")
Controllo
con particelle magnetiche
Welding Inspection
CONTROLLO
CON PARTICELLE MAGNETICHE
(MT)
Istituto Italiano della Saldatura
ENTE MORALE
Controllo con particelle magnetiche
Introduzione al magnetismo
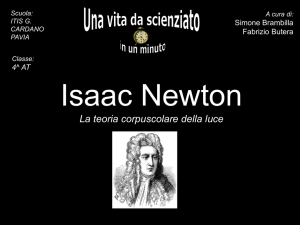
• Il magnetismo è la capacità di alcuni
materiali (detti ferromagnetici) di attrarre
altri materiali o se stessi
• Il campo magnetico è di norma
caratterizzato attraverso le sue linee di
flusso:
- In corrispondenza di un polo
magnetico, escono (o entrano) nel
pezzo stesso
- Formano percorsi chiusi
- Non si intersecano
- Seguono il percorso con minore
riluttanza magnetica
- Hanno la stessa intensità
- Hanno una direzione dovuta alle forze
di attrazione o repulsione tra i poli
Linee di campo attorno ad una barra
magnetizzata
Attrazione tra poli opposti
Repulsione tra poli dello stesso segno
Istituto Italiano della Saldatura
ENTE MORALE
2/44
Controllo con particelle magnetiche
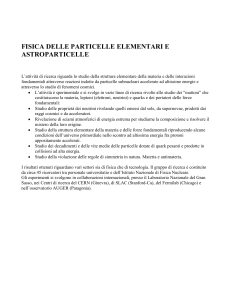
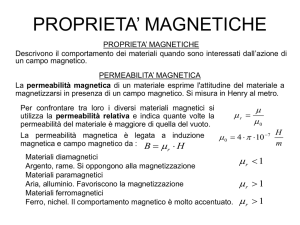
Materiali ferromagnetici
• Un materiale è considerato
ferromagnetico se può essere
magnetizzato (materiali quali gli acciai
al C e bassolegati, alcuni acciai
inossidabili, il nickel puro ed il cobalto
puro sono ferromagnetici)
Smagnetizzato
• I materiali ferromagnetici sono suddivisi
in domini, nei quali l’orientamento del
S
campo è lo stesso per tutti gli atomi
• I domini magnetici risultano orientati
casualmente in condizioni normali ma
possono orientarsi secondo la
medesima direzione in presenza di
campi esterni
Istituto Italiano della Saldatura
ENTE MORALE
N
Magnetizzato
3/44
Controllo con particelle magnetiche
Campo magnetico nei mezzi non omogenei
•
•
Una particolarità dei circuiti
magnetici è che non esistono
circuiti aperti, dovendo essere, in
ogni caso, le linee di flusso
chiuse.
Nel caso di una barra in materiale
ferromagnetico a sezione
costante, sede di un campo
longitudinale uniforme di
induzione B, caratterizzato dalla
presenza di una discontinuità
opportunamente orientata si avrà
una perturbazione delle linee di
flusso:
– flusso disperso
– formazione di polarità libere
Istituto Italiano della Saldatura
ENTE MORALE
4/44
Controllo con particelle magnetiche
Principio del metodo con particelle magnetiche
•
•
Al pezzo in esame è applicato un intenso campo magnetico, ottenuto
mediante un’apposita apparecchiatura
Qualora il pezzo presenti una discontinuità, essa interromperà le linee di
flusso magnetico, creando una fuga di flusso sulla superficie del pezzo
Istituto Italiano della Saldatura
ENTE MORALE
5/44
Controllo con particelle magnetiche
Principio del metodo con particelle magnetiche
• Il rivelatore è applicato alla
superficie da esaminare
• Le particelle
ferromagnetiche, ricoperte
da un pigmento risultano
attratte dalla fuga di flusso
localizzata sino a formare
un’indicazione in
corrispondenza della
discontinuità
• L’indicazione può essere
rilevata in presenza delle
adeguate condizioni di
illuminamento
Istituto Italiano della Saldatura
ENTE MORALE
6/44
Controllo con particelle magnetiche
Principi del magnetismo
Condizione dello spazio in cui si manifestano forze di origine magnetica.
