CSK4000
TORCIA PER SCRICCATURA
MANUALE CON ARCO AL
CARBONE E ARIA CSK4000
Manualee
operativo
Italiano
(Italian)
Revisionee: AC Data di emissione: Oct 7, 2015
Manualee N.: 89250028IT
NOI APPREZZIAMO LA VOSTRA
ATTIVITÀ!
Congratulazioni per il vostro nuovo prodotto Arcair®. Siamo orgogliosi di avervi
come cliente e ci impegneremo per fornirvi la miglior assistenza e supluceo del
settore. Questo prodotto è sostenuto dalla nostra ampia garanzia e da una rete
di assistenza mondiale.
Sappiamo con quanto orgoglio svolgete il vostro lavoro e ci sentiamo onorati
di poter offrirvi questo prodotto dalle prestazioni notevoli che vi aiuterà a
completare i vostri lavori.
Per più di 60 anni Arcair ha fornito prodotti di qualità che garantiscono
affidabilità quando è in gioco la vostra reputazione.
SIETE IN BUONA COMPAGNIA!
ARCAIR, un marchio ESAB, produce prodotti per il taglio e la rimozione dei
metalli. Ci distinguiamo rispetto ai nostri concorrenti perché proponiamo prodotti
affidabili che primeggiano sul mercato e che hanno superato la prova del tempo.
Ci impegniamo per aumentare la vostra produttività, efficienza e prestazione
nella saldatura consentendovi di eccellere nel vostro lavoro. Progettiamo i
prodotti non perdendo mai di vista il saldatore per fornire funzioni avanzate,
durata, facilità d'uso e comfort ergonomico.
Sopra ogni altra cosa, siamo impegnati ad assicurare un ambiente di lavoro
più sicuro nell’industria della saldatura. La vostra soddisfazione con questo
prodotto e il suo uso sicuro hanno il nostro più grande interesse. Vi preghiamo
di prendervi il tempo che serve per leggere l’intero manuale, specialmente le
"Istruzioni relative alla sicurezza".
!
AVVERTENZA
Leggere e comprendere l’intero manuale e le procedure di sicurezza locali prima di
installare, usare o effettuare la manutenzione dell’apparecchiatura.
Il Costruttore non assume alcuna responsabilità per l’uso di questo manuale, benché
le informazioni ivi contenute ne rappresentino il miglior avviso.
Arcair® Torcia Per Scriccatura Manuale Con Arco Al Carbone E Aria CSK4000
Manualee operativo
Numero guida manuale operativo: 89250028IT
Pubblicato da:
ESAB Group Inc.
2800 Airluce Rd.
Denton, TX. 76208
940-566-2000
www.ESAB.com/arcair
Copyright © 2015, 2016 ESAB Tutti i diritti riservati.
È proibita la riproduzione di quest’opera, in tutto o in parte, senza il permesso scritto
dell’editore.
L’editore non assume alcuna responsabilità, e qui le respinge, nei confronti di
qualunque parte per qualunque perdita o danno provocato da qualunque errore o
omissione di questo manuale, sia che tale errore dipenda da negligenza, incidente,
o qualsiasi altra causa.
Materiale di stampa specifica per fare riferimento al documento 47x1920
Data di pubblicazione: January 15, 2015
Data di revisione: Oct 7, 2015
ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
ATTENZIONE
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono perfettamente i principi di funzionamento e le indicazioni per la sicurezza delle apparecchiature per la saldatura e il taglio ad arco, è necessario
leggere l’opuscolo “Precauzioni e indicazioni per la sicurezza per la saldatura, il taglio e la scultura ad arco,” Modulo 52-529. L’installazione, l’uso e
la manutenzione devono essere effettuati SOLO da persone adeguatamente addestrate. NON tentare di installare o utilizzare questa attrezzatura senza aver letto e compreso totalmente queste istruzioni. In caso di dubbi su
queste istruzioni, contattare il proprio fornitore per ulteriori informazioni.
