Il controllo statistico di processo
Torino, 02 ottobre 2012
Relatrice: Monica Lanzoni
IL CONTROLLO STATISTICO DI PROCESSO
QUALITÀ
QUALITÀ DI
DI UN
UN PRODOTTO:
PRODOTTO:
l'adeguatezza
l'adeguatezzadel
delmedesimo
medesimoall'uso
all'usoper
perililquale
quale
èèstato
statorealizzato
realizzato
CONTROLLO
CONTROLLO STATISTICO
STATISTICO DI
DI PROCESSO
PROCESSO (SPC):
(SPC):
Applicazione
Applicazionedi
ditecniche
tecnichestatistiche
statisticheper
percomprendere
comprendereed
ed
analizzare
analizzarela
lavariabilità
variabilitàdi
diun
unprocesso
processoal
alfine
finedi
di
verificare
verificarequanto
quantoililprodotto
prodottofinito
finitosia
siaconforme
conformealla
alla
qualità
qualitàattesa
attesaeedi
diidentificare
identificareprecocemente
precocementeanomalie
anomalie
nel
nelprocesso
processodi
diproduzione
produzionestandard
standard
IL CONTROLLO STATISTICO DI PROCESSO
ESEMPIO
ESEMPIO
PRODUZIONE
PRODUZIONEDI
DICONCENTRATI
CONCENTRATIERITROCITARI
ERITROCITARISTANDARD
STANDARD
a
QUALITÁ
QUALITÁATTESA
ATTESA(D.M.
(D.M.03/03/05
03/03/05eeRacc.
Racc.europea
europeaR(95)15,
R(95)15,16
16aed
ed))
ematocrito:
ematocrito:65-75%
65-75%
contenuto
emoglobina:
contenuto emoglobina:≥≥43g
43g
emolisi:
<
0,8%
emolisi: < 0,8%
volume:
volume:280
280±±50
50mL
mL
Il controllo statistico di processo dovrà:
avere come variabili di interesse le quattro caratteristiche
sopra riportate;
analizzare se la variabilità delle caratteristiche riscontrata
è compatibile con i valori definiti dalla normativa.
IL CONTROLLO STATISTICO DI PROCESSO
MODELLAMENTO
MODELLAMENTODELLA
DELLAVARIABILITÁ
VARIABILITÁDELLE
DELLECARATTERISTICHE
CARATTERISTICHE
forma
formadella
dellacurva
curva
modello
modellodistributivo
distributivo
media
media(µ)
(µ) eescarto
scartoquadratico
quadraticomedio
medio(σ)
(σ)
parametri che
definiscono la
distribuzione
IL CONTROLLO STATISTICO DI PROCESSO
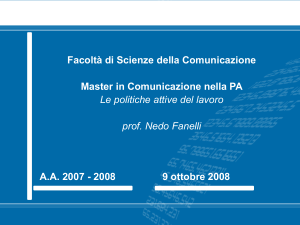
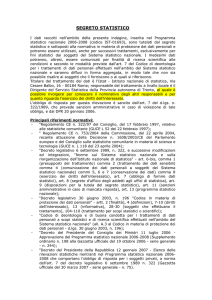
La
Laforma
formadella
delladistribuzione
distribuzioneèèla
lastessa
stessa(sezione
(sezionedi
di“campana”),
“campana”),ma
ma
la
media
delle
femmine
è
inferiore
a
quella
dei
maschi
e
la media delle femmine è inferiore a quella dei maschi e la
la
variabilità
delle
femmine
(quanto
la
curva
è
“schiacciata”
ovvero
variabilità delle femmine (quanto la curva è “schiacciata” ovvero i i
valori
valori sono
sono dispersi
dispersi intorno
intorno alla
alla media)
media) èè inferiore
inferiore aa quella
quella dei
dei
maschi
lo
stesso
modello
distributivo
(forma
a
campana
del
maschi lo stesso modello distributivo (forma a campana del
modello
modello normale)
normale) descrive
descrive ilil sottoinsieme
sottoinsieme dei
dei maschi
maschi ee delle
delle
femmine
femmine in
in funzione
funzione del
del valore
valore dei
dei parametri
parametri media
media ee scarto
scarto
quadratico
medio
di
maschi
e
femmine.
quadratico medio di maschi e femmine.