Campo
magnetico
(H)
Forma
Rappresentata con linee di forza.
Verso
Regola della mano destra: immaginando di disporre la mano destra in modo
che il pollice indichi il verso della corrente, le linee di forza hanno la direzione
indicata dalle dita; nel caso di spira o solenoide, se le dita indicano il verso
della corrente il pollice individua la direzione del campo magnetico.
Intensità
Cond. rettilineo H =
i
2πr
Spira
H =
ni
l
E’ funzione della forza magnetica (H) e delle caratteristiche del mezzo
Permeabilità magnetica relativa
Induzione
magnetica
(B)
Intensità
B=μH
μ=μr·μ0
<1 – materiali diamagnetici
μr
≥1 – materiali paramagnetici
>>1 – materiali ferromagnetici.
La permeabilità magnetica relativa è funzione delle caratteristiche
dei pezzi e dell’intensità del campo magnetico
Istituto Italiano della Saldatura
ENTE MORALE
Solo in questo caso è
applicabile il controllo con
particelle magnetiche
7/44
Controllo con particelle magnetiche
Procedure di controllo
• I punti fondamentali di una procedura di controllo sono:
–
–
–
–
–
–
–
Pulitura preliminare delle superfici
Applicazione (se previsto) di un idoneo mezzo di contrasto
Applicazione del campo magnetico
Applicazione del rivelatore
Interpretazione delle indicazioni
Verbalizzazione delle indicazioni
Smagnetizzazione del pezzo (se prevista)
Istituto Italiano della Saldatura
ENTE MORALE
8/44
Controllo con particelle magnetiche
Pulitura preliminare
• Scopo fondamentale di
questa fase è garantire la
mobilità del rivelatore e,
quindi, la formazione
dell’eventuale fuga di flusso
• Le superfici devono
dunque risultare pulite ed
asciutte prima del controllo
• Sostanze quali oli, grassi o
ruggine devono essere
rimossi perché limitano
l’interazione tra rivelatore e
flusso disperso
Istituto Italiano della Saldatura
ENTE MORALE
9/44
Controllo con particelle magnetiche
Applicazione del campo magnetico
• Il campo magnetico può essere indotto nel pezzo con
numerosi sistemi
– un elettromagnete o magnete permanente a contatto del pezzo
– attraverso una corrente elettrica che percorre il pezzo
– attraverso una bobina, posa in prossimità del pezzo, attraversata da
corrente elettrica
Istituto Italiano della Saldatura
ENTE MORALE
10/44
Controllo con particelle magnetiche
Direzione del campo magnetico
•
Nei pezzi possono essere
prodotti capi longitudinali o
circolari
•
La tipologia di campo è
fondamentale in funzione
della morfologia delle
discontinuità
Istituto Italiano della Saldatura
ENTE MORALE
11/44
Controllo con particelle magnetiche
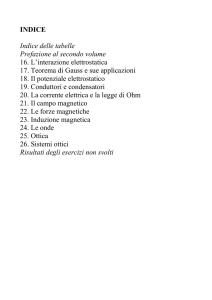
Direzione del campo magnetico
È’
necessario poter magnetizzare il pezzo lungo
due direzioni principali, dato che la direzione
delle discontinuità è generalmente ignota a priori
Fuga di flusso
Un
angolo di 90° tra le linee di flusso ed il piano
della discontinuità è la condizione di maggiore
sensibilità, con una tolleranza di circa 30°
Nel
caso dei giunti, è dunque necessario adottare
opportune tecniche e sequenze di
magnetizzazione
Nessuna fuga di flusso
Istituto Italiano della Saldatura
ENTE MORALE
12/44
Controllo con particelle magnetiche
Intensità del campo magnetico
• Affinché possa aver luogo una fuga di flusso provocata da un
difetto, è necessaria una sufficiente differenza di
permeabilità fra quella del difetto (che si può supporre
abbia permeabilità eguale a quella dell'aria) e la
permeabilità del materiale ferromagnetico circostante:
– in funzione delle dimensioni del difetto e della sensibilità del mezzo
rivelatore usato, la forza magnetica deve essere comunque tale da
creare un numero di linee di forza, deviate dal difetto, sufficiente a
formare una segnalazione chiara;
– una permeabilità troppo elevata del materiale ferromagnetico può
essere controproducente, soprattutto in presenza di difetti molto
piccoli;
– una permeabilità troppo bassa, legata a fenomeni di saturazione,
annulla la differenze di permeabilità tra mezzo ed aria
Istituto Italiano della Saldatura
ENTE MORALE
13/44
Controllo con particelle magnetiche
Tipo di campo magnetico e profondità del difetto
•
Il metodo magnetoscopico offre le migliori
possibilità di rivelazione per difetti che
affiorano alla superficie o che sono
immediatamente sotto la superficie.
