PROGETTO: GERMINAZIONE ASSISTITA
DATA INIZIO SPERIMENTAZIONE 2014
CHE COS’È LA GERMINAZIONE?
La germinazione indica il ritorno alla vita attiva di organismi o di organi prima quiescenti,
la germinazione è un processo evolutivo che ha inizio quando il seme, grazie a
condizioni di temperatura e di umidità adeguate, inizia ad assorbire acqua (imbibizione)
che lo fa aumentare di volume provocando la rottura del tegumento (tessuto). La prima
fase ha ripercussioni immediate sul metabolismo dell'embrione, difatti gli enzimi contenuti
nel seme si attivano al fine di scindere le sostanze nutritive e di riserva immagazzinate
nell'endosperma.
Le condizioni necessarie alla germinazione sono:
-
presenza di ossigeno (il quale permette di demolire il glucosio);
-
acqua (che permette di riprendere i processi metabolici e, in tal modo, è possibile la
crescita dell'embrione)
-
la temperatura, la quale deve rientrare in un range compreso tra i 20° e i 24°
-
non è necessaria la luce in quanto l'amido di riserva del seme basta per tutta la
durata della germinazione.
Durante la germinazione il cereale subisce una trasformazione dell’amido contenuto nel
chicco in molecole più semplici, ovvero in zuccheri semplici (maltosio e destrine). Tale
trasformazione, nota come saccarificazione, è svolta da due particolari enzimi contenuti
nel chicco, alfa amilasi e beta amilasi, che durante la germinazione aumentano in quantità
ed attività. L’importanza di avere il gusto grado di enzimi e zuccheri semplici per una
lievitazione ottimale è correlato a due aspetti fondamentali:
-
Gli zuccheri hanno lo scopo di fornire cibo ai lieviti, indispensabili per il suo
metabolismo e quindi utili ad ottenere una buona lievitazione, ed inoltre
conferiscono al pane gusto, profumo ed un colore dorato (reazione di Maillard)
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] -
Gli enzimi, con il loro potere diastatico (la capacità delle amilasi di rompere i legami
di carbonio e di convertire gli zuccheri presenti nella farina in anidride carbonica e
acqua) migliorano la maglia glutinica e conferiscono al prodotto migliore
alveolatura, maggior volume, friabilità e digeribilità.
UN PROCESSO SEMPLICE E NATURALE
Il chicco di grano tenero, dopo essere stato vagliato e calibrato al fine di separare
eventuali semi estranei, sassi, paglia cariosside rotte e di calibro ridotto, viene bagnato in
acqua dolce, che rappresenta la fase di macero. Durante questa fase il chicco inizia ad
assorbile l’acqua addolcita e tutto l’endosperma viene idratato. Quando l’umidità raggiunge
un determinato livello vi è l’inizio della germinazione: l’embrione, convinto di trovarsi nel
terreno per iniziare un nuovo ciclo vegetativo sintetizza un segnale, l’acido gibberellico,
che pervade e risveglia l’intera cariosside. Respirando l’embrione consuma ossigeno ed
emette anidride carbonica. Alla fine dell’operazione di bagnatura in acqua dolce del grano,
che ha tipicamente una durata da 24 a 48 ore a seconda della varietà di grano, del calibro,
dell’annata, della zona di crescita del raccolto, del contenuto proteico ed delle temperature
di acqua ed aria, il chicco è pronto ad emettere la radichetta e in condizioni normali
potrebbe avvenire la fase di germinazione vera e propria.
In questa fase l’embrione inizia a crescere sfruttando le sostanze contenute
nell’endosperma. I nuovi tessuti vegetali vengono costituiti grazie alla degradazione, ad
opera di proteasi e riassemblamento delle proteine costituenti le pareti cellulari mentre
l’energia necessaria per crescere è ottenuta dalla disgregazione, ad opera di enzimi
amilolitici, alfa e beta amilasi in particolare, della complessa molecola dell’amido in
zuccheri (maltosio e destrine). Il principale scopo della germinazione è proprio lo sviluppo
di un adeguato e bilanciato pool di enzimi amilolitici e sostanze nutritive. La germinazione
viene interrotta trasferendo il grano in altri cassoni mentre viene insufflata aria a
temperatura
ed
umidità
rigorosamente
controllate.
