LAVORAZIONI MEDIANTE
ELETTRO - EROSIONE
Electro Discharge Machining - EDM
1
Tecnologie Speciali
ELETTROEROSIONE
Processo di sagomatura in cui una
serie di scariche elettriche si innescano
tra l’elettrodo utensile e il pezzo in
lavorazione (elettrodo pezzo)
provocandone l’erosione.
Sul pezzo viene riprodotta in negativo
la forma dell’utensile.
2
Tecnologie Speciali
1
Si tratta di un processo principalmente termico (un materiale
elettricamente conduttore viene eroso da una successione di
scariche elettriche)
Alcune caratteristiche, quali la struttura o la durezza o il carico di
rottura del metallo in lavorazione sono ininfluenti sia sulla velocità
di asportazione sia sulla qualità ottenibile
L’asportazione del materiale non richiede il contatto diretto tra
utensile e pezzo
Proprietà fondamentali:
1) possibilità di lavorare metalli o leghe dure di difficile
lavorabilità con i metodi convenzionali
2) possibilità di riprodurre qualsiasi forma geometrica in 2 o 3
dimensioni
3
Tecnologie Speciali
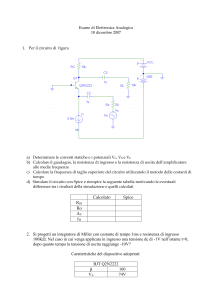
Confronto tra tecnologie ad asportazione di materiale
MRR Tolleranza Ra
[mm3/min] [mm]
[m]
Truciolo
105
0.01
1
Rettifica
103
0.001
0.3
Lappatura
100
00001
0.03
0.01
0.2
Elettroerosione 102
Laser
103
0.5
10
AWJ
104
0.05
5
Elettrochimiche 103
0.05
0.3
Ultrasuoni
102
0.005
0.1
Stato superficiale
incrudito
incrudito
poco incrudito
fuso
fuso
incrudito
inalterato
incrudito
MRR: Material Removal Rate; in tabella sono riportati valori medi
MRR
truciolo
elettroerosione
In funzione della durezza del materiale
HB
4
Tecnologie Speciali
2
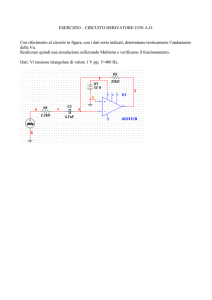
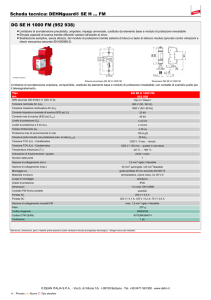
ELETTROEROSIONE A TUFFO
• Si basa sulla azione termica di
scariche elettriche tra utensile e
pezzo (l’asportazione di materiale
si ha per effetti termici, ma anche
elettrici e meccanici)
Dielettrico
Utensile
Gap (0.025 mm)
• Per aumentare l’efficienza delle
scariche, queste vengono fatte
scoccare all’interno di un liquido
dielettrico. Il dielettrico
diminuisce la sezione dell’arco
Pezzo
Volume asportato
5
Tecnologie Speciali
• La lavorazione non dipende dalle caratteristiche meccaniche
del materiale ma dalle sue caratteristiche fisico/termiche
La scintilla scocca dove si ha la distanza minima utensile-pezzo e/o
dove si ha la massima conducibilità locale del fluido.
Si ha sempre soltanto una scintilla alla volta.