Accertarsi di aver letto le Indicazioni per la sicurezza prima di installare o
utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle
etichette e/o gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle
istruzioni fornite. Questa attrezzatura deve essere controllata periodicamente. Non utilizzare attrezzatura
che funzioni male o sottoposta a manutenzione insufficiente. Sostituire immediatamente i componenti rotti,
mancanti, usurati, deformati o contaminati. Nel caso in cui tale riparazione o sostituzione diventi necessaria, il
produttore raccomanda di richiedere telefonicamente o per iscritto assistenza al distributore autorizzato presso
il quale è stata acquistata l’attrezzatura.
Non modificare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore.
L’utente di questo dispositivo sarà il solo responsabile per un eventuale funzionamento errato, derivante da uso
non corretto, manutenzione erronea, danni, riparazione non corretta o modifica da parte di persona diversa dal
produttore o dalla ditta di assistenza indicata dal produttore.
!
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
SOMMARIO
SEZIONE 1: INTRODUZIONE............................................................................... 1
1.01 Taglio/Scriccatura ad arco con elettrodo di carbone e aria compressa...1
1.02 Storia.......................................................................................................1
1.03 Applicazioni..............................................................................................2
1.04 Il MEGLIO ha compiuto un ulteriore passo in avanti...............................2
SEZIONE 2: SICUREZZA E SALUTE................................................................... 3
2.01 Misure di sicurezza..................................................................................3
SEZIONE 3: Come usare questo manuale.......................................................... 5
3.01 Come usare questo manuale..................................................................5
3.02 Ricezione dell'apparecchiatura................................................................5
SEZIONE 4: Installazione..................................................................................... 7
4.01 Installazione della saldatura DC Cavo di alimentazione e il flessibile
aria per la potenza e il connettore dell'aria......................................................7
4.02 Collegamento a generatori per saldatura DC o AC.................................10
SEZIONE 5: Risoluzione dei problemi................................................................ 13
SEZIONE 6: PARTI DI RICAMBIO........................................................................ 15
6.01 PARTI DI RICAMBIO PER TORCIA CSK4000........................................15
DICHIARAZIONE DI GARANZIA..........................All'interno coperchio posteriore
SEZIONE 1: INTRODUZIONE
1.01 Taglio/Scriccatura ad arco con elettrodo di carbone e aria
compressa
Il processo di arco al carbone e aria (CAC-A) rimuove il metallo fisicamente, non chimicamente come avviene con il taglio ossiacetilenico (OFC). La scriccatura o il taglio si hanno quando
il calore intenso dell'arco tra l'elettrodo di carbone e il pezzo in lavorazione fonde una parte di
quest'ultimo. Contemporaneamente l'aria passa attraverso l'arco abbastanza velocemente per
soffiare via il materiale fuso.
Il processo dell'arco al carbone e aria non richiede l'ossidazione per mantenere il taglio, in
questo modo è possibile scriccare o tagliare metalli nei casi in cui ciò non sia reso possibile
dal processo OFC. I metalli più comuni (ad es. acciaio al carbonio, acciaio inossidabile, molte
leghe di rame e ghise) possono essere tagliati tramite il processo di arco al carbone e arco.
La velocità di rimozione del metallo dipende dalla velocità di fusione e dall'efficienza con cui
il getto di aria rimuove il metallo fuso. Durante il processo, l'aria deve sollevare il metallo fuso
allontanandolo dall'arco prima che si solidifichi.
1.02 Storia
La scriccatura ad arco con elettrodo di carbone e aria compressa è stata introdotta nel 1940
come evoluzione del processo esistente di taglio ad arco con elettrodo di carbone. Myron Stepath, un ingegnere di saldatura, ha sviluppato la scriccatura ad arco con elettrodo di carbone
e aria compressa per rimuovere diverse centinaia di metri di saldatura piatta, incrinata, in
acciaio inossidabile.
In precedenza, il taglio ad arco con carbone rimuoveva le saldature difettose sopra testa e
verticali e le teste dei rivetti. L'arco con carbone fondeva il metallo e la gravità rimuoveva il
metallo fuso.
Stepath ha ritenuto che un getto di aria potesse fornire la forza per rimuovere il metallo depositato. Così prova un arco di carbone a corrente diretta con elettrodo negativo con un secondo
operatore che dirige il soffio d'aria tramite l'apposito ugello verso il bagno di fusione. Tuttavia,
questo tentativo non lucea risultati positivi perché l'arco è meno stabile rispetto a un arco per
saldatura con carbone. Quindi Stepath prova un arco a corrente diretta, con elettrodo positivo
e il risultato è stata una scriccatura ad arco con carbone e aria.