In questo modo si avvia la fase di essiccazione che aiuta a sviluppare gli aromi tipici ed il
colore caratteristico e continua fino a quando non si raggiunge un umidità del 18%. Si
procede quindi a macinazione ed a successiva maturazione prima dell’utilizzo.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Descrizione del chicco
Figura 1: sezione del chicco di grano tenero Tabella 1: composizione nutrizionale delle varie parti di chicco www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] RICERCA INNOVATIVA MOLINO VIGEVANO
L’esperienza di ricerca maturata nel corso degli anni dal Gruppo, ha
permesso di affrontare problematiche di recupero di sostanze ad alto valore
tecnologico e nutrizionale, con l’obiettivo raggiunto di proporre un approccio
di tipo innovativo che ha consentito di sviluppare nuovi prodotti a base di
frumento in grado di garantire sia la sicura riuscita del prodotto finito, con
soddisfazione da parte del consumatore, sia l’introduzione di nuovi prodotti
ad alta valenza nutrizionale. La ricerca che ha avuto come tema la
scomposizione della fibra e la ricombinazione è stata rivolta al recupero ed
alla valorizzazione della parte più povera del chicco di frumento, che ancora
contiene principi nutritivi e funzionali di altissimo valore. Ciò ha permesso
all’azienda di individuare un’innovazione tale da permetterla di inserirsi a
pieno titolo in un nuovo scenario ricco di potenzialità di sviluppo economico e
competitivo. Pertanto l’esperienza maturata dal Gruppo sulle operazioni di
scomposizione e di ricombinazione delle frazioni ha consentito di ottenere
diversi livelli di ricombinazioni a diverse funzioni predeterminate, sulla base
delle quali si sono potuti sviluppare una nuova gamma di prodotti a base di
farina di frumento che differiscono tra di loro per il diverso livello di
lievitazione e che hanno permesso quindi di generare prodotti da forno
facilmente realizzabili in qualsiasi condizione di operatività ed esattamente
rispondenti alle caratteristiche finali desiderate, senza trascurare l’aspetto
nutrizionale che ne è risultato arricchito, garantendo pertanto il recupero di
ciò che nelle tradizionali tecniche molitorie è considerato un sottoprodotto.
“Titolo del progetto: Nuovi prodotti a base di frumento Pratica MIUR n. 6971”
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] L’OBIETTIVO della ricerca è finalizzato alla individuazione delle ottimali
condizioni operative di germinazione assistita, al fine di garantire il
miglioramento delle performance sia nutrizionali che tecnologiche degli
impasti.
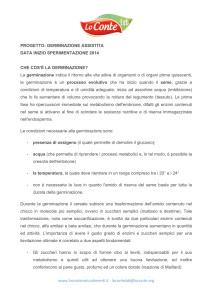
Risultato finale che si sta perseguendo: Farina di grano tenero germinato,
ricca di vitamina B1, fosforo, magnesio e ferro e fonte di vitamina B3 e B6. Ha
un forte profumo e gusto di grano, grazie alla germinazione controllata ed
aumenta anche la capacità di lievitazione degli impasti.
Fig. 3 Chicco di grano tenero prima di bagnarlo con acqua addolcita LA GERMINAZIONE CONTROLLATA
LA SPERIMENTAZIONE VIGEVANO nasce da un processo esclusivo di
germinazione assistita che prevede una bagnatura del grano che
produce l'attivazione e la rivitalizzazione di quelle parti del seme che sono
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] silenti in attesa che si creino le condizioni ideali per far nascere una nuova
piantina.
Di fondamentale importanza è l’individuazione della varietà di grano tenero
che è stata sottoposta a sperimentazione. Infatti per questa ricerca è stata
adoperata la varietà di grano tenero definita “Risciola”. La Risciola è una
varietà tradizionale di frumento tenero, coltivata almeno dalla metà del sec.