6
Tecnologie Speciali
3
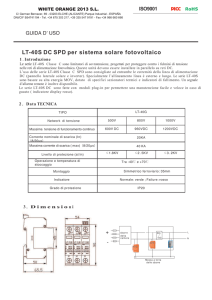
IL SISTEMA
Dielettrico in pressione
Servo meccanismo
di avanzamento
dell'utensile
Utensile
Generatore
di impulsi
Dielettrico
Velocità di rimozione (400A):
0 cm3/min
f
Tolleranze dimensionali:
0.020.12 mm
Pezzo
Rugosità superficiale (Ra):
0.212 m
Isolante
( sono indicati i range
più ampi)
Pompa
Serbatoio dielettrico
7
Tecnologie Speciali
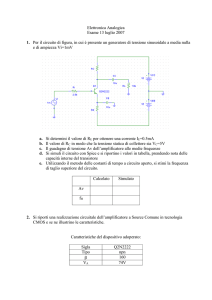
IL CIRCUITO DI LAZARENKO (1943)
Il primo circuito è stato messo
a punto da Lazarenko (circuito
“RC” o “a rilassamento”):
V
Tensione al
generatore
Vr
Tensione di
rottura
t
Corrente
(>1000 A)
I
Is
t on
t off
t
t tot
8
Tecnologie Speciali
4
PARAMETRI TIPICI DEL PROCESSO
(LAZARENKO)
V
Tensione al
generatore
Tensione
(in continua)
100 - 500 V
Corrente
1000 A
Vr
Tensione di
rottura
Tempo scarica
0.1 µs
Tempo totale
200 µs
t
Corrente
(>1000 A)
I
Is
t on
9
t
t off
t tot
Tecnologie Speciali
PARAMETRI TIPICI DEL PROCESSO
(LAZARENKO)
Temperature d’esercizio molto elevate
Frequenze di scarica molto bassa
alta probabilità di
fondere l’utensile
processo lento
10
Tecnologie Speciali
5
CIRCUITO DI GENERAZIONE DEGLI
IMPULSI
V
Vr
Utilizzando dei circuiti elettronici di
potenza è possibile controllare la
forma dell’impulso
t
I
Is
t on
t tot
t
t off
11
Tecnologie Speciali
VANTAGGI RISPETTO AL CIRCUITO DI
LAZARENKO
• alto rendimento del processo
• possibilità di regolare tempo di scarica e intervallo fra una
scarica e l’altra
• possibilità di regolare la corrente di scarica
• tensione di scarica costante
• frequenze di funzionamento elevate
• possibilità di controllare la forma dell’impulso di corrente
• temperatura massima raggiunta nel processo inferiore (minore
usura dell’utensile e minori sollecitazioni sul pezzo in
lavorazione)
12
Tecnologie Speciali
6
CONTROLLO IN ANELLO CHIUSO
DELL’AVANZAMENTO
Per mantenere costante la distanza pezzo - utensile occorre
controllare l’avanzamento dell’utensile. Il controllo in anello chiuso
viene effettuato rilevando la forma dell’impulso (rilevando un corto
circuito o un’eccessiva tensione di break-down) e imponendo
l’avanzamento.
13
Tecnologie Speciali
PARAMETRI TIPICI DEL PROCESSO
GENERATORE
DI IMPULSI
LAZARENKO
Tensione
60 - 120 V
Tensione
(in continua)
100 - 500 V
Corrente
1 - 10 A
Corrente
1000 A
Tempo scarica
(ton)
0.1 - 100 µs
Tempo scarica
(ton)
0.1 µs
Tempo totale
(ttot)
10 - 200 µs
Tempo totale
(ttot)
200 µs
14
Tecnologie Speciali
7
EFFICIENZA DEL CIRCUITO
Il processo di conduzione del calore richiede tempo. A parità di energia
per impulso si ha:
I bassa
ton lungo
I elevata
ton breve
Bassa velocità di rimozione
Elevata finitura superficiale
Elevata velocità di rimozione
Scarsa finitura superficiale
Circuito di Lazarenko
Circuito a generazione di impulsi
Alcuni impianti utilizzano il circuito di Lazarenko per la finitura e
il generatore di impulsi per la sgrossatura.
15
Tecnologie Speciali
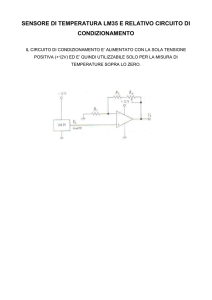
INFLUENZA DEI PARAMETRI DI PROCESSO
La massa di materiale rimosso ad ogni impulso aumenta sia all’aumentare della
corrente, sia all’aumentare del tempo di scarica ton. Anche all’aumentare della tensione
di scarica, aumenta il materiale rimosso. A parità degli altri parametri, aumentare uno
di questi fattori significa aumentare anche la rugosità.