IL CONTROLLO STATISTICO DI PROCESSO
SCHEMA
SCHEMALOGICO
LOGICODELLE
DELLEFASI
FASIDEL
DELCONTROLLO
CONTROLLO
Implementazione di un processo che abbia determinate
caratteristiche (distribuzione dei prodotti definita e con
relativi parametri)
Analisi dei prodotti finiti, misurandone le caratteristiche, e
verifica che il prodotto sia conforme al processo teorico che
deve generarlo
Se la distribuzione dei prodotti è diversa da quella teorica o
con valori nei parametri (media, variabilità,...) che non
consentono di rispettare i criteri di tollerabilità fissati a
priori, il processo non è idoneo a produrre i prodotti attesi ed
è quindi FUORI CONTROLLO.
IL CONTROLLO STATISTICO DI PROCESSO
STATISTICA
STATISTICADESCRITTIVA
DESCRITTIVA--ISTOGRAMMA
ISTOGRAMMA
Range
Range=
=max-min
max-min
N
N=
=numero
numerodi
diosservazioni
osservazioni
KK=
=numero
numerodi
diclassi
classiin
incui
cuiraggruppare
raggruppareiidati
dati p.e.
p.e.
N
Studio
della
FORMA
del grafico
IL CONTROLLO STATISTICO DI PROCESSO
Studio
della
TENDENZA
CENTRALE
Processo
centrato
Processo
posizionato
troppo in
alto
Processo
posizionato
troppo in
basso
Studio
della
DISPERSIONE
Processo
entro i
limiti di
tolleranza
Processo che
deve essere
centrato sui
limiti di
tolleranza
Processo
centrato ma
troppo
variabile
IL CONTROLLO STATISTICO DI PROCESSO
STATISTICA
STATISTICAINFERENZIALE
INFERENZIALE––CAMPIONAMENTO
CAMPIONAMENTOEEREGOLE
REGOLE
DECISIONALI
PER
ACCETTAZIONI
DI
LOTTI
DECISIONALI PER ACCETTAZIONI DI LOTTI
Il campionamento di accettazione ed i piani per eseguirlo
combinano le informazioni ottenute da un sottoinsieme di
prodotti ottenuti in condizioni di processo omogenee (LOTTO)
con dei criteri decisionali definiti su base statistica per verificare
la NON INFERIORITA’ del processo rispetto a quello teorico:
bassa probabilità (ad es. < 5%) di ritenere un processo non
conforme sulla base di un campione che mostra un elevato
numero di difettosi solo per effetto del caso (errore di tipo I:
dichiaro il processo non conforme quando lo è);
alta probabilità (ad es. > 80%) di individuare un processo
che è realmente non conforme (errore di tipo II: dichiaro il
processo conforme quando non lo è: nel nostro esempio, con
probabilità del 20%)
IL CONTROLLO STATISTICO DI PROCESSO
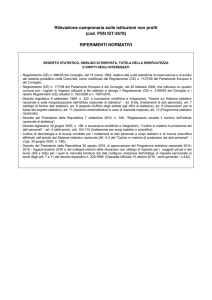
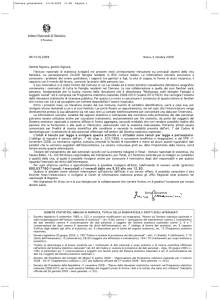
I rischi di tipo I e II servono per calcolare la dimensione
campionaria tenendo conto della distribuzione della variabile
di interesse se il processo e’ in controllo (H0) rispetto ad una
deviazione del processo (H1)
0.5
H1
H0
0.4
0.3
0.2
0.1
α/2
(1-α)
0
β
α/2
(1-β)
IL CONTROLLO STATISTICO DI PROCESSO
PIANO
PIANODI
DICAMPIONAMENTO
CAMPIONAMENTO
Insieme di operazioni che portano a:
definire la popolazione obiettivo nella rilevazione statistica (es.
contenuto medio di emoglobina di tutte le sacche di
concentrati eritrocitari producibili dal processo);
definire le unità campionarie (es.
eritrocitari prodotte giornalmente);
sacche
di
concentrati
calcolare la dimensione del campione;
definire il metodo o procedimento di campionamento.
