Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
PROTEZIONE DALLA CORROSIONE
Essendo tante le forme di corrosione e tante le cause che la determinano, sono anche tanti i
sistemi utilizzabili per prevenire i processi corrosivi o per limitarne gli effetti.
A seconda del tipo di corrosione si ha:
•
•
•
•
Protezione contro gli agenti atmosferici di ossidazione e di attacco chimico (aria, vapore
acqueo, biossido di carbonio ecc.)
Protezione contro il contatto diretto e prolungato di metalli con acqua dolce, acqua di mare,
soluzioni particolari ecc.
Protezione contro l’azione di gas (cloro, ozono, vapori nitrosi ecc.)
Protezione contro l’azione dovuta alla corrosione elettrica.
PROTEZIONE DEI METALLI DALLA CORROSIONE UMIDA
Perché non si verifichi la corrosione umida, bisogna che non si verifichi qualcuno dei casi
seguenti:
•
•
Il sistema elettrochimico NON deve generare forze elettromotrici;
NON deve esserci collegamento metallico fra anodo e catodo, cosicché non possa circolare
corrente elettrica;
Se non si verificano le suddette condizioni, non si verifica la “pila” e non può avvenire la
corrosione all’anodo.
Fin dalla fase di progettazione occorre evitare che si generino forze elettromotrici e, quindi, pile
galvaniche. Si può interrompere il circuito elettrico isolando l’elettrodo dalla soluzione e, quindi,
sottraendolo all’azione dell’ambiente che lo contiene.
Non sempre è possibile evitare la pila di corrosione, ma in molti casi è possibile prevedere, fin
dalla fase di progetto, la possibilità di corrosione e prevenirla nella maniera più opportuna.
Si deve evitare, per esempio, di mettere metalli diversi a contatto fra loro e nello stesso elettrolita
(per esempio il terreno).
Ricordando la legge di Ohm, indicando con V la tensione ai capi di un conduttore, I l’intensità
della corrente circolante, R la resistenza del conduttore, si ha:
I=V/R
Da tale relazione si deduce che per limitare il valore della corrente I circolante in un conduttore,
è sufficiente aumentare il valore della resistenza R presente nel circuito. E’ ciò che si fa nei sistemi
di isolamento con vernici e rivestimenti.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 1
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
IMPIEGO ED ACCOPPIAMENTO DI MATERIALI OPPORTUNI
Il progettista ed il tecnologo, in fase di
progettazione, per diminuire il rischio di corrosione
galvanica, devono seguire alcune importanti
precauzioni:
•
Scegliere combinazioni di metalli vicini nella
serie dei potenziali;
• L’area del metallo meno nobile deve essere
superiore rispetto a quella del metallo più
nobile;
• Isolare i due metalli con vernici, materie
plastiche ecc.;
• Per unire due metalli diversi evitare di ricorrere a filettature;
• Modificare l’ambiente corrosivo:
1. Degassando l’acqua o le soluzioni acquose (utile è la deossigenazione)
2. Purificando ed essiccando l’ambiente gassoso
3. Modificando l’ambiente corrosivo tramite sostanze inibitrici, che
nell’ambiente impediscono, o comunque ritardano, l’avvio della corosione
•
introdotte
Progettando con razionalità il tipo di struttura o di impianto, per ridurre i pericoli della
corrosione, evitando per esempio tutto ciò che può favorire la presenza di umidità.
Già in fase di progetto occorre prevedere le condizioni di esercizio dell’oggetto e l’ambiente in
cui esso troverà collocazione. Occorre conoscere la durata del prodotto e, in funzione di essa,
trovare il tipo di protezione più opportuno.
-
SCELTA DEL MATERIALE
Sono sempre di più i prodotti industriali che devono operare in ambienti corrosivi ed a
temperature elevate. Ciò comporta un aumento dei fenomeni della corrosione, che si aggiungono a
quelli naturali dell’atmosfera e dell’acqua. Per questo è necessaria una scelta ponderata dei
materiali, che devono essere adatti alla singola applicazione.