Nel 1948 Myron Stepath introduce la prima torcia all'arco al carbone e aria nel settore della
saldatura. Nel 1949 Stepath insieme a due soci fonda l'azienda Arcair.
Non erano più necessari due operatori. L'aria compressa passa attraverso la torcia e fuoriesce al di sotto dell'elettrodo. Questo nuovo utensile ha consentito un risparmio di tempo
nelle operazioni di preparazione dei bordi, di rimozione delle incrinature e nella riparazione
dei difetti di saldatura su carbonio, leghe e acciaio inossidabile. In passato queste operazioni
venivano realizzate tramite molatura o scalpellatura.
Attualmente il principio di base rimane lo stesso ma con un'apparecchiatura migliorata e con
un numero maggiore di applicazioni.
1
1.03 Applicazioni
Il settore ha adottato con entusiasmo la scriccatura ad arco con elettrodo al carbone e aria
compressa e ha usato il processo in molteplici applicazioni: nella fabbricazione di metalli e
nella finitura delle colate, nella tecnologia applicata al settore chimico e petrolifero, nell'edilizia, nel settore minerario, nelle attività di riparazione e manutenzione generali.
Le torce e gli elettrodi Arcair sono utilizzati in tutto il mondo, in tutti i contesti in cui il metallo
viene scriccato, scanalato, separato e rimosso dalla superficie.
Il processo dell'arco al carbone e aria è flessibile, efficiente ed economico praticamente su
qualunque tipo di metallo: acciaio al carbonio, acciaio inossidabile e altre leghe ferrose; ferro
grigio, malleabile e dolce; alluminio; nichel; leghe di rame e altri metalli non ferrosi.
1.04 Il MEGLIO ha compiuto un ulteriore passo in avanti.
Arcair è protagonista di innovazioni nella progettazione di connessioni elettriche e di
collegamenti per l'aria montati sui fasci di cavi delle torce.
A partire dall'invenzione del processo all'arco con carbone e aria nel 1949, per la torcia e il
cavo è stata sempre utilizzata una "guaina" in gomma stampata per fornire una protezione
elettrica per il collegamento di potenza in modo da evitare la formazione di archi su una
superficie di lavoro collegata a terra. Questa guaina si presenta con un'ampia estremità
rettangolare aperta che consente di avere spazio per collegare il cavo di alimentazione
e il tubo flessibile dell'aria al cavo della torcia. Tuttavia, se la guaina non è installata
correttamente e non è posizionata sopra il collegamento, può esporre il collegamento di
potenza alla superficie di lavoro collegata a terra.
L'attuale design migliorato della guaina incorpora il collegamento dell'alimentazione/aria,
eliminando la possibilità della formazione accidentale di archi. Accetta un cavo di saldatura
4/0 dal generatore e un tubo flessibile dell'aria con un diametro da ¾" che fornisce corrente e
aria compressa.
Questa nuova guaina è stampata in un materiale fibroso rinforzato in nylon duro che resiste
all'uso eccessivo quotidiano di un'officina.
2
SEZIONE 2: SICUREZZA E SALUTE
2.01 Misure di sicurezza
Gli utenti dell’attrezzatura per la saldatura e il taglio al plasma ESAB hanno la responsabilità di accertarsi
che chiunque lavori con il dispositivo o accanto ad esso adotti tutte le idonee misure di sicurezza. Le
misure di sicurezza devono soddisfare i requisiti che si applicano a questo tipo di dispositivo per la
saldatura o il taglio al plasma. Attenersi alle seguenti raccomandazioni, oltre che ai regolamenti standard
che si applicano al luogo di lavoro.
Tutto il lavoro deve essere eseguito da personale addestrato, perfettamente al corrente del
funzionamento dell’attrezzatura per la saldatura o il taglio al plasma. L’utilizzo errato dell’attrezzatura
può determinare situazioni pericolose con conseguenti lesioni all’operatore e danni al dispositivo
stesso.
1.