Il
Ilcalcolo
calcolodella
delladimensione
dimensionedel
delcampione
campioneed
edililprocedimento
procedimento
di
dicampionamento
campionamentodipendono
dipendonodal
daltipo
tipodi
dicaratteristica
caratteristicache
chesi
si
pone
ponesotto
sottocontrollo
controlloeedalla
dallasua
suavariabilità,
variabilità,nonché
nonchédal
dal
numero
numerodi
diunità
unitàche
cheililprocesso
processoproduce
produce
IL CONTROLLO STATISTICO DI PROCESSO
RAPPRESENTATIVITÁ
RAPPRESENTATIVITÁDEI
DEICAMPIONI
CAMPIONI
Un campione, per essere rappresentativo, dovrebbe contenere
unità prodotte in tutte le condizioni che si verificano nel processo
CAMPIONAMENTO
CAMPIONAMENTOCASUALE
CASUALESEMPLICE:
SEMPLICE:
Costruire
Costruire la
la lista
lista con
con numerazione
numerazione progressiva
progressiva delle
delle unità
unità prodotte
prodotte
nell’unità
di
tempo
considerata
per
il
controllo
(giorno,
settimana,
nell’unità di tempo considerata per il controllo (giorno, settimana,
mese,
mese,...);
...);
Estrarre
Estrarrecasualmente
casualmentei inumeri
numeridi
dilista.
lista.
CAMPIONAMENTO
CAMPIONAMENTOCASUALE
CASUALESISTEMATICO
SISTEMATICO
Costruire
Costruire la
la lista
lista con
con numerazione
numerazione progressiva
progressiva delle
delle unità
unità prodotte
prodotte
nell’unità
nell’unitàdi
ditempo
tempoconsiderata
considerataper
perililcontrollo;
controllo;
Dividere
Dividere la
la numerosità
numerosità della
della lista
lista per
per la
la dimensione
dimensione del
del campione
campione
desiderata
passo
di
campionamento;
desiderata passo di campionamento;
Estrarre
Estrarrecasualmente
casualmenteun
unnumero
numerodi
dilista;
lista;
Campionare
le
unità
dalla
lista
aggiungendo
Campionare le unità dalla lista aggiungendo al
al numero
numero di
di cui
cui al
al
punto
precedente
il
passo
di
campionamento
fino
a
raggiungimento
punto precedente il passo di campionamento fino a raggiungimento
della
dellanumerosità
numerositàcampionaria.
campionaria.
IL CONTROLLO STATISTICO DI PROCESSO
CAMPIONAMENTO
CAMPIONAMENTOSTRATIFICATO
STRATIFICATO
Nel
Nelcaso
casosi
siconoscano
conoscanovariabili
variabiliche
chepossono
possonoinfluenzare
influenzareililvalore
valore
della
variabile
d’interesse,
la
rappresentatività
è
maggiormente
della variabile d’interesse, la rappresentatività è maggiormente
garantita
garantitasuddividendo
suddividendole
leunità
unitàcampionarie
campionariein
insottogruppi
sottogruppi
omogenei
(strati)
rispetto
alle
variabili
di
cui
si
vuol
omogenei (strati) rispetto alle variabili di cui si vuoltener
tenerconto
contoee
definendo
definendopoi
poila
lanumerosità
numerositàcampionaria
campionariaentro
entroogni
ognistrato
strato
(es.
(es.Emoglobina
Emoglobinain
inmaschi
maschieefemmine).
femmine).
IL CONTROLLO STATISTICO DI PROCESSO
STRUMENTI
STRUMENTIDI
DICONTROLLO
CONTROLLOINDICATI
INDICATINELLA
NELLARACC.
