La materia è un aggregato di atomi che presenta la peculiare proprietà di avere massa. La materia si
può presentare in vari stati (solida, fluida) e questo dipende dal modo con il quale le unità
elementari si legano tra di loro. I diversi stati sono generati dal diverso equilibrio tra la forza di
coesione e l’energia termica (dalla quale dipende l’energia cinetica). I solidi hanno forma e volume
proprio, i liquidi hanno volume proprio ma non forma propria, ed infine i gas non hanno ne volume
proprio ne forma propria. Dal punto di vista ingegneristico i materiali sono un qualcosa che può
essere utilizzato nelle costruzioni. La sostanza è un composto con determinate caratteristiche
chimiche. Il nostro interesse si concentra esclusivamente sui materiali solidi. I materiali si possono
classificare in base alla loro struttura interna:
9 cristallini (metalli e materiali ceramici);
9 amorfi (alcuni tipi di materiali ceramici per esempio i vetri; e i polimeri);
9 semicristallini (polimeri, ma non tutti i tipi);
9 gel (essa e una particolare struttura dei materiali solidi).
I solidi cristallini presentano una struttura nella quale atomi o ioni si sistemano in modo ordinato,
assumendo una disposizione sapaziale-geometrica ben definita. Nella struttura amorfa gli atomi
assumono una disposizione disordinata. I semicristallini sono i materiali polimeri dove c’è una
mescolanza tra le due strutture. Il gel è costituito da una fase solida e da una fase liquida: ci sono
delle particelle disperse all’interno della fase liquida, queste particelle hanno dimensioni minori di
un micrometro. In base alle interazioni che si vengono a creare tra queste particelle, il gel può
assumere caratteristiche più o meno solide.
Le proprietà dei materiali dipendono dalla loro struttura. La struttura dei materiali può essere
studiata a più livelli di dettaglio, quindi abbiamo la microstruttura e la macrostruttura. La
microstruttura la si può osservare tramite l’ausilio del microscopio elettronico o di quello ottico. La
macrostruttura la si rileva tramite l’occhio nudo. I materiali sono divisi in classi in base alle loro
proprietà:
9 materiali metallici;
9 materiali ceramici;
9 materiali polimerici;
9 materiali compositi (vetroresina, fibre di carbonio…), sono ottenuti tramite l’abbinamento di
più tipi di materiali.
I metalli sono un numeroso gruppo, gli atomi metallici si legano tra di loro formando dei reticoli
cristallini tridimensionali. I metalli sono costituiti da numerosi gruppi di elementi chimici,
caratterizzati dagli elettroni di valenza (sono quelli più esterni) delocalizzati, in altri termini, sono
influenzati dall’attrazione dei nuclei vicini perché si muovono in orbite assai lontane dai nuclei di
appartenenza. Tale delocalizzazione degli elettroni fa in modo che i metalli sono degli ottimi
conduttori di calore e di elettricità. I metalli presentano una buona resistenza meccanica pur essendo
duttili e deformabili. I metalli possono subire delle forti deformazioni plastiche. Un metallo si dice
duttile quando si deforma molto prima di rompersi.
I materiali ceramici sono formati dalla combinazione di materiali metallici e non. I materiali
ceramici tradizionali sono i laterizi, stoviglieria, piastrelle e porcellane, oltre a questi abbiamo i
vetri e poi abbiamo i ceramici avanzati. Anche il cemento è un materiale ceramico. In questi
materiali abbiamo elementi diversi che si legano in reticoli formando delle forti attrazioni (legami
ionici e covalenti). La struttura di questi materiali conferisce delle particolari proprietà:
9 elevata temperatura di fusione;
9 ottima resistenza chimica;
9 durezza.
Tutti i materiali metallici vanno in contro a un processo di ossidazione quando questi si trovano a
contatto con l’ossigeno e in particolari ambienti, in questo senso i materiali ceramici non presentano
nessun processo di ossidazione. Il limite dei materiali ceramici è la loro fragilità: il reticolo
cristallino dei materiali ceramici non è deformabile, se si applica una sollecitazione il materiale
Autore ORRIONE
1
Data creazione 02/10/01 17.44
ceramico reagisce formando nuove superfici, in altri termini rompendosi. Un materiale duttile
assorbe molta energia prima di rompersi, mentre i materiali ceramici sono fragili e si rompono
molto più facilmente. I materiali polimerici (polimeri) sono costituiti da macromolecole organiche,
le quali possono dare origine a polimeri termoplastici e termoindurenti. I termoplastici se riscaldati
si rammolliscono, ma poi raffreddando ritornano alla loro situazione originaria mantenendo le loro
caratteristiche invariate. Mentre i termoindurenti una volta scaldato non ritorna più alla situazione
originaria.
La deformazione dipende dalle caratteristiche intrinseche del solido e dall’intensità della
sollecitazione. Può essere una deformazione istantanea che si produce subito all’atto
dell’applicazione della forza, oppure abbiamo la deformazione ritardata che è una deformazione che
si verifica per tutto il tempo dell’applicazione della sollecitazione. I materiali cristallini hanno una
deformazione istantanea. I materiali amorfi hanno una deformazione ritardata, il vetro a temperatura
ambiente ha una deformazione istantanea a una temperatura più elevata, la deformazione è ritardata.
I materiali polimerici hanno una deformazione ritardata. I materiali cristallini hanno un punto di
fusione ben preciso, mentre i materiali amorfi hanno un intervallo di temperatura dove avviene la
loro fusione.
L’osservazione dei materiali al microscopio, ci dimostra che la maggior parte dei materiali e
eterogenea. In un dato sistema materiale è possibile individuare le fasi presenti. Le fasi sono divise
da superfici di separazione dove può cambiare la struttura cristallina. La fase è una parte
strutturalmente omogenea. Un materiale è omogeneo se è costituito da una sola sostanza o da più
sostanze solubili omogenee monofase, noi parliamo solo di soluzioni di due solidi. Il materiale è
eterogeneo se è costituito da più sostanze che non sono solubili tra di loro, formando un sistema
polifasico. Quasi tutti i materiali da ingegneria sono eterogenei. Se si va a vedere un polimero
caricato (dove sono state aggiunte delle sostanze per modificarne le proprietà) è un materiale
eterogeneo. Nei diversi materiali c’è la presenza di differenti fasi, l’insieme delle caratteristiche
geometriche delle fasi presenti (anche i difetti) costituisce la microstruttura del materiale.
La microstruttura di un materiale è fortemente influenzata da tutti i trattamenti termici e meccanici
che il materiale ha subito. Il comportamento del materiale in esercizio dipende dalle caratteristiche
della sua microstruttura. In definitiva le proprietà dei materiali dipendono non solo dalla
composizione chimica, ma anche dalla sua struttura microscopica e macroscopica.
È stato stabilito che oltre il 4% del reddito nazionale lordo di un paese industrializzato viene usato
per riparare strutture degradate dalla corrosione, dalle vibrazioni…
Stando così le cose c’è la necessità di produrre materiali che resistano di più alle sollecitazioni
esterne, ma per produrre questi materiali si inquina sempre di più l’ambiente. Per produrre un
panello isolante che abbia il peso di 1 Kg, lo spessore di 3 cm e la superficie di 1m2 si consumano
4,5 Kg di petrolio, ma si deve tenere conto che con questo panello si risparmia il petrolio consumato
per produrlo.
Autore ORRIONE
2
Data creazione 02/10/01 17.44
I LEGAMI CHIMICI.
I legami chimici tra gli atomi si verificano perché c’è una diminuzione della condizione energetica
potenziale, rispetto allo stato di riposo. I legami sono sempre di natura elettrica, e traggono origine
dalla particolare struttura dualistica dell’atomo (nucleo – elettroni). I legami sono dovuti
all’interazione degli elettroni più esterni, detti elettroni di valenza. Ci sono i legami primari o forti
e legami secondari o deboli. I legami primari sono i seguenti:
9 legami ionici;
9 legami covalenti;
9 legami metallici.
La forza di legame nei legami secondari è molto più piccola di quella presente nei legami primari. I
legami secondari sono:
9 forze di Van der Waals;
9 legame parte idrogeno.
Il legame ionico è interessato da forze dovute al trasferimento di elettroni, le forze sono di natura
colombiana e sono dovute alla differenza di carica, che si verifica in seguito a tale trasferimento di
elettroni. Gli ioni esercitano mutuamente forti forze colombiane, che portano alla formazione di un
reticolo tridimensionale. Nella struttura cristallina gli ioni si dispongono secondo i nodi del reticolo.
Per i composti ionici non ha significato il termine di molecola, in quanto non ci sono molecole ma
solo ioni disposti in modo ordinato e continuativo. Negli alogenuri troviamo molti legami ionici e
anche nei materiali ceramici (allumina…). Il legame ionico conferisce delle peculiari caratteristiche:
9 elevato punto di fusione;
9 scarsa volatilità;
9 buona solubilità in acqua e scarsa solubilità in solventi organici;
9 scarsa conducibilità elettrica.
La resistività dei materiali a legame ionico è pari a 103-105 Ωm [ϕ], sono materiali abbastanza
isolanti. Il legame ionico è un legame adirezionale in quanto ogni ione positivo tende a circondarsi
dal numero più elevato di ioni negativi e viceversa. Il legame ionico avviene sempre tra atomi
diversi. Il legame covalente risulta dalla condivisione di elettroni, questo implica la sovrapposizione
di due orbitali semipieni. Questo tipo di legame si può formare anche tra atomi identici tra loro.
Prendiamo ad esempio due atomi di idrogeno, quando la distanza tra i due è di 0,74 å, si forma un
legame covalente tra i due atomi, ricordo che å=10-10m. il legame covalente può essere formato da
più coppie elettroni condivisi (legame doppio, legame triplo).
H:Ö:H
H-O-H
ACQUA[H2O]
H:N:H
H-N-H
AMMONIACA[NH3]
H
H
H
H
METANO[CH4]
H:C:H
H-C-H
H
H
Il legame può essere doppio o triplo.
H2C=CH2
ETILENE[C2H4]
Tra i due atomi di carbonio c’è un legame doppio, mentre tra gli atomi di idrogeno e quelli di
carbonio c’è un legame singolo.
ACETILENE[C2H2]
H:C:::C:H
H-C≡C-H
Tutti i gas sono interessati dal legame covalente (H2; N2; O2; Cl2; F2), essi sono presenti anche nelle
molecole organiche, in questo caso a differenza dei composti ionici ha senso parlare di molecole. Le
molecole sono degli aggregati di atomi aventi nel loro insieme neutralità di carica. Ci sono le forze
intramolecolari che sono di natura forte, e ci sono forze intermolecolari di natura debole, le prime
portano a legami primari, mentre le seconde portano a legami secondari. Anche nei solidi cristallini
ci possono essere dei legami covalenti: il diamante è composto da carbonio cristallino, in esso ogni
atomo di carbonio è legato con altri quattro atomi di carbonio vicini. Il legame covalente è
direzionale, gli elettroni passano la maggior parte del loro tempo tra gli atomi che legano insieme.
Autore ORRIONE
3
Data creazione 02/10/01 17.44
Se un atomo ha più di un legame covalente, questi legami si respingono in quanto c’è una
concentrazione di carica negativa, e si dispongono con particolari angolazioni (109° nel diamante). I
materiali caratterizzati dal legame covalente hanno una resistività molto elevata pari a 1017-1022 Ωm
[ϕ].
Pure il legame metallico risulta dalla condivisione di elettroni delocalizzati di più atomi metallici.
L’insieme di tutti questi elettroni formano una nuvola elettronica, questo vuol dire che atomi
metallici che hanno elettroni esterni debolmente legati a loro, possono essere legati in strutture più
stabili. In altri termini gli elettroni esterni risentono dell’attrazione di più nuclei vicini, questi
elettroni sono liberi di muoversi nella struttura cristallina del metallo. Possiamo pensare che la
struttura del metallo è costituita da tutti ioni positivi immersi in una nuvola elettronica, formata da
elettroni che non sono legati stabilmente a nessun atomo. In definitiva abbiamo uno scheletro di
ioni positivi immerso in un gas elettronico e questo legame da stabilità al metallo. Il legame
metallico è adirezionale in quanto è distribuito sfericamente al numero il più possibile elevato di
ioni, che possono essere coordinati attorno ad ogni ione. Il Ca, Mg, Al, Ag, Zn, Fe (alta
temperatura)…hanno un numero di coordinazione uguale a 12 (ogni ione può coordinare 12 ioni
vicini). Il Cr, Tg, Na, Li, Fe (bassa temperatura)…hanno un numero di coordinazione uguale a 8,
questo minore numero di coordinazione è attribuito ad un parziale grado di legame covalente, in
quanto gli elettroni sono si liberi di muoversi nella struttura del metallo, ma sono pur sempre
condivisi tra gli atomi. Questa libertà degli elettroni all’interno dei metalli favorisce la conducibilità
elettrica, infatti, ϕ=10-8 Ωm, vengono spiegate anche le proprietà ottiche e magnetiche.
I legami secondari sono determinati dalla presenza di dipolo elettrici che possono essere
permanenti o temporanei. Sono temporanei quando la distribuzione degli elettroni è tale da
provocare uno squilibrio della carica elettrica, che non è permanente, quindi si forma un dipolo che
varia di intensità. Le forze di attrazione che si formano tra i dipoli sono molto deboli, questo ci
spiega la liquefazione. Questi legami si chiamano forze di Van der Waals e sono presenti in tutti i
metalli. Quando i dipoli sono permanenti si forma il legame a punto di idrogeno. I dipoli
permanenti si hanno in molecole assimetriche, in cui il baricentro delle cariche positive non
coincide stabilmente con il baricentro delle cariche negative. Le forze di Van der Waals dovute a
dipoli permanenti sono più forti di quelle generate dal caso precedentemente visto. Il legame a
punto di idrogeno è un’attrazione intermolecolare di tipo spaziale dovuta a dipoli. Il dipolo è
formato da un atomo di idrogeno legato ad un altro elemento fortemente elettronegativo (ossigeno,
azoto…). Questo legame a punto di idrogeno spiega la plasticità delle argille (capacità di assorbire
acqua e di dare una forma voluta alla massa plastica), dovuta all’interazione tra l’acqua e la terra.
Ecco il caso delle molecole d’acqua.
O
H H
Il polo positivo (atomo di idrogeno) del dipolo è attratto dal polo negativo di un’altra molecola
d’acqua (atomo di ossigeno che è fortemente elettronegativo).
STRUTTURA DEI MATERIALI SOLIDI.
In un dato sistema materiale individuare le fasi presenti, per fase si intende una parte strutturalmente
omogenea. In un dato sistema per esempio può esistere una sola fase gassosa, in un gas si ha una
disposizione statistica delle molecole che tendono ad occupare tutto lo spazio disponibile del
contenitore. Possono coesistere insieme più fasi solide o più fasi liquide. I metalli sono costituiti da
fasi solide con un alto grado di ordine, che è sempre uguale sia negli atomi vicini che in quelli
lontani. Si può parlare di ordine a lungo raggio e di ordine a corto raggio. In tutti i materiali
cristallini possiamo individuare una unità elementare che si ripete in modo infinito, quindi abbiamo
sia un ordine a corto raggio, che un ordine a lungo raggio. Nei solidi amorfi si ha solo un ordine a
Autore ORRIONE
4
Data creazione 02/10/01 17.44
corto raggio, il vetro normale è costituito da silice e da ossido di silice, esiste un vetro costituito da
sola silice, esso è formato da cristalli di silice, è un tetraedro in cui abbiamo un atomo di silice
disposto centralmente, legato con quattro atomi di ossigeno, ma l’ordine finisce qui, perché poi
l’ordine lontano non è più mantenuto.
I materiali polimerici sono costituiti da lunghe catene molecolari, che in certi tratti della loro
lunghezza si possono disporre in modo ordinato (parallele alle une e alle altre), questo da alla
struttura un ordine semicristallino.
Le celle elementari reticolari sono 14 e si denominano celle di Bravais (pron. Brove), le varie celle
si classificano in base alla lunghezza dei lati cristallografici e al numero delle facce. Noi studiamo
principalmente tre celle:
9 struttura cubica a facce centrate gli atomi sono disposti secondo i vertici del cubo e nel
baricentro di ogni faccia, questa struttura è assunta dal ferro ad alta temperatura, alluminio,
nichel, acciai inossidabili;
9 struttura cubica a corpo centrato gli atomi sono disposti secondo i vertici del cubo ed uno è nel
baricentro del cubo;
9 struttura esagonale compatta (titanio), gli atomi sono disposti ai vertici del solido e a metà
dell’altezza, tra le due basi, secondo i vertici di un triangolo equilatero.
Quando si parla di raffreddamento di un liquido, si intende il raffreddamento di un fuso. Se si
prende un materiale cristallino e si aumenta la temperatura fino a fonderlo, vediamo che la sua
densità diminuisce di molto poco, questo vuol dire che gli atomi sono ancora vicini tra di loro. In
uno stato liquido abbiamo solo un ordine di corto raggio e un maggior contenuto energetico.
Teoria delle lacune⇒un liquido è paragonabile a un solido con molte lacune, cioè delle posizioni
nella struttura cristallina non occupate.
La presenza di queste lacune ci spiega la comprimibilità maggiore dei liquidi rispetto ai solidi. Per
far spostare gli atomi dalla loro posizione devo fornire una energia sufficiente, tale che l’energia di
vibrazione divenga maggiore dell’energia di legame, quindi si verifica la rottura del legame con gli
altri atomi. La rottura del legame presente tra gli atomi ci spiega anche l’assenza di forma propria di
un liquido.
La solidificazione di un metallo è un importante processo industriale. Tutte le leghe metalliche si
ottengono per solidificazione di un fuso, ottenendo un lavorato o un semilavorato. Il passaggio da
liquido a solido è denominato cristallizzazione, con il meccanismo con il quale avviene tale
processo dipende la struttura del materiale, ricordo che le proprietà di un materiale sono legate alla
sua microstruttura. In un metallo liquido le particelle si muovono in modo continuo e casuale grazie
all’energia termica, esiste solo un ordine a corto raggio e le proprietà sono completamente differenti
rispetto allo stato solido.
Allo stato solido gli atomi si trovano in una disposizione altamente ordinata, e vibrano attorno alla
loro posizione, tale vibrazione è proporzionale alla temperatura (a 0K la vibrazione è nulla). Se la
vibrazione è così elevata da rompere i legami che tengono uniti gli atomi, questo accade a una
determinata temperatura per i solidi cristallini, detta temperatura di fusione. Il passaggio dallo
stato liquido a quello solido non avviene istantaneamente, la cristallizzazione si ha grazie a un
meccanismo di nucleazione e accrescimento. Nel liquido alcuni atomi si uniscono assieme
casualmente, quindi si è formato un nucleo cristallino che è composto da un aggregato di atomi i
quali sono disposti con ordine cristallino. Questi aggregati di atomi si possono formare attorno a
delle impurezze presenti nel metallo fuso, oppure su qualche difetto della superficie del contenitore.
Nel processo industriale la nucleazione è eterogenea (in altri termini è disordinata ed è dettata dalla
presenza di impurezze o di difetti della superficie) , mentre si può ottenere una nucleazione
omogenea solo in laboratorio (con particolari procedimenti operativi e l’uso di sofisticate
apparecchiature). Se la temperature del fuso è maggiore di quella di fusione questi nuclei sono
instabili, tali nuclei riescono a raggiungere un certo grado di stabilità solo se c’è un certo grado di
Autore ORRIONE
5
Data creazione 02/10/01 17.44
sottoraffreddamento. Questa prima condizione permette ai nuclei di essere stabili, la seconda
condizione è la dimensione minima di tali nuclei: se il ΔT di sottoraffreddamento è grande r0
(raggio dei nuclei che si formano) è piccolo, se il ΔT è piccolo r0 è grande. Una volta che questi
nuclei sono stabili, questi si accrescono a spese del liquido. In prove sperimentali fatte con leghe di
ferro, si è visto che ci sono delle direzioni preferenziali di accrescimento, a partire dai nuclei si
formano dei lunghi cristalli appuntiti tridimensionali (come i rami di un albero), questi cristalli di
accrescimento vengono denominati dendriti. Quando i bracci di queste strutture si incontrano la
fase di accrescimento finisce, e il liquido residuo interstiziale si solidifica. Ogni nucleo cristallino
da origine a un grano, per questo i metalli vengono detti dei materiali policristallini, in altri termini
sono costituiti da tanti grani. In ogni grano la disposizione strutturale è diversa, i grani sono separati
da dei bordi, che sono delle zone di transizione, dove gli atomi si dispongono in modo da passare da
un tipo di disposizione ad un altro. La dimensione dei grani è molto importante e dipende da due
velocità: quella di nucleazione e quella di accrescimento. La prima è data dal numero di nuclei che
si formano nell’unità di tempo, la seconda è l’allungamento di una dimensione lineare come
possono essere i bracci dei dendriti. A loro volta queste due velocità dipendono dalla velocità di
accrescimento. In laboratorio con particolari tecniche si possono ottenere dei solidi monocristalli,
ma nei comuni processi industriali i solidi che si ottengono sono sempre policristallini, e possono
essere a grana fine o a grana grossa (le caratteristiche del materiale cambieranno di conseguenza).
In certi fusi anche in condizioni di sottotemperatura di fusione non si verifica nessuna formazione di
nuclei, questo accade quando sono presenti unità strutturali molto complesse, in questo caso il
fattore tempo assume una grande importanza il fattore tempo. In presenza di lunghe catene
molecolari (polimeri), il loro tempo di riordino è molto lento in una struttura cristallina, quindi per
ottenere una struttura cristallina da un polimero ci sarebbe bisogno di moltissimo tempo di
raffreddamento del fuso.
SPIEGAZIONE DEL DIAGRAMMA DI PAGINA 14.
Solidificazione di un materiale cristallino. Supponiamo di diminuire la temperatura molto
lentamente, si osserva anche una diminuzione del volume specifico, questo per due motivi: per
contrazione termica (diminuzione dell’agitazione termica) e strutturale (gli atomi si compattono).
Quando arrivo in B c’è la cristallizzazione e la temperatura rimane costante per tutto il tempo del
processo, il volume specifico in questo caso diminuisce molto bruscamente, in questo caso solo
dovuto alla contrazione termica (diminuzione della vibrazione degli atomi). Arrivato allo stato
solido continuo a raffreddare, osservo ancora una diminuzione (meno marcata) del volume
specifico, sempre dovuto alla contrazione termica.
Solidificazione di un materiale amorfo. Tra A e B c’è una diminuzione del volume specifico
sempre per gli stessi motivi precisati in precedenza. Al di sotto di B c’è un graduale aumento della
viscosità del materiale, in C la viscosità è così elevata da non permettere più nessun movimento alle
unità strutturali (e quindi al loro riordino). Tg è una temperatura fondamentale nell’intero processo,
viene denominata temperatura di transizione vetrosa, a questa temperatura la struttura del liquido
rimane bloccata, congelata. Tale temperatura di transizione vetrosa non è fissa ma cambia al
cambiare della velocità di raffreddamento, di conseguenza anche il volume specifico finale dipende
dalla velocità di raffreddamento.
A velocità di raffreddamento più basse corrispondono temperature di solidificazione più basse,
quindi la struttura risulta più compatta, in quanto le molecole hanno più tempo per ordinarsi.
I materiali metallici reali contengono dei difetti strutturali che sono:
9 puntuali;
9 lineari;
9 superficiali.
I difetti puntuali sono le vacanze o lacune, in altre parole sono le posizioni reticolari non occupate,
oppure sono occupate da atomi di impurezze. Se l’atomo di impurezza ha una dimensione
Autore ORRIONE
6
Data creazione 02/10/01 17.44
paragonabile agli altri atomi del materiale, va in sostituzione a questi, se è piccolo va in una
posizione interstiziale. Posso avere atomi interstiziali dello stesso tipo degli altri atomi del reticolo.
Le vacanze si formano a causa dell’energia termica, infatti, gli atomi vibrano e ci potrebbe essere
una vibrazione tale da spostare l’atomo in un’altra posizione. Ad ogni temperatura abbiamo un
equilibrio tra vacanze che si formano e vacanze che si riempiono. Le vacanze sono molto importanti
in quanto ci permettono di capire i trattamenti termici. Prendiamo un provino di acciaio, lo riscaldo
e poi lo raffreddo, in base alla velocità di raffreddamento cambiano completamente le proprietà
dell’acciaio (ad un raffreddamento lento corrisponde un aumento di duttilità, ad un raffreddamento
brusco corrisponde un aumento di durezza e fragilità di conseguenza), questi trattamenti non
cambiano l’aspetto del materiale. La struttura cambia per effetto della diffusione allo stato solido ad
alta temperatura (perché si deve fornire agli atomi sufficiente energia per muoversi). Possiamo
avere vari tipi di migrazione: quella interstiziale e quella per punti vacanti, interscambio tra due
atomi o quattro è impossibile in quanto non c’è lo spazio sufficiente per farlo (vedere pag. 37). I
difetti lineari sono molto più complessi e ci spiegano la deformazione plastica (si vedrà più avanti).
I difetti superficiali sono semplicemente i bordi dei grani dove c’è un passaggio di disposizione, ad
alta temperatura il centro del grano è più resistente che il bordo, quindi la frattura avviene sempre
lungo i bordi dei grani. I materiali che lavorano ad alta temperatura devono avere una struttura a
grana grossa per limitare le zone di confine tra di essi. A temperatura ambiente è più resistente il
bordo che il centro dei grani, i materiali usati in edilizia avranno quindi grana fine.
PROPRIETA’ MECCANICHE.
Un corpo è isotropo quando presenta lo stesso valore di una grandezza fisica in qualunque parte del
corpo e in qualsiasi direzione nel materiale. Per i materiali anisotropi (monocristalli) il valore della
grandezza fisica considerata cambia con la direzione scelta. I metalli sono costituiti da cristalli
limitati dai bordi dei grani. I cristalli hanno caratteristiche anisotrope, il materiale nel suo insieme è
invece isotropo, questo deriva da un processo di compenso che i cristalli nel loro insieme operano. I
materiali amorfi sono isotropi sia a livello micro che macroscopico. Il calcestruzzo è isotropo. Il
legno è altamente anisotropo.
Quando su un corpo agisce una forza esterna, si possono avere diverse conseguenze che dipendono
dall’entità della forza, dal tipo di materiale, e dalla geometria del materiale. Quando la forza è
sufficientemente piccola, il corpo si deforma ma la variazione delle sue dimensioni è temporanea,
quindi c’è un comportamento elastico. Se invece la forza aumenta di molto, in molti materiali c’è
una deformazione molto accentuata che non viene più recuperata, in questo caso si parla di
comportamento plastico. Se applichiamo una forza sufficientemente elevata abbiamo la rottura del
corpo con formazione di più superfici. A seconda delle circostanze può essere più importante l’uno
o l’altro comportamento. Un progettista progetta una struttura che lavora solo in campo elastico,
quindi dovrebbe studiare solo il comportamento elastico, ma questo non è vero. Il produttore dei
materiali è sicuramente interessato al comportamento plastico, in quanto per ottenere i lavorati si
opera una operazione di deformazione plastica dei semilavorati. Le proprietà meccaniche
determinano la risposta del materiale alle sollecitazioni meccaniche, e dipende dal tipo di materiale
(tipi di legame, struttura), dai trattamenti termici, dai trattamenti meccanici, dipende dalla
temperatura di esercizio, dipende dall’ambiente in cui il materiale opera, dipende dal tipo di
sollecitazione (compressione, trazione, d’urto, a fatica…). In funzione alla risposta alle
sollecitazioni, i materiali si dividono principalmente in tre gruppi:
9 materiali elestoplasti;
9 materiali viscoelastici;
9 materiali puramente elastici.
I primi per piccole deformazioni hanno un comportamento elastico, per sollecitazioni maggiori
hanno un comportamento plastico (sollecitazione maggiore del carico di incrudimento). I secondi
sono materiali amorfi, in altri termini, i polimeri (il vetro a temperatura ambiente ha un
comportamento elastico fino a rottura, ad alta temperatura ha un comportamento viscoelastico),
Autore ORRIONE
7
Data creazione 02/10/01 17.44
hanno un comportamento in parte elastico e in parte viscoso. I materiali puramente elastici sono
materiali a legami ionici o covalenti e sono i materiali ceramici.
Un materiale si definisce elastico quando la deformazione in esso prodotta si annulla
completamente quando cessa il carico agente. Dal punto di vista atomico la deformazione elastica
provoca dei temporanei spostamenti degli atomi del reticolo. La deformazione elastica segue la
legge di Hooke⇒σ=ε×Ε. σ sono le sollecitazioni, mentre ε sono le deformazioni. Le deformazioni
sono proporzionali alle sollecitazioni in base a una costante elastica E, denominata modulo di
elasticità normale o di Young. Le sollecitazioni sono principalmente tre (trazione, compressione,
taglio), ad ogni una di queste corrisponde una sua determinata costante elastica. Le sollecitazioni di
trazione e compressione sono costituite da una forza che agisce perpendicolarmente ad una
superficie del corpo. Nella trazione il corpo si allunga nella direzione della trazione e si contrae nel
suo piano ortogonale. La compressione è sempre costituita da una forza che agisce
perpendicolarmente ad una superficie del corpo, in questo caso il corpo si allarga nel suo piano
ortogonale alla sollecitazione. Se al togliere della sollecitazione il corpo riprende le sue dimensioni
originari si è in presenza di una deformazione elastica, al contrario si dice che la deformazione è
permanente o plastica. Lo sforzo di taglio τ è definito dal rapporto tra la forza F e la superficie A su
cui agisce. La deformazione a taglio è definita dall’angolo γ che dato dalla relazione tanγ=Δl/l0.
Δl
l0
γ
τ=G×γ, dove G è il modulo di taglio o di rigidità.
Il modulo elastico E è dato dal rapporto della sollecitazione unitaria di trazione con la deformazione
unitaria longitudinale, quindi E=σt/εt. La sollecitazione unitaria di trazione σt è uguale allo sforzo
nominale che è dato dal rapporto tra la forza F e la sezione iniziale del provino S0. La deformazione
unitaria longitudinale εt è uguale alla deformazione nominale che a sua volta risulta da tale rapporto
(l-l0)/l0, dove l0 è la dimensione iniziale mentre l è la dimensione dopo la trazione. L’unità di misura
dello sforzo è il Pa (Pascal) è definito come la forza di 1N su una superficie di 1m2. Generalmente si
usano i MPa o i GPa, un MPa corrisponde a 1N/mm2. Valori indicativi del modulo elastico si
trovano a pag. 45, abbiamo la gomma con 0,007 GPa, il legno 14 GPa, il calcestruzzo 17 Gpa. La
gomma è costituita da lunghe catene molecolari, quando la gomma viene posta a trazione, queste
catene si stendono. Il modulo elastico è molto importante nella progettazione della strutture.
Quando un materiale presenta un elevato modulo elastico si deforma poco, basti pensare al
diamante che è un materiale durissimo (E=1.200GPa). L’acciaio ha un modulo elastico che varia da
190 a 210 Gpa, la rottura a trazione di un acciaio varia da 320 a 2.000 Mpa.
Quando i materiali vengono sollecitati sopra una certa soglia (carico di snervamento), si provoca
una deformazione permanente, tale deformazione si denomina deformazione plastica ed è dovuta
allo spostamento permanente di atomi o di gruppi di atomi dalla loro posizione originaria. Nei
materiali cristallini la deformazione plastica è dovuta allo scorrimento di atomi lungo ben definiti
piani cristallografici. Nei materiali amorfi si ha lo scorrimento di molecole o gruppi di molecole.
Alla deformazione elastica segue quella plastica, in un materiale immaginario (senza alcun difetto,
per esempio i monocristalli prodotti in laboratorio), il limite di snervamento è chiaramente visibile
(diagramma pag. 47). Per deformare un materiale si deve aumentare sempre di più lo sforzo, man
mano il materiale diventa più duro e resistente. In altri termini durante la deformazione plastica il
materiale incrudisce (si indurisce e diventa rigido). Per comprendere come avviene l’incrudimento
si devono comprendere cosa sono i difetti lineari che sono le dislocazioni.
Autore ORRIONE
8
Data creazione 02/10/01 17.44
Le dislocazioni si possono formare nel materiale metallico durante la solidificazione o durante una
deformazione plastica, possono essere a spigolo o a vite. Esse sono a spigolo (pag. 39) quando
cambia il numero dei semipiani, sono a vite quando c’è una rotazione di un piano cristallografico su
un altro di un numero preciso di posti cristallografici (pag. 41). Noi consideriamo solo le
dislocazioni a spigolo per semplicità. La presenza di una dislocazione distorce il reticolo cristallino
in prossimità di questa, questo crea una situazione di tensioni, sia la distorsione sia la creazione di
sforzi coinvolge un piccolo numero di atomi. La situazione di sforzo si viene a creare perché gli
atomi sono a distanze diverse rispetto a quelle stabilite dal reticolo: gli atomi più vicini sono in una
situazione di compressione elastica, mentre quelli più lontani sono in trazione elastica. Le
dislocazioni giocano un ruolo determinante sulla duttilità di un materiale.
Quando viene applicato uno sforzo di taglio nei materiali cristallini, la deformazione plastica può
avvenire per scorrimento di una parte di un cristallo rispetto agli altri, di una distanza pari ad un
certo numero di unità reticolari, cosicché la continuità del reticolo riamane inalterata. La superficie
nella quale avviene lo scorrimento viene detta piano di scorrimento e la direzione è denominata
direzione di scorrimento. Perché ci sia uno scorrimento bisogna che lo sforzo di taglio applicato
superi un certo valore critico. Hanno determinato in via sperimentale che lo sforzo di taglio per
provocare uno scorrimento di un piano cristallografico sull’altro di un materiale ideale (senza
difetti), tale sforzo deve essere elevatissimo rispetto a quello che è necessario per i materiali reali.
La presenza dei difetti lineari fa diminuire lo sforzo necessario per far scorrere un piano reticolare
sull’altro, questo è spiegato dal fatto che si devono rompere pochi legami. Lo spostamento di una
singola dislocazione (vedere pag. 39) provoca una deformazione molto piccola, le deformazioni
maggiori sono ottenute per spostamenti di moltissime dislocazioni. Una deformazione plastica
macroscopica avviene tramite il passaggio di un grande numero di dislocazioni. La mobilità delle
dislocazioni è legata al tipo di legame presente. Il legame metallico permette una certa libertà di
movimento alle dislocazioni, quindi prima di giungere a rottura i materiali metallici si deformano
molto, quindi sono dei materiali duttili. In un materiale a legame ionico (ceramici) le dislocazioni
hanno poca libertà ed hanno un comportamento fragile e si rompono esaurito il campo di
deformazione elastica. I materiali a legame covalente si rompono in modo fragile (vista la
direzionalità del legame che non da possibilità al moto dislocativo). Nei materiali polimerici
abbiamo la presenza di zone cristalline e di zone amorfe e quindi anche in questo caso il moto
dislocativo è difficile.
Quando il reticolo viene distorto da altre dislocazioni (con la creazione di altre tensioni nel reticolo)
il materiale diventa più resistente. La maggior parte delle dislocazioni si formano durante la
deformazione plastica. Man mano che il materiale si deforma si formano nuove dislocazioni, quindi
il materiale diventa più resistente, in quanto il movimento delle dislocazioni è ostacolato dalle altre.
Il materiale incrudito contiene più energia rispetto ad un materiale non incrudito, tale energia si
concentra nei bordi dei grani, quindi si deve rigenerare il reticolo, per far tornare il materiale alla
situazione originaria. Questo si ottiene fornendo energia, in altri termini si opera una ricottura che
comporta due differenti fasi:
9 riassetto;
9 ricristallizzazione.
Nel riassetto abbiamo un rilascio delle tensioni e di parte dell’energia di incrudimento, nella
ricristallizzazione abbiamo una completa formazione di una nuova grana cristallina a scapito di
quella vecchia deformata. La grana cristallina con l’incrudimento diventa anisotropa, l’energia
presente ai bordi dei grani è sufficiente ad ottenere di nuovo il processo di nucleazione e
accrescimento. La ricristallizzazione fa riacquistare la struttura originaria del materiale. La
lavorazione meccanica a caldo viene fatta a temperatura maggiore a quella di ricristallizzazione, e
quindi le dislocazioni che si formano vengono assorbite in altri termini non incrudisce). Nella
lavorazione meccanica a freddo invece avviene l’incrudimento (si usa per dare un certo grado di
durezza e resistenza al materiale). Per gli acciai la temperatura di ricristallizzazione è di 400°C.