Chiunque utilizzi attrezzature per la saldatura o il taglio al plasma deve conoscerne perfettamente:
- il funzionamento
- la posizione degli arresti di emergenza
- la funzione
- le idonee misure di sicurezza
- la saldatura e/o il taglio al plasma
2. L’operatore deve accertarsi che:
- nessuna persona non autorizzata si trovi nell’area operativa dell’attrezzatura quando questa viene
messa in funzione.
- tutti siano protetti quando si accende l’arco.
3.
Il luogo di lavoro deve essere:
- idoneo allo scopo
- privo di correnti d’aria
4. Dispositivi di protezione individuale:
- indossare sempre i dispositivi di protezione individuale raccomandati, come occhiali di sicurezza,
abbigliamento ignifugo, guanti di sicurezza.
- non indossare indumenti larghi o accessori,, come sciarpe, braccialetti, anelli, ecc., che
potrebbero rimanere intrappolati o causare ustioni.
5. Precauzioni generali:
- accertarsi che il cavo di ritorno sia collegato saldamente;
- il lavoro su apparecchiature ad alta tensione può essere effettuato sono da parte di tecnici
qualificati;
- i dispositivi antincendio idonei devono essere indicati chiaramente e a portata di mano;
- durante il funzionamento non effettuare lavori di lubrificazione e manutenzione.
Lo smaltimento delle apparecchiature elettroniche presso l'impianto di riciclaggio!
In osservanza della Direttiva Europea 2002 /96/CE sui rifiuti di apparecchiature
elettriche ed elettroniche e la sua attuazione in accordo con la legislazione nazionale, apparecchiature elettriche e/o apparecchiatura elettronica che ha raggiunto la
fine della sua vita devono essere smaltiti in un impianto di riciclaggio.
Come la persona responsabile per il materiale, è la vostra responsabilità di ottenere
informazioni sui centri di raccolta autorizzati.
Per ulteriori informazioni, contattare il distributore Arcair più vicino.
3
AVVERTENZA
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO ESSERE
PERICOLOSI PER L’OPERATORE E COLORO CHE GLI SI TROVANO
ACCANTO. ADOTTARE LE OPPORTUNE PRECAUZIONI DURANTE
LA SALDATURA O IL TAGLIO. RICHIEDERE AL PROPRIO DATORE
DI LAVORO INFORMAZIONI SULLE MISURE DI SICUREZZA
ADOTTATE, CHE SI DEVONO BASARE SUI DATI RELATIVI AL
PERICOLO INDICATI DAL PRODUTTORE.
SCOSSA ELETTRICA - Può essere mortale
- Installare e collegare a terra (massa) l’unità di saldatura o taglio al plasma in conformità alle
norme applicabili.
- Non toccare le parti elettriche o gli elettrodi sotto tensione con la pelle nuda e guanti o abbigliamento bagnato.
- Isolarsi dalla terra e dal pezzo in lavorazione.
- Accertasi che la propria posizione di lavoro sia sicura.
FUMI E GAS - Possono essere pericolosi per la salute.
- Tenere la testa lontano dai fumi.
- Usare la ventilazione, l’estrazione fumi sull’arco o entrambe per mantenere lontani fumi e
gas dalla propria zona di respirazione e dall’area in genere.
I RAGGI DELL’ARCO - Possono causare lesioni agli occhi e ustionare la pelle.
- Proteggere gli occhi e il corpo. Usare lo schermo di protezione per saldatura/taglio al
plasma e lenti con filtro idonei e indossare abbigliamento di protezione.
- Proteggere le persone circostanti con schermi o barriere di sicurezza idonee.
PERICOLO DI INCENDIO
- Scintille (spruzzi) possono causare incendi. Accertarsi quindi che nelle immediate vicinanze non siano pre senti materiali infiammabili.
RUMORE - Il rumore in eccesso può danneggiare l’udito.
- Proteggere le orecchie. Usare cuffie antirumore o altre protezioni per l’udito.
- Informare le persone circostanti del rischio.
GUASTI - In caso di guasti richiedere l’assistenza di un esperto.
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COMPRESO IL MANUALE DI ISTRUZIONI. PROTEGGERE SE STESSI E GLI ALTRI!
AVVERTENZA
Non utilizzare la fonte di alimentazione per lo scongeli tubi.
