffine anche nei tagli intermedi. Quando queste paraffine
altobollenti sono a catena lineare, la loro particolare struttura chimica aumenta la forza d’attrazione tra le molecole e questo si evidenzia molto semplicemente nel loro
645
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
stato fisico: esse sono infatti solide a temperatura ambiente. Se diluiti in proporzioni adeguate negli altri idrocarburi, le paraffine ramificate, i nafteni e gli aromatici leggeri rimangono in soluzione anche a temperature relativamente basse; se invece sono presenti in concentrazioni
elevate, danno luogo a formazione di cristalli solidi in
sospensione nel liquido e, a temperatura più bassa, a fenomeni di separazione e di deposizione delle paraffine, tanto
più accentuati quanto più bassa è la temperatura.
Al di sopra del punto di formazione di microcristalli di paraffine (cloud point), il greggio si comporta come
un fluido newtoniano, mentre al di sotto diventa un fluido pseudoplastico con caratteristiche reologiche di difficile individuazione. Lo studio del moto del fluido in
tali condizioni diventa molto complesso: infatti la viscosità del greggio in esame non è più una costante legata
solo alla temperatura e alla composizione del fluido, ma
varia al variare delle condizioni del moto nella tubazione. Essa ha un valore massimo a velocità nulla (yield
value) e tende a diminuire all’aumentare della velocità
di scorrimento (viscosità apparente). Purtroppo durante
la fase di coltivazione di un giacimento questa situazione è abbastanza frequente ed è quindi molto importante
tenerne conto, soprattutto per la parte relativa al trasporto
del greggio stabilizzato.
È evidente che, ovunque sia economicamente fattibile, si cerca di evitare la condizione di flusso non newtoniano del greggio, mantenendo la temperatura al di sopra
del cloud point. Ciò riguarda soprattutto il trattamento e
lo stoccaggio: le apparecchiature coinvolte, essendo concentrate in un’area delimitata, possono essere riscaldate e
isolate termicamente per evitare i problemi legati alla deposizione di paraffine solide. Questo non è sempre possibile nel caso delle reti di raccolta che convogliano la produzione dei singoli pozzi al centro di trattamento; è quindi indispensabile avere il supporto di uno studio reologico
completo e individuare correttamente tutti i parametri di
trasporto. In particolare, si deve valutare correttamente la
pressione necessaria a far muovere il pistone di gel compreso nel tratto di linea che si vuole avviare, cioè mettere
in movimento; la verifica è molto semplice quando si
dispone del valore dell’attrito di stacco (shear rate) alla
temperatura a cui si deve avviare la linea in questione.
Per avere dati molto più particolareggiati sulla caratterizzazione dell’olio è necessario affidarsi al cosiddetto crude assay, un rapporto che analizza in modo completo ed esaustivo il greggio stabilizzato e che è finalizzato alla sua commercializzazione.
Per quanto concerne la produzione di greggio, è importante conoscere una serie di caratteristiche e di specifiche riferite al campione di greggio nella sua totalità e
richieste per la sua commercializzazione. Nella tab. 1 ne
sono elencate alcune fra le più importanti, con il relativo standard di riferimento. Di seguito sono descritte le
caratteristiche e le specifiche richieste per la commercializzazione del greggio.
Densità e densità API
Densità e densità API non sono caratteristiche su cui
poter incidere con il trattamento, almeno in modo significativo. Riguardo alla densità API in passato esisteva una
correlazione stretta fra il suo valore e il prezzo di vendita,
bastava quindi aumentare i gradi API anche di pochi decimali e si otteneva un aumento di prezzo. La riduzione di
densità e l’aumento corrispondente dei gradi API sono
riconducibili a trattamenti che comportano un maggiore
recupero dei leggeri; tali trattamenti sono pertanto consigliabili, anche se risultano meno vantaggiosi rispetto al
passato in quanto attualmente, salvo eccezioni, il greggio
più richiesto non è quello leggero ma quello intermedio.
Tensione di vapore Reid (RVP, Reid Vapour Pressure)
La tensione di vapore del greggio è la misura del suo
grado di stabilizzazione. Quanto più è bassa la tensione,
tab. 1
646
Caratteristiche
Unità di misura
Densità e densità API
Tensione di vapore Reid
Contenuto di H2S
Contenuto di mercaptani (metil- ed etil-)
Contenuto totale di zolfo
Contenuto d’acqua e salinità
Contenuto di paraffina (wax)
Punto di intorbidimento (cloud point) superiore e inferiore
Punto di scorrimento (pour point)
Viscosità
Acidità totale (total acid number)
Contenuto di metalli pesanti
°API
psia
ppm in peso
ppm in peso
% in peso
% in volume e ptb
% in peso
°C
°C
cP
mg di KOH/g
ppm in peso
Standard di riferimento
ASTM D 323
ASTM D 3227
ASTM D 3227
ASTM D 4294
ASTM D 4006, IP 265
BP 237
ASTM D 445
ASTM D 664
IP 288
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
tanto più è stabilizzato il prodotto e quindi questa specifica è determinante nel definire i processi di trattamento
del greggio. È importante ricordare che anche i prodotti
finiti, benzina e GPL, devono rispettare vincoli molto stretti di tensione di vapore. Dovendo essere stoccati in serbatoi atmosferici, sia il greggio che la benzina da esso
ricavata devono avere una tensione di vapore inferiore alla
pressione di ebollizione alla temperatura di stoccaggio.
Quanto maggiore è la differenza fra pressione atmosferica e tensione di vapore alla temperatura di stoccaggio,
tanto minori sono le perdite per evaporazione, causa di
notevole inquinamento ambientale. Qualora non siano previsti sistemi di captazione e raccolta dei vapori spiazzati,
la maggiore stabilizzazione riduce considerevolmente l’inquinamento dell’atmosfera dovuto a idrocarburi incombusti. Mentre per le benzine le specifiche di tensione di
vapore sono ben definite e rispecchiano la particolare situazione ambientale (vengono, in particolare, dati due valori: estivo e invernale), per quanto riguarda il greggio la
normativa è abbastanza elastica.
La tensione di vapore secondo il metodo Reid è una
misura standardizzata della pressione che si viene a creare all’interno di una bombola di dimensioni convenzionali immersa in un bagno termostatato a 100 °F (37,8 °C)
dopo essere stata parzialmente riempita del campione liquido da testare. Questo metodo comporta però un errore
sistematico di misura; infatti la tensione di vapore della
benzina dipende in buona parte dal contenuto in butani.
A 100 °F il normalbutano e l’isobutano hanno tensioni di
vapore rispettivamente di 56 psia circa e di 60 psia; pertanto il loro contributo alla tensione di vapore della miscela è molto alto. Ciò significa che le perdite di idrocarburi leggeri per evaporazione, sistematiche nella misurazione e nel campionamento stesso, riducono sensibilmente
il valore della tensione di vapore del liquido esaminato.
Tale deviazione per le benzine è molto vicina al 20% ossia
a una tensione di vapore Reid di 10 psia, corrispondente
a una tensione di vapore vera (TVP) di circa 12 psia.
Per l’olio greggio la situazione è anche peggiore: il
contributo alla tensione di vapore della miscela è dato
dai gas secchi (metano ed etano) che, anche se presenti
in concentrazioni molto modeste, possono contribuire al
50% della tensione totale. Essi infatti hanno tensioni di
vapore altissime come componenti puri (rispettivamente 5.000 e 800 psia a 100 °F). Se durante il campionamento si perde per evaporazione lo 0,2% in volume del
campione, essendo la perdita dovuta principalmente a
metano, etano e GPL, la tensione di vapore del greggio
dà una deviazione tale da influire perfino sull’ordine di
grandezza: per esempio, valori di 3 psia di tensione di
vapore Reid contro 17 psia di tensione di vapore vera
sono usuali quando il greggio viene stabilizzato con il
sistema multiflash (v. par. 5.3.3).
Dal punto di vista commerciale e normativo la RVP
è da considerarsi comunque l’unica misura standard
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
adottata nella valutazione della trasportabilità di un greggio, anche se quanto sopra detto porta a concludere che
si possono avere notevoli deviazioni. Da un punto di vista
teorico e anche pratico sarebbe più logico riferirsi alla
tensione di vapore effettiva. Con le moderne metodologie di calcolo computerizzato, conoscendo in modo abbastanza preciso la composizione degli idrocarburi leggeri in un campione di greggio, per esempio sino ai pentani, è possibile calcolare con una deviazione molto
modesta la tensione di vapore reale a varie condizioni e
stabilire in modo preciso il margine operativo e le perdite per evaporazione che ci si devono aspettare.
Contenuto di solfuro di idrogeno (H2S)
Il solfuro di idrogeno, anche se non costituisce il principale inquinante dei greggi, è sicuramente il più temibile. Pertanto sia la normativa che le tipologie di impianto
preposte a garantire valori accettabili devono essere valutate con molta cura, standardizzando quanto più possibile la specifica di contenuto massimo ammissibile di H2S.
Il valore massimo ammesso può variare in funzione
del tipo di stabilizzazione prevista. Per esempio, nel caso
in cui per ragioni commerciali si decidesse di stabilizzare in modo spinto il greggio, un contenuto di H2S ai
valori più alti di quelli normalmente consentiti sarebbe
meno pericoloso. Se il processo di addolcimento del greggio venisse attuato attraverso una stabilizzazione con frazionamento (v. par. 5.3.4) anziché con flash più o meno
riscaldati (v. par. 5.3.3) a una buona stabilizzazione corrisponderebbe quasi sempre una riduzione dell’H2S a
valori trascurabili.
Per quanto riguarda i valori limite, solo le GOST (specifiche di trasporto gas-olio in uso nei paesi ex sovietici e in quelli dell’Est europeo) indicano un valore univoco per il trasporto e la commercializzazione. Questo
valore è di 20 ppm in peso. Nei paesi occidentali, europei in particolare, non esiste uno standard universalmente
accettato, ma spesso le compagnie operanti nel settore
si sono autoimposte valori di 50 ppm in peso e qualche
volta anche più elevati (70 ppm). Negli ultimi anni comunque la maggiore sensibilità verso i problemi legati all’inquinamento e alla sicurezza ha comportato un notevole
abbassamento di tali valori.
Contenuto di mercaptani (metil- ed etilmercaptano)
Il contenuto di mercaptani viene limitato per una serie
di motivi, il più banale dei quali è che una presenza di
poche parti per milione di tali composti è sufficiente a
conferire un odore molto forte e sgradevole ai vapori esalati dai serbatoi di stoccaggio. La lavorazione di olio con
alto contenuto di mercaptani è quindi da evitare, tenendo conto che le raffinerie sono spesso situate in prossimità di aree densamente popolate.
I mercaptani non sono più pericolosi per la salute
umana di quanto non lo sia la paraffina corrispondente,
647
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
mentre sono abbastanza pericolosi per lo stoccaggio atmosferico. Essendo relativamente aggressivi, attaccano la
parete metallica del serbatoio all’interfaccia vapore-liquido, causando fenomeni di corrosione con formazione di
una patina di solfuro di ferro; il problema legato a tale
aggressività non dipende quindi dalla corrosione in quanto tale, molto modesta, ma dal fatto che i solfuri di ferro
a contatto con l’ossigeno diventano piroforici. Siccome
anche l’H2S ha la stessa peculiarità, la presenza dei due
composti fa sì che il loro effetto si sommi.
Anche in questo campo le GOST sono molto restrittive e prevedono un preciso standard di concentrazione,
pari a 60 ppm in peso (come metil- ed etilmercaptano).
Nel mondo occidentale questa limitazione è sempre stata
trascurata, almeno in passato. In alcuni casi però essa
viene indirettamente attuata, in quanto nella commercializzazione del greggio ha molta importanza l’acidità organica totale. H2S e mercaptani reagiscono con la sostanza
di titolazione (soluzione di KOH) e pertanto possono alzare considerevolmente il valore di tale acidità, penalizzando significativamente il prezzo del greggio.
La demercaptanazione è ancora più importante quando, come in molti grandi progetti recenti, si decide di
trasportare l’olio prodotto da vari campi in modo consortile utilizzando un’unica infrastruttura comune. Se
greggi ad alto contenuto di mercaptani venissero immessi nell’oleodotto senza un pretrattamento, o con una specifica troppo blanda, inquinerebbero inevitabilmente tutta
la produzione trasportata nell’oleodotto in questione,
provocandone il deprezzamento.
Contenuto totale di zolfo
Il contenuto di zolfo è di grande importanza nella
commercializzazione del prodotto, ma è di poca rilevanza nel trattamento di campo. Anche i trattamenti esposti al punto precedente di solito non influenzano il contenuto totale di zolfo, in primo luogo perché i mercaptani contengono una porzione trascurabile dello zolfo
totale e in secondo luogo perché il trattamento estrattivo dei mercaptani, benché disponibile, non viene usato
nell’attività di produzione di campo.
Contenuto d’acqua e salinità
L’acqua è presente nella produzione di olio greggio
e deve essere rimossa per la commercializzazione. Il
tenore residuo d’acqua ammesso in un greggio trattato
è universalmente stabilito nello 0,5% in volume. L’acqua viene facilmente rimossa nel processo di separazione olio-gas (separatori trifasi). Solo in casi particolari,
con oli molto densi e molto viscosi, è necessario ricorrere a un trattamento specifico.
Il contenuto salino del greggio dipende esclusivamente dalla presenza dell’acqua di strato. Per molto tempo
sia il contenuto d’acqua che quello di sale nella produzione del greggio sono stati considerati un problema
648
secondario, da risolvere in modo indiretto utilizzando
apparecchiature dedicate ad altri servizi, come i serbatoi di stoccaggio. Questa consuetudine è spiegata sostanzialmente da due fattori. In primo luogo, l’olio prodotto viene principalmente trasportato via mare con petroliere; dovendo utilizzare acqua di mare con salinità 35 g/l
per lo zavorramento (ballasting) di queste ultime, il greggio trasportato sarà comunque inquinato con acqua salata. In secondo luogo, più importante, la raffinazione a
cui il greggio è destinato prevede una desalinizzazione
molto spinta della carica da trattare, in quanto nei processi utilizzati si raggiungono temperature alle quali i
cloruri si dissociano dando luogo alla formazione di acido
cloridrico. Per limitare questo effetto, la salinità dell’olio in raffineria viene portata a valori inferiori a 3 ptb
(pounds per thousand barrels), pari a circa 8,6 g/m3. Nell’attività di produzione questo valore non è comune: il
più usato è 20 ptb, che corrisponde a 57,5 g/m3. Se si
abbinano le due specifiche (contenuto d’acqua e salinità) sopra menzionate, si arriva a determinare la massima salinità dell’acqua residua accettabile nel greggio,
che è pari a 11,5 g/l. Per concludere, si può notare che
in molti casi, non essendo lo standard universalmente
accettato, si possono incontrare specifiche anche molto
più blande, per esempio 60 ptb o anche 200 g/m3.
Cloud point, pour point, contenuto di paraffina
Per cloud point si intende il valore di temperatura a
cui cominciano a formarsi i microcristalli di paraffina nel
greggio prodotto. Se la temperatura si abbassa ulteriormente, il greggio perde le sue caratteristiche originali e si
trasforma in un gel sempre più consistente; la sua viscosità diventa molto elevata ed esso non riesce più a scorrere nella tubazione. Il valore di temperatura corrispondente a tale limite è chiamato pour point (punto di scorrimento). Si può comunque ricordare che molto spesso
l’analisi PVT non individua questi valori, che invece vengono evidenziati dal crude assay: questa indagine, per la
sua complessità, non sempre è disponibile nella fase iniziale del progetto di sviluppo di un campo, pertanto non
è improbabile che lo sviluppo stesso inizi senza queste
valutazioni. L’individuazione dei parametri, così come
vengono quantificati nel crude assay, evidenzia soltanto
l’esistenza di un problema correlato alla presenza di paraffine e dà le più importanti indicazioni per valutarne l’entità. Per poter procedere nella soluzione del problema è
quindi necessario ricorrere anche allo studio reologico.
Viscosità
I valori di viscosità rilevati nello studio di caratterizzazione del greggio sono soltanto indicativi e solitamente molto pessimistici. Nello studio del trattamento
dell’olio è necessario disporre di rilevazioni dirette sul
fluido prodotto e separato a testa pozzo. I dati ricavati
dalle analisi PVT sono di solito più corretti.
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
Acidità totale
L’origine dell’acidità totale è già stata precedentemente menzionata. In generale, è importante ricordare
che i greggi ad alta acidità vengono deprezzati commercialmente, pertanto è bene ridurre questo valore a
livelli più bassi. Parlando di H2S e mercaptani leggeri,
quindi di acidità volatile, si è visto come sia possibile e
conveniente ridurne il valore. Non è invece economicamente fattibile incidere sull’acidità conseguente a composti altobollenti (acidi naftenici). Un ordine di grandezza comunemente accettato senza penalizzazioni per
l’acidità totale è di 0,25 mg di KOH/g.
Contenuto di metalli pesanti
Il contenuto di metalli pesanti non incide minimamente nei trattamenti di campo. Una desalinizzazione,
con relativo lavaggio con acqua, può ridurre la loro presenza sotto forma di sali, anche se nei trattamenti di campo
non è comunque un obiettivo importante. In alcuni casi,
molto rari, quando può essere conveniente utilizzare il
greggio stabilizzato come combustibile per generare energia elettrica, il tenore di metalli pesanti viene ridotto solo
nella parte utilizzata per tale funzione, come richiesto dai
fornitori dei motori e delle turbine.
gli impianti di trattamento, essi si caratterizzano per le
condizioni estreme di pressione alle quali le normali
equazioni di stato sono poco utilizzabili e pertanto è
necessario ricorrere a studi condotti in laboratorio. Ciò
non vale nelle condizioni più comuni di manipolazione
(handling) e trattamento del greggio. In questo segmento dell’industria petrolifera, come si vedrà nella trattazione che segue, la maggior parte dei processi coinvolti non si basa su reazioni chimiche né tanto meno contempla l’uso di catalizzatori, molto usati invece nella
raffinazione; per tale ragione, sia la progettazione che la
conduzione degli impianti di trattamento previsti possono essere facilmente schematizzate e scomposte in una
serie di poche unità operative, legate essenzialmente a
trasformazioni di carattere fisico.
In questo modo è molto più facile che in altri campi
sviluppare, sulla base delle più comuni equazioni di
stato, bilanci di materia e di energia molto precisi e aderenti alla realtà, senza dover ricorrere a dati empirici.
La grande affidabilità dei metodi sopraesposti e l’affinamento dei programmi di simulazione consentono di
abbreviare i tempi di progettazione dei processi di trattamento del greggio, rendendo altresì possibile l’ottimizzazione del funzionamento di impianti anche molto
complessi.
5.3.3 Separazioni
Separazione olio-gas
Prima di passare a descrivere in dettaglio i vari metodi
di separazione, è opportuno sottolineare alcune peculiarità che contraddistinguono il trattamento dell’olio al
campo e l’utilizzo degli equilibri termodinamici in esso
coinvolti, sia rispetto allo studio del giacimento, che lo
precede, sia a quello della raffinazione, che lo segue.
Equilibri e curve di fase vengono comunemente usati
nello studio termodinamico di giacimento (v. capp. 1.1
e 4.2). Benché concettualmente identici a quelli usati per
Il primo processo di trattamento dell’olio greggio è
basato sulla semplice separazione fisica delle fasi principali. Il fluido prodotto dal giacimento attraverso un
sistema di reti di raccolta viene trasportato dai singoli
pozzi a uno o più centri di trattamento. Il trasporto avviene in bifase, olio-gas; conseguentemente il sistema di
separazione, o meglio il suo primo stadio, è influenzato
pesantemente dalle condizioni di moto esistenti nella rete
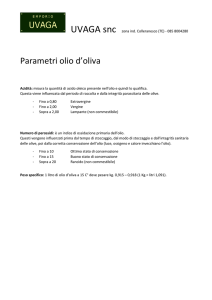
di raccolta. La fig. 2 mostra la suddivisione nelle classiche condizioni di flusso orizzontale bifase.
100
NLvL(rL/gs)1/4
a bolle
10
a tappi
1,0
a onda
stratificato
anulare
0,1
0,1
1,0
10
100
a bolle
vL, velocità del liquido
vG, velocità del gas
a tappi
rL, densità del liquido
g, accelerazione di gravità
s,
tensione superficiale
a onda
NL, numero adimensionale relativo
alla velocità superficiale del
liquido
anulare
NG, numero adimensionale relativo
alla velocità superficiale del
gas
stratificato
1.000
NGvG(rL/gs)1/4
fig. 2. Regimi di flusso orizzontale bifase
(Katz et al., 1959).
