Corso di Cantieri e impianti per infrastrutture
CANTIERI E IMPIANTI PER INFRASTRUTTURE
GLI IMPIANTI PER LA PRODUZIONE DEGLI INERTI
A.A. 2014-15
1
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
1. IMPIANTI PER LA PRODUZIONE DEGLI INERTI
gli inerti
Gli inerti sono materiali lapidei, ottenuti dalla frantumazione di rocce idonee, che vengono
utilizzati, nell'ambito delle costruzioni civili, come aggregati per:
- strati drenanti, vespai, riempimenti;
- strati di base non legati, nelle pavimentazioni stradali;
- conglomerati cementizi
- conglomerati bituminosi.
Le parti più fini sono impiegate anche come inerti per la produzione di malte, intonaci etc.
Per ciascuna delle utilizzazioni sopra richiamate, essi devono rispondere a requisiti di
idoneità che riguardano sia l'origine e la natura delle rocce di appartenenza che le
caratteristiche fisico-meccaniche dei singoli elementi.
2
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
INERTI:
Naturali: hanno origine dalla disgregazione naturale delle rocce porta ai depositi di ghiaia e
sabbia (fluviale o marina). Hanno un costo di produzione più basso
Artificiali: provenienti dalla frantumazione “artificiale” di rocce varie. Contengono minori
impurità.
Gli inerti vengono classificati in funzione della loro granulometria in:
Filler
Sabbia
0.075 mm
Graniglia Pietrischetto
2 mm
10 mm
Pietrisco
25 mm
Pietrame
71 mm
3
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Le caratteristiche fisiche degli inerti sono essenzialmente: il peso specifico reale, il peso di
volume, il coefficiente di imbibizione, la gelività; come caratteristiche di accettazione sono
generalmente considerate: la resistenza alla compressione (della roccia di provenienza), la
resistenza all'usura, il potere legante, il coefficiente di frantumazione, la resistenza all'urto,
l'equivalente in sabbia.
TERRE E AGGREGATI:
TERRA
AGGREGATO
4
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
TERRE E AGGRAGATI
5
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
LE CAVE
La scelta del luogo dove aprire la cava, le modalità ed il verso di apertura hanno
un’importanza fondamentale per la sicurezza e l’economia dell’esercizio che si va ad
intraprendere.
È necessario tenere conto dei seguenti aspetti:
a) sicurezza per le persone e cose in relazione alle caratteristiche del giacimento e al
metodo di coltivazione;
b) caratteristiche geologiche e stratigrafiche del giacimento;
c) infrastrutture (strade, energia elettrica, acqua, etc.);
d) distanza dai centri di impiego del materiale estratto, dalla residenza delle maestranze,
etc.
e) vincolo forestali e paesaggistici.
6
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
La produzione degli inerti
Gli inerti utilizzati nelle costruzioni civili provengono dalla disgregazione d’idonee rocce,
come detto esiste anche la possibilità di reperire in natura inerti già “pronti” (ghiaia e
sabbia), per i quali l'operazione della disgregazione è stata condotta da agenti naturali e dal
tempo.
Non sempre però gli inerti naturali possono essere convenientemente impiegati (ad
esempio una sabbia fluviale non può essere utilizzata per il confezionamento di
conglomerati bituminosi), perché non hanno la necessaria resistenza o “pulizia” da sostanze
indesiderate.
Si ricorre pertanto generalmente alla frantumazione delle rocce in apposite cave; ma il
problema della produzione degli inerti non consiste soltanto nella “cavatura”, poiché la
possibilità del loro impiego è condizionata oltre che dalle caratteristiche delle rocce di
provenienza, dalla rispondenza a determinati requisiti fisico-meccanici, fra i quali ad
esempio la distribuzione granulometrica.
Dalla roccia in sostanza occorre ottenere delle pezzature ben precise, classificate in funzione
dell’utilizzazione.
7
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
La produzione degli inerti
La produzione degli inerti passa attraverso le
seguenti fasi:
1°. abbattimento del fronte di cava;
2°. frantumazione;
3°. vagliatura;
4°. lavaggio (eventuale).