Questa apparecchiatura di Classe A non è destinata all'utilizzo in
ATTENZIONE siti residenziali nei quali l'elettricità provenga da un sistema di
alimentazione pubblico a bassa tensione. In tali siti può essere
difficile assicurare la compatibilità elettromagnetica, a causa delle interferenze condotte e irradiate.
prodotto è destinato esclusivamente al taglio del plasma.
ATTENZIONE Questo
Qualsiasi altro utilizzo potrebbe provocare lesioni personali e/o danni
alle apparecchiature.
installare né utilizzare l’attrezzatura prima di aver
ATTENZIONE Non
letto e compreso
4
!
SEZIONE 3: COME USARE QUESTO MANUALE
3.01 Come usare questo manuale
Al fine di garantire il funzionamento sicuro, leggere attentamente l'intero manuale, incluso il capitolo
sulla sicurezza le istruzioni e le avvertenze.
All'interno del manuale possono comparire le parole AVVERTENZA, ATTENZIONE, PERICOLO e NOTA.
Prestare particolare attenzione alle informazioni riluceate sotto queste voci. Queste speciali annotazioni sono facilmente riconosciute nel modo seguente:
NOTA!
Una operazione, procedura, o informazione di base che richiede un risalto aggiuntivo o è utile per l’uso efficiente del sistema.
!
ATTENZIONE
Una procedura che, se non seguita in modo appropriato, può danneggiare l’attrezzatura.
!
Avvertenza
Una procedura che, se non seguita in modo appropriato, può provocare lesioni
all’operatore o ad altri ella zona di utilizzo.
!
PERICOLO
Significa immediatamente i rischi che, se non evitato, avrà come conseguenza
immediata, lesioni gravi o la perdita della vita.
Copie in formato elettronico di questo manuale possono essere scaricate gratuitamente nel formato
Acrobat PDF dal sito web Arcair indicato di seguito
http://www.ESAB.com/arcair
3.02 Ricezione dell'apparecchiatura
Quando si riceve l'apparecchiatura, verificare confrontando con la fattura per accertarsi che sia completa e ispezionare l'apparecchiatura per eventuali danni dovuti alla spedizione. In caso di eventuali
danni, avvisare immediatamente il corriere per inoltrare un reclamo. Fornire informazioni complete
relative al danno o agli errori di spedizione alla sede della propria area riluceata all'interno della copertina posteriore del manuale.
5
Pagina intenzionalmente bianca.
SEZIONE 4: INSTALLAZIONE
4.01 Installazione della saldatura DC Cavo di alimentazione e il flessibile
aria per la potenza e il connettore dell'aria
Modellos Cod. articolo 61-088-007 e 61-088-010
Attenersi alle seguenti istruzioni per collegare il cavo elettrico di saldatura DC e la linea
dell'aria compressa direttamente al connettore dell'alimentazione e dell'aria sul fascio di cavi
orientabili della torcia.
1. Rimuovere la torcia e il fascio di cavi dalla scatola e collocare il gruppo su un banco da
lavoro o sul pavimento facendo in modo che sia posizionato in modo dritto e districato.
2. Posizionare la guaina stampata in modo da avere accesso alle quattro (4) viti, come
mostrato nella Figura 4-1.
Figura 4-1
3. Utilizzare un cacciavite a taglio per rimuovere le quattro (4) viti. Rimuovere dal gruppo la
parte superiore della guaina stampata.
Figura 4-2Figura 4-3
4. Quando si utilizza un bullone a testa esagonale da ½"-13 x 1", posizionare il bullone
in basso in modo che le sue filettature passino attraverso l'aletta crimpata del cavo di
alimentazione di saldatura DC e attraverso il connettore dell'alimentazione e dell'aria sul
fascio di cavi orientabile. La testa del bullone deve trovarsi contro il lato piatto dell'aletta
crimpata, come mostrato nella Figura 4-4.
7
5. Collocare una rosetta di sicurezza da ½" sulle filettature dei bulloni e iniziare a stringere
un dado da ½"-13 sul gruppo.
Figura 4-4
6. Collocare il connettore di ottone per l'alimentazione e l'aria di nuovo nella parte inferiore
della guaina.
Figura 4-5
7. Con il dito indice, applicare una forza verso l'alto sul bullone, stringere il gruppo verso il
basso.