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
649
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
Se il flusso è stratificato, alle condizioni d’ingresso
nel sistema di separazione le due fasi si presentano già
uniformemente separate; si tratta quindi di prevedere un
polmone minimo attraverso il quale le due correnti distinte vengono convogliate ai rispettivi collettori. Se invece
si prende in considerazione la condizione di flusso denominata flusso a tappi (slug flow), la situazione è completamente diversa. Il polmone che rende possibile la
separazione deve prima di tutto uniformare il flusso in
ingresso all’impianto e quindi deve essere di dimensioni considerevolmente maggiori; queste ultime, pertanto,
dipendono essenzialmente dalle condizioni fluidodinamiche a monte. È bene precisare che, mentre la condizione ottimale di flusso stratificato non si verifica quasi
mai, quella di slug flow è molto comune. Di fatto, sia
per le scelte progettuali che vengono assunte nel dimensionamento del sistema di raccolta, sia per la tipologia
del fluido trasportato (rapporto gas-olio, densità e viscosità della fase liquida, ecc.), sia infine per le caratteristiche del terreno nel quale il trasporto bifase viene realizzato (sequenza di collinette e avvallamenti) è pressoché impossibile avere un moto uniforme in ingresso
nell’unità di separazione gas-olio. In conclusione, oltre
alla portata, al rapporto gas-olio e alle caratteristiche
delle fasi, è necessario tenere conto anche del tipo di
flusso in arrivo e dei suoi parametri essenziali nel dimensionamento del sistema di separazione.
Un secondo elemento di raccordo con il sistema di
produzione a monte riguarda le apparecchiature di test,
essenziali per stabilire la condizione ottimale di coltivazione del campo durante tutta la vita produttiva del giacimento. Questa conoscenza si ottiene mediante test
periodici effettuati sui singoli pozzi in produzione. Il
modo più semplice e comune di effettuare questi test di
produzione è quello di avere in ingresso all’impianto due
linee di raccolta (manifold): una per la produzione, dove
tutti i pozzi confluiscono per alimentare la linea di produzione, e una per effettuare i test (test manifold), alla
quale alternativamente vengono collegati i singoli pozzi
da testare. Tale soluzione consente di avere un’unica
apparecchiatura di prova (test separator), operante in
parallelo ai separatori di produzione; ciò costringe però
a realizzare la rete di raccolta con linee singole (flow
line), pozzo per pozzo, sino all’arrivo in centrale (al test
separator). Nel caso di coltivazione di giacimenti molto
estesi è possibile raccogliere più pozzi provenienti da
una singola area e convogliarli al sistema centralizzato
di trattamento con una linea singola. In questo caso il
centro satellite (o i centri, se sono più d’uno) dovrà essere provvisto a sua volta di un test manifold e di un test
separator; oppure, oltre alla linea di produzione, si dovrà
prevedere una singola flow line per il test che colleghi il
satellite in esame al centro olio principale.
Fatte queste dovute premesse, si può analizzare più
in dettaglio un sistema completo di separazione olio-gas.
650
Lo scopo di quest’ultimo è quello di separare le due fasi,
consentendo di ottenere una corrente gassosa e un olio
stabilizzato, ossia due prodotti intermedi, in quanto
entrambi dovranno subire ulteriori trasformazioni prima
di potersi considerare un prodotto finito.
Per quanto riguarda il prodotto principale, cioè l’olio
greggio, si è detto che il suo trattamento consiste principalmente nel renderlo stabile alle condizioni di stoccaggio e trasporto. Poiché queste due ultime operazioni si
effettuano solitamente a temperatura ambiente e a pressione atmosferica, l’olio per essere stabilizzato deve essere separato dal gas associato, in modo da garantire una
tensione di vapore minore o uguale a quella atmosferica.
Ciò si realizza comunemente con un sistema multiflash,
che provvede a una separazione a più stadi a pressioni
decrescenti, da quella d’arrivo al centro di trattamento a
quella atmosferica finale. Questo trattamento è il più semplice ed è tuttora alla base del processo di separazione e
stabilizzazione dell’olio. In passato la sua semplicità era
accentuata dal fatto che solo una piccola parte delle correnti gassose prodotte a pressioni decrescenti veniva utilizzata per le utilities di campo, quale per esempio la produzione di energia elettrica necessaria per far funzionare l’impianto di trattamento e per la spedizione dell’olio
e gli eventuali riscaldamenti. In tali condizioni il sistema
di trattamento si riduceva effettivamente a una serie di
stadi di separazione, di solito tre (quattro al massimo), e
alle fiaccole per smaltire il gas associato prodotto.
Dal momento che questa tipologia d’impianto non è
del tutto scomparsa, è importante evidenziare che tale
modalità operativa risulta sfavorevole per quanto riguarda l’impatto ambientale e la conservazione dell’energia.
C’è tuttavia da tenere in considerazione un ulteriore aspetto, cioè l’efficienza che tale tipo di scelta comporta. Se
tutto il gas prodotto dalla separazione venisse raccolto,
compresso e convogliato a un trattamento e a una successiva utilizzazione, parlare di efficienza di separazione sarebbe di minore importanza: infatti tutto ciò che non
viene recuperato come greggio verrebbe recuperato come
gas. Se invece il gas viene bruciato o, come più spesso
accade oggi, reiniettato in giacimento, una porzione modesta, ma non trascurabile, di prodotti leggeri liquidi viene
comunque bruciata o reiniettata nel giacimento.
È evidente che l’obiettivo principale di un sistema di
separazione multiflash o di stabilizzazione di altro tipo
è quello di massimizzare il recupero di idrocarburi leggeri. Questo risultato infatti aumenta la produzione di
greggio e aumenta, sia pur leggermente, la densità API
del prodotto.
Di solito per accrescere il recupero di liquido si incrementa il numero di stadi di separazione. Si supponga di
stabilizzare l’olio mediante solo due stadi: uno in pressione e uno a pressione atmosferica. Questa è la soluzione adottata nei test di produzione con campionamento
dei fluidi per gli studi PVT. Tali test si effettuano a una
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
pressione adeguata per avere i parametri di produzione
dei pozzi. Per tradurre poi la produzione del pozzo alle
condizioni stock tank, cioè atmosferiche, la fase liquida
raccolta dal separatore di test viene separata alla pressione atmosferica. Il prodotto ottenuto è l’olio stabilizzato,
ossia a condizioni stock tank. Le due correnti gassose
invece, quella di separatore e quella relativa allo stadio
atmosferico, sono molto ricche di composti leggeri che
con un diverso metodo potrebbero rimanere in soluzione
nell’olio aumentandone la quantità e la qualità. Se infatti la pressione di erogazione dei pozzi e di conseguenza
quella d’arrivo al centro di raccolta sono sufficientemente elevate, si può convenientemente passare da due a tre
o addirittura quattro stadi (tre più uno atmosferico). Dal
momento che il recupero o le perdite, a seconda della prospettiva d’osservazione, sono legati al gas associato nel
primo stadio e al gas di soluzione negli stadi successivi,
è opportuno usare più stadi per liberare quest’ultimo.
Tenendo conto che, a parità di altri parametri, il gas di
soluzione è direttamente legato alla pressione, quanto più
alta è quest’ultima nel primo stadio di separazione, tanto
maggiore è il GOR di soluzione nel liquido separato e
conseguentemente tanto più alto sarà il recupero di liquidi, utilizzando più stadi d’equilibrio a pressioni intermedie tra quella iniziale e l’atmosferica finale.
È opportuno sottolineare che non soltanto il recupero di liquido trae vantaggio dalla scomposizione in più
stadi di separazione, ma anche l’eventuale recupero del
gas di separazione, che tuttavia deve essere portato dalla
pressione operativa a cui è stato prodotto a quella finale
richiesta attraverso una serie di stadi di compressione.
Un altro parametro importante nella stabilizzazione
dell’olio per separazione è la temperatura operativa dello
stadio atmosferico. In condizioni normali, un valore di
40 °C, consentendo di ottenere una tensione di vapore
effettiva leggermente inferiore alla pressione atmosferica, riduce al minimo le perdite per evaporazione (v. par.
5.3.6). Nello stoccaggio, inoltre, la tensione di vapore
Reid dell’olio è molto bassa e in linea con quanto richiesto comunemente per il trasporto. Si può osservare che
la tensione di vapore è data in modo predominante da
pochi componenti che vanno dal metano ai butani.
Estendendo per semplicità le leggi di Raoult e di
Dalton, valide per gas perfetti, alle miscele di idrocarburi in esame e considerando la tensione di vapore dei componenti puri, si ha PPi Xi , dove P è la tensione di vapore della miscela, Pi Xi è il contributo o pressione parziale
del componente i-esimo, Xi la sua frazione molare e Pi la
sua tensione di vapore allo stato puro. Essendo l’interazione fra i componenti modesta, l’uso delle leggi sopra
citate non dà deviazioni significative (di solito si ottengono valori più elevati di quelli ottenuti con un calcolo di
punto di bolla mediante le equazioni di stato più corrette).
Se si prende in esame il caso di separazione a due
stadi, si può notare che il tenore di metano ed etano
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
presenti nell’olio stabilizzato non è trascurabile. Ancor
meno trascurabile è il contributo che gli stessi danno alla
tensione di vapore. Se si assume di avere, durante lo stoccaggio, una perdita dell’ordine dello 0,2% in volume,
tradotta percentualmente in moli tale perdita diviene
molto più importante. In tal caso si vede come il contenuto finale di gas secchi nell’olio, cioè metano ed etano,
subisca una variazione notevole. Così pure subisce una
variazione notevole la tensione di vapore finale del greggio. In sostanza, il greggio stabilizzato e stoccato può
raggiungere una tensione di vapore accettabile proprio
durante lo stoccaggio stesso, che diventa impropriamente
l’ultimo stadio di stabilizzazione dell’olio a monte del
trasporto e della commercializzazione.
Il meccanismo spiega come in molti casi, soprattutto per oli relativamente leggeri (densità API36°) e a
bassa viscosità, non sia necessario controllare la temperatura finale di separazione per avere una stabilizzazione adeguata, in quanto questa si realizza durante la permanenza nello stoccaggio. Di fatto, quindi, la separazione viene spesso effettuata alla stessa temperatura
d’arrivo al centro di raccolta e di trattamento.
Questa prassi non sempre è consigliabile, anche perché le temperature dei fluidi erogati dai pozzi possono
essere molto elevate e mantenersi tali nella rete di raccolta. Ciò accade abbastanza di frequente nello sviluppo di
campi a terra. Se la profondità dello strato produttivo è
abbastanza grande, per esempio 4.000 m, come spesso
accade nei campi a olio di più recente scoperta, la temperatura dello strato produttivo può superare i 120 °C. In casi
particolari quest’ultima può raggiungere anche 150 °C a
profondità poco superiori a 4.000 metri. In queste condizioni, pur tenendo presente il raffreddamento lungo la
colonna del pozzo (poco rilevante) e quello, più importante, lungo la condotta interrata, si può arrivare alle apparecchiature di trattamento con una temperatura attorno ai
100 °C, che non è affatto ideale per una stabilizzazione
multiflash. La condizione opposta si presenta invece quando un campo viene sviluppato offshore. In tal caso, il raffreddamento del fluido nelle condotte sottomarine può
essere molto elevato e la temperatura dell’olio raccolto
all’ingresso dell’apparecchiatura di separazione può risultare troppo vicina a quella del fondo del mare (12 °C in
mari temperati, come il Mediterraneo). A questa temperatura la separazione delle due fasi può diventare difficoltosa a causa dell’aumentata viscosità del liquido. Senza
un controllo di temperatura nello stadio finale, la tensione di vapore del prodotto stabilizzato risulterebbe troppo
elevata. Pur non considerando il raffreddamento dovuto ai
flash adiabatici, l’olio allo stadio atmosferico avrebbe una
tensione di vapore vera a 30 °C di gran lunga superiore
a una atmosfera (1,8 bar assoluti) e anche la tensione di
vapore Reid risulterebbe troppo elevata: è quindi necessario aumentare la temperatura dello stadio finale di separazione. Finora si è considerato lo stadio finale come
651
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
atmosferico; in realtà, qualora si voglia recuperare il gas
prodotto anche da questo separatore mediante compressione dello stesso, è prassi comune mantenere la pressione operativa a valori più elevati di quella atmosferica. Anche
quando il gas venga bruciato in fiaccola, la pressione operativa sarà maggiore o uguale a 1,2 bar assoluti.
Tenendo conto di questo nuovo parametro operativo,
è facile calcolare la temperatura richiesta per ottenere il
grado di stabilizzazione voluto. In molti casi il valore ottimale di pressione nel separatore è dell’ordine di 1,7 bar
assoluti; per le esigenze sopra esposte, la temperatura
operativa per ottenere una tensione di vapore Reid di 10
psia diventa pari a 75-80 °C. Ciò significa che è necessario prevedere un notevole riscaldamento a monte dello
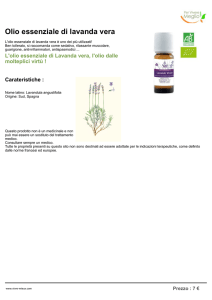
stadio finale. Come si può vedere dallo schema di fig. 3,
il gas dello stadio finale e intermedio viene ricompresso e miscelato con la corrente dello stadio precedente.
Nello stadio finale, il gas viene raffreddato a monte del
relativo stadio di compressione e i liquidi condensati vengono miscelati al greggio stabilizzato.
Per quanto riguarda il primo stadio di separazione, e
molto spesso anche per l’intermedio, non è previsto alcun
riscaldamento, se non intervengono altre problematiche
che si vedranno in seguito (disidratazione, desalinizzazione). Infatti, la bassa temperatura dei primi due stadi
comporta una riduzione delle perdite di idrocarburi leggeri nelle correnti gassose. I gas vengono separati in condizioni d’equilibrio termodinamico con il liquido alle condizioni relative di temperatura e pressione. In conclusione, un sistema di separazione-stabilizzazione multiflash
dell’olio produce il suo massimo recupero mantenendo
quanto più possibile basse le temperature dei primi stadi
e regolando opportunamente, mediante riscaldamento, la
temperatura e la pressione dello stadio finale.
Si è visto ciò che accade nel caso in cui l’olio arrivi
alla separazione con temperature modeste, minori o uguali a quella ambientale. Nel caso di olio entrante a temperature molto elevate, come quelle precedentemente descritte, può verificarsi la situazione opposta, ossia la necessità
di raffreddare tutte e tre le correnti gassose prodotte dai
separatori o addirittura di raffreddare tutta la corrente
entrante nell’unità di separazione. Ovviamente i condensati prodotti nel raffreddamento del gas, compreso quello di primo stadio, vanno riciclati nei separatori stessi (nello
stadio a valle). Questa condizione non è molto rara; in
parecchi casi, oltre al semplice raffreddamento, si ricorre
addirittura a un sistema vero e proprio di degasolinaggio,
mediante refrigerazione, di tutto il gas associato (v. cap.
5.4). I liquidi così prodotti possono essere trattati e frazionati come descritto nel capitolo citato e possono essere commercializzati separatamente se i quantitativi sono
tali da rendere economica l’operazione. Spesso il condensato ottenuto dal degasolinaggio del gas può essere
riciclato e commercializzato attraverso l’olio greggio stesso, previa stabilizzazione della corrente totale: la soluzione risulta utile quando il gas viene poi reiniettato in
giacimento sia per motivi di risparmio energetico, sia per
problemi di produttività del giacimento. In tal caso, il degasolinaggio serve a massimizzare il recupero immediato di
liquidi e quindi non è necessario rispettare particolari vincoli di punto di rugiada del gas. Quando invece si ritiene
opportuno commercializzare il gas associato, può essere
recupero
e/o reiniezione gas
gas associato
compressore MP
ricombinato
separatore
I stadio
compressore LP
separatore
II stadio
separatore
III stadio
acqua
di lavaggio
trattamento
acqua oleosa
olio stabilizzato e desalinizzato
fig. 3. Separazione trifase con riscaldamento e desalinizzazione. MP, media pressione; LP, bassa pressione.
652
ENCICLOPEDIA DEGLI IDROCARBURI
HP manifold
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
reiniezione
recupero gas
compressione
MP gas
MP manifold
compressione
LP gas
fig. 4. Separazione
trifase, con tre livelli
di pressione
d’erogazione.
HP, alta pressione.
LP manifold
trattamento
acqua oleosa
olio
stabilizzato
necessario un degasolinaggio più spinto con produzione
di gas di petrolio liquefatti come terzo prodotto; non sempre, infatti, i GPL estratti possono essere miscelati alla
corrente di olio stabilizzato. In sostanza, non è possibile
ottemperare a due vincoli contrapposti tra loro se non producendo un terzo prodotto.
Come si può facilmente notare, partendo da uno schema molto semplice è possibile arrivare a un sistema di
stabilizzazione più esteso e abbastanza sofisticato. Oggi
una tale situazione è del tutto normale.
La cosiddetta separazione o stabilizzazione ideale di
un fluido di giacimento consiste nel suddividere il ricombinato in due correnti, una a vapore e una liquida. Quest’ultima contiene la totalità dei componenti liquidi allo
stato puro, cioè il C5, mentre la prima contiene la totalità dei componenti volatili (metano, etano, azoto e CO2).
Per quanto riguarda propano e butani, che diventano i
componenti chiave del frazionamento, la corrente di idrocarburi liquidi conterrà normalbutano isobutano fino al
raggiungimento della tensione di vapore accettabile
(RVP0,7 bar assoluti). In molti casi, per arrivare a questo valore la corrente liquida conterrà anche una parte
del propano presente nel ricombinato, mentre la parte
rimanente si troverà nella corrente gas. Un simile metodo consente di sviluppare due tipi di analisi. In primo
luogo, permette di valutare in modo semplice e oggettivo la resa effettiva di un sistema di separazione, e ciò
viene fatto raffrontando la corrente d’olio stabilizzato
attraverso due o tre stadi di separazione con la corrente
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
liquida del sistema di stabilizzazione ideale (un sistema
di stabilizzazione può quindi essere considerato ottimale
quanto più si avvicina alla soluzione descritta). In secondo luogo, la separazione ideale permette di capire fin dai
primi dati a disposizione (ricombinato di giacimento) se,
e fino a che punto, sia possibile suddividere in due sole
correnti il fluido di giacimento, fornendo un gas e un olio
liquido stabilizzato che rispecchino i vincoli più elementari per il trasporto e/o per la commercializzazione. Tale
condizione di grande vantaggio economico (minori investimenti) e di grande semplicità operativa è possibile a
patto che la stabilizzazione del greggio si effettui in modo
adeguato, cioè sia il più possibile vicina a un vero e proprio frazionamento e non a una grossolana separazione
ottenuta per flash. Quest’ultima, come mostrano gli esempi citati, produce una corrente di liquido stabilizzato la cui
tensione di vapore è principalmente creata dalla presenza
di metano ed etano, componenti che possono essere ridotti al minimo e dare quindi un contributo trascurabile alla
tensione di vapore dello stabilizzato. Ciò non richiede un
impianto ideale né troppo sofisticato (v. par. 5.3.4).
È intuitivo che una percentuale importante dei butani, salvo casi molto particolari, può essere contenuta nell’olio con RVP minore o uguale a 10 psia. Spesso può
essere accettabile anche una porzione non trascurabile
di propano.
Nella valutazione del sistema di separazione multiflash è stata ipotizzata, per semplicità, la produzione del
campo in esame come una singola corrente. In tal modo
653
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
tutti i pozzi, qualunque sia la loro condizione operativa,
entrano alla fine del sistema di raccolta in un unico manifold
che raccoglie e uniforma tutta la produzione. Si noti che
in questo modo l’intera produzione viene trattata alla condizione del pozzo con la pressione operativa più bassa in
arrivo al centro di raccolta. Spesso nella prima fase d’erogazione del giacimento questa condizione è poco penalizzante, in quanto di solito i pozzi erogano a pressioni
simili tra loro. Se queste sono invece molto diverse, come
accade per alcuni campi produttivi, è necessario prevedere più manifold di produzione operanti a diverse pressioni (per esempio, alta 80 bar assoluti, media 30 bar assoluti, bassa 9 bar assoluti). Per i pozzi che producono in
alta pressione, il primo stadio, a 80 bar assoluti, avrà a
valle altri tre stadi di separazione, a pressione media, bassa
e atmosferica. La produzione in media pressione passerà
oltre il primo stadio ed entrerà direttamente nel secondo,
miscelandosi con il liquido saturo proveniente dal primo
stadio. La produzione in bassa pressione entrerà nel terzo
e avrà un solo stadio atmosferico a valle (fig. 4).