RACC.EUROPEA
EUROPEA
a
R(95)15,
Ed.::CARTE
CARTEDI
DICONTROLLO
CONTROLLO
R(95)15,16
16aEd.
Si
Si vuole
vuole attuare
attuare un
un monitoraggio
monitoraggio della
della variabilità
variabilità (la
(la fluttuazione
fluttuazione
dei
valori
misurati
attorno
alla
media)
del
processo
produttivo.
dei valori misurati attorno alla media) del processo produttivo.
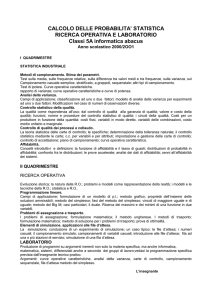
Le
Le carte
carte di
di controllo
controllo sono
sono rappresentazioni
rappresentazioni grafiche
grafiche che
che descrivono
descrivono
l’andamento
l’andamento di
di una
una certa
certa variabile
variabile informativa
informativa sulla
sulla qualità
qualità di
di un
un
prodotto
prodottoin
infunzione
funzionedel
deltempo
tempo. .
CL
=valore desiderato quando il
processo è in
controllo
UCL = limite sup. di
controllo
LCL = limite inf. di
controllo
IL CONTROLLO STATISTICO DI PROCESSO
IIlimiti
limitiinferiori
inferiorieesuperiori
superioridella
dellacarta
cartadi
dicontrollo
controllosono
sonocalcolati
calcolati
in
in base
base aa una
una distribuzione
distribuzione di
di frequenza
frequenza teorica
teorica che
che cambia
cambia in
in
funzione
funzione del
del tipo
tipo di
di dati
dati che
che vengono
vengono analizzati
analizzati (gaussiana,
(gaussiana,
Poisson,
binomiale,
…)
Poisson, binomiale, …)
In
In generale,
generale, per
per costruire
costruire una
una carta
carta possiamo
possiamo seguire
seguire la
la
seguente
semplice
regola
(indicando
con
W
una
statistica
seguente semplice regola (indicando con W una statistica
campionaria
campionariagenerica)
generica)::
CL
CL==media
mediadi
di[W]
[W]
UCL
UCL==media
mediadi[W]
di[W]++33(Varianza
(Varianzadi
di[W]
[W]))½
½
LCL
LCL==media
media[W]
[W]––33(Varianza
(Varianzadi[W])
di[W])½
½
Una
Unavolta
voltacostruita
costruitala
lacarta
cartadi
dicontrollo,
controllo,sulla
sullabase
basedi
didati
datistorici
storici
oodi
dati
raccolti
in
fase
di
convalida
del
processo,
si
inseriranno
di dati raccolti in fase di convalida del processo, si inseriranno
in
in essa
essa i i valori
valori rilevati
rilevati sui
sui campioni.
campioni. Analizzando
Analizzando gli
gli andamenti
andamenti
dei
dei risultati
risultati campionari
campionari si
si verificherà
verificherà che
che questi
questi non
non presentino
presentino
delle
sistematicità
(pattern).
delle sistematicità (pattern).
IL CONTROLLO STATISTICO DI PROCESSO
STRUMENTI
STRUMENTIDI
DICONTROLLO
CONTROLLOINDICATI
INDICATINELLA
NELLARACC.
RACC.EUROPEA
EUROPEA
a
R(95)15
Ed.::SCAN
SCANSTATISTIC
STATISTIC
R(95)1516
16aEd.
Tutte le osservazioni dei CQ vengono suddivise in blocchi di m
osservazioni consecutive (finestra). In ogni finestra (window)
viene indicato il n° massimo di prodotti non conformi
compatibile con l’ampiezza della finestra e predefinita potenza
di individuazione di processo fuori controllo e tolleranza.
IL CONTROLLO STATISTICO DI PROCESSO
STRUMENTI
STRUMENTIDI
DICONTROLLO
CONTROLLOINDICATI
INDICATINELLA
NELLARACC.