XIX, un tempo particolarmente diffusa nel Molise, Campania e Basilicata. Si
tratta di un grano antico che non ha subito incroci. I Grani Antichi sono tutti
quei grani che non hanno subito interventi di selezione da parte dell’uomo e
che non sono stati geneticamente modificati, ma che sono rimasti “originali”:
così come madre natura li ha creati. Esistono varie specie di grani antichi, tra
i quali appunto la Risciola. La farina che ne deriva presenta tutte le
caratteristiche e i vantaggi dei grani antichi, quindi valori nutrizionali più alti,
percentuale di glutine più bassa, sapore più intenso e gradevole.
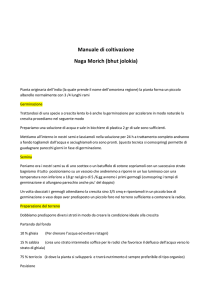
La Risciola è una varietà di frumento tenero costituita da culmo alto almeno
100 cm, spiga allungata di circa 10 cm, leggermente arcuata a maturità. Le
ariste si presentano di colorazione rossastra.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Fig. 4 Spiga di grano tenero varietà Risciola Questa varietà, molto utilizzata in passato, è ideale per la produzione di
impasti con madre acida, in quanto la sua composizione, più ricca di minerali
e vitamine, assicura un gusto più deciso e caratteristico al prodotto finito.
Durante la germinazione il chicco si apre nella parte apicale e il piccolo
germoglio incomincia a crescere e a diventare visibile all'esterno come una
giovane piantina; in questa fase avvengono numerose trasformazioni
biochimiche che trasformano il germoglio in un vero e proprio concentrato di
nutrienti; quando la trasformazione del seme ha raggiunto il giusto grado di
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] sviluppo in termini di tenore proteico, vitaminico e minerale interviene il
processo quindi di essiccazione, che blocca il processo di vita del germoglio
per evitare che consumi quanto ha prodotto. Quindi ogni chicco è diventato
una potente riserva di nutrienti nobili e il gusto si arricchisce della
freschezza e della dolcezza del seme che è tornato a rinascere. Nel
processo di germinazione controllata aumenta la presenza di proteine, di
amminoacidi essenziali e di vitamine, i carboidrati complessi si
trasformano in zuccheri semplici (destrine e maltosio), si moltiplicano
vitamine e minerali utili e gli elementi enzimatici si attivano, riducendo in
modo consistente le sostanze antinutrizionali eventualmente presenti. La
germinazione avviene a condizioni di umidità e temperature controllare e
monitorate di continuo, al fine di garantire sempre la costanza del prodotto
finale.
Per il processo di germinazione controllato stiamo valutando come i diversi
binomi di tempo / temperatura possano incidere sul miglioramento della
biodisponibilità degli elementi nutrizionali essenziali come minerali e vitamine.
Sono state studiate diverse condizioni operative:
- MACERO rappresenta la parte iniziale del processo di germinazione,
prevede che il chicco di grano venga bagnato con acqua addolcita, per
permettere
l’idratazione
dell’endosperma
e
quindi
l’attivazione
dell’embrione. La scelta della temperatura dell’acqua e la tipologia di
acqua stessa con la quale il grano viene bagnato, cambia notevolmente
il risultato finale della germinazione. Infatti dalla ricerca emerge che le
migliori condizioni di tempo e temperatura per bagnare il grano sono
essenzialmente due:
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] - Temperatura controllata dei chicchi bagnati a 22°C per 22 ore
- Temperatura controllata dei chicchi bagnati 25°C per 20 ore
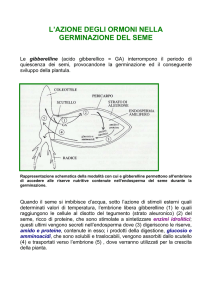
Dalla ricerca condotta, è stato dimostrato che anche la tipologia di acqua
incide sulla biodisponibilità e miglioramento delle performance di sviluppo del
prodotto finito. Dallo studio condotto l’acqua addolcita è risultata quella che
sembrerebbe che meglio si adatti alle esigenze di miglioramento nutrizionale
e di performance lievitative, ricercate.