In sostanza, l’esempio citato fa capire come i parametri di separazione o più in generale di trattamento debbano adattarsi in primo luogo a quelli di coltivazione del
campo. Inoltre, quando si recupera o si inietta il gas associato è necessario prevedere un sistema di compressione di quest’ultimo. Frequentemente è la compressione
del gas dei vari stadi di separazione, molto più costosa
degli stessi, a dettare i parametri operativi ottimali. Tenendo conto di ciò, risulta evidente come spesso i parametri operativi della separazione si discostino da quelli ottimali per il massimo recupero.
Per quanto riguarda i materiali di costruzione, nella
semplice separazione gas-olio si usa essenzialmente acciaio
al carbonio per il recipiente, anche in presenza di composti corrosivi in soluzione nel liquido. La ragione di tale
scelta si riferisce al rilevante potere filmante dei greggi
che realizzano un’efficiente autoprotezione di tutte le pareti bagnate. Per quanto riguarda gli interni, il pacco rete e
il pacco lamellare, si usa generalmente acciaio inossidabile (con contenuti variabili di nichel-cromo, per esempio
AISI 304). In questo caso la materassina metallica deve
risultare perfettamente isolata elettricamente dai suoi supporti, che sono invece saldati al recipiente. In tal modo si
evita la formazione di micropile legate al diverso potenziale elettrochimico dei due materiali e del relativo passaggio di corrente che genererebbe notevole corrosione
nel mantello del separatore.
Separazione olio-acqua
Finora si è preso in considerazione il solo aspetto
riguardante l’equilibrio di fase olio e gas e la stabilizzazione finale del greggio. Nei processi di separazione
di campo esiste anche un’altra finalità, quella di separare la fase acqua eventualmente presente nel fluido di
giacimento.
654
La specifica da rispettare è lo 0,5% in volume di water
cut residuo. Nelle normali condizioni di separazione,
cioè quando l’olio ha viscosità modesta e densità mediobassa, la separazione dell’acqua, e quindi l’ottenimento
di tale specifica, non comportano particolari accorgimenti. È infatti sufficiente prevedere al posto di semplici
separatori bifase, gas-olio, dei separatori trifase, gasolio-acqua, che permettano di separare anche le due fasi
liquide. Questo porta a introdurre un nuovo argomento
che riguarda la tipologia e le caratteristiche dei separatori utilizzati nei campi a olio, nei quali la fase più importante da trattare è quella degli idrocarburi liquidi.
Per la descrizione più dettagliata della separazione
gas-liquido, si rimanda al cap. 5.4. Il meccanismo di
separazione delle gocce di liquido sospese nella fase gassosa è infatti esattamente lo stesso, come molto simili
sono i sistemi di coalescenza delle gocce disperse in fase
gas e quindi in sostanza gli interni usati, identici anche
come installazione. La configurazione dei separatori per
olio è spesso diversa da quella dei separatori usati per il
gas. Salvo casi eccezionali, nei campi a olio il separatore più utilizzato è di tipo orizzontale, mentre nei trattamenti del gas sono più comuni quelli verticali. La ragione è intuitiva: essendo quella liquida la fase più importante, il separatore per olio deve dare a essa un tempo di
permanenza sufficiente affinché la fase di gas dispersa
nel liquido possa essere separata e raggiungere l’interfaccia tra i due fluidi durante il tragitto del liquido nel
separatore stesso.
Se poi si aggiunge la necessità di separare le due fasi
liquide acqua e idrocarburi, è ovvio che il tempo di permanenza (holdup) richiesto può anche aumentare considerevolmente. In sostanza il dimensionamento e/o la
verifica operativa di un singolo separatore sono rappresentabili attraverso la schematizzazione del moto di particelle, nel nostro caso sfere, sospese in un fluido disperdente (drop dynamics). Vi sono più equazioni che schematizzano la decantazione di particelle in un fluido,
ciascuna con un suo campo d’applicazione; di seguito
viene esaminata quella più comunemente utilizzata nella
separazione liquido-liquido.
Il moto di una goccia di liquido dispersa in un gas o
in un fluido disperdente, così come quello di una bolla
di gas dispersa in un liquido, raggiunge lo stato stazionario quando è nulla la risultante delle forze esterne (forza
di gravità, spinta di galleggiamento, resistenza del mezzo).
Tale condizione nel campo dei numeri di Reynolds relativamente bassi, per esempio quello relativo alla separazione liquido-liquido e, in questo caso, la separazione
acqua-olio, può essere ricondotta alla ben nota legge di
Stokes:
Vt 1.488gDp2(r1r2)/18m2
dove Vt è la velocità di decantazione in ft/s; Dp è il diametro particelle in ft; g è l’accelerazione di gravità
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
600
400
viscosità dell’olio saturo (cP)
200
500
300
100
60
40
200
100
70
50
40
30
20
10
20
15
10
7
5
4
3
2
1,5
1,0
0,7
6
4
2
1
0,6
0,4
vi s co
s i tà d
e l l ’ o li
o stabi
lizzato
0,2
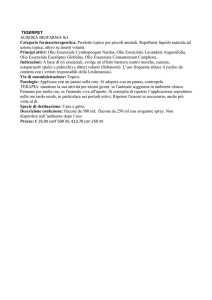
fig. 5. Viscosità dell’olio saturo
in funzione del GOR di soluzione
(Katz et al., 1959).
0,1
0
100 200 300 400 500 600 700 800
(32,2 ft/s2 ); r1 è la densità del liquido disperso in lb/ft 3;
r2 è la densità del liquido disperdente in lb/ft3; m2 è la viscosità del fluido disperdente espressa in cP (1cP103 Pas).
La formula in esame è poco applicabile alla separazione di gocce di liquido disperse in un gas, in quanto il
numero di Reynolds in questo caso è sempre molto elevato, mentre è molto significativa nell’analisi della separazione di gocce d’acqua sospese in una fase d’idrocarburi
liquidi; infatti il suo campo d’applicabilità, riguardando
numeri di Reynolds bassi, è compatibile con le dimensioni delle particelle sospese presenti (fino a 100 mm). L’equazione mette in evidenza i tre parametri essenziali nell’indagine che viene sviluppata: il diametro della particella (che ha la massima incidenza sul fenomeno,
comparendo alla seconda potenza), la differenza di densità tra i due liquidi e la viscosità del fluido disperdente, cioè l’olio.
È importante notare che queste caratteristiche fisiche dipendono dalle condizioni di temperatura e pressione del separatore. Ciò significa, nel caso della fase
idrocarburi, che densità e viscosità sono da riferirsi al
liquido saturo a temperatura e pressione molto diverse
da quelle dell’olio a condizioni stock tank disponibili
dalle analisi. A parità di temperatura, nel primo stadio
di separazione si ha la pressione più elevata e quindi il
GOR di soluzione sarà più elevato. Questo fatto determina una considerevole riduzione sia della densità che
della viscosità dell’olio saturo. Dal momento che la densità delle due fasi liquide è dello stesso ordine di grandezza, anche una modesta variazione della densità dell’olio può aumentare considerevolmente la differenza di
densità fra i due liquidi e quindi la velocità di decantazione relativa. Dai dati delle analisi PVT o mediante un
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
1.000
1.200
1.400
gas in soluzione (ft3/bbl)
semplice calcolo di flash è possibile determinare il GOR
di soluzione e la densità del liquido saturo.
Per quanto riguarda la viscosità di quest’ultimo, la
fig. 5 permette di calcolare la riduzione di viscosità passando da olio stock tank a olio saturo in funzione del
GOR di soluzione. Per fare un esempio, si assuma di trattare un olio con le seguenti caratteristiche: densità stock
tank pari a 0,842, viscosità pari a 10 cP a 40 °C mantenendo nel primo stadio di separazione una pressione operativa di 35 bar assoluti e una temperatura di 40 °C, a cui
corrisponde un GOR di soluzione di 250 SCF/stb circa
(dal bilancio di materia); con l’ausilio della fig. 5 è possibile determinare la viscosità del fluido disperdente che
risulta essere pari a 3,3 cP. La sola variazione di viscosità porta quindi a una velocità di decantazione tre volte
superiore nel separatore di primo stadio rispetto a quello atmosferico.
A parità di temperatura, si deve poi aggiungere l’effetto della variazione di densità che pur essendo più modesta, va nella stessa direzione. La densità corrispondente
dell’olio saturo con GOR di soluzione di 250 SCF/stb
diventa 0,8 circa, Dr19,86 e Dr212,48 lb/ft3. Complessivamente, il rapporto delle due velocità di decantazione a parità di temperatura diventa 3,83. Come è facile
intuire, è possibile ridurre proporzionalmente il tempo di
permanenza nel separatore per ottenere lo stesso grado di
separazione. Oppure, tenendo conto dell’influenza del diametro della particella, a parità di holdup si possono decantare gocce con un diametro inferiore di 3,8321,96 volte.
L’esempio sopra esposto aiuta a capire l’influenza dei
parametri operativi principali nella separazione dell’acqua dispersa nell’olio. Per arrivare a valutare più dettagliatamente e a calcolare le dimensioni di un separatore
655
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
che garantisca il contenuto d’acqua residuo richiesto è
necessario conoscere la distribuzione delle particelle in
una sospensione d’acqua in olio. Benché siano state condotte molte sperimentazioni in materia, è estremamente
difficile avere dati precisi: non è facile infatti quantificare il grado di emulsione dell’acqua in un greggio. Esso
dipende ovviamente dalle caratteristiche dei due fluidi,
ma non è certamente sufficiente conoscere la loro densità e viscosità per quantificare il grado di dispersione
delle gocce d’acqua. Questo dipende infatti sia dal percorso seguito dall’emulsione a partire dal giacimento,
attraverso il pozzo e i relativi sistemi di controllo di pressione all’erogazione fino all’arrivo nel sistema di raccolta, sia dai salti di pressione negli stadi di separazione. Nella separazione trifase, gas-olio-acqua, alcune indicazioni, dettate dall’esperienza operativa, permettono di
superare in parte il problema. La separazione liquidoliquido, se non intervengono fattori anomali come quelli relativi a oli molto viscosi, può essere affrontata in
modo molto semplice.
È prassi consolidata e suffragata da molti test condotti in campo che la dimensione delle gocce d’acqua da
separare per ottenere un’adeguata disidratazione sia dell’ordine di 100-150 mm. Ciò significa che, progettando
adeguatamente un separatore in modo che le gocce di
diametro maggiore o uguale a quello prefissato possano compiere il tragitto verticale dall’interfaccia gas-olio
a quella olio-acqua, è possibile ottenere un contenuto
d’acqua residua inferiore allo 0,5% in volume richiesto.
Si supponga, per esempio, che il separatore orizzontale abbia un diametro e una lunghezza della parte cilindrica rispettivamente di 2,5 e 10 m e che l’interfaccia
gas-olio sia mantenuta sulla mezzeria del recipiente.
Si consideri che l’interfaccia olio-acqua si mantenga
a 450 mm dal fondo dello stesso. Si consideri, infine,
che il tempo di permanenza dell’olio sia di circa 5 minuti. La particella d’acqua da decantare deve compiere un
tragitto massimo di 800 mm in 5 minuti, ovvero deve
avere una velocità di decantazione pari a 160 mm/min
momentum
absorber
piatto forato
(0,52 ft/min). Applicando la legge di Stokes per un diametro di particella di 100 mm si otterrebbe una velocità
otto volte più bassa e sarebbe pertanto impossibile raggiungere il valore richiesto di water cut residuo. Viceversa, calcolando a ritroso il diametro delle gocce separabili si ottiene un valore di circa 300 mm a cui purtroppo corrisponde una separazione inadeguata.
È opportuno, a questo punto, introdurre i dispositivi
di coalescenza. Nel caso di gocce sospese in un gas, per
ottenere una buona separazione nel separatore verticale
preposto all’abbattimento delle gocce viene inserita una
materassina filtrante (wire mesh pad). Questo semplice
ed economico dispositivo garantisce un’adeguata coalescenza delle gocce di liquido sospese nel gas, costringendole a scontrarsi nei percorsi obbligati attraverso la
materassina stessa. Un risultato analogo si ottiene nella
normale separazione liquido-liquido, come nel caso di
condensato leggero, di GPL e di benzina, inserendo un
dispositivo di coalescenza in tutto simile a quello usato
per il gas nel separatore liquido-liquido.
Con l’olio, invece, non è possibile usare questo tipo
di dispositivo di coalescenza, adatto a fluidi leggeri e
molto puliti. L’olio richiede infatti un dispositivo che,
funzionando con un fluido ad alto contenuto di sedimenti
di vario genere, deve consentire ampi spazi di passaggio. Questo problema viene affrontato introducendo all’interno del separatore una sezione di coalescenza costituita da un pacco di lamelle (straightening vanes) opportunamente distanziate e inserite con inclinazione diversa
(45° o 60°) parallelamente al flusso (fig. 6). Di solito
viene occupata tutta la sezione di passaggio delle tre fasi,
gas, olio e acqua; infatti gli straightener agevolano la
separazione anche nella fase gas e in quella di fondo
relativa all’acqua. Per facilitare la deposizione e la relativa rimozione di solidi sospesi (sabbia, argilla colloidale, ecc.), a volte è meglio lasciare libera la parte inferiore dedicata alla fase acqua. Lo spazio che la goccia
deve percorrere viene ridotto a valori molto bassi. Nel
caso di una inclinazione a 45°, il tragitto verticale tra
elemento snebbiante
gas
pacco
lamellare
olio
diga
acqua
rompivortice
separatore trifase
A
B
fig. 6. Interno del separatore trifase (A) e schema del pacco lamellare (B).
656
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
due lamelle è di 22i, dove i è la distanza tra le due lamelle (50 -75 mm). Se tutto il separatore venisse riempito
dal pacco di lamelle distanziate di 50 mm, si otterrebbe
una riduzione di diametro delle particelle separate pari
a (1,450/800)20,3, ossia si otterrebbe un valore leggermente inferiore a quello richiesto di 100 mm. Quando le gocce di dimensioni superiori a quella calcolata
raggiungono la superficie della lamella ha luogo la coalescenza per effetto parete e la separazione arriva al valore richiesto. L’esempio citato tuttavia rappresenta un caso
limite, mentre di solito per migliorare la separazione si
ricorre al riscaldamento. Si possono comunque usare
tempi di permanenza più elevati, anche perché è poco
pratico riempire tutta la parte cilindrica del separatore
di straightener.
Se la portata di gas è molto bassa, come nei due stadi
successivi al primo, è possibile mantenere il livello di liquido più alto della mezzeria, in modo da aumentare il tempo
di permanenza, lasciando invariate le dimensioni del separatore. È opportuno notare che questa soluzione è efficace nel caso siano presenti i pacchi lamellari. Nel caso invece di un separatore privo di interni, non è di grande utilità
aumentare l’holdup, aumentando l’altezza e quindi il tragitto verticale; per tale motivo non si hanno quasi mai
separatori verticali per questo tipo di utilizzazione. Per la
separazione di gocce di liquido dal gas, v. par. 5.4.2.
Relativamente alla scelta dei materiali, la separazione olio-acqua non presenta grandi differenze rispetto a
quella gas-olio. Anche i pacchi lamellari sono costruiti
con lamiere molto sottili di acciaio inox (AISI 304 o altri
tipi ancora più pregiati). Se il gas associato e l’olio contengono gas acidi, questi si concentreranno nella fase
acqua proporzionalmente alla loro pressione parziale. Se
quest’ultima risulta elevata (maggiore o uguale a 1 bar)
la soluzione acquosa diventa particolarmente acida e
quindi corrosiva. Viene inoltre a mancare il film protettivo costituito dall’olio. Negli stadi di separazione in
pressione la parte del recipiente sottostante l’interfaccia
acqua-olio viene protetta mediante una placcatura del
mantello con acciaio inox (AISI 316-L o acciaio duplex
con 3 mm di spessore). Si può infine notare che la corrosione in fase acquosa è spesso accentuata dall’elevata
concentrazione salina.
5.3.4 Trattamenti
Desalinizzazione
Desalinizzazione mediante lavaggio con acqua
Quanto finora descritto consente di ribadire che una
buona separazione trifase è in grado non solo di stabilizzare l’olio, ma anche di disidratarlo ai valori richiesti. Ritornando invece alle caratteristiche dell’acqua di
strato e in particolare alla sua salinità, si era anticipata
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
la necessità, in molti casi, di desalinizzare il greggio riducendo la salinità dell’acqua emulsionata.
Un sistema di desalinizzazione è costituito da un’apparecchiatura del tipo mixer-settler che consente di diluire, per miscelazione, la salinità con l’uso di acqua di lavaggio a basso contenuto salino (1 g/l) e di separare, per decantazione, l’acqua diluita riportando l’olio allo stesso valore
di water cut che aveva prima della miscelazione o a uno
inferiore. Questa apparecchiatura può essere inserita a
valle della separazione come unità aggiuntiva. In tal caso
l’alimentazione al sistema di desalinizzazione è un greggio separato e stabilizzato ma con eccessiva salinità.
Si consideri, per esempio, un greggio con water cut pari a 0,5% in volume e con salinità dell’acqua pari a 50 g/l.
La salinità dell’olio è pertanto pari a 87 ptb circa, mentre
il valore che si vuole garantire è di 20. Il sistema richiede
quindi, a parità di water cut finale, una diluizione effettiva di 1/5 circa. Visto che la quantità d’acqua da diluire è
modesta, è sufficiente iniettare una quantità del 3% in volume o superiore. Spesso la diluizione viene ottenuta mediante un’iniezione d’acqua nella linea di alimentazione. Il più
comune dispositivo di miscelazione è una valvola di laminazione che, producendo un’adeguata turbolenza, favorisce il contatto delle due fasi olio-acqua. Questo sistema
provoca una perdita di carico non trascurabile; nel caso in
esame, essendo a valle di un separatore atmosferico, sarà
necessario l’uso di una pompa di alimentazione per trasferire la carica dal separatore al desalinizzatore. L’efficienza di miscelazione è ovviamente inferiore a uno. Nel
caso di valvola miscelatrice e di rapporto acqua di lavaggio/carica molto basso, 3% come nell’esempio, l’efficienza
di miscelazione non supera di molto il 70%.
L’acqua trascinata dal prodotto trattato avente un
contenuto prefissato pari a 0,5% in volume, da un semplice bilancio entrata-uscita sul sale, avrà un contenuto
di 10,4 g/l. La salinità del greggio risulterà pari a 18,1 ptb,
ossia al valore richiesto. È importante notare che nell’esempio sviluppato si è assunto un contenuto salino
dell’acqua di lavaggio pari a 1 g/l o inferiore. Se fosse
disponibile un’acqua salmastra con salinità più elevata,
basterebbe alzare leggermente il rapporto acqua di lavaggio/carica. Per questo tipo di apparecchiature una quantità di acqua inferiore al 3% non darebbe buone efficienze di miscelazione, non sarebbe quindi di grande utilità migliorare il grado di separazione liquido-liquido al
di sotto di un water cut dello 0,5% in volume, perciò il
separatore utilizzato funziona esattamente come quello
sopra considerato. È intuitivo che la separazione multiflash precedentemente descritta è in grado di integrare
questa nuova funzione senza bisogno di apparecchiature aggiuntive, semplicemente inserendo l’iniezione d’acqua di lavaggio a monte del separatore finale. In questo
modo il primo stadio di separazione funzionerà da stadio di disidratazione, riducendo l’acqua di formazione
allo 0,5% in volume come verificato in precedenza.
657
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
La miscelazione dell’acqua di lavaggio può essere
ottenuta anche con altri metodi, per esempio con uno
static mixer. Questo apparecchio è molto simile a un
riempimento strutturato e fornisce la superficie necessaria per realizzare l’intimo contatto delle due fasi olio
e acqua. In sostanza, si realizza un vero e proprio stadio
d’equilibrio in equicorrente. Quest’ultima peculiarità si
ripercuote sull’efficienza, che diventa molto prossima a
uno, e sulla perdita di carico, che diventa trascurabile.
Un’ulteriore caratteristica vantaggiosa di questa apparecchiatura è data dalla miscelazione per contatto su grande superficie che non causa una eccessiva frammentazione delle gocce d’acqua con conseguente stabilizzazione dell’emulsione, che si crea invece utilizzando una
valvola. Anche nel caso del multiflash precedentemente considerato, nel quale l’olio passa attraverso la valvola di controllo di livello, si verifica questo fenomeno,
che rende meno efficiente la successiva decantazione.
Nel caso analizzato, le condizioni della desalinizzazione sono relativamente blande. Infatti è stato considerato un greggio di media densità, anche se con viscosità
abbastanza elevata (nella maggior parte dei casi le viscosità sono più basse e le densità più favorevoli). Quindi il
trattamento descritto può essere utilizzato con ottimi
risultati e con modesto consumo d’acqua.