Le fasi 2, 3, 4 vengono svolte negli “impianti di
frantumazione e vagliatura”, posti generalmente
nelle vicinanze della cava, al fine di ridurre gli
oneri del trasporto dell' “abbattuto” all'alimentatore dell'impianto.
8
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Abbattimento della roccia
Le cave sono coltivazioni, generalmente a ciclo aperto, di banchi di roccia idonea alla
produzione di materiale per edilizia (esistono cave di pietrame, cave per marmi etc.).
9
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
La nozione di "giacimento" ha un senso geologico ma anche economico; a definire la
sfruttabilità di un banco non basta che la roccia sia idonea e che si presti a un’agevole
“coltivazione”, occorre anche che sussistano favorevoli condizioni di mercato, caratterizzate
da una domanda pressoché costante, almeno nell'arco del previsto periodo di estrazione.
II pietrame cavato è un prodotto che ha un mercato "locale", perché gli oneri del trasporto a
lunga distanza lo rendono non competitivo.
I sistemi di coltivazioni più adoperati sono: a gradini (da 1 a 10 m di altezza) o a gradoni (da
15 30 di altezza); l’abbattimento avviene ricorrendo all’impiego di esplosivi con la
seguente successione di fasi:
perforazione;
caricamento e brillamento;
frantumazione dei blocchi più grossi;
carico sui mezzi di trasporto, con destinazione l'alimentatore degli impianti di
frantumazione.
10
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Per la perforazione si utilizzano generalmente martelli o perforatrici per ottenere fori di
diametro 20 50 mm e lunghezza da commisurare al tipo di roccia ed al volume da
abbattere; i fori vengono riempiti con le cartucce esplosive ed i detonatori.
II brillamento produce la disgregazione della roccia per una certa porzione attorno alla zona
trattata.
II successo dell'operazione dal punto di vista economico si ottiene quando il materiale
abbattuto ha già dimensioni ridotte, tali da poter essere facilmente movimentato con pale
meccaniche o escavatori.
A tal fine occorre ben commisurare diametro e lunghezza dei fori, distanza fra fori,
inclinazione, numero di fori, quantità e potere dell'esplosivo.
I blocchi di roccia troppo grossi per l'alimentazione dei frantoi primari vanno ulteriormente
abbattuti, sempre in cava, con l'esplosivo, fino ad ottenete pezzature caricabili con le
macchine.
11
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
La frantumazione
È la fase attraverso la quale il pietrame, proveniente dagli alimentatori caricati con la risulta
dell'abbattimento in cava, viene ridotto di dimensione fino ad ottenere, pezzatura
commerciabili.
La frantumazione si ottiene per azione meccanica disgregatrice provocata da:
schiacciamento del pietrame fra due ganasce o elementi resistenti aventi funzione
analoga;
urto violento dell'elemento lapideo scagliato contro una parete resistente;
triturazione dell’inerte provocata da elementi resistenti (barre, palle pesanti) messi in
movimento insieme all'inerte stesso.
Per ogni tipologia di "attacco" esistono diversi frantoi.
Il frantoio è la macchina che esegue la "frantumazione", cioè la riduzione del diametro
dell'elemento; questa riduzione, per essere economicamente conveniente, è praticata con
rapporto 1:5 1:6.
12
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Date le dimensioni degli elementi d’ingresso nell'alimentatore, per ottenere le varie
pezzature, dalle più grandi (pietrisco) alle più piccole (sabbia), occorre procedere per stadi
successivi: ciò che esce da un primo frantoio alimenta una seconda macchina per uno stadio
successivo.
Così si distingue:
frantumazione primaria, che ha come alimentazione il pietrame proveniente dalla cava
e in uscita dimensioni massime superiori ai 70 mm, quindi pezzature non ancora
utilizzabili;
frantumazione secondaria, che provvede a ridurre ciò che proviene dalla primaria
dimensioni massime fra 6 e 70 mm circa (serve in sostanza a produrre pietrischetto e
graniglia);
frantumazione terziaria e macinazione, che provvede a ridurre ciò che proviene dalla
secondaria a dimensioni massime 2 mm circa (sabbia e filler).