Fig. 5 Chicco di grano dopo 8 ore dalla bagnatura con acqua addolcita www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Fig. 6 Chicco di grano dopo 18 ore dalla bagnatura con acqua addolcita Alla fase di macero, il processo prevede la fase di GERMINAZIONE
ASSISTITA. La ricerca ha previsto l’individuazione delle migliori condizioni di
tempo e temperatura per garantire la massima concentrazione possibile di
minerali e vitamine. Le condizioni analizzate hanno previsto diverse
combinazioni di tempo / temperatura:
- Germinazione controllata a 14°C per 2 gg
- Germinazione controllata a 16°C per 2 gg
- Germinazione controllata a 14°C per 4 gg
- Germinazione controllata a 16°C per 4 gg
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Le condizioni operative validate hanno avuto come obiettivo l’individuazione
del momento di massima espressione delle dinamiche e modifiche del seme,
per garantire l’efficacia sia nutrizionale che di performance di sviluppo. La
germinazione assistita è un processo grazie al quale un seme riacquista vita
in un ambiente umido purificato da un processo naturale di fermentazione,
ovvero è di nuovo in grado di produrre una nuova pianta capace, a sua volta,
di produrre dei semi; per quanto riguarda i cereali questo procedimento è
possibile solo se i semi sono integri e non raffinati. Con la germinazione i
carboidrati complessi vengono trasformati in zuccheri semplici e gli elementi
enzimatici si attivano. Il processo di germinazione innesca il programma
genetico del seme, che si attiva per dare vita a numerose reazioni
biochimiche che, a loro volta, portano le sostanze nutritive ad uno stato di
migliore digeribilità e si moltiplicano vitamine e minerali.
Questa germinazione controllata sembra determinare quindi:
• maggior quantità di zuccheri semplici che agevolano l’attività
fermentativa durante i processi di lievitazione naturale
• adeguato contenuto di amilasi in grado di migliorare l’attività
fermentativa dei lieviti
• esaltazione del gusto con profumi e sapori più delicati e caratteristici
• elevata biodisponibilità di vitamine e minerali liberati dal processo di
germinazione controllato.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Fig. 7 Chicco di grano tenero dopo 24 ore dalla bagnatura con acqua addolcita, germinazione avviata Fig. 8 Chicco di grano tenero dopo 24 ore dalla bagnatura con acqua addolcita, germinazione avviata www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Segue la fase di STABILIZZAZIONE TERMICA, condotta a basse
temperature, al fine di preservare le caratteristiche nutrizionali di minerali e
vitamine biodisponibili. L’obiettivo della stabilizzazione è quella di bloccare la
germinazione nel momento di massima concentrazione di nutrienti, portando
le sostanze nutritive ad uno stato di migliore digeribilità, riducendo le
sostanze antinutritive e di garantire, dopo macinazione, le migliori
performance di sviluppo in lievitazione. Infatti quando gli embrioni hanno
prodotto una quantità sufficiente di diastasi, si deve interrompere la loro
attività perché, se continuassero a svilupparsi, assimilerebbero tutte quelle
sostanze alimentari di riserva con tenute nei semi. È questo il punto più
delicato del processo, che soltanto i tecnici esperti sanno regolare con
sicurezza. La germinazione si arresta per mezzo di un primo essiccamento,
all'aria libera a cui segue un essiccamento più completo. L’obiettivo delle
diverse condizioni operative analizzate è quello di garantire il blocco del
germoglio, lasciando inalterate le diastasi.
La stabilizzazione permette di conservare molto più a lungo la riserva
nutrizionale della farina che ne deriva dopo macinazione, con la possibilità di
impastarli con le farine di grano tenero per migliorare in termini di gusto e di
profilo nutrizionale ed anche di utilizzare le loro caratteristiche tecnologiche
per potenziare naturalmente le prestazioni dell'impasto nella fase della
lievitazione e cottura.