Figura 4-6
8. Rimuovere il gruppo dalla parte bassa della guaina per eseguire un fissaggio sicuro. Fare
in modo che l'aletta crimpata non si sposti durante questa operazione finale di serraggio.
8
Figura 4-7
9. Inserire la linea dell'aria compressa in entrata con un raccordo filettato per tubi da 3/8" nel
connettore di alimentazione e dell'aria. Questo collegamento deve essere serrato con la
chiave.
Figura 4-8
10. Rimettere a posto il fascio di cavi con il cavo elettrico di saldatura DC e il tubo flessibile
dell'aria collocandoli nella parte inferiore della guaina.
Figura 4-9
11. Riposizionare la parte superiore della guaina e fissarla con quattro (4) viti che erano state
rimosse nel passaggio 3.
9
Figura 4-10
12. Il gruppo è ora pronto per essere usato nell'applicazione per la rimozione dei metalli.
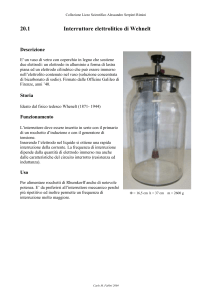
4.02 Collegamento a generatori per saldatura DC o AC
Per le applicazioni di scriccatura vengono impiegati generalmente generatori per saldatura
a tre fasi con una tensione del circuito aperto superiore a 60 volt per consentire ogni tipo di
caduta di tensione nel circuito.
1. Collegare il cavo elettrico di saldatura che è collegato al cavo orientabile della torcia al
terminale positivo sul generatore (DCEP o AC). Consultare la figura 4-11.
2. Collegare il cavo elettrico di saldatura che è collegato al terminale negativo sul generatore
al pezzo in lavorazione.
ARIA COMPRESSA
GENERATORE
(POLARITÀ INVERSA)
CAVO ELETTRODO
DCEP O AC
(+)
CAVI CONCENTRICO
CAVO PEZZO
Art# A-13069IT
Figura 4-11
10
ELETTRODO DI GRAFITE
TORCIA
(–)
PEZZO
3. Accendere il generatore e l'alimentazione dell'aria verso la torcia di scriccatura e il fascio
di cavi.
4. Quando la valvola della torcia è aperta, regolare la pressione dell'aria della torcia entro
l'intervallo di pressioni normali tra 551,6 kPa (80 psi) e 690 kPa (100 psi); pressioni più
elevate possono essere utilizzate, ma non rimuovono il materiale in modo efficace.
5. Abbassare la leva della torcia per inserire il "carbone" dell'elettrodo dell'arco con elettrodo
di carbone e aria compressa nella torcia. Quando si utilizzano carboni rivestiti con rame,
l'estremità scoperta del carbone deve trovarsi in basso e lontano dalla torcia. Questo è
il punto in cui verrà scoccato l'arco tra il carbone e il pezzo in lavorazione. Consultare la
figura 4-12.
!
Avvertenza
A questo punto il carbone è elettricamente CALDO.
TORCIA
SPORGENZA MAX 17,8 cm (7")
ELETTRODO
CORPI TORCE (+)
RIMOZIONE DEL RAME
da 3/4" a 2"
ARIA 80PSI
SEMPRE AL DI SOTTO DELL'ELETTRODO
SPOSTAMENTO
Art# A-13070IT
PEZZO (-)
Figura 4-12
6. Tenere l'elettrodo come mostrato nella figura 4-12, facendo in modo che dalla torcia
fuoriescano massimo 178 mm (7"). La prolunga dovrebbe essere di 76,5 mm (3") per
l'alluminio.
7. Regolare la corrente (corrente costante) o la tensione (tensione costante) di saldatura in
base al tipo di generatore utilizzato, secondo la gamma di corrente indicata per il diametro
di carbone utilizzato. Consultare la tabella 4-1.