Autore ORRIONE
9
Data creazione 02/10/01 17.44
PROVE MECCANICHE.
σ
3
2
1
ε
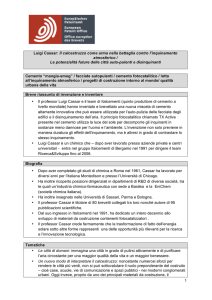
Questo diagramma rappresenta l’andamento della deformazione in relazione alla sollecitazione in
tre tipi di materiale. L’andamento 3 è tipico dei materiali fragili (materiali ceramici, vetro) che
giungono a rottura dopo aver esaurito il campo elastico. L’andamento 2 è tipico dei materiali
metallici che si rompono a seguito di una deformazione di tipo plastico. L’andamento 1 è
caratteristico dei materiali polimerici termoplastici, si ha una deformazione elastica fino al carico di
snervamento, poi si ha una grandissima deformazione fino a rottura (elevata deformazione plastica).
Il comportamento meccanico di un materiale viene studiato tramite delle prove sperimentali in
condizioni standardizzate a condizioni di carico prefissato su provini di forma geometrica semplice.
La prova di trazione è una prova distruttiva, si ottiene sottoponendo un provino, di forma e
dimensioni stabilite dalla normativa UNI-EN 10.002/1, ad una forza di trazione unidirezionale. Il
provino si allunga nella direzione della forza e si contrae nel piano ortogonale. Il risultato è espresso
da una curva che può essere riferita a due scale diverse. La prima è quella già rappresentata
all’inizio (data dalla relazione sollecitazione σ e dalla deformazione ε). La seconda invece è data
dalla relazione tra sollecitazione nominale (σ=F/S0) e deformazione nominale (ε=(l-l0)/ l0).
Quest ultima ha lo stesso andamento della curva generale (quelle rappresentate all’inizio di questa
facciata), perché è stata cambiata solo la scala, lo sforzo si misura in Mpa, mentre le deformazioni si
misurano in percentuale. Nel tratto iniziale il materiale si allunga elasticamente, è molto difficile
individuare il punto di passaggio tra il campo elastico e il campo plastico, quindi si assume un
punto convenzionale uguale allo 0,2% della deformazione. Superato il carico di snervamento si
entra nel campo della deformazione plastica e si osserva il processo dell’incrudimento. Il massimo
della curva è detto carico unitario di rottura a trazione o resistenza a trazione, arrivati a questo
massimo nel campione si ha un assottigliamento che si denomina strizione, ogni ulteriore
deformazione avviene in tale tratto assottigliato. Alla fine il carico esercitato diminuisce, ma questo
solo in modo apparente, in quanto la superficie interessata diminuisce. Quindi si può costruire un
altro grafico che tenga conto di questa diminuzione di superficie che il campione subisce istante per
istante. In questo modo si ottiene un altro tipo di curva detta curva vera e razionale (pag. 55) a
differenza della precedente che si denomina curva dell’ingegnere. L’area sottesa dalla curva vera e
razionale esprime l’energia assorbita dal campione prima della rottura e viene definita tenacità.
Fino adesso abbiamo analizzato la curva caratteristica per il rame puro, adesso andiamo a vedere la
curva del comportamento a trazione dell’acciaio, con una percentuale di carbonio compresa tra 0,20,3% (pag. 57). Anche in questo caso la deformazione elastica non segue esattamente la legge di
Hooke: nel primo tratto essa è proporzionale, nel secondo tratto la deformazione non è lineare, ma
comunque rimane una deformazione elastica. Nell’acciaio c’è un doppio limite di snervamento.
Essendo l’acciaio una lega ferro-carbonio, il carbonio va in soluzione solida nel ferro dove c’è
maggior spazio (quindi si posiziona interstizialmente nel reticolo, soprattutto nelle dislocazioni),
attorno agli atomi di carbonio ci sono altri elementi (azoto, idrogeno) e questo dipende dal sistema
Autore ORRIONE
10
Data creazione 02/10/01 17.44
di produzione. Quindi le dislocazioni che sono interessate dalla presenza di questi elementi sono
come bloccate, quindi queste dislocazioni che si trovano nel soluto si muovono con un carico
maggiore di quello che sarebbe necessario per farle muovere in assenza del carbonio al loro interno.
In parole povere si hanno due livelli di snervamento uno è caratterizzato dallo spostamento delle
dislocazioni bloccate dal soluto (carbonio e altri elementi) ed avviene a carico maggiore, l’altro
livello è quello che interessa le dislocazioni non bloccate dal carbonio. Per quanto riguarda la
deformazione plastica essa è lineare fino al raggiungimento del carico di rottura. I materiali duttili
dopo essersi deformati plasticamente si rompono, dalla rottura consegue la formazione di nuove
superfici. Nella trazione abbiamo un particolare tipo di frattura che dipende dal materiale. Se un
materiale si rompe dopo una prolungata deformazione plastica, si ha una frattura plastica. Se la
frattura avviene dopo una deformazione esclusivamente elastica essa è una frattura fragile. Le
fratture fragili sono improvvise e disastrose ed hanno una velocità di propagazione elevatissima,
circa 2 Km/s. Anche certi materiali metallici sono fragili ne sono un esempio le ghise (leghe ferrocarbonio al 2-4-6-8%), e ci sono dei particolari tipi di acciaio che in particolari condizioni si
comportano in modo fragile. Nella frattura plastica, la rottura è rilevabile prima che essa avvenga
completamente. Gli acciai a basso contenuto di carbonio con struttura cubica a corpo centrato a
bassa temperatura si comportano in modo fragile. I materiali metallici a temperatura ambiente con
carichi normali sono duttili. La rottura fragile avviene dopo che è finita la deformazione elastica. La
rottura plastica si ha prima la deformazione elastica poi quella plastica con la strizione e poi si
arriva alla rottura.
La prova di durezza ha l’obbiettivo di definire la resistenza da parte di un materiale alla
penetrazione di un corpo premuto sulla sua superficie. Tale prova viene effettuata tramite dei
durunseti che applicano un penetratore sulla superficie del materiale, e viene posto un peso su
quest’ultimo che viene trascinato sulla superficie del materiale. I sistemi per la misurazione della
durezza sono tre:
9 Brinel, il penetratore è costituito da una sfera di 10 mm di diametro, che può essere fatta in
carburo di tungsteno o in acciaio molto duro che viene caricata a seconda del materiale da
testare (per esempio 3.000 Kg per l’acciaio).
9 Vickers, il penetratore in questo caso è una piramide di diamante.
9 Rockwell, per questo sistema sono previsti due tipi di penetratori, il primo è un cono in
diamante sottoposto a un carico che varia da 10 a 150 Kg (HRC), il secondo è costituito da una
sfera in acciaio con situazioni di carico che variano da 10 a 100Kg.
La prova di durezza non è distruttiva è semplice e facile da effettuare ed è molto utilizzata in campo
industriale. Esiste anche una prova di microdurezza che viene effettuata tramite una piramide di
diamante caricata molto poco, poi il segno lasciato sulla superficie viene studiato al microscopio.
Un’altra prova è quella di resilienza o prova d’urto. La maggior parte dei materiali metallici a
temperatura ambiente sono duttili ed hanno un comportamento tenace, ci sono dei fattori però che
tendono a far sorgere nel materiale un comportamento fragile. Questi fattori sono differenti
(inclusioni, microinclusioni ai bordi dei grani), la temperatura. Questa prova consiste nel colpire un
provino con un incavo a V, da una massa pendolare (pag. 60) che parte da un’altezza h, colpisce il
provino lo rompe e risale di un’altezza h1. Il calcolo dell’energia assorbita dal provino nell’urto è il
seguente: Kg(h-h1) e si misura in Kg×m (1Kg×m=9,81J). La rottura è definita fragile quando
avviene a seguito di sola deformazione elastica (come è già stato detto). Questa prova viene
utilizzata per cercare grossomodo la temperatura alla quale vi è il passaggio da comportamento
fragile a comportamento duttile, infatti, la prova viene eseguita a varie temperature. Se il materiale
si rompe in modo fragile esso assorbe poca energia, se si rompe in modo duttile assorbe più energia.
Tale temperatura viene detta temperatura di transizione duttile-fragile. L’acciaio extradolce ha un
contenuto di carbonio molto basso, minore dello 0,1% (quasi ferro), ha una struttura cubica a corpo
centrato (si ha una caduta dell’energia assorbita nell’urto sotto i 0°C). Il nichel (struttura cubica a
facce centrate) ha sempre un comportamento duttile (diagramma pag. 61). Un materiale che lavora a
bassa temperatura si deve valutare molto bene la prova d’urto. Per stabilire il comportamento ad alta
Autore ORRIONE
11
Data creazione 02/10/01 17.44
temperatura si fa la prova di scorrimento. Un materiale metallico sottoposto a sforzo costante nel
tempo se esso è inferiore al carico di snervamento, si comporta in modo elastico. Ad alta
temperatura anche a valori di carico inferiori a quello di snervamento, il materiale subisce una
deformazione plastica progressiva grazie allo scorrimento viscoso o creep. Per gli acciai questo
comportamento si ha a temperature superiori ai 450°C.i materiali polimeri hanno questo
comportamento anche a temperatura ambiente.
Un materiale si rompe per fatica quando la rottura si verifica per effetto di uno sforzo variabile nel
tempo (sforzo ciclico), il quale sforzo non sarebbe sufficiente a provocare la rottura del materiale in
condizioni statiche. La rottura a fatica avviene per inizio e propagazione di una cricca e successiva
rottura di schianto, questo può avvenire nei componenti meccanici in movimento. La prova a fatica
determina la sollecitazione che un materiale metallico può sopportare in condizioni di sicurezza per
un determinato numero di cicli di alternanza delle tensioni. Questi cicli si fanno migliaia di volte al
minuto in condizioni di sicurezza. Lo sforzo necessario per rompere un materiale a fatica è molto
più basso rispetto a quello necessario per la rottura statica.
Autore ORRIONE
12
Data creazione 02/10/01 17.44
Nelle leghe le posizioni reticolari non sono occupate dallo stesso elemento. Le leghe sono l’insieme
di due o più componenti: il materiale base è detto solvente (quello presente in percentuale
maggiore) ed è un elemento metallico, l’altro materiale è detto soluto. Per ottenere una lega prima si
fonde in un crogiolo una massa nota dell’elemento soluto e si aggiungono uno o più elementi nella
percentuale voluta. La struttura presente nella lega risulta dal rapporto che si viene ad instaurare tra
gli elementi chimicamente presenti: se sono indifferenti o no tra di loro. In una lega l’energia di
legame che lega gli atomi di specie diverse può essere uguale a quella che lega gli atomi della stessa
specie, oppure l’energia di legame tra gli atomi della stessa specie è maggiore dell’energia di
legame che lega atomi di specie diversa, ed infine c’è l’ipotesi in cui l’energia di legame che lega
atomi della stessa specie è minore di quella che lega atomi di specie diverse. Noi consideriamo solo
i primi due casi. Nel primo caso le posizioni reticolari possono essere occupate in modo indifferente
da elementi diversi, quindi si viene a creare una soluzione solida di sostituzione. Si può formare
anche una soluzione solida di interposizione in questo caso gli atomi del soluto sono abbastanza
piccoli da accomodarsi tra gli atomi del solvente. In tutti e due i casi si costituisce una soluzione
solida omogenea monofasica, per esempio tra il rame e il nichel (preparati con precise percentuali di
soluzione) si viene a costituire una soluzione solida di sostituzione. Le soluzioni solide per
interposizione sono molto meno comuni delle prime, ma sono molto importanti e costituiscono la
totalità degli acciai (lega ferro-carbonio). I diagrammi di stato rappresentano gli eventi che si
presentano al progressivo raffreddamento di una lega, noi prendiamo in considerazione i diagrammi
di stato binari (leghe formate da due elementi). Si formano studiando cosa succede alle leghe di
diversa composizione (percentuali di soluto e solvente diverse) sottoposte ad un raffreddamento
progressivo. I diagrammi di stato sono tracciati a pressione costante, sull’asse delle ascisse è
riportata la composizione della lega (nel nostro caso in percentuale), mentre sull’ordinata è riportata
la temperatura. La composizione è espressa in percentuale di peso di B. i diagrammi di stato sono
ottenuti sperimentalmente in condizioni di raffreddamento molto lento, questo perché devo
rispettare le condizioni di equilibrio, infatti, la diffusione allo stato solido è molto lenta, quindi se
avviene un raffreddamento veloce le strutture che si ottengono non sono quelle previste dal
diagramma di stato. In condizioni di equilibrio i diagrammi di stato obbediscono alla regola delle
fasi. Tale regola è data dalla seguente relazione V=C+N-f dove:
9 V è la varianza, essa indica i parametri di equilibrio che si possono variare senza che cambi il
numero delle fasi presenti;
9 C è il numero dei componenti chimici che costituiscono la lega;
9 N rappresenta il numero delle variabili fisiche (temperatura e pressione), nel nostro caso è
uguale a 1 perché la pressione è costante;
9 f rappresenta il numero delle fasi.
Per i nostri diagrammi binari tale regola prende la seguente forma V=2+1-f. A questo punto
possiamo fare dei casi particolari in base al numero delle fasi. Se f=1 allora V=2, diremmo che il
sistema è bivariante, questo vuol dire che possiamo variare sia la temperatura che la composizione
delle fasi presenti. Se f=2 allora V=1, quindi possiamo variare o la temperatura o la composizione.
Se f=3 allora V=0, in questo caso il sistema è invariante, in altri termini non si può cambiare ne la
temperatura ne la composizione delle fasi. Andiamo a vedere il diagramma di stato nel caso in cui la
forza di legame tra gli stessi elementi chimici è uguale alla forza di legame presente tra elementi
chimici diversi. Tale diagramma (pag. 26) è detto anche “diagramma a lente” questo perché è
solcato da due linee curve che danno l’idea di una lente. La linea superiore è detta linea del liquidus,
la lega a temperature superiori a tale linea è sempre liquida indipendentemente dalla composizione
percentuale del solvente e del soluto. Al di sotto della linea del solidus la lega è allo stato solido
indipendentemente dalla composizione percentuale delle componenti. A questo punto è facile capire
che tra le due curve c’è una coesistenza di una fase solida e di una fase liquida. In un punto
intermedio abbiamo una certa percentuale di liquido e una certa percentuale di solido. Quindi nella
fase intermedia (all’interno della lente) a una certa percentuale di liquido corrisponde una precisa
percentuale di solido (la somma deve essere ovviamente 100%). Il diagramma a lente si forma
Autore ORRIONE
13
Data creazione 02/10/01 17.44
perché ogni componente della lega ha una temperatura di fusione diversa, quindi a una certa
temperatura si ha che un componente comincia a solidificarsi mentre l’altra rimane ancora allo stato
liquido. In altri termini la solidificazione di una lega avviene ad un intervallo di temperature,
l’ampiezza di tale intervallo dipende dalla composizione percentuale dei componenti. Se riportiamo
in un diagramma (vedi quaderno) dove è riportata la temperatura nelle ordinate e il tempo nelle
ascisse, se abbiamo a che fare con materiali puri vediamo che al momento della solidificazione la
temperatura rimane costante, invece nel caso della solidificazione di una lega la temperatura non
rimane costante ma comunque decresce più lentamente rispetto al ritmo iniziale.
Adesso andiamo a vedere il secondo caso quando la forza di legame tra gli stessi elementi chimici è
maggiore alla forza di legame che si ha tra elementi chimici diversi. In questo caso otteniamo un
diagramma con il sistema eutettico (pag. 29). Il composto eutettico è costituito da due fasi sistemate
in laminette dei due componenti. Alla temperatura eutettica E abbiamo la presenza di tre fasi, quindi
il sistema è invariante (questo lo si deduce dalla regola precedentemente vista). Quindi il liquido in
questa particolare condizione diventa solido tutto assieme, si dice che quel fuso è ben colabile, in
quanto la lega eutettica grazie alla sua particolare struttura permette di riempire stampi di forma
labirintica. Tutte le leghe di composizione ipoeutettica (dove la percentuale dei componenti è
minore della percentuale necessaria per ottenere la lega eutettica), la separazione comincia da uno
dei due componenti, quindi avremmo la presenza di una certa percentuale di solido e di liquido. Poi
arriveremmo a una situazione dove la nostra lega sarà costituita da cristalli di quel componente che
ha iniziato per primo la separazione e da lega eutettica, in quanto la percentuale liquida rimanente
del componente che ha già iniziato a solidificarsi si solidifica insieme all’altro componente in una
lega eutettica, questo perché è già cominciata una prima separazione del componente A per esmpio,
quindi il liquido si è arricchito dell’altra componente in percentuale, fino a che viene ad essere
raggiunta (ovviamente continuando ad abbassare la temperatura) la composizione eutettica tra A e
B del liquido rimanente. Se abbiamo una lega ipereutettica ci sarà la dapprima la separazione
dell’altro componente, quindi c’è un arricchimento del liquido rimanente dell’altro elemento, fino a
che si raggiunge la composizione eutettica e quindi si verificherà una solidificazione eutettica,
ovviamente i processi illustrati precedentemente valgono in modo simmetrico anche per una lega
ipereutettica (vedere nel libro a pag. 30 le tre composizioni).
L’unione dei due diagrammi visti fino adesso ci fornisce un diagramma complesso (pag. 31), tale
diagramma esprime la relazione che intercorre tra due metalli completamente solubili allo stato
liquido e parzialmente solubili allo stato solido. Tutte le leghe di composizione compresa tra A e 3
solidificano dando una soluzione solida di β in α (vedi quaderno), infatti, si segue la stessa regola
del diagramma a lente. Viceversa da 4 a B abbiamo una soluzione solida di α in β. Se vado a
solidificare una lega di composizione E, in altri termini di composizione eutettica ottengo un solido
eutettico. Se la composizione della lega è compresa tra gli intervalli 1-E e E-2 (escluso E che
rappresenta la composizione eutettica), otteniamo all’incontro della linea del liquidus la separazione
prima di un componente che comincia a solidificarsi, quindi nel liquido rimanente c’è una
variazione di composizione percentuale dei due componenti: il componente che ha cominciato a
separarsi ovviamente si presenterà sempre più in percentuali minori nel liquido rimanente, quindi il
liquido si arricchisce nell’altro componente ancora liquido. A un certo punto si raggiunge nel
liquido una composizione eutettica: definitivamente il solido che si viene a formare sarà composto
dai cristalli del componente che si è separato prima dell’altro e dai cristalli di tutti e due i
componenti in conformazione eutettica.
Il ferro costituisce circa il 5% della crosta terrestre, i minerali di ferro sono gli ossidi, i solfuri e i
carbonati. Questi minerali vengono pretrattati, vengono caricati nell’altoforno (30m di altezza e
10m di diametro, rivestito di materiale refrattario), si ha la riduzione di questi ossidi. Dalla prima
lavorazione si ha la ghisa di prima fusione, essa è una materia prima che non è utilizzata. Il
miscuglio all’interno dell’altoforno contiene una ganga calcare e silice. Questa ghisa di prima
fusione è una lega ferro-carbonio al 4-5% e contiene sempre alti elementi che sono il silicio, il
Autore ORRIONE
14
Data creazione 02/10/01 17.44
magnesio, lo zolfo e lo fosforo. Il silicio e il magnesio derivano dai minerali, mentre lo zolfo deriva
dal combustibile, lo fosforo può derivare da entrambi. Noi consideriamo il diagramma ferrocarbonio ma si deve tenere presente che ci sono anche altri elementi.
DIAGRAMMA FERRO-CARBONIO.
Non esiste un solo tipo di diagramma ferro-carbonio, ma ne esistono due: il diagramma ferrocementite e il ferro-graffite (carbonio puro che cristallizza nel sistema esagonale), in altri termini
questi due diagrammi si differenziano in base alla forma di legame del carbonio, nel primo caso si
trova sotto forma di composto, infatti la cementite è Fe3C (essa ha un contenuto di carbonio pari al
6,67%), mentre la graffite è carbonio puro cristallizzato. La graffite si ottiene raffreddando la ghisa
di prima fusione molto lentamente, la graffite è la forma di equilibrio del carbonio. La cementite è
la forma metastabile del carbonio, se riscaldata si decompone in ferro e in carbonio Fe3C→3Fe+C.
Le leghe ferro-carbonio, con una percentuale di carbonio inferiore al 2% danno gli acciai, in questo
caso il carbonio si trova sotto forma di composto quindi di cementite. Nelle ghise il carbonio ha una
percentuale superiore al 2,06% e possono avere una struttura cementitica, perlitica e graffittica.
Adesso andiamo ad analizzare il diagramma con più profondità, intanto sulla retta delle ordinate
dalla temperatura di 0°C a 911°C è stabile il ferro α, che ha una struttura cubica a corpo centrato.
Da 911°C a 1.392°C abbiamo il ferro γ, altra forma allotropica che cristallizza nel sistema cubico a
facce centrate. Da 1.392 a 1.536°C c’è il ferro δ ed ha una struttura cubica a corpo centrato. La
ferrite α deriva dal ferro α, essa è una soluzione solida di carbonio in Fa α, la solubilità del
carbonio nella ferrite α è molto bassa in quanto la struttura a corpo centrato diminuisce tale
solubilità, che a temperatura ambiente è attorno allo 0,008%. L’austenite è la soluzione solida del
ferro γ con il carbonio, la sua solubilità in questo caso aumenta, in quanto la struttura del ferro γ è
cubica a facce centrate, la solubilità è massima a 1.140°C e corrisponde a 2,06%. Intanto
individuiamo l’eutettico delle ghise, esso si trova in corrispondenza del 4,3% di carbonio. Se noi
prendiamo del ferro con una percentuale di carbonio del 4,3% ad una temperatura superiore a
1.140°C, se raffreddo ottengo a 1.140°C un composto solido eutettico, continuiamo a diminuire la
temperatura, osserviamo che fino a 723°C austenite si impoverisce di carbonio che va a costituire
cementite oltre a quella già presente di prima formazione. A 723°C l’austenite ha raggiunto la
composizione dello 0,8% di carbonio, si trasforma nell’eutettoide (è un eutettico ma che si è
formato a partire da una soluzione solida) perlite che è costituito da lamelle di ferrite α e di
cementite affiancate e intimamente interconesse, alla fine la ghisa che risulta è costituita da perlite e
cementite. Questo è quello che accade nel sistema metastabile, nel sistema stabile se consideriamo
sempre la nostra composizione eutettica, la solidificazione si ha a 1.153°C, con la formazione di
austenite e graffite, l’austenite continuando a raffreddare si impoverisce di carbonio, una volta
giunta a temperatura dell’eutettoide si trasforma in perlite, alla fine avremmo una ghisa costituita da
perlite e graffite. Il diagramma può essere diviso in due parti: le percentuali di carbonio fino al
2,06% determina il campo di esistenza degli acciai, oltre ci sono le ghise. Se noi prendiamo una
percentuale di carbonio pari al 3%, la lega comincia a solidificare a 1.400°C separando austenite,
sia quest ultima che il liquido rimanente si arricchiscono in carbonio (variando le loro rispettive
quantità), a 1.140°C il liquido avrà raggiunto una composizione eutettica e quindi si solidificherà
secondo le fasi viste in precedenza. Gli acciai ad alta temperatura sono costituiti sempre da austenite
dove il carbonio è solubile fino al 2,06% appunto. Gli acciai possono essere ipoeutettoidi, cioè
quelli che hanno un tenore di carbonio inferiore al 0,8% (hanno una struttura costituita da ferrite α
più perlite), abbiamo gli acciai eutettoidi che hanno un tenore di carbonio dello 0,8%, essi hanno
una struttura perlitica, ed infine abbiamo gli acciai ipereutettoidi che hanno un tenore di carbonio
maggiore dello 0,8%, hanno una struttura costituita da perlite più cementite. Partiamo da un acciaio
ad alta temperatura (maggiore di 911°C), con un tenore di carbonio dello 0,4%, esso e costituito da
austenite, diminuiamo la temperatura ed incontriamo la curva A3, da qui in poi comincia a separarsi
ferrite α (che è quasi ferro puro, infatti, la solubilità del carbonio arriva a 0,023 a 723°C) e di
conseguenza l’austenite si arricchisce in carbonio. A 723°C l’austenite ha raggiunto un
composizione eutettoica e si trasforma in perlite, quindi l’acciaio ipoeutettoico sarà costituito da
Autore ORRIONE
15
Data creazione 02/10/01 17.44
ferrite e da perlite, con tanta più ferrite quanto è più bassa la percentuale di carbonio. Per un acciaio
con un tenore di carbonio superiore allo 0,8%, abbiamo l’impoverimento dell’austenite di carbonio
in base all curva di solubilità Acm che se ne va a formare cristalli di cementite, fino a che l’austenite
raggiunge la composizione eutettoica e si ha la formazione di perlite. Alla fine l’acciaio
ipereutettoico sarà composto da perlite e cementite.
LE GHISE.
Le ghise sono una lega da fonderia, questo significa che la loro composizione deve essere eutettica
cioè ben colabile. Le ghise hanno un tenore di carbonio che si può considerare compreso tra 2,06 a
3,8%, ma le ghise acciaiose non vengono più prodotte quindi si può considerare una percentuale
leggermente diversa di carbonio (2,8-3,8%). Molti si chiederanno che l’eutettico della ghisa si trova
in corrispondenza del 4,3% di carbonio, ma si deve tenere conto che ci sono altri elementi presenti
all’interno della ghisa che influiscono sulla percentuale di carbonio. Quindi come abbiamo detto la
principale caratteristica della ghisa è la sua colabilità. Le ghise hanno un altro vantaggio non
indifferente rispetto agli acciai, esse fondono ad una temperatura inferiore di circa 400°C rispetto a
quest ultimi, e quindi significa un risparmio energetico non indifferente. Rispetto agli acciai le ghise
tendono a dimostrare una maggiore resistenza alla corrosione da parte degli agenti atmosferici. Le
ghise però hanno una modesta resistenza meccanica a trazione che si aggira sui 200-250 MPa e
soprattutto sono molto fragili, in altri termini non presentano nessun tipo di deformazione plastica,
quindi non possono essere lavorate per deformazione plastica ne a caldo ne a freddo. Una prima
classificazione delle ghise la si può dare in base a quale forma si il carbonio. Se il carbonio si trova
sotto forma di cementite allora abbiamo le ghise bianche, se il carbonio si trova sotto forma di
graffite abbiamo le ghise grigge. Abbiamo a sua volta una suddivisione delle ghise grigge in base
alla morfologia (forma), distribuzione e dimensione delle particelle di graffite. La graffite può
presentarsi come delle lamelle sottili con punte aguzze, oppure si può presentare sotto forma di
sferoidi in particolari tipi di ghise (ghise speciali sferoidali). Nelle ghise che hanno la graffite sotto
forma di lamelle appuntite, la loro distribuzione deve essere uniforme, in caso contrario le
caratteristiche meccaniche ne risentono in negativo ( per esempio quando le lamelle sono disposte a
rosetta). L’ottenimento delle ghise nelle sue varie forme è legato alle quantità di silicio (il silicio
sposta a percentuali inferiori di carbonio l’eutettico) e manganese presenti e alla velocità di
raffreddamento. Le ghise grigge si ottengono con percentuali di silicio piuttosto elevate, attorno allo
3,5% e 0,4-0,6% di manganese e con un raffreddamento molto lento. Il silicio è un graffitizzante
cioè favorisce la formazione delle graffite, invece il manganese è un carburizzante. Nelle ghise
bianche le percentuali di silicio e manganese variano e rispettivamente sono: 1,5% di silicio e 1,2%
di manganese. Le ghise bianche si ottengono con un raffreddamento veloce. Le ghise grigge hanno
sempre una matrice perlitica. Le ghise di prima fusione devono essere rifuse per ottimizzare la
composizione dei vari componenti ( si fa in un forno più piccolo detto cubirotto). Le ghise bianche
sono estremamente dure e resistono all’usura ma sono anche altrettanto fragili, le ghise grigge
lavorano bene alle macchine utensili perché la graffite interrompe il truciolo. Le ghise bianche
vengono usate nelle matrici per la trafilatura e negli ungelli per l’estrusione. Le ghise grigge
vengono utilizzate per realizzare chiusini, contrappesi….
Le ghise sferoidali contengono il carbonio sotto forma di sferoidi che sono compatti e distribuiti
uniformemente nella matrice, queste ghise presentano caratteristiche meccaniche migliori e hanno
una certa duttilità.
La perlite ha un carico di rottura a trazione pari a 700 MPa con la presenza della graffite scende a
200-250 MPa, infatti, se lo sforzo è ortogonale alla lamella di graffite le tensioni si vanno a
concentrare sulle punte della lamella e quindi c’è la formazione di uno sforzo di taglio e la rottura si
verifica con estrema facilità, nelle ghise sferoidali tale sforzo di taglio viene ad essere quasi
annullato dalla forma particolare dei sferoidi.
Autore ORRIONE
16
Data creazione 02/10/01 17.44
In Italia le ghise vengono definite tramite due lettere: G per riconoscere le ghise grigge, e GS per le
ghise sferoidali. Nelle ghise grigge dopo la lettera G c’è un coefficiente numerico, che indica un
decimo del carico di rottura a trazione, le ghise grigge G30 e G35 (vedi pag. 73) sono ottenute con
paricolari procedure di inoculazione. Nelle ghise sferoidali (vedi pag. 76), che vengono indicate con
GS, dopo di queste ci sono due coefficienti numerici, il primo rappresenta il carico di rottura a
trazione e l’altro rappresenta l’allungamento in percentuale. Nelle ghise sferoidali la struttura può
assumere una matrice ferritica, ferritica-perlitica e perlitica, in queste ghise il miglioramento delle
prestazioni meccaniche sono notevoli. Nelle strutture F-P e P-F cambia la percentuale di perlite
rispetto a quella di ferrite e viceversa, davanti si mette l’elemento che si trova in percentuali
maggiori. Rp0,2 indica il carico di snervamento determinato convenzionalmente allo 0,2% della
deformazione plastica.
ACCIAI.
Gli acciai sono delle leghe ferro-carbonio, con percentuali di carbonio inferiori allo 2,06%, che
rappresenta il limite di solubilità del carbonio nell’austenite. Gli acciai come le ghise contengono
sempre degli altri elementi che sono il magnesio, il silicio, lo zolfo e il fosforo. Lo zolfo e il fosforo
sono delle vere e proprie impurezze e provengono soprattutto dal combustibile, nelle ghise questi
due elementi raggiungono una percentuale compresa tra lo 0,1-0,2%, negli acciai il contenuto in
percentuale di questi elementi devono essere molto più bassi, attorno allo 0,035%. Questo perché
sia lo zolfo, sia il fosforo entrano in composizione con il ferro formando un eutettico che fonde a
900°C e quindi a una temperatura relativamente bassa. L’acciaio viene lavorato plasticamente a
1.100-1.200°C, quindi se ci sono elevate percentuali di questi elementi abbiamo la presenza di parti
liquide all’interno provocando una certa fragilità dell’acciaio e fenomeni di scorrimento, in quanto
queste parti di liquido si trovano ai bordi del grano di austenite. L’80% degli acciai
commercializzati hanno una percentuale di carbonio che si aggira attorno allo 0,1-0,2%, quindi la
ghisa di prima fusione deve essere fortemente decarburata. Il processo di decarburazione avviene
nei forni convertitori, all’interno di questi vengono posti dei rottami di ferro e si versa la ghisa di
prima fusione e poi si inietta all’interno ossigeno puro, all’interno avviene una reazione altamente
esotermica e si raggiungono i 1.600°C, l’ossigeno si lega al carbonio che si trova nel fuso e si libera
come prodotto ultimo anidride carbonica CO2. L’operazione successiva è quella di eliminare le
scorie presenti, che per separazione dall’acciaio, galleggiano. Successivamente l’acciaio viene
colato nei lingotti (in questi lingotti l’acciaio raffredda naturalmente), le lingottiere possono dare
forme diverse all’acciaio colato che sono le bilette, le bramme e i blumi. Oggi comunque il sistema
più usato è quello della colata continua, che viene effettuata su dei panelli mobili, e queste colate
vengono raffreddate tramite dei getti d’aria e di acqua, anche con questo metodo otteniamo le
bilette, le bramme e i blumi. L’acciaio come le ghise di seconda fusione si ottiene dalle ghise di
prima fusione. Gli acciai ipoeutettoidi hanno una struttura di ferrite più perlite (lamelle alternate di
ferrite più cementite intimamente interconesse). Gli acciai a composizione eutettica hanno lo 0,8%
di carbonio e hanno una struttura perlitica. Gli acciai con una percentuale maggiore dello 0,8% di
carbonio sono gli ipereutettoidi e hanno una struttura di perlite più cementite (che si separa
dall’austenite, ed è un composto interstiziale di Fe3C).
Dalla loro struttura dipendono le loro proprietà, infatti, man mano che aumenta la percentuale di
carbonio aumenta la percentuale di perlite (questo accade per acciai con C<0,8%), quindi
aumentano le caratteristiche meccaniche a trazione, ma diminuisce la percentuale di allungamento e
la resilienza (prova d’urto). Nell’acciaio perlitico abbiamo un basso valore di resilienza e di
allungamento, ma abbiamo una elevata resistenza meccanica a trazione. Se aumentiamo
ulteriormente la percentuale di carbonio, otteniamo acciai sempre più duri e fragili. Come abbiamo
precedentemente detto le proprietà meccaniche sono profondamente legate alla struttura interna
dell’acciaio e soprattutto alla quantità di carbonio presente, ricordo che esistono anche degli acciai
in lega con elementi diversi dal carbonio.
Gli acciai possono subire dei trattamenti termici che hanno l’obbiettivo di modificarne le proprietà
meccaniche. I trattamenti termici cambiano la struttura agli acciai, questo perché essi presentano
Autore ORRIONE
17
Data creazione 02/10/01 17.44
una variazione di fase allo stato solido, infatti, gli acciai ad alta temperatura hanno tutti una struttura
austenitica. I trattamenti termici consistono nel riscaldamento dell’acciaio fino a raggiungere la
temperatura austenitica (cioè quando la struttura è austenitica), ed un successivo raffreddamento a
velocità diverse, a seconda di questa velocità di raffreddamento, i trattamenti termici si distinguono
in:
9 ricottura;
9 normalizzazione;
9 tempra.
Nella ricottura abbiamo il riscaldamento fino a temperatura austenitica (come in tutti i trattamenti
termici), il raffreddamento avviene all’interno del forno, e quindi è un raffreddamento molto lento,
tale trattamento viene usato per gli acciai con un contenuto di carbonio maggiore dello 0,8%. Nella
normalizzazione il raffreddamento è più rapido infatti l’acciaio interessato dal trattamento termico
viene raffreddato all’aria. Nella tempra il raffreddamento dell’acciaio avviene in acqua, questo
significa che la temperatura diminuisce molto velocemente, il ferro passa alla struttura cubica a
corpo centrato, in queste condizioni però il carbonio non ha il tempo per uscire, quindi rimane
all’interno del reticolo cristallino che si deforma, alla fine del raffreddamento si ottiene una struttura
tetraedrica che è un sistema metastabile (la struttura è caratterizzata dalla presenza di molte
tensioni). Nell’acciaio a struttura perlitica la ricottura provoca un ingrossamento dei grani, invece
nella normalizzazione di una struttura perlitica, otteniamo una struttura perlitica a grana fine, e
questo ovviamente ne aumenta le prestazioni meccaniche. Gli acciai fino allo 0,2% di carbonio non
vengono mai trattati termicamente, essi vengono utilizzati allo stato grezzo di laminazione. La
ricottura viene fatta tra una lavorazione meccanica e l’altra per rigenerare la grana. Per vedere gli
effetti sulle proprietà meccaniche dei trattamenti termici vedi diagramma pag. 77.
ACCIAI DI USO GENERALE.