E’ importante conoscere il comportamento dei materiali sotto l’azione della corrosione, in modo
da scegliere quello più idoneo per potere garantire una maggiore durata del manufatto, anche
compensando un eventuale maggiore costo iniziale rispetto all’uso di materiali meno idonei o più
scadenti.
•
La resistenza alla corrosione atmosferica delle leghe ferrose dipende dalla natura
dell’atmosfera, cioè dalla sua composizione chimica e dal grado di umidità, oltre che dalla
durata dell’esposizione. La resistenza alla corrosione delle leghe ferrose interrate dipende
dall’umidità e dal grado di salinità del terreno.
Gli acciai al carbonio e le ghise grigie hanno poca resistenza
alla corrosione. Più resistenti sono gli acciai e le ghise al
cromo-nichel.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 2
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
Gli acciai inossidabili sono i materiali che trovano le maggiori e più importanti applicazioni
grazie alle caratteristiche di inalterabilità agli agenti atmosferici e di resistenza negli ambienti
corrosivi.
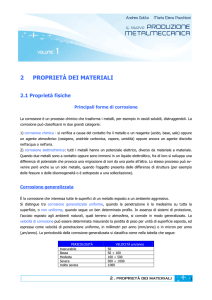
Il termine “inossidabili” non corrisponde alla vera natura di questi metalli: essi, infatti, sono
“ossidabilissimi”, vale a dire hanno la possibilità di “autopassivarsi” cioè di ricoprirsi di uno strato
di ossido invisibile ed estremamente sottile, il film di passività, che protegge il metallo sottostante
dagli attacchi corrosivi. Ciò in virtù di una
quantità di Cromo (Cr) nella composizione della
lega che deve essere come minimo del 10,5%,
secondo quanto previsto dalla norma EN 10020.
Oltre al tenore di Cromo, altro presupposto
importante per la formazione del film di passività
è la presenza di un ambiente ossidante (come ad
esempio l’aria che si respira, l’acqua, soluzioni
varie ecc.) che ne promuova il processo
spontaneo di formazione o di ripristino, nel caso
in cui venga danneggiato.
Il tutto è schematicamente rappresentato nella
figura a lato.
Questo concetto è molto importante ai fini di
una buona tenuta nel tempo e per contrastare in maniera adeguata i diversi casi di corrosione. È
necessario infatti consentire al materiale, sia in fase di lavorazione che di messa in opera, di poter
scambiare con l’ambiente che lo circonda una sufficiente quantità di ossigeno, in modo da poter
essere considerato nelle ottimali condizioni di passivazione.
Naturalmente questo film passivo può essere più o meno resistente e più o meno ancorato al
materiale a seconda della concentrazione in cromo presente nella lega e a seconda dell’eventuale
presenza di altri elementi (es. molibdeno).
È chiaro, quindi, che esistono diversi “gradi” di inossidabilità e di resistenza alla corrosione.
In sintesi, le condizioni perché un acciaio inossidabile possa garantire una buona resistenza alla
corrosione elettrochimica sono:
- avere una percentuale di cromo superiore al 12 %, in modo da assicurare la capacità di
passivazione;
- possedere struttura monofasica, per evitare il costituirsi di pile locali;
- non esserci presenza di impurezze o inclusioni, che possono essere un innesco della
corrosione;
- assenza di tensioni interne;
Gli acciai inossidabili ferritici hanno buona resistenza al calore ed ottima inossidabilità.
Gli acciai inossidabili martensitici diventano tali solo dopo il trattamento termico di tempra e di
rinvenimento, altrimenti sarebbero meno inossidabili di quelli ferritici. Hanno anche discrete
caratteristiche meccaniche.
Gli acciai inossidabili austenitici, al contrario di quelli martensitici, variano le loro caratteristiche
meccaniche solo dopo lavorazioni a freddo che determinano incrudimento. Sono gli acciai
inossidabili maggiormente utilizzati sia a bassa che ad alta temperatura ed in ambienti molto
aggressivi quali quelli delle centrali nucleari e dei recipienti a pressione contenenti fluidi pericolosi
per industrie chimiche.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 3
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
A differenza del ferro, che reagendo all'aria umida forma un solido scaglioso e friabile noto
come ruggine (fenomeno della corrosione), alcuni metalli come ad esempio zinco, alluminio, titanio
e rame, reagendo all'aria umida formano una patina protettiva solida e compatta che protegge il
metallo sottostante da ulteriore ossidazione. Tale processo, come detto in precedenza, è noto come
passivazione.