La prerogativa essenziale dell’essiccazione è quella di interrompere la
germinazione e le relative reazioni biochimiche per preservare nel tempo le
caratteristiche di idoneità igienico sanitarie del prodotto.
A questa fase segue la macinazione ad umido mediante molino a pietra con
ottenimento di una farina innovativa con un tenore di umidità pari a 16 – 18%.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Queste farine sono prodotte seguendo il metodo di una volta, i grani vengono
macinati per mezzo di un mulino a pietra dove il grano vi passa attraverso e
viene schiacciato. Con la molitura a pietra la lavorazione del cereale avviene
più lentamente (le farine nella lavorazione non si surriscaldano), il germe
(ossia la parte nutritiva del chicco) rimane intatto preservando al meglio le
caratteristiche organolettiche. I grani vengono trasformati in farina mediante
l’ausilio di molini a pietra selezionati rigorosamente, Il motivo è dovuto al fatto
che il processo di molitura a pietra, rispetto a quello industriale, riesce a
preservare le proprietà lipidovitaminiche delle farine, grazie alla ridotta
velocità di macinatura che ne evita il surriscaldamento e ne che preserva il
germe di grano all’interno del chicco.
La scarsa velocità della ruota mobile mantiene bassa la temperatura durante
la molitura e fa si che la farina non corra alcun rischio di “cottura”,
preservandone al meglio le caratteristiche organolettiche. Il germe e gli oli
essenziali del chicco di grano s’impastano con la parte amidacea dando alla
farina una colorazione sul bianco avorio con punteggiature beige scuro: si
garantiscono profumi più complessi, maggior gusto e conservazione di molte
proprietà benefiche presenti nel grano. In seguito vi è la raffinazione
(abburattamento): la farina esce dalle macine ed entra in un cilindro di stoffa
dove per sbattimento viene fatta la separazione della crusca e del cruschello.
Nel mulino a cilindri tradizionale il chicco viene sfogliato a partire dagli strati
più esterni fino a quelli interni, sfogliando praticamente il chicco e arrivando
ad una depurazione molto profonda che impoverisce la farina, peraltro già
scioccata dal surriscaldamento dell’alta velocità di macinazione. Quindi, il
mulino a pietra, per quanto possa macinare il grano più o meno finemente
non produrrà mai una farina raffinatissima tipo 00 ma sempre una tipo 0, 1 e
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] 2: una farina cioè non bianchissima e non perciò impoverita di sostanze
importanti come proteine, vitamine (B1,B2,PP, B6) magnesio,calcio, e altri
sali minerali. Dalla macinazione ed abburattamento si ottiene una farina di
grano tenero tipo “0” nuova ricca di enzimi, Sali minerali, vitamine e germe
che presenta però valori di umidità pari al 16 – 18%. Quindi per rendere
commercializzabile la farina e garantire quindi anche le migliori condizioni di
conservabilità nel tempo della farina stessa subisce un trattamento termico
fino ad arrivare ad avere umidità pari a 12 – 13%. Questa stabilizzazione a
basse temperature, determina una parziale pregelatinizzazione degli amidi
che consente di modificare alcune caratteristiche reologiche degli impasti,
garantendo dei risultati più performanti e quindi migliori capacità di lievitazioni
e spinta in forno.
FLOW CHART SELEZIONE DI VARIETA’ DI GRANO TENERO AVVIO DELLA GERMINAZIONE MEDIANTE TEMPERATURE ED UMIDITA’ CONTROLLATE STABILIZZAZIONE TERMICA MACINAZIONE A PIETRA SOTTOPRODOTTI DA ABBURATTAMENTO FARINA AD ALTO TASSO DI UMIDITA’ ESSICCAZIONE CONFEZIONAMENTO E STOCCAGGIO www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Lo studio ha dimostrato che la germinazione assistita sembra migliorare le
proprietà nutrizionali, funzionali e di gusto dei cereali, che permangono anche
dopo la stabilizzazione con aria calda e l’eventuale macinazione in forma di
sfarinati.