L’80% degli acciai prodotti si ottengono per affinazione della ghisa di prima fusione, esso ha una
percentuale di carbonio compresa tra lo 0,1-0,2%. Si trova sotto forma di lamiere, petti, profilati
(che possono essere ad L, a T, e a doppio T, essi vanno utilizzati nelle costruzioni edili, sono forniti
allo stato grezzo di laminazione, non si fanno trattamenti termici). Tutti questi elementi vengono
trattati in carpenteria (minuta o industriale). Le prestazioni meccaniche di questi acciai di base
dipendono dalla loro composizione. Negli ultimi decenni l’industria siderurgica ha affiancato a
questi acciai di base degli acciai di qualità: sono quei acciai nei quali si è voluto accentuare le
caratteristiche meccaniche, in particolare si è voluto migliorare il carico di rottura a trazione, la
tenacità e la saldabilità. Per raggiungere prestazioni meccaniche elevate si aggiungono degli
elementi in quantità molto piccole (vanadio, niobio, titanio, alluminio), che vanno dallo 0,01% a
0,1%, questi acciai vengono detti anche microlegati. I prezzi sono competitivi perché gli elementi
che vengono aggiunti sono costosi (soprattutto il titanio, il niobio e il vanadio) ma sono aggiunti in
piccole quantità. Gli acciai di qualità vengono sottoposti a laminazione a caldo controllata, in altri
termini significa controllare la temperatura di raffreddamento. Essendo le operazioni per la
produzione dell’acciaio di qualità simili a quelle usate per l’acciaio di base, anche se le prime sono
più curate e controllate, i prezzi di tale acciaio rimangono competitivi. Le strutture in acciaio se
vengono effettuate usando l’acciaio di qualità hanno un dimensionamento minore rispetto
all’acciaio comune, inoltre hanno bisogno solo di trattamenti termici di rifinitura e possono
sostituire gli acciai legati che sono molto più costosi.
Gli acciai strutturali sono quelli per la carpenteria metallica, essi vengono prodotti in lunghi
laminati che sono le travi, le basse e i profilati, questi tre elementi vengono utilizzati nelle
costruzioni civili in acciaio, i vari elementi in passato venivano uniti tramite l’utilizzo dei chiodi o
veniva imbullonata, oggi si è passati alla saldatura. Un acciaio è saldabile se dopo tale trattamento
nelle zone prossime alla saldatura l’acciaio non è diventato fragile o la grana si è ingrossata in modo
anormale. La saldatura consiste nel riscaldamento dei due lembi da saldare ad una temperatura
prossima a quella di fusione, può essere eseguita con apporto o senza apporto di materiale. Gli
Autore ORRIONE
18
Data creazione 02/10/01 17.44
acciai civili vengono saldati e il raffreddamento avviene all’aria aperta, e l’acciaio non si deve
temprare nella zona circostante interessata dalla saldatura e quindi formare una struttura
martensitica. Questi acciai da carpenteria metallica non sono autotempranti cioè che si temprano
con l’aria. Possono essere sia acciai di base che acciai di qualità, gli acciai strutturali di base (hanno
lo 0,1-0,2% di carbonio e la struttura è ferritica-perlitica) sono classificati in base alle proprietà
meccaniche, in generale questi acciai hanno discrete proprietà meccaniche, hanno una buona
duttilità e hanno una buona lavorabilità alle macchine utensili. Vengono classificati con il simbolo
Fe seguito da un coefficiente numerico che rappresenta il valore minimo garantito di carico unitario
di rottura a trazione in MPa (N/mm2). Ci sono tre tipi fondamentali:
9 Fe360
Fe430
Fe510
Accanto a questa sigla ci può essere una lettera.
9 A⇒questo acciaio non può essere utilizzato per fare delle saldature importanti;
9 B⇒l’acciaio deve avere alla temperatura di 20°C una resilienza maggiore o uguale a 275J;
9 C⇒la resilienza deve essere maggiore o uguale a 275J a 0°C;
9 D⇒la resilienza deve essere maggiore o uguale a 275J a –20°C;
9 DD⇒la resilienza deve essere maggiore o uguale a 405J a –20°C con acciai Fe510.
Ricordo che più alta e la resilienza meno il materiale è fragile.
Forse è meglio precisare la classificazione degli acciai e le loro caratteristiche:
ACCIAI DI USO GENERALE.
Essi costituiscono l’80% della produzione totale di acciai, con percentuali di carbonio che
vanno dallo 0,1-0,2%, sono ottenuti dal convertitore ad ossigeno, e possono essere
effervescenti (l’acciaio viene colato in lingottiera senza disossidazione finale, e nel corso
della solidificazione l’ossigeno reagisce con il carbonio formando CO che si sviluppa
vivacemente nel metallo formando delle soffiature) o calmati (in questo caso gli acciai
vengono disossidati con l’aggiunta di alluminio, questo fa si che durante la solidificazione
non si formi gas all’interno del metallo). Questi acciai presentano al loro interno delle
piccole percentuali di zolfo e fosforo che non devono superare lo 0,05%. Questi acciai non
vengono trattati termicamente, tranne in alcuni casi dove si eseguono dei trattamenti di
normalizzazione.
ACCIAI DI BASE.
Sono di base tutti quei acciai che vengono utilizzati allo stato naturale di laminazione.
ACCIAI DI QUALITA’.
Gli acciai di qualità si ottengono con l’aggiunta di microlegati e con un accurato controllo
della laminazione, si ottengono con una temperatura di transizione (rottura duttile-rottura
fragile) più bassa.
ACCIAI PER CARPENTERIA METALLICA.
Vengono detti anche acciai strutturali, essi vengono forniti in laminati piani, lamine a rotoli,
laminati lunghi (travi, basse, profilati) e in piatti. Sono usati per fare navi, lunghi tubi (anche in
sottopressione come oleodotti o metanodotti)…
Questi acciai devono essere saldabili, infatti, non si deve formare una struttura di tempra (viene
detta struttura martensitica, essa e dura e fragile) in prossimità della saldatura, proprio per questo
hanno una percentuale di carbonio molto bassa. In prossimità della saldatura non ci deve essere una
grana grossa, infatti ,questa provoca un certo grado di fragilità. Questi acciai strutturali si dividono
sempre in acciai di base e in acciai di qualità. Gli acciai di base strutturali, sono sempre acciai a
basso contenuto di carbonio, e quindi hanno una struttura di ferrite-perlite con molta ferrite. Si tiene
bassa la temperatura dell’ultima laminazione per creare una struttura fine. La vecchia normativa
denominava questi acciai con la sigla Fe seguita da un numero che indica il carico unitario di rottura
a trazione, a questa sigla seguiva una lettera (A,B,C,D,DD) che rappresenta il grado di insensibilità
alla frattura fragile in ordine crescente, esso viene valutato tramite il grado di resilienza. La
resilienza esprime la quantità di energia assorbita in campo elastico dal materiale nella prova d’urto.
Autore ORRIONE
19
Data creazione 02/10/01 17.44
Adesso andiamo a vedere gli acciai strutturali di qualità, questi acciai vengono prodotti con le stesse
tecnologie degli altri.
Fino all’inizio della seconda guerra mondiale si utilizzava per la carpenteria metallica civile e
quindi per scopi strutturali (anche per la costruzione di navi) un acciaio che aveva un contenuto di
carbonio pari allo 0,3%, e all’epoca era considerato fondamentale il carico unitario di rottura a
trazione, le strutture in acciaio erano chiodate o imbullonate, poi sono emersi dei problemi legati
all’affondamento delle navi Liberty, causato da una rottura fragile dell’acciaio. Quindi si è stati
costretti a passare ad altri tipi di acciaio, con un più alto carico di snervamento con una buona
saldabilità, quindi abbassando la percentuale di carbonio, ed nella produzione di questi nuovi acciai
è diventata molto più importante la temperatura di transizione da una rottura duttile ad una rottura
fragile. Si e visto che l’unico modo per avere un buon carico di snervamento con una bassa
temperatura di transizione era quello di affinare il grano e con l’aggiunta di piccole quantità di
leganti, con questi sistemi si riesce a ottenere prestazioni meccaniche nettamente migliori, con il
controllo della laminazione le prestazioni migliorano ulteriormente. L’acciaio strutturale di qualità
più usato è l’HSLA (lega a basso contenuto di carbonio ad alta resistenza), questo acciaio ha la
seguente composizione: lo 0,12-0,18% di carbonio, l’1,6% di manganese (fa aumentare la tenacità),
come legato si mette il niobio con una percentuale compresa tra il 0,04-0,06%, questo niobio va in
soluzione solida con la ferrite e la rafforza. Le soluzioni solide hanno caratteristiche migliori delle
soluzioni pure, l’elemento che è andato in soluzione disturba il reticolo, distorcendolo e questo
ostacola il moto dislocativo. Il niobio precipita come carburo (carburi di niobio) all’intorno del
grano ferritico e questo ne impedisce l’accrescimento. Le prestazioni meccaniche di tale acciaio
sono notevoli: il carico di snervamento si aggira 450 MPa, se poi noi controlliamo la laminazione (è
un trattamento meccanico a caldo tra i 700°C e i 1.250°C dove la struttura dell’acciaio è austenitica,
si deve controllare che i grani dell’austenite non si ingrossano, e questo lo si fa controllando la
temperatura e i tempi di deformazione) si arriva a valori di 500 Mpa, e la temperatura di transizione
è di –80°C.
A pag. 101 c’è la tabella 9.1 riporta la composizione chimica degli acciai di uso generale, sono
presente anche gli acciai resistenti alla corrosione che vengono detti anche acciai patinabili,
contengono piccole percentuali di rame e di cromo che gli conferiscono una buona resistenza alla
corrosione atmosferica, anche in questi si forma la “ruggine”, ma è aderente e fissata alla superficie
dell’acciaio, il più noto è il Cor-Ten.
-
ACCIAI PER ARMATURE.
Sono gli acciai che vengono usati per le armature del calcestruzzo armato. Esistono diverse norme e
codici a livello europeo che fissano i requisiti per gli acciai usati per le armature, la più usata è
l’Euro 2 è ancora in fase sperimentale ma è già molto seguita. In Italia attualmente è in vigore il
D.M.LL.PP. del ’96. In queste normative si utilizzano le seguenti grandezze per definire le
caratteristiche meccaniche:
9 ft=tensione di rottura a trazione;
9 fy=tensione di snervamento, valutata ad una deformazione residua dello 0,2%;
9 εu=deformazione corrispondente al carico massimo.
I valori caratteristici sono indicati con la stessa simbologia, a cui viene aggiunto l’indice K. Il
valore caratteristico di una grandezza è definito come il valore al di sotto del quale si può attendere
di trovare il 5% della popolazione statistica di tutte le misure di tale grandezza. La normativa Euro 2
classifica gli acciai per armature in base alle seguenti proprietà:
Tipo: indica il valore in MPa della tensione caratteristica di snervamento fyk;
Classe: indica le caratteristiche di duttilità. Sono previste le classi:
- Alta duttilità εuk>5% (ft/ fy)k>1,08;
- Normale duttilità εuk>2,5% (ft/ fy)k>1,05;
Autore ORRIONE
20
Data creazione 02/10/01 17.44
Le barre nervate ad alta aderenza hanno una migliore aderenza rispetto alle barre lisce, quest ultime
hanno una aderenza mediocre è il loro uso ormai è limitato alle reti elettrosaldate, ma anche queste
al giorno d’oggi si fanno con barre ad aderenza migliorata. Il decreto ministeriale del ’96 stabilisce i
tipi di acciaio, le prove meccaniche e le loro modalità che si devono fare nel stabilimento o nel
cantiere, stabilisce anche l’esecuzione di prove particolari per esempio la piegatura a 180°, oppure
la piegatura attorno ad un mandrino. A pag. 108 c’è una tabella che riporta i tipi di acciaio e le loro
caratteristiche meccaniche, per esempio Fe B 22K, dove B è l’iniziale di Beton, 22 rappresentano il
carico di snervamento in Kg/mm2, mentre K sta per caratteristico. L’ultima colonna della tabella
vengono rappresentate in percentuale le deformazioni, su una lunghezza utile di 5 diametri (10 nel
caso delle reti elettrosaldate). Se l’acciaio contiene quantità di elementi in lega molto basse l’acciaio
è sempre saldabile, tenendo conto che il contenuto in carbonio deve essere molto basso.
Fino a qualche decennio fa le armature venivano ottenute per laminazione a caldo delle bilette,
queste contenevano una percentuale di carbonio compresa tra 0,3-0,5%. Oggi ci si è orientati per
acciai a basso contenuto di carbonio che sono saldabili. Ci sono vari procedimenti di produzione dai
quali si riesce ad ottenere valori di carico di snervamento che sono richiesti dalla normativa, i
sistemi per la produzione delle armature sono principalmente tre:
- lavorazione meccanica a freddo;
- utilizzo di acciai microlegati;
- trattamenti termici;
Dalla biletta per lavorazioni meccaniche a caldo si ottiene un prodotto di forma tonda che si
denomina vergella (diametro di circa 10 mm), questa non ha le caratteristiche meccaniche richieste
dalla normativa, quindi si passa ad una lavorazione meccanica a freddo, si ottiene un certo grado di
incrudimento (che deve essere controllato), che fornisce un acciaio dalle prestazioni meccaniche
volute.
I microlegati si aggiungono nella siliera (che è un contenitore di acciaio a forma di pera rivestito
all’interno da materiale refrattario, posto dopo il convertitore), le armature costituite da acciaio
microlegato sono più costose, ma viene semplificato il ciclo di produzione (si saltano i trattamenti
termici), e comunque il loro prezzo rimane competitivo.
L’Euro codice divide gli acciai per armature in alta duttilità e in normale duttilità. L’attuale
orientamento dell’industria è di produrre queste armature con acciai di base, che vengono utilizzati
generalmente allo stato grezzo di laminazione. Con questi acciai, le caratteristiche meccaniche
richieste dalle norme non sono ottenibili, con una semplice lavorazione a caldo, quindi si applicano
altri sistemi produttivi, come abbiamo visto in precedenza (gli acciai di qualità hanno una grana
fine, sono gli acciai microlegati che si possono utilizzare anche per le armature, ovviamente il loro
costo sarà superiore. Per l’acciaio destinato alle reti elettrosaldate il requisito fondamentale è la
saldabilità, in altri termini l’acciaio non si deve temprare quando viene saldato con la conseguente
formazione di struttura martensitica.
ACCIAI PER ARMATURE UTILIZZATE NEL CALCESTRUZZO ARMATO
PRECOMPRESSO.
La precompressione si ottiene sottoponendo le armature ad una tensione preventiva,
successivamente per effetto dell’aderenza che si sviluppa tra il sistema cementizio e l’acciaio si
stabilisce uno stato di cooazione, che è determinata da una sollecitazione di trazione nelle armature
e di compressione nel calcestruzzo. Questo sistema migliora la resistenza ai carichi statici e
dinamici. L’acciaio sottoposto ad una continua sollecitazione meccanica di trazione (come succede
alle armature di strutture precompresse), è interessato dal fenomeno del rilassamento. Il
rilassamento è la diminuzione dello sforzo opposto dal materiale ad una deformazione costante,
questo fenomeno viene trascurato dagli acciai che operano a temperatura ambiente in condizioni
“normali”, invece questo fenomeno può essere significativo per acciai destinati a strutture
precompresse, dove si usano acciai ad alta resistenza che vengono molto sollecitati, il rillassamento
viene misurato in modo percentuale ed esprime la diminuzione dello sforzo opposto dal materiale,
Autore ORRIONE
21
Data creazione 02/10/01 17.44
ad una deformazione costante (sollecitazione costante). Per determinare il rilassamento si sottopone
un provino al 70% del fpk (carico di rottura a trazione caratteristico per acciai destinati al
precompresso) per 1.000 ore. Quindi il carico di snervamento caratteristico ad una deformazione
convenzionale dello 0,1% si esprime per gli acciai destinati al precompresso con fp0,1k. Gli acciai
per il precompresso vengono commercializzati come definito sia dall’Euro Codice e sia dal decreto
ministeriale: in fili, in barre, in trecce e trefoli. Oltre a definire i vari tipi le normative ci illustrano le
modalità per fare le verifiche meccaniche per ogni particolare tipo. Qui di seguito forniamo una
breve descrizione di tutti i tipi previsti dalla normativa:
9 FILO⇒prodotto trafilato di sezione piena che può essere fornito in rotoli;
9 BARRA⇒prodotto laminato di sezione piena che può essere fornito solo in elementi rettilinei;
9 TRECCIA⇒è l’insieme di due o tre fili avvolti a elica attorno ad un comune asse longitudinale;
9 TREFOLO⇒è l’insieme di due o più fili avvolti a più strati a elica attorno a un fili d’acciaio
centrale.
I fili possono essere lisce ondulati, con impronte, possono essere tondi o possono avere anche altra
forma. Le barre possono essere lisce o con una filettatura parziale o continua. Sia le barre che i fili
si individuano tramite il loro diametro nominale. Per questi acciai utilizzati in questo campo
dell’edilizia non interessa la saldabilità, in quanto non devono essere saldati. L’Euro Codice li
classifica in base al tipo, la classe, le dimensioni e le caratteristiche superficiali, quindi è una
classificazione più curata rispetto a quelle definita dal decreto ministeriale. I tipi suddividono gli
acciai in base ai valori caratteristici del carico di snervamento fp0,1k e il valore caratteristico del
carico di rottura a trazione. La classe è stabilità in funzione alle caratteristiche di rilassamento degli
acciai:
9 CLASSE 1⇒fili e trefoli ad alto rilassamento;
9 CLASSE 2⇒fili e trefoli a basso rilassamento;
9 CLASSE 3⇒è per le basse.
Questi acciai devono avere un elevatissimo carico di snervamento fp0,1k>1.000MPa. Il valore del
carico di rottura e del carico di snervamento dipende moltissimo dalla dimensione del filo
indipendentemente dal sistema di produzione. Queste elevate caratteristiche meccaniche si
ottengono agendo su tre fattori:
9 Composizione;
9 Trattamenti termici;
9 Trattamenti meccanici.
Nella composizione di questi acciai troviamo una elevata percentuale di carbonio che è compressa
tra 0,45-0,90% e troviamo dei microlegati che sono: il cromo, il moldeno, il manganese, il silicio,
tutti questi elementi fanno variare le curve di raffreddamento, quindi nell’ultima laminazione a
caldo c’è una variazione della struttura. La Bonifica è un trattamento termico che consiste prima
nella tempra dell’acciaio e poi viene rinvenuto (riscaldato) e si ottiene una struttura particolare detta
sorbite.
CORROSIONE.
I materiali metallici che sono a contatto con un ambiente aggressivo subiscono un degrado che si
denomina corrosione, perché il metallo reagisce con gli elementi presenti nell’ambiente. C’è la
corrosione a secco e la corrosione a umido. La prima si verifica nei metalli che operano ad alta
temperatura, quindi per il nostro studio non ci interessa. La corrosione a umido i metalli vengono a
contatto con soluzioni acquose, esse sono le acque dolci (piogge, torrenti…) e le acque salate, poi il
metallo può venire a contatto con soluzioni acide o alcaline, oppure vengono a contatto con
ambienti che contengono acqua (il terreno, il calcestruzzo, le atmosfere umide…). Il processo
elettrochimico consiste in un processo anodico di ossidazione del metallo, che da luogo a processi
di corrosione che libera elettroni nel metallo:
2Fe→2Fe+++4e
In altri termini l’ossidazione consiste nella perdita di elettroni da parte di un metallo. Nel processo
catodico si ha la riduzione di una specie chimica presente nell’ambiente aggressivo e consuma gli
Autore ORRIONE
22
Data creazione 02/10/01 17.44
elettroni che si sono liberati nel processo anodico. In una soluzione aerata la reazione catodica
consiste nella riduzione dell’ossigeno presente nell’atmosfera (disciolto nell’acqua in contatto con il
metallo):
O2+2H2O+4e→4OHL’unione del processo catodico con il processo anodico verifica la seguente reazione:
2Fe+2H2O→2Fe(OH) 2
(idrato ferroso)
→Fe(OH)3
(idrato ferrico)
La combinazione tra l’idrato ferrico con quello ferroso mi da la ruggine (Fe2O3xH2O) che si forma
sopra il metallo, essa e spugnosa, non è aderente, non è compatta e viene facilmente portata via
dagli agenti atmosferici, quindi viene messo a nudo altro metallo e a lungo andare si può arrivare
alla bucatura del metallo. Se la soluzione che viene a contatto con l’acciaio non contiene ossigeno,
cioè siamo in presenza di soluzioni acide il processo catodico sarà il seguente:
2H++2e→H2
I due processi anodico e catodico sono simultanei, in altri termini il numero di elettroni che
vengono prodotti nelle reazione anodica è uguale al numero di elettroni che vengono consumati
nella reazione catodica, questo flusso continuo di elettroni può essere vista come una corrente.
Ia=Icat=Icor
Il primo termine rappresenta la corrente anodica che va dal metallo alla soluzione (con cui è a
contatto), il secondo termine rappresenta la corrente catodica che va dalla soluzione al metallo, il
terzo termine è un valore della corrente comune che rappresenta la corrente di corrosione.
Gli acciai comuni in ambiente atmosferico si corrodono, quindi devono essere protetti da tale
processo chimico. Il Killer dell’acciaio non sono le sostanze inquinanti, ma è l’ossigeno. La
corrosione inizia sempre dalla superficie del metallo. Si può modificare la superficie dell’acciaio
tramite un rivestimento metallico che la protegga dalla corrosione. Oppure si può optare per un
rivestimento organico per esempio le pitture che sono a base di polimeri, oppure si può fare un
rivestimento inorganico, esso si usa per i contenitori destinati agli alimenti o ad usi farmaceutici e
sono gli smalti (sono dei vetri che vengono rifusi sulla superficie del metallo).
La formazione di uno strato di conversione (rivestimento metallico) consiste nella cromatizazzione,
nella fosfatizazzione, in altri termini si fa reagire la superficie dell’acciaio chimicamente ottenendo
degli strati di rivestimento. Ad esempio l’acciaio zincato si ottiene rivestendo l’acciaio con zinco
(l’acciaio da zincare viene immerso in un bagno di zinco fuso), nell’ambiente lo zinco si degrada
ma allo stesso tempo protegge il metallo, questo è il rivestimento metallico più usato.
Prima di rivestire l’acciaio si deve preparare la superficie dello stesso, essa deve essere
perfettamente pulita, infatti dopo la laminazione a caldo rimangono sulla superficie delle scorie di
laminazione che sono del tutto inconsistenti. Si effettua uno sgrassaggio con l’uso di solventi, poi si
fa il decapaggio che si effettua immergendo l’acciaio in una soluzione acida che toglie l’ossido e
l’eventuale ruggine che si è formata sulla superficie precedentemente, si può fare anche la
sabbiatura che consiste nel pulire la superficie del metallo tramite l’uso di getti di sabbia ad alta
velocità. Una volta che l’acciaio è pulito si procede al rivestimento.
Le pitture sono un sistema eterogeneo costituito da un legato e da un solvente ( che tiene in
soluzione il legato che è un composto filmogeno, infatti, quando evapora il solvente si forma un
film), da pigmenti (composti organici o inorganici, questi possono essere attivi cioè partecipano alla
protezione dell’acciaio), ci possono essere anche degli additivi (per conferire caratteristiche
particolari alla pittura). La pittura deve avere un determinato spessore come minimo 120 micron,
anche la pittura è soggetta ad invecchiamento e periodicamente deve essere rifatta.
Esistono anche gli acciai inossidabili, in questa tipologia di acciai la loro superficie rimane sempre
lucida e brillante, non subisce un processo corrosivo in ambiente acido o ossidante. Questa
protezione è fornita dal fatto che tale acciaio si trova in lega con il cromo (anche il nichel) in
percentuali superiori al 12%. Il cromo ha la capacità, in presenza di un ambiente ossidante, di
ossidarsi leggermente in superficie, con uno strato di ossido di qualche nanometro (quindi il nome
di acciaio inossidabile è improprio anche se tale ossidazione è molto sottile), che prende il nome di
Autore ORRIONE
23
Data creazione 02/10/01 17.44
passivante. La normativa americana denomina tali acciai con la sigla A.I.S.I. (tale normativa è
molto usata anche in Italia). L’acciaio inossidabile più conosciuto è quello che ha in lega il 18% di
cromo e l’8% di nichel, ed è il cosiddetto 18/8. La normativa americana classifica tali acciai con la
lettera X seguita da un coefficiente numerico che indica la percentuale di carbonio moltiplicata per
10, e poi l’indicazione del rapporto percentuale tra il cromo e il nichel. Per esempio l’acciaio
inossidabile più comune si indica X10 C. Ni. 18/8, esso è così importante da meritare una
denominazione specifica A.I.S.I. 304. Proprio per questo strato di passivante questi acciai si
chiamano anche passivati, in ambiente riducente anche questi acciai si corrodono.
POLIMERI.
Sono delle sostanze organiche macromolecolari (costituiti da molecole molto grosse), queste
macromolecole presentano un elevato peso molecolare. I polimeri sono il costituente base di questi
materiali:
9 materie plastiche;
9 fibre;
9 vernici;
9 adesivi;
9 elastomeri.
Le materie plastiche hanno come componente fondamentale un polimero poi vengono aggiunti degli
additivi, la presenza del polimero conferisce alle materie plastiche la plasticità, caratteristica
fondamentale per lo stampaggio e per garantire un buon comportamento alla temperatura ambiente.
Le proprietà (meccaniche…) dei polimeri dipendono fondamentalmente dalla loro struttura che può
essere:
9 amorfa⇒le macromolecole sono disposte disordinatamente in quanto non c’è nessun ordine
geometrico seguito dalla disposizione delle macromolecole;
9 cristallina⇒questa struttura si ha quando le macromolecole si dispongono in maniera
sufficientemente ordinata (le catene molecolari sono tra di loro parallele), non possiamo mai
avere una struttura perfettamente ordinata in quanto le catene molecolari sono molto lunghe e
complesse. Quindi non si può parlare di una struttura cristallina ma di una struttura tendente alla
struttura cristallina, dove la percentuale di struttura cristallina si aggira attorno al 90-95%;
9 semicristallina⇒questa struttura si verifica quando c’è la mescolanza delle prime due, infatti, ci
sono zone cristallina e zone amorfe.
Le macromolecole possono essere lineari, cioè vanno in un’unica direzione, ma questo non vuol
dire che sono rettilinee, anzi spesso è il contrario. Le macromolecole possono essere ramificate cioè
si sviluppano in più direzioni, oppure possono essere reticolate, in altri termini la loro
conformazione è simile ad una rete.
Le fibre si ottengono dallo stiramento di un polimero. Le vernici le abbiamo già esposte. Gli adesivi
sono delle colle strutturali per unire materiali diversi, ed infine gli elastomeri sono le gomme.
I polimeri si ottengono da idrocarburi non saturi ( per esempio l’etilene C2H4), il termine non saturi
indica la presenza di due legami covalenti. Oppure da diversi composti organici.
R-OH dove R si dice radice, mentre OH è il gruppo funzionale in questo caso è l’ossidrile;
R-COOH radice+gruppo funzionale carbosilico;
R-NH3 radice+gruppo funzionale amminico, le sostanza che si ottengono con i gruppi
amminici si denominano ammine;
R-CHO radice+gruppo funzionale adeldico;
R-CO radice+gruppo funzionale chetonico, le sostanze che si ottengono da tale gruppo
chetonico si denominano tetoni.
I polimeri si dividono principalmente in due classi:
9 polimeri termoplastici⇒sono polimeri che hanno una struttura lineare e sono costituiti da
macromolecole polimerizzate linearmente, e legate le une con le altre da legami di Wan der
Walls, mentre all’interno delle macromolecole abbiamo tutti legami covalenti. Quando
somministro una quantità di energia necessaria per rompere i legami intermolecolari, questa
Autore ORRIONE
24
Data creazione 02/10/01 17.44
energia è insufficiente per rompere i legami covalenti, quindi le catene molecolari iniziano a
scorrere le une sulle altre, e quindi il polimero termoplastico rammollisce, se lo lascio
raffreddare esso torna alla situazione iniziale, e quindi questo processo lo posso fare infinite
volte;
9 polimeri termoindurenti⇒durante la loro polimerizzazione induriscono con la formazione di
legami trasversali tra le macromolecole, che sono dei legami covalenti, in altri termini si ha la
reticolazione cioè si forma una struttura tridimensionale continua, in questa situazione non c’è la
possibilità di scorrimento tra le macromolecole. Tale struttura è continua e quindi possiamo
pensare che l’intero polimero si costituito da una unica ed enorme macromolecola. I polimeri
termoindurenti sono infusibili e per riscaldamento essi si decompongono in altri termini tutti i
legami covalenti si rompono sia quelli intramolecolari sia quelli intermolecolari.
MECCANISMI DI POLIMERIZAZZIONE.
Il primo meccanismo che andiamo ad analizzare è la poliaddizione e una reazione che prende il
nome di reazione a catena che parte da dei monomeri costituiti da idrocarburi non saturi per
esempio l’etilene. Per dare inizio allo stadio di attivazione si deve rompere il doppio legame
dell’etilene tramite la fornitura di energia o con l’uso di catalizzatori. Quindi si rendono disponibili
dei legami liberi ai quali si possono attaccare altre molecole.
La poliaddizione può essere di tipo radicalica oppure di tipo cationica o anionica, e questo dipende
dal centro di attivazione.
n rappresenta il grado di polimerizzazione ed è il numero medio di monomeri che costituiscono le
macromolecole. Tale grado è di fondamentale importanza e ci fa capire come è nato il polimero,
infatti, a man mano che aumenta il grado di polimerizzazione il polimero passa dal gas al liquido
(attraverso varie fasi), al gel fino a prendere prima una consistenza viscosa e poi assumendo
caratteristiche solide.
Autore ORRIONE
25
Data creazione 02/10/01 17.44
Il grafico precedente visualizza l’andamento delle proprietà meccaniche in funzione del grado di
polimerizzazione, a un certo punto la c’è una stabilizzazione di queste proprietà meccaniche, perché
il grado di polimerizzazione ha raggiunto il suo massimo. Dal punto di vista prettamente intuitivo il
peso molecolare di una macromolecola è dato dalla seguente relazione:
PM=pM×N
Dove pM e il peso molecolare del monomero e N è il grado di polimerizzazione.
Nella realtà si usa il grado di polimerizzazione medio, perché non tutte le catene molecolari che
costituiscono il materiale polimerico hanno lo stesso numero di monomeri. Quindi se chiamiamo X
il grado di polimerizzazione medio il peso molecolare medio delle macromolecole sarà dato dalla
seguente relazione:
PM=pM×X
Dove il significato dei termini che vi compaiono sono gli stessi del caso precedente.
Per caratterizzare un polimero non è sufficiente conoscere il peso molecolare medio delle
macromolecole, ma è necessario conoscere come la massa del materiale polimerico si distribuisce
sui vari pesi molecolari. Se noi riportiamo il profilo di un determinato polimero, il numero di
macromolecole aventi un determinato peso molecolare, otterremmo una curva a campana. Il grafico
che da questa curva ha in ordinata la frequenza percentuale con cui un dato peso molecolare si
presenta nella massa del polimero, mentre in ascissa ci sono i pesi molecolari. La situazione ideale
sarebbe che il peso molecolare medio fosse entro un ristretta fascia di pesi molecolari.
Più la curva e allargata alla base minori sono le caratteristiche meccaniche e termiche, in quanto
maggiori saranno le percentuali di catene molecolari corte o troppo lunghe. La curva di
distribuzione è molto più importante rispetto al grado di polimerizzazione medio.
Ecco alcuni esempi di polimeri ottenuti tramite la poliaddizione.
1) Polietilene (-H2C-C H2-)N.
2) Poli-vinil di Cloruro o PVC (-H2C-CHCl-) N.
H
3) Polipropilene (-H2C-C-CH3) N.
La forma generale dei polimeri vinilici è la seguente:
(-H2C-CH-)
R
Se R=H abbiamo il polietilene, se R=Cl abbiamo il PVC ed infine se R= CH3 otteniamo il
polipropilene.
Autore ORRIONE
26
Data creazione 02/10/01 17.44
Un altro meccanismo di polimerizzazione è la policondensazione: si ha la condensazione di due
monomeri, allora non si parte più da idrocarburi non saturi. Nella policondensazione si deve partire
da due monomeri che devono avere due gruppi funzionali diversi, può essere che i due gruppi
funzionali appartengano allo stesso monomero, generalmente appartengono a due monomeri
diversi. Si può schematizzare la reazione nel modo seguente:
aAa+bBb→aABb+ab
aABb+aAa→aABAb+ab
aABAb+bBb→aABABb+ab
Come si può facilmente notare questa è una reazione a catena che può in teoria ripetersi all’infinito,
da questo punto di vista si comporta come la reazione di poliaddizione. Le macromolecole che via
via si costituiscono hanno sempre la presenza di due gruppi funzionali diversi a e b. la
policondensazione può essere portata avanti da un monomero con due gruppi funzionali diversi e si
può schematizzare nel modo seguente:
aAb+aAb→aAAb+ab
aAAb+aAb→aAAAb+ab
se sono in presenza di tre gruppi funzionali diversi ottengono una struttura reticolare (fino a questo
momento abbiamo analizzato la definizione di una struttura lineare tipica dei polimeri termoplastici)
cioè ottengo un polimero termoindurente. Questo accade quando uno dei due monomeri che entrano
in reazione ha tre gruppi funzionali, oppure tutti e due hanno tre gruppi funzionali, l’unica
differenza è che nel secondo caso si formerà una struttura reticolare più fitta rispetto al primo caso.
Con il processo di poliaddizione le catene che si ottengono sono solo lineari e quindi abbiamo come
prodotto i termoplastici. Invece nella policondensazione si possono formare sia i termoplastici
(quando i gruppi funzionali sono due) sia i termoindurenti (se i gruppi funzionali presenti sono tre).
Nei termoindurenti la struttura è sempre amorfa, di contro nei termoplastici la struttura può essere
amorfa o cristallina.
LA SOLIDIFICAZIONE NEI MATERIALI POLIMERICI.
Non si può parlare di cristallinità perfetta nei termoplastici, ma si deve parlare di tendenza alla
cristallinità ed essa viene quantificata in percentuale (per esempio del 95%), per esempio il teflon
(-F2C-CF2-)N ha le macromolecole estremamente regolari, mentre il polistirolo è molto più difficile
da cristallizzare (-H2C-CH-)N.
Autore ORRIONE
27
Data creazione 02/10/01 17.44
Il monomero del polistirolo è caratterizzato dalla presenza dell’anello benzenico, quindi il
monomero non è regolare, ed esso può andare da una parte e dall’altra, ed è proprio per questo
motivo che la cristallizzazione del polistirolo è difficile. Per ovviare a questo inconveniente sono
stati introdotti gli stereospecifici che fanno andare l’anello benzenico sempre dalla stessa parte.
Con il processo meccanico di stiramento, di trafilatura, di estrusione e di soffiatura, le
macromolecole si dispongono in modo regolare lungo la direzione della deformazione, quindi anche
a seguito di queste operazioni meccaniche si può ottenere un cero grado di cristallinità. Per ottenere
la cristallizzazione devo raffreddare anche più lentamente per poter permettere alle macromolecole
di ordinarsi.
I polimeri termoindurenti non possono che essere amorfi e la loro forma definitiva la prendono
nello stampo. Allo stato fuso i polimeri sono stati paragonati ad un piatto di spaghetti, cioè le catene
macromolecolari sono disposte in modo disordinato in altri termini siamo in uno stato amorfo
viscoso.
Il raffreddamento ha come diretta conseguenza la continua diminuzione del volume specifico,
questo perché le catene molecolari si avvicinano e si ha anche la diminuzione dell’ampiezza delle
vibrazioni degli atomi. La temperatura Tg è la temperatura di transizione vetrosa, al di sotto di tale
temperatura le catene molecolari non si possono più muovere e rimangono “congelate”. Il materiale
polimerico assume al di sotto di tale temperatura caratteristiche solide diventando rigido e fragile.
Nei polimeri cristallini alla temperatura Tf abbiamo un repentino sbalzo di volume specifico perché
c’è il passaggio dalla situazione amorfa a quella cristallina (c’è il riordino della catene molecolari
quindi il polimero si “compatta” con la conseguente diminuzione del volume specifico). Per ci si
deve ricordare che non esistono polimeri perfettamente cristallini, infatti, dopo la cristallizzazione
c’è ancora una diminuzione del volume specifico ( che avviene con le stesse modalità di un
polimero amorfo) dovuto alla parte del polimero rimasta amorfa. Ricordo che la temperatura di
transizione vetrosa cambia a seconda della velocità di raffreddamento. A seconda di dove si colloca
la temperatura Tg rispetto alla temperatura dell’ambiente avremmo caratteristiche meccaniche
completamente diverse. Se la Tg è maggiore della temperatura dell’ambiente, quel polimero avrà un
comportamento vetroso, per esempio il plexiglas. Se la Tg è nell’intorno della temperatura
ambientale, il polimero che risulta da tale situazione ha un comportamento viscoelastico. Se la Tg è
minore della temperatura dell’ambiente il polimero risultante avrà un comportamento elastomerico
(può subire grosse deformazioni elastiche nell’ordine del 1.000-2.000%).