Nel caso in cui il trattamento di desalinizzazione venga
effettuato in mare, risulta ovvio che l’acqua di diluizione non può essere direttamente quella marina, pertanto il
trattamento del greggio diventa più costoso in quanto è
necessaria una preventiva desalinizzazione dell’acqua di
mare, che può essere realizzata con diversi metodi. Il più
semplice e più utilizzato si basa sull’osmosi inversa e può
dare acqua con salinità trascurabile, usando più stadi di
separazione a membrane semipermeabili. Dal momento
che il greggio è di solito molto salato, non è necessaria
la totale desalinizzazione dell’acqua di lavaggio. È sufficiente quindi un singolo stadio di purificazione con il
quale si ottiene una salinità residua dell’acqua minore o
uguale a 1 g/l, sufficiente allo scopo. In altre condizioni,
per esempio nel deserto, è possibile utilizzare acqua salmastra con salinità di 2-3 g/l senza aumentare molto la
quantità di acqua di lavaggio.
Le acque reflue della disidratazione e/o della desalinizzazione del greggio sono acque oleose e con alto contenuto di solidi sospesi, quindi richiedono un trattamento adeguato prima di essere scaricate.
Nella separazione liquido-liquido la fase acquosa al
fondo del separatore si comporta anch’essa come un’emulsione, dove il liquido disperso è l’olio stesso e il disperdente è l’acqua. In questo caso, durante la permanenza
nel separatore le gocce di idrocarburi disperse dall’acqua
seguono un processo inverso a quello della fase olio sovrastante. In merito all’esempio proposto di separatore, la
sezione di fondo dedicata all’acqua viene mantenuta a un
livello prefissato (450 mm). Variando questo parametro
658
è possibile dare all’acqua il tempo di permanenza minimo richiesto per ottenere la purezza voluta.
Per non sovraccaricare eccessivamente il trattamento
di disoleazione dell’acqua a valle, il grado di separazione più comunemente richiesto nei separatori è di
500-1.000 ppm dell’olio emulsionato, ossia 0,05-0,1%.
Questa specifica è più restrittiva di quella dell’olio. Si deve
tuttavia tenere presente che la viscosità del fluido disperdente è molto bassa (0,6-0,4 cP) alle condizioni di temperatura, rispettivamente, del primo e del terzo stadio.
Applicando la legge di Stokes allo stesso modo di quanto fatto in precedenza, essendo la differenza di densità
uguale e la viscosità 10 volte inferiore, si avrà una velocità di risalita 10 volte più alta a parità di diametro della
particella sospesa. Se a ciò si aggiunge che il tragitto è
inferiore, risultano necessari poco meno di 5 minuti perché una particella compia tutto il tragitto verticale. In realtà
è difficile, per ragioni inerenti alla regolazione, mantenere tempi di permanenza inferiori ai 3 minuti, quindi è possibile avere una buona chiarificazione dell’acqua all’interno del separatore senza ricorrere all’uso degli straightener, lasciando invariato il tempo di permanenza.
L’acqua decantata dal separatore viene prima degasata in un apposito barilotto di flash e successivamente
disoleata mediante un trattamento primario, costituito da
un decantatore orizzontale (API skimmer) o da un CPI
(Corrugated Plate Interceptor), e mediante un trattamento
secondario (filtrazione o flottazione).
Nei trattamenti in mare, ma recentemente anche a
terra, l’API skimmer è stato sostituito dai cicloni che
sfruttano il principio della centrifugazione e riescono a
ottenere valori accettabili di olio in sospensione (30 ppm).
Le normative internazionali per condizioni di mare aperto prevedono un valore limite di 40 ppm, mentre nel caso
di acque interne e in vicinanza della costa il valore più
comunemente richiesto è di 10 ppm. In questo caso è
quindi necessario procedere alla disoleazione mediante
un trattamento secondario, il più comune dei quali è la
flottazione.
Desalinizzazione elettrostatica
Questo processo di trattamento è di prammatica nelle
raffinerie dove la carica al trattamento primario di frazionamento del greggio (topping) richiede contenuti in sale
inferiori a 3 ptb. Nelle raffinerie è più importante, rispetto al trattamento di campo, minimizzare la quantità di
acqua di lavaggio e questo si può ottenere minimizzando
la salinità del greggio entrante, seguendo i criteri prima
descritti, ma soprattutto minimizzando l’acqua residua
della separazione a valori dello 0,1-0,2% in volume. Queste specifiche sono di facile attuazione con greggi medioleggeri o leggeri, anche nel trattamento al campo, soprattutto quando la viscosità dell’olio stabilizzato è bassa
(1-2 cP a temperatura ambiente). Infatti nella semplice
separazione multiflash, in conseguenza della saturazione
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
in gas nel primo stadio e del riscaldamento nei successivi, si ottengono viscosità molto basse, inferiori a 1 cP, che
consentono di raggiungere contenuti in acqua molto più
bassi dello 0,5% in volume richiesto, attraverso modifiche trascurabili nel dimensionamento delle apparecchiature. La maggiore facilità di separare l’emulsione d’acqua al campo rispetto alla raffineria è spiegabile con le
diverse caratteristiche del greggio. L’olio all’uscita dei
pozzi non ha subito processi di ossidazione. Allo stato originale i componenti altobollenti, asfalteni in particolare,
sono quelli che si trovano nel giacimento. Al contatto con
l’aria, che avviene nel serbatoio di stoccaggio per effetto
della polmonazione e che prosegue nei serbatoi della petroliera che lo trasporta, il greggio subisce un processo di
invecchiamento (weathering) che lo cambia profondamente, aumentando la presenza di composti altamente tensioattivi, i quali vengono solubilizzati o comunque si accumulano come colloidi in sospensione nelle gocce d’acqua. Questa variazione di composizione aggiunta alla
riduzione dei componenti leggeri, che hanno un effetto
fluidificante, causa un aumento molto marcato della durezza dell’emulsione, anche se la variazione di viscosità non
è altrettanto marcata.
Un sistema pratico e semplice di valutare l’effetto
dell’invecchiamento del greggio e della stabilizzazione
delle emulsioni è costituito da quelli che in gergo vengono definiti bottle tests. Questi test consistono nel prelevare dei campioni di liquido che vengono riscaldati e
centrifugati in un’apparecchiatura standardizzata per il
tempo necessario a separare l’acqua. I test vengono effettuati anche con aggiunta di vari additivi disemulsionanti per valutarne l’efficacia. Se si effettua un bottle test a
bocca pozzo, anche se la degasazione viene effettuata in
modo molto rudimentale, i risultati comparati con quelli ottenibili in laboratorio sul campione invecchiato sono
completamente diversi e migliori. In sintesi, la temperatura a cui si rompe l’emulsione è più bassa e il tempo di separazione si riduce. Per questo motivo in raffineria si ricorre al sistema di desalinizzazione elettrostatico. Quest’ultimo viene effettuato a caldo, cioè il trattamento si inserisce
nel treno di preriscaldamento della carica a temperature
elevate, 100-130 °C, anche con greggi non particolarmente
viscosi o densi. L’uso del riscaldamento e della coalescenza
elettrostatica delle gocce d’acqua in sospensione viene
spesso abbinato all’uso di prodotti chimici disemulsionanti, che facilitano la rottura dell’emulsione.
Il principio alla base della coalescenza elettrostatica
è abbastanza intuitivo. La goccia d’acqua emulsionata ha
una forte tensione superficiale che impedisce o rende difficile l’aggregazione di più gocce, la quale permetterebbe il raggiungimento della velocità di decantazione necessaria alla separazione. Ciò è dovuto alla presenza di modeste quantità di composti tensioattivi. La goccia d’acqua
salata, essendo una sostanza polare, quando è soggetta a
un campo elettromagnetico si comporta come un dipolo.
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
L’applicazione di un campo elettrico alternato ad alto
potenziale (10.000 volt o superiore), oltre a orientare i
dipoli, porta a un allungamento della goccia, con deformazione dalla forma sferica a quella ellissoidale nella
quale la dimensione maggiore diventa dieci volte più grande del diametro originale. Questo stiramento alternato
provoca due effetti positivi: assottiglia il film che ingloba la particella, facilitandone la rottura, e soprattutto facilita la collisione delle gocce che si trovano a distanze inferiori a dieci diametri l’una dall’altra.
In tal modo si ha un ingrossamento delle gocce, con
relativa maggiore facilità di decantazione, e inoltre il
libero cammino medio tra le varie particelle diventa pari
a dieci volte il diametro delle stesse. Quest’ultima considerazione aiuta a capire come la distribuzione delle
gocce che si viene a creare nella sospensione sia molto
rarefatta e consenta di garantire un contenuto finale pari
a 0,1-0,2% in volume.
Se nella raffinazione, tenendo conto anche delle maggiori portate, si usano desalinizzatori elettrostatici su
cariche di media-bassa viscosità, al campo si ricorre a
questo tipo di trattamento solo con greggi pesanti e molto
viscosi.
È bene sottolineare che applicare un campo elettrico
a varie migliaia di volt a un’emulsione di acqua in olio è
possibile, in quanto l’emulsione ha una resistività elevata al passaggio di corrente. Ciò significa che la differenza di potenziale applicata alle griglie, che provoca gli
effetti sopra citati, può essere mantenuta con un consumo molto modesto di energia elettrica. Perché ciò avvenga è necessario che l’emulsione non sia troppo frammentata e che il quantitativo d’acqua nell’emulsione non
superi il 15% in volume. Con contenuti d’acqua più elevati o a causa di un eccessivo calo della pressione nella
valvola di miscelazione, la conducibilità elettrica del
bagno supera i valori consentiti e il campo elettrico viene
cortocircuitato. Per evitare questa condizione è necessario che l’emulsione abbia subito un adeguato pretrattamento che riduca la quantità d’acqua al valore citato.
Una seconda caratteristica dell’uso del separatore a
coalescenza elettrostatica è l’assoluta garanzia di evitare
la formazione di bolle di gas all’interno dello stesso. Molti
costruttori di queste apparecchiature preferiscono alimentare il coalescer elettrostatico con una pompa, in modo
da garantire una pressione operativa nel recipiente superiore di almeno un bar alla pressione di bolla del fluido
trattato. Di solito il trattamento elettrostatico viene effettuato in combinazione con il riscaldamento; è quindi
necessario valutare attentamente la tensione di vapore degli
idrocarburi. Alle alte temperature anche l’acqua ha una
tensione di vapore non trascurabile, che si somma a quella della fase idrocarburi. Il recipiente in cui si opera la coalescenza elettrostatica è quindi un recipiente a pressione.
Quest’ultima è tanto più elevata quanto più alta è la temperatura a cui si deve operare e tanto più bassa quanto più
659
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
olio stabilizzato
e desalinizzato
trattamento acqua
e reiniezione
gas combustibile
separatore KOD
dell’acqua libera
compressione
e recupero
flash drum
olio trattato
separatore
di ingresso
coalescer
elettrostatico II stadio
coalescer
elettrostatico I stadio
camera
di flash
acqua
di lavaggio
acqua al trattamento
fig. 7. Desalinizzazione olio (20 °API) con separazione acqua a testa pozzo e desalinizzatore bistadio
al centro di raccolta e trattamento.
l’olio da trattare è stato stabilizzato nel trattamento a
monte. Questo è il motivo per cui si inserisce molto frequentemente il trattamento a valle dell’ultimo stadio di
separazione. Negli impianti offshore, dove le apparecchiature sono distribuite su più piani, il desalinizzatore
viene di solito posizionato direttamente al di sotto dell’ultimo stadio di degasazione. In questo modo si evita
l’utilizzo della pompa di alimentazione del greggio.
Benché la coalescenza elettrostatica faciliti la separazione, è buona prassi avvalersi anche del riscaldamento
per accorciare il tempo di permanenza o per produrre il
water cut richiesto in uscita. Ritornando all’esempio della
desalinizzazione mediante multiflash, si è visto che un
modesto riscaldamento consente di stabilizzare il greggio a pressione più alta di quella atmosferica. Se si opta
per la soluzione elettrostatica a valle del terzo stadio, il
riscaldamento usato per la stabilizzazione favorirà la
desalinizzazione senza aggravio di costi.
Quando per il trattamento elettrostatico si usa un
tempo di permanenza maggiore di 20 minuti, la viscosità massima per ottenere una discreta separazione (0,5%
in volume) dell’acqua è di 10 cP. Tale valore rende chiaro che il ricorso a questa apparecchiatura è limitato a
greggi molto viscosi e molto pesanti (20-25 °API). A
volte si fa uso del coalescer elettrostatico a freddo per
evitare il riscaldamento.
660
Desalinizzazione pluristadio
L’acqua di lavaggio rappresenta un costo importante nella desalinizzazione del greggio e quindi conviene
ridurla al minimo indispensabile.
Quando la salinità dell’acqua di strato è molto elevata, può essere utile ricorrere a un sistema di trattamento
bistadio. Spesso questa unità si basa su due coalescer
elettrostatici in serie: il primo, che riceve il carico massimo d’acqua, funziona da disidratatore; il secondo opera
la diluizione voluta con un quantitativo d’acqua tale da
garantire la salinità dell’olio richiesta.
Si consideri per esempio un olio con acqua di strato
a 300 g/l di salinità e si fissi a 20 ptb la salinità dell’olio trattato. Se il primo stadio funziona semplicemente
da disidratatore, l’abbattimento della salinità dipenderà
esclusivamente dal water cut in uscita (0,2% in volume)
e non dal quantitativo d’acqua entrante. Assumendo il
valore massimo di acqua del 15% si ha quindi una riduzione del 96%. Ciononostante la salinità è ancora molto
elevata. Il secondo stadio prevede quindi una diluizione
con acqua di lavaggio. Assumendo un quantitativo pari
al 3% di acqua di lavaggio e un’efficienza di miscelazione pari al 70%, la salinità dell’acqua trascinata dal
greggio sarà 26 g/l circa; con un water cut residuo dello
0,2% si otterrà quindi un valore di 18 ptb, ovvero la salinità dell’olio richiesta.
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
Tenendo conto che il sistema di desalinizzazione va
inserito nel trattamento di stabilizzazione, è evidente che
una separazione gas-olio adeguata può abbattere sensibilmente il contenuto d’acqua, perlomeno al valore del
15% necessario per il funzionamento del separatore elettrostatico. In molti casi, durante la vita produttiva del
giacimento, il greggio prodotto a testa pozzo può contenere un quantitativo d’acqua pari al 50% o superiore.
In queste condizioni il pozzo non riuscirà più a produrre spontaneamente, ma si dovrà ricorrere molto spesso
al sollevamento artificiale dell’olio mediante pompe sommerse installate nel pozzo stesso. In queste condizioni
l’emulsione della fase acqua di strato nell’olio diventa
massima. In tal caso si deve ridurre l’emulsionamento
conseguente al passaggio del fluido di giacimento negli
stadi della pompa iniettando disemulsionante direttamente all’aspirazione della stessa. Si procede quindi a
una separazione per gravità, direttamente a testa pozzo
e senza l’ausilio del campo elettrostatico. Questa operazione è favorita da vari fattori. Il primo riguarda le condizioni di erogazione della pompa stessa. Spesso a monte
del pompaggio del fluido di giacimento si opera una separazione grossolana del gas associato direttamente in aspirazione alla pompa. Il liquido pompato si trova quindi a
una pressione superiore al suo punto di bolla e rimane
tale a testa pozzo anche con pressioni d’erogazione relativamente basse. Se si assumono 15 bar assoluti come
valore di pressione in queste condizioni, l’olio, per le
ragioni sopra esposte, non sviluppa gas ma ha un GOR
di soluzione che, seppure modesto, rende il fluido meno
viscoso e meno pesante.
Il secondo fattore che favorisce la separazione a testa
pozzo riguarda la temperatura operativa, che sarà abbastanza elevata in quanto lo scambio di calore lungo il tubing
di produzione non produce un elevato raffreddamento.
Si assuma una temperatura di flusso pari a 90 °C,
valore molto frequente in un pozzo a olio; se si sommano gli effetti del gas in soluzione e della temperatura si
può capire come sia la viscosità che la densità risultino
molto più basse di quelle dell’olio stabilizzato.
In conclusione, si può affermare che un notevole quantitativo dell’acqua prodotta può essere separato senza alcun
riscaldamento e/o trattamento elettrostatico. L’acqua separata, visti i quantitativi e le caratteristiche, verrà raccolta
e dopo un pretrattamento con cicloni e filtrazione verrà
reiniettata in giacimento. L’olio così trattato a testa pozzo
avrà un contenuto d’acqua ancora elevato (5-10%), che
può essere comunque garantito con tempi di permanenza
modesti e con interni semplici del separatore (pacco lamellare). Con questo contenuto residuo l’olio verrà trasportato al centro di raccolta, dove sarà trattato con i sistemi
sopra esposti. Talvolta può risultare conveniente accettare un water cut più alto, fino al valore ammissibile di 0,5%
in volume, e utilizzare uno schema di lavaggio più sofisticato (fig. 7). La desalinizzazione con doppio stadio viene
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
effettuata con due stadi di lavaggio in controcorrente, utilizzando nel primo l’acqua recuperata dal secondo desalinizzatore. Supponendo di avere una salinità di 180 g/l e
un tenore d’acqua entrante del 5% in volume, con un water
cut residuo pari a 0,5% è sufficiente iniettare il 5% d’acqua. Con questa soluzione, assumendo un’efficienza di
miscelazione dell’80% nel secondo stadio, si avrà un rapporto di diluizione pari a 1/9, con abbattimento della salinità all’11% circa di quella in entrata. Si otterrà quindi
una salinità dell’acqua trascinata di circa 10,5 g/l, che
garantisce il contenuto salino richiesto. L’acqua decantata con salinità inferiore (8,5 g/l) può essere quindi utilizzata per abbassare la salinità del primo stadio da 180 a 95 g/l
circa. Con questo sistema si può così ottenere il risultato
voluto con un quantitativo ridotto d’acqua di diluizione.
Con lo schema semplice, disidratatore più desalinizzatore, il quantitativo d’acqua sarebbe stato doppio. Questo
risultato si ottiene con l’aggiunta della pompa per ricircolare l’acqua decantata dal secondo al primo stadio.
Per quanto concerne la scelta dei materiali per la desalinizzazione vale quanto detto in precedenza per la separazione olio-acqua, con particolare rilievo per le elevate concentrazioni saline e il conseguente impatto negativo sulla corrosione, ulteriormente accentuato nei casi
in cui è necessaria una temperatura operativa elevata.
Addolcimento
Quando un olio presenta un contenuto elevato di idrogeno solforato i trattamenti di separazione gas-olio e di
stabilizzazione devono necessariamente tenerne debito
conto. Precedentemente si è visto quali sono i contenuti
accettabili. In passato molto spesso la riduzione dell’H2S
in un olio con contenuti non elevatissimi di tale inquinante
veniva ottenuta semplicemente incrementando a valori
adeguati la temperatura dello stadio finale atmosferico di
separazione. Considerando che l’idrogeno solforato ha
una volatilità molto vicina a quella del propano, con una
specifica di 50 ppm in peso, valore peraltro molto elevato, si è costretti a stabilizzare eccessivamente l’olio aumentando le perdite in prodotti leggeri, non solo propano, ma
anche butani e benzine, quindi questa soluzione si può
definire di ripiego. La distillazione flash non permette
infatti di ottenere un frazionamento netto dei componenti chiave. In altri termini, questa soluzione può essere accettabile quando il contenuto di H2S è relativamente basso e
quindi non è tale da determinare i parametri di stabilizzazione dell’olio. In tutti gli altri casi si deve ricorrere a
un trattamento specifico, detto di addolcimento.
In passato è stato molto utilizzato il metodo dello stripping a freddo (cold stripping). Questo sistema utilizza
una colonna di stripping operante a pressione pressoché
atmosferica in cui una corrente di gas a basso-medio contenuto di idrogeno solforato asporta tale componente dalla
corrente d’olio da trattare (fig. 8). L’operazione viene
661
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
separatore gas/olio
I stadio
separatore gas/olio
II stadio
cold stripper
recupero/reiniezione
gas
gas a fiaccola
separatore
atmosferico
fig. 8. Separazione gas-
olio e addolcimento
mediante cold stripping
con gas associato.
662
usando il gas associato al greggio stesso. Quest’ultimo
sarà una porzione del gas proveniente dallo stadio a più
alta pressione con un contenuto più basso di H2S. A pressione di 15 bar assoluti e a pari temperatura, la costante
d’equilibrio K diventa circa 2,3; ciò spiega la concentrazione ridotta di H2 S nel gas di primo stadio.