– Oltre a una certa distanza (comunque non
superiore ad alcuni millimetri) la possibilità di
rilevare dei difetti diventa praticamente illusoria,
salvo che per difetti di dimensioni sensibili e di
orientamento particolarmente favorevole.
– Risulta significativo in particolar modo il tipo di
magnetizzazione (continuo o alternato), che
influenza la distribuzione della corrente sulla
base del cosiddetto effetto pelle.
•
Alternata
Monofase raddrizzata
Il tipo di campo magnetico è funzione
del metodo di magnetizzazione e in
particolare del tipo di corrente.
Trifase raddrizzata
Istituto Italiano della Saldatura
ENTE MORALE
14/44
Controllo con particelle magnetiche
Magnetizzazione longitudinale con bobina
Bobina fissa
• La superficie del pezzo è posta
in prossimità della parte interna
della bobina
• La bobina genera un campo
magnetico longitudinale diretto in
direzione parallela al proprio asse
Bobina mobile
Istituto Italiano della Saldatura
ENTE MORALE
15/44
Controllo con particelle magnetiche
Magnetizzazione longitudinale con magneti permanenti o
elettromagneti
• Magneti permanenti ed
elettromagneti (gioghi) sono i
sistemi più utilizzati, specie nel
caso di giunti saldati
• Le linee di campo fluiscono da un
polo all’altro
• I poli sono posizionati in modo da
orientare le linee
perpendicolarmente rispetto alla
direzione della discontinuità
Istituto Italiano della Saldatura
ENTE MORALE
16/44
Controllo con particelle magnetiche
Magnetizzazione circolare
Campo
magnetico
Corrente
elettrica
• E’ possibile ottenere una
magnetizzazione circolare per
passaggio diretto di corrente nel
pezzo in esame
• Possibili metodi di magnetizzazione
sono le teste di bancali fissi o
puntali elettrici
• Un terzo modo per ottenere campi
circolari è la tecnica cosiddetta a
barra passante
Istituto Italiano della Saldatura
ENTE MORALE
17/44
Controllo con particelle magnetiche
Apparecchiature Tipiche
Calamite (costituite da materiale ad alta retentività magnetica) a forma di C
Funzionamento
Magneti
permanenti
Elettromagneti
Sistema magnetico
Urti
Fattori che possono
Forti campi magnetici esterni
comprometterne il
Permanenza per lungo tempo a poli liberi
funzionamento
Permanenza a temperature sensibilmente superiori rispetto a quella ambiente
Nucleo di ferro dolce (a bassa forza coercitiva) sul quale è avvolto on conduttore percorso da corrente
Funzionamento
Sistema magnetico
Alimentazione
A corrente continua, fornita da accumulatori o da trasformatori/raddrizzatori
A corrente alternata, direttamente dalla rete elettrica o da trasformatori
Un trasformatore fornisce corrente a due puntali che vengono posti a contatto diretto col metallo
Funzionamento
Trasformatori
(Puntali)
Alimentazione
Sistema elettrico
A corrente continua (a bassa tensione e raddrizzata a semionda)
A corrente alternata (a bassa tensione)
Garantire buon contatto elettrico tra pezzo e puntali per evitare scintillamenti.