•
La resistenza alla corrosione atmosferica del rame e sue leghe è ottima, grazie alla
formazione in superficie di un ossido aderente e senza porosità.
Il rame si ossida facilmente all’aria umida formando
idrossido rameico il quale, reagendo con l’anidride
carbonica disciolta nell’acqua, forma un carbonato
monobasico rameico che è responsabile della
formazione di quella patina verde (verderame) che
ricopre il rame esposto all'aria umida:
Cu(OH)2 + CO2 + H2O → [Cu(OH)]2CO3 + 2 H2O
•
La resistenza alla corrosione è notevole in alcune leghe del nichel, come per esempio nel
Monel.
•
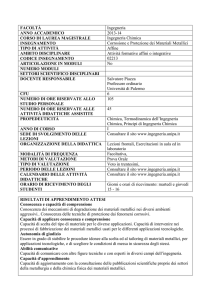
Resistono bene alla corrosione atmosferica anche
l’alluminio e le sue leghe, grazie alla formazione
di uno strato protettivo di ossido anticorrosivo.
Nell’immagine a lato è visibile la corrosione
dell’alluminio operata dalla presenza dell’acqua
nel carter di una lambretta.
•
Il piombo è utilizzato in parecchie applicazioni
(per esempio nella fabbricazione delle condotte per l’acqua) grazie alla sua ottima resistenza
alla corrosione chimica.
RIVESTIMENTO SUPERFICIALE
La protezione passiva delle superfici metalliche, dalla corrosione, consiste fondamentalmente nel
separare il metallo dall’ambiente esterno che potrebbe aggredirlo, mediante un opportuno
rivestimento protettivo.
I rivestimenti possono classificarsi in due categorie:
•
•
Rivestimenti metallici
Rivestimenti non metallici
Un rivestimento ottimale deve essere:
•
•
•
•
•
Insensibile all’attacco dell’ambiente
Impermeabile
Perfettamente aderente all’oggetto
Resistente alle sollecitazioni esterne che potrebbero allontanarlo dalla superficie metallica
Riparabile, per ripristinare lo strato protettivo in caso di rottura.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 4
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
Prima di procedere al rivestimento, di qualunque tipo esso sia,
bisogna eliminare dalla superficie da proteggere lo strato di ossido
che spesso si forma in seguito a precedenti lavorazioni o trattamenti,
oppure le sostanze grasse con cui si cospargono le superfici per
evitare l’ossidazione durante la permanenza in magazzino.
Occorre assolutamente procedere ad una preparazione accurata
delle superfici, eliminando le parti corrose o ossidate del metallo.
Spesso gli insuccessi derivano dall’avere trascurato, o non bene
eseguito, l’operazione di pulitura delle superfici. Si deve asportare tutto ciò che non è perfettamente
aderente al metallo (per esempio la ruggine), comprese le tracce di umidità, le sostanze untuose ed i
sali solubili.
PREPARAZIONE DELLE SUPERFICI
Può avvenire in due modi:
•
•
Mediante sgrassatura
Mediante disossidazione
1) La preparazione della superficie mediante sgrassatura
si realizza utilizzando:
•
•
•
•
Solventi liquidi (petrolio, benzina …) cosparsi sui
pezzi mediante pennelli;
Vapori di solventi (trielina …), che sciolgono i
residui grassi senza alcun intervento manuale;
Soluzioni alcaline (soda caustica …) alla
temperatura di 50 – 60 °C;
Soluzioni elettrolitiche (acqua, fosfato trisodico,
carbonato sodico, cianuro sodico e idrato sodico)
in vasche ove è immerso il cesto contenente i
pezzi: il cesto con i pezzi funge da catodo, mentre
la vasca funge da anodo.