Poiché in una frantumazione attraverso frantoi si governa solo la dimensione massima in
uscita, il risultato che si ottiene, così come prodotto dal singolo frantoio, non è
commerciabile perché non è selezionato, cioè separato in classi granulometriche ben
precise.
13
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
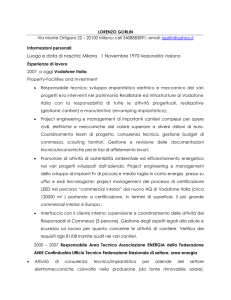
La vagliatura
Ad ogni stadio, va praticata un'altra operazione, la vagliatura.
Essa consiste nel far passare un insieme granulometrico attraverso elementi (a superficie
piana o cilindrica forata) che si lasciano attraversare solo dalle pezzature di dimensioni
inferiori a quelle di controllo, determinate dal diametro dei fori D v. Ciò che “non passa” è il
trattenuto ed ha dimensioni Dv Da; essendo Da la dimensione massima di alimentazione
del vaglio; ciò che "passa" è il passante avente assortimento 0 Dv.
0 Da
Dv Da
trattenuto
0 Dv
passante
14
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
La vagliatura in un impianto è un'operazione analoga a quella che si adotta in laboratorio
con "crivelli" e "setacci" per l'analisi granulometrica, solo che in questo caso è condotta
"industrialmente" quindi concepita per l'elaborazione di grosse quantità.
Spesso ad alcuni stadi di vagliatura è associata la fase successiva.
lavaggio
A seconda della provenienza del materiale d'origine, può risultare necessario “lavare" gli
inerti, soprattutto la pezzatura più piccola (ad esempio la sabbia) per eliminare impurità non
desiderate. E' il caso di trattamento di materiali alluvionali o di frantumati da rocce con
inclusioni argillose.
lo stoccaggio
Al termine del processo, le pezzature ottenute, classificate, vanno depositate entro grandi
tramogge di stoccaggio, od in cumuli, in attesa di essere prelevate per la loro utilizzazione.
Soltanto le frazioni più piccole tipo sabbia finissima e filler, vanno stoccate in silos chiusi, per
evitare la loro dispersione nell'atmosfera ad opera del vento, ed il rischio che, date le
dimensioni, si carichino troppo di umidità.
15
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Le macchine per la frantumazione
I frantoi, macchine per la frantumazione, si classificano in:
- primari;
- secondari;
- terziari;
con diretto riferimento al tipo di frantumazione praticata.
A seconda poi del sistema adottato per la disgregazione del materiale si hanno:
- frantoi a mascelle a semplice ginocchiera; a doppia ginocchiera;
- frantoi rotativi;
- frantoi ad urto;
- mulini a martelli; a barre; a cilindri; a palle.
16
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
I parametri caratteristici di un frantoio sono:
- le dimensioni della boccali alimentazione, che limitano la dimensione massima del
materiale in ingresso,
- le dimensioni della bocca di uscita, che limitano la dimensione massima prodotta; a
seconda delle varie tipologie, l'uscita può avvenire anche senza controllo effettivo della
dimensione;
- il rapporto di riduzione ottenuto con le varie regolazioni;
- la produzione oraria, funzione, a parità di frantoio, della regolazione e quindi delle
pezzature prodotte;
- la potenza necessaria.
17
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Frantoi a mascelle
Sono fra le macchine più diffuse perché semplici, di costruzione relativamente economica e
di lunga durata.
Agiscono ai fini della frantumazione schiacciando il materiale fra due “mascelle”, due piastre
dentate o lisce in acciaio o in ghisa, delle quali una è fissa, coincidente con la superficie
interna di una parete dell'involucro della macchina stessa, e l'altra, mascella mobile, si
accosta e si allontana dalla precedente, provocando la disgregazione degli inerti posti tra le
due piastre.
L'alimentazione avviene dall’alto; la sagomatura e la convergenza delle mascelle agevola la
discesa verso il basso del materiale, avviandolo così verso zone ove la distanza tra le piastre
si va man roano riducendo.
Si ottiene così una progressiva frantumazione, con un risultato finale avente dimensione
massima governata dalla distanza fra le pareti inferiori delle piastre stesse. Tale distanza è
regolabile, a tutto vantaggio della versatilità della macchina.