Autore ORRIONE
28
Data creazione 02/10/01 17.44
PROPRIETA’ MECCANICHE DEI MATERIALI POLIMERICI.
Polimeri termoplastici.
I polimeri termoplastici hanno un comportamento viscoelastico, questi materiali polimerici
sottoposti ad uno sforzo dopo una deformazione istantanea iniziale continua ad allungarsi nel
tempo, questo fenomeno è denominato criposcorrimento viscoso. La deformazione iniziale è dovuta
al raddrizzamento dei legami all’interno delle catene macromolecolari, ecco l’esempio del politilene
(-CH2- CH2- CH2-)N:
Lo scorrimento viscoso nei polimeri termoplastici è indotto dal riassetto delle macromolecole, in
altri termini c’è uno svolgimento delle catene molecolari in alcune parti di esse, cioè non per tutta la
loro lunghezza ma soltanto per alcuni segmenti. Se lo sforzo viene rimosso le macromolecole
tendono a ritornare alla situazione iniziale, quindi la deformazione visco-elastica viene recuperata
progressivamente nel tempo, questo fenomeno si denomina elasticità ritardata. In alcuni casi la
deformazione dovuta al comportamento viscoso non viene ad essere recuperata. I solidi polimerici
termoplastici hanno un comportamento viscoso perché scorrono (riassetto delle molecole) ma sono
anche elastici perché generalmente recuperano totalmente la deformazione. Un altro
comportamento è il rilassamento: se applicando una forza costante a un provino, nel tempo osservo
che la forza opposta dal provino (che è costituito da un polimero termoplastico) diminuisce
progressivamente. Il rilassamento per i polimeri si verifica anche a temperatura ambiente,
diversamente dai metalli dove tale fenomeno si verifica solo ad alta temperatura, o meglio si
verifica a temperatura ambiente per quei acciai usati nel calcestruzzo armato precompresso. In
definitiva il comportamento di un materiale polimerico sottoposto a sollecitazione meccanica è
molto diverso rispetto a quello osservato nei metalli. Tale comportamento varia al variare della
velocità della deformazione, più veloce è la deformazione più il polimero diventa rigido e fragile.
Per i materiali polimerici è molto importante la temperatura, al crescere di essa diminuisce la
resistenza a trazione e cresce l’allungamento a rottura (perché le macromolecole hanno una
maggiore libertà di movimento). Il poliuretano è un termoindurente.
Polimeri termoindurenti.
Prima di introdurre le proprietà meccaniche dei polimeri termoindurenti, si deve illustrare che le
proprietà dei materiali polimerici dipendono fortemente dal tipo di legame che c’è tra le catene
macromolecolari. Tra le macromolecole nei materiali termoplastici si crea una situazione di
scorrimento tra queste, in quanto tra le catene molecolari ci sono solo legami di natura debole
(mentre all’interno delle macromolecole ci sono legami covalenti, che sono legami forti), che si
possono rompere facilmente. Si può dire che i polimeri sono dei materiali molecolari (si prendono
in considerazioni le molecole che li formano), mentre i metalli sono dei materiali atomici (si
prendono in considerazione gli atomi che li formano). Come abbiamo già detto i materiali
termoindurenti sono fortemente reticolati, in questi materiali polimerici non c’è possibilità di
scorrimento in quanto c’è la presenza dei soli legami covalenti che sono legami forti. Hanno una
buona resistenza meccanica, ma sono fragili e si giungono a rottura esaurito il campo elastico.
Hanno una deformazione plastica praticamente nulla, e la viscoelasticità è trascurabile. Le proprietà
meccaniche rimangono pressoché costanti fino alla decomposizione del polimero termoindurente. Il
polistirolo è un termoplastico, il poliuretano ha una durata maggiore.
Autore ORRIONE
29
Data creazione 02/10/01 17.44
A questo punto è arrivato il momento di porre in un grafico la relazione tra sforzo e deformazione di
un materiale termoplastico e termoindurente (o termoplastico allo stato vetroso).
La curva EA è rappresenta il comportamento dei materiali termoplastici allo stato vetroso e dei
materiali polimerici termoindurenti. Il comportamento dei materiali polimerici termoplastici
semicristallini è rappresentato dalla curva EBCD. Nel tratto iniziale EB è un tratto pressoché
rettilineo e rappresenta la deformazione elastica. B rappresenta il punto di snervamento dal quale
inizia la deformazione plastica, poi il carico comincia a diminuire fino a toccare il valore più basso
rappresentato dal punto C poi c’è un tratto rettilineo che finisce in risalita fino al punto D, il punto
di rottura. Nei metalli la deformazione permanente è dovuta al moto delle dislocazioni, nei polimeri
la deformazione permanente è dovuta allo scorrimento delle lunghe catene polimeriche (ricordo che
il movimento avviene solo su brevi segmenti delle catene macromolecolari). Nella deformazione
plastica ad un certo punto le macromolecole vengono orientate lungo la direzione dello sforzo a
seguito di questo riassetto ci vuole un carico maggiore per rompere il materiale, infatti, le forze di
Van der Wals sono inversamente proporzionali alla sesta potenza della distanza, quindi questo
allineamento delle catene molecolari ne provoca un avvicinamento reciproco e di conseguenza un
aumento delle forze intermolecolari, e quindi un conseguente aumento della sollecitazione per poter
rompere il materiale.
Autore ORRIONE
30
Data creazione 02/10/01 17.44
A questo punto analizziamo il grafico della figura 17. Nell’ordinata abbiamo la scala logaritmica
dei moduli viscoelastici, per modulo viscoelastico si intende il rapporto tra la sollecitazione e la
deformazione (intesa come la somma della deformazione elastica con la deformazione viscosa presa
in considerazione dopo un certo tempo). Una curva è riferita ai polimeri allo stato amorfo e l’altra è
riferita allo stato semicristallino. Per temperature bene al disotto della temperatura di transizione
vetrosa Tg la deformazione segue la legge di Hooke questo campo è definito Plateau (piano). Al di
sotto della Tg si ha un comportamento vetroso e fragile e quindi ho un comportamento elastico,
vicino alla Tg ho un comportamento coriaceo dove la deformazione aumenta progressivamente ma
è finita ed è reversibile, ma andando avanti aumentando la temperatura il modulo elastico
diminuisce bruscamente e si incontra il “Plateau gommoso”, dove sono possibili grandi
deformazioni che non seguono la legge di Hooke, poi aumentando ancora la temperatura abbiamo il
“Flusso viscoso” che rappresenta lo stato liquido e dove le deformazioni sono infinite e il modulo
viscoso diventa nullo. Il modulo viscoelastico rappresenta la rigidità del polimero al cambiare della
temperatura. Tutti i polimeri amorfi prima di fondere hanno un comportamento gommoso. Le
gomme (elastomeri) hanno la Tg molto al di sotto della temperatura ambientale e le gomme hanno
una struttura che è una via di mezzo tra quella dei polimeri termoplastici e dei polimeri
termoindurenti. Le gomme possono essere vulcanizzate in altri termini si introduce dello zolfo tra le
catene molecolari che fa da ponte tra di esse e rende il campo elastico reversibile.
Supponiamo in teoria di ottenere un polimero completamente cristallino, il suo comportamento
sarebbe come quello di un metallo, rimarrebbe completamente rigido fino alla temperatura di
fusione. Invece i polimeri semicristallini possono avere un grado di cristallinità al massimo del 9095%. La curva che risulta è una via di mezzo tra quella dei polimeri amorfi e quella dei materiali
cristallini. All’inizio c’è il Plateau vetroso poi c’è il comportamento coriaceo. La “dimensione” del
“Plateau vetroso” sarà tanto maggiore quanto maggiore è la percentuale di cristallizzazione. E poi
aumentando la temperatura abbiamo la curva definita “Flusso viscoso”. Si parla nei due casi sopra
analizzati sempre di polimeri termoplastici.
ALTRE PROPRIETA’ DEI MATERIALI POLIMERICI.
I materiali polimerici puri amorfi sono perfettamente trasparenti, ed hanno un grado di trasparenza
simile al vetro, invece i polimeri semicristallini sono opachi. La proprietà elettrica principale è la
loro grande capacità di isolamento, in altri termini la resistività elettrica ϕ dei polimeri va da 1011 a
1017 Ωm. Sono in definitiva degli isolanti elettrici e questo è dovuto ai legami presenti che sono tutti
covalenti, cioè dove gli elettroni sono fissi in altri termini passano la maggior perte del loro tempo
attorno al loro atomo. L’unica possibilità di conduzione nei materiali polimerici è data dalla
presenza di possibili ioni che sono delle impurezze. È ugualmente estremamente bassa la
conducibilità termica (0,1-0,3 W/mC°), questo significa che sono dei buoni isolanti termici, per
renderli più isolanti si utilizzano in forma espansa e sono il poliuretano espanso e il polistirolo
espanso (vedi la sua forma chimica più indietro).
L’espanso ha una struttura cellulare che si ottiene soffiando dentro al polimero aria o gas, e quindi
si ha la formazione di tante piccole celle, una volta l’espansione del poliuretano veniva fatta con i
cloro-fluoro-carburi (CFCl), oggi si fa con l'OH.
PROPRIETA’ CHIMICHE.
Si deve subito dire che i polimeri non avendo elettroni liberi non possono subire una corrosione di
tipo elettrochimico, possono subire solamente una corrosione chimica, ma si deve tenere conto che
ci sono moltissimi polimeri che hanno delle buoni doti di resistenza alla corrosione chimica, tra di
questi troviamo il PVC (Polivinilcloruro), poi il polipropilene, ma il polimero che presenta le
migliori caratteristiche è il teflon (ha anche un’ottima resistenza termica che arriva oltre i 200°C),
anche il politilene ha una buona resistenza agli agenti chimici. I materiali polimerici generalmente
presentano dei fenomeni di degrado, infatti, abbiamo il rigonfiamento che consiste nella
penetrazione tra le catene molecolari di acqua o di solventi organici, per esempio il polistirolo
(o polistirene) è completamente solubile nel benzene. I polimeri sono tutti derivati dal petrolio
(idrocarburi non saturi…), e quindi possono avere un comportamenti diversi in caso di incendio:
Autore ORRIONE
31
Data creazione 02/10/01 17.44
9 Infiammabili⇒a contatto con una fiamma danno luogo ad una combustione, e questo processo
continua anche quando tolgo l’innesco.
9 Autoestinguenti⇒se li metto a contatto con una fiamma questi bruciano, ma se tolgo l’innesco
non si ha la propagazione della combustione (l’incendio non viene alimentato).
9 Ininfiammabili⇒questi polimeri non prendono fuoco, ma si decompongono e si carbonizzano.
Il polistirolo sarebbe infiammabile ma viene reso autoestiguente con l’aggiunta di additivi.
Comunque in caso di incendio i materiali polimerici sono molto più pericolosi di tutti gli altri, in
quanto anche se non bruciano (non si sviluppa la fiamma), decomponendosi sviluppano gas tossici.
L’invecchiamento è un fenomeno che interessa tutti i materiali polimerici, infatti, i materiali
plastici lasciati in atmosfera divengono duri e fragili, e queste sono proprio le conseguenze di tale
fenomeno di degradazione dei materiali polimerici. L’invecchiamento si svolge attraverso due
processi diversi:
9 Degradazione⇒il materiale polimerico a contatto con la luce del sole, soprattutto per effetto dei
raggi ultravioletti, c’è la rottura delle catene molecolari, quindi a man mano il materiale
polimerico sarà costituito da catene molecolari più corte, con tutti gli effetti negativo che ne
derivano.
9 Ossidazione⇒l’ossidazione è una caratteristica preponderante nei nelle gomme, ma di tanti
altri polimeri, cioè tutti quei polimeri dove nei monomeri ci sono dei doppi legami che si
possono rompere con il conseguente inserimento di atomi di ossigeno, che hanno l’effetto di
irrigidire la struttura, per ovviare a tale problema si inseriscono delle particolari sostanze dette
stabilizzanti.
PROCESSI DI FORMATURA.
Per i materiali termoplastici i processi di formatura sono dei processi fisici, mentre per i materiali
termoindurenti la questione è completamente diversa, devo utilizzare un polimero che ancora non lo
è, e viene detto prepolimero (esso risulta dalla miscelazione dei due monomeri di partenza che
hanno assunto un piccolo grado di polimerizzazione), è nella formatura che da il prodotto finito che
avviene la reticolazione finale. I polimeri termoplastici sono tutti i polimeri vinilici poi abbiamo
alcuni polimeri ottenuti dalla policondensazione e sono il naylon, il plexiglas…
I polimeri termoindurenti sono i poliuretani, le resine eposidiche e le resine fenoliche.
Ecco quali sono i processi di formatura dei polimeri termoplastici:
1) si parte dal polimero già formato, ed esso e in palline o in granuli;
2) questo polimero termoplastico di partenza lo si riscalda fino ad arrivare ad un certo grado di
viscosità;
3) a questo c’è la formatura vera e propria tramite vari sistemi meccanici (che poi vedremmo);
4) il raffreddamento si ottiene mediante la presenza di una camici d’acqua attorno agli stampi.
Per quanto concerne i termoindurenti i processi di formatura sono i seguenti:
1) miscelazione del prepolimero più gli additivi, infatti, sia per i polimeri termoplastici sia per
quelli termoindurenti si aggiungono delle sostanze che ne migliorino le qualità, e sono le fibre
di vetro, cariche rinforzanti, dei plastificanti (solo ai termoplastici), stabilizzanti (per evitare
l’invecchiamento) e lubrificanti (per facilitare il distacco dallo stampo);
Autore ORRIONE
32
Data creazione 02/10/01 17.44
2) si opera un riscaldamento delle materie prime, durante questo processo si ha la
polimerizzazione;
3) ed infine si ha la formatura con la conseguente reticolazione.
Ci possono essere vari sistemi di formatura per i polimeri termoplastici:
9 stampaggio per iniezione⇒il polimero viene riscaldato in un cilindro e tramite un pistone entra
in uno stampo (raffreddato ad acqua fredda), questo permette una grande velocità di produzione,
i polimeri termoplastici possono essere anche riciclabili, quindi gli scarti di produzione vengono
recuperati;
9 estrusione⇒come il sistema precedente il polimero viene riscaldato in un cilindro e viene
estruso tramite la spinta di un vite senza fine, il polimero viene estruso tramite una matrice,
questo sistema si usa per ottenere prodotti di sezione costante;
9 termoformatura⇒la si fa partendo da un materiale semilavorato (per esempio fogli), questo è un
sistema per fare i contenitori, infatti, il semilavorato viene pressato in uno stampo.
Per fare i contenitori si può insufflare aria in uno stampo e quindi il polimero è costretto ad aderire
alle facce dello stampo. Per i polimeri termoindurenti si usa uno stampo ed una matrice riscaldata,
dove si mette la polvere di stampaggio (il prepolimero), dopo lo stampaggio avviene il
raffreddamento che deve essere più lento rispetto ai polimeri termoplastici, in quanto deve avvenire
la reticolazione, per i polimeri termoindurenti si ha un costo di produzione maggiore, in quanto il
tempo per produrli è maggiore e gli scarti di produzione non possono essere recuperati.
MATERIALI LEGANTI.
Per materiali leganti si intendono tutti quei materiali inorganici, in polvere che impastati con
l’acqua danno una massa plastica lavorabile che indurisce nel tempo. I materiali leganti si dividono
in due grandi categorie:
9 leganti aerei⇒danno dei prodotti di idratazione che sono solubili nell’acqua e sono la calce
aerea e il gesso;
9 leganti idraulici⇒sono completamente insolubili nell’acqua e sono la calce idraulica e il
cemento.
Adesso vediamo che composizioni che posso avere con i leganti:
1) legante + acqua mi da una pasta legante;
2) legante + acqua + aggregato fine <5mm (sabbia) mi da la malta che può essere fatta con legante
idraulici e leganti aerei;
3) legante idraulico (cemento) + acqua + aggregato fine + aggregato grosso >5mm (ghiaia,
pietrisco) mi da il calcestruzzo (cls), molto spesso si aggiungono degli additivi per migliorare le
proprietà del calcestruzzo.
IL GESSO.
Il gesso è un legante noto fin dai tempi più antichi, si ottiene per riscaldamento di una pietra
naturale che prende il nome di selinite ed è solfato di calcio biidrato. Questo solfato di calcio
biidrato per riscaldamento si ottiene il gesso legato, che può essere emidrato CaSO41/2H2O o anidro
CaSO4, entrambi sono utilizzati come leganti. A seconda del processo di riscaldamento si può
ottenere una forma β o α del gesso legato (emidrato e anidro). Il gesso emidrato e anidro α è il
gesso da forma (si fanno gli stampi) e viene usato nell’industria, il gesso emidrato e anidro β si
utilizza in edilizia per gli intonaci, sottofondi di pavimentazione, blocchi e panelli. Il gesso legato β
quando viene mescolato con l’acqua, va in soluzione e precipita nel gesso biidrato (questo succede
sia per l’emidrato che per l’anidro), praticamente si torna alla forma di partenza, infatti, le reazioni
che avvengono per i due tipi di gesso legato sono le seguenti:
9 gesso emidrato β più acqua
CaSO41/2H2O+3/2 H2O→CaSO42H2O
9 gesso anidro β più acqua
CaSO4+2 H2O→CaSO42H2O
Questo è il meccanismo di presa e di indurimento del gesso, l’acqua necessaria per tale processo
stechiometricamente è uguale al 25% del peso del gesso da impastare, ma per ottenere una massa
lavorabile si arriva fino al 100% di acqua rispetto alla massa del gesso. Quando il gesso fa presa una
parte dell’acqua va a finire nel gesso biidrato (25% in peso), l’altra parte evapora lasciando una
Autore ORRIONE
33
Data creazione 02/10/01 17.44
struttura porosa più o meno riempita d’acqua, a questa struttura si deve le basse caratteristiche
meccaniche del gesso e si arriva al massimo a qualche decina di MPa a compressione
(Mpa=N/mm2), quindi le caratteristiche dei manufatti in gesso dipendono in larga misura da questa
struttura porosa, i panelli di gesso inseriti all’interno di un ambiente ammortizzano l’umidità
contenuta nell’ambiente. Questa struttura porosa ha un ottimo comportamento nei confronti della
combustione, se si ha un incendio la temperatura del panello di gesso non aumenta fino a che non è
evaporata tutta l’acqua al suo interno, tale comportamento ha un effetto ritardante sull’incendio.
Prima di continuare è meglio fare un po’ di ripasso. L’H2SO4 è l’acido solforico,
l’H2SO4+Ca(OH)2→CaSO4+H2O che è il solfato di calcio che è un sale e si forma dalla reazione tra
un acido e una base, un acido è una sostanza che ha la presenza di ioni idrogeno.
CALCE AEREA.
La calce aerea è sta usata più dai greci e dai romani, meno dagli egiziani in quanto il suo processo
di formazione richiede temperature più elevate. Si ottiene partendo dal calcare (pietra naturale
costituita da carbonato di calcio è un sale che si ottiene dall’acido carbonico H2CO3 e poi c’è la
sostituzione dei due atomi di H con uno di Ca e si ottiene il CaCO3 che è il calcare). Il calcare
sottoposto a trattamento termico a 900°C esso si decompone in CaO+CO2 cioè l’ossido di calcio
(combinazione di un elemento metallico con l’ossigeno). Questo ossido di calcio prende il nome di
calce viva per diventare un legante deve essere spenta, cioè deve essere fatta reagire con l’acqua
CaO+H2O→Ca(OH)2+q (calore), risulta una base ed è l’idrato di calcio che viene detta calce
spenta, la reazione di spegnimento provoca sviluppo di calore e un aumento di volume. Questa
calce spenta è la cosiddetta calce aerea e viene utilizzata con una percentuale di acqua di poco
superiore alla percentuale stechiometrica, si costituisce una pasta che fa presa per l’evaporazione
dell’acqua, l’indurimento consiste nella trasformazione della calce spenta in Ca CO3 (carbonato di
calcio). La malta la si fa aggiungendo la sabbia la malta di calce, la sabbia è necessaria per
diminuire il ritiro che provoca una situazione di instabilità del manufatto, tale fenomeno è
provocato dall’evaporazione dell’acqua e dalla carbonatazione. La sabbia serve anche per far
stratificare in strati sottili il calcare, per ottenere un contatto maggiore della calce con l’atmosfera
per favorire la carbonatazione. Il processo di carbonatazione è molto lento, infatti, essa avviene solo
in superficie, in quanto l’anidride carbonica non riesce a penetrare in profondità (si sono trovati dei
reperti egizi dove la calce non si è ancora carbonata del tutto), ma la presenza della sabbia permette
all’anidride carbonica di penetrare più in profondità. La malta di calce ha una bassa resistenza
meccanica a compressione che è di circa 10 MPa, essa viene usata per collegare materiali
prefabbricati, mentre la pasta di calce viene usata per rifinire gli intonaci.
CEMENTO PORTLAND.
Il cemento Portland è un legante idraulite (è una polvere inorganica che impastata con l’acqua mi da
una massa plastica che indurisce nel tempo e nel giro di 24 ore assuma la consistenza di una pietra),
perché i prodotti che si formano risultano insolubili in ambiente subacqueo. Se miscelo due parti di
cemento ed una parte d’acqua, ottengo una massa plastica facilmente malleabile, che nel giro di
qualche ora perde la sua plasticità iniziale, questo fenomeno si denomina presa, mentre in 24 ore si
assiste all’indurimento e il cemento prende la consistenza di una pietra. Il cemento Portaland è
costituito da clinker più gesso. Il clinker è un prodotto che si ottiene per trattamento termico (che si
denomina cottura ed avviene a 1.450-1.500 °C) di una miscela opportunamente dosata di calcare
(carbonato di calcio CaCO3) ed argilla (è un materiale naturale di silicati alluminati a scheletro
sabbioso, o meglio è costituita da silice, alluminio, ossido di ferro e acqua, la formula chimica
generale per l’argilla è la seguente: xAl2O34SiO22H2O l’argilla con questa particolare formula
chimica viene detta caolite, oltre a questi elementi ci sono delle impurezze di ossido di ferro). Il
clinker è costituito dai seguenti elementi:
9 ossido di calcio CaO ed è indicato con C;
9 la silice SiO2 ed è indicata con S;
9 l’allumina Al2O3 ed è indicata con A;
9 l’ossido di ferro Fe2O3 ed è indicato con F.
Autore ORRIONE
34
Data creazione 02/10/01 17.44
Il clinker è costituito da degli elementi denominati idrauliti che prendono origine dalla
dissociazione del carbonato di calcio a 900°C (CaCO3→CaO+CO2) e dalla decomposizione
dell’argilla (argilla→SiO2+Al2O3+Fe2O3) dando silice, allumina e ossido di ferro (esso è contenuto
come impurezza nell’argilla utilizzata per ottenere il cemento). C’è da osservare che con una cottura
a 700°C l’argilla si decompone in: Al2O3⋅ Fe2O3⋅ SiO2+4 H2O che viene denominato metacaolino.
Ad alta temperatura i costituenti a carattere acido si combinano con i costituenti a carattere basico
(il CaO).
Gli idrauliti sono:
9 silicato tricalcico C3S→3CaO⋅SiO2;
9 silicato bicalcico nella forma β βC2S→2CaO⋅SiO2;
9 alluminato tricalcico C3A→3Ca⋅Al2O3;
9 fase ferrica (alluminato tricalcico più l’ossido di ferro) C4AF→4CaO⋅ Al2O3⋅Fe2O3;
L’alluminato e l’ossido di ferro fungono da fondenti, infatti, durante la cottura si forma un 30% di
fase liquida che favorisce la formazione del silicato tricalcico (esso risulta dalla reazione tra C2S e
l’ossido di calcio il CaO) che avviene a più bassa temperatura (1.350-1.450°C), che al contrario si
formerebbe a 1.900°C (in fase solida). La fase liquida permea le particelle solide permettendo una
migliore diffusione delle reazioni chimiche all’interno della massa. Come risultato iniziale
avremmo il clinker che è l’insieme di questi composti (idrauliti), tale composizione non rispecchia
in modo preciso la realtà, difatti, dato che le materie prime sono di origine naturale, esse
contengono delle impurezze (ossido di sodio, ossido di magesio…) che vanno nel reticolo
cristallino dei vari ossidi. Un altro motivo di variazione della struttura del clinker sono le non
perfette condizioni di equilibrio che esistono in un forno industriale, questo provoca molte
imperfezioni nel reticolo cristallino (coordinazione degli ioni ossigeno attorno agli ioni calcio…), e
questo lo rende molto reattivo nei confronti dell’acqua. Il C3S+βC2S costituisce l’80% in peso del
clinker, il C3A+ C4AF costituisce circa il 20% della massa totale. Il C3S+βC2S danno dei prodotti di
idratazione che mi conferiscono delle caratteristiche meccaniche alla massa e mi danno
l’indurimento di questa, mentre l’idratazione del C3A+ C4AF (gli alluminati) danno luogo al
fenomeno iniziale della presa, infatti, sono i primi a reagire con l’acqua.
Ci sono dei mezzi per la verifica del tempo di presa e del tempo di indurimento. La presa viene
misurata in base alla resistenza che una pasta di cemento oppone alla penetrazione di una ago di
acciaio di dimensioni standard caricato con 300 Kg. Se il penetratore si ferma a 3mm dal fondo si
dice che ha inizio la presa, i cementi non devono fare presa prima di un’ora, i cementi a presa rapida
non devono fare presa prima di 45 minuti. La fine presa si ha quando l’ago di Vicà (il nome
dell’inventore di questa prova) penetra nella massa solo per 0,5 mm. Per determinare i tempi
dell’indurimento si fanno dei provini di malta (cemento+sabbia) di forma e dimensioni standard e si
sottopongono ad una prova di compressione (prova distruttiva) a 2-7-28 giorni.
Il clinker esce dal forno (è un tubo orizzontale leggermente inclinato molto lungo dal quale il
clinker esce lentamente) sottoforma di palline e devono essere macinate finemente, il gesso si
aggiunge durante la macinazione ed è fondamentale nella reazione di presa. All’uscita dal forno il
clinker viene raffreddato bruscamente con getti d’aria, al contrario se il clinker non venisse
raffreddato velocemente si avrebbe la decomposizione del C3S→ C2S+CaO (nella pasta non ci deve
assolutamente essere ossido di calcio libero) e la trasformazione del βC2S in γC2S, e la forma γ non
reagisce con l’acqua. L’ossido di calcio si forma a 900°C, ma esso viene riscaldato fino a 1.4501.500°C, e a tale temperatura l’ossido di calcio diventa molto stabile e sinterizzato, e quindi
reagisce con l’acqua molto tardi; la reazione CaO+ H2O→Ca(OH)2 (idrato di calcio) comporta un
aumento di volume, ma essa avviene quando gli altri idrauliti hanno già reagito e la massa si è
indurita, per cui la reazione di idratazione dell’ossido di calcio crea delle tensioni che possono
portare a delle fessurazioni, quindi in definitiva non ci deve essere del CaO libero.
Durante la macinazione si aggiunge il gesso ma anche dei coadiuvanti di macinazione per evitare
che ci sia un processo di agglomerazione (impaccamento del cemento), la macinazione del clinker
Autore ORRIONE
35
Data creazione 02/10/01 17.44
deve essere molto fine, infatti, le reazioni di idratazione sono delle reazioni di superficie, e solo
successivamente vengono idratati i componenti all’interno delle particelle.
La presa e l’indurimento sono dovute alle reazioni di idratazione dei vari componenti che
costituiscono il cemento. La quantità d’acqua per l’idratazione stechiometrica è pari al 25% in peso
del cemento. Ma se al cemento aggiungo sabbia ottengo ovviamente la malta, la quantità di acqua
sale al 30-35% (in peso del cemento), perché devo avere un impasto lavorabile, infatti, la malta
deve essere spalmabile. Se al cemento aggiungo un inerte si introduce il rapporto acqua/cemento,
quindi per avere una malta lavorabile, il rapporto A/C deve essere compreso tra lo 0,4 e lo 0,5. Per
avere un calcestruzzo lavorabile il rapporto A/C può arrivare a 0,8, con questo rapporto ottengo un
cattivo calcestruzzo, ma riesco ad abbassare la quantità d’acqua grazie a degli additivi denominati
fluidificanti.
Il processo di idratazione in una pasta di cemento avviene in maniera simultanea con delle
sovrapposizioni e non si riesce a capire in modo complessivo come avvengono tali reazioni, quindi
per comprendere l’evolversi di tali reazioni sono stati fabbricati artificialmente in laboratorio i vari
idrauliti, quindi si va a vedere la reazioni di idratazione di un idraulite alla volta. Andiamo a vedere
la reazioni di idratazione dei silicati cioè il C3S e il βC2S:
C3S+ H2O→CSH+ Ca(OH)2
Il CSH è formato da CaO⋅ SiO2⋅H2O, dove l’ H2O viene
indicata con H, quindi dalla reazione di idratazione del C3S si ottiene un silicato idrato di
calcio+idrato di calcio.
βC2S+ H2O→CSH+ Ca(OH)2 Il βC2S da gli stessi prodotti di idratazione del C3S.
Dalle reazioni di idratazione dei silicati si forma tutta una famiglia che sono sempre silicati idrati di
calcio, che differiscono per la quantità d’acqua e per il rapporto silice/calce. Come già detto i
prodotti di idratazione del C3S e del βC2S danno gli stessi risultati e sono responsabili del fenomeno
dell’indurimento. Le reazioni di idratazione dei silicati differiscono anche per la loro velocità, la
reazione del C3S è stata definita moderatamente veloce, mentre la reazione di idratazione del βC2S
viene definita lenta. Il Ca(OH)2 viene anche chiamata portlandite essa è un punto debole della
pasta di cemento che grazie ad essa risulta aggredibile da altre sostanze (come vedremo). Mentre il
CSH garantisce le caratteristiche meccaniche della pasta di cemento.
Il C3A reagisce immediatamente con l’acqua dando alluminati idrati che conferiscono alla pasta una
immediata rigidezza, provocando una perdita immediata di lavorabilità. Per ovviare a questo
problema si aggiunge gesso (durante la macinazione del clinker) che reagisce con il C3A:
C3A+3CaSO42H2O+26 H2O→C3A⋅3CaSO4⋅32H2O
Il 3CaSO42H2O è il gesso biidrato, mentre il C3A⋅3CaSO4⋅32H2O è un composto che viene
denominato entringite, che avvolge il C3A con una struttura fine detta struttura fibrosa, e ne ritarda
l’entrata in soluzione. L’entringite non è stabile perché nella soluzione si verifica una diminuzione
di solfato di calcio e tale impoverimento interessa anche l’entringite, che dopo un giorno si
trasforma in monosolfoalluminato (C3A⋅CaSO4⋅x H2O).
Dalla reattività del C3A e del gesso dipende la velocità di tali reazioni, infatti, questo idraulite
all’interno del forno è uno dei componenti della fase liquida, all’uscita dal forno il clinker viene
raffreddato molto velocemente, e la fase liquida si trasforma nella fase vetrosa che è molto più
reattiva rispetto alla fase cristallina, in definitiva la reattività del C3A dipende dalla percentuale di
fase vetrosa presente. Il gesso viene macinato assieme al clinker e durante tale macinazione c’è uno
sviluppo di calore e il gesso da biidrato (la sua forma naturale) può diventare emidrato o anidro cioè
gesso da presa, tale gesso si lega per conto suo dando il classico fenomeno della falsa presa. Non
tutto il C3A va a formare entringite quello che rimane come ho già detto va a formare alluminato
idrato CAH (3Ca⋅Al2O3+ x H2O).
Il C4AF allo stesso modo del precedente idraulite reagisce con il gesso dando entringite, il C4AF
libero forma reagendo con l’acqua il C(AF)H (CaO⋅ Al2O3⋅Fe2O3⋅x H2O) che è il ferro alluminato di
calcio idrato. Tutte queste reazioni di idratazione sono esotermiche cioè provocano uno sviluppo di
calore. Il C3A è l’idraulite che sviluppa la maggior quantità di calore nella sua idratazione, e
precisamente 865 KJ/Kg ad idratazione completa, il C3S sviluppa 500 KJ/Kg, il C4AF ne sviluppa
Autore ORRIONE
36
Data creazione 02/10/01 17.44
420 KJ/Kg, ed infine il βC2S e l’idraulite che sviluppa la minor quantità di calore nella sua
idratazione che è pari a 260 KJ/Kg. Questo sviluppo di calore è molto importante nel cemento
Portland che complessivamente sviluppa dai 380 ai 500 KJ/Kg, ma forse ancora più fondamentale è
la velocità con cui questo calore si sviluppa. Il fenomeno dello sviluppo di calore ricopre un ruolo di
fondamentale importanza soprattutto per le strutture massive (cioè dove sono presenti grosse masse
di calcestruzzo, per esempio le dighe), infatti, questo sviluppo di calore può creare delle tensioni,
provocate dai diversi gradi di dilatazione conseguenti alle diverse temperature presenti nel
materiale, che possono portare a delle fessurazioni. Nei primi tre giorni viene sviluppato
complessivamente il 50% del calore, mentre in tre mesi ne viene sviluppato il 90%. Per ovviare a
tale problema esiste un particolare cemento denominato cemento ferrico o Ferrari (dal nome
dell’inventore) che abbassa il livello dello sviluppo di calore, esso contiene una notevole quantità di
ossido di ferro, l’obbiettivo è quello di sostituire il C3A (che sviluppa molto calore) con il C4AF,
entrambi sono responsabili della fase liquida nella clinkerizzazione e sono i fautori del processo di
presa. Nel cemento Portaland il rapporto tra allumina e ossido di ferro Al2O3/ Fe2O3=2-4, mentre
nel cemento ferrico tale rapporto è minore o uguale a 1. Il cemento ferrico può essere un valido
aiuto per i getti a bassa temperatura.
A questo punto è arrivato il momento di analizzare due digrammi di fondamentale importanza, il
primo mette in relazione il grado di idratazione dei vari idrauliti con il tempo, mentre il secondo
mette in relazione la resistenza meccanica dei vari idrauliti con il tempo.
Quando si impasta il cemento con l’acqua, i granuli di cemento vanno in soluzione, e la distanza tra
di essi è data dalla quantità d’acqua presente e quindi dal rapporto acqua/cemento. Dopo qualche
ora si forma l’entringite ed è il primo prodotto che collega i granuli, la formazione di tale composto
avviene con una reazione superficiale, e questa da la presa. Dopo un giorno abbiamo la formazione
di CSH (prodotto di idratazione) che fa assumere al tutto una certa resistenza meccanica,
osserviamo che lo spazio occupato dall’acqua diminuisce a vantaggio dei prodotti di idratazione.
Autore ORRIONE
37
Data creazione 02/10/01 17.44
La struttura del CSH è una struttura a strati.
Microstruttura della pasta di cemento.
La microstruttura è costituita da CSH in percentuali comprese tra il 50-60%, di una pasta di
cemento completamente idratata e indurita. L’idrato di calcio è presente nelle percentuali del 2025%, mentre il CAH con il CAFH e il monosolfoalluminato sono presenti in percentuali che vanno
dal 15 al 20%, ed infine ci possono essere dei granuli di clinker anidro, in altri termini che non
hanno reagito con l’acqua, e la loro presenza in percentuale dipende dalla finezza del cemento. Il
CSH conferisce le caratteristiche meccaniche, infatti, esso ha una grande superficie specifica e
scambia molti legami di Wan der Walls, e questo fa si che ci sia una grande capacità di aderenza
con se stesso e con le altre strutture presenti (gli altri prodotti di idratazione, l’inerte e il ferro delle
armature). L’idrato di calcio è il puto debole del calcestruzzo, in quanto è attaccabile chimicamente,
ma la sua presenza e fondamentale perché passiva le armature, infatti, con la presenza di tale
elemento il pH del calcestruzzo è 13 e quindi le armature non sono attaccabili chimicamente grazie
alla formazione di una pellicola di ossido sulla loro superficie. I prodotti di idratazione del C3A e
del C4AF non sono molto importanti per il nostro studio, infatti, essi sono di fondamentale
importanza nella presa, ma la loro funzione strutturale e del tutto trascurabile (come si può vedere
dal grafico della resistenza meccanica). Il calcestruzzo è poroso, infatti, abbiamo la presenza di
diversi pori di dimensioni diverse:
9 pori del gelo⇒sono dei pori presenti nella struttura del CSH e hanno un diametro di qualche
decimo di nanometro;
9 i pori capillari hanno un diametro compreso tra 0,01 a 5-6 micron;
9 i vuoti d’aria vengono denominati microbolle se hanno un diametro di 50-500 micron o cavità
se hanno un diametro di 2-4 mm.