Questa tipologia di trattamento dell’olio, molto semplice ed efficace, ha perso attrattiva non appena il prezzo
di quest’ultimo è divenuto più elevato. Infatti il gas di stripping è povero non solo di H2 S ma anche di idrocarburi
1.000
100
60
40
30
20
26 te
0 m
pe
12
ra
1
66
20
tu
ra
4
9
(°
3
38
C)
14
16
9
10
Ky/x
definita cold stripping in quanto non è necessario riscaldare l’olio per effettuare la rimozione richiesta. Se per produrre l’effetto voluto fosse necessario addolcire preventivamente il gas utilizzato per lo stripping, la semplicità
ed economicità della soluzione verrebbero a cadere.
In una colonna di stripping il risultato dell’operazione è riconducibile al fattore di stripping SKiV/L, dove
Ki è la costante d’equilibrio del componente i-esimo, in
questo caso dell’H2 S, V e L sono rispettivamente le portate molari del vapore (gas di strippaggio) e del liquido
(olio da trattare). La costante d’equilibrio esprime come
è noto il rapporto tra la frazione molare del componente
considerato in fase vapore e liquida, ovvero Ky/x .
In fig. 9 sono riportati i valori di K per l’H 2 S rappresentati graficamente secondo il metodo delle pressioni di convergenza. Questo metodo ha una sua validità
nel campo di pressioni basse, mentre è di scarsa applicabilità per pressioni elevate, prossime alla pressione di
convergenza stessa.
Si assuma di operare a una temperatura di 38 °C e a
una pressione di 1,5 bar assoluti (150 kPa): dalla fig. 9
si ottiene K23. Quindi la concentrazione dell’olio in
equilibrio con il gas di stripping diviene xy/K, ovvero
all’equilibrio la frazione molare di H2S in fase liquida
diviene 23 volte inferiore a quella del gas di stripping.
Si assuma una concentrazione nel gas di stripping pari
allo 0,6% mol, quindi molto elevata, e si consideri un olio
avente peso molecolare medio pari a 225. La concentrazione dell’olio in equilibrio per l’H2S è Xe0,6/230,03%
mol. Essendo 34 il peso molecolare di H2S, si ottiene
Xe40 ppm in peso. È quindi possibile un addolcimento
dell’olio allo standard di 50 ppm richiesto. La differenza
tra il valore all’equilibrio e quello garantito rende accettabile il numero di stadi in controcorrente necessari all’ottenimento del risultato voluto.
Concludendo, si può affermare che è possibile addolcire un olio con contenuto di H2 S relativamente elevato
olio stabilizzato
e desolforato
1,0
0,1
100
300 500 1.000
3.000
10.000
pressione (kPa)
fig. 9. Costante di equilibrio per l’idrogeno
solforato (GPSA).
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
superiori: nello scambio di materia (mass transfer) con il
greggio, il gas asporta non solo H2S, ma anche propano,
butani e benzine, in quanto da una saturazione entrante a
15 bar assoluti esce in equilibrio con il greggio a 1,5 bar
assoluti e alla medesima temperatura. Tale stripping indesiderato di idrocarburi leggeri è il limite principale di questo sistema di trattamento. Un secondo limite è legato al
contenuto finale in idrogeno solforato di 50 ppm in peso.
Questo valore, benché accettabile dal punto di vista della
sicurezza e del controllo della corrosione, non è adeguato a garantire una buona acidità totale del greggio, pertanto ne provoca un notevole deprezzamento.
Tutti i processi di addolcimento, per la particolare composizione chimica dei fluidi trattati, presentano problemi
di corrosione. In questo tipo di trattamento, operando a
temperatura ambiente è possibile utilizzare l’acciaio al carbonio con adeguati sovraspessori di corrosione (3-5 mm
in funzione delle concentrazioni dei gas acidi) in tutte le
apparecchiature bagnate dall’olio e in particolare nella
colonna di stripping. Quando il gas iniettato è saturo d’acqua alle condizioni del fondo della colonna, quest’ultimo
deve essere protetto con una placcatura in acciaio inox.
Stabilizzazione e stripping
con colonna ad alimentazione fredda
Nel paragrafo riguardante le separazioni è stato illustrato un criterio che permette di definire l’efficienza di
un sistema di stabilizzazione. Di seguito verrà descritto
l’impianto che s’avvicina maggiormente all’obiettivo ideale di frazionamento e che permette di realizzare un notevole risparmio, poiché elimina la necessità di uno dei due
stadi di compressione del gas di separazione necessari a
recuperare quest’ultimo. La colonna stabilizzatrice opera
infatti a pressione e quindi i gas di testa vengono direttamente recuperati senza doverli comprimere.
La fig. 10 illustra lo schema di funzionamento di questa unità. L’olio proveniente da un primo stadio di separazione a media pressione (21 bar assoluti) viene alimentato in testa alla colonna operante a pressione di 7 bar assoluti. Al fondo della colonna è previsto un ribollitore che
permette il suo funzionamento. Un controllo di temperatura sul prodotto di fondo garantisce il raggiungimento
del punto di bolla richiesto e quindi della stabilizzazione
voluta. Per uniformare il più possibile i profili di vapore
e di liquido in colonna è previsto un secondo apporto di
calore, mediante l’inserimento di un ribollitore intermedio. Questo ribollitore viene alimentato, nella fase di processo, con un prelievo totale del liquido, realizzato da un
piatto camino inserito nel punto prescelto della colonna.
Il calore richiesto da tale servizio viene fornito dalla corrente del prodotto stabilizzato uscente dal fondo della
colonna, che in questo modo si raffredda. Questo sistema
sostituisce l’uso del classico preriscaldamento della carica con il prodotto di fondo. Il risultato più interessante di
questa soluzione deriva proprio dalla possibilità di mantenere l’alimentazione fredda, eliminando la necessità del
condensatore di testa previsto nelle comuni colonne di
compressore
di testa
reiniezione gas
disidratazione
e degasolinaggio
stabilizzatrice
compressore
MP
olio
stabilizzato
separatore
laterale
ricombinato
separatore
gas/olio/acqua
acqua
oleosa
acqua
oleosa
fluido
di riscaldamento
fig. 10. Stabilizzazione mediante colonna di frazionamento e degasolinaggio gas.
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
663
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
10.000
tensione di vapore (kPa)
1.000
100
punto critico
estrapolazione
oltre il punto
critico
10
biossido di carbonio
etano
ammoniaca
propano
freon 12
i-butano
n-butano
freon 11
i-pentano
1
n-pentano
n-esano
n-eptano
acqua
n-ottano
n-nonano
n-decano
n-undecano
n-dodecano
0,1
0
25
50
75
100
125
150
175
200 225 250 275 300
temperatura (°C)
fig. 11. Tensione di vapore degli idrocarburi leggeri (GPSA).
frazionamento. Questo rende l’apparecchiatura molto più
semplice ed economica.
Lo scopo principale della colonna stabilizzatrice è di
garantire la tensione di vapore del greggio, per esempio
RVP0,7 bar assoluti, pur operando in pressione. Benché non sia possibile sviluppare con metodi semplificati l’intero calcolo termodinamico della colonna, che si
può meglio sviluppare con l’uso di un adeguato programma di simulazione, si può tuttavia fornire una serie
di prime valutazioni che permettono di individuare i parametri fondamentali del processo.
A una pressione operativa di 7 bar assoluti, dal diagramma delle tensioni di vapore dei singoli componenti
in funzione della temperatura (fig. 11) è possibile calcolare approssimativamente la temperatura di fondo. Tenendo presente il tipo di stabilizzazione che si realizza, il prodotto è privo di gas secchi, metano, etano e inerti leggeri
e ha contenuti modestissimi di H 2 S, tali da contribuire
solo in modo insignificante alla tensione di vapore. Quest’ultima dipende quindi in modo preponderante dal contenuto di propano e butani. La tensione di vapore vera che
si vuole ottenere, nel caso in esame, è 0,98 bar assoluti a
37,8 °C. Entrando con questo valore nel diagramma citato e tracciando la parallela alla curva del normalbutano si
determina la temperatura necessaria a raggiungere i 7 bar
assoluti del punto di bolla prefissato, cioè la temperatura di fondo colonna. Questo valore è approssimativamente 150 °C. La differenza di temperatura tra l’alimentazione e il prodotto di fondo è considerevole, tale
quindi da creare un importante riflusso interno. In pratica
664
in testa si libera un gas saturo alle condizioni del piatto di
alimentazione, che può essere mantenuto, se la stabilizzazione richiesta non è eccessiva, a temperatura prossima
a quella dell’alimentazione stessa (per esempio 45 °C).
Il risultato di questo riflusso è che il prodotto di fondo
non conterrà metano ed etano, ma avrà invece un contenuto in propano e butani rilevante. Ciò indica che il taglio
ottenuto tra i componenti è molto netto. In realtà, se l’obiettivo è solo la stabilizzazione, non interessa tanto la
purezza, quanto il massimo recupero compatibile con la
tensione di vapore voluta. Se si raffronta il frazionamento
ideale precedentemente descritto con quello effettivo di
questa stabilizzazione ci si rende conto che il recupero
è molto elevato (99% circa in peso). Le perdite sono da
imputare essenzialmente al primo stadio di separazione
flash. Se si attua un degasolinaggio sulla corrente di gas
il recupero diventa pressoché totale (99,8%); se invece
si prende in esame l’addolcimento dell’olio, cioè la rimozione di H2 S, il taglio ottenuto garantisce una purezza
molto superiore a quella realizzata con il sistema precedente del cold stripping (6 ppm anziché 50). Questa soluzione garantisce quindi un buon abbattimento dell’idrogeno solforato anche con cariche molto inquinate, senza
pregiudicare il recupero in idrocarburi e senza variare i
parametri richiesti dalla semplice stabilizzazione.
Se questa tipologia di stabilizzazione è vantaggiosa in
condizioni normali è evidente che essa diventa la soluzione migliore quando si deve ottenere anche l’addolcimento del greggio, che di fatto non richiede alcun costo
aggiuntivo. Ovviamente il riscaldamento del greggio nel
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
ribollitore sarà diverso da quello richiesto per una stabilizzazione multiflash, sia come potenzialità, sia come livello di temperatura, ma non molto più alto di quello necessario per la desalinizzazione di un greggio pesante.
Lo schema con ribollitore intermedio e prelievo totale ha un’altra peculiarità. La corrente in esame si trova a
una temperatura intermedia tra la testa e il fondo (70 °C
circa), quindi non particolarmente elevata. Ciò che più
conta è che il prelievo laterale, a causa del riflusso, ha
caratteristiche molto diverse dal greggio in alimentazione, ovvero ha un contenuto di idrocarburi leggeri, propano, butani e pentani molto più elevato della carica di
partenza. Se il greggio originale ha una viscosità medioalta, per esempio 5 cP a 40 °C, la carica alla colonna ha
una viscosità ridotta (circa 3 cP), dovuta al gas di saturazione. Il flussaggio con un prodotto molto leggero, che
ha le caratteristiche fisiche di un GPL e quindi una viscosità bassa (meno di 0,1 cP alle condizioni di prelievo
laterale) e un rapporto in volume del 25% circa, provoca una riduzione molto marcata della viscosità della corrente in esame, che diventa pari a circa 1 cP.
Questo esempio permette di evidenziare come il liquido del prelievo laterale risulti molto leggero e a bassa
viscosità, pur partendo da un greggio medio e con viscosità elevata. Se la carica alla colonna contiene una quantità residua di acqua, questa può quindi essere decantata con grande facilità attraverso il prelievo laterale. Per
ottenere questo risultato è importante inserire, a monte
del ribollitore laterale, un separatore liquido-liquido che
permetta di ridurre a un valore inferiore a 0,1% in volume l’acqua trascinata dalla corrente laterale che dal ribollitore rientra nella sezione sottostante della colonna.
Questa soluzione impiantistica non può prescindere
dall’inserimento del separatore laterale in quanto la totalità dell’acqua presente nella carica, non potendo uscire
con il prodotto di fondo né con quello di testa della colonna, si accumula nel prelievo laterale. Si ha quindi la possibilità di integrare la stabilizzazione con un sistema di
desalinizzazione più efficace, molto più economico e meno
ingombrante di quello che si otterrebbe con uno stadio di
coalescenza elettrostatica.
Completando l’operazione con un’opportuna diluizione con acqua di lavaggio, si possono ottenere salinità
molto inferiori a quella richiesta nel trattamento di campo
e paragonabili a quelle previste nella raffinazione. Dal
momento che le condizioni operative di una colonna stabilizzatrice sono molto più blande di quelle di una colonna di topping, la normale specifica di 20 ptb, o le 10 ptb
che con questo metodo si possono facilmente garantire,
sono più che sufficienti a permettere il funzionamento
ottimale della parte bassa della colonna, al di sotto del
prelievo laterale. È essenziale tuttavia, per ridurre sporcamenti e manutenzioni eccessive, che entrambi i ribollitori, laterale e di fondo, risultino protetti dal lavaggio
in questione. Non è quindi necessario usare uno stadio
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
di trattamento elettrostatico a monte della colonna. L’acqua reflua del lavaggio e della separazione così ottenuta può essere riciclata nello stadio di separazione che alimenta la colonna. In molti casi gli stadi di separazione
a monte sono più di uno, specialmente quando la pressione d’erogazione dei pozzi è molto elevata. In questo
caso il primo stadio ad alta pressione favorisce un abbattimento dell’acqua di strato per semplice separazione per
gravità (contenuto residuo minore del 2% in volume). Il
secondo stadio può garantire una diluizione e un desalinizzazione iniziali mediante l’acqua riciclata dal separatore laterale. Attualmente è necessario recuperare tutti
i gas associati alla produzione dell’olio e quindi anche
quelli liberati negli stadi di flash a bassa pressione.
La compressione e il raffreddamento di un gas ricco
provocano una condensazione d’acqua e di prodotti leggeri che vengono riciclati nel greggio. Per la loro elevata
volatilità questi leggeri rimangono nel greggio solo parzialmente e in gran parte rievaporano a causa della presenza di metano ed etano nell’olio stabilizzato mediante
separazione multiflash. Nel processo di stabilizzazione
con frazionamento un quantitativo notevole di leggeri e
GPL recuperati dal gas associato rimane invece nell’olio,
specialmente quando la tensione di vapore richiesta è relativamente alta. In pratica, non solo i liquidi provenienti
dalla semplice compressione e dal relativo raffreddamento, ma anche i condensati provenienti dal degasolinaggio
di tutto il gas associato possono essere recuperati nel sistema di stabilizzazione del greggio, naturalmente senza spingere eccessivamente il recupero stesso. Questa soluzione
permette una parziale commercializzazione del GPL presente nel gas senza i costi di una produzione separata, che
sono in molti casi troppo elevati. In conclusione la stabilizzazione mediante colonna permette una grande elasticità operativa e consente espansioni ulteriori dello schema di sviluppo del campo inizialmente non previsti.
In molti impianti di stabilizzazione d’olio e di condensati leggeri è comune l’uso di un forno come ribollitore di fondo. Secondo molti progettisti questa soluzione
sarebbe più compatta ed economica. Essa deriva essenzialmente dalla semplice trasposizione di uno schema classico di raffinazione, il forno di topping. Nel trattamento
di campo, date le temperature operative molto inferiori,
non è necessario né utile adottare una soluzione che crea
notevoli problemi di sicurezza. Questo tipo d’installazione richiede inoltre delle pompe che pescano il liquido da
ribollire dal fondo della colonna e lo fanno circolare nel
forno. Al ritorno in colonna il prodotto parzialmente
vaporizzato viene separato e il liquido diventa il prodotto
stabilizzato; il forno agisce quindi come ultimo stadio
di stabilizzazione. Il fondo colonna, per adottare questa
soluzione, viene diviso da un setto: da una parte si aspira con la pompa il liquido che proviene dall’ultimo piatto della colonna, dall’altra si realizza il polmone del prodotto di fondo stabilizzato. Oltre al problema inerente al
665
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
forno stesso, questa soluzione richiede delle pompe di circolazione che aspirano un liquido bollente. Ciò comporta la necessità di innalzare adeguatamente il fondo colonna. Le pompe e i forni sopra citati necessitano di una regolazione sofisticata e di una serie di protezioni che rendono
il sistema di controllo molto complesso.
A questa soluzione si contrappone l’uso di un ribollitore riscaldato da un fluido intermedio, hot oil o vapore in media pressione. Se la temperatura finale di stabilizzazione è di 150 °C e quella d’ingresso al ribollitore
è di poco superiore ai 100 °C non è necessario avere un
fluido riscaldante ad alta temperatura. Non è nemmeno
conveniente risparmiare sulle superfici di scambio usando nel caso hot oil un fluido molto caldo.
Se si utilizza vapore, che ha una resistenza trascurabile allo scambio termico, e si ha un coefficiente di scambio buono, lato fluido processo, legato a una discreta
vaporizzazione del greggio, è sufficiente mantenere le
temperature, lato caldo, nell’ordine di 175-180 °C che
corrispondono a un vapore saturo a circa 9 bar assoluti.
Si tratta quindi di utilizzare una semplice caldaia a tubi
d’acqua per la generazione di vapore saturo a media pressione, un’apparecchiatura standard, molto compatta, trasportabile anche per grandi capacità di trattamento.
Per una linea di trattamento da 50.000 bbl/d è sufficiente una caldaia da 20 t/h circa o poco più grande. Se si
considera che il limite per la trasportabilità supera le 40 t/h
si possono prevedere linee con potenzialità di stabilizzazione più alta, fino a 100.000 bbl/d, alimentate da una singola caldaia di facile installazione e di costo non elevato.
Con un sistema a hot oil, rimanendo nel campo di apparecchiature trasportabili, bisogna scendere di potenzialità
(una caldaia da 6 Gcal/h, corrispondente a 12-13 t/h di
vapore saturo, è al limite della trasportabilità). Per questa
ragione, con questa tipologia di riscaldamento la linea di
stabilizzazione avrebbe una capacità di trattamento massima di circa 30.000 bbl/d. Analoga potenzialità si può
ottenere con un riscaldatore diretto come ribollitore.
In molti impianti si usano ribollitori di tipo kettle per
il fondo colonna. Questa soluzione non è tra le migliori
alle condizioni operative dell’impianto. L’olio da riscaldare è pur sempre un fluido non molto pulito. Una porzione notevole del riscaldamento viene ceduta come calore sensibile e il vaporizzato non supera quasi mai il 15%
in peso della carica al ribollitore. Per questo motivo è più
adeguato l’uso di un ribollitore di tipo once through a circolazione naturale. Ovviamente questa soluzione è da
estendere anche al ribollitore laterale. Dal piatto di prelievo il liquido va ad alimentare il ribollitore (a fascio
tubiero orizzontale) installato al livello più basso. Il differenziale di colonna liquida che si crea tra la linea discendente, liquido saturo, e quella di ritorno, bifase con vaporizzato, è sufficiente a garantire la circolazione naturale
attraverso il ribollitore. Naturalmente il progetto del ribollitore deve prevedere una perdita di carico, nella fase di
666
processo, molto ridotta (0,05-0,1 bar). Dato che il rientro
nella colonna è comunque a un livello inferiore, la circolazione naturale avviene in modo semplice e non richiede un polmone di grandi dimensioni sull’alimentazione
al ribollitore. Di solito il piatto di prelievo, in particolar
modo quello che alimenta il ribollitore intermedio, è vuoto.
La regolazione necessaria a garantire il corretto funzionamento è basata sul controllo delle due temperature
del prelievo intermedio e del prodotto di fondo. Quest’ultima ovviamente determina il livello di stabilizzazione e controlla di solito la portata del fluido riscaldante.
L’altra regolazione sembrerebbe meno importante, ma in
tutte le colonne di stabilizzazione anche il ribollitore laterale deve essere controllato (lo si ottiene by-passando parte
del prodotto caldo). Un riscaldamento eccessivo creerebbe, infatti, un notevole aumento della portata di liquido e
di vapore sul piatto di prelievo, che è quasi sempre il più
carico e quindi il più critico di tutta la colonna.
Le tipologie dei piatti e/o degli impaccamenti da usare
in varie condizioni saranno illustrate in seguito. Per quanto riguarda i materiali da utilizzare vale quanto esposto
in precedenza, tenendo presente che in questo caso la
corrosività relativa all’eventuale presenza d’idrogeno
solforato viene accentuata dalla temperatura operativa
più elevata. Tutte le parti dell’impianto coinvolte da gas
saturo in acqua devono essere realizzate in acciaio inox
AISI 304 o 316-L.