I frantoi a mascelle si classificano in base alla apertura della bocca e alla larghezza delle
mascelle così che un frantoio da 25x75 ha una apertura di 25 cm metre 74 cm
rappresentano la larghezza delle pistre.
18
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
I sistemi adottati per il movimento della parete mobile sono due, ed in corrispondenza si
hanno:
a. frantoi a semplice ginocchiera. La lastra mobile è incernierata alla base mentre in
testa è collegata folle ad un albero solidale ad un grande volano. L'eccentricità
dell’albero rispetto al centro del volano provoca il moto in testa della piastra mobile
che risulta cosi contemporaneamente di chiusura verso la compagna fissa e di
oscillazione verticale, favorendo la produzione di grani uniformi.
19
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
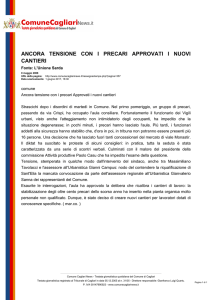
La regolazione in uscita tende oggi ad essere ottenuta con comandi idraulici ed anche la
mascella è mossa da motore idraulico; si ottengono così marce più regolari ed un migliore
"adattamento della potenza alle necessità della frantumazione.
Produzione (ordinate) in funzione dello scartamento delle mascelle in mm (ascisse)
20
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
b. frantoi a doppia ginocchiera. La mascella mobile è incernierata in alto, mentre l'albero
eccentrico al volano comanda attraverso due ginocchiere la parte inferiore, che cosi si
accosta e si discosta da quella fissa.
Queste macchine possiedono particolare robustezza e sono ben adatte alla
frantumazione primaria.
Il materiale in uscita ha dimensioni 0 D essendo D la regolazione, cioè la distanza
minima fra le piastre.
21
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
22
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Dati tecnici granulatore a bocca normale
Tipo
Apertura bocca
mm
Ø Volani
mm
Giri al 1'
Motore
KW
Pezzatura
alimentazione
Peso
Kg
FRG 700
700 x 240
750
300 - 360
25 - 30
40 - 210
4400
FRG 1000
1000 x 280
1000
260 - 320
30 - 37
50 - 240
8000
FRG 1200
1200 x 300
1200
250 - 320
37 - 45
50 - 250
11000
Produzione granulatore a bocca normale
Apertura mascelle mm
FRG 700
FRG 1000
FRG 1200
20
t/h
13 - 19
-
-
30
t/h
19 - 29
32 - 45
34 - 50
50
t/h
32 - 48
48 - 69
54 - 83
70
t/h
45 - 67
64 - 96
77 - 115
90
t/h
-
83 - 123
99 - 150
23
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Frantoi rotativi
Il principio di frantumazione è lo stesso di quello adottato dalle macchine a mascelle,
soltanto che in questo caso la mascella fissa è a forma di tronco di cono capovolto, e dentro
di essa si muove eccentricamente la mascella mobile, anch'essa a forma di tronco conica,
non capovolta; il movimento che si ottiene porta la mascella mobile ad avvicinarsi e ad
allontanarsi dal cono fisso, contro il quale schiaccia il materiale che viene alimentato
dall'alto.
Si ottengono così macchine dalle elevate prestazioni in termini di produzione, ma nel
contempo più delicate rispetto ai frantoi a mascelle, sono raramente utilizzate per la
frantumazione primaria; si prestano invece bene per la secondaria e con alcuni accorgimenti
per la terziaria.
La regolazione in uscita si ottiene alzando e abbassando il cono mobile.
24
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
L'estremità inferiore dell'albero costituisce il pistone di un cilindro idraulico predisposto
all'interno del gruppo eccentrico. Lo scorrimento verticale dell'albero, e quindi del mantello
di frantumazione, è comandato da una centralina oleodinamica, con accumulatore
precaricato a gas inerte.
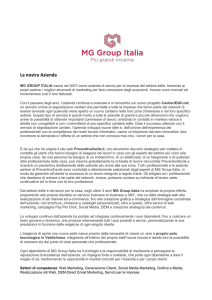
Anche in questo caso le granulometrie prodotte dipendono dalla regolazione e dalla durezza
dell'inerte; le Case forniscono dei diagrammi indicativi.