I pori capillari sono quelli più importanti e si trovano tra i vari prodotti di idratazione, infatti, lo
spazio che rimane libero è costituito da pori capillari. Questo spazio libero è dovuto al rapporto tra
acqua/cemento e c’è una formula che mette in relazione il volume dei pori capillari Vp (espresso in
litri per 100 Kg di cemento) con la quantità d’acqua:
Vp=100×A/C-36,15α
Dove α è la quantità di cemento idratato, in altri termini il grado di idratazione, mentre il rapporto
A/C è dato dalla quantità d’acqua d’impasto e da quella del cemento.
Per avere un Vp piccolo il rapporto A/C deve essere basso, e per avere un buon grado di idratazione
la stagionatura del cemento deve avvenire in ambiente umido, in altri termini ci deve essere sempre
la quantità d’acqua sufficiente per l’idratazione. I vuoti d’aria sono meno importanti dei pori
capillari, mentre le microbolle vengono intenzionalmente introdotte nella pasta di cemento per
resistere al gelo, infatti, quando la temperatura scende l’acqua nei pori capillari gela aumentando di
volume del 9%, e questo volume in sovrappiù per pressione viene accolto dalle microbolle. Le
Autore ORRIONE
38
Data creazione 02/10/01 17.44
microbolle devono essere omogeneamente distribuite ed esse sono ottenute con l’uso di additivi
aeranti. Le cavità sono il risultato di una lavorazione difettosa del cemento che deve essere
costipato. Le microbolle e le cavità d’aria hanno un effetto negativo sulle prestazioni meccaniche
del calcestruzzo.
Acqua.
All’interno della struttura di una pasta di cemento indurita è presente l’acqua, tale presenza dipende
dalla quantità dell’acqua di impasto e dall’umidità relativa dell’ambiente. L’acqua capillare è
contenuta nei pori capillari e la sua quantità dipende per le ragioni che abbiamo visto in precedenza
ma anche dalla quantità di pori. Per analizzare il problema in profondità dobbiamo dividere i pori
capillari in due classi a seconda del loro diametro:
9 pori capillari aventi diametro da 10 a 50 nm;
9 pori capillari aventi diametro da 50 nm a 5-6 micron.
L’acqua presente all’interno dei pori più grossi viene considerata acqua libera e se ne va quando
l’umidità relativa varia da 100 a 95%, questa acqua andandosene non provoca nessun ritiro, in altri
termini non provoca l’avvicinamento delle strutture. L’acqua contenuta nei pori più piccoli non è
contenuta in modo libero, ma è vincolata da dei legami, e se ne va quando l’umidità relativa
nell’ambiente scende al di sotto del 95%, oltre a tale acqua se ne va anche quella adassorbita (che è
l’acqua legata con legami ad idrogeno alle strutture di idratazione), e questa acqua provoca il ritiro per
essiccazione della massa di calcestruzzo e quindi di conseguenza si ha un riavvicinamento delle
strutture. L’acqua interstratica (contenuta tra gli strati di CSH) se ne va quando l’umidità relativa scende
al di sotto del 10%, ma questo non succede mai in un ambiente naturale. L’acqua legata chimicamente ai
prodotti di idratazione se ne va solo in caso di incendio. La stabilità dimensionale del calcestruzzo
dipende solamente dalla pasta di cemento e non dagli inerti che sono stabili. L’instabilità dimensionale
si ha al variare dell’umidità relativa che causa fenomeni di ritiro di scorrimento viscoso o crip: gli strati
di acqua presenti sulla superficie dei prodotti idratati, sottoposti a una pressione dovuta a una
sollecitazione esterna si spostano andando nei pori capillari o dell'intorno, questo porta a un
riavvicinamento delle strutture, tale fenomeno viene denominato deformazione viscosa, che a
differenza della deformazione elastica che avviene immediatamente, essa avviene lentamente e in moto
progressivo.
Il ritiro plastico avviene soltanto nelle prime ore di vita del calcestruzzo, durante la presa. Il ritiro
igrometrico si può verificare per tutta la vita del calcestruzzo, è causato dall'acqua adassorbita e
anche dall'acqua che si trova nei pori capillari più piccoli o nei pori del gelo.
Resistenza meccanica.
I cementi più ricchi di C3S e C2S sono anche quelli che hanno le maggiori caratteristiche
meccaniche, il C3S contribuisce più velocemente alle prestazioni meccaniche, mentre il C2S
contribuisce più lentamente. I cementi macinati più finemente vengono detti cementi a rapido
indurimento, per aumentare la resistenza meccanica possono essere usati anche degli additivi, per
esempio gli acceleranti della presa che provocano un aumento della resistenza meccanica, tale
resistenza dipende anche dalla temperatura. Ma la resistenza meccanica è influenzata pesantemente
dal rapporto A/C, minore è tale rapporto e maggiore sarà la resistenza meccanica finale che è uguale
a:
RC=K[Vs/(Vp+Vs)]n
Dove K è una costante che vale 250 MPa (circa), Vs è la quantità di cemento idrato, n è uguale a 3,
ed infine Vp come abbiamo già visto è il volume di porosità Vp=100×A/C-36,15α. Quindi andando
a sostituire Vp otteniamo:
RC=K[Vs/(100×A/C-36,15α+Vs)]n
Un rapporto A/C che si usa molto spesso è uguale a 0,6 se lo abbassiamo a 0,4 la resistenza
meccanica aumenta moltissimo. I componenti che mi danno la presa non influiscono (come
abbiamo già appurato) sulla resistenza meccanica finale.
Autore ORRIONE
39
Data creazione 02/10/01 17.44
Durabilità.
È la capacità presentata da un materiale di durare nel tempo (cioè di resistere alle aggressioni
ambientali), nella caso del cemento è quella di resistere nel tempo agli attacchi fisici e chimici.
Quasi tutti gli attacchi chimici sono dovuti all'interazione della pasta di cemento, anche gli attacchi
fisici (ritiro per essiccamento, che si verifica con una umidità relativa inferiore al 95%, oppure la
formazione di ghiaccio) sono a carico della pasta di cemento. Gli attacchi chimici sono:
¾ carbonatazione;
¾ dilavamento;
¾ attacco acido;
¾ attacco da solfatti;
¾ attacco da cloruri.
Nelle prime due azioni di degrado, possiamo già dire che prende parte l'anidride carbonica.
Supponiamo di averle un calcestruzzo in un ambiente dove c'è presenza d'aria, ma protetto dagli
agenti atmosferici, in altre parole, protetto dall'acqua (di qualsiasi tipo). Come sappiamo nell'aria è
contenuta l'anidride carbonica, ma sappiamo anche che nella pasta di cemento troviamo la presenza
di idrato di calcio (portlandite), il quale a contatto con l'anidride carbonica (biossido di carbonio) si
trasforma in carbonato di calcio, tale per reazione si denomina carbonatazione.
Ca(OH)2+CO2→CaCO3+H2O
Come sappiamo il volume dei pori capillari viene calcolato con la seguente formula:
Vp=100×A/C-36,15α
Per il secondo tipo di degrado tale dato ricopre una importanza fondamentale, per avere un buon
grado di permeabilità (e quindi di porosità) si deve diminuire il più possibile il rapporto A/C e
aumentare il grado di idratazione, per far questo si adotta un rapporto A/C<0,55 e si fa la
stagionatura per 28 giorni in ambiente umido, in questo modo si ha una buona condizione di
impermeabilizzazione: i pori capillari non sono in comunicazione tra di loro e lo sono solo tramite i
pori del gelo. Quindi in definitiva si ha una pasta di cemento impermeabile, questa è già una buona
condizione per avere una pasta di cemento durevole. In un ambiente protetto il carbonato di calcio
non crea nessun problema, ma mi può provocare dei problemi nel caso siano presenti delle
armature, questo perché le armature si depassivano, infatti, la pasta di cemento è una soluzione
alcalina con un pH=13-14, in queste condizioni le armature si passivano, in altri termini non
subiscono nessun tipo di corrosione, questo perché si ricoprono di un film di ossido di ferro, questo
film è stabile perché il pH rimane basico, ma quando avviene la reazione di carbonatazione (gli OH
che si formano mi neutralizzano il pH basico) il pH scende e le armature si possono corrodere, ma
perché questo possa avvenire ci deve essere sull'armatura la presenza dell'acqua e dell'ossigeno,
quindi tale carbonatazione porta ad una semplice depassivazione (il film di passivazione non è più
stabile quando il pH scende sotto il valore di 11,5) delle armature ma non ne provoca la corrosione
(come abbiamo detto perché essa avvenga ci deve essere la presenza dell'acqua e dell'ossigeno).
Tutte le acque naturali contengono una certa quantità di anidride carbonica, che può essere libera,
per esempio l'anidride carbonica contenuta nell'acido carbonico:
H2CO3→ H2O+ CO2
Oppure può essere non libera per esempio quella contenuta nei sali. L'anidride carbonica libera è quella
più pericolosa, essa viene detta aggressiva. Quindi una pasta di cemento sottoposta agli agenti
atmosferici subisce un degrado denominato dilavamento, in altri termini l'idrato di calcio subisce la
carbonatazione ad opera dell'anidride carbonica (l'azione di degrado si ferma a questo punto nel caso in
cui la pasta di cemento sia a contatto solo con l'atmosfera ma riparata dagli agenti atmosferici), ma se la
pasta di cemento può venire a contato con l’acqua (cioè è esposta agli agenti atomosferici) il carbonato
di calcio (che deriva dalla carbonatazione) si trasforma in un sale che è il bicarbonato di calcio, anche
l’idrato di calcio (portlandite) che è rimasto tale (cioè non ha subito la carbonatazione) si trasforma nello
stesso sale. Qui di seguito riportiamo la reazione a partire da carbonato di calcio:
Ca CO3+ H2O+ CO2→Ca(HCO3)2
Autore ORRIONE
40
Data creazione 02/10/01 17.44
Il bicarbonato di calcio è un sale molto solubile nell’acqua, e questo porta al dilavamento e alla
formazione di vuoti al posto di tale sale. Un altro importante degrado è l'attacco acido: i componenti
della pasta di cemento sono stabili a pH neutro e basico, ma se il pH diventa acido quindi minore di 6, i
vari composti del cemento non sono più stabili e possono andare in soluzione, e quindi si ha un grosso
degrado della pasta di cemento. L'attacco condotto dai solfati (condotto dagli ioni solfato SO4—) è quello
più pericoloso, perché porta alla formazione di composti altamente espansivi, che possono provocare
fessurazioni nella pasta di cemento e alla distruzione della parte corticale (la parte superficiale). I due
composti che portano a questo fenomeno sono l'entringite e la thaumasite. L'idrato di calcio è il primo
responsabile dell'attacco dei solfati, infatti, la portlandite più gli ioni solfato (SO4—che possono
provenire dall’acqua e dal terreno), in presenza di acqua mi da il gesso CaSO42H2O (la formazione del
gesso è dirompente ed avviene con aumento di volume), tale gesso reagisce con gli altri prodotti di
idratazione del C3A e del C4AF (i prodotti di idratazione di questo idraulite vengono a reagire più tardi
rispetto agli altri, cioè quelli del C3A), quindi la reazione che avviene tra i prodotti di idratazione e il
gesso è la seguente:
CAH+3CaSO42H2O+xH2O→ C3A⋅3CaSO4⋅32H2O
Ricapitolando il CAH sono i prodotti di idratazione del C3A e del C4AF, che reagendo con il gesso, e
con l’acqua, si forma un composto che abbiamo già imparato a conoscere che è l’entringite che aumenta
230 volte il suo volume, questo provoca la formazioni di tensioni all’interno della pasta di cemento, con
la formazione di fessurazioni. Ma oltre all’entringite abbiamo detto che ci può essere la formazione di un
altro composto altrettanto pericoloso che è la thaumasite:
CaSiO3⋅CaCO3⋅CaSO4⋅15H2O
Questo composto è fortemente espansivo, esso è ancora più pericoloso dell’entringite, perché oltre
ad espandersi porta allo spappolamento del calcestruzzo, infatti, la thaumasite attacca il CSH (il
CaSiO3 deriva dal CSH) portandolo alla distruzione, ricordiamo che esso garantisce la resistenza
meccanica della pasta di cemento. In definitiva la thaumasite mi porta allo spappolamento della
struttura con il conseguente crollo delle caratteristiche meccaniche del calcestruzzo, tale composto
si forma in condizioni particolari:
¾
l’umidità relativa deve essere maggiore del 95%;
¾
la temperatura deve essere compresa tra i 0 e i 10°C;
¾
l’ambiente deve essere molto ricco di anidride carbonica.
Il danno portato dall'entringite può essere diagnosticato facilmente, perché essa precipita in una polvere
bianca, mentre l'individuazione della thaumasite è molto difficile, infatti, essa è un composto instabile,
quando variano le condizioni ambientali essa si decompone, quindi si diagnostica il danno ma non si
trova il responsabile.
Quando si presuppone che una struttura in calcestruzzo possa subire un attacco da parte dei solfati,
prima di tutto si deve abbassare il rapporto A/C che deve essere compreso tra 0,45 e 0,55 (per abbassare
il grado di porosità), si deve utilizzare cementi nella cui presa e indurimento non si formi idrato di calcio
e vengono detti cementi di miscela, nei quali ci sono quantità molto piccole di Ca(OH)2, oppure si può
utilizzare il cemento Portland che contenga poco C3A o nulla, in altri termini i cementi ferrici nei quali il
rapporto tra gli alluminati e l’ossido di ferro deve essere Al2O3/Fe2O3 minore o uguale a 1, il C3A
reagisce molto più velocemente del C4AF e questo è già un vantaggio.
L'attacco dipende anche dalla quantità di ioni solfato che devono essere minori di 500 ppm e per quanto
concerne l'acqua, in altri termini vuol dire 500 milligrammi per litro, oppure 3000 ppm per il terreno,
cioè 3000 mg per chilogrammo. Se si supera queste quantità si devono usare gli accorgimenti che ho
trattato precedentemente. Se si supera le 6 mila ppm, sia nell'ambiente acqueo, sia nel terreno si deve
rivestire il calcestruzzo con una impermeabilizzazione, infatti, in queste condizioni qualunque
accorgimento io adotti l'attacco è inevitabile.
Nel caso degli attacchi acidi, il problema va risolto caso per caso, anche se comunque questo tipo di
degrado non è molto frequente.
Per quanto concerne la carbonatazione, prima di tutto essa può essere un danno per le armature, allora si
deve fare un copri ferro il più spesso possibile, ci sono delle apposite normative che prevedono tali
Autore ORRIONE
41
Data creazione 02/10/01 17.44
spessori. Anche in questo caso si deve cercare di abbassare il rapporto A/C, questo per diminuire la
porosità e quindi per evitare che gli agenti di aggressione possono entrare in profondità nel calcestruzzo.
Un'altra azione di contrasto che si può fare per diminuire tale degrado, è quella di diminuire l'idrato di
calcio utilizzando cementi di miscela.
Come ben sappiamo il calcestruzzo può subire un attacco portato dal ghiaccio, infatti, l'acqua
trasformandosi in ghiaccio aumenta di volume del 9%, se tale trasformazione avviene ciclicamente, il
materiale è sottoposto a fatica e si fessura, per proteggere il manufatto dal ghiaccio si introduce nel
cemento degli additivi aeranti che formano delle microbolle, che hanno il compito di assorbire l'acqua
espulsa per pressione dai pori dove l'acqua si sta gelando, quando l'acqua disgela per sunzione capillare
essa ritorna all'interno dei pori originari. Il quantitativo d'aria che forma queste microbolle deve essere
compreso dal 4 al 6% in volume di tutto il calcestruzzo, le microbolle d'aria devono essere
omogeneamente distribuite. Anche in questo caso si deve avere un basso rapporto A/C, per avere una
quantità di pori il minore possibile, e un buon grado di idratazione, che fa in modo che i capillari non
siano più interconnessi. I sali disgelanti NaCl+CaCl2 vengono sparsi sulle superfici orizzontali
provocando l'abbassamento della temperatura di congelamento, in altri termini i sali disgelanti servono
per evitare la formazione di ghiaccio, ma nel calcestruzzo questi sali possono provocare uno specifico
degrado. Il cloruro di sodio e di calcio, contengono dei cloruri, che se arrivano alle armature reagiscono
con il film di passivazione (composto da ossido di ferro) e le depassivano, infatti, i cloruri si depositano
sulle armature reagendo con l’ossido di ferro che costituisce il film di passivazione, formano cloruro
ferrico e altri composti complessi. Gli agenti che degrado le armature sono l'anidride carbonica che
riduce il pH e poi abbiamo l'attacco dovuto ai sali cioè ai cloruri. La depassivazione non vuol dire
corrosione, ma perché quest'ultima avvenga ci deve essere la presenza dell'acqua e dell'ossigeno, in
questo caso c’è una reazione elettrolitica che porta alla corrosione dell’armatura, tale corrosione è
riconoscibile dal fatto che porta alla formazione di tanti piccoli buchi, e viene detta vaiolatura. Ecco la
composizione chimica dei sali:
NaCl→Na++ClCaCl2→Ca+++2ClI cloruri di calcio reagiscono con la pasta di cemento formando un composto denominato
ossicloruro di calcio, esso è un composto molto espansivo che crea fessurazioni e tensioni nella
pasta di cemento.
CaCl2+3Ca(OH)2+H2O→ CaCl2⋅3CaO⋅15H2O
In definitiva i sali disgelanti hanno un comportamento pesante nei confronti della pasta del
calcestruzzo, infatti, al loro interno contengono i cloruri che depassivano le armature, il cloruro di
calcio reagisce con l’idrato di calcio formando un composto espansivo, mentre il cloruro di sodio
reagisce con certi aggregati formando anch’esso dei composti altamente espansivi, infatti, ci sono
degli aggregati con della silice amorfa che reagendo con il cloruro di sodio mi fornisce un composto
denominato silicato sodico, che è un composto altamente espansivo. Se l’aggregato composto da
silice amorfa si trova in prossimità o sulla superficie, il singolo aggregato può essere perfino
espulso, e questo porta a fessurazioni e rigonfiamenti. Tale reazione è molto lenta, e diventa visibile
dopo anni dalla messa in opera del calcestruzzo. Quindi i sali disgelanti presentano delle interazioni
con il calcestruzzo che possono avere vari effetti, i quali sono sempre dannosi, infatti, l’attaco da
parte del cloruro di calcio e di sodio può presentare un triplice effetto: il sodio può reagire con
alcuni particolari tipi di aggregati, il cloro attacca le armature depassivandole oppure corrodendole
in presenza di acqua ed ossigeno, mentre il calcio reagisce con la pasta di cemento portando alla
formazione di composti altamente espansivi.
CEMENTI DI MISCELA.
Sono il prodotto che si ottengono miscelando clinker più gesso (cemento Portland) e più una
aggiunta minerale, la filosofia che ha portato all’invenzione di questi cementi è quella di utilizzare
sottoprodotti di altre lavorazioni industriali difficilmente smaltibili, molto spesso sono dei materiali
inorganici che prendono parte alle reazioni di presa e di indurimento. Per esempio nelle centrali
elettriche durante la combustione vengono prodotti dei materiali di scarto che aggiunti nei cementi
Autore ORRIONE
42
Data creazione 02/10/01 17.44
ne aumentano le caratteristiche, per esempio ci sono le loppe basiche d’altoforno. Quindi in
definitiva tali cementi sono stati fatti sia per motivi economici (riutilizzando dei prodotti di scarto di
difficile smaltimento), ma anche per motivi di carattere tecnico:
¾ un più lento rilascio di calore, quindi un minor sviluppo di calore, che viene rilasciato in
maniera più progressiva;
¾ maggiore durabilità, cioè una maggiore resistenza agli agenti chimici.
Vediamo quali sono le aggiunte minerali:
¾ materiali pozzolanici che a loro volta si dividono in:
¾ naturali che è la pozzolana;
¾ artificiali che sono le ceneri volanti, microsilice, pozzolana industriale, scisto calcinato;
¾ loppe basiche d’altoforno;
¾ calcari.
A parte il calcare che è un’inerte, tutti gli altri hanno la caratteristica di dare una particolare
reazione chimica denominata reazione pozzolanica, tale reazione avviene per tutti i materiali
pozzolanici (sia naturali che artificiali), la danno anche le loppe basiche d’altoforno (che
provengono come scarto dalla lavorazione della ghisa di prima fusione, infatti, essa è la ganga
contenuta nell’altoforno assieme alla ghisa e che galleggia su di essa). La reazione pozzolanica è la
seguente:
PoL+ Ca(OH)2+ H2O→CSH+CAH
PoL sta per materiali pozzolanici e loppe basiche d’altoforno. Il CSH e il CAH sono gli stessi
prodotti di idratazione che da il cemento Portland più l’acqua, infatti, il CSH è il prodotto
dell’idratazione del C3S e del βC2S, mentre il CAH è il prodotto dell’idratazione del C3A.
Cemento Portland+H2O→CSH+CAH+Ca(OH)2
Come possiamo vedere dal confronto diretto di queste due reazioni; l’idrato di calcio, che è il
principale partecipe a tutte le azioni chimiche di degrado, nella reazione pozzolanica fa parte dei
reagenti ma non del risultato, ed è proprio per questo che i cementi di miscela hanno delle
caratteristiche di durabilità nettamente migliori del cemento Portland. Si può dire che a seconda
della quantità di aggiunta minerale possiamo avere delle diverse caratteristiche. La pozzolana è un
materiale di origine vulcanica ed è amorfo (perché subisce un veloce raffreddamento, e non c’è il
tempo per la formazione di una struttura cristallina). La pozzolana finemente macinata, in presenza
di acqua e di calce mi da come abbiamo visto la reazione pozzolanica:
P+ Ca(OH)2+ H2O→CSH+CAH
La pozzolana contiene il 75% di silicati, il 15% di allumina e il 10% di ossido di calcio, la
pozzolana è un materiale acido e reagisce con la calce basica, deve essere finemente macinata
perché avvenga la reazione. Le ceneri volanti sono il prodotto di scarto che si ottiene nelle centrali
termiche dove si brucia carbone (costituito da carbone, più una ganga inorganica costituita da silice,
allumina e ossido di calcio). In Italia si bruciano carboni bituminosi e si ottiene una pasta inorganica
silicica, tale pasta inorganica passando per la parte più calda del forno si trasforma in microsfere,
che sarebbero destinate a volare via se non sarebbero raccolte da dei filtri nel cammino. Le ceneri si
siliciche provengono da carbonica bituminosi e sono ricche di allumina e ossido di ferro, se
vengono bruciati dei carboni sub-bituminosi si ottengono delle ceneri calciche, che se vengono
impostate con l'acqua mi danno la presa, perché contengono degli idrauliti.
La microsilice si ottiene come prodotto di scarto da dei forni ad induzione nell'industria della silice
metallica, è costituita da silice amorfa al 95%, è formata da particelle molto piccole che hanno delle
dimensioni all'incirca di 0,1 micron (i granuli di cemento hanno delle dimensioni di 50 micron
circa), quindi la microsilice ha la peculiarità di intersecarsi tra le particelle di cemento. La
pozzolana industriale in Italia non si ottiene, essa è uno scarto della produzione e della lavorazione
dei materiali non ferrosi. Lo scisto calcinato è una roccia naturale che viene riscaldata e si ottiene
pozzolana, ma in Italia non si usa. La loppa d'altoforno (essa è costituita dal 44-46% di calce, 4548% di silice e 10-15% di allumina) proviene dalla prima lavorazione della ghisa, infatti, i minerali
usati per ottenere la ghisa contengono una ganga (carbonato di calcio, silice, silicati vari), questa
Autore ORRIONE
43
Data creazione 02/10/01 17.44
ganga si libera e forma una scoria liquida (loppa liquida 1.400-1.500°C), questa loppa liquida
essendo più leggera della ghisa fusa galleggia. La ghisa viene spillata nella parte bassa
dell'altoforno. Essa è costituita da silicati alluminati di calcio. Se essa venisse raffreddata molto
lentamente, i silicati alluminati solidificherebbero dando una struttura cristallina, se invece questa
scoria viene raffreddata molto velocemente dagli 800°C in giù, non gli lascio il tempo di
cristallizzare, e quindi ottengo una struttura amorfa altamente reattiva.
Tali scorie devono essere basiche, infatti, contengono dell'ossido di calcio, sono molto reattive, in
altri termini se vengono impostate con l'acqua manifestano delle caratteristiche idrauliche, ma il
CSH si forma talmente lentamente che non si possono utilizzare da sole. Se invece tali scorie le
mescoliamo con il clinker, otteniamo un cemento che mi fornisce una pasta molto compatta quando
è indurita. Il calcare è un inerte, come abbiamo già detto, esso serve per diluire il cemento, e per
avere un cemento a più basso sviluppo di calore (non ha attività pozzolanica). I cementi di miscela
danno dei calcestruzzi molto durevoli, questo perché la quantità di idrato di calcio viene diminuita o
eliminata. Questi cementi sviluppano meno calore, perché viene diminuita la quantità di clinker
grazie all'aggiunta minerale. Più l'aggiunta minerale è presente in percentuale nel cemento, minore
sarà la quantità di clinker e quindi minore sarà la quantità di calore sviluppato. Per i cementi
d'altoforno e pozzolanici si forma una pasta molto più compatta, questo deriva dalla conseguente
diminuzione delle dimensioni dei pori capillari, quindi questi cementi danno delle caratteristiche
meccaniche che possono essere definite buone, perché danno la formazione di CSH e in più una
diminuzione considerevole del volume totale dei pori capillari.
Tutti questi cementi, quelli di miscela e non, vengono regolati da una normativa a livello europeo,
che l’Italia l’ha recepita con una complessa normativa denominata UNI ENV 197/1 (si chiama in
questo modo proprio per il fatto che è stata recepita da una norma a livello europeo). Nella pagina
successiva è riportata una tabella (redatta dalla stessa normativa) di fondamentale importanza per la
classificazione dei tipi di cemento. Intanto possiamo già dire che nella prima colonna della tabella
sono riportati i tipi di cemento, che sono il CEM I, il CEM II, il CEM III, il CEM IV e il CEM V.
Il CEM I è il classico cemento Portland, il CEM II sono cementi di miscela, primo tra tutti troviamo
il cemento Portland alla loppa (che deve essere granulata), questo a sua volta si suddivide in due
sottocategorie, il II/A-S, e il II/B-S (dove S è l’iniziale slong, che in inglese significa appunto
loppa), queste due categorie differiscono per le percentuali di loppa presente (nel primo caso
compresa tra il 6-20%, nel secondo caso essa aumenta a 21-35%) e di conseguenza di clinker
presente. Un altro cemento di miscela è il cemento Portland alla microsilice, essa è compresa nelle
percentuali del 6-10%, le percentuali sono così basse perché la silice idratandosi reagisce con
l’idrato di calcio Ca(OH)2, ma tale idratazione richiede molta acqua, quindi aumentando le
percentuali di microsilice si rischia di incrementare il rapporto A/C (una condizione sempre da
evitare), comunque tale cemento di miscela è poco utilizzato, e lo si usa per i calcestruzzi ad alta
resistenza. Dopo di che abbiamo il cemento Portland alla pozzolana, la pozzolana naturale è
indicata con la lettera P, mentre quella industriale è indicata con la Q. Abbiamo quattro tipi di
cemento pozzolanici, due per ogni tipo di pozzolana, che differiscono per le diverse percentuali di
pozzolana presenti al loro interno (che possono essere dal 6-20% oppure dal 21-35%). Un altro tipo
di cemento di miscela è il cemento Portland alle ceneri volanti, nella sigla con V si indicano le
ceneri siliciche, mentre con W si indicano quelle calciche (dipende dal carbone dal quale prendono
origine), anche per questo tipo di cemento di miscela distinguiamo quattro sottocategorie, due per
ogni tipo di ceneri, essi differiscono solo per la percentuale di aggiunta minerale che può essere
compresa tra il 6-20% e il 21-35%. Poi abbiamo il cemento Portland allo scisto calcinato, questo
cemento in Italia non viene utilizzato, esso viene indicato con la lettera T, e ce ne sono di due tipo
in base alle percentuali dello scisto calcinato (che sono sempre le stesse). Un altro tipo di cemento
di miscela, è il cemento Portland al calcare, viene indicato con la lettera L (che è l’iniziale del
termine inglese lain che significa appunto calcare), anche in questo caso ce ne sono di due tipi in
base alle percentuali di calcare (che ricordiamo è un’aggiunta minerale inerte, che non prende parte
Autore ORRIONE
44
Data creazione 02/10/01 17.44
Autore ORRIONE
45
Data creazione 02/10/01 17.44
alle reazioni di idratazione). L’ultima categoria che fa parte del CEM II è il cemento Portland
composito, esso si indica con una M e si suddivide in due sottocategorie, in questo cemento di
miscela il produttore può mescolare più aggiunte minerali (senza l’obbligo di dire quali), con
l’unica limitazione di rispettare la percentuale complessiva riservata alle aggiunte minerali (che può
essere come sempre compresa in base al tipo, dal 6-20% e dal 21-35%), di non mettere una
percentuale maggiore del 10% per quanto concerne la microsilice (per le ragioni viste in
precedenza). Il CEM III assieme al CEM IV sono i due cementi di miscela classici, il primo è il
cemento d’altoforno, come possiamo vedere ci sono tre sottocategorie, e osserviamo che nell’ultima
la III/C la percentuale di loppa basica d’altoforno raggiunge il 95%, infatti, la loppa ha delle
proprietà idrauliche, in altri termini ha la capacità di fare presa, ma in modo molto lento, quindi
deve essere attivata (per ottenere una presa più veloce) con una certa percentuale di clinker, anche
piccola come il 5%. Il CEM IV è il cemento pozzolanico, la pozzolana per far presa deve essere
attivata dal clinker grazie all’azione dell’idrato di calcio, con una percentuale di clinker molto
elevata compresa tra il 40-45% (in Italia si usa la pozzolana naturale, mentre quella industriale si
usa per esempio in Belgio). Il CEM V è il cemento composito, sono i cementi di nuova generazione,
ma comunque sono poco utilizzati.
I cementi pozzolanici e d'altoforno, sono cementi che danno luogo a calcestruzzi come un buona
resistenza meccanica, ed hanno un'ottima resistenza agli attacchi solfatici, e in generale a tutti gli
attacchi chimici. Per quanto riguarda la resistenza meccanica, questi due cementi di miscela, la
sviluppano più lentamente rispetto ad un normale cemento Portland, ma comunque alla fine della
stagionatura a 28 giorni la loro resistenza meccanica è maggiore di un normale cemento Portland, si
deve anche dire che il più lento tra i due cementi di miscela è il cemento pozzolanico. Queste
caratteristiche positive le dobbiamo alla mancanza dell'idrato di calcio (che come abbiamo detto è
l'anello debole della pasta di cemento), che grazie alla reazione pozzolanica viene ad essere
trasformato in CSH (responsabile della resistenza meccanica del calcestruzzo) e allo sviluppo di una
pasta più compatta, dove il volume complessivo d'aria occupato dai pori è minore.
Come abbiamo visto i cementi europei vengono classificati in base al tipo (come abbiamo visto in
R esistenza alla c o m p ressio ne N /m m q
C lass e
32,5
32,5R
42,5
42,5R
52,5
R esisten za in iziale
2 g io rn i
7 g io rn i
> = 16
> = 10
> = 10
> = 20
> = 20
-
R esisten za n o rm alizzata
28 g io rn i
> = 32,5
< = 52,5
> = 32,5
< = 52,5
> = 42,5
< = 62,5
> = 42,5
< = 62,5
> = 52,5
-
T em po di
E span sione
inizio p resa
mm
m in
> = 60
> = 60
> = 60
> = 60
> = 60
< = 10
precedenza), e ad un numero che indica la classe di resistenza (vedi tabella qui sopra).
Come si può vedere dalla tabella, le classi di resistenza sono: 32,5-42,5-52,5 questi valori numerici
indicano la resistenza normalizzata (a compressione) a 28 giorni, essa è espressa in N su millimetro
quadrato (MPa). Come ho detto la resistenza normalizzata a compressione viene riferita su una
stagionatura di 28 giorni, mentre la resistenza iniziale di un cemento è la resistenza meccanica a
compressione determinata a due giorni, nel caso di un cemento di miscela, oppure a sette giorni nel
caso di un cemento Portland. Oltre alla resistenza iniziale e alla resistenza normalizzata, nella
tabella viene indicato il tempo di inizio presa, che deve essere maggiore o uguale a 60 minuti nei
cementi con una velocità di presa normale, mentre i cementi a presa rapida deve essere maggiore o
uguale a 45 minuti, questi cementi si indicano con la lettera R. Per essere precisi il cemento
pozzolanico B e i cementi d'altoforno B e C, non rientrano nelle classi 42,5-42,5R e 52,5-52,5R, in
quanto a due giorni non hanno una resistenza prevista da queste classi, soltanto a 28 giorni
forniscono una resistenza che può benissimo essere maggiore di 52,5. Per determinare che un dato
calcestruzzo appartenga alla sua classe di resistenza, si fanno dei provini costituiti da 3 parti di
sabbia, una parte di cemento e un rapporto A/C del 0,5. Devono avere una forma prismatica, e le
dimensioni devono essere 4×4×16 cm, questi provini vengono stagionati per 24 ore in aria, poi
vengono ricoperti con dei teli di naylon (per non far evaporare l'acqua) e stagionati in acqua, alla
Autore ORRIONE
46
Data creazione 02/10/01 17.44
fine della stagionatura stabilita vengono tirati fuori dall'acqua e sottoposti alla prova di
compressione.
Requisiti fisici.
Il cemento Portland è costituito come ben sappiamo da C3S+βC2S+C4AF+CaSO42H2O (il gesso
viene aggiunto con il compito di regolare la velocità della presa). I cementi di miscela contengono
una certa parte di cemento Portland, l’eventuale espansione (come si può vedere dalla precedente
tabella) può essere data dalla presenza di ossido di calcio od eventualmente anche dalla presenza
dell’ossido di magnesio, infatti, il calcare può contenere una piccola quantità di carbonato di
magnesio che decomponendosi mi da: MgCO3→MgO+CO2.
L’ossido di calcio sottoposto a forte riscaldamento diventa molto stabile, ed esso reagisce con
l’acqua in modo ritardato diventando idrato di calcio, che provoca un aumento di volume in una
massa già rigida, e questo può provocare delle fessurazioni. Comunque tutti i tipi di cemento
devono soddisfare i requisiti riportati nella tabella precedente, sia per quanto riguarda il tempo di
inizio presa, sia per quanto riguarda il grado di espansione.
Requisiti chimici.
Queste prove vengono effettuate sulla polvere di cemento, prelevata dal sacco, o da qualche
contenitore che comunque lo contenga. Il CEM I (cemento Portland) e il CEM III (cementi
d'altoforno nei suoi vari tipi A, B, e C), vengono sottoposti a una prova chimica denominata perdita
al fuoco, che è stata normalizzata per valutare se nel cemento ci sono delle sostanze termicamente
decomponibili, essa viene eseguita in questo modo:
¾ Si pesa una certa quantità di cemento, la quantità prevista dalla normativa deve essere di due
grammi;
¾ Tale quantità viene riscaldata in una forno a 975 gradi per due ore;
¾ L'ultima operazione è quella di ripessare il cemento dopo tale cottura, calcolando la quantità di
materiale che ha perduto, che secondo la normativa non deve superare il 5% in peso.