Nota
Apparecchiature a trasformatori di grosse dimensioni adatte per impieghi in serie su pezzi isolati
Funzionamento
Magnetoscopi
a bancali
Alimentazione
Testate: sistema elettrico (magnetizzazione trasversale)
Bobina: sistema magnetico (magnetizzazione longitudinale)
Corrente alternata
Continua raddrizzata a semionda
Continua raddrizzata a onda intera
Trifase raddrizzata
Istituto Italiano della Saldatura
ENTE MORALE
18/44
Controllo con particelle magnetiche
Applicazione del rivelatore
• Il metodo MT impiega rivelatori secchi o in
sospensione (umidi)
• Nel caso dei rivelatori secchi, gli stessi
sono applicati sulla superficie mentre per
gli umidi si adopera un mezzo liquido che li
trascina sulla superficie
• I rivelatori secchi sono molto pratici, per
quanto abbiano alcune limitazioni
• I rivelatori in sospensione risultano
mediamente più sensibili ed applicabili in
ogni posizione
Istituto Italiano della Saldatura
ENTE MORALE
19/44
Controllo con particelle magnetiche
Rivelatori secchi
• Si tratta di polveri ferromagnetiche
disponibili in un’ampia gamma di
colorazioni
• Di principio, si scelgono le
colorazioni in grado di garantire le
condizioni di massimo contrasto
rispetto alla superficie in esame
• Va spruzzato
contemporaneamente alla
magnetizzazione del pezzo per
evitare che la polvere cada dal
pezzo prima che sia attratta in
corrispondenza delle zone ove vi
è flusso disperso.
Istituto Italiano della Saldatura
ENTE MORALE
20/44
Controllo con particelle magnetiche
Rivelatori umidi
Sono normalmente a contrasto di
colore o fluorescenti
Il mezzo di sospensione è
generalmente un idrocarburo leggero,
anche se esistono rivelatori in acqua
Il rivelatore in sospensione liquida
invece va spruzzato sempre
immediatamente prima o nelle prime
fasi della magnetizzazione stessa,
onde evitare che lo scorrimento del
liquido provocato dalla violenza del
getto possa cancellare le indicazioni
Istituto Italiano della Saldatura
ENTE MORALE
21/44
Controllo con particelle magnetiche
Criteri di scelta del rivelatore
Piana
Posizione
della
saldatura
Polveri secche
Polveri in sospensione
Verticale o sopratesta
Polveri in sospensione
Difetti fini e superficiali
Fattori
di
scelta
Natura e
posizione
dei difetti
RIVELATORE FLUORESCENTE IN
SOSPENSIONE DI ACQUA
Polveri in sospensione
Difetti grandi e subsuperficiali
Polveri secche
Rugoso
Stato
superficiale
Polveri a grano grosso (secche)
Liscio
RIVELATORE FLUORESCENTE IN
SOSPENSIONE DI KEROSENOIL
Polvere in sospensione
Umido
Polveri in sospensione
Istituto Italiano della Saldatura
ENTE MORALE
POLVERE NERA IN KEROSENOIL
E LACCA DI CONTRASTO
22/44
Controllo con particelle magnetiche
Interpretazione delle indicazioni
•
Dopo l’applicazione del rivelatore si
possono interpretare le indicazioni:
– False indicazioni: dovute ad accumuli di
rivelatore, che si deposita entro
scanalature, negli angoli o nelle rugosità
superficiali. E’ sufficiente soffiare
leggermente o sciacquare moderatamente
perché scompaiano.