25
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Produzione in T/h (ordinate) in funzione della regolazione di chiusura (ascisse)
Frantoi ad urto
In queste macchine la frantumazione avviene per l'urto del singolo elemento che viene
scagliato violentemente, ad opera di uno o due rotori dotati di grande velocità di rotazione
(400 1500 giri/1”), contro le pareti interne, contro le barre i frantumazione od altri
dispositivi similari.
26
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Buona parte della disgregazione avviene anche per effetto degli scontri fra inerti. La
regolazione è effettuata commisurando la velocità di rotazione del rotore e la distanza fra le
eventuali barre.
a. Frantoi ad un solo rotore. La bocca di alimentazione è protetta da una griglia a catene
(d) che consente solo il passaggio in entrata. II materiale procedendo lungo lo scivolo
giunge entro la camera di frantumazione, ove incontra le barre d'urto del rotore; viene
pertanto proiettato verso l'esterno ed entra in collisione con le masse di impatto,
semioscillanti, registrabili, o con altro materiale in arrivo.
b. Frantoi a due rotori. I rotori, moniti di martelli, girano in senso apposto, lanciando il
materiale contro barre franturnatrici; la camera di frantumazione è aperta in basso. A
seconda delle caratteristiche della macchina, possono ottenersi frantumazioni
primarie secondarie o terziarie.
27
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
28
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Mulini
Sono frantoi destinati alla frantumazione terziaria ed alla macinazione (generalmente per la
produzione di sabbie e filler); ne esistono di diversi tipi:
-
a martelli
a cilindri
a barre
per filler.
29
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
a. Mulini a martelli. Costituzionalmente sono simili ai frantoi ad urto, formati cioè da un
rotore con la funzione di proiettare il materiale alimentato contro le pareti
provocandone la disgregazione.
Si compongono di una carcassa in acciaio che racchiude il rotore cui sono fissati i
martelli (che sono rigidi od oscillanti a seconda del materiale che si vuole ottenere),
una carcassa contro cui il pietrame percosso dai martelli va a sbattere, una griglia sulla
quale il materiale è ulteriormente frantumato fino a passare per i relativi fori.
30
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
L'efficacia dell'operazione dipende dai percorsi subiti dall'inerte da frantumare, al
pruno urto contro i martelli in movimento segue la proiezione contro i denti della
corazza e contro altro materiale in movimento; gli elementi più resistenti vengono
serrati fra martelli e corazza.
Tutto ciò che non ha subito una riduzione tale da passare la griglia inferiore viene
ripescato dai martelli e riposto in movimento.
Si prestano bene alla produzione di sabbia, macinazione del gesso, del calcare
impiegato come fondente nell'industria siderurgica etc.
31
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Tipo
A
B
C
D
E
F
G
H
I
RDP
2500
-
2900 4900 4250 3000 1770 750 1020
RDS
3000
-
3500 6300 4950 3500 2160 910 1250
RDP-N
2680
-
3080 4600 4250 3000 1770 750 1020
RDS-N
3230
-
3730 6400 4950 3500 2160 910 1250
RDP + raff.
3120 620 3520 4900 4250 3000 1910 890 1020
RDS + raff.
3700 700 4200 6300 4950 3500 2300 1050 1250
RDP-N + raff.
3300 620 3700 4600 4250 3000 1910 890 1020
RDS-N + raff.
3930 700 4430 6400 4950 3500 2300 1050 1250
32
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
b. Mulini a cilindri: due cilindri affiancati e con assi
paralleli ruotano in senso opposto: fra essi viene
fatto cadere il materiale da macinare, di
dimensione maggiore alla distanza d fra le
superfici lacerali. La rotazione dei cilindri e
l'attrito fra l'acciaio delle superfici e l'inerte
provoca la presa e quindi la frantumazione per
schiacciamento dello stesso. Non sono
macchine molto diffuse a causa dei bassi
rendimenti e della elevata usura.