RACC.EUROPEA
EUROPEA
a Ed. : DISTRIBUZ. BINOMIALE PER VARIABILI
R(95)15
16
a
R(95)15 16 Ed. : DISTRIBUZ. BINOMIALE PER VARIABILI
DICOTOMICHE
DICOTOMICHE
Si consideri la produzione effettuata in un determinato periodo
di tempo in cui si presuppone che il processo produttivo sia
omogeneo (in termini produttivi possiamo assimilare questa
produzione ad un lotto). Avendo stabilito il livello di conformità
atteso della produzione ed il livello di confidenza associato alle
risultanze del controllo campionario che effettueremo, è
possibile determinare l’ampiezza del campione associata al
numero di non conformità riscontrabili nello stesso che mi
portano ad accettare la qualità del lotto medesimo.
IL CONTROLLO STATISTICO DI PROCESSO
STRUMENTI
STRUMENTIDI
DICONTROLLO
CONTROLLOINDICATI
INDICATINELLA
NELLARACC.
RACC.EUROPEA
EUROPEA
a Ed. : DISTRIBUZ. BINOMIALE PER VARIABILI
R(95)15
16
a
R(95)15 16 Ed. : DISTRIBUZ. BINOMIALE PER VARIABILI
DICOTOMICHE
DICOTOMICHE
Ci si pone dunque nella condizione di voler verificare con un
dato livello di probabilita’ (es. 95%) che il processo produttivo
abbia una qualita’ NON inferiore ad una determinata
proporzione (es. 95%, 90% o 75% di prodotti non difettosi).
IL CONTROLLO STATISTICO DI PROCESSO
IL CONTROLLO STATISTICO DI PROCESSO
CONTROLLO
CONTROLLODEL
DELPROCESSO
PROCESSOIN
INCONTINUO
CONTINUO
Nel caso di bassi volumi di produzione, il concetto di lotto
scompare ed è più corretto impostare il controllo di qualità
non applicato ad una popolazione finita (lotto) ma in
continuo sul processo stesso per valutarne la stabilità.
Scomparendo il concetto di lotto, anche il concetto di
numerosità campionaria fissa diventa inapplicabile.
Il concetto alla base del controllo continuo è che il livello
di qualità del processo porta ad una certa frequenza di
prodotti difettosi e, di conseguenza, maggiore è la qualità
e maggiore sarà la lunghezza di prodotti conformi
consecutivi con questo tipo di controllo, si valuta la
distribuzione della lunghezza delle sequenze di prodotti
conformi per capire il grado di difettosità del processo e
quindi la sua idoneità a produrre secondo le specifiche.
IL CONTROLLO STATISTICO DI PROCESSO
SCHEMA
SCHEMABASE
BASEDEL
DELCONTROLLO
CONTROLLODI
DIPROCESSO
PROCESSOIN
INCONTINUO
CONTINUO
Si effettua un controllo al 100% della produzione fino a
quando si ottiene una sequenza senza difettosi di lunghezza i
Realizzata la sequenza i si ritiene che il processo sia validato e
si possa passare ad un controllo campionario in cui si dovrà
controllare una frazione f della produzione in continuo
Quando nella fase campionaria si riscontra un difettoso si
riparte col controllo al 100%
La scelta di i e f dipende dal livello di qualità media risultante
che viene fissato a priori per il processo ed è tabulato in
nomogrammi
IL CONTROLLO STATISTICO DI PROCESSO
IL CONTROLLO STATISTICO DI PROCESSO
IL CONTROLLO STATISTICO DI PROCESSO concetti principali
Definizione di controllo statistico di processo
Modello distributivo di riferimento
Schema logico delle fasi di controllo
Studio della variabilita’ : istogramma
Campionamento e regole decisionali
Carte di controllo
Scann statistic
Controlli di conformita’ (variabile dicotomica conforme si/no)
Controllo del processo in continuo
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
Identificazione del processo da tenere sotto controllo