– Indicazioni spurie: più difficili da
riconoscere, provengono effettivamente
da variazioni di campo magnetico, le quali
non sono provocate comunque da difetti,
ma da particolari situazioni (eccessiva
magnetizzazione, forma dl pezzo,
variazioni di permeabilità magnetica)
– Indicazioni provocate da imperfezioni:,
a loro volta classificabili in accettabili o
non accettabili
Istituto Italiano della Saldatura
ENTE MORALE
Rivelatore umido fluorescente
Cortesia Sulzer
23/44
Controllo con particelle magnetiche
Gancio di sollevamento - cricche dovute all’esercizio
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
24/44
Controllo con particelle magnetiche
Ruota dentata - cricche da esercizio
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
25/44
Controllo con particelle magnetiche
Albero - cricche da trattamento termico
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
26/44
Controllo con particelle magnetiche
Albero - cricche da esercizio
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
27/44
Controllo con particelle magnetiche
Albero - cricche da esercizio
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
28/44
Controllo con particelle magnetiche
Bulloneria di grandi dimensioni - cricche da esercizio
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
29/44
Controllo con particelle magnetiche
Albero a gomiti - cricche da esercizio
Rivelatore umido fluorescente
Istituto Italiano della Saldatura
ENTE MORALE
30/44
Controllo con particelle magnetiche
Incollatura
Rivelatore secco a contrasto di
colore
Istituto Italiano della Saldatura
ENTE MORALE
31/44
Controllo con particelle magnetiche
Cricche in ZTA
Rivelatore secco a contrasto di
colore
Istituto Italiano della Saldatura
ENTE MORALE
32/44
Controllo con particelle magnetiche
Cricche in zona fusa e in ZTA
Rivelatore secco a contrasto di colore
Istituto Italiano della Saldatura
ENTE MORALE
33/44
Controllo con particelle magnetiche
Smagnetizzazione
• I pezzi sottoposti a controllo MT possono talvolta presentare
livelli di induzione magnetica residua in grado di interferire
con successive lavorazioni o le condizioni di esercizio del
componente
• Ad esempio:
–
–
–
–
Operazioni di saldatura
Lavorazioni di macchina
Posizionamento di sensori sensibili alla presenza di campi magnetici
Aumento della severità delle condizioni di usura nel caso di taluni
organi meccanici, a causa della mutua attrazione tra l’organo e
particelle ferromagnetiche
Istituto Italiano della Saldatura
ENTE MORALE
34/44
Controllo con particelle magnetiche
Smagnetizzazione
• La smagnetizzazione, quando prevista, deve essere
considerata parte integrante della procedura di controllo
• La smagnetizzazione non elimina completamente l’induzione
residua ma la abbassa ad un valore ritenuto tollerabile
• I singoli domini magnetici risultano comunque orientati, ma
la loro risultante è nulla
Magnetizzato
Smagnetizzato
Istituto Italiano della Saldatura
ENTE MORALE
35/44
Controllo con particelle magnetiche
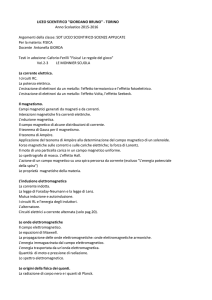
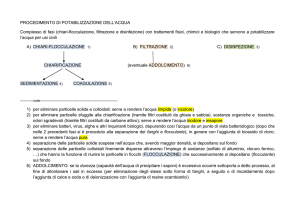
Tecniche di smagnetizzazione
TEMPO
TEMPO
CORRENTE
PERMEABILITA' MAGNETICA
FLUSSO
100
300
500
700
900
TE M P E R ATU R A
Andamento della permeabilità
magnetica con la temperatura
Curva di smagnetizzazione
Istituto Italiano della Saldatura
ENTE MORALE
36/44
Controllo con particelle magnetiche
UNI EN 1290 “controllo magnetoscopico delle saldature”
Superficie da
esaminare
CONDIZIONI
PRELIMINARI
Condizioni di
illuminamento
Assenza di olio, grasso, spruzzi di saldatura,
ecc.