2) La
preparazione
della
superficie
mediante
disossidazione si realizza in uno dei seguenti modi:
•
•
•
•
Sabbiatura, scagliando sulla superficie ossidata un
getto di sabbia quarzifera o una graniglia metallica
indurita;
Barilatura, facendo rotolare i pezzi da pulire in un
recipiente contenente sabbia quarzifera mista ad
acqua;
Smerigliatura, pulendo i pezzi uno alla volta mediante
mola;
Decapaggio chimico od elettrolitico, immergendo i
pezzi in bagni appropriati in cui si liberano
dall’ossido superficiale.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 5
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
1) RIVESTIMENTI METALLICI
I rivestimenti metallici si realizzano prevalentemente mediante trattamenti galvanici
Tra i più importanti sono:
•
•
•
•
•
Elettrodeposizione (zincatura, stagnatura)
Immersione in metallo fuso (zincatura, banda stagnata)
Placcatura
Metallizzazione a spruzzo
Trattamenti per diffusione
ELETTRODEPOSIZIONE
Particolarmente importanti risultano nella pratica gli elettrodepositi (trattamenti galvanici) di
zincatura, stagnatura, cadmiatura, ramatura, nichelatura e cromatura.
Si tratta del deposito su oggetti metallici di un sottile strato di altro metallo a scopo protettivo.
Il deposito si può realizzare facendo passare gli oggetti da rivestire (che fungono da catodo nel
circuito elettrolitico) in vasche contenenti le soluzioni elettrolitiche ed il materiale che costituisce il
rivestimento (che funge da anodo).
Collegati gli oggetti al polo negativo e gli anodi al polo positivo del generatore, si determina in
continuo la dissoluzione del materiale dagli anodi ed il deposito dello stesso sulle superfici.
Lo strato ossidato ottenuto ha uno spessore medio di 10 µ, è molto duro, chimicamente inerte in
molti ambienti, resistente all’usura ed elettricamente isolante.
Il procedimento più usato di ossidazione anodica prevede l’uso di vasche contenenti soluzioni di
acido solforico.
Alla ossidazione può seguire il trattamento di colorazione mediante immersione in soluzioni
speciali.
Uno dei metalli più utilizzati per rivestire le leghe ferrose è lo zinco, che ha una buona resistenza
alla corrosione atmosferica, dal momento che si ricopre di una pellicola insolubile formatasi a causa
della reazione con i gas dell’aria. Lo zinco, inoltre, data la sua posizione nella scala dei potenziali
dei metalli, protegge il ferro in caso di formazione di pile galvaniche: si ha uno spostamento di ioni
di zinco verso il ferro e non viceversa.
•
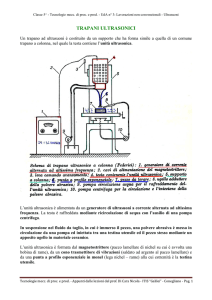
Processo elettrolitico di zincatura
La formazione del rivestimento di zinco
sull’acciaio per via elettrolitica si ottiene
facendo passare corrente elettrica in una
cella contenente una soluzione acida o
alcalina di sali di zinco che funge da
elettrolita.
La lega ferrosa da proteggere (per
esempio acciaio) si comporta da catodo,
mentre lo zinco funge da anodo. Sotto
l’azione della corrente elettrica, gli ioni di
zinco si depositano sul catodo (cioè
sull’acciaio), mentre dall’anodo si staccano
ed entrano continuamente in soluzione
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 6
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
nuovi ioni di zinco, cosicché il loro numero nella soluzione si mantenga costante. Man mano che
l’elettrodo di zinco si consuma, l’oggetto d’acciaio si ricopre di un sottile strato di zinco.
•
Stagnatura elettrolitica
Il processo di stagnatura elettrolitica a cui viene sottoposto un lamierino di acciaio si esegue con
le stesse modalità della zincatura.