Processo Produzione di emocomponenti di I livello mediante
scomposizione sangue intero
Output atteso: Concentrati eritrocitari privati del buffy coat in
soluzione additiva
Parametro
Standard
Volume
Da definire in base al sistema utilizzato
(250 ± 50 mL/unità)
Emoglobina
≥43 g/unità
Ematocrito
0,50-0,70/unità
Leucociti residui
≤1,2 x 109 / unità
Emolisi a fine conservazione
<0,8% della massa eritrocitaria/ unità
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
Definizione delle modalita’ attraverso cui saranno verificati i
parametri
Parametro
Modalita’ di controllo
Volume
Bilancia tarata
Emoglobina
App. Automatico
Ematocrito
App. Automatico
Leucociti residui
Citofluorimetro
Emolisi a fine conservazione
Metodo Harboe
Se il campionamento del contenuto della sacca deve essere
effettuato con determinate modalita’ (es. stripping ripetuto del
tubo, quantita’ minima da prelevare per l’effettuazione delle
prove, ecc.) queste devono essere definite in una apposita
istruzione
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
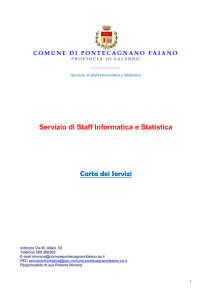
Numero di prodotti da sottoporre a controllo e loro campionamento
N Emazie
concentrate private
del buffy-coat e
risospese in soluz
prodotte 2010
N siti
(COD_UNI)
N medio
mensile
prodotto
nel gruppo
N CQ applicando il criterio conformita’ Si/No
con 95% di confidenza del 95% della
produzione
Con zero
difettosi
Con 1
difettoso
Con 2
difettosi
<200
10
5
CQ totale
CQ totale
CQ totale
200-1000
10
58
38
52
CQ totale
1000-2000
24
131
48
72
92
2001-3000
17
216
52
79
103
3001-4000
25
295
54
83
108
4001-5000
24
378
55
85
111
5001-6000
20
467
56
87
114
6001-7000
19
540
56
87
114
7001-8000
10
633
56
87
115
8001-9000
11
708
57
89
117
9001-10000
6
790
57
89
118
10001-12000
9
891
57
90
119
12001-14000
14
1,088
57
90
119
14001-16000
3
1,260
57
90
119
16001-18000
4
1,413
58
91
121
18001-20000
5
1,581
58
91
121
20001-30000
8
2,089
58
92
122
30001-40000
6
2,833
58
93
123
>40000
4
4,458
59
93
123
PER QUANTO TEMPO
SI PUO’ RITENERE IL
PROCESSO STABILE?
MESE?
ANNO?
59/12 circa 5
U/mese
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
ESTRAZIONE CASUALE SEMPLICE di 54 sacche da circa 300
prodotte nel mese generazione a inizio mese di una lista di 54
numeri casuali (C1,C2,C3…C54) compresi tra 1 e 300 e man mano
che le sacche sono prodotte si sottopongono a controllo quelle che
nella produzione hanno numeri d’ordine Ci.
TEORICAMENTE LA MAGGIOR PARTE DEI CONTROLLI PUO’
RICADERE TUTTA A FINE MESE
ESTRAZIONE CASUALE SISTEMATICA di 54 sacche da circa 300
prodotte nel mese passo di campionamento 6 (circa 300/54)
estrazione casuale di un numero tra 1 e passo di camp.to (es.5)
creazione lista Ci (5,11,17,23…. 287,293,299)
man mano che le sacche sono prodotte si sottopongono a controllo quelle che nella
produzione hanno numeri d’ordine Ci.
CONTROLLI EQUISPAZIATI NEL TEMPO
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
STRATIFICAZIONE DEL CAMPIONE RISPETTO A ELEMENTI
RITENUTI CRITICI CHE SI VOGLIONO TENERE SOTTO CONTROLLO:
es. due centrifughe, tre scompositori
Sep1
Sep2
Sep3
Cf1
% produzione
% produzione
% produzione
Cf2
% produzione
% produzione
% produzione
Suddivisione delle 54 sacche rispetto alle % di produzione (nel caso di stesse
capacita’ produttive degli strumenti 9 (=54/6) sacche per ogni cella la lista
dei campioni del CQ deve essere costruita entro ogni cella.