Le prove condotte in fase di messa a punto del processo hanno evidenziato
una maggiore disponibilità di vitamine (come l'acido folico), di minerali
dializzabili (come calcio e ferro) e di fibre alimentari. Nello stesso tempo la
germinazione ha conferito un sapore più dolce e delicato che si ritrova anche
dopo la cottura degli impasti. Ulteriore punto di forza dei cereali germinati è
stato il conseguente aumento della presenza di enzimi naturali, quali le
amilasi e le proteasi. Questi enzimi sembrano conferire al prodotto ottenuto la
capacità di potenziare naturalmente i fenomeni di maturazione e di sviluppo
in volume degli impasti.
PROVE DI IMPASTO E COTTURA
La farina ottenuta dal chicco a germinazione controllata è stata sottoposta a
prove di impasto e cottura per valutare le performance durante le fasi di
lievitazione. Sono state realizzate diverse prove di impastamento idratando a
diverse % di acqua:
- idratazione al 55% con 3% olio extravergine di oliva, 1,5% sale e 0,3%
lievito di birra fresco
- idratazione al 57% con 3% olio extravergine di oliva, 1,5% sale e 0,3%
lievito di birra fresco
- idratazione al 59% con 3% olio extravergine di oliva, 1,5% sale e 0,3%
lievito di birra fresco
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] L’obiettivo è stato quello di verificare il diverso comportamento degli impasti
ottenuti, a diverse idratazioni e diverse condizioni di lievitazione. Infatti gli
impasti realizzati con idratazioni più basse, hanno tempi di lievitazione e
maturazione più lunghi, rispetto invece a idratazioni più alte, che garantiscono
anche una maggior evidenza di incremento delle performance in lievitazione
e cottura.
Fig. 9 impasto dopo puntata e formatura panetto, ottenuto con idratazione al 59% La fase di lievitazione ha previsto una puntata di circa 30 minuti degli impasti
ottenuti, una lievitazione a temperatura ambiente di 1 ora e successivo
proseguo della fase di maturazione/lievitazione in cella frigo a 4°C, a diverse
condizioni operative:
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] - lievitazione a 4°C per 18 ore
- lievitazione a 4°c per 24 ore
- lievitazione a 4°C per 36 ore
Tutti gli impasti usciti dalla cella frigo hanno confermato, dopo 3 ore di
lievitazione a temperatura ambiente, una buona estensibilità, senza strappi
della pasta e senza fenomeno di ovalizzazione. La prova di cottura è stata
realizzata a diverse condizioni operative:
- cottura in forno elettrico a 300°C per 3 minuti
- cottura in forno elettrico a 350°C per 2 minuti
- cottura in forno a legna a 430°C per 50 secondi
Le diverse condizioni operative hanno dimostrato come le performance
lievitative del prodotto siano evidenti anche alle diverse condizioni di cottura,
sembrando quindi validare il percorso di ricerca implementato dal Gruppo. Di
particolare importanza, oltre all’elevato sviluppo e spinta in forno dell’impasto,
risulta essere la colorazione della crosta che diventa più accentuata, proprio
per l’elevata disponibilità di zuccheri semplici e la maggior disponibilità di
attività diastatica nella farina.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Fig. 10 prodotto finito dopo lievitazione in cella frigo per 24 ore a 4°C e cottura a 350°C per 2 minuti
Anche una valutazione sensoriale dei test condotti adoperando farine
ottenute dalla germinazione assistita, sembrano confermare oltre che un
miglioramento delle performance sia di lievitazione che cottura degli impasti,
anche un sapore, odore e colore migliorati rispetto agli impasti tradizionali,
confermando il percorso di ricerca ed innovazione che il Gruppo sta
perseguendo.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Bibliografia
Descrivere reazione di Maillard
Per reazione di Maillard si intende una serie complessa di fenomeni che avviene a seguito
dell'interazione con la cottura di zuccheri e proteine. I composti che si formano con queste
trasformazioni sono bruni e dal caratteristico odore di crosta di pane appena sfornato. Le
reazioni sono piuttosto complesse ed eterogenee ma attraverso la formazione di un
intermedio (composto di Amadori) si formano diverse sostanze quali le melanoidine
dall'odore e dal colore caratteristico. Spesso è grazie a questi composti che preferiamo un
prodotto da forno piuttosto che un altro: siamo attratti dal colore marrone bruno ma non
tanto dal giallino/bianco che interpretiamo come non abbastanza cotto o dal marrone
molto scuro/nero che interpretiamo come bruciato.