Il cemento Portland a 975°C può perdere l'acqua del gesso, infatti, gli altri componenti sono stati
ottenuti a 1450°C, quindi alla temperatura della prova sono stabili. I materiali che possano essere
stati messi all'interno del cemento e sono termicamente decomponibili sono il carbonato di calcio
(calcare) oppure la marna (calcare e argilla, ed è una roccia naturale). Questi materiali possono
essere aggiunti per macinazione al cemento, e questa è una sofisticazione del cemento, infatti, se un
cemento contiene del calcare non può essere venduto come CEM I, ma deve essere venduto come
CEM II. Il CEM III è un cemento di miscela costituito da cemento Portland più la loppa basica
d'altoforno (questa aggiunta minerale non perde nulla nel riscaldamento a 975°C, perché essa viene
ottenuta a 1400°C), quindi anche in questo caso la perdita al è fuoco non deve essere superiore alle
5% in peso, in caso contrario vuol dire che c'è stata una sofisticazione del cemento. Un'altra
importante prova chimica che si effettua sul CEM I e sul CEM III, è la determinazione del residuo
insolubile, che secondo la normativa deve essere minore o uguale al 5%, questo per evitare che al
cemento vengano aggiunti dei materiali inerti, che sono idraulicamente stabili. La prima parte di
questa prova, consiste nel mettere il cemento in una soluzione diluita di acido cloridrico, sempre
tenendo bene a mente la composizione del cemento Portland, nella prima parte della prova vanno in
soluzione l’allumina e la calce che sono dei composti basici. La silice che è una soluzione acida
viene attaccata da una soluzione basica, quello che resta dopo questi due trattamenti è l’inerte che
non prende parte alla reazione di presa ed indurimento, secondo la normativa tale inerte non deve
superare la percentuale del 5% in peso, anche questa prova chimica serve per controllare che non ci
siano state delle sofisticazioni del cemento.
Oltre a tutto questo la normativa fissa le percentuali di solfati (per esempio l’SO3) che devono
essere presenti nel cemento, per le classi CEM I e CEM II la percentuale di solfati non deve
superare il 3,5%, tale percentuale viene individuata tramite una analisi chimica analitica. Come è
indicato nella tabella successiva nel CEM III/C può essere accettata una percentuale di solfati che
può arrivare al 4,5%, questo perché possono essere presenti degli stabilimenti vicino al mare, che
Autore ORRIONE
47
Data creazione 02/10/01 17.44
usano l’acqua di mare per raffreddare i composti, e come sappiamo l’acqua di mare contiene molti
solfati.
Come abbiamo detto in precedenza i cloruri si depositano sulle armature reagendo con il film
passivante, formando cloruro ferrico e altri composti complessi, che in presenza di acqua ed
ossigeno danno una reazione elettrolitica che porta alla corrosione dell’armatura. Nei cementi la
normativa fissa la percentuale massima dei cloruri, che non deve superare il 0,10% in peso. Il
cemento pozzolanico CEM IV (nei suoi due tipi, vedi tabella della composizione dei cementi), deve
risultare positivo al saggio di pozzolanicità, che serve per valutare se l’idrato di calcio è stato
completamente bloccato dalla reazione pozzolanica, in altri termini che abbia reagito con la
pozzolana dando come risultato i prodotti dell’idratazione del C3S e del βC2S (come abbiamo
visto). Tale prova consiste nel prendere 20 grammi di cemento, dopo di che questo cemento viene
messo in un contenitore di vetro con 100 ml di acqua, e lo si lascia stagionare per 8 giorni a 40°C.
Dopo tale tempo sul fondo troviamo il cemento indurito, mentre al di sopra di esso troviamo una
soluzione che dovrà essere analizzata, per determinare la quantità di CaO minimale e massimale, e
lo stesso si fa per gli OH-. Qui sotto riportiamo il grafico per determinare se un cemento può o meno
essere classificato come pozzolanico.
E’ arrivato il momento di riportare la tabella che riassume tutte le proprietà chimiche:
PROPRIETA'
PROVA
SECONDO
Perdita al fuoco
EN 196-2
Residuo insolubile
EN 196-2
TIPO DI
CEMENTO
CEM I
CEM III
CEM I
CEM III
CEM I
CEMII
Solfati
EN 196-2
CEM IV
CEM V
Cloruri
EN 196-21
CEM III
Tutti i tipi
Pozzolanicità
EN 196-5
CEM IV
Autore ORRIONE
48
CLASSE DI
RESISTENZA
REQUISITI
Tutte le classi
<=5,0%
Tutte le classi
<=5,0%
32,5
32,5R
42,5
42,5R
52,5
52,5R
Tutte le classi
Tutte le classi
Tutte le classi
<=3,5%
<=4,0%
<=0,10%
Esito positivo
della prova
Data creazione 02/10/01 17.44
Acqua.
Ritorniamo a discutere su questo importante componente, precedentemente ci siamo soffermati
sull’analisi del ruolo che svolge l’acqua all’interno della struttura del calcestruzzo indurito, invece
adesso ci soffermiamo sulle caratteristiche che deve avere l’acqua di impasto. Il ruolo svolto
dall’acqua è di fondamentale importanza, in quanto mi deve dare origine alle reazioni di
idratazione, la sua quantità non deve essere solo strettamente sufficiente per ottenere la completa
idratazione dei componenti del cemento, ma deve essere messa in quantità maggiore per garantire
una certa lavorabilità alla pasta, e quindi per permettere la messa in opera del calcestruzzo. L’acqua
non deve contenere delle sostanze che possono reagire con la pasta di cemento, quindi deve essere
un’acqua opportunamente scelta. Se usiamo un’acqua potabile, questa va sempre bene, ma delle
volte dobbiamo utilizzare altri tipi di acqua.
L’acqua può contenere dei solfati, ma per fare il calcestruzzo non è importante che l’acqua abbia
una bassissima percentuale di solfati, infatti, diversamente dall’acqua che viene a contato con il
calcestruzzo indurito che può contenere una quantità di solfati che può arrivare a 500 p.p.m.,
l’acqua usata per l’impasto può arrivare a 5.000 p.p.m. per quanto concerne il contenuto di solfatti,
questo perché già di per sé il calcestruzzo contiene dei solfati. Molta più attenzione invece al
contenuto in cloruri, soprattutto per i cementi destinati al c.a.p.
Quando si hanno dei dubbi sulla qualità dell’acqua, si fa un provino impastato con tale acqua, e si
misura la resistenza meccanica a 28 gg., e si vede se la qualità dell’acqua influisce in modo
negativo sulle prestazioni meccaniche complessive. Oltre a tutto questo si deve fare attenzione che
l’acqua non contenga in sospensione dell’argilla, sostanze organiche o microrganismi che possono
portare a delle alterazioni nella presa e nell’indurimento. In casi estremi il calcestruzzo non armato
può essere fatto con l’acqua di mare, tenendo conto che tale calcestruzzo avrà sulla superficie delle
infiorescenze biancastre. In conclusione il vero fattore che si deve tenere sotto controllo nell’acqua
è il contenuto in termini di cloruri.
Aggregati.
Gli aggregati sono un altro costituente fondamentale del calcestruzzo. Con il termine di aggregati si
intendono dei materiali lapidei sciolti che impastati con acqua e cemento mi forniscono il
calcestruzzo, questa componente assolve a dei compiti molto importanti:
¾
riduce il costo del calcestruzzo in modo considerevole;
¾
riduce il ritiro della pasta di cemento;
¾
riduce la deformazione viscosa;
¾
riduce la produzione di calore, infatti, si possono creare dei gradienti termici tali da portare a
dei danni.
Gli aggregati influiscono sulle caratteristiche del calcestruzzo fresco, prima tra tutti la lavorabilità, e
sulle caratteristiche meccaniche del calcestruzzo indurito (la resistenza meccanica). I materiali
lapidei naturali sono la sabbia e la ghiaia, e poi abbiamo i materiali lapidei artificiali che sono la
sabbia di frantumazione (sabbia di frantoio) e il pietrisco (che è il risultato della frantumazione di
grosse rocce), e poi abbiamo i materiali di sintesi che sono le loppe basiche d’altoforno e l’argilla
espansa che è un aggregato leggero, e viene utilizzato per fare i cementi alleggeriti. Gli aggregati si
dividono in:
¾ ordinari⇒sono gli aggregati che sono normalmente normalizzati e hanno una massa volumica
apparente da 2.400-2.500 Kg/m3, si dice massa volumica apparente perché c’è l’aria presente
tra i sassi;
¾ leggeri⇒sono tutti gli aggregati che hanno una massa volumica apparente minore di
1.500 Kg/m3.
Le caratteristiche degli aggregati dipendono da vari fattori: dall’esposizione ambientale, dai
trattamenti (frantumazione), dalle rocce di provenienza (rocce calcaree, silicatiche…), dalle
dimensioni, dalla forma, dalla tessitura superficiale e dalla porosità. Intanto possiamo dire che in un
metro cubo di calcestruzzo c’è il 65-80% di aggregati. Viene denominata sabbia l’aggregato che
Autore ORRIONE
49
Data creazione 02/10/01 17.44
passa per il 95% in un staccio con una maglia da 4 mm, quindi per valutare le dimensioni degli
aggregati e la loro classificazione si usano i stacci, allo stesso modo si denomina ghiaia o pietrisco
l’aggregato che non passa per il 95% in un set6accio con maglia da 4 mm.
La forma può essere di vari tipi, ma comunque stlizzabile in poche categorie:
¾ arrotondata (tendente alla sfera);
¾ angolare;
¾ irregolare;
¾ piatta;
¾ piatta-allungata.
La forma dell’aggregato agisce soprattutto sulle caratteristiche reologiche del calcestruzzo, cioè la
lavorabilità. Gli aggregati che hanno una forma arrotondata consente di riempire meglio il volume,
e permettono di produrre un calcestruzzo con una migliore lavorabilità, a parità di quantità d’acqua.
Se la forma è irregolare ci vuole più pasta per circondare l’inerte, al contrario dell’inerte
arrotondato. Quindi possiamo dire che la forma influisce sul rapporto A/C e quindi sulla resistenza
meccanica complessiva del calcestruzzo. Gli aggregati piatti-allungati migliorano la resistenza a
flessione, mentre gli aggregati angolati migliorano la resistenza a trazione, ma sia la resistenza a
trazione che quella a flessione viene completamente assorbita dall’armatura nei calcestruzzi armati.
Quindi il calcestruzzo lavora solo a compressione e la resistenza a trazione e a flessione passa in
secondo ordine. La tessitura superficiale degli aggregati influisce in modo decisivo sull’aderenza
della pasta di cemento con gli inerti, tale tessitura può essere:
¾ vetrosa;
¾ liscia (marna che è costituita da carbonati di calcio, e la ghiaia);
¾ cristallina (granito);
¾ porosa con molte cavità (pomice che viene utilizzata per ottenere gli aggregati leggeri)
Un’altra importante caratteristica degli aggregati è la loro porosità, che solitamente è al di sotto del
2%, ma può raggiungere il 10-40% nelle rocce vulcaniche e nei calcari (per esempio la pozzolana).
Non è importante solamente la percentuale di porosità presente nell’inerte ma anche la tipologia dei
pori, infatti, possono essere chiusi o aperti, interconessi o meno. Comunque un buon aggregato non
deve avere una porosità complessiva maggiore del 10%. Le principali caratteristiche meccaniche
degli aggregati sono la resistenza a compressione, all’urto e all’abrasione, queste caratteristiche
sono in relazione l’una con l’altra, e dipendono in larga parte dalla percentuale di porosità. Le
caratteristiche meccaniche del calcestruzzo, non dipendono dalle caratteristiche meccaniche
dell’aggregato, perché quest ultime sono di gran lunga superiori a quelle della pasta di cemento. La
matrice della pasta di cemento che circonda l’aggregato, abbiamo una zona in prossimità della
superficie dell’inerte, che si denomina zona di transizione che sarebbe la matrice cementitica che
circonda l’aggregato, ed ha uno spessore di 10-50 micron, tale zona è più porosa ed ha una
resistenza meccanica inferiore, dopo di questa abbiamo la matrice vera e propria. Una caratteristica
molto importante degli aggregati è la loro curva granulometrica, tale curava per essere costruita
dobbiamo sottoporre l’aggregato ad una separazione mediante setacciatura con diverse maglie, devo
confrontare la percentuale di passato con l’apertura della maglia. L’inerte usato per il calcestruzzo
deve essere un aggregato ben assortito, per avere la minima quantità di cemento, infatti, si ottiene
un riempimento degli spazi maggiore, in altri termini si ottiene una migliore resistenza meccanica a
compressione, rispetto al calcestruzzo dove sono stati utilizzati degli aggregati poco assortiti. In
natura non si trovano mai aggregati ben assortiti, e questo vale anche per gli aggregati artificiali che
sono tutti della stessa dimensione. Per ottenere la curva ottimale si deve mescolare più tipi di
aggregati calcolando le percentuali con la formula trovata sperimentalmente da Fuller e
Thomposon:
p=100(d/D)1/2
Dove p è la percentuale di aggregato con una dimensione massima D, che passa sotto a un setaccio
con maglia d. L’aggregato che ha una granulometria variabile costituita applicando questa formula,
Autore ORRIONE
50
Data creazione 02/10/01 17.44
ha una difficilissima lavorabilità, quindi la formula è stata modificata da Bolomay, che ha introdotto
un parametro:
p=A+(100-A)(d/D)1/2
Dove A va da 6 a 16, e questo valore tiene conto del tipo di aggregato utilizzato e della lavorabilità
richiesta. Qui di seguito è riportata il grafico della curva granulometrica della sabbia, della ghiaia e
quella ottimale.
Sostanze indesiderabili.
Gli aggregati possono contenere delle sostanze indesiderabili che si possono suddividere in due
categorie:
¾ quelle che influiscono sui prodotti di idratazione, possono condizionare la velocità
dell’idratazione, possono diminuire la resistenza meccanica alla breve stagionatura, ma che poi
viene recuperata sulla lunga stagionatura;
¾ le sostanze che provocano degrado, che sono come ben sappiamo i solfatti (SO4--), i cloruri
(Cl-) e la silice amorfa.
I solfati si trovano più facilmente nella sabbia che nella ghiaia, che possono reagire con i prodotti di
idratazione dando come ben sappiamo dei composti altamente espansivi, poi abbiamo i cloruri che
possono anche questi essere nella sabbia (contaminate con acqua inquinata) che provocano la
depassivazione delle armature. La silice amorfa se presente, può reagire con il sodio, presente
all’interno della pasta di cemento come impurezza oppure perché penetra tramite i sali disgelanti.
Certi aggregati possono contenere delle tracce di argilla, che intacca l’aderenza tra gli aggregati e la
pasta di cemento, influendo negativamente sulla resistenza meccanica complessiva. Un altro fattore
da considerare negli aggregati è la loro gelività, infatti, gli aggregati possono avere una porosità tale
che permette l’ingresso dell’acqua che gelando può rompere l’inerte, quindi gli ineriti non devono
essere gelivi.
Additivi.
Sono dei prodotti chimici che vengono aggiunti al calcestruzzo in quantità molto modeste, dallo
0,1-3%, ma generalmente andiamo dallo 0,3-2% in peso del cemento, tali prodotti servono per
migliorare le qualità del calcestruzzo, sia quando è fresco, sia quando è indurito. L’uso degli
additivi è giustificato dal fatto che le qualità che si vogliono migliorare vengono migliorate in modo
efficace e molto meno costoso rispetto ad altri sistemi.
Abbiamo varie classi di additivi, che sono:
¾ acceleranti;
¾ ritardanti;
¾ fluidificanti;
¾ superfluidificanti;
¾ aeranti.
Autore ORRIONE
51
Data creazione 02/10/01 17.44
Questi sono gli additivi generalmente usati, ci sono altre classi di additivi di nuova concezione e
ancora poco usati:
¾ coloranti;
¾ idrorepellenti (servono per tenere lontana l’acqua);
¾ inibitori di corrosione (servono per far diminuire la possibilità di corrosione delle armature);
¾ riduttori reazione alcali-aggregati (servono per diminuire la possibile reazione tra gli aggregati
che possono contenere silice amorfa con il sodio).
Gli acceleranti sono di due tipi:
¾ gli acceleranti della presa;
¾ gli acceleranti dell’indurimento.
Gli acceleranti dell’indurimento hanno l’effetto di accelerare l’idratazione del C3S e anche un pò
del βC2S, viene chiamato impropriamente anche antigelo perché fa assumere al calcestruzzo una
certa resistenza necessaria per scasserarlo, infatti, il gelo rallenta l’indurimento. Fino a pochi anni fa
si usava come additivo per accelerare l’indurimento il CaCl2, che come si può ben vedere contiene i
cloruri che sono degli aggressivi chimici, molto spesso il Cl veniva aggiunto dai produttori già nel
cemento. I ritardanti rallentano la presa, vengono utilizzati soprattutto in quelle zone dove la
temperatura è molto elevata e il tempo di percorso per portare il calcestruzzo in loco è lungo, i
ritardanti sono composti da carboidrati e zuccheri. I fluidificanti e i superfluidificanti sono gli
additivi più usati ed hanno cambiato completamente il modo di lavorare il calcestruzzo.
Mantenendo fisso il rapporto A/C e aggiungendo tali additivi ottengo una lavorabilità migliore,
oppure tenendo fisso il grado di lavorabilità utilizzando tali additivi diminuisco il rapporto A/C.
Con l’aggiunta di tali additivi ottengo un calcestruzzo con una resistenza meccanica maggiore, i
fluidificanti diminuiscono l’acqua di impasto del 5-10%, mentre i superfluidificanti la dimnuiscono
del 20-40%, tendo ferma ovviamente la reologia del calcestruzzo, deriva proprio dalla diminuzione
della quantità d’acqua le migliori caratteristiche meccaniche del calcestruzzo.
Se io ho un calcestruzzo normale senza alcuna aggiunta di additivi, le particelle di cemento in
soluzione tendono ad avvicinarsi formando dei grossi agglomerati, che sono poco mobili e non
giungono all’idratazione completa. Tale comportamento è giustificato dal fatto che durante la
macinazione del clinker si sono formati nella frattura dei dipoli che si attraggono. L’uso dei
fluidificanti fanno assorbire alle particelle dei composti chimici che le fanno diventare tutte cariche
negativamente, e quindi si respingono e non si attraggono più. I fluidificanti vengono aggiunti nella
percentuale dello 0,2-0,4%, mentre i superfluidificanti vengono aggiunti nelle percentuali comprese
tra l’1 e il 2%, questi additivi devono essere aggiunti in quantità modeste perché rallentano la presa,
e quindi a parità di tali effetti si preferiscono i superfluidificanti, vengono usati dove ci sono delle
strutture molto armate, oppure perché si vuole aumentare la resistenza meccanica del calcestruzzo.
Gli aeranti servono per far si che il calcestruzzo resista ai cicli di gelo e disgelo, questo lo si ottiene
grazie alla formazione di microbolle delle dimensioni di 100-200 micron nella pasta di cemento,
infatti, esse raccolgono l’acqua che esce dai pori capillari grazie alla spinta idrostatica generata
dalla formazione del ghiaccio. Il volume d’aria introdotto tramite queste microbolle deve essere
compreso tra il 2-4%, ma si deve tenere conto della porosità degli aggregati, quindi per ottenere un
calcestruzzo che resista ai cicli di gelo e disgelo si deve usare l’aggregato di forma piatta e allungata
che contenga una percentuale molto bassa di porosità (che deve essere compresa tra il 0,05 allo
0,1%).
Autore ORRIONE
52
Data creazione 02/10/01 17.44
Prima di passare a trattare altri argomenti è bene ricordarsi tramite l’ausilio di una tabella
riassuntiva uno degli argomenti principali, cioè tutti i tipi di degrado e i loro effetti.
VELOCITA'
CONDIZIONI
PRODOTTI DEL
FENOMENO
MANIFESTAZIONE
DEL
FAVOREVOLI
DEGRADO
DEGRADO
ALL'ATTACCO
Entringite
Fessurazioni, distacco.
M
Umidità
Attacco solfatico
Thaumasite
Sfaldamento,
spappolamento
Formazione di ossido
Corrosione locaizzata
ferrico sulle armature
Attacco del
delle armature
(ruggine)
cloruro di sodio
Silicato sodico idrato
NaCl
Fessurazioni
nel cls (reazione
ringonfiamenti
alcali-aggregato)
Formazione di ossido
Corrosione localizzata
ferrico sulle armature
Attacco del
nei ferri (pitting)
(ruggine)
cloruro di calcio
Ossicloruro di calcio
Sfaldamento,
idrato
spappolamento
L
Umidità, freddo
(T=0-10°C),
presenza di
anidride carbonoca.
M
Umidità
LL
Umidità
R
Umidità
R
Bicarbonato di calcio
L
Attacco del
biossido di
carbonio
(anidride
carbonica)
Dilavamento superficiale
del calcestruzzo
Carbonato di calcio
Corrosione generalizzata
dei ferri, ringonfiamenti
del calcestruzzo
L
Gelo-disgelo
Ghiaccio
Ringonfiamenti,
sfaldamenti
M
Umidità, freddo
(T=0-5°C)
Acqua corrente
ricca di anidride
carbonica
aggressiva
Aria di ambienti
industriali ricca in
anidride carbonica,
e con una umidità
relativa del
40-80%
Umidità, freddo
(T<0°C)
L=lenta
LL=molto lenta
M=media
R=rapida
Calcestruzzo fresco.
Dopo il mescolamento dei suoi componenti (cemento, inerte, acqua, additivi), deve essere
trasportato in loco per la sua messa in opera (per esempio nei casseri), dopo di che deve essere
compatatto manualmente con l’uso di mazze, oppure meccanicamente tramite i vibratori. In queste
condizioni cioè quando il calcestruzzo è stato compatatto e si appresta alla stagionatura viene detto
calcestruzzo fresco. Le proprietà che caratterizzano tale calcestruzzo sono due:
¾ lavorabilità;
¾ segregazione.
La lavorabilità è definita come la capacità che ha il calcestruzzo di spostarsi sottoposto a una
sollecitazione meccanica. Per determinare il grado di lavorabilità esistono diverse prove tutte
standardizzate, ma la più usata e semplice da fare è lo slump test viene anche definita prova di
Autore ORRIONE
53
Data creazione 02/10/01 17.44
abbassamento del cono di Abrams, si utilizza uno stampo tronco conico (munito di maniglioni per
la presa), che viene ad essere riempito di calcestruzzo che viene costipato secondo modalità
standard. Poi si toglie il cono, ovviamente il calcestruzzo scorre fino a che si raggiunge una
condizione di equilibrio tra la forza peso e l’attrito interno della massa. Per determinare il grado di
lavorabilità si misura la diminuzione dell’altezza o slump dello stampo così ottenuto rispetto
all’altezza iniziale. La classe di consistenza è stabilita in base alle normative UNI 9858 e ENV 206.
Come si può facilmente notare, maggiore è lo slump e maggiore sarà di conseguenza la fluidità
CLASSE DI
DENOMINAZIONE
SLUMP (mm)
CONSISTENZA
CORRENTE
S1
10\40
Umida
S2
50\90
Plastica
S3
100\150
Semifluida
S4
160\200
Fluida
S5
>210
Superfluida
dell’impasto. La S5 non è presente nella normativa ENV 206, quindi c’è qualche differenza tra una
normativa e l’altra.
Ritornando al nostro calcestruzzo fresco, c’è un’altra proprietà che lo caratterizza che è la
segregazione, essa consiste nella separazione dei vari componenti in funzione delle diverse
dimensioni e dal loro peso specifico. L’acqua proprio grazie a questo fenomeno tende a portarsi in
superficie, se questa non riesce ad evaporare, si verifica un fenomeno denominato essudazione
(bleeding), con la formazione di un velo di acqua in superficie. Per evitare questo spiacevole
fenomeno si usano i fluidificanti che portano ad una diminuzione della quantità d’acqua, e si
utilizza un inerte con una buona curva granulometrica. Si è constatato che a parità di tutti gli altri
parametri (il rapporto A/C, il dosaggio…), l’aumento della lavorabilità (cioè maggiore è la sua
classe di consistenza) favorisce una compattazione migliore del calcestruzzo, e quindi abbiamo di
conseguenza una pasta ben compatta, con una presenza minima di vuoti e con una buona resistenza
meccanica. Il calcestruzzo fresco per essere un buon calcestruzzo deve avere una buona lavorabilità
e una bassa segregazione. Per aumentare la lavorabilità si potrebbe aumentare il quantitativo
d’acqua, ma questo mi produce un calcestruzzo scadente, quindi di conseguenza devo aumentare la
quantità di cemento, ma anche questo mi procura dei problemi, come l’aumento della produzione
del calore e quindi alla possibile formazione di gradienti termici tali da portare a delle fessurazioni.
Ma oltre a questo l’aumento dell’acqua e del cemento mi provoca un conseguente aumento della
pasta di cemento, e c’è il pericolo della formazione di fessurazioni per il ritiro igrometrico, per
gradienti termici (come abbiamo detto in precedenza) e per la deformazione viscosa (vedi indietro).
Per aumentare la lavorabilità si potrebbe aggiungere degli additivi fluidificanti e superfluidificanti
che agiscono sulla reologia del calcestruzzo, oppure utilizzare degli inerti con una buona curva
granulometrica e che al loro interno ci siano degli aggregati che abbiano un elevato diametro,
questo per diminuire la quantità di pasta di cemento (che ha la funzione di tenere assieme gli
aggregati). Diminuendo la quantità di pasta di cemento si diminuiscono anche tutti quei problemi
che sono da imputare proprio ad essa, come abbiamo visto in precedenza.
Calcestruzzo indurito.
Il vero materiale da costruzioni è il calcestruzzo indurito, esso si presenta alla vista (cioè sotto
l’aspetto macroscopico) come una matrice di malta cementizia che ingloba al suo interno degli
aggregati di diverse dimensioni. Al microscopio il calcestruzzo appare formato da aggregati di
dimensioni diverse (in base alla loro curva granulometrica) e di composizione mineralogica diversa
(silicatica, calcica…). Poi abbiamo la pasta di cemento che è costituita dal gelo del CSH, dall’idrato
di calcio Ca(OH)2, dal CAH (che sono i composti idratati del C3A e del C4AF) e dal monosolfo
alluminato derivante dalla decomposizione dell’entringite, quindi la pasta di cemento è eterogenea
Autore ORRIONE
54
Data creazione 02/10/01 17.44
perché è costituita da vari elementi. Possiamo osservare dal punto di vista microscopico che la pasta
di cemento attorno agli aggregati per uno spessore di 10-50 micron è molto più porosa, e quindi è
meccanicamente più debole rispetto al resto della matrice della pasta cementizia. Molto spesso si è
portati a pensare che tale fattore sia trascurabile, ma al contrario esso influenza pesantemente le
caratteristiche meccaniche complessive. La più importante proprietà del calcestruzzo indurito è la
sua resistenza meccanica, questo perché su tale fattore si basa il calcolo strutturale, la resistenza
meccanica che si prende in considerazione è quella a compressione, che viene determinata in
maniera molto semplice con una prova standardizzata (come abbiamo visto). Si è portati a pensare
che migliore è la resistenza meccanica e migliori saranno tutte le altre caratteristiche del
calcestruzzo, questo è in parte vero ma non sempre e comunque. Per avere una buona resistenza
meccanica dobbiamo utilizzare un cemento di qualità con un buon rapporto A/C, ed inoltre
utilizzando aggregati di frantumazione che hanno una superficie rugosa e quindi hanno una migliore
aderenza rispetto a quelli alluvionali che hanno una superficie liscia (grazie all’erosione degli agenti
naturali, in primis l’acqua). Il calcestruzzo è un materiale ceramico, e proprio per questo è fragile
(una delle caratteristiche peculiari dei materiali ceramici), quindi la resistenza meccanica a trazione
e a flessione non vengono prese in considerazione per il calcestruzzo, che in entrambi i casi si
comporta male, quindi tali sollecitazioni vengono assorbite nel calcestruzzo dalle armature.
A questo punto possiamo elencare tutti i parametri che influenzano la resistenza meccanica a
compressione:
¾ dal rapporto A/C (come abbiamo già visto), infatti, la formula Vp=100A/C-36,15α che abbiamo
già incontrato ci fornisce il volume della porosità, che come possiamo osservare minore è la
quantità d’acqua, minore sarà il grado di porosità, e lo stesso discorso vale se aumentiamo il
grado di idratazione α, questo si può ottenere effettuando la stagionatura in ambiente umido;
¾ classi di resistenza, cioè quale tipo di cemento si usa;
¾ stagionatura, come abbiamo già disquisito nel primo punto, anch’essa influisce sul grado di
porosità;
¾ l’utilizzo di inerti che abbiamo una buona curva granulometrica, e se è possibile utilizzando
aggregati di frantumazione, ed infine che siano presenti degli aggregati con un elevato diametro,
questo per diminuire la superficie di contatto complessiva tra gli inerti e la pasta cementizia, che
come abbiamo visto è il punto debole della struttura del calcestruzzo;
¾ il calcestruzzo fresco (dal quale prenderà origine il calcestruzzo indurito) deve avere un’elevata
lavorabilità che garantisce una buona compattazione dello stesso, ottenendo anche in questo
caso una diminuzione della porosità;
¾ anche la temperatura può influenzare la resistenza meccanica complessiva del calcestruzzo,
sarebbe importante che essa fosse elevata nei primi stadi (attorno ai 20°C), questo permette alle
reazioni iniziali di avvenire più velocemente, e più bassa nel proseguo della stagionatura per
ottenere una buona idratazione.
È arrivato il momento di studiare il comportamento del calcestruzzo sottoposto a una sollecitazione,
la deformazione ε dipende dalla sollecitazione σ e dal modulo elastico E, come si può facilmente
vedere dalla nostra ben nota relazione σ=Ε⋅ε. Come si può facilmente notare dal grafico successivo,
il modulo elastico E degli aggregati è il maggiore, sia rispetto a quello del calcestruzzo che a quello
della pasta di cemento. Ricordiamoci che il modulo elastico corrisponde alla pendenza della retta
tangente alla curva nell’origine, in altri termini corrisponde alla tangente dell’angolo compreso tra
la retta e l’asse di riferimento orizzontale. Il calcestruzzo che risulta dalla combinazione tra la pasta
di cemento e gli aggregati, presenta della prestazioni meccaniche intermedie, come si può
facilmente osservare, questo deriva dal fatto che nelle sollecitazioni si aiutano a vicenda. Abbiamo
ribadito in precedenza che il calcestruzzo è un materiale ceramico, quindi ci si dovrebbe aspettare
un comportamento meccanico che ricalchi tale affermazione, infatti, i materiali ceramici giungono a
rottura dopo aver esaurito il campo elastico, quindi il diagramma sforzo-deformazione di un tipico
materiale ceramico è rappresentato da una retta. Questo non accade per il calcestruzzo, perché
nell’interfaccia tra la pasta di cemento e gli aggregati si formano delle microfessurazioni che
Autore ORRIONE
55
Data creazione 02/10/01 17.44
sottoposte a sollecitazione si propagano, determinando un certo cedimento strutturale già prima
della vera e propria rottura, ma questo non toglie il fatto che il calcestruzzo è un materiale ceramico.
Una naturale considerazione che si potrebbe fare è che aumentando gli inerti si aumenta di
conseguenza la resistenza meccanica, questo è vero fino a un certo punto, perché si deve ottenere
comunque una massa compatta, quindi la pasta di cemento deve riempire tutti gli interstizi tra gli
aggregati evitando assolutamente la formazione di vuoti che degradano le prestazioni meccaniche
complessive.
Altri tipi di deformazioni.
Come sappiamo il calcestruzzo può subire delle variazioni dimensionali dovute ai gradienti termici.
Un altro motivo di variazioni dimensionali, è il ritiro per essiccamento o ritiro igrometrico, che
avviene a causa della diminuzione della quantità d’acqua all’interno del calcestruzzo quando
l’umidità relativa dell’ambiente scende al di sotto di un certo livello (come abbiamo già visto).
All’applicazione della sollecitazione abbiamo come prima reazione una deformazione elastica
istantanea, poi abbiamo il perdurare della deformazione che in questo caso è di tipo viscoso, e
questa è molto più lenta, essa è dovuta allo spostamento dell’acqua all’interno della pasta di
cemento, infatti, l’acqua adassorbita è costretta dallo schiacciamento delle strutture a spostarsi. Nel
diagramma seguente è riportato il comportamento del calcestruzzo sottoposto ad una sollecitazione.
Autore ORRIONE
56
Data creazione 02/10/01 17.44
Normativa.
Le due normative che riguardano i calcestruzzi strutturali durevoli, sono la UNI 9858 e la ENV 206,
per durevoli si intendono quei calcestruzzi in grado di resistere agli attacchi chimici. La ENV 206
sta per essere modificata e quindi la bozza della nuova normativa europea si denomina EN 206, alla
quale si ispirano per quanto attiene la durabilità tutte le linee guida del ministero dei lavori pubblici.
per una corretta progettazione e per l’esecuzione delle opere in calcestruzzo armato, si devono
prendere in considerazione i seguenti elementi:
¾ la classe di esposizione, essa individua le caratteristiche dell’ambiente in base al grado di
aggressività nei confronti del calcestruzzo e dei ferri dell’armatura;
¾ i limiti composizionali, ciò indica i limiti nella composizione del calcestruzzo (soprattutto il
rapporto A/C), in relazione alle condizioni operative del calcestruzzo (cioè in relazione alla
classe di esposizione), e alla sua classe di resistenza;
¾ i limiti prestazionali, che individuano i limiti prestazionali (resistenza meccanica
caratteristica) in relazione ai vincoli di composizione: la resistenza meccanica caratteristica
deve essere confrontata con la resistenza meccanica caratteristica di progetto;
¾ i limiti del copriferro, individuano lo spessore del copriferro in relazione alla protezione che
l’armatura deve avere, e questo dipende in modo diretto dalla classe di esposizione;
¾ si deve tenere conto della classe di consistenza, essa individua la lavorabilità richiesta per la
posa in opera e la compattazione;
¾ l’ultimo elemento da tenere in considerazione è la stagionatura, essa individua la durata
minima della protezione del calcestruzzo, che va dal momento del getto al momento in cui esso
sviluppa una adeguata resistenza meccanica, in relazione alle condizioni termo-igrometriche
ambientali.
Autore ORRIONE
57
Data creazione 02/10/01 17.44
Ecco quali sono le classi di esposizione in funzione delle condizioni ambientali, stabilite dalla
ENV 206 ed UNI 9858.
La nuova normativa EN 206 prevede (come si può vedere dalla tabella sucessiva) sei classi di
esposizione ambientale (X0, XC, XD, XS, XF, XA), per ciascuna delle quali, ad eccezione della
X0, esistono più sottoclassi. Come si può notare il numero complessivo delle sottoclassi (18) è
raddoppiato rispetto a quelle previste nella norma UNI 9858-ENV 206. La classe di esposizione X0
riguarda gli ambienti (interni di edifici molto asciutti) nei quali non esiste alcun rischio di degrado
Autore ORRIONE
58
Data creazione 02/10/01 17.44
nelle strutture in calcestruzzo indipendentemente dalla loro composizione. Per tutte le altre classi di
esposizione, la norma EN 206 prevede, oltre ai vincoli composizionali, anche un valore minimo
della resistenza meccanica caratteristica, determinata in base al valore massimo del rapporto A/C e
nella ipotesi di impiego di un cemento di classe 32.5.
Denominazione
Descrizione dell'ambiente di
Esempi di condizioni ambientali (a titolo
della classe
esposizione
informativo)
1 Nessun rischio di corrosione o di attacco.
X0
molto secco
edifici con interni a umidità relativa molto bassa
2 Corrosione indotta da carbonatazione.
XC1
secco
edifici con interni a bassa umidità relativa
XC2
bagnato, raramente secco
parti di strutture che trattengono acqua; fondazioni
edifici con interni a umidità relativa da moderata
XC3
umidità moderata
ad alta; calcestruzzo esterno riparato dalla pioggia
cicli di bagnamento e di
superfici soggette al contatto con acqua, non
XC4
essicamento
comprese nella classe XC2
3 Corrosione indotta dai cloruri.
superfici esposte a spruzzi diretti di acqua
XD1
umidità moderata
contenente cloruri
piscine di nuoto, calcestruzzo esposto ad acque
XD2
bagnato, raramente secco
industriali contenenti cloruri
cicli di bagnamento e di
XD3
parti di ponti, pavimentazioni, autoparcheggi
essicamento
4 Corrosione indotta dai cloruri dell'acqua di mare.
esposto a nebbia salina ma non in
XS1
strutture vicine o sulla costa
contatto diretto con acqua di mare
XS2
sommerso
parti di strutture marine
nella zona delle maree, nella zona
XS3
parti di strutture marine
degli spruzzi
5 Attacco da cicli di gelo e disgelo.
grado moderato di saturazione in
XF1
superfici verticali esposte alla pioggia e al gelo
assenza di sali disgelanti
grado moderato di saturazione in superfici verticali di strutture stradali esposte a
XF2
presenza di sali disgelanti
nebbie contenenti agenti disgelanti
grado elevato di saturazione in
XF3
superfici orizzontali esposte alla pioggia e al gelo
assenza di sali disgelanti
grado elevato di saturazione in
superfici verticali esposte a spruzzi d'acqua
XF4
presenza di sali disgelanti
contenente sali disgelanti
6 Attacco chimico.
XA1
aggressività debole
XA2
aggressività moderata
XA3
aggressività forte
Nell'ultima categoria si rimanda alla tabella 9.