La numerosita’ entro le celle deve comunque superare un minimo valore per
garantire la potenza statistica, inoltre se vi sono evidenze di diverse
variabilita’ entro le celle puo’ essere necessario rivedere la numerosita’ del
campione totale in funzione di numerosita’ calcolate sulle celle
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
Non appena si riscontra un numero di prodotti non conformi superiore
al limite consentito dovrebbero esserci delle azioni correttive ed
eventualmente una rivalidazione del processo.
Anticipazione dell’allerta tramite SCAN STATISTIC
Dove le numerosita’ di produzione permettono l’applicazione di
questo metodo si ha un guadagno di efficienza del CQ in quanto la
finestra mobile della scan statistic in genere e’ molto inferiore alla
numerosita’ del campione costruito col metodo binomiale e permette
di anticipare lidentificazione di derive del processo.
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
UTILIZZO CARTE DI CONTROLLO
I valori rilevati sulle singole unita’ vengono graficati nelle carte di
controllo preventivamente costruite le carte dovrebbero essere
congruenti al tipo di variabile utilizzata per definire il
campionamento, nel nostro caso dovrebbe essere una carta per
attributi, ma poiche’ per decidere se il prodotto e’ conforme o no si
misurano i valori dei parametri questi possono essere graficati nelle
carte di controllo per quella variabile al fine di verificare anche la
distribuzione dei valori.
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
UTILIZZO CARTE DI CONTROLLO
Qualora ci sia una stratificazione del campione si puo’ analizzare
anche l’andamento nei singoli strati per verificare che controlli che
nel complesso non forniscono pattern siano tali anche dentro gli
strati CONTROLLO DI DERIVE DI ELEMENTI DEL PROCESSO
LA CARTA DI CONTROLLO VIENE COSTRUITA NEL MOMENTO DI
MESSA A PUNTO DEL PROCESSO SULLA BASE DELLE MISURE
EFFETTUATE NELLA FASE DI VALIDAZIONE CHE DEVONO DARE
EVIDENZA CHE IL PROCESSO STESSO RISPONDE ALLE
CARATTERISTICHE RICHIESTE.
LA DEFINIZIONE DEL NUMERO DI PROVE NECESSARIE PER LA
VALIDAZIONE PUO’ POI ESSERE COLLEGATO AL CONTROLLO DI
PROCESSO IN CONTINUO
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
ANALISI DELLA DISPERSIONE
Con i dati raccolti sui controlli si crea un istogramma per valutare la
distribuzione degli stessi e alcuni parametri associati (range, media
varianza) da porre a confronto con il processo teorico che dovrebbe
corrispondere a quello validato
la cumulazione dei dati puo’ avvenire anche per le carte di controllo,
nel caso che il processo non cambi e le validazioni siano volte a
confermare un processo in essere. Se nel tempo si introducono
modifiche sostanziali nel processo (strumentazione, modalita’ di
effettuazione di attivita’ ecc.) I dati dei CQ non possono essere
mischiati con quelli raccolti precedentemente.
IL CONTROLLO STATISTICO DI PROCESSO implementazione pratica
Controllo del processo in continuo
Utilizzando il nomogramma per un piano di campionamento in
continuo del tipo CSP 1 con livello di qualita’ media del processo
(curva LQMR=5) si identifica che, volendo una frazione di
campionamento f dell’1% in fase campionaria bisogna avere un
controllo di 60 elementi consecutivi senza difettosi prima di passare
al campionamento
1.
effettuare fase di validazione fino a quando non si hanno 60
prodotti non difettosi consecutivi
2. Controllare 1 prodotto ogno 100
3. Se il prodotto controllato al punto 2 e’ difettoso controllare tutti i
prodotti fino ad avere una sequenza di 60 consecutivi non difettosi