Demercaptanazione
Questo processo un po’ sofisticato e con caratteristiche tipiche dell’industria di raffinazione, sta prendendo piede anche al campo. Quando si produce un olio
con alto contenuto di H 2 S spesso sono presenti anche i
mercaptani e il processo di addolcimento sopra descritto incide solo minimamente sulla loro presenza nel greggio stabilizzato. Se il contenuto di metil- più etilmercaptano alla fine della stabilizzazione rientra, come spesso accade, nel limite di 60 ppm in peso e talvolta anche
in valori più elevati, la rimozione di questi composti
viene demandata alla raffineria. Questa soluzione viene
di solito adottata quando il produttore del greggio e il
raffinatore appartengono alla stessa società e quando
non ci sono vincoli precisi per il trasporto. In molti casi
(per esempio per gli oli prodotti nella zona del Mar
Caspio) i tenori di mercaptani leggeri sono molto elevati (1.500-2.000 ppm in peso sullo stabilizzato); per
movimentare l’olio in sicurezza si deve quindi procedere alla loro neutralizzazione, trasformandoli in disolfuri. Il processo più usato è quello denominato Merox, della
UOP (Universal Oil Products). La descrizione di questo
impianto è limitata a individuare l’impatto che si determina nel sistema globale di trattamento del greggio.
La rimozione di H2S non ha che una modestissima
incidenza sulla rimozione dei mercaptani. È tuttavia
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
recupero gas
gas al trattamento e vendita
reiniezione gas
gas al sistema di reiniezione
olio stabilizzato,
desolforato
e demercaptanato
disidratazione
e degasolinaggio
separatore
II stadio
ricombinato
separatore
laterale
splitter benzina leggera
separatore
I stadio
acqua
di lavaggio
stabilizzatrice
compressore
flash gas
lavaggio
caustico
trattamento acqua
oleosa e acida
fig. 12. Separazione trifase con stabilizzazione, addolcimento e demercaptanazione.
necessario che l’addolcimento sia quanto mai efficace in
quanto anche modeste tracce di H2S residua nell’olio creano non poco disturbo nel processo di neutralizzazione di
mercaptani a valle. Il termine neutralizzazione viene usato
in quanto in questo caso non si utilizza un processo estrattivo, che pure è disponibile, ma ci si limita alla sola neutralizzazione basata sulla trasformazione in disolfuri.
Si ricorda che la volatilità del metilmercaptano è
compresa tra il normalbutano e l’isopentano, quella dell’etilmercaptano tra l’iso- e il normalpentano. Questi
composti sono concentrati in un taglio molto leggero e
relativamente ristretto nei greggi. Per procedere alla neutralizzazione è quindi necessario un pretrattamento, che
consiste nel frazionare il taglio leggero su cui effettuare
la neutralizzazione. La colonna di frazionamento (splitter benzina leggera) viene inserita a valle di una stabilizzatrice, quindi è alimentata con il prodotto di fondo
di quest’ultima. Le due colonne in serie vengono quindi integrate termicamente per ridurre al minimo il consumo energetico (fig. 12).
Lo splitter è una colonna classica di frazionamento
con requisiti di purezza da rispettare sul prodotto di fondo,
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
riferiti ovviamente al contenuto nei due componenti inquinanti (mercaptani e H 2 S). In un greggio medio-leggero
il taglio di testa da inviare al trattamento non supera il
12-15% in volume, mentre in quelli più pesanti può anche
essere molto inferiore. Per ottenere una carica all’impianto quanto più ridotta e leggera possibile, la colonna
deve prevedere un notevole riflusso in testa. La leggerezza della carica è essenziale nell’estrazione liquidoliquido alla base di questo processo. Questa soluzione,
a parità di altri parametri operativi, facilita il raggiungimento della specifica di fondo con temperatura del ribollitore più bassa possibile. Un altro parametro che influenza notevolmente il dimensionamento dello splitter è la
pressione operativa. Essa, per la ragione citata, dovrebbe essere la più bassa possibile. Naturalmente il prodotto leggero di testa ha un valore della pressione di bolla
ben più elevato della pressione atmosferica alla temperatura ottenibile, per esempio, con un condensatore ad
aria. Nell’esempio considerato i parametri principali sono
i seguenti: pressione operativa del condensatore 2,5 bar
assoluti; pressione operativa del ribollitore 3 bar assoluti; temperatura all’uscita del condensatore totale 38 °C
667
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
filtro
del prodotto
fig. 13. Demercaptanazione benzina
leggera non estrattiva (processo Merox, UOP).
(punto di bolla del taglio di testa); temperatura del fondo
colonna 210 °C.
Come si vede dallo schema semplificato (v. ancora
fig. 12), la colonna a piatti (splitter) viene alimentata nella
parte mediana con la carica parzialmente evaporata. Il
numero di stadi teoricamente necessari per un buon frazionamento è pari a quattro al di sopra dell’alimentazione e a sei al di sotto della stessa, per un totale di dieci; a
questi vanno ad aggiungersi il condensatore di testa e il
ribollitore di fondo.
In molti casi, nel determinare il grado di rimozione/neutralizzazione dei mercaptani, si prende come riferimento il valore che si può garantire con il lavaggio caustico sulla corrente benzina leggera (valore calcolato: 10 ppm;
valore garantito: 15-20), adeguando lo splitter alla stessa
specifica. In questo modo si ottiene un valore finale massimo tre o quattro volte più basso di quello consentito dalle
GOST, che sono molto restrittive. Va anche tenuto presente che il trattamento di lavaggio con soluzione di idrato sodico è un trattamento di purificazione completa del
prodotto stabilizzato. Quest’ultimo, a valle del trattamento, avrà un contenuto non rilevabile di H2S. Tenendo conto
dell’effetto combinato dei due inquinanti (mercaptani e
H2S) e dell’eliminazione del più aggressivo e letale (H2S),
si può ritenere non necessario sovraccaricare eccessivamente il trattamento, spingendo a 10 ppm il tenore
residuo di metil- ed etilmercaptano nel fondo splitter. Portando questa specifica a 60 ppm, si ha un’ulteriore riduzione dell’intero sistema di frazionamento, con abbassamento della temperatura di fondo; si ha inoltre una carica più leggera e ridotta al lavaggio caustico.
Combinando questi accorgimenti con l’ottimizzazione delle perdite di carico nella colonna si arriva a livelli di temperatura di fondo che rendono molto più semplice e affidabile l’uso del classico ribollitore (di tipo
668
estrattore
liquido-liquido
aria esausta
aria
ossidatore
rigeneratore
benzina
leggera
prelavaggio
con rimozione H2S
benzina demercaptanata
separatore
aria e disolfuri
once through), previsto anche nella stabilizzatrice, con
un livello di pressione per il vapore di riscaldamento leggermente più elevato. Il prodotto di fondo splitter viene
quindi interscambiato con il ribollitore di fondo (parziale) della stabilizzatrice e successivamente con il ribollitore laterale della stessa (v. ancora fig. 12).
Il trattamento di trasformazione dei mercaptani volatili in disolfuri si basa su un processo di ossidazione in
due stadi:
RSHNaOH↔ NaSRH2 O
2RSHO2→2RSSR↓ 2H2 O
Entrambe le reazioni avvengono con produzione d’acqua che tende a diluire la soluzione di lavaggio. La prima
reazione avviene nella colonna di lavaggio con la soluzione caustica, la seconda si riferisce all’ossidazione con
aria dei mercaptani leggeri a disolfuri, che contemporaneamente rigenera l’idrato sodico e rende possibile la separazione dei disolfuri prodotti. È evidente che nella rigenerazione l’ossidazione e la separazione del disolfuro che
ne deriva spostano l’equilibrio della prima reazione in
senso inverso a quanto avviene nella colonna di lavaggio.
La fig. 13 mostra lo schema di trattamento. Il prodotto di testa splitter viene inviato a una colonna di lavaggio liquido-liquido mediante la pompa di riflusso dello
stesso (v. ancora fig. 12). Tale colonna deve operare a
una pressione di almeno 1,5 bar al di sopra del punto di
bolla del taglio leggero da trattare nel suo punto più alto,
dove viene estratta la corrente trattata. Per questa ragione la benzina leggera, che contiene anche GPL, deve
essere alimentata ai limiti di batteria dell’impianto a pressione abbastanza elevata (si tenga presente che la colonna di lavaggio è alta circa 30 m).
La temperatura operativa ottimale per il lavaggio è
di circa 38 °C e in questo caso coincide con quella del
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
condensatore di testa splitter. La colonna realizza il contatto delle due correnti (soluzione caustica e benzina
leggera): la più leggera ovviamente dal basso, la più
pesante, soluzione di lavaggio (idrato sodico a circa il
13% in peso), dall’alto. Sia la reazione di lavaggio con
l’idrato sodico, sia quella di neutralizzazione dei mercaptani sono leggermente esotermiche, ma l’innalzamento di temperatura nelle due sezioni è limitato dalla
grande diluizione con acqua dei reagenti e dalla capacità termica della soluzione. Sul fondo dell’estrattore si
raccoglie la soluzione ricca, dalla testa si separano gli
idrocarburi trattati. La rigenerazione della soluzione
avviene mediante ossidazione con aria in presenza del
catalizzatore in fase liquida.
È necessario separare i disolfuri in un apposito separatore previsto nell’ossidatore, quest’ultimo prevede
anche la separazione dell’aria esausta che dovrà essere
smaltita con un inceneritore. I disolfuri separati potrebbero essere estratti, mentre nel caso esaminato vengono
rimiscelati all’olio assieme alla corrente di idrocarburi
trattati. La gasolina trattata nel Merox è un taglio di benzina leggera e di GPL che sono stati trattati (cioè desolforati a specifica commerciale) e che potrebbero essere
commercializzati separatamente con poca spesa, frazionando il prodotto di testa dell’estrattore.
Relativamente alla scelta dei materiali valgono le
considerazioni svolte precedentemente per l’addolcimento, tenendo presente che in questo caso la corrosività viene particolarmente accentuata nella rigenerazione della soluzione caustica con aria.
5.3.5 Apparecchiature di processo
Separatori
La funzione principale di tali apparecchiature è stata
analizzata sia nella stabilizzazione multiflash, dove il gas
viene separato dall’olio, sia nella separazione dell’acqua,
dove si sono evidenziate le caratteristiche degli interni più
utilizzati.
Quando il separatore di primo stadio riceve quantità
molto elevate di gas e il flusso bifase della rete di raccolta provoca la condizione di flusso a tappi di liquido (slug
flow) seguiti da cuscini di gas, è indispensabile assorbire
l’energia cinetica del liquido spinto dal gas, inserendo un
adeguato smorzatore (momentum absorber) di fronte al
bocchello d’ingresso del fluido. Questo dispositivo, che
può avere forme varie, oltre ad assorbire l’energia cinetica del fluido entrante deve anche produrre, per quanto possibile, una prima grossolana separazione, facendo ricadere la fase liquida verso il fondo del separatore.
Tale separatore viene progettato in modo che non
solo assicuri il tempo di permanenza medio richiesto
dalla separazione delle fasi, ma ammortizzi anche la
discontinuità creata dal flusso variabile sopra descritto.
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
In questo caso il recipiente non contiene altri interni che un piattello rompivortice all’uscita del liquido e
un’unità snebbiante all’uscita del gas. Spesso sul fondo
contiene un sistema di ugelli per il lavaggio e la rimozione dei sedimenti (desander).
In fig. 6 è rappresentato un tipico separatore trifase
per lo stadio intermedio che, oltre ai pacchi lamellari
(una o più sezioni in relazione alla minore o maggiore
difficoltà di separazione e di coalescenza), come si può
vedere prevede un piatto forato di distribuzione. Se la
velocità all’interno del separatore è molto bassa, dell’ordine di 1 m/min, la distribuzione del flusso potrebbe essere inadeguata. L’uso di uno o più setti (come quello rappresentato nella fig. 6) è molto indicato per separatori installati su impianti di produzione galleggianti
(FPSO, Floating Production Storage & Offloading), soggetti quindi a rollio e beccheggio che destabilizzano i
livelli e creano miscelazione anziché separazione.
Per scaricare l’acqua, il sistema mostra l’uso di una
diga di separazione che consente di mantenere sul fondo
entrambe le uscite di olio e di acqua.
Per il dimensionamento e il tempo di permanenza del
liquido al fine di realizzare la separazione delle fasi, si
rimanda all’esempio descritto precedentemente; per quanto riguarda la fase gas, v. cap. 5.4.
Per i separatori d’olio il gas, salvo casi limitati, quasi
mai influisce sul dimensionamento, anche nel primo stadio di separazione dove la portata può essere relativamente elevata.
La separazione per gravità influisce su particelle con
dimensioni dell’ordine di 100 mm; nella fase gas il coalescer installato sull’uscita produce abbattimenti fino
a 10 mm o addirittura 3 mm, con sezioni di passaggio
ridotte e quindi con ingombro modesto. La velocità della
fase gas nel separatore può essere molto elevata e quindi la sezione di passaggio (di solito il 50% della sezione totale) è adeguata e non richiede particolari verifiche.
L’uso più comune di separatori verticali è quello relativo allo stadio finale atmosferico. Se non è necessaria
la separazione dell’acqua, che si realizza più adeguatamente con i separatori orizzontali, l’apparecchiatura ha
il solo scopo di degasare completamente l’olio, evitando la formazione di vapori all’interno del serbatoio di
stoccaggio. Quando quest’ultimo è del tipo a tetto galleggiante questa soluzione diventa inevitabile per l’integrità del serbatoio. Il separatore verticale (gas boot)
viene installato su una struttura indipendente affiancata
al serbatoio, per poterlo riempire per gravità evitando
l’uso di pompe. La corrente bifase che proviene dal separatore a monte viene inviata in testa al gas boot, dove
avviene la separazione del gas. Un piatto di distribuzione alimenta la sezione sottostante costituita da un riempimento ad anelli di altezza adeguata (1-1,5 m). Dal fondo
del recipiente una linea alimenta il fondo del serbatoio
e ne permette il riempimento (fig. 14).
669
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
Scambiatori di calore
I tradizionali scambiatori a fascio tubiero (shell &
tubes) non presentano alcuna differenza rispetto a quelli usati in raffineria. I metodi di calcolo termodinamico
sono ovviamente gli stessi e sono disponibili per il calcolo di verifica in tutti i programmi di simulazione di
processo più utilizzati.
Proprio per la loro facilità di dimensionamento questo tipo di scambiatori è usato in modo indiscriminato
nel trattamento di campo, anche quando sarebbe opportuno utilizzare tipologie diverse; infatti uno scambiatore a piastre è più difficile da valutare da parte di personale non specializzato e per questa ragione nelle fasi iniziali di un progetto spesso si scelgono esclusivamente
scambiatori a fascio tubiero.
Quando lo spazio e il peso sono un vincolo fondamentale, come nel caso di trattamenti offshore, l’uso di
soluzioni più compatte è indispensabile. Dal momento
che il fluido trattato ha un fattore di sporcamento ( fouling factor) molto elevato (0,0004 hm2 °C/kcal), è necessario prevedere scambiatori a testa flottante e quindi con
un grosso ingombro per lo sfilamento del fascio. Le soluzioni alternative, spesso molto più onerose, riducono in
modo determinante tutti questi problemi. Quando l’olio
è estremamente viscoso, la superficie di scambio di uno
scambiatore a fascio tubero è molto grande. In questi
casi l’uso dello scambiatore a piastre è ideale. Quest’ultimo non è soggetto alla limitazione del cross sulle temperature uscenti (uguaglianza delle temperature uscenti
dai due lati dello scambiatore) e può quindi essere usato
in controcorrente pura.
Colonne e relativi interni
Nel trattamento dell’olio l’apparecchiatura di gran
lunga più usata è il separatore. Ciononostante, è sempre più frequente l’uso di colonne nel trattamento del
greggio.
Le caratteristiche degli interni nel caso di colonne a
piatti sono identiche a quelle della raffineria. I piatti più
usati sono del tipo a valvola per la loro grande flessibilità operativa (turn down ratio fino al 22-25% senza effettiva penalizzazione dell’efficienza).
Dovendo garantire lo scambio di materia (mass transfert) con grosse quantità di liquido rispetto ai vapori in
gioco, i piatti usati sono quasi sempre del tipo a doppio
passaggio (double split flow); per colonne molto grandi
vengono anche usati piatti a 4 passaggi. L’uso di impaccamenti sfusi (random) è di scarsa utilizzazione nei trattamenti di campo.
L’uso sempre più massiccio di FPSO per lo sviluppo
di campi offshore porta a utilizzare in modo quasi esclusivo i separatori e molto spesso i desalinizzatori elettrostatici, in luogo delle colonne. In effetti una colonna a
piatti non riesce a funzionare anche con oscillazioni della
nave modeste (ampiezza dell’ordine di 1°). Sono invece
di grande utilità gli impaccamenti strutturati in sostituzione dei piatti, proprio per la loro adattabilità all’oscillazione. Esistono molte applicazioni di questi tipi di interni, che sono entrati nell’utilizzo dei trattamenti offshore
più nel campo del gas che in quello dell’olio.
Rispetto al convenzionale piatto a valvole il riempimento in generale, particolarmente quello strutturato, offre
il vantaggio di una maggior compattezza (riduzione sia di
diametro che d’altezza a parità di stadi d’equilibrio richiesti). Tale tipologia non è molto flessibile; essa permette una
riduzione di portata molto più modesta dei piatti a valvola e richiede un sistema di distribuzione del liquido e del
gas molto efficiente, in generale più sofisticato e delicato
del corrispondente sistema in una colonna a piatti. Il riempimento strutturato, in particolare, richiede un montaggio
molto preciso che, dovendo essere effettuato sul posto,
necessita di personale preparato e di controlli adeguati.
Quasi tutte le colonne nella parte superiore, al di sopra
del piatto di testa e dei distributori, prevedono un sistema
olio
dal separatore
intermedio
separatore verticale
atmosferico (gas boot)
gas atmosferico
greggio
all’oleodotto
M
PDM
positive displacement meter
serbatoio di stoccaggio
a tetto galleggiante
pompa
di trasferimento
pompa booster
fig. 14. Separazione atmosferica, stoccaggio, pompaggio e misura.
670
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
di separazione delle gocce. In una colonna a piatti il sistema più usato è il classico pacco rete a sezione piena. Anche
un elemento snebbiante ‘a vani’ (v. ancora fig. 6) può dare
ottimi risultati e, richiedendo minore manutenzione, è da
preferirsi in tutte le applicazioni offshore.
Per quanto concerne i materiali tutti gli interni sopra
descritti richiedono, per ragioni costruttive, acciai inossidabili anche in assenza di componenti corrosivi. L’uso
di questi materiali consente di usare spessori molto ridotti e quindi di alleggerirne il peso relativo. Si noti che,
contrariamente a quanto avviene in altri settori dell’industria chimica e petrolchimica, non si utilizzano materiali di riempimento in plastica.
Forni
Nella desalinizzazione e nella stabilizzazione si usano
spesso forni come riscaldatori diretti del fluido da trattare e anche come ribollitori.
Qualora si utilizzi un forno come riscaldatore o come
ribollitore è preferibile l’utilizzo della tipologia definita a cabina o box orizzontale, con bruciatori sul fondo
(fig. 15).
I bruciatori sul fondo, poco indicati quando si voglia
utilizzare combustibile liquido, sono adatti all’uso di gas,
in quanto favoriscono una buona distribuzione del flusso termico. Il box orizzontale a tiraggio forzato è da preferirsi al forno verticale (pipe still), molto più diffuso
per altre applicazioni e meno ingombrante in pianta. La
ragione principale di questa scelta, oltre alla distribuzione più omogenea del flusso termico, è la necessità di
pulizia meccanica frequente dei serpentini, più facile con
tubazioni orizzontali. L’acqua di strato emulsionata nell’olio dà luogo a forti incrostazioni a contatto con la parete raggiante del forno. Per le operazioni di pulizia meccanica si hanno testate flangiate o a chiusura rapida esterne alla camera di combustione.
La densità di flusso termico, anche nei forni usati
come ribollitori, deve essere particolarmente ridotta proprio per ridurre al minimo la temperatura di parete. Nel
caso di oli particolarmente viscosi il riscaldamento diretto sarebbe da evitare, in ogni caso non si dovrebbe eccedere una densità media di flusso di 8.000-9.000 Btu/hft2
o 21.700-24.400 kcal/hm2.
Tenendo presente che la superficie che riceve il calore raggiante è poco più del 50% del totale e che il coefficiente di scambio alla parete interna è particolarmente ridotto, si intuisce che la temperatura di quest’ultima
può essere eccessivamente elevata, pur con temperatura
del fluido riscaldato modesta.