Autore ORRIONE
59
Data creazione 02/10/01 17.44
I MATERIALI CERAMICI.
I materiali ceramici sono dei prodotti ottenuti da materie prime inorganiche non metalliche formati
generalmente a freddo e consolidati mediante trattamento termico, questa è la definizione data dal
più importante studioso dei materiali ceramici (l’americano F. Singer), che accomuna tutti i
materiali ceramici anche quelli più diversi. Tali materiali si suddividono principalmente in due
categorie, ci sono quelli tradizionali che vengono utilizzati fin dai tempi più remoti e sono a base di
argilla e altri silicati, poi abbiamo i materiali ceramici avanzati e sono costituiti da ossidi, nitruri…,
sono dei materiali molto spesso di nuova generazione, e vengono utilizzati nel campo
dell’elettronica, della meccanica nella produzione di energia e comunque in settori recenti.
I materiali ceramici hanno due campi di utilizzo principali:
¾ per l’edilizia;
¾ per uso domestico.
I materiali ceramici utilizzati per l’edilizia sono le piastrelle, i laterizi, i sanitari e i tubi in gres,
mentre quelli utilizzati per uso domestico sono le stoviglierie. Per il nostro studio analizzeremmo
solo il primo tipo, e restringiamo il campo ai laterizi e alle piastrelle. Oltre a questa semplice
classificazione se ne possono fare altre, che riguardano la struttura del supporto, il colore del
supporto ed infine lo stato della superficie. La struttura del supporto può essere porosa o compatta,
si può dire che il supporto è l’anima di una piastrella, la superficie delle piastrelle può essere
rivestita o meno da uno smalto, per esempio le piastrelle in gres non sono rivestite e hanno un
supporto compatto. Mentre ci sono altri tipi di piastrelle che sono rivestite da uno smalto spesso
decorato, che serve per abbellimento, generalmente queste piastrelle hanno una struttura del
supporto porosa, mentre quelle con la struttura del supporto compatta non vengono smaltate. Il
colore del supporto dipende dalle materie prime utilizzate, per esempio le tegole e i coppi sono rossi
(non tutti i tipi) perché vengono fatti con delle materie prime con un elevato contenuto in ferro. I
laterizi hanno un supporto poroso perché devono dare appiglio alla malta. Il termine ceramici è una
termine utilizzato fin dall’antichità, e deriva dal nome di un quartiere dell’antica Atene dove si
facevano i ceramici. Le caratteristiche di tutti i prodotti ceramici in generale, dipendono dai legami
chimici presenti in tali prodotti, che sono dei legami ionici, covalenti oppure intermedi (tra ionici e
covalenti). La presenza di questi legami forti conferiscono delle buone doti di resistenza termica
(stabilità al calore) e di resistenza chimica. La resistenza termica è una delle doti fondamentali che
permettono di fare i materiali ceramici refrattari. La resistenza chimica è ottima in quanto non
vengono attaccati dalle soluzioni acide e basiche. La resistenza meccanica è un’altra proprietà da
prendere in considerazione, i materiali ceramici hanno una elevata rigidità e durezza, hanno una
buona resistenza a compressione, di contro hanno una scarsa resistenza a trazione, c’è una
mancanza totale di plasticità, quindi giungono a rottura esaurito il campo di deformazione elastica.
Le materie prime per la produzione dei ceramici tradizionali, devono svolgere una funzione
plastificante, smagrante, fondente. La principale materia prima sono le argille, che sono dei
silicati idrati di alluminio a scheletro sabbioso, la proprietà fondamentale delle argille è la loro
plasticità, in altri termini a contatto con l’acqua esse si ammorbidiscono e possono prendere forma
se sottoposte a una sollecitazione, e rimangono deformate se viene ad essere tolta l’azione agente,
quindi quella che si ottiene è una massa plastica che si può formare. Le argille si sono formate per
conseguenza di alterazioni idrotermali o atmosferiche di rocce primarie (granito…), quindi ci sono
vari tipi di argille, ma esse sono principalmente due:
¾ le argille residuali si sono formate per alterazione delle rocce in sito, è un’argilla rara ed è la
più pura;
¾ le argille secondarie, si trovano sotto forma di depositi sedimentari costituiti per azione eolica
o idraulica o glaciale, sono le argille più diffuse, oltre al componente fondamentale che è
l’argilla vera e propria (argilla pura) contengono anche altri componenti, quindi a differenza
della prima queste argille non sono pure.
Le argille sedimentarie possono essere considerate come un sistema eterogeneo formato dall’argilla
pura, cioè il silicato idrato di alluminio (che è l’argilla dotata come abbiamo detto di plasticità), e da
Autore ORRIONE
60
Data creazione 02/10/01 17.44
uno scheletro sabbioso (che può essere considerato come una impurezza dell’argilla) costituito da
sabbia quarzata, calcare, sostanze organiche, feldspati (queste componenti non hanno la proprietà
della plasticità).
La caolinite è un’argilla pura e la sua composizione chimica è la seguente:
Al2O3⋅2SiO2⋅2H2O
La prima cosa che si deve dire è che le due molecole d’acqua presenti sono di costituzione, e quindi
fanno parte del reticolo cristallino dell’argilla. Tutte le altre argille che esistono in natura sono
contraddistinte da una composizione chimica analoga:
xAl2O3⋅y2SiO2⋅z2H2O
L’argilla che ha come costituente principale la caolinite si denomina caolino. La plasticità
dell’argilla dipende dalla sua struttura cristallina e dalla granulometria, le dimensioni delle singole
particelle variano da 0,01 a 10 micron, comunque si considera veramente argilla quella in cui le
dimensioni dei singoli granellini sono comprese tra 0,01 a 2 micron, gli elementi di dimensioni
superiori fanno parte dello scheletro sabbioso che va dai 2 ai 10 micron. Nessun laterizio lo si fa
con l’argilla pura (caolinite), che è troppo plastica e assorbe troppa acqua, e sottoposta a cottura
subisce una considerevole variazione dimensionale , o meglio collassa. Le proprietà dell’argilla
dipendono anche dalla morfologia e dal sistema colloidale tra argilla e acqua. Per chiarire
immediatamente il concetto si deve dire che la funzione plastificante è esplicata solamente
dall’argilla pura (caolinite per esempio), mentre le altre due funzioni smagrante e fondente sono a
carico dello scheletro sabbioso. La plasticità delle argille dipende dalla loro granulometria, dalla
morfologia delle particelle (la loro forma), dal sistema colloidale acqua-argilla, e soprattutto dalla
struttura cristallina dell’argilla. Le argille dal punto di vista chimico sono dei silicati idrati di
alluminio, tutte le argille esistenti in natura si possono richiamare a tale composizione chimica
(cambiano solo i rapporti stechiometrici tra i vari costituenti). Noi ci interesseremo dell’argilla più
usata che è il caolino (formata da caolinite più lo scheletro sabbioso). La struttura chimica di tutti i
tipi di argille, è riconducibile alla di foglietti tetraedrici con foglietti ottaedrici. I foglietti
tetraedrici sono formati da idrato di silice, che è organizzata in una successione di tetraedri: al
centro del tetraedro abbaiamo l’atomo di silice e ai quattro vertici ci sono quattro atomi di ossigeno
(uno per vertice), legati all’atomo di silice con dei legami covalenti. L’allumina è organizzata di
contro in una successione di ottaedri, al centro c’è l’atomo di alluminio, legato con otto atomi di
ossigeno o con dei gruppi ossidrilici OH-, questo perché c’è anche l’acqua di costituzione. I vari
foglietti di tetraedri e di ottaedri sono legati tra di loro tramite la condivisione di atomi di ossigeno,
quindi nel piano di raccordo gli atomi di ossigeno sono in comune tra i vertici dei tetraedri e degli
ottaedri. Un pacchetto nella struttura della caolinite è costituito da uno strato di tetraedri e da uno di
ottaedri, e tale pacchetto si ripete in modo continuativo, e tra un pacchetto e un altro intercorre la
distanza di 7 A°. Un modo molto semplice per rappresentare tale struttura in maniera schematica è
il seguente:
Al2O3
SiO2
La montmorillonite, che è un altro tipo di argilla è costituita da pacchetti ogni uno formato da tre
foglietti, abbiamo due strati di tetraedri, e tra questi due c’è uno strato di ottaedri, e questo pacchetto
si ripete come nel caso della caolinite, questa argilla è poco usata perché è troppo plastica. Grazie a
tale struttura si spiega la plasticità dell’argilla, va inoltre detto che in natura ci possono essere delle
sostituzioni, per esempio che atomi di silicio vengano sostituiti da atomi di alluminio, questo
comporta la non neutralità elettrica della struttura chimica, tale fatto legato anche al fattore che le
particelle di argilla spesso sono fratturate e molto piccole, tutto questo fa si che l’argilla assorba
dell’acqua (questo perché l’acqua ha una natura polare e le molecole d’acqua sono “attratte” dalla
non neutralità della struttura dell’argilla), questo fa si che si formi un velo lubrificante sulle
particelle di argilla, che facilita lo scorrimento delle une sulle altre. È proprio per questo motivo che
Autore ORRIONE
61
Data creazione 02/10/01 17.44
l’argilla ha la proprietà della plasticità, e la relazione che si instaura fra l’argilla e l’acqua viene
definito sistema colloidale. È arrivato il momento di analizzare il comportamento dell’argilla al
riscaldamento; prendendo caolinite impastata con acqua, la riscaldiamo, a 120-150°C abbiamo
l’essiccamento dell’impasto, in altri termini se ne va l’acqua d’impasto, comunque fino a questo
punto il tutto e reversibile, basta rimettere la nostra acqua di impasto, e si ritorna alla situazione
originaria. A 500-650°C si verifica la decomposizione della caolinite:
Al2O3⋅2SiO2⋅2H2O→ Al2O3⋅2SiO2
La decomposizione della caolinite mi fornisce un composto denominato metacaolino, arrivati a
questo punto il processo non è più reversibile, in quanto il reticolo cristallino a pacchetti dell’argilla
è stato completamente distrutto. A 900°C abbiamo una trasformazione cristallografica
dell’alluminio che diventa alluminio α, ma comunque questa è una trasformazione che non ha molta
importanza. A 900-1000°C si forma un composto denominato mullite (che è il risultato della
reazione che avviene tra i componenti dell’argilla) che è un composto di fondamentale importanza e
conferisce resistenza ai ceramici, e la sua forma chimica è la seguente:
3Al2O3⋅2SiO2
Nella realtà la questione è leggermente diversa perché non si parte mai dalla caolinite pura, ma da
argille che contengono anche altri elementi. I laterizi vengono cotti ad una temperatura minore dei
1.000°C, quindi non si forma mai questo composto che farebbe diventare il laterizio troppo
compatto e non darebbe sufficiente appiglio alla malta.
Come abbiamo visto la funzione plastificante è assolta dall’argilla pura, mentre la funzione
smagrante e fondente sono a carico di altre componenti che possono già essere all’interno
dell’argilla (facendo parte dello scheletro sabbioso) oppure possono essere aggiunti. Dopo l’impasto
il prodotto deve essere stampato e sottoposto a cottura, durate tale cottura le particelle si avvicinano
perché va via l’acqua di impasto, continuando con la cottura c’è la decomposizione degli elementi
dell’argilla , e si osserva che a un certo punto si forma una fase fusa, tutte queste fasi avvengono
con delle variazioni dimensionali che si esplicano in ritiri, se l’impasto fosse troppo plastico
avremmo delle deformazioni per ritiro inaccettabili, se oltre a questo stiamo lavorando un pezzo
molto grande assisteremmo ad un vero e proprio collasso.
La funzione smagrante è assolta da tutti quei componenti (smagranti) che hanno il compito di
diminuire il ritiro, tra gli smagranti troviamo la sabbia quarzosa, la chamotte che è il metacaolino
(argilla cotta a 700°C in modo che abbia perso la sua plasticità), aggiungendo tale componente non
modifichiamo la composizione a differenza della sabbia quarzosa. Per avere delle buone
caratteristiche meccaniche, la pasta deve essere compatta, infatti, durante la cottura si forma una
fase liquida che inizialmente si forma sulla superficie delle particelle, tale fase fusa ha il compito di
riempire gli spazi vuoti lasciati dall’acqua di impasto evaporata e dalla decomposizione del
carbonato di calcio (calcare) CaCO3→CaO+CO2, infatti, il biossido di carbonio andandosene lascia
degli spazi. I composti che formano la fase liquida vengono detti fondenti (essi sono già contenuti
nella materia prima), essi sono i carbonati che decomponendosi tra i 600-900°C abbiamo:
CaCO3→CaO+CO2
MgCO3→MgO+CO2
600°C→900°C
Da tale decomposizione otteniamo l’ossido di calcio e di magnesio, che si legano con i componenti
presenti all’interno dell’argilla, formando dei prodotti basso fondenti attorno ai 950°C, la fase
liquida che si forma a raffreddamento si tramuta in una fase vetrosa. Per i prodotti ceramici cotti
fino a 1.000°C si utilizzano come fondenti il carbonato di calcio e di magnesio, per i ceramici che
devono essere cotti oltre i 1.000°C si utilizzano i feldspati che danno una fase liquida molto viscosa
ed in notevole quantità, che a raffreddamento diventa un vetro che ingloba i cristalli di mullite, in
quest ultimo caso i prodotti ceramici che prendono origine sono quelli più nobili (porcellana, gres),
che sono molto compatti.
Autore ORRIONE
62
Data creazione 02/10/01 17.44
I laterizi.
La odierna produzione di laterizi comprende varie tipologie, abbiamo il mattone pieno (5,5×25×12),
i mattono semipieni che hanno le stesse dimensioni del mattone pieno ma presenta un certo numero
di fori di alleggerimento. Ci sono i mattoni semipieni doppi (12×12×25), i mattoni forati, ne
esistono di vari spessori e sono rigati per favorire l’aggrapaggio della malta, abbiamo le tavelle e i
tavelloni (questi laterizi sono usati per le coperture e per un particolare tipo di solaio ormai poco
usato), le pignatte (elementi che costituiscono i solai), i coppi e gli embrici (un altro tipo di
elemento per il manto di copertura di forma piatta stile tegola).
Per fare i laterizi si parte da una materia prima, la quale deve avere una funzione plastificante,
smagrante e fondente, quindi tale materia prima ha una frazione argillosa che ha la funzione
plastificante, la funzione smagrante è svolta dalla frazione sabbiosa (sabbia quarzosa che deve
essere nella percentuale del 15-30%), poi abbiamo una parte calcarea (fino al 20% massimo) che
svolge una funzione fondente, ed infine abbiamo dell’ossido di ferro che può arrivare fino alla
percentuale del 5%. Per prima cosa si fa una macinazione a secco, infatti, l’argilla è finemente
suddivisa, ma le altri componenti invece non lo sono per esempio il calcare, successivamente si fa
una macinazione con dei rulli per ridurre ancora più finemente il calcare, questo perché non devono
rimanere dei granellini di calcare all’interno del prodotto finito, infatti, quando si mette la malta,
questi granellini entrano a contatto con l’acqua, e come sappiamo il calcare si idrata e da sviluppo di
calore. La formatura va fatta ad umido con un 10-15% di acqua d’impasto, essa viene fatta per
estrusione con una filiera aventi forma e dimensioni del laterizio da produrre. Dalla filiera esce un
laterizio che deve essere tagliato della dimensione voluta, la formatura invece per gli elementi
utilizzati nel manto di copertura subiscono una prima estrusione, poi il pezzo viene sagomato
mediante una pressatura. L’essiccamento avviene tramite l’utilizzo di forni a tunnel: il prodotto
viene trasportato su dei carrelli all’interno del forno, dall’ingresso alla metà del forno la temperatura
cresce progressivamente fino a toccare il suo massimo, dalla metà all’uscita la temperatura
decresce, tale metodologia di essiccamento serve per evitare shock termici, nell’essiccamento se ne
va l’acqua di impasto. Poi abbiamo la cottura vera e propria, essa avviene in un altro forno a tunnel
dove la temperatura di cottura può arrivare a 900-1000°C, il ciclo di cottura dura 20 ore. La fase
liquida che si forma non deve essere elevata e la temperatura di cottura non deve superare i
1.000°C. Fino a 250°C abbiamo l’eliminazione dell’acqua di impasto, tra i 550-650°C abbiamo la
decomposizione dell’argilla con la formazione di metacaolino, da 600-900°C abbiamo la
decomposizione del carbonato di calcio, l’ossido di calcio (risultante dalla decomposizione del
carbonato di calcio) si lega con gli atri elementi presenti primo fra tutti l’ossido di ferro formando
ferrite di calcio, che è un composto basso fondente. Si deve evitare la formazione di troppa fase
liquida che provoca come risultato dei mattoni ferioli che devono essere scartati perché hanno una
superficie vetrosa e non danno appiglio alla malta, devono essere scartati anche i mattoni albasi cioè
poco cotti. Per i mattoni forati la resistenza meccanica a compressione si aggira tra i 20-30MPa,
mentre per i mattoni pieni essa arriva fino a 50MPa. I mattoni a vista devono essere molto più
compatti, essendo esposti agli agenti atmosferici, e ai cicli di gelo e di disgelo, quindi i mattoni a
vista vengono fatti con una formatura a secco, con il 5-6% di acqua che permette di far assumere la
plasticità necessaria all’argilla per la pressatura in stampo, con così poca acqua la plasticità è così
bassa da non permettere lo stampaggio per estrusione. Questi mattoni proprio per la loro
esposizione agli agenti atmosferici, possono essere soggetti al fenomeno dell’efflorescenza, che si
manifesta con la formazione di una pattina bianca sulla superficie, infatti, l’acqua penetra
all’interno del mattone e scioglie i sali presenti (solfato di sodio, solfato di calcio, cloruri e
carbonati), l’acqua poi evaporando deposita i sali sulla superficie del mattone, nei casi più gravi tale
fenomeno di cristallizzazione e ricristallizzazione può provocare sfaldamento. I solfati provengono
dalla combustione, in particolare il solfato di calcio proviene dal calcare, la possibilità che sui
mattoni a vista si formi tale efflorescenza dipende dalle materie prime e dai prodotti di
combustione. La porosità è un parametro fondamentale per i laterizi, che hanno una certa
percentuale di porosità aperta dalla quale dipende l’impermeabilità ai gas, all’acqua ed inoltre da
Autore ORRIONE
63
Data creazione 02/10/01 17.44
tale fattore è condizionata la resistenza ai cicli di gelo e disgelo, la resistenza al gelo non dipende
solo dalla quantità di porosità aperta, ma anche dalla dimensione dei pori e dalla loro distribuzione,
è stato visto sperimentalmente che se la dimensione dei pori scende al di sotto di 1,8 micron questi
non resistono ai cicli di gelo e disgelo e giungono a rottura.
Per i mattoni pieni viene eseguita la prova a compressione, mentre per le tavelle e i tavelloni viene
eseguita la prova meccanica a flessione. Per analizzare la resistenza ai cicli di gelo e disgelo si
esegue una specifica prova: si prendono quattro mattoni che vengono immersi in acqua a 35°C per
tre ore, dopo di che vengono messi in un frigo a –10°C per altre tre ore, questo ciclo viene ripetuto
per venti volte. La resistenza ai cicli di gelo e disgelo viene valutata nella diminuzione della
resistenza a compressione misurata alla fine della prova e confrontata con quella determinata
all’inizio, la diminuzione di tale resistenza deve essere al massimo del 20%. Per gli elementi
utilizzati nel manto di copertura si fa la prova definita “saggio di impermeabilità”, tale prova viene
eseguita sui coppi e sulle tegole, l’elemento di cui si vuole determinare il grado di impermeabilità
viene posto in un contenitore metallico o di plastica, in modo da isolare la parte inferiore
dell’elemento, al di sopra viene messa dell’acqua per 24 ore, alla fine della prova si deve valutare se
ci sono state delle infiltrazioni nella parte sottostante dell’elemento. Un’altra prova fisica di
fondamentale importanza è la prova di imbibizione, essa ha il fine di valutare il grado di porosità
aperta, si immerge il mattone da analizzare in acqua per 24 ore, poi si tira fuori e si aspetta che
l’acqua superficiale si asciughi, e lo si pesa, tale peso confrontato con quello iniziale da il grado di
porosità aperta. Poi ci sono tutta una serie di prove di natura chimica che misurano determinati
parametri, per esempio la formazione di efflorescenze sulla superficie dei mattoni a vista.
Le piastrelle ceramiche.
Sono un importante prodotto per l’edilizia, abbiamo vari tipi di piastrelle, esse sono omogenee per
la loro utilizzazione, infatti, esse vengono tutte utilizzate per le pavimentazioni e per i rivestimenti.
Ma sono eterogenee per le tipologie produttive (maiolica, cottoforte, monocottura…), per la
superficie (che può essere smaltata o meno), colore del supporto (giallo, rosato, bianco), tecnologia
di fabbricazione, sinterizzazione (monocottura, bicottura), per il formato(rettangolare, quadrato,
romboidale…). Dal punto di vista tecnologico la loro caratteristica fondamentale è la capacità di
resistere agli agenti fisici (scalfiture, abrasioni) e chimici (degrado), quindi hanno un’ottima
durabilità. Le piastrelle sono classificate in base alla normativa a livello europeo CEN e la
normativa a livello nazionale che ha recepito quella a livello europeo che è la UNI EN 87.
Autore ORRIONE
64
Data creazione 02/10/01 17.44
La tabella precedente si riferisce alla denominazione tipologica, mentre la tabella seguente riguarda
la classificazione delle piastrelle ceramiche secondo le norme CEN e UNI EN 87, quindi si tratta di
una suddivisione ufficiale, in relazione al tipo di formatura (estrusione o pressatura) e
all’assorbimento d’acqua in percentuale del supporto.
Le piastrelle sono un prodotto ceramico che può essere smaltato o meno, lo smalto può essere fatto
con un prodotto trasparente denominato vetrina, oppure opaco ed è denominato proprio smalto. Il
supporto può essere più o meno poroso, e l’assorbimento dell’acqua dipende dalla porosità aperta, e
tale caratteristica viene usata per la classificazione ufficiale delle piastrelle, come abbiamo visto.
Tutte le piastrelle commerciate vengono siglate con una dicitura (AI-AIIa-AIIb-AIII-BI-BIIa-BIIbBIII), che ne indica la classe ufficiale, come si può vedere dalla tabella precedente. Solo il clinker e
il cotto vengono fatti per estrusione. Il supporto delle piastrelle maiolica è giallo e per questo viene
smaltato, esso si usa soprattutto per i rivestimenti. Il cottoforte ha un supporto anch’esso colorato, e
quindi anche tale prodotto ceramico viene smaltato, è ottenuto per pressatura (come d’altronde il
tipo precedente) e ha una porosità più bassa della maiolica, per la produzione viene utilizzata una
materia prima che svolge tutte e tre le funzioni (plastificante, smagrante e fondente), la cottura non
supera i 1.000°C, infatti, si deve ricordare che la pasta porosa si ottiene sempre a temperature
minori dei 1.000°C, questo prodotto viene utilizzato per pavimetazioni di interni. La monocottura è
un prodotto ceramico che utilizza una recente tecnologia di produzione, infatti, per la produzione
della maiolica e del cottoforte, prima viene cotto il supporto (sinterizzazione del supporto), poi
questo viene smaltato con l’utilizzo di uno smalto opaco, e il prodotto subisce una seconda cottura,
che viene definita cottura vetrato. La monocottura invece subisce un’unica cottura, e in questa si
ottiene sia la sinterizzazione del supporto sia la stabilizzazione dello smalto, con questa tecnologia
si ottiene una aderenza migliore dello smalto. La monocottura ha caratteristiche meccaniche
migliori della maiolica e del cottoforte, la monocottura si può presentare in diversi colori, essa viene
utilizzata per pavimentazioni di interni ed esterni, il difetto della monocottura è che non si può
ottenere tutta quella gamma di decorazioni che invece si riescono ad ottenere con la bicottura. La
terraglia a pasta bianca è un prodotto ceramico che deve cuocere bianco, in questo caso non si parte
da un’unica materia prima, ma da tre frazioni che sono l’argilla (caolinite che ha la funzione
plastificante), una frazione smagrante e una frazione fondente. La terraglia a pasta bianca viene
cotta tra i 980-1.050°C. Esiste un altro tipo di terraglia che è la terraglia forte, anche in questo caso
non si parte da un’unica materia prima ma da tre frazioni, è un prodotto compatto e viene cotto tra i
1.200-1.300°C, è un prodotto molto utilizzato nelle stoviglierie. Negli ultimi anni ci si è orientati
verso un tipo di terraglia ne dolce ne forte, ma un tipo intermedio, questo per un motivo di politica
commerciale. Il clinker è un prodotto ceramico molto versatile che può essere utilizzato rivestito,
non rivestito e rivestito con vetrina, viene utilizzato per pavimentazioni di interni ed esterni. Poi
come si può facilmente vedere dalla tabella c’è tutta una categoria di prodotti ceramici non smaltati.
Il cotto è un prodotto che è stato rivalutato abbastanza recentemente, il cotto ha sostituito il laterizio
che veniva utilizzato per pavimentazioni nelle case più umili. Le piastrelle di cotto hanno un
formato grande, hanno una elevata porosità e quindi possono assorbire acqua fino al 15%, il cotto
viene utilizzato per pavimentazioni di interni, è un prodotto ceramico che deve essere trattato sia per
esaltare il colore, e per rendere la superficie della piastrella più impermeabile e pulibile. Il gres
rosso è un prodotto greificato, in altri termini durante la sua cottura si forma una grande quantità di
fase liquida, che raffreddando diventa un vetro inglobando cristalli di mullite, che è un prodotto
molto resistente dal punto di vista meccanico. Il gres viene cotto a 1.200-1.250°C, la materia prima
Autore ORRIONE
65
Data creazione 02/10/01 17.44
utilizzata è suddivisa in tre frazioni, abbiamo l’argilla (funzione plastificante), la sabbia quarzosa
(funzione smagrante) e i feldspati (che formano una grande quantità di fase fusa con la caratteristica
che questa è molto viscosa). In commercio si trovano delle piastrelle che sembrano gres, ma che in
realtà non lo sono, per riconoscerle si deve fare la prova dell’assorbimento in acqua, infatti, il gres
ha un bassissimo assorbimento. Un altro prodotto ancora migliore del precedente è il gres
porcellanato, viene definito in questo modo perché praticamente si parte dalle stesse materie prime
della porcellana, alla stessa categoria appartengono i graniti e i porfidi ceramici, che sono dei
prodotti ceramici che riproducono artificialmente le rocce naturali (porfidi e graniti). Il clinker è un
prodotto ceramico versatile, viene prodotto smaltato, non smaltato oppure vetrinato, si parte da
materie prime spesso additivate con ossidi coloranti, ha una buona compatezza, ha una buona
compattezza, e il suo utilizzo è vario: pavimentazioni interne ed esterne e rivestimenti esterni.
Ciclo tecnologico di produzione.
Le materie prime di origine naturale vengono macinate per dividere finemente il calcare, solo per i
smalti sono utilizzati dei componenti di sintesi. La macinazione si fa a secco nel caso il prodotto
venga ottenuto da un’unica materia prima e questo vale per la monocottura e il cottoforte, se la
materia prima è composta da più componenti si fa una macinazione a umido, viene aggiunta l’acqua
strettamente necessaria per ottenere la plasticità adatta per il processo di formatura. Il prodotto poi
viene essiccato in un forno a tunnel, dopo l’essiccamento c’è una prima cottura che viene detta
cottura a biscotto, dopo questa cottura c’è la smaltatura del prodotto, ed infine c’è un’ultima cottura
che ha il compito di fissare lo smalto. Invece nella monocottura si fa tutto assieme, questa è stata
una grande innovazione per la produzione di piastrelle. Un’altra grande invenzione è stata
l’introduzione del forno rapido monostrato, le piastrelle vengono introdotte nel forno con dei rulli
in strati singoli, e la cottura avviene in 60-70 minuti al posto delle 20-24 ore della vecchia
tecnologia, questo ha permesso un aumento considerevole della produzione e un abbattimento dei
costi legato a un considerevole risparmio energetico. I forni a tunnel a carrello, cioè quelli di
vecchia tecnologia ormai sono relegati nella cottura di laterizi e di alcuni tipi di piastrelle a
bicottura.
Caratteristiche delle piastrelle.
Una caratteristica molto importante per quanto concerne le piastrelle sono il loro assorbimento
d’acqua (su tale parametro vengono anche classificate), l’altro fattore è la loro resistenza
meccanica, difatti, una piastrella può subire una abrasione, un urto, una scalfittura oppure una
sollecitazione meccanica a compressione. Per quanto riguarda l’abrasione e la scalfittura, questi
parametri dipendono dalla superficie della piastrella, per quanto concerne l’urto ci dobbiamo
ricordare che le piastrelle sono un materiale ceramico e giungono a rottura esaurito il campo
elastico, quindi le piastrelle non possono subire urti di una certa consistenza. A compressione le
piastrelle resistono a centinaia di MPa, quindi non si presenta mai il problema di valutare tale
resistenza (basti pensare che le piastrelle vengono utilizzate anche negli hangar degli aerei). La
resistenza a flessione è stata fissata in 10MPa, anche se tale valore è minore di quello reale, le
piastrelle utilizzate nel rivestimento delle pareti non ha senso parlare di resistenza a flessione, in
vece ha senso parlarne per quelle piastrelle utilizzate nelle pavimentazioni (solai). Nelle piastrelle
prende una certa importanza il fattore della dilatazione, che può essere dovuto alla temperatura ed
esso va da 4-8×10-6°C-1, questo significa che se la temperatura aumenta di un grado, un metro
lineare di piastrelle aumenta di 4-8 micron. Le dilatazioni invece dovute per assorbimento di acqua,
sono molto più consistenti e possono arrivare a 0,6 millimetri per metro lineare di piastrelle. La
dilatazione è un parametro da prendere in considerazione con la dovuta attenzione, in quanto può
succedere che ci sia un sollevamento del pavimento, ma questo non dipende solamente dalle
dilatazioni ma per esempio anche dalle caratteristiche dell’agglomerato cementizio.
In generale le piastrelle resistono bene ai shok termici, e anche per questo c’è tutta una normativa
dedicata. Un’altra caratteristica fondamentale è la resistenza ai cicli di gelo e disgelo, e tale
Autore ORRIONE
66
Data creazione 02/10/01 17.44
resistenza dipende dalla porosità aperta, andrebbe considerata non la resistenza di una singola
piastrella ma di tutta superficie piastrellata. Le piastrelle hanno una buona resistenza chimica,
comunque generalmente se le piastrelle sono fatte con l’utilizzo di smalto e decori particolari, non
devono essere utilizzate in ambienti aggressivi. Un altro parametro di valutazione è la resistenza al
fuoco, essa viene definita in base alla resistenza dello smalto al calore, l’eventuale produzione di
gas nocivi e se provoca la propagazione dell’incendio. Le piastrelle da questo punto di vista si
comportano in modo ottimale, perché sono costituite da sostanze inorganiche, sono incombustibili,
non emettono gas nocivi, non propagano l’incendio, anzi lo fermano.
I VETRI.
Si denomina vetro ogni materiale che si trova allo stato vetroso, tale situazione è caratterizzata da
uno stato solido ed amorfo. Per solido si intende un materiale rigido che non si deforma sottoposto a
una debole sollecitazione, ed ha una viscosità maggiore di 1014Pa×s. Il termine amorfo sta a
significare che le unità strutturali sono organizzate spazialmente in modo disordinato, a differenza
di una struttura cristallina dove la distribuzione delle unità strutturali rispetta un ordine geometrico
ben definito. Questa è una definizione molto generale che comprende tutti i materiali allo stato
vetroso, e tra questi ci sono anche i polimeri e vengono comprese anche molte altre sostanza
(soluzioni di acidi, di glicerina, selenio…che possono assumere lo stato vetroso). Adesso passiamo
ad una definizione che va bene per i vetri, con i quali si fanno le lastre di vetro, tale definizione è
stata data dalla ASTM (normativa americana), è un vetro un materiale che nel raffreddamento che
segue lo stato liquido fuso non è cristallizzato (questo vale anche per i vetri tradizionali a base di
ossidi). Vediamo quali sono i liquidi vetrogeni, sono tutti quei liquidi che in prossimità della loro
temperatura di fusione hanno una altissima viscosità, per esempio la silice fonde a 1.720°C è allo
stato fuso ha una viscosità di 106Pa×s (come termine di confronto la viscosità dell’acqua è
10-3Pa×s), si può facilmente comprendere che nel raffreddamento di questa silice così viscosa, che
non permette che ci sia una disposizione ordinata delle unità strutturali, mi fornisce come prodotto
finale il vetro di silice o di quarzo (un vetro costosissimo). La formazione di una struttura amorfa è
dovuta alle differenti velocità di raffreddamento e di cristallizzazione, la prima è molto più veloce
della seconda, una volta che la silice è fusa con raffreddamenti normali non si riesce più ad ottenere
una struttura ordinata. Se noi applichiamo tale concetto con i metalli (che sono cristalli per
definizione) raffreddandoli con una velocità altissima, si ottengono i metaglas che vengono
utilizzati nell’elettronica (sono metalli allo stato amorfo). Vediamo che cosa succede nel
raffreddamento di un liquido vetrogeno con una velocità tale in modo che il materiale cristallizzi
(per esempio la silice fusa che non saremmo mai in grado di riottenerla allo stato cristallino se non
con l’ausilio di una avanzata tecnologia). Qui di seguito riportiamo un diagramma che abbiamo già
visto per i polimeri, ma che vale anche per i vetri.
Autore ORRIONE
67
Data creazione 02/10/01 17.44
Nel passaggio dallo stato liquido allo stato cristallino abbiamo una notevole variazione di volume
specifico, da E a G il volume specifico diminuisce ancora, perché abbiamo una diminuzione
dell’ampiezza di vibrazione degli atomi attorno alla loro posizione. Anche allo stato liquido
abbiamo una diminuzione del volume specifico, a causa della diminuzione dell’agitazione termica
degli atomi e per una variazione configurazionale, in altri termini le unità strutturali si avvicinano.
Se il liquido lo raffreddo più velocemente, passo per la situazione B, ma non succede nulla (non
ottengo la cristallizzazione), e ottengo un liquido sottoraffreddato che è caratterizzato dal
progressivo aumento della viscosità, in corrispondenza del punto C c’è una variazione di pendenza,
e viene detto punto di transizione vetrosa, dove la viscosità diventa così elevata da congelare la
struttura, dopo di che il volume specifico diminuisce ancora perché diminuisce l’ampiezza di
vibrazione degli atomi. La temperatura di transizione vetrosa è diversa per i vari tipi di vetro, per i
vetri di silice è uguale a 1.150°C, mentre per il vetro da lastre essa è di 550°C, mentre la viscosità
alla temperatura di transizione è uguale per tutti i vetri e corrisponde a 1012Pa×s. Non è esatto dire
temperatura di transizione, ma è più corretto dire intervallo di transizione vetrosa, come abbiamo
già detto in passato la Tg cambia al cambiare della velocità di raffreddamento.
Volume
specifico
Tg3 Tg2 Tg1
Temperatura
E questo lo abbiamo con v1>v2>v3, dove v sono le velocità di raffreddamento, quindi la Tg aumenta
con l’aumentare di tale velocità, in questo caso non do il tempo alle unità strutturali di avvicinarsi,
diminuendo la velocità di raffreddamento diminuisce la temperatura di transizione vetrosa e
diminuisce il volume specifico, quindi ottengo un vetro più compatto, al contrario del
raffreddamento veloce. Nel vetro da lastre non è presente solo silice, ma ci sono degli ossidi che
diminuiscono la viscosità del vetro, e quindi è possibile lavorare il vetro a temperature più basse.
Struttura e composizione del vetro.