11
Tabella 4-1 Intervalli di corrente consigliati (AMP) per elettrodi di tipo e dimensioni standard
Diametro elettrodo
DCEP Elettrodo DC
AC Elettrodo AC
AC Elettrodo DCEN
in (mm)
min - max
min - max
min - max
1/8 (3,2)
60 - 90
5/32 (4,0)
90 - 150
3/16 (4,8)
200 - 250
200 - 250
150 - 180
1/4 (6,4)
300 - 400
300 - 400
200 - 250
5/16 (7,9)
350 - 450
3/8 (9,5)
450 - 600
1/2 (12,7)
800 - 1000
5/8 (15,9)
1000 - 1250
3/4 (19,1)
1250 - 1600
1 (25,4)
1600 - 2200
3/8 (9,5) PIATTO
250 - 450
5/8 (9,5) PIATTO
300 - 500
N/A
N/A
350 - 450
300 - 400
N/A
8. Accendere il getto dell'aria prima di innescare l'arco. Tenere la torcia con un angolo di
lavoro compreso tra 45˚ e 60˚ in modo che l'elettrodo si inclini all'indietro rispetto alla direzione di spostamento. Il getto dell'aria si muove tra l'elettrodo e il pezzo in lavorazione
fornendo la forza per rimuovere il metallo fuso dalla scanalatura.
9. Con l'elettrodo sfiorare leggermente il pezzo in lavorazione per creare l'arco. Non tirare
indietro l'elettrodo quando l'arco è stato innescato. Quando viene mantenuta la tensione
dell'arco corretta, il suono dell'arco e dell'aria compressa è forte. Quando il suono è attutito, la tensione dell'arco è inferiore alle condizioni operative raccomandate. La tensione
normale dell'arco con una torcia per scriccatura luceatile viene misurata tra 35 e 50 volt.
10. La profondità della scanalatura è controllata dalla velocità di spostamento. è possibile
realizzare scanalature con una profondità fino a 25 mm (1"). Tuttavia, maggiore è la profondità della cricca, più esperto deve essere l'operatore. Velocità di spostamento basse
creano scanalature profonde, mentre velocità di spostamento elevate creano scanalature
poco profonde. La larghezza della scanalatura dipende dalla dimensione dell'elettrodo
utilizzato ed è generalmente circa 3,2 mm (1/8") più larga rispetto al diametro dell'elettrodo. Una scanalatura più ampia può essere realizzata con un elettrodo piccolo mediante
oscillazione con movimento circolare o a zig zag.
12
SEZIONE 5: RISOLUZIONE DEI PROBLEMI
Problema
Causa
1. L'operatore ha dimenticato di
attivare il getto di aria prima di
innescare l'arco o la torcia non
è stata posizionata correttaGrande deposito privo di
mente.
carbone all'inizio della scanalatura.
2. La bacchetta di carbone non è
posizionata correttamente nel
gruppo della testa.
1. Non è stato utilizzato un amperaggio sufficiente per il diametro
dell'elettrodo (vedere Tabella 2).
Un arco instabile, che induce
Mentre l'amperaggio più basso
l'operatore a usare una velociraccomandato potrebbe essere
tà lenta di spostamento anche
sufficiente, lo stesso richiede
su scanalature superficiali.
una maggiore abilità da parte
dell'operatore. È preferibile un
amperaggio medio.
1. Il processo usato con DCEN
(elettrodo negativo).
Scanalatura irregolare con
l'arco che si sposta da un lato
all'altro e con l'elettrodo che si
riscalda troppo velocemente.
Soluzione
1. Azionare l'aria prima di innescare
l'arco, l'aria deve fluire tra l'elettrodo
e il pezzo in lavorazione.
2. Assicurarsi che l'asta di carbone sia
posizionata nella scanalatura della
testa della torcia.
1. Se non è possibile ottenere l'amperaggio desiderato dalla fonte di
alimentazione disponibile, utilizzare
l'elettrodo successivo con il diametro
più piccolo o collegare in parallelo
due o più generatori per saldatura.
1. Il processo di scriccatura deve
essere eseguito con DCEP (elettrodo
positivo), quando ciò è possibile. Gli
elettrodi a corrente diretta devono
essere utilizzati con DCEP (elettrodo
positivo) su tutti i metalli, fatta eccezione per alcune leghe di rame come
Superston e Nialite.