Per ridurre questo fenomeno è bene mantenere le
velocità del fluido particolarmente alte e accettare le relative perdite di carico. Per forni con portata d’olio e potenzialità ridotte è utile usare un unico serpentino (coil) per
evitare problemi di cattiva distribuzione del flusso, specialmente quando si opera con basse portate.
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
Dovendo usare due o più serpentini in parallelo è necessario che la ripartizione sia perfetta. Si deve quindi evitare di alimentare il forno con bifase vapore-liquido, prodotto nel treno di scambio che sta a volte a monte. Il forno
e gli scambiatori devono essere alimentati attraverso una
pompa e la pressione d’ingresso deve superare quella del
punto di bolla del greggio alla temperatura entrante. Nel
serpentino, per effetto della perdita di carico e del riscaldamento, può verificarsi evaporazione che facilita lo scambio mantenendo bassa la temperatura di parete.
Quando il forno è usato come ribollitore la circolazione è sempre mantenuta con pompe e quindi il problema della distribuzione nei serpentini è risolto. Tuttavia, mantenere una buona velocità (2-2,5 m/s all’ingresso)
può essere utile per evitare problemi di elevata temperatura alla parete, conseguenti alle portate ridotte. La
vaporizzazione percentuale sulla carica non supera di
molto il 10% in peso, pertanto quest’ultima non crea problemi e contribuisce a migliorare notevolmente il coefficiente di scambio interno, mantenendo relativamente
bassa la temperatura di parete.
In questo caso, densità di flusso termico a valori più
elevati (10.000 Btu/hft2) sono accettabili. Tenendo conto
bruciatori
vista A-A
vista B-B
convettiva
radiante
A
A
B
B
bruciatore
bruciatore
pipe still verticale
box orizzontale
fig. 15. Tipologie di forni.
671
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
che questa applicazione (forno come ribollitore) è legata alla stabilizzazione, ovvero con temperatura del fluido di 150-160 °C, si capisce perché anche in questo caso
sia necessario limitare quanto più possibile la temperatura di parete.
Nel caso di flusso bifase, oltre a presentare maggiore
facilità per effettuare la pulizia interna, il flusso orizzontale causa meno vibrazioni e problemi di quello verticale.
In molti casi si ritiene più adatto l’uso di forni a convezione totale (all convection). Il vantaggio di questa
soluzione è una maggior uniformità nella distribuzione
del calore sulla superficie di scambio. Per ragioni di compattezza in questi forni si usano serpentini più piccoli e
quindi si hanno maggiori problemi di distribuzione del
flusso e maggiori difficoltà a garantire la pulizia meccanica. Inoltre la temperatura a cui i gas caldi entrano
nel pacco convettivo è molto elevata (oltre 700 °C); questa soluzione non è quindi affatto ideale.
La necessità di ridurre la superficie di scambio, e di
conseguenza l’ingombro e il controllo della temperatura, porta a usare grossi ventilatori per la ricircolazione
dei fumi, necessaria al controllo della temperatura degli
stessi. Tenendo conto di ciò, questa soluzione non presenta grossi vantaggi rispetto al convenzionale forno
radiante dotato di una zona convettiva (crossover). Quest’ultimo ha un punto critico che va tenuto particolarmente sotto controllo, predisponendo delle misurazioni
di temperatura di superficie (skin points) su ciascun serpentino, costituito dal crossover, ovvero la zona di transizione dal flusso di calore raggiante al convettivo. In
questa condizione i due flussi di calore, con il convettivo in condizioni di massima temperatura dei fumi, si
sommano. Una situazione analoga si ha anche nelle prime
file di serpentini in un forno del tipo all convection (densità di flusso eccessiva, legata all’effetto combinato di
alta velocità e alta temperatura dei fumi).
adatti a un’installazione veloce da campo. Sono sicuramente più compatti e leggeri di un forno del tipo all convection perché non hanno la camera di combustione, i
bruciatori, i relativi refrattari e i ventilatori di riciclo
fumi; inoltre operano a temperature più basse (inferiori
a 500 °C), anche se comunque sufficientemente elevate
da garantire una notevole compattezza. Se utilizzati in
impianti offshore, i recuperatori sui fumi risolvono il
problema delle distanze di sicurezza in quanto non necessitano di postcombustori.
Infine si può rilevare che l’avviamento di un forno,
anche piccolo, come quelli che si incontrano nel trattamento di campo, richiede tempi relativamente lunghi se
paragonati a quelli richiesti da un recuperatore di calore.
Quando la temperatura di processo è relativamente
bassa si può usare come fluido intermedio acqua pressurizzata, glicolata se l’installazione viene utilizzata in
zone fredde. Con questo sistema si può avere un fluido
con temperatura di 165 °C, più che sufficiente a coprire gran parte delle utenze termiche descritte.
Quando lo schema di trattamento è particolarmente
sofisticato, come quello che arriva alla demercaptanazione del greggio, anche l’uso del vapore e in particolare del
vapore a contropressione risulta conveniente. Questo tipo
di recupero energetico è molto diffuso nella raffinazione,
ma risulta estremamente limitato nei trattamenti di campo.
È molto inusuale abbinare una caldaia di vapore con
surriscaldatore per produrre energia elettrica con una
turbina a contropressione e utilizzare il vapore a media
e/o a bassa pressione per usi termici, per esempio per
la desalinizzazione e la stabilizzazione. La ragione principale di ciò deriva dal considerare il vapore, e più ancora il trattamento dell’acqua di reintegro legata alla sua
generazione, come qualcosa da evitare, anche se oggi
la necessità di ridurre l’impatto ambientale porterebbe
verso l’utilizzo di soluzioni a consumi energetici più
contenuti.
Recuperatori di calore e generazione di vapore
Trattando grandi quantità di idrocarburi, che in un recente passato erano oltretutto a basso costo, è facile capire
come nell’attività di produzione non vi sia stata particolare sensibilità al risparmio energetico e conseguentemente
ai recuperi di energia e di calore in particolare. In molte
situazioni logistiche disagiate anche oggi si privilegia la
semplicità degli impianti rispetto al recupero energetico.
Il generatore di vapore o la caldaia hot oil che producono il riscaldamento richiesto possono in molti casi
essere realizzati ricorrendo a un recuperatore di calore
inserito sui fumi uscenti dalle turbine a gas, utilizzate
come motrici nella compressione del gas associato e
richieste nella produzione di energia elettrica necessaria
al funzionamento sia del processo che delle infrastrutture connesse a un giacimento a olio. Trattandosi di generatori generalmente piccoli rispetto a quelli di una centrale elettrica a ciclo misto, essi sono particolarmente
672
Pompe
Le pompe nel campo petrolifero sono a norma API e
quindi molto costose, anche se realizzate con materiali
non particolarmente nobili. Il greggio, normalmente, per
il suo effetto filmante protegge dalla corrosione i materiali con cui viene a contatto e per questa ragione le pompe
utilizzate per l’olio sono sempre costruite con normale
acciaio al carbonio. Salvo particolari casi, si tratta quasi
esclusivamente di centrifughe (monostadio per basse prevalenze, pluristadio per prevalenze elevate).
Spesso il fluido da pompare è al punto di ebollizione,
è quindi importante impiegare pompe a basso NPSH (Net
Positive Suction Head) e curarne particolarmente l’installazione. In molti casi, quando si deve aspirare da serbatoi di stoccaggio atmosferici, si usano pompe verticali (barrel) monostadio. Se la prevalenza richiesta per inviare l’olio è elevata, si fa seguire la pompa sopra citata
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
terminale di arrivo e caricamento questo tempo di permanenza è molto più elevato per adattarsi alla movimentazione delle navi. In quest’ultimo caso perciò il tempo medio
di stoccaggio supera la settimana e ciò implica la scelta di
serbatoi di tipologia e dimensioni adeguate.
In passato i due serbatoi avevano tipologie diverse,
non solo per quanto riguarda le dimensioni, ma anche
per il diverso utilizzo. Si assuma di avere sei campi in
produzione che trattano ciascuno 50.000 bbl/d di greggio stabilizzato in località diverse. Le rispettive portate
vengono convogliate a un unico terminale di raccolta e
caricamento sulla costa, avente capacità totale di ricevimento pari a 300.000 bbl/d. Esso sarà quindi in grado di
caricare una petroliera da un milione di barili ogni tre
giorni circa. La capacità di stoccaggio minima di questo
terminale dovrà superare il valore teorico per programmare adeguatamente le navi in arrivo. Se il terminale è
progettato per una capacità pari a dieci giorni di produzione, che corrisponde a tre milioni di barili, lo stoccaggio sarà costituito da sei grossi serbatoi a tetto galleggiante, della capacità di circa 80.000 m3 ciascuno.
Ogni singolo impianto ( flow station) da 50.000 bpd
posto in prossimità del giacimento avrà invece un solo
serbatoio da 8.000 m3, ovvero dieci volte più piccolo.
Quest’ultimo si trova infatti in condizioni diverse da quelli del terminale, essendo direttamente legato al processo
produttivo e al conseguente trattamento. Fino a qualche
anno fa esso veniva considerato impropriamente l’ultimo stadio di trattamento dell’olio e in molti campi a olio
non recenti questo accade ancora. Per questa ragione la
tipologia costruttiva era diversa: si utilizzavano infatti serbatoi a tetto fisso (cone roof ) in grado di reggere una leggera pressione interna positiva (5 mbar). In qualche caso
questi serbatoi costituivano l’ultimo stadio di degasazione atmosferica del greggio e di separazione dell’acqua.
Spesso quindi la metodologia costruttiva permetteva al
serbatoio di reggere anche pressioni positive interne
più consistenti (50 mbar) mediante un tetto bombato.
L’uso del serbatoio di stoccaggio come ultimo stadio di
(booster pump) da una pompa di trasferimento multistadio in serie (v. ancora fig. 14).
Sistemi di misurazione
L’olio trattato viene trasportato via nave o via oleodotto. In entrambi i casi è prassi disporre sulla linea di
caricamento della nave o di spedizione via terra, di un
sistema di misurazione ‘fiscale’ per quantificare la produzione nel modo più corretto possibile.
Per realizzare ciò è necessario scegliere strumenti
adatti e curarne l’installazione. Il punto migliore per l’installazione di questa apparecchiatura è a valle della pompa
booster, ovvero a pressione medio-bassa (5-7 bar), comunque sufficiente a garantire che la misura sia monofase
(v. ancora fig. 14). La misura sarà inoltre compensata
per la temperatura. L’installazione del misuratore sulla
connessione diretta all’oleodotto a valle di una pompa
multistadio è da evitare; trattandosi di apparecchiature
costose, basate su più linee in parallelo per garantire la
massima precisione a portate ridotte (arrangeability),
non è economico operare ad alta pressione. L’installazione tra la pompa booster e quella di trasferimento è
quindi, ove possibile, da preferire.
Lo strumento più comunemente usato è il PDM
(Positive Displacement Meter) che, rispetto alla flangia
tarata, misura direttamente la portata totale del prodotto. Per tararlo opportunamente e controllarne periodicamente l’affidabilità, l’installazione viene completata con
un adeguato circuito di prova (meter prover).
Stoccaggio
Alla fine del processo produttivo è necessario prevedere lo stoccaggio del greggio. Esiste una differenza tra il
polmone operativo installato direttamente nel centro di trattamento e il parco serbatoi (tank farm) previsto al terminale di caricamento dell’olio, quando, come spesso accade, esso viene trasportato via mare. Tale differenza riguarda essenzialmente la capacità di stoccaggio. Nel primo caso
di solito è pari a un giorno di produzione totale, mentre nel
0,5
per riempimento nei serbatoi
a tetto fisso (GPSA).
perdita per caricamento
(% del volume dell’alimentazione)
fig. 16. Perdite di leggeri
pressione operativa, psig (pressione atmosferica)
punti di perdite massime
0,4
0,3
1
0,2
2,5
5
0,1
20
0,0
0
1
2
3
4
5
6
7
8
9
10
15
25
10 11 12 13 14 15
pressione di vapore del liquido (psia)
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
673
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
degasazione è stato abbandonato e attualmente anche
questi serbatoi di dimensioni modeste vengono costruiti con la tecnica del tetto galleggiante. Questa soluzione
consente di ridurre al minimo lo spazio vuoto tra il pelo
del liquido e il tetto; minimizzando il volume corrispondente si riducono anche le perdite per polmonazione e quelle per riempimento del serbatoio.
È evidente che tali perdite modificano le caratteristiche del greggio, in quanto sono costituite dai componenti più leggeri. Il diagramma riportato (fig. 16) dà una
correlazione semplice tra le perdite per riempimento del
serbatoio e la tensione di vapore effettiva dell’olio stoccato. Le pressioni di lavoro riportate sono rilevanti poiché il diagramma si riferisce a un serbatoio a tetto fisso.
Con uno a tetto galleggiante le perdite sono molto più
basse, ma non nulle.
Le perdite cosiddette per polmonazione derivano invece dall’escursione termica giorno-notte e dalla variazione di insolazione a cui sono sottoposti sia il serbatoio sia,
soprattutto, lo strato di vapore compreso tra il tetto e il
pelo libero. Infatti di notte il serbatoio respira, cioè richiama aria al suo interno che si satura in vapore di idrocarburi, i quali durante il giorno vengono rilasciati a seguito
del riscaldamento e del conseguente aumento di volume.
Non potendo reggere pressioni anche modeste, né
negative né positive, il serbatoio è munito di un sistema
di valvole di sfiato opportunamente tarate e posizionate in modo da garantire il controllo della pressione a valori molto bassi.
Precedentemente è stata descritta la decantazione
d’acqua e il contenuto residuo (0,5% in volume massimo). Dati i tempi di permanenza del greggio nello stoccaggio, questi possono favorire una certa decantazione
del contenuto di acqua residuo. Ciò non rappresenta un
problema insormontabile e in molti casi si risolve prevedendo una serie di drenaggi sulla corona di fondo, che
aiuta a scaricare l’acqua decantata.
In realtà nello stoccaggio del greggio, e in special
modo nei serbatoi finali dove i tempi di permanenza sono
molto lunghi, l’obbiettivo principale non è quello di favorire la decantazione, ma al contrario quello di garantire
l’omogeneità del prodotto. Durante la stabilizzazione,
multiflash o con colonna stabilizzatrice, si usano temperature operative tali che l’olio, salvo casi eccezionali, non
raggiunge mai il suo cloud point, pertanto nelle apparecchiature di processo non si opera in condizioni tali da avere
separazione di paraffina. Tenendo conto del fatto che nel
trattamento l’olio contiene gas disciolto, la solubilità delle
paraffine in questa condizione è migliore ed è quindi più
probabile avere un fluido non newtoniano in un serbatoio
di stoccaggio che in un separatore. Quando ciò si verifica le paraffine che si separano dal greggio spontaneamente
non creano problemi; infatti, pur trattandosi di componenti ad alto peso molecolare, esse hanno densità molto
più basse di quelle medie dell’olio e tendono quindi a
674
rimanere in sospensione, piuttosto che a decantare. Se
l’olio però contiene dell’acqua in emulsione, visto che
le paraffine hanno una forte igroscopicità, si formano
delle emulsioni dette waxy sludges, a prevalente contenuto d’acqua e quindi con densità elevata, che decantano. Si crea quindi sul fondo dei serbatoi uno strato di
questi prodotti che complica notevolmente le operazioni di stoccaggio e caricamento. È stato inoltre rilevato,
anche in presenza di greggi non particolarmente corrosivi, un fenomeno di corrosione non trascurabile in corrispondenza dell’interfaccia tra l’emulsione di paraffine e acqua nel fondo e la fase dell’olio sovrastante. L’olio stoccato, per i fenomeni sopra descritti, viene a contatto
con l’ossigeno dell’aria ed è assorbito in modo diverso
dalle due fasi; si crea quindi sul fondo dei serbatoi un
fenomeno di corrosione elettrochimica legato in parte a
una aerazione differenziata delle due fasi e alla loro diversa proprietà elettrica.
Per evitare gli accumuli di waxy sludges sul fondo
sono previste varie soluzioni: quella più semplice consiste nell’utilizzo di agitatori inseriti sulla corona bassa
dei serbatoi allo scopo di accentuare i moti convettivi
naturali presenti nella massa stoccata, che aiutano a ridurne la separazione e la relativa decantazione. Questi sistemi di solito utilizzano getti ad alta velocità da iniettare
nella massa dell’olio. L’effetto è migliore se il greggio
iniettato viene anche riscaldato. In molti casi si procede
a un trattamento vero e proprio che prevede il riscaldamento, lo scioglimento e la separazione dell’acqua dalle
emulsioni estratte dal fondo e, ovviamente, il trattamento
delle acque reflue.
Il materiale di costruzione dei serbatoi di stoccaggio,
per le ragioni esposte precedentemente, è esclusivamente
acciaio al carbonio, indipendentemente dalle dimensioni e dalla tipologia costruttiva. Poiché sul fondo dei serbatoi si può verificare decantazione d’acqua con accumulo di componenti corrosivi disciolti (sia gas acidi, sia
acidi grassi legati al processo di ossidazione del greggio), è indicato utilizzare rivestimenti protettivi epossidici (epoxy lining).
Impianti di recupero vapori
I vapori rilasciati in atmosfera nelle normali operazioni di movimentazione delle benzine vengono recuperati per legge mediante apposite unità, basate sulla refrigerazione e/o sull’assorbimento mediante la benzina stessa. È previsto anche l’uso di filtri a carbone attivo come
stadio finale di purificazione. Un analogo provvedimento dovrebbe essere adottato nella movimentazione del greggio per i seguenti motivi: la tensione di vapore dell’olio è
elevata (spesso superiore a quella della benzina), pertanto la concentrazione di idrocarburi evaporati e rilasciati in
atmosfera è maggiore; i composti sono simili e come tutti
gli idrocarburi incombusti dannosi per la salute umana;
essendo la benzina una componente dell’olio, le quantità
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
in gioco per quest’ultimo sono superiori e molto più concentrate in località ristrette (per esempio nei terminali di
carico e di scarico delle petroliere).
È importante sottolineare che l’uso di sistemi di recupero dei vapori nella movimentazione della benzina ha
un ritorno economico che per i grossi depositi e le raffinerie compensa ampiamente l’investimento. È auspicabile quindi che questa soluzione possa essere adottata anche nella movimentazione del greggio, come già si
verifica in alcuni paesi dell’Europa settentrionale, in particolare la Norvegia.
5.3.6 Sistemi di recupero
secondario
Iniezione d’acqua
L’iniezione d’acqua viene attuata nei campi a olio ed
è utilizzata come tecnica di recupero secondario per mantenere alto il livello di produzione e per aumentare il
recupero di olio dal giacimento.
Questa pratica si realizza con un sistema di pompaggio d’acqua negli strati produttivi seguendo le indicazioni ottenute dagli studi di giacimento, sia per quanto riguarda i pozzi da utilizzare per l’iniezione (numero
e ubicazione), sia per quanto riguarda le portate e le pressioni da adottare. In questo paragrafo verranno esaminati i trattamenti a cui l’acqua deve essere sottoposta,
prima di essere iniettata, per essere compatibile sia con
i fluidi del giacimento che con la roccia serbatoio dello
stesso.
Qualsiasi sostanza portata in sospensione nell’acqua
di iniezione o formatasi successivamente per precipitazione di sali, flocculazione di argille disperse e formazione di masse gelatinose costituite da colonie batteriche, provocherebbe l’ostruzione dei pori dello strato produttivo, causando grossi danni al giacimento. L’acqua da
iniettare, oltre che dal giacimento (acqua di strato), può
provenire da altri livelli acquiferi sopra- o sottostanti
quello produttivo, da corsi d’acqua o dal mare quando il
giacimento è fuori costa o in prossimità della stessa.
Il primo e più importante trattamento a cui l’acqua
da iniettare deve essere sottoposta è la filtrazione. L’acqua infatti quasi sempre contiene solidi in sospensione
costituiti da particelle, anche di piccole dimensioni, che
devono essere rimosse.
Il grado di filtrazione richiesto può variare. Lo standard più diffuso si basa sull’utilizzo di filtri dual media
atti a rimuovere particelle in sospensione fino a 3 mm. A
protezione di quest’ultimi possono, a seconda dei casi,
essere utilizzati altri gradi di filtrazione più grossolani
per l’abbattimento di solidi sospesi, che dipendono dall’origine dell’acqua da iniettare. L’acqua d’iniezione, se
viene prelevata da strati del sottosuolo a bassa profondità (acqua a bassa salinità e priva di ossigeno), non
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
richiede alcuna deossigenazione e la filtrazione si limita allo stadio finale.