Come spesso accade nel mondo delle tecnologie alimentari, è il binomio tempo e
temperatura a condizionare maggiormente l'aspetto e il gusto del prodotto.
La reazione può essere suddivisa in tre fasi principali.
Prima fase
È caratterizzata dalla formazione di una base di Schiff tramite reazione del carbonio
carbonilico dello zucchero con un gruppo amminico di un amminoacido, con la
conseguente formazione di una glicosilammina. Questa successivamente subisce un
riarrangiamento dei doppi legami che porta alla formazione di un composto di Amadori o di
Heyns a seconda che lo zucchero sia rispettivamente un aldoso o un chetoso. Il
riarrangiamento di Amadori-Heyns è catalizzato dagli acidi. Data la stabilità di questi
intermedi, in alcuni prodotti fra cui il latte sterilizzato, essi possono rappresentare i prodotti
terminali della reazione di Maillard. Dal punto di vista delle caratteristiche organolettiche, in
questa fase non si ha la formazione di composti colorati o profumati. Tuttavia la
disponibilità di amminoacidi essenziali come la lisina risulta già compromessa.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Seconda fase
In questa fase si possono avere un gran numero di reazioni che sono influenzate da fattori
come la temperatura e il pH. Le reazioni sono difficili da studiare e descrivere, tuttavia si
distinguono alcuni percorsi principali che sono:
1) formazione di composti dicarbonilici: i composti di Amadori possono enolizzare
formando composti alfa-dicarbonilici, i quali a loro volta possono ciclizzare (in condizioni di
basse temperature e pH acido, è favorita la disidratazione e la formazione di composti
eterociclici come le aldeidi eterocicliche derivate dal pirrolo e del furano, furfurolo e
idrossimetilfurfurolo); scindersi (reazione tipica della forma 2,3 dicarbonilica, ad alte
temperature e in ambiente meno acido si formano composti carbonilici e dicarbonilici a
basso peso molecolare come l'aldeide piruvica); oppure possono reagire con altri
composti come gli amminoacidi liberi - reazione di Strecker - formando CO2, aldeidi
caratteristiche e alfa-amminocarbonili particolarmente reattivi che possono reagire
producendo per esempio pirazine per condensazione. Da questi processi si ottengono i
composti responsabili dell'aroma degli alimenti cotti. Questi composti sono semplici come:
ammoniaca e acido solfidrico; e composti più complessi come quelli eterociclici (derivati
pirimidinici, ossazolo, tiazolici, pirazinici).
2) disidratazione drastica di vari composti della prima fase.
3) scissione di vari composti formatisi nella prima fase, la reazione è favorita dalle alte
temperature e produce composti carbonilici e dicarbonilici a basso numero di atomi di
carbonio come l'aldeide glicerica e piruvica.