Dopo avere preparato opportunamente il nastro, esso è fatto passare entro un apposito bagno
elettrolitico contenuto in vasche. Gli anodi sono costituiti da barre di stagno purissimo, mentre il
lamierino d’acciaio funge da catodo. In seguito all’immissione di corrente continua ad elevata
intensità, per effetto dell’elettrolisi, una quantità di particelle di stagno degli anodi si deposita
progressivamente sul nastro d’acciaio durante l’avanzamento nelle vasche.
Poiché in seguito a tale operazione la superficie del nastro assume un aspetto opaco (dovuta alla
semplice deposizione dello stagno sulla lamiera di base), si esegue una operazione di “finitura”
facendo passare il nastro in un forno a muffola alla temperatura di 232 °C, ove lo stagno fonde e
forma la lega Fe Sn2 , che si compenetra con l’acciaio di base e conferisce brillantezza.
IMMERSIONE IN METALLO FUSO
•
Zincatura per immersione a caldo
La zincatura per immersione a caldo è uno dei più diffusi metodi di protezione delle leghe
ferrose. E’ costituita dalle seguenti fasi:
1. Sgrassaggio, che ha lo scopo di eliminare i grassi dalla superficie degli oggetti da zincare
2. Decapaggio o sabbiatura, che consente di eliminare gli ossidi superficiali
3. Flussaggio, che ha lo scopo di proteggere, dopo il lavaggio ed il decapaggio, l’oggetto da
ogni rischio di ossidazione
4. Zincatura, mediante immersione dell’oggetto in un bagno di zinco alla temperatura di 450
°C, per un tempo variabile da alcuni secondi ad alcune decine di minuti.
Si costituisce non un semplice rivestimento ma
una combinazione metallurgica formata da una
vera e propria lega di spessore di 70 ÷ 120 µm.
All’analisi metallografica, tra l’acciaio e lo strato
di zinco esterno, appaiono strati intermedi di leghe
ferro-zinco.
Lo zinco presente nel rivestimento determina la
sua azione protettiva non solo perché costituisce
una “barriera”, ma anche per le sue caratteristiche
elettrochimiche, che vedono il suo potenziale più
elettronegativo rispetto a quello del ferro, per cui, se una parte del rivestimento dovesse screpolarsi
e l’acciaio dovesse trovarsi immerso in un elettrolita, si ha un passaggio di corrente dallo zinco al
ferro, lo zinco invia ioni in soluzione, si corrode al posto del ferro comportandosi da anodo. In
pratica si ricostituisce uno strato protettivo simile a quello realizzato industrialmente.
•
Stagnatura a immersione
Nel processo di stagnatura a immersione, il lamierino di acciaio, in fogli, dopo essere stato
opportunamente preparato, è immerso in un bagno di stagno fuso alla temperatura di circa 320 °C.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 7
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
Il lamierino è quindi immerso in olio di palma per evitare l’ossidazione dello stagno, è
raffreddato con correnti d’aria ed è pulito ed asciugato.
PLACCATURA
La placcatura è eseguita facendo aderire al foglio di lamiera da proteggere, d’acciaio o di lega
leggera, un lamierino di rivestimento. Questo è applicato mediante un’onda d’urto esplosiva oppure
per laminazione a caldo. Il legame tra i due materiali metallici avviene per compenetrazione dei
cristalli.
Per evitare che la superficie del metallo placcato sia danneggiata da scaglie di laminazione, viene
formato un “pacco”. Il procedimento permette di ottenere contemporaneamente due lamiere
placcate. Le lamiere di base vengono a trovarsi all’esterno e quelle di placcatura, più pregiate,
all’interno.
METALLIZZAZIONE
La metallizzazione consiste nel proiettare sulla
superficie metallica da proteggere dello zinco finemente
polverizzato.
Sono usate delle speciali pistole nelle quali lo zinco
viene fuso tramite una miscela ossigeno-acetilene od
ossigeno-propano. Lo zinco è quindi proiettato da un
getto di aria compressa sotto forma di nuvola costituita
da piccolissime gocce che, al momento dell’impatto con
la superficie da proteggere, sono ancora allo stato
liquido.
La metallizzazione consente di proteggere contro la
corrosione anche superfici di grande ampiezza e di forma complicata (per esempio ponti, serbatoi
ecc.).