La dimensione massima degli inerti alimentati, ai fini di una efficace presa, deve essere
inferiore ad 1/20 del diametro dei cilindri; in presenza di pezzi non frantumabili la
distanza a fra assi aumenta e, una volta passato il pezzo, torna al valore originario
grazie ad un sistema di mola di ritorno.
Raramente adoperati per la frantumazione secondaria, sono impiegati per ottenere
sabbia e sabbione dal pietrisco.
33
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
c. Mulini a barre. II materiale da frantumare entra in un cilindro, cavo orizzontale rotante
avente nel suo interno delle barre metalliche pesanti che, sollevate per effetto della
rotazione, ricadono sul materiale stesso macinandolo. L'alimentazione può avvenire da
una estremità, con scarico dall'altra, o da entrambe le estremità con scarico al centro.
Attraverso la regolazione del peso dei corpi interni e della velocità di rotazione si
governa il grado di finezza del prodotto.
34
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
La lavorazione può avvenire in ciclo aperto e in ciclo chiuso; nel primo caso il materiale
entra nel tamburo ed esce senza controllo delle dimensioni raggiunte; nel secondo
caso il sistema è dotato di un classificatore che rinvia al molino le pezzature ancora
troppo grandi rispetto a quanto desiderato.
La macinazione può essere fatta anche in umido; si ottiene un miglior controllo della
produzione, l'eliminazione delle polveri e il recupero del fine, e le possibilità dal
trasporto idraulico.
Con i mulini a barre si ottengono sabbie di buona granulometria, molto adatte per i
fusi richiesti per i calcestruzzi.
Pezzature in
alimentazione
Interspazio fra i
cilindri
Produzione in t/h
15 - 20 mm
5 mm
40 - 48
8 - 12 mm
3 mm
24 - 29
3 - 5 mm
1mm
8 - 10
35
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
d. Mulini per il filler.Ne esistono di diversi tipi, da quelli costituiti da rulli premuti contro
piastre, ai mulini a palle d'acciaio, funzionanti come i precedenti a barre ma con delle
palle pesanti come agenti frantumanti.
Frantumazione
Frantoi
Primaria
Secondaria
Granulazione
Terziaria
Macinazione
a mascelle a semplice
ginocchiera
a mascelle a doppia
ginocchiera
rotativo
a urto
mulino a martelli
mulino a cilindri
mulino a barre
mulino per filler
36
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Le macchine per la vagliatura
A valle di un frantoio è necessario un vaglio di controllo e separazione della pezzatura
ottenuta; a monte di un frantoio primario l'alimentazione va protetta attraverso un vaglio
sgrossatore che blocchi i massi di dimensioni eccessive per il frantoio stesso.
37
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
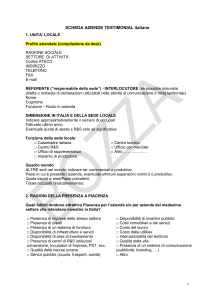
Vagli piani
Sono costituiti da una o più lamiere forate sovrapposte; in alto quelle con fori di diametro
maggiore ed in basso quelle con fori di diametro minore; collocate su un telaio sospeso o
poggiato elasticamente su una incastellatura, sono messe in vibrazione per agevolare il
movimento del materiale. Le vibrazioni, impresse da un albero a masse eccentriche, hanno
frequenza di 500 1500 cicli/ora ed ampiezza 5 + 15 mm.
Con la sovrapposizione di più vagli si ottiene una classifica del materiale in più pezzature.
D1
D1>D2>D3
D2
d = 0 D1
D3
d = 0 D2
d = 0 D3
38
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
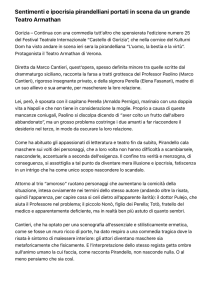
Vagli rotativi
L'operazione della vagliatura è condotta in questo caso facendo attraversare al materiale da
trattare un cilindro cavo, avente superficie in lamiera forata, e posto in rotazione;
l'avanzamento è determinato come effetto combinato del moto rotatorio e di mia leggera
inclinazione dell'asse del tamburo. Durante tale
tragitto, gli inerti aventi diametro inferiore ai fori
della lamiera, la attraversano e si raccolgono fra la
predetta superficie e l'involucro esterno,
formando così il "passante". Il "trattenuto" uscirà
invece dall'interno del tamburo forato dalla parte
opposta rispetto alla alimentazione.