Quando invece si deve iniettare un’acqua di superficie, oltre alla filtrazione precedentemente descritta è
necessario provvedere a una deossigenazione spinta dell’acqua stessa. Per non intaccare l’equilibrio del giacimento e non favorire la formazione di batteri l’acqua
iniettata deve infatti essere totalmente priva di ossigeno,
pertanto il contenuto di ossigeno residuo, in seguito alla
degasazione o ad altri tipi di deossigenazione, deve essere neutralizzato con composti adeguati (oxigen scavengers), quali idrazine e altri. Un processo di deaerazione
spinto riduce tuttavia il quantitativo di oxigen scavenger
utilizzato. L’ottimizzazione del trattamento dipende quindi da un buon compromesso tra l’investimento richiesto
dalla degasazione e la conseguente riduzione del costo
operativo per l’utilizzo di prodotti chimici.
La degasazione sottovuoto è oggi il sistema più comunemente usato. L’acqua viene immessa alla testa di una
colonna operante sottovuoto e distribuita adeguatamente su di un letto che deve realizzare una grande superficie per unità di volume all’interno della colonna stessa.
Per effetto del vuoto il contenuto di ossigeno che, alla
saturazione e a bassa temperatura, è di 5 ppm in peso,
viene ridotto proporzionalmente alla riduzione di pressione, mantenuta all’interno della colonna attraverso un
sistema adeguato.
Il vuoto più comunemente usato per questo tipo di applicazioni è dell’ordine di 40 tor (40 mm di Hg o 0,054 bar
assoluti). Per produrre il vuoto richiesto si possono usare
vari sistemi come la pompa ad anello liquido, o un compressore a vite (rotating screw). Molto usato è anche un
sistema misto costituito dalla pompa ad anello liquido e
da un eiettore che usa come fluido motore l’aria stessa,
per produrre il primo stadio con pressione di aspirazione
molto bassa. Talvolta si possono utilizzare i classici gruppi a vuoto con eiettori pluristadio a vapore. Il consumo di
energia elettrica per il sistema con pompa ad anello liquido o con compressore è molto modesto in quanto, anche
per portate d’acqua molto rilevanti, il quantitativo di aria
da estrarre è molto piccolo; molto basso è anche il consumo di vapore se si usa quest’ultimo come fluido motore in un gruppo di eiettori. Il più usato in questa applicazione è il bistadio con condensatore intermedio.
La portata d’acqua d’iniezione è di solito dello stesso ordine di grandezza dell’olio prodotto. L’esempio che
segue evidenzia gli ordini di grandezza dei principali
parametri operativi in gioco.
Si assuma la produzione d’olio pari a 200.000 bbl/d
cui corrisponde una portata d’iniezione massima d’acqua di circa 400.000 bbl/d ovvero 2.650 m3/h. L’ossigeno da estrarre risulta quindi dell’ordine di 13,2 kg/h, al
quale va aggiunto anche l’azoto (circa il doppio) pari a
26,4 kg/h. Insieme ai gas incondensabili viene estratto
anche il vapor d’acqua di saturazione alle condizioni di
675
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
pressione e di temperatura di aspirazione, che in questo
caso si assume pari a 20 °C. Dalle tabelle termodinamiche dell’acqua si ricava la sua tensione di vapore,
che è pari a 0,023 bar assoluti. La concentrazione di
vapor d’acqua nel gas totale in equilibrio è proporzionale alla sua pressione parziale (legge di Dalton), pertanto 0,023/0,054 43,3% mol. Nel gas estratto dalla
colonna si avrà quindi 13,2/3226,4/28 1,355 kmol/h
di gas incondensabile; pertanto il gas totale estratto è
pari a 1,355/(10,433)2,39 kmol/h, ovvero 58,23 kg/h.
A questo valore si deve aggiungere la quantità d’aria che
entra nel sistema per difetto di tenuta.
La concentrazione dell’ossigeno nei vapori estratti
è 0,412/2,390,172, non molto diversa da quella a cui
si trova nell’aria, pertanto la riduzione di pressione
causa per la legge di Henry una proporzionale riduzione di concentrazione di ossigeno residua nell’acqua
che all’equilibrio sarà pari al 5% circa del valore iniziale, cioè 250 ppb. In realtà l’acqua viene prelevata di
solito a una certa profondità (20-30 m al di sotto della
superficie), in questo modo essa avrà un contenuto inferiore a quello assunto in precedenza.
Riducendo a 0,034 bar la pressione e ripetendo il calcolo semplificato svolto sopra si può notare come la tensione di vapore dell’acqua acquisti un peso preponderante, portando la concentrazione di quest’ultima nella
miscela di gas estratto a valori molto elevati (68%). L’abbattimento dell’ossigeno e la quantità di gas estratto
aumentano in modo più che proporzionale alla riduzione di pressione. La concentrazione residua di ossigeno
in soluzione diviene pari a 85 ppb.
L’esempio mostrato per 20 °C di temperatura permette di evidenziare come quest’ultimo parametro influenzi in modo marcato le prestazioni di una colonna al vuoto.
Se la temperatura è di 30 °C, la tensione di vapore dell’acqua sale a 0,042 bar assoluti; con la pressione operativa della colonna a 0,054 bar assoluti la concentrazione dell’acqua di saturazione è il 77,8% della miscela estratta; quella corrispondente dell’ossigeno nei vapori
scende al 6,8% e la concentrazione dello stesso in equilibrio nell’acqua è di 90 ppb circa. I gas totali estratti
sono 125 kg/h.
Questa analisi fa capire che il vuoto da utilizzare è
strettamente legato alla temperatura dell’acqua. Quando
l’acqua è più calda si deve usare un vuoto meno spinto.
Con questi valori di equilibrio (85 e 90 ppb) si possono ottenere 100 ppb di contenuto finale in ossigeno e
quindi il quantitativo di idrazina o altro oxygen scavenger necessario alla completa neutralizzazione risulta veramente irrisorio.
L’idrazina o altro riducente vengono iniettati in soluzione diluita mediante l’acqua stessa. Ciò si ottiene miscelando il prodotto nella linea di riciclo tra la mandata della
pompa booster e il fondo della colonna al vuoto da cui
aspira. In questo modo l’agente riducente ha un tempo
676
di permanenza di qualche minuto, necessario per completare la reazione di riduzione.
Se il gruppo sotto vuoto non rappresenta la parte più
importante e soprattutto più ingombrante, ciò non vale
per le colonne. La grande portata d’acqua, anche utilizzando interni adeguati, richiede più linee in parallelo di
grandi dimensioni. Questo vale anche per le pompe e per
i filtri. Con le portate sopra esposte saranno necessarie
più pompe in parallelo azionate da turbine a gas. Di solito la pressione di iniezione è inferiore ai valori che vengono previsti per il gas, spesso comunque è dell’ordine
di 120-150 bar. Il sistema di iniezione prevede delle
pompe centrifughe multistadio di grande capacità e di
grande potenza poco adatte per aspirare direttamente da
un recipiente mantenuto a 0,05 bar assoluti, pertanto è
necessario l’inserimento di pompe booster (centrifughe,
monostadio, tipo barrel) a monte di quelle d’iniezione
per garantire a quest’ultime la giusta pressione di aspirazione (4-5 bar assoluti). Assumendo 120 bar come pressione d’iniezione richiesta, la potenza totale installata
sarà di poco superiore a 12 MW, quindi saranno previste almeno quattro linee di iniezione, ciascuna con portata di 700 m3/h, costituite da una pompa booster con
una potenza di 150 kW e una di iniezione da circa 3 MW.
Le pompe booster saranno trainate da motori elettrici,
mentre le pompe multistadio saranno direttamente accoppiate a una turbina a gas. Il sistema di pompaggio dell’acqua, come pure quello per l’iniezione di gas descritto al punto seguente, non prevedono macchine di riserva (spare). La suddivisione su più linee in parallelo
garantisce infatti la disponibilità parziale del sistema in
caso di fermata di una macchina.
Un sistema di deossigenazione alternativo più compatto, ma più costoso, della degasazione sottovuoto è
quello basato sull’idrogenazione con catalizzatore (al
platino) che permette di trasformare totalmente l’ossigeno disciolto in acqua.
In molti impianti offshore, per la protezione dei sistemi di presa d’acqua e delle relative pompe si utilizzano
celle elettrolitiche per la produzione di cloro da idrolisi
dell’acqua di mare. Attraverso tale processo si produce
anche l’idrogeno; perciò si è pensato di trattare l’acqua
contenente ossigeno disciolto in un reattore catalitico
che permette la reazione inversa all’idrolisi sopra citata. Sulla base dei dati dell’esempio precedente, la quantità stechiometrica di idrogeno risulta relativamente modesta (1,65 kg/h). Nonostante ciò la deossigenazione catalitica risulta ancora più costosa di quella tradizionale
sotto vuoto, benché presenti un notevole vantaggio legato a una maggiore compattezza.
È infine importante ricordare che talvolta le analisi
dell’acqua possono evidenziare possibile sovrasaturazione in sali alle condizioni di giacimento, per esempio
solfati; in tal caso si ricorre all’iniezione di altri additivi per inibirne la deposizione. Si può anche prevedere
ENCICLOPEDIA DEGLI IDROCARBURI
compressione
gas I stadio
assorbitore TEG
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
compressione
gas II stadio
ai pozzi
di iniezione
gas associato
rig. TEG
fig. 17. Iniezione di gas con disidratazione TEG.
l’installazione di impianti per la desolfatazione dell’acqua basati sull’uso di membrane semimpermeabili.
L’eventuale formazione di masse gelatinose causate da
batteri viene inibita con l’iniezione di un biocida, lo
stesso usato per le prese d’acqua.
Nell’iniezione d’acqua negli impianti fuori costa i
materiali usati più frequentemente sono: acciaio al carbonio protetto da rivestimento epossidico (epoxy lining)
per tutti i recipienti in bassa pressione a monte della degasazione, filtri e colonna inclusi, e acciaio duplex per le
pompe booster e di iniezione. Nel caso d’iniezione d’acqua di falda è sufficiente l’uso di acciaio al carbonio.
Iniezione di gas
L’iniezione di gas è una tecnica di recupero secondario alternativa all’iniezione d’acqua descritta precedentemente. La scelta dell’una o dell’altra tecnica, o di
tutte e due contemporaneamente, può essere dettata dalla
conformazione del giacimento e dalle sue caratteristiche
petrofisiche, oltre che dal tipo di olio contenuto. Molto
spesso tale scelta è legata alla disponibilità del fluido da
iniettare. La decisione di iniettare gas viene spesso presa
nei campi a produzione d’olio quando esiste un’ampia
disponibilità di gas associato alla produzione di quest’ultimo.
Il gas da iniettare in giacimento può provenire dal
giacimento stesso, come nel caso già menzionato di quello associato all’olio, o come gas prodotto separatamente da un livello sovrastante o sottostante, ma non in comunicazione idraulica con il livello produttivo d’olio. Inoltre il gas da utilizzare per l’iniezione può provenire anche
da altri giacimenti in prossimità di quello produttivo, sia
come gas associato che non.
L’iniezione viene effettuata nel tetto del giacimento
a olio attraverso pozzi dedicati, di cui l’ubicazione, il
numero, la portata e le pressioni di iniezione sono stabiliti in base ai relativi studi di giacimento. Il gas da
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
iniettare, recuperato come gas associato, di solito viene
condizionato.
La pressione di reiniezione è un dato fondamentale
per definire lo schema di compressione e il trattamento
a essa collegato. Spesso i valori con cui ci si trova a operare variano da 250 a 400 bar. In qualche caso si possono raggiungere anche pressioni di 800 bar. In tutti i casi
comunque la rete di distribuzione ai pozzi si trova a operare in fase densa. A tali condizioni il fluido che viene
iniettato, pur essendo definito gas, ha caratteristiche fisiche, come la densità, che lo rendono molto più simile a
un liquido. Parlare di separazione di fase per una miscela di idrocarburi a questi livelli di pressione e a temperatura ambiente non avrebbe molto senso, piuttosto è
importante evitare la separazione di una fase acqua che
a queste condizioni potrebbe dar luogo a formazione di
idrati anche a temperature relativamente elevate.
Nel caso di un gas associato, quest’ultimo viene raccolto alla pressione del primo stadio di separazione e
successivamente compresso attraverso una serie di stadi
di compressione con raffreddamento e separazione intermedi (fig. 17).
Si assuma una pressione di 20 bar assoluti e una temperatura di 30 °C come condizioni d’aspirazione e una
pressione di 250 bar assoluti come condizione di reiniezione. Come è noto il massimo rapporto di compressione per stadio è legato alla temperatura di mandata e questa non deve superare valori che possano creare problemi meccanici, di tenuta e di lubrificazione. Un valore
molto conservativo è di 150 °C. Attualmente molti costruttori offrono compressori centrifughi progettati per operare a 180 °C in mandata e questo consente di ridurre
considerevolmente il numero degli stadi stessi. Il riscaldamento del gas durante la compressione dipende molto
dalla sua composizione e precisamente dal parametro
Kcp /cv , dove cp è il calore specifico a pressione costante e cv quello a volume costante.
677
678
80.000
60.000
40.000
20.000
10.000
8.000
6.000
4.000
fattore di correzione per la densità del gas
1,0
50 °F
150 100
0,9
250 2
00
30
0
0,8
densità gas
0,7
1,2 1,4 1,6 1,8
0,6 0,8 1,0
20 25 30 35 40 45 50
peso molecolare
,7
ps
25 ia
2.000
14
formazione idrati
2
30 00
500 0
400
1.5
800
3.0 00
00 2.0
00
5
10 .000
.00
0
50
1.000
800
600
400
100
lb di acqua/106 ft3 di gas (riferito a 60 °F e 14,7 psia)
Esistono numerosi nomogrammi che consentono di
calcolare in modo semplice la potenza richiesta e la temperatura di mandata per uno stadio di compressione in
funzione del tipo di gas, cioè di K, del rapporto di compressione P2 /P1 dove P2 e P1 sono rispettivamente la pressione assoluta di mandata e d’aspirazione, e della temperatura T1 di aspirazione.
Nel caso in esame la compressione richiesta prevede
due stadi in serie. Il rapporto di compressione diventa
quindi pari a circa 3,55 e la pressione intermedia diviene
di 71 bar assoluti, mentre quella finale, considerando 0,5 bar
di perdita di carico nel raffreddamento finale, è pari a
250,5 bar assoluti. A valle del primo stadio il gas viene
raffreddato a 30 °C mediante uno scambiatore ad acqua
seguito da un separatore verticale (KOD, Knock Out Drum)
che abbatte gli eventuali liquidi condensati, quindi aspirato dal secondo stadio e compresso alla pressione richiesta.
Normalmente, essendo l’efficienza della compressione legata alla portata volumetrica effettiva, all’aspirazione del secondo stadio questa sarà circa quattro volte inferiore e l’efficienza risulterà conseguentemente più bassa.
Benché esista una ricca letteratura in materia, è meglio
consultare il costruttore per avere un valore attendibile
dell’efficienza e della tipologia del compressore più adatta per raggiungere il risultato voluto. Assumendo una portata di gas da iniettare pari a 1,8 milioni di metri cubi standard/giorno con densità relativa all’aria pari a 0,66, la
potenza richiesta per ogni singolo stadio sarà di 4.000 kW
circa e la temperatura di mandata sarà di poco inferiore a
150 °C. Sarebbe quindi sufficiente utilizzare una macchina da 9 MW di potenza effettiva per trascinare contemporaneamente i due stadi di compressione. Questo
potrebbe essere ottenuto con l’utilizzo di un turbogas di
potenza nominale leggermente superiore (10 MW).
Entrambi gli stadi di compressione vengono calettati direttamente sull’albero della turbina a gas. Quest’ultima, essendo una macchina a numero di giri variabile,
consentirà una regolazione continua del compressore
mediante la variazione dei giri della stessa.
Nei sistemi di iniezione non si utilizzano comunemente macchine di riserva (spare), quindi si garantisce
una parziale disponibilità, in caso di fermata di una singola macchina, sdoppiando su due o più linee il sistema
di iniezione. Se lo spazio non è determinante, come invece accade nelle installazioni offshore, si suddivide il sistema d’iniezione su due linee di compressione sempre
bistadio, con turbine da 5 MW nominali come motrici.
Per il raffreddamento interstadio si è assunta una temperatura relativamente bassa ottenibile per esempio in
mare, dove è disponibile acqua di raffreddamento a temperatura adeguata. Per il raffreddamento del secondo
stadio ciò non è necessario e la temperatura finale può
essere più elevata. Un valore di 60-80 °C è sufficiente, pertanto il secondo raffreddamento da effettuare ad
alta pressione risulterà molto più modesto di quello
fattore correttivo
FASE DI SVILUPPO DEI GIACIMENTI PETROLIFERI
200
100
80
60
40
20
10
8
6
4
Le linee tratteggiate si riferiscono
all’equilibrio metastabile
tra vapore e solido.
La pendenza è funzione
della composizione
2
1
60 40
0
40
80
120 160 200
280
temperatura (°F)
fig. 18. Contenuto d’acqua di saturazione nel gas naturale.
interstadio. Esso inoltre potrà essere realizzato con aria
o comunque con acqua a temperatura più alta di quella
richiesta nel primo.
Per garantire il buon funzionamento dell’iniezione è
necessario provvedere alla disidratazione del gas. Se quest’ultimo non è particolarmente corrosivo, il punto di
rugiada (dew point) richiesto per l’iniezione è quello che
garantisce un margine di 5 °C sulla peggiore condizione di trasporto nella rete di distribuzione ai pozzi iniettori. Sia in mare che a terra sarà sufficiente raggiungere un dew point di 0 °C a 250 bar.
Nella maggior parte dei casi il punto più adatto per
inserire il trattamento di disidratazione sarà l’interstadio
a valle del raffreddamento. Infatti dal diagramma di saturazione dell’acqua in gas naturale (fig. 18) si vede che la
quantità di saturazione a 71 bar assoluti e 30 °C è relativamente bassa, circa 40 lb/MMSCF (Million Standard
Cubic Feet) mentre a 20 bar assoluti in aspirazione al
primo stadio sarebbe di 110 lb/MMSCF, quindi molto
più elevata. Il contenuto in acqua, che corrisponde a una
temperatura di saturazione del gas pari a 0 °C a 250 bar
assoluti, sarà di 3,5 lb/MMSCF.
ENCICLOPEDIA DEGLI IDROCARBURI
IMPIANTI DI TRATTAMENTO DELL’OLIO PRODOTTO
La quantità di acqua da rimuovere è perciò molto modesta e tale è anche l’efficienza di disidratazione. Questo
livello di disidratazione può essere ottenuto con un’unità
di assorbimento TEG (TriEtilenGlicole) molto semplice.
Per quanto riguarda la saturazione in idrocarburi il
gas può essere degasolinato o reiniettato tal quale. L’eventuale degasolinaggio può produrre un certo recupero aggiuntivo di leggeri che possono essere riciclati alla
stabilizzazione dell’olio. La pressione ideale per questo
trattamento è nel campo di 45-60 bar assoluti, quindi leggermente più bassa della pressione interstadio dell’esempio considerato.
Bibliografia generale
API (American Petroleum Institute) (1982) Guide for pressurerelieving and depressurizing systems, API Recommended
Practice 521.
Benedict M. et al. (1951) An empirical equation for
thermodynamic properties of light hydrocarbons and their
mixtures. Constants for twelve hydrocarbons, «Chemical
Engineering Progress», 47, 419-422.
Brown G.G., Souders M. (1932) Fondamental design of
absorbing and stripping columns for complex vapours,
«Industrial and Engineering Chemistry», 24, 519.
VOLUME I / ESPLORAZIONE, PRODUZIONE E TRASPORTO
Kern D.Q. (1959) Process heat transfer, New York, McGrawHill.
Kremser A. (1930) Theoretical analysis of absorption process,
«National Petroleum News», 22, 43.
Lockart R.W., Martinelli R.C. (1949) Proposed correlation
of data for isothermal two-phases, two-components flow
in pipes, «Chemical Engineering Progress», 45, 1.
McKetta J.J., Wehe A.H. (1958) Use this chart for water
content of natural gases, «Hydrocarbon Processing»,
37, 8.
Maddox R.N. (1977) Gas and liquid sweetening, Norman
(OK), Campbell Petroleum.
Perry R.H., Chillton C.H. (editorial direction) (1959)
Chemical engineer’s handbook, New York, McGraw-Hill.
Reid R.D. et al. (1977) The properties of gases and liquids,
New York-London, McGraw-Hill.
Bibliografia citata
Katz D.L. et al. (1959) Handbook of natural gas engineering,
New York, McGraw-Hill.
Romano Bianco
Consulente scientifico
679