La superficie da metallizzare deve essere precedentemente preparata con grande accuratezza.
La metallizzazione a spruzza dello zinco è regolata dalle Norme UNI 5101-62 e 5102-62.
Altri agenti ricoprenti sono l’alluminio, il rame, l’ottone, lo stagno ed il piombo.
2) RIVESTIMENTI NON METALLICI
I materiali non metallici impiegati come protezione contro la corrosione sono di vario genere. Si
distinguono comunque:
•
•
Materiali inorganici
Materiali organici
1) Tra i primi bisogna ricordare il conglomerato
cementizio (calcestruzzi e malte), che costituisce un
valido rivestimento per i materiali ferrosi utilizzati
nell’edilizia.
L’impiego è determinato dal fatto che ferro ed acciaio,
in ambiente alcalino, si passivano.
Utilizzati sono anche gli smalti, prodotti vetrosi
ottenuti per fusione di una miscela di sabbia, argilla,
feldspato e fondenti vari, ai quali si aggiungono composti
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 8
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
di nichel, cobalto, cromo o rame. Essi resistono alla corrosione fino ad 800 °C in ambienti liquidi e
fino a 400 °C in ambienti gassosi.
Le miscele, finemente macinate, sono applicate a spruzzo o a pennello sulle lamiere o su oggetti
metallici e quindi cotte a temperature variabili da 600 a 1200 °C.
Pure utilizzati sono i materiali ceramici, come la porcellana ed il gres, come rivestimenti di
vasche per processi galvanici, di serbatoi ecc.
2) Tra i secondi, di notevole interesse sono le materie plastiche (termoplastiche e
termoindurenti). In particolare ricordiamo i seguenti:
-
-
il polietilene, impiegato per la fabbricazione di tubi e fogli da rivestimento anticorrosivo o
utilizzato sotto forma di polvere lanciata con una corrente d’aria sui pezzi metallici
precedentemente riscaldati;
il teflon (P.T.F.E.), che non è attaccato nemmeno dall’acqua ragia, sopporta temperature fino
a 200 °C ed è utilizzato per la fabbricazione di premistoppa, tubi e filtri.
Le materie plastiche trovano largo impiego per rivestire strutture metalliche nell’industria
chimica e nelle condotte interrate.
Materie plastiche tipo PVC e suoi
derivati
sono
utilizzati
per
il
rivestimento di metalli (ferrosi, leghe
leggere, leghe di rame, acciaio inox, ecc.)
come applicazione protettiva per uso
tecnologico, antirumore, decorativo in
particolar modo nei casi in cui l’effetto
decorativo è prevalente (ad esempio
maniglie, manici di pinze, ecc.). Il
materiale plastico viene essere reso perfettamente aderente alla superficie metallica mediante
l’impiego di appropriato primer. In questo processo il pezzo viene pulito tramite sabbiatura, poi
sull’oggetto viene applicato il primer, successivamente viene scaldato e immerso nella vasca
contenente il materiale plastico di diversi colori e durezze, infine viene cotto in appositi forni.
Purtroppo molte materie plastiche, sotto l’azione della luce e del calore possono cedere,
determinando fessurazioni e discontinuità, che mettono allo scoperto parte del materiale metallico,
che diviene sede di corrosione localizzata.
Per gli organi meccanici non va sottovalutata la protezione temporanea realizzata mediante
mezzi protettivi a film oleoso, che sono applicati per immersione, a spruzzo o a pennello (dopo
un’accurata pulizia della superficie).
Per le reti tubiere va particolarmente ricordata la protezione con rivestimenti organici a base di
materiali bituminosi.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - Conegliano Pag. 9
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
PROTEZIONE MEDIANTE VERNICIATURA
E’ uno dei metodi di protezione dalla
corrosione più utilizzati. Basti pensare alle
carrozzerie delle automobili ed alle carcasse
degli elettrodomestici.
La verniciatura, agli effetti della protezione
dalla corrosione, è utilizzata soprattutto in difesa
della corrosione atmosferica dovuta all’umidità.
Non esiste una pittura antiruggine perfetta, in
grado di dare assoluta garanzia di resistenza nel
tempo alla corrosione.