Spessore massimo delle verniciature non
magnetiche: 50 mm
Particelle fluorescenti:
- Luce di Wood - min 1000 μW/cm2
- Illuminamento ambientale - max 20 lx
Contrasto di colore:
- Illuminamento ambientale - min 500 lx
Corrente di
Corrente Alternata
magnetizzazione
Compresa tra 2 kA/m e 6 kA/m, verificabile
tramite:
MAGNETIZZAZIONE
- Pezzo campione
Intensità del
- Sonda di Hall
campo
magnetico
- Opportuni calcoli
- Metodi basati su principi consolidati (es,
formule empiriche)
Istituto Italiano della Saldatura
ENTE MORALE
37/44
Controllo con particelle magnetiche
UNI EN 1291 “livelli di accettazione”
•
•
La larghezza della superficie di prova deve includere il metallo fuso di saldatura
ed il materiale base adiacente fino ad una distanza di 10 mm da ciascun lato.
Tutte le indicazioni adiacenti fra loro situate ad una distanza minore della
dimensione maggiore dell’indicazione più piccola devono essere valutate come
un’indicazione singola continua.
Istituto Italiano della Saldatura
ENTE MORALE
UNI EN 12062
38/44
Controllo con particelle magnetiche
Codice ASME sez V art.7 (ASTM E 709)
Assenza di olio, grasso, spruzzi di saldatura, ecc.
Spessore minimo delle verniciature tale da non influenzare il controllo
Superficie da
esaminare
Temperatura dei pezzi tale da non alterare le proprietà delle particelle.
CONDIZIONI
PRELIMINARI
Particelle fluorescenti:
- Luce di Wood - min 1000 μW/cm2
- Illuminamento ambientale : max 20lx
Condizioni di
illuminamento
Contrasto di colore:
- Illuminamento ambientale - min 500 lx
i= 100÷125 d per S > 19 mm; i= 90÷110 d per S< 19 mm;
(S=spessore ; d=spaziatura fra puntali)
Puntali
MAGNETIZZA
ZIONE
i ⋅n =
Longitudinale
35.000
(L / D ) + 2 se (L/D)≥4 ;
i ⋅n =
45.000
(L / D )
se 2<(L/D)<4
Circolare
i=300÷800 d (Dimensione MAX sezione trasversale)
Elettromagneti e
Magneti Permanenti
Potere di sollevamento:
P=4,5 kg per alimentazione a c.a.
P=18,1 kg per elettromagneti a c.c. o magneti permanenti
Istituto Italiano della Saldatura
ENTE MORALE
39/44
Controllo con particelle magnetiche
Vantaggi del metodo con particelle magnetiche
• È in grado di rilevare discontinuità superficiali e subsuperficiali
• Pezzi di geometria anche complessa possono essere
controllati con semplicità
• la pulitura preliminare delle superfici è meno critica
rispetto ad altri metodi (PT): la maggior parte dei prodotti
inquinanti non altera la direzione e l’intensità delle linee di
flusso
• Il metodo è rapido e le indicazioni risultano visibili
direttamente sulla superficie,
• I costi sono complessivamente contenuti
• Le attrezzature risultano portatili, con notevole flessibilità nel
caso dei controlli in campo
Istituto Italiano della Saldatura
ENTE MORALE
40/44
Controllo con particelle magnetiche
Limitazioni del controllo con particelle magnetiche
• Il metodo è inapplicabile a materiali non ferromagnetici
(numerosi acciai inossidabili, leghe di Al, Mg, Ti, Cu, Ni ed
altre)
• Per controlli in posizione devono essere utilizzati rivelatori
idonei
• In alcuni casi può essere necessario rimuovere verniciature
o strati protettivi superficiali per raggiungere la desiderata
sensibilità di controllo
• La capacità di rilevare discontinuità subsuperficiali è
limitata
• Si rendono spesso necessari la pulitura dopo il controllo e la
smagnetizzazione
• E’ fondamentale l’orientamento tra il piano della
discontinuità e la direzione del campo magnetico
Istituto Italiano della Saldatura
ENTE MORALE
41/44
Controllo con particelle magnetiche
Verbale
di Prova
Istituto Italiano della Saldatura
ENTE MORALE
42/44
Controllo con particelle magnetiche
Verbale
di Prova
Istituto Italiano della Saldatura
ENTE MORALE
43/44
Controllo con particelle magnetiche
Verbale
di Prova
Istituto Italiano della Saldatura
ENTE MORALE
44/44
")