Il silicio in natura lo troviamo sotto forma cristallina, e l’unità di base è il tetraedro silicico, dove al
centro abbiamo l’atomo di silicio e ai vertici ci sono quattro atomi di ossigeno (uno per vertice),
questi sono legati con l’atomo di silice con un legame parzialmente covalente e ionico (al 50%
ionico e al 50% covalente), quindi è un legame (anche se la sua configurazione è un ibrido tra due
tipi di legame chimico) di natura forte. L’unità di base di forma tetraedrica soddisfa sia le
caratteristiche del legame ionico (legame che intercorre tra un catione e un anione), sia il legame
covalente che ha la peculiarità di essere direzionale. La silice in natura esiste in varie forme
allotropiche, ma questo non ci interessa per il nostro studio. A 1.720°C la silice fonde con la
conseguente perdita dell’ordine spaziale caratteristico della forma cristallina, allo stato fuso esistono
i tetraedri di silice (che sono l’unità strutturale di base), e questi si dispongono in lunghe catene.
Allo stato fuso la silice ha una elevata viscosità che raggiunge i 106Pa⋅s, e questa è la diretta
conseguenza della complessità della struttura. Quando operiamo un raffreddamento in condizioni
normali (come può essere all’uscita di un forno), la viscosità della silice fusa aumenta, fino alla sua
solidificazione che avviene in corrispondenza ad un intervallo di temperatura, definito da Tg
(temperatura di transizione vetrosa), e alla fine si ottiene un solido amorfo. Nella forma cristallina
Autore ORRIONE
68
Data creazione 02/10/01 17.44
della silice i tetraedri sono uniti gli uni con gli altri tramite la condivisione di atomi di ossigeno in
corrispondenza dei vertici (dove questi si trovano), l’unione di questi tetraedri avviene allo stato
cristallino, con un angolo di unione che è sempre quello, quindi prende forma una maglia di forma
esagonale che si ripete in modo indefinito. Allo stato fuso l’angolo di unione tra i vari tetraedri
cambia da unione a unione, quindi otteniamo delle maglie irregolari che vanno da quattro a otto
tetraedri, quindi avremmo un ordine strutturale fino a corto raggio e non più a lungo raggio. La
silice ha la caratteristica di essere un formatore di reticolo vetroso, infatti, nel vetro industriale (con
il quale si fanno le lastre di vetro), il formatore di reticolo è la silice, poi ci sono anche altri vetri
dove oltre la silice come formatore di reticolo si usa l’anidride borica (si ottiene il vetro pirex che è
resistente al calore), poi si usano altri tipi di formatori di reticolo per produrre vetro che comunque
non viene commercializzato, come l’anidride arseniosa e fosforosa. Oltre ai formatori di reticolo nel
vetro vengono aggiunti anche altri elementi che danno origine a dei vetri che incorporano
all’interno del loro reticolo degli ioni, che vanno a posizionarsi all’interno delle maglie (dove c’è
maggior spazio), questi ioni sono gli ossidi modificatori, questi elementi hanno il principale
compito di avere dei vetri economicamente convenienti, che possono essere lavorati a temperature
più basse, i modificatori possono entrare a far parte della struttura solo in percentuali molto basse, al
massimo il 16%. Gli ossidi modificatori sono:
¾ l’ossido di sodio;
¾ l’ossido di calcio;
¾ l’ossido di magnesio;
¾ l’ossido di borio;
¾ l’ossido di zinco.
La silice cristallina fonde a una temperatura ben precisa, questo perché tutti i legami sono uguali e a
causa dell’energia termica si rompono tutti allo stesso momento, mentre nella silice amorfa i legami
sono eterogenei, e la loro rottura e avviene in momenti diversi a causa della diversa tipologia dei
legami presenti, quindi siamo in presenza di un intervallo di fusione, anche se molto ristretto. Come
sappiamo tra due atomi di silicio c’è sempre un atomo di ossigeno, e questo sia nella struttura
cristallina sia quella amorfa (solo che nella struttura amorfa l’angolo di unione può variare a
differenza della struttura cristallina di silicio).
Si-O-Si
+NaO2Î
Si-O-Si
+CaOÎ
Si-O-Na+++Na-O-Si
Si-O-Ca+++++Ca-O-Si
Il legame esistente tra i due atomi di silicio, che avviene tramite la condivisione di un atomo di
ossigeno viene definito legame pontante, i modificatori di reticolo rompono il legame pontante
(legami primari), in altri termini provocano una depolimerizzazione della struttura, questo porta di
fatto al cambiamento di molte proprietà del vetro: viene ad essere diminuita la viscosità ad alta
temperatura, quindi si riesce a lavorare il vetro industrialmente a 1.000-1.050°C (mentre il vetro di
silicio viene lavorato a circa 2.000°C). Accanto ai formatori di reticolo e agli ossidi modificatori,
possiamo trovare degli altri ossidi che sono sia dei modificatori sia dei formatori di reticolo, e sono:
¾ allumina;
¾ ossido di zirconio;
¾ ossido di germano.
Proprietà.
Il vetro a temperatura ambiente si comporta come un materiale elastico, e questo vuol dire che
segue la legge di Hooke (la sollecitazione σ è proporzionale alla deformazione ε, in ragione di una
costante elastica E). Tale comportamento lo si ha solo a temperatura ambiente, mentre ad alta
Autore ORRIONE
69
Data creazione 02/10/01 17.44
temperatura si ha un comportamento visco-elastico. I vetri da lastre (vetri sodo-calcici), hanno un
modulo elastico E=74GPa, i vetri allumino-silicatici hanno un modulo elastico pari a E=91GPa,
mentre per i vetri boro-silicatici E=64GPa. Un’altra peculiare proprietà dei vetri è la loro durezza,
ed essa si misura utilizzando il metodo Vickers, analizzando la microdurezza, utilizzando una
piramide in diamante, si incide il vetro e il solco così fatto viene analizzato al microscopio. La
durezza varia da 4 a 7 GPa.
La frattura del vetro inizia dalle microfessure presenti sulla superficie dello stesso, queste
microfessure hanno una forma approssimativamente ellittica e hanno una dimensione di 1 micron, e
si formano durante la formatura del vetro. Se noi andiamo a calcolare l’energia necessaria per far
scorrere due piani della struttura vetrosa, l’energia di trazione necessaria per rompere tutti i legami
si aggira tra i 10-30GPa. Nella realtà questo valore si abbassa notevolmente e arriva a 100MPa.
Questa differenza è dovuta proprio alla presenza delle microfessure , che interrompono la continuità
della superficie, e provoca la concentrazione degli sforzi in corrispondenza delle due estremità , e
questi sforzi sono di due, tre ordini superiori, questo provoca la propagazione della frattura ad una
sollecitazione molto minore rispetto a quella teorica. Il σ alla quale avviene la frattura dipende dalle
dimensioni della microfessura, ed è stata trovata sperimentalmente una formula per calcolarlo:
2γ × Ε
k
σf =
⇒σf =
2π × c
c
Dove γ è l’energia superficiale, mentre E è il modulo elastico e c è la semilunghezza della cricca
(microfessura). Non possiamo valutare preventivamente le modificazioni delle caratteristiche
meccaniche per l’apporto di ossidi diversi, in quanto tali variazioni rientrano nella tolleranza
dell’analisi statistica della resistenza meccanica, infatti, se eseguiamo una prova di trazione su due
provini diversi otteniamo due valori di resistenza meccanica diversi (questo dipende dalla
disposizioni delle cricche, dalla loro dimensione…), in quanto ci sono parecchi parametri che
variano, quindi si deve fare uno studio statistico della resistenza meccanica a trazione, e questo
comporta inevitabilmente l’introduzione di una tolleranza statistica.
Un fenomeno particolare che interessa il vetro è la fatica statica, infatti, il vetro caricato
staticamente diminuisce il suo carico di rottura, e si può avere la frattura differita nel tempo, questo
fenomeno avviene solamente a temperatura ambiente e a contatto con l’atmosfera, e quindi è
naturale pensare che questo fenomeno è causato dall’acqua, infatti, l’acqua reagisce con il vetro alle
estremità delle microfessure di Griffith, come si può vedere di seguito:
Si-O-Si
Si-O-+H-O-Si
+H2OÎ
Quindi alle estremità delle cricche si verifica una corrosione sotto tensione, che è dovuta alla
reazione dell’acqua che causa la rottura dei legami pontanti, e provoca delle profonde modificazioni
alle estremità delle microfessure, quindi c’è una modificazione delle condizioni strutturali rispetto a
quelle iniziali, e da qui potrebbe propagarsi la frattura.
Proprietà termiche
La conducibilità termica nel vetro non è dovuta al moto di elettroni (in quanto gli elettroni sono
legati agli atomi con forti legami), ma bensì alla vibrazione termica del reticolo, che genera delle
onde elastiche termiche dalla zona più calda a quella più fredda, e quindi si ha un trasferimento di
quanti di energia che sono i fononi. I fononi però hanno un cammino molto breve all’interno della
massa vetrosa a causa della struttura molto disordinata, quindi il vetro ha una brutta conducibilità
termica. La conducibilità termica del vetro e di 1 W/mK, un altro importante parametro è il
coefficiente di dilatazione termica che per i vetri di silice è uguale a α=5,5×10-7 K-1, mentre tale
valore per i vetri sodo-calcichi passa a 92×10-7 K-1. Più elevato è il coefficiente di dilatazione, più
aumenta il pericolo di rottura, questo perché si creano delle zone di compressione e di tensione
all’interno della massa vetrosa e queste tensioni differenziate possono portare alla rottura del vetro,
Autore ORRIONE
70
Data creazione 02/10/01 17.44
quindi i vetri sodo-calcichi non resistono agli sbalzi termici. Per diminuire questo spiacevole
fenomeno, si devono diminuire, come si può ben capire, la quantità di ioni modificatori, per
esempio i vetri boro-silicatici, sono composti dall’80% di silice, dal 13% di ossido di borio
(formatore), da 4% di ossido di sodio (modificatore) e dal 2% di allumina (intermedio), tale vetro ha
un coefficiente di dilatazione termica α=33×10-7 K-1, quindi questo vetro ha una resistenza agli
sbalzi termici nettamente migliore rispetto al vetro sodo-calcico. In linea generale per ottenere dei
vetri che resistano agli sbalzi termici devo diminuire i modificatori, e quindi devo mettere degli altri
formatori, per non avere un vetro formato quasi esclusivamente da silice e quindi per mantenere i
costi di produzione contenuti, un altro tipo di vetro che resiste agli sbalzi termici sono gli
allumino-silicatici (hanno un coefficiente di dilatazione termica uguale a α=32×10-7 K-1.
Proprietà chimiche.
La sua trasparenza la sua durezza e la sua durabilità (buona resistenza chimica), sono tre fattori
fondamentali per l’impiego del vetro. Il vetro si può già dire che resiste bene a tutti gli agenti
atmosferici e a tutti gli acidi tranne l’acido fluoridrico che reagisce con la silice formando
tetrafluoruro di silice (che è un gas), e causa la completa decomposizione del vetro. Sulla superficie
di un vetro sodo-calcico abbiamo la presenza di ioni sodio che si possono scambiare con gli ioni H+,
che sono presenti in soluzioni acide, quindi si ha la completa depauperazione della superficie del
vetro dagli ioni sodio, l’attacco può continuare soltanto se dalla massa vetrosa altri ioni sodio
possono fluire in superficie. La presenza di ioni calcio e ioni magnesio diminuiscono il passaggio di
ioni sodio dalla massa vetrosa alla superficie del vetro, e quindi diminuisce di conseguenza l’attacco
acido. L’attacco acido è proporzionale alla radice quadrata del tempo, e quindi diminuisce in modo
marcato con il passare del tempo. I contenitori in vetro possono contenere varie sostanza che
possono essere alimenti: succhi di frutta, birra, vino…, sono tutti prodotti a carattere debolmente
acido, e quindi può andare in soluzione una certa quantità di sodio, ma questo non porta a una
contaminazione del prodotto, in quanto il sodio è un elemento che entra a pieno titolo nel nostro
fabbisogno giornaliero, quindi in definitiva il contenitore in vetro è preferibile negli alimenti
rispetto al contenitore in plastica. Mentre il rilascio di sodio può dare molto fastidio nel vetro
utilizzato in campo farmaceutico (in quanto può portare alla contaminazione della sostanza
contenuta all’interno di un contenitore in vetro), in questo caso vengono utilizzati i vetri
boro- silicatici che contengono una quantità molto minore di sodio.
I vetri da lastre (vetri sodo-calcichi) contengono il 72% di silice, il 10% di ossido di calcio e il 14%
di ossido di sodio. A differenza dell’attacco acido il vetro non resiste all’attacco alcalino (attacco
portato da una soluzione basica), perché gli ioni ossidrile vanno a rompere il legame pontante, come
si può vedere:
Si-O-Si
+OH-Î
Si-O-+H-O-Si
Quando l’acqua viene a contatto con un vetro, abbiamo già detto che avviene uno scambio ionico
tra l’H+ (dell’acqua) con il Na+ (sodio), finito questo scambio entra in azione OH- che provoca la
rottura dei legami pontanti, ma questo succede quando c’è un ristagno d’acqua, e non è il caso delle
lastre poste verticalmente.
Ricapitolando abbiamo detto che il vetro boro-silicatico, viene utilizzato in campo farmaceutico e
ha una buona resistenza agli sbalzi termici questo perché c’è una bassa presenza di ioni
modificatori, il vetro comunque in generale resiste bene agli attacchi acidi, inizialmente abbiamo
uno scambio ionico tra l’idrogeno presente nella soluzione acida e il sodio presente sulla superficie
del vetro, una volta che la superficie si è depauperata del sodio, l’eventuale diffusione di altri ioni
sodio dalla massa vetrosa verso la superficie è bloccata dalla presenza degli altri ioni modificatori
(il calcio nel caso del vetro sodo-calcico). Mentre il vetro non resiste all’attacco alcalino, neanche il
vetro di silice, anche se comunque resiste meglio di tutti gli altri vetri (in quanto tutti i legami
pontanti sono integri). In conclusione si deve dire che il vetro resiste bene all’acqua se questa non
Autore ORRIONE
71
Data creazione 02/10/01 17.44
ristagna, in questo caso si ha l’alcalinizzazione dell’acqua e il conseguente attacco alcalino al quale
il vetro non resiste.
Proprietà ottiche.
La radiazione luminosa ha una duplice natura: ondulatorie e corpuscolare. Secondo la prima teoria
una radiazione è caratterizzata dalla frequenza υ (nu) e dalla lunghezza d’onda λ, ed è considerata
secondo l’ultima teoria corpuscolare formata da corpuscoli denominati fotoni di energia E=h×υ,
dove h è la costante di Plank, come si può vedere la loro energia è proporzionale alla frequenza
della radiazione. La lunghezza d’onda che caratterizza la radiazione dell’ultravioletto va da 0,1-0,4
micron, mentre quella del visibile va da 0,4-0,8 micron, mentre l’infrarosso vicino va da 0,8 a 2
micron ed infine l’infrarosso lontano va da 2,8 a 4 micron. Questa è la parte della radiazione
elettromagnetica che a noi ci interessa per analizzare le proprietà ottiche del vetro. La più
importante proprietà del vetro è la sua trasparenza, cioè la capacità di trasmettere la radiazione nel
campo del visibile. Una radiazione viene assorbita quando l’energia apportata dai fotoni che la
costituiscono è sufficiente per far compiere agli elettroni dei salti a livelli energetici superiori, per
quanto riguarda il vetro gli elettroni sono legati saldamente ai nuclei, quindi l’energia apportata
dalla radiazione nel campo del visibile, non è sufficiente per far compiere tali salti energetici agli
elettroni, mentre l’energia apportata dalla radiazione nel campo dell’ultravioletto è sufficiente, e
quindi la radiazione ultravioletta viene assorbita dal vetro. Per le radiazioni nel campo
dell’infrarosso (i fotoni dell’infrarosso sono quelli meno energetici), dobbiamo distinguere il caso
della radiazione nell’infrarosso vicino da quello lontano: la radiazione nell’infrarosso vicino viene
ad essere assorbita dalle vibrazioni del legame silicio-ossigeno, mentre l’infrarosso lontano viene
trasmesso. La colorazione del vetro avviene introducendo nelle materie prime dei metalli sotto
forma di ioni, e questi sono dei metalli di transizione (ferro, cobalto, manganese, vanadio). Tali ioni
danno luogo all’assorbimento selettivo di determinate lunghezze d’onda dello spettro, e il colore
che si ottiene è il complementare del colore assorbito. Introducendo il cobalto si ottiene una
colorazione azzurra, con il cadmio-selenio si ottiene una colorazione che va dal rosso all’arancio,
mentre con il ferro si ottiene il giallo, il verde, il marrone e questo dipende dallo stato di ossidazione
del ferro, mentre con il nickel si ottiene il grigio e con l’oro in sospensione coloidale si ottiene una
colorazione rosso rubino. I vetri possono essere resi opachi, cioè permettono alla luce di passare ma
non permettono la visione, e questo lo si ottiene introducendo tra le materie prime degli ossidi (di
titanio, calcio, zirconio, stagno), che sono insolubili nel vetro fuso e questo crea l’opacità.
Quando un vetro viene raffreddato dallo stato fuso la sua viscosità aumenta esponenzialmente alla
diminuzione della temperatura, si può costruire un grafico che riporti la curva di viscosità (in
relazione alla temperatura), tale curva è diversa per ogni tipo di vetro, per esempio il vetro di silice
ha una sua curva particolare, mentre il vetro sodo-calcico ne ha un’altra. Da tale curva continua si
possono estrapolare delle particolari temperature specifiche per ogni tipo di vetro. Abbiamo il
punto di lavorazione che si verifica ad una determinata temperatura che corrisponde ad una
viscosità di 103Pa×s (per ogni tipo di vetro avremmo una temperatura diversa alla quale avremmo
tale viscosità), con questa viscosità si può iniziare la formatura e viene definita viscosità di inizio
lavorazione. Un altro punto importante è il punto di rammollimento al quale corrisponde una
viscosità di 107Pa×s, in queste condizioni il vetro mantiene la forma che gli è stata impressa in
assenza di carico, a tale punto (al quale corrisponde una data temperatura, che cambia ad ogni tipo
di vetro) corrisponde la fine della lavorazione. Tra questi due momenti l’intervallo di temperatura
può lungo o breve, in altri termini la viscosità del vetro può aumentare da 103 a 107 in un intervallo
di tempo lungo o corto. I vetri utilizzati per fare le lastre e i contenitori hanno un intervallo breve,
mentre i vetri utilizzati per lavorazioni artistiche hanno un intervallo di tempo tra i due momenti
molto più lungo (la viscosità aumenta più lentamente). Poi abbiamo il punto di ricottura, noi
sappiamo che il vetro è un cattivo conduttore di calore, e quindi deve essere raffreddato molto
lentamente per evitare la rottura, il punto di ricottura corrisponde a una viscosità di 1012Pa×s, e il
vetro rilascia le tensioni in pochi minuti, in altri termini il vetro viene ricotto per raggiungere tale
Autore ORRIONE
72
Data creazione 02/10/01 17.44
viscosità e per rilasciare tutte le tensioni accumulate durante il raffreddamento precedente. Il punto
di tensione corrisponde ad una viscosità di 1013Pa×s, da questo punto in poi si può procedere ad un
raffreddamento veloce, senza che questo comporti un’introduzione di tensioni all’interno della
massa vetrosa.
Adesso è arrivato il momento di analizzare come il vetro viene prodotto, prendiamo come vetro di
riferimento il vetro sodo-calcico. La materia prima principale dalla quale si parte è la sabbia
quarzosa (questa deve essere molto pura, in quanto anche piccole percentuali di ossido di ferro,
possono dare al vetro delle colorazioni leggermente giallastre), poi abbiamo il carbonato di calcio
(dal quale si ottiene l’ossido di calcio), e il carbonato di sodio (dal quale si ottiene l’ossido di
sodio). Tutti questi componenti vengono caricati nel forno in polvere, più il 15% di rottami di vetro
(che deve essere selezionato accuratamente: se si fa il vetro incolore, i rottami immessi devono
essere di vetro incolore), la presenza di questi rottami è molto importante perché questi
rammolliscono e fondono a temperature molto basse, già in fase solida a 700-800°C i componenti al
loro interno reagiscono formando dei composti basso fondenti, che favoriscono la fusione della
silice. Il vetro deve essere affinato cioè devono essere eliminate tutte le bolle d’aria al suo interno,
per ottenere questo si porta il forno da 1.200 a 1.450°C e si introducono degli elementi affinanti
(solfati), le bolle d’aria vengono portate in superficie ed eliminate. Tali operazioni vengono
effettuate in un forno che va di continuo ed è rivestito di materiale refrattario. Arrivati ad avere il
vetro fuso a 1.450°C si comincia la formatura con il metodo float (che è un brevetto di una
importante industria inglese che la maggior produttrice di vetro). Nel bacino di fusione vengono
introdotte le materie prime, e nel quale avvengono tutte le operazioni che abbiamo descritto
precedentemente, poi il vetro fuso inizia una prima formatura tra due rulli di laminazione (questo
avviene dopo l’affinaggio), poi subisce un processo di pulitura a fuoco detto “float” dove il vetro
viene fatto scorrere in un bagno di stagno fuso, questo fa in modo di eliminare qualsiasi impurità e
di ottenere delle facce perfettamente planimetriche e regolari, poi il vetro viene raffreddato
ulteriormente, poi la lamina di vetro viene mandata all’interno di un forno dove subisce la ricottura
(per rilasciare le tensioni nel vetro), dopo di che il vetro subisce il raffreddamento finale e quindi
subisce il processo di taglio.
I prodotti vetrosi di base sono:
¾ vetri colati Îstrutturali;
Îornamentali;
Îretinati;
¾ vetri tirati (sono dei vetri prodotti fino a 20 anni fa, e vengono tirati direttamente dal bagno
fuso);
¾ vetri cristalli.
I vetri colati sono ottenuti per successive laminazioni. I vetri ornamentali hanno le facce stampate
con dei decori, questi vetri comunque hanno una scarsa diffusione. I vetri retinati hanno all’interno
una rete, anche i vetri strutturali hanno dei fili di acciaio all’interno, questi due ultimi tipi di vetro
sono vetri di sicurezza. I vetri cristallo sono i più diffusi e sono ottenuti con il metodo “float”.
Questi sono i vetri di carattere classico, ma ci sono dei vetri innovativi che utilizzano le nuove
tecnologie, essi sono stati concepiti per rispondere al meglio nei seguenti campi di utilizzo:
¾ campo comfort, sia visivo che termico ed acustico: questi vetri sono stati ottenuti con il deposito
di film superficiali estremamente sottili;
¾ campo sicurezza, si è cercato di ottenere dei vetri di sicurezza, per esempio i vetri normali alla
rottura generano delle schegge molto pericolose;
¾ campo del risparmio energetico, si è passati dal vetro monolitico a sistemi di vetratura
complessi, per esempio il vetrocamera.
Per comprendere su che nuovi elementi si basano questi vetri innovativi, si deve capire il
comportamento dell’irraggiamento solare nell’attraversamento di un vetro.
Autore ORRIONE
73
Data creazione 02/10/01 17.44
La composizione dell’irraggiamento che incide su una vetrata è costituito da:
¾ il 50% dell’energia che arriva su una vetrata è composta dalla radiazione ultravioletta (0,3-0,4
micron) e dalla radiazione visibile (0,4-0,8 micron);
¾ l’atro 50% è costituito dalla radiazione infrarossa vicina (0,8-2,8 micron).
Ricordiamo che la radiazione nell’infrarosso è di tipo termica, mentre quella più energetica è la
radiazione ultravioletta. Di tutta questa energia solare, una parte viene riflessa, una parte viene ad
essere assorbita, una parte trasmessa all’interno dell’ambiente. Generalmente viene riflessa l’8%
della radiazione incidente, la percentuale di quella assorbita dipende dalla composizione del vetro
(presenza o meno di ossidi coloranti). Una parte dell’energia assorbita viene rilasciata come calore
che riscalda il vetro, mentre un’altra parte viene riemessa verso l’esterno e questo dipende dalla
ventilazione alla quale la vetrata è esposta, dalla temperatura sulla superficie esterna della vetrata e
dalla emissività, che è una caratteristica della superficie, ed è data dal rapporto tra l’energia
radiante emessa dalla superficie del vetro, e l’energia radiante di un corpo nero avente la stessa
superficie e la stessa temperatura della vetrata (il corpo nero ha la proprietà di emettere la massima
quantità possibile di radiazioni a una data temperatura). L’emissività per una lastra di vetro sodocalcico è uguale a 0,84. Dal seguente schema si può comprendere chiaramente la ripartizione
dell’energia radiante incidente su un vetro incolore.
100%
83%
(riflesso) 8%
(riemesso) 7%
2% (ritrasmesso)
F.S=0,85
F.S è il fattore solare e rappresenta il rapporto tra l’energia trasmessa (passante) e l’energia
incidente (il 100%). Come si può vedere il comportamento di una comune lastra di vetro non è
soddisfacente, dal punto di vista energetico-termico, il vetro incolore ha una trasmittanza elevata (è
la frazione di energia incidente che viene trasmessa). Nel periodo estivo e nei climi caldi, il
problema principale è quello di diminuire la trasmittanza, un tempo per ottenere tale risultato si
mettevano le tende e le veneziane, invece ai giorni nostri ci sono dei vetri che possono ridurre la
trasmittanza anche in modo considerevole. Nel periodo invernale il problema maggiore è quello di
ridurre le dispersioni termiche attraverso la vetrata di vetro, per ottenere un risparmio energetico e
per diminuire l’inquinamento provocato dagli impianti di riscaldamento. Le soluzioni che negli anni
sono state proposte per risolvere il problema estivo sono principalmente due:
¾ produzione di grandi lastre colorate, in modo da parzializzare la luce solare, per ottenere una
minore trasmittanza, questi vetri però hanno dei grossi difetti, infatti, questo tipo di vetro ha
una grande remissività e oltre a questo si riscaldano e possono subire dei shock termici, quindi
devono essere messi in opera allo stato temprato, oltre a questo la colorazione certe volte
costringe a tenere accesa la luce anche di giorno con il conseguente consumo energetico, e
questo è stato il primo tentativo di far assumere al vetro un controllo solare.
¾ La soluzione più recente e più efficace è stata di utilizzare vetri riflettenti, tramite la
deposizione di film metallici molto sottili (ne può essere messo solo uno per esempio l’acciaio),
questo film ha la proprietà di riflettere parte dell’energia incidente. Questi vetri hanno una
particolare caratteristica che è la visione a senso unico, cioè è un vetro che permette la visione
solamente dall’ambiente più luminoso a quello meno luminoso e non il contrario: di giorno la
visione avviene dall’interno verso l’esterno, mentre di notte la situazione si inverte. Tale vetro
può essere messo in opera allo stato temprato oppure stratificato, in altri termini può essere
usato come vetro di sicurezza.
Autore ORRIONE
74
Data creazione 02/10/01 17.44
Qui di seguito riportiamo lo stesso schema fatto per i vetri incolori precedentemente, ma in questo
caso lo facciamo per i vetri colorati in massa e per il vetro riflettente, come si può vedere il vetro
riflettente ha delle caratteristiche nettamente migliori.
Vetro colorato in massa.
Vetro riflettente a controllo solare.
100%
100%
50%
47%
(riflesso) 5%
(riemesso) 34%
28%
11% (ritrasmesso)
19%
6%
F.S=0,61
F.S=0,53
Nel periodo invernale il problema maggiore è quello di ridurre le dispersioni termiche attraverso le
vetrate, per far questo si è passati dal vetro monolitico a sistemi complessi. Il coefficiente di
trasmittanza termica di un muro doppio che abbia inserito al suo interno (o all’esterno come
cappotto) uno spessore di 20 mm di isolante per esempio il poliuretano espanso, è di K=1 W/m2K, il
coefficiente di una lastra monolitica di vetro sodo-calcico dello spessore di 6 mm, è di
K=5,7 W/m2K, quindi come si può vedere c’è una grossa differenza tra i due coefficienti. Per far si
che le vetrate in vetro non costituiscano un elemento di debolezza nell’isolamento, si è fatto in
modo di fissare dei sistemi che permettano di arrivare il più vicino possibile alla trasmittanza fornita
dal muro doppio, al giorno d’oggi con particolari tipi di vetrocamere si è arrivati al valore
di 1,4 W/m2K.
Quindi per ottenere un buon isolamento termico si utilizzano delle vetrate complesse chiamate
vetrocamere, che sono costituite da più lastre di vetro accoppiate con interposto uno strato di aria
disidratata (o di gas come vedremmo), il tutto è intelaiato in una intelaiatura di metallo che
garantisce una chiusura ermetica al tutto. L’aria viene disidratata per evitare spiacevoli fenomeni di
condensa, all’interno della vetrocamera. Una vetrocamera composta da due lastre di vetro dello
spessore di 6 mm, con un intercapedine d’aria disidratata di 12 mm, presenta un coefficiente di
trasmissione termica per a 2,9 W/m2K, questo risultato lo si ottiene in quanto l’aria ha una
conducibilità termica di 50 volte inferiore a quella del vetro. Per avvicinarsi il più possibile al
valore teorico definito dalla conducibilità termica di un doppio muro isolato, si deve tenere conto
anche delle radiazioni termiche emesse dall’impianto di riscaldamento che sono comprese nel
lontano infrarosso (3-4 micron), che attraversano la vetrata. Per risolvere tale problema è stato
pensato di deporre sulla lastra di vetro un film a bassa emissività (uguale allo 0,10), che rifletta
verso l’interno le radiazioni infrarosse. Questo film è costituito da un sottile strato di argento che
viene posto sulla faccia interna di una delle due vetrate (dove c’è l’aria disidratata) perché è
sensibile all’umidità (che ne provoca un veloce degrado), il film di argento è così delicato che oltre
a questo viene protetto con un film di ossido di zinco sia dalla parte a contatto con l’aria sia dalla
parte a contatto con il vetro. Con l’utilizzo di tutte queste tecnologie, otteniamo un vetrocamera
6+12+6 con il film basso emissivo, e un coefficiente di trasmissione termica di 1,8 W/m2K. Per
ottenere una prestazione ancora superiore si sostituisce l’aria disidratata con un gas a bassa
conducibilità termica (per esempio l’argon), in questo modo si riesce ad arrivare a 1,4 W/m2K. Ma
le ottime prestazioni termiche ormai garantite da una vetrocamera, non devono essere vanificate da
un telaio ad elevata conducibilità termica (per esempio un telaio in alluminio deve essere isolato,
per poter garantire dei buoni risultati). Quindi in conclusione questi sono i sistemi per l’isolamento
invernale.
Autore ORRIONE
75
Data creazione 02/10/01 17.44
Qui di seguito riportiamo lo schema strutturale di una vetrocamera.
Vetri di sicurezza.
Il vetro è un materiale che per sua natura è fragile e alla sua rottura da origine a delle schegge molto
pericolose per le persone, quindi sono stati messi a punto dei sistemi per evitare che alla rottura di
un vetro si originano dei frammenti pericolosi, tali vetri vengono definiti vetri di sicurezza, c’è
tutta una normativa a livello internazionale che fissa i vari parametri di caratterizzazione in modo
preciso per tutti questi particolari tipi di vetri (dimensioni tolleranze…).Tali vetri di sicurezza
vengono definiti dalla normativa in base al tipo di sollecitazione che devono subire, la stessa
normativa fissa varie tipologie di sollecitazioni che una lastra di vetro può subire:
¾ carichi statici, e sono il peso proprio, peso della neve eccetera;
¾ carichi dinamici, sono il traffico pedonale, le sollecitazioni causate dal vento…;
¾ carichi accidentali, sono costituiti dalla grandine e dagli eventi sismici;
¾ urto da corpo molle, sono quelli urti causati da persone o animali;
¾ urto da corpo duro, sono causati da tutti quelli oggetti dotati di una certa durezza per esempio
un arnese da scasso;
¾ urto da proiettile (per esempio le auto delle forze dell’ordine sono dotate di vetri antiproiettile).
Per le sollecitazioni dovute alla neve a al vento, la resistenza del vetro è determinata solamente dal
suo spessore e dall’area della lastra, per determinare lo spessore della lastra ci sono degli abachi
appositi, dai quali si ricava lo spessore sapendo le dimensioni della lastra e il carico agente che la
lastra dovrà supportare. La normativa individua tre tipologie di vetri di sicurezza:
¾ vetri retinati;
¾ vetri temprati;
¾ vetri stratificati.
I vetri retinati sono un tipo di lastre le quali all'atto della laminazione viene introdotta al loro interno
una rette metallica, questo non significa che i vetri con la rette metallica hanno una resistenza
meccanica superiore, in quanto tale rette non è perfettamente aderente al vetro. Ma tale tipologia di
vetro, è considerata di sicurezza, perché ha la capacità di rallentare l'incendio, infatti, anche se il
vetro per il calore rammollisce c'è la rette metallica che tiene assieme il tutto, e questo vale anche in
caso di rottura del vetro. I vetri temprati si ottengono con una seconda lavorazione: la prima
lavorazione consiste nel classico metodo float, successivamente la lastra di vetro viene tagliata,
dopo tale lavorazione le lastre vengono riscaldate nuovamente a 700-800°C (a questa temperatura la
viscosità è tale da mantenere la forma originaria senza alcuna deformazione o variazioni
dimensionali), dopo tale riscaldamento le lastre vengono bruscamente raffreddate tramite l'ausilio di
getti d'aria orientati in modo da rispettare la geometria della lastra, con tale processo si creano delle
tensioni di compressione in superficie e di trazione nel cuore della lastra, questo sistema di tensioni
fa aumentare la resistenza meccanica a 200-250MPa (invece dei 100MPa del vetro normale), il
vetro temprato ha anche la caratteristica di resistere agli sbalzi termici. Quando i vetri temprati si
rompono le schegge che prendono origine sono minutissime (la normativa addirittura fissa le
dimensioni massime dei pezzetti), questo perché oltre alla sollecitazione che ne provoca la rottura,
abbiamo la liberazione istantanea di tutte le tensioni accumulate, e queste si liberano
Autore ORRIONE
76
Data creazione 02/10/01 17.44
superficialmente. Il processo di tempera lo si può ottenere per via termica oppure per via chimica,
questa avviene alla temperatura di 350°C (una temperatura alla quale non è assolutamente possibile
che si formino delle distorsioni), essa consiste in uno scambio ionico tra gli ioni sodio e gli ioni
potassio. Si immerge la lastra di vetro in un bagno di sali di potassio fusi e quindi avremmo questo
scambio ionico: l'atomo di potassio è molto più grande dell'atomo di sodio, e questo deforma il
reticolo determinando una situazione di compressione superficiale. La tempra chimica è stata
utilizzata in passato solo per piccoli oggetti in vetro, grazie a un brevetto giapponese è stato
possibile applicare tale sistema industrialmente anche alle lastre di vetro. I vetri stratificati sono il
risultato dell'accoppiamento di due o più lastre mediante l'interposizione di un foglio di materiale
termoplastico (polivinlbutirrale), avente una resistenza meccanica a trazione di 20MPa e una
elasticità del 400%. I vetri stratificati hanno una resistenza a trazione non molto differente dagli altri
vetri, ma hanno sicuramente un comportamento di gran lunga migliore per quanto concerne la
resistenza agli urti, in quanto il materiale termoplastico gli assorbe grazie alla sua elasticità, per
aumentare ulteriormente tale resistenza sì può accoppiare più lastre. La rottura di un vetro
stratificato non è mai generalizzata, ma rimane localizzata, e il materiale termoplastico tiene
assieme i pezzi di vetro. Rispetto agli vetri temperati, quelli stratificati sono migliori in quanto alla
rottura non provocano schegge. La normativa classifica i vetri anche in considerazione del tipo di
sicurezza che si vuole avere, abbiamo i vetri per la sicurezza semplice (le porte dei servizi igienici, i
vani scala...), che possano essere retinati (usati in quei luoghi dove c'è il pericolo di incendio),
temprati o stratificati (sono la soluzione migliore), i vetri per la sicurezza semplice hanno un peso
unitario di 18 Kg/m2. I vetri antivandalismo sono costituiti solo da vetri stratificati, poi ci sono i
vetri anticrimine e antiproiettile, quest’ultimi devono essere in grado di fermare un proiettile sparato
da una arma convenzionale, sono dei vetri stratificati, composti da molte lastre di vetro e possono
arrivare ad avere un peso unitario di 90 Kg/m2. Mentre i vetri anticrimine devono resistere a
tentativi di rottura tramite l'utilizzo di arnesi che possano essere usati per rompere il vetro e per
tagliare il film di termoplastico all'interno del vetro stratificato.
Qui di seguito sono riportate le varie tipologie del vetro stratificato:
Finito di editare il 2 febbraio 2002.
ORRIONE.
Autore ORRIONE
77
Data creazione 02/10/01 17.44