Una vernice dovrebbe avere dei requisiti, appresso elencati, che purtroppo non sono presenti in
un unico prodotto:
-
aderenza all’oggetto da proteggere
impermeabilità all’aria ed all’umidità
resistenza agli agenti corrosivi
resistenza alle radiazioni luminose
azione passivante del metallo
caratteristiche di elasticità e plasticità
stabilità in un intervallo convenientemente ampio di temperatura
resistenza ai colpi ed all’abrasione
atossicità
aspetto estetico gradevole
La scelta del tipo di vernice dipende dalle proprietà che si richiedono alla superficie metallica da
ricoprire. Perché la protezione anticorrosione abbia completamente risultato, in pratica si deve
ricorrere a diversi strati di vernici protettivi.
1° strato (strato di base)
Dopo una accurata e scrupolosa operazione di pulitura della superficie da proteggere, si applica
un primo strato di vernice il cui scopo è quello di consentire un intimo contatto tra la superficie ed il
successivo strato di finitura. Ha cioè una funzione di ancoraggio.
Lo strato di base, dopo che si è essiccato, deve mantenere flessibilità e costituire una pellicola
aderente alla superficie in modo da potere resistere ad eventuali deformazioni. Esso contiene ossidi
di zinco o di ferro ed altre sostanze in grado di esercitare
un’azione passivante di ossidazione.
2° strato
Conferisce resistenza agli agenti atmosferici, alle
radiazioni luminose ed all’abrasione. Aggiunge durezza e
forma una barriera all’ossigeno ed all’umidità.
Il secondo strato può essere costituito in realtà da più
strati, contenendo leganti, pigmenti, solventi liquidi e
diluenti:
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - ConeglianoPag. 10
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 1 – Protezione dalla corrosione
-
-
il legante (olio, bitume, resina sintetica …) permette l’impermeabilità, l’elasticità, la
resistenza agli agenti chimici, l’isolamento elettrico;
i pigmenti (sostanze insolubili come la grafite, la polvere di zinco e quella di alluminio …)
danno al legante la durezza ed aumentano la resistenza alla corrosione, favorendo le
condizioni di passività;
i solventi liquidi (anidri, neutri o valatili) fluidificano il legante per migliorare l’applicabilità
della vernice a spruzzo, a pennello o ad immersione;
i diluenti (che devono poi evaporare senza lasciare reazioni residue nello strato) hanno lo
scopo di ridurre la viscosità della vernice e facilitare quindi l’applicazione.
3° strato
Costituisce lo smalto di finitura con funzione decorativa, aumenta lo spessore e la resistenza
complessiva dell’oggetto.
PROTEZIONE CATODICA
E’ un tipo di protezione attiva dalla corrosione ed adatta nel caso della protezione dalla
corrosione dovuta a correnti vaganti.
Quando una struttura metallica interrata (per esempio una condotta) è attraversata da una
corrente elettrica, subisce una corrosione nel punto (anodo) in cui gli elettroni lasciano la struttura
stessa. Tale tipo di corrosione si può evitare impedendo la fuoriuscita delle cariche elettriche
negative. Uno dei metodi utilizzati è quello galvanico.
•
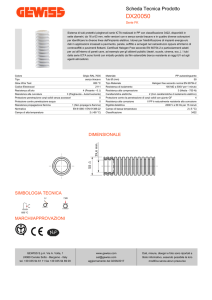
Metodo galvanico
Si realizza una coppia galvanica installando nel
terreno un elettrodo formato da un metallo che
nella serie elettrochimica assume un potenziale
elettronegativo alto (meno nobile). Si ottiene così
una corrente di elettroni che passano dall’elettrodo
(anodo) alla struttura da proteggere. La struttura
non può più cedere elettroni e quindi non si
corrode. Al contrario l’elettrodo, comportandosi da
anodo, si corrode al suo posto e dovrà, dopo un
certo tempo, essere sostituito.
I metalli più utilizzati per la realizzazione degli
elettrodi sono lo zinco e l’alluminio.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” - ConeglianoPag. 11