Terza fase
In questa fase, l'ultima, si ha il più alto grado di imbrunimento possibile per l'alimento. Si
formano a questo stadio le melanoidine, sostanze colorate in giallo-bruno, a contenuto di
azoto variabile poiché possono derivare da composti diversi, ad alto peso molecolare ed
insolubili. A questa fase si giunge dopo che le molte specie a basso peso formatesi nelle
due fasi precedenti, reagiscono tra loro; ad esempio per condensazione di aldeidi e
chetoni. Le melanoidine sono responsabili del colore bruno della crosta dei prodotti da
forno.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Figura 2: schema di formazione di composti durante la reazione di Maillard Fattori che influiscono sullo sviluppo della reazione di Maillard
La reazione è influenzata:
-
dalla natura e dalla concentrazione dei reagenti;
-
dal pH: valori basici di pH favoriscono la reazione, la reazione è più veloce per pH
leggermente superiori a 7;
-
dalla temperatura: influisce ovviamente sulla velocità di reazione. Inoltre, e
soprattutto, la reazione avviene per temperature superiori ai 140 °C.[1] Attenzione
poi a non superare i 180 °C per evitare di bruciacchiare le vivande, in quanto
superando i 200 °C circa, cominciano a formarsi i benzopireni, composti di
colorazione scura (tendente al nero)
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] Descrizione degli enzimi
Un enzima è una macromolecola complessa di natura proteica che funge da catalizzatore
di reazioni chimiche, ovvero favorisce ed accelera il compimento di reazioni all’interno di
una cellula, che altrimenti avverrebbero in tempi troppo lunghi. Agisce abbassando
l’energia di attivazione della reazione. E’ composto l’enzima da numerosi amminoacidi
disposti secondo una sequenza ben specifica che ne determina la struttura e di
conseguenza la funzione stessa dell’enzima.
In questo processo di germinazione gli enzimi più importanti sono le amilasi. Le amilasi
sono enzimi che attaccano l’amido rompendo la sua molecola in molecole più semplici
(maltosio, glucosio, destrine). Gli zuccheri semplici che vengono liberati dalla
degradazione dell’amido vengono facilmente utilizzati dai lieviti nel corso della
fermentazione e sono inoltre responsabili della colorazione del prodotto nel corso della
cottura. Le amilasi possono essere di due tipi.
Alfa amilasi
L’alfa amilasi è un enzima che idrolizzando l’amido, produce maltodestrine e zuccheri
semplici che vengono utilizzati dai lieviti per la fermentazione. Le α-amilasi sono di origine
sia vegetale sia animale; le prime si trovano soprattutto nei semi, le seconde nella saliva e
nel succo pancreatico dei mammiferi, nell’intestino dei pesci ecc.; ne sono note molte di
origine batterica e fungina. Agiscono in qualsiasi punto della molecola, producendo
oligosaccaridi a basso peso molecolare che possono, a loro volta, fungere da substrato.
Un obiettivo quindi dell’aggiunta dell’alfa amilasi è quella di accelerare la lievitazione.
L’ enzima alfa-amilasi è presente negli strati esterni del germe di grano. Il parametro che
può essere valutato per analizzare questi aspetti è il “Falling number, FN” (indice di
caduta).
Valore del FALLING NUMBER (FN, indice di caduta) :
•
FN > 380 attivita’ alfa amilasica molto debole
•
250 < FN < 380 attivita’ “normale”
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected] •
FN < 250 attivita’ molto elevata
L’alfa amilasi è abbastanza termostabile, in quanto resiste fino a 70°C, ha un Ph ottimale
di 4,5 e viene rapidamente inattivato a Ph 3,3 – 4,0.
Beta amilasi
L’enzima attacca i legami ossia determina l'idrolisi dei legami (1→4)-α-D-glucosidici nei
polisaccaridi, rimuovendo di fatto le unità di maltosio dalle estremità non riducenti delle
catene (le quali appunto costituiscono l'amido). Nella cariosside la Beta amilasi è legata
alla glutenina e quindi insolubile fino a che non si instaura la germinazione. Con la
germinazione l’attività della Beta amilasi aumenta per la liberazione dell’enzima ad opera
delle proteasi e disolfuro riduttasi. L’enzima a 70°C perde la metà della sua attività, ha un
Ph ottimale da 5,2 a 5,3 e rimane stabile in un intervallo di Ph che va da 4,5 a 9,2.
www.locontenaturalimenti.it-­‐-­‐-­‐-­‐[email protected]