Effetto della corrente:
Effetto del tempo
di scarica:
1A
2A
3A
4A
t0
2t 0
3t 0
4t 0
16
Tecnologie Speciali
8
INFLUENZA DEI PARAMETRI DI PROCESSO
A pari energia erogata in un dato lasso di tempo, aumentare la
frequenza di scarica significa migliorare la rugosità.
Effetto della frequenza:
Frequenze tipiche
f: 180 Hz in sgrossatura
f: centinaia di kHz in finitura
Più piccolo è il gap e migliore risulta la qualità; il flusso del
dielettrico incontra però maggiori resistenze.
Gap tipico: 0.0120.050 mm
(controllato tramite le grandezze elettriche)
17
Tecnologie Speciali
IL MECCANISMO
La generazione della scarica elettrica può essere suddivisa in diversi momenti:
Aumento della tensione.
Si forma un campo elettrico
nella posizione di minore
resistenza (minore distanza
e/o maggiore conducibilità).
Si forma un ponte di
particelle a carica negativa
emesse dal catodo. Parziale
ionizzazione del dielettrico.
18
Termina l’effetto isolante
del fluido dielettrico.
La tensione diminuisce e
inizia il passaggio di
corrente. Ionizzazione.
Tecnologie Speciali
9
Le particelle con carica negativa
e positiva migrano
rispettivamente verso l’anodo ed
il catodo. La corrente aumenta e
la tensione diminuisce.
Inizia a formarsi un canale di
vapore e incomincia il processo
di fusione.
Il canale di scarica si
espande, la tensione e la
corrente iniziano a
stabilizzarsi
Aumento della temperatura
(4000-10000 °C) e della
pressione del vapore (fino a
20 MPa).
19
Cessa la generazione di calore per
la caduta della corrente.
Il canale di scarica rapidamente
scompare. Il metallo vaporizzato
si solidifica rapidamente nel fluido
dielettrico sotto forma di
microsfere cave, quello fuso si
solidifica in microsfere piene.
La bolla di vapore
implode generando
un’azione dinamica
che ha l’effetto di
proiettare il metallo
fuso all’esterno del
cratere.
20
La scarica elettrica e il calore
arrivano alla massima
intensità.
La bolla di vapore si
espande.
A questo punto il circuito
elettrico viene aperto.
Tecnologie Speciali
I residui generati durante
il processo sono costituiti
da particelle di metallo,
carbonio (dalla scissione
del dielettrico) e gas.
Viene chiuso il circuito
per dare inizio
all’impulso successivo.
Tecnologie Speciali
10
Microsfere formate dal
metallo fuso e vaporizzato
Le microsfere realizzate dal
metallo fuso sono piene
mentre quelle che si
condensano dal metallo
vaporizzato sono vuote
(cenosfere)
Sfera cava
Sfera piena
21
+
e-
Tecnologie Speciali
All’inizio del ciclo, il contributo più importante è dato dagli
elettroni (massa piccola quindi più mobilità) che colpiscono
l’anodo.
Velocità di erosione
[volume/tempo]
(MRR)
Catodo
All’aumentare di ton interviene anche
il contributo degli ioni positivi (meno
mobili), che accelerano verso il catodo
aumentandone l’erosione. Il catodo
può arrivare a subire il 99%
dell’erosione totale.
Anodo
0,5 s 3 s
22
30 s
ton
Tecnologie Speciali
11
La velocità di rimozione agli elettrodi è differente e dipende da
polarità, temperatura di fusione dei metalli, durata e intensità delle
scariche.
Elettroerosione a tuffo (EDM): si usa polarità diretta
(CATODO: materiale; ANODO: utensile); ton > 30 s
Elettroerosione a filo (WEDM): si usa polarità inversa
(CATODO: utensile; ANODO: materiale); ton 2 s
Catodo
Volume
asportato
al catodo
Catodo
WEDM
Anodo
Anodo
EDM
Volume
asportato
all’anodo
23
Tecnologie Speciali
12