Al fine di aumentare la produttività delle
macchine, la lamiera può presentare fori con più ordini di diametro, crescenti secondo il
senso di avanzamento; si realizza così una selezione naturale materiale in più classi.
39
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Si tratta in definitiva di macchine semplici e di facile manutenzione, ma di rendimento
modesto, il che spesso fa preferire i vagli piani.
40
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Le macchine per il lavaggio
Per eliminare dagli inerti impurità come humus, argilla, polveri etc., si ricorre principalmente
a tre tipologie diverse di macchine:
a) lavatrici a spruzzo. Nei vagli piani vengono inseriti degli spruzzatori d'acqua; la corrente
d’acqua lava le pezzature più grosse ma trascina con sé le più piccole, per cui a valle
occorrerà prevedere alla asciugatura delle parti fini.
41
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
b) lavatrici cilindriche. Sono costituite da un tamburo rotante cavo contenente un’elica ed
alcuni sistemi di pale disgregatoci. La forma e le dimensioni dell'elica fanno sì che il
materiale immesso dalla bocca di carico avanza verso l'estremo opposto; l'acqua,
introdotta dal lato dello scarico procede in controcorrente rispetto al materiale.
Si ottengono lavatrici cilindriche anche dotando i vagli cilindrici di spruzzatori d'acqua che
agiscono in un primo tratto non forato del tamburo.
42
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
c) Lavatrici a coclea. Sono costituite da una vasca inclinata allungata nella quale ruota
un’elica; la parte inferiore è munita di uno sfioratore regolabile. In esso si raccoglie il
materiale solido che si deposita sul fondo mentre l'acqua e le parti fini debordano.
A valle delle lavatrici, occorre provvedere alla separazione delle parti più fini dall'acqua e
all'asciugatura degli inerti.
43
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
Gli impianti di produzione
Le macchine descritte nei precedenti paragrafi, opportunamente posizionate, formano,
insieme ad alimentatori ed a nastri trasportatori, gli elementi costituenti di un impianto per
la produzione di inerti (frantumazione e vagliatura). Nell'assemblare le varie parti è
opportuno ricordare che:
a. la migliore collocazione di un frantoio primario è a ridosso di un salto di quota nel terreno
interessato, cosi da rendere agevole l'alimentazione dalla parte alta anche attraverso
autocarri ribaltabili;
b. è opportuno proteggere la bocca di alimentazione del primario con uno sgrossatore, che
impedisca ad elementi troppo grossi di ostruire o danneggiare il frantoio;
c. se il trattenuto dallo sgrossatore è eccessivo è bene rivedere la tecnica di perforazione
ovvero prevedere sul posto la disponibilità di un demolitore;
d. è preferibile una sotto alimentazione dei frantoi rispetto alla loro potenzialità teorica per
evitare rischi di ingolfamento, con arresto della produzione e possibilità di danno alle
macchine.
44
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
e. è importante la disponibilità di ampie aree di stoccaggio;
f. nell'insieme delle macchine da destinare alla produzione non vanno dimenticati:
a. autocarri per il trasporto del materiale dalla cava all'alimentatole
b. pale meccaniche per la movimentazione del materiale prodotto
c. tramogge di stoccaggio e silos per le pezzature più fini.
Un problema da non sottovalutare nella progettazione e nella gestione di un impianto per la
produzione di inerti è l'impatto ambientale, che investe diversi ricettori sensibili sotto
diversi aspetti, fra i quali:
- traffico dei mezzi di trasporto da e per l’impianto e sue conseguenze sulla circolazione e
l'inquinamento;
- inquinamento acustico;
- inquinamento atmosferico (polveri);
- sconvolgimento degli attuali assetti morfologici e degli equilibri nel microclima e
nell'habit faunistico.
45
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
46
© Prof. Giovanni Leonardi, 2014
Corso di Cantieri e impianti per infrastrutture
47
© Prof. Giovanni Leonardi, 2014