1. La velocità di spostamento era 1. L'operatore deve assumere una
troppo lenta nella scriccatura
posizione comoda che gli consenta
manuale. Probabilmente
di muovere liberamente le braccia
l'operatore ha posto la propria
facendo in modo che i guanti non
mano su un altro lavoro per
sfiorino il pezzo in lavorazione. Quando
l'equilibrio, una tendenza nella
si utilizza l'attrezzatura meccanica,
saldatura ad arco con metallo
consultare la Tabella 4 (pag. 4-24) per
protetto. Poiché la velocità della
informazioni in merito alle condizioni
scriccatura ad arco con elettrooperative idonee.
do al carbone e aria compressa
è molto più alta rispetto alla
Azione di arco intermittente
saldatura ad arco con metallo
causata dalla superficie irregoprotetto, la frizione tra la mano
lare della scanalatura.
protetta da un guanto e il pezzo
in lavorazione può causare un
movimento di avanzamento a
strappi che potrebbe allargare
troppo lo spazio vuoto tra l'elettrodo e il pezzo da lavorazione
rendendo difficile mantenere
l'arco.
2. Collegamento a terra insuffi2. Esaminare i morsetti di terra e i
ciente.
conduttori per assicurarsi che il
collegamento sia corretto.
13
Problema
Nella scriccatura, il carbone
libero si deposita a intervalli
diversi della scanalatura;
nell'operazione di sbavatura,
il carbone libero si deposita
in vari punti della superficie
pulita.
Scanalatura irregolare:
troppo profonda, dopo troppo
superficiale.
Aderenza dello sfrido sui bordi
della scanalatura.
14
Causa
Soluzione
1. Un elettrodo cortocircuitato sul 1. Utilizzare un angolo dell'elettrodo con
pezzo in lavorazione. Nella
il lavoro compreso tra 15° e 70°. Un
scriccatura manuale questo è il
angolo più piccolo aumenta l'area
risultato di un'eccessiva velocità
dell'arco e riduce la densità di cordi spostamento per l'amperagrente, questa riduzione richiede una
gio utilizzato e per la profondità
notevole diminuzione della lunghezza
della scanalatura da realizzare.
dell'arco fino al punto di un corto
Nella operazioni meccanizzate
circuito. Mantenere un gap dell'arco
questo è il risultato di un'eccesadeguato.
siva velocità di spostamento o
dell'utilizzo di una curva piatta,
di una sorgente di alimentazione a tensione costante per un
elettrodo dal diametro piccolo di
7,9 mm (5/16"). Nell'operazione
di sbavatura, questo si verifica
quando l'angolo di spinta
dell'elettrodo è troppo piccolo.
1. L'operatore assumeva una posi- 1. L'operatore deve assumere una posizione instabile.
zione comoda durante la scriccatura.
1. La rimozione dello sfrido è stata 1. Per fornire un volume adeguato, il
inadeguata. Per risolvere il
tubo flessibile dell'aria che alimenta il
problema, utilizzare una presfascio dei cavi concentrico necessita
sione e una luceata dell'aria
di un DI minimo di 9,5 mm (3/8")
adeguate (cfm). Una pressione
per le torce manuali. Per le torce
dell'aria compresa tra 550 e
automatiche il DI del tubo flessibile
690 kPa (80-100 psi) potrebbe
deve essere di almeno 12,7 mm
non rimuovere efficacemente
(1/2"). Orientare il getto di aria paraltutto lo sfrido se il volume è
lelamente all'area di scriccatura. Non
insufficiente.
insistere su un unico lato, a meno
che l'operatore non voglia ridurre
l'aderenza dello sfrido su un lato del
taglio.
SEZIONE 6: PARTI DI RICAMBIO
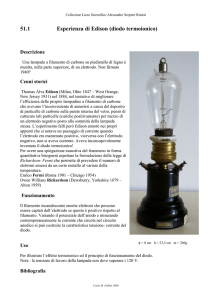
6.01 PARTI DI RICAMBIO PER TORCIA CSK4000
2
1
14
9
13
6
8
3
10
4
7
12
11
5
1
ELENCO PARTI DI RICAMBIO TORCIA
Articolo
Descrizione
CSK4000
1
Isolanti e viti
94-433-183CSK
2
Leva e vite
94-476-066CSK
3
Cappello valvola
94-104-016
4
Chiave per cappelli
94-960-001
5
Solo cappello
94-104-012
6
Bobina e O-Ring
94-801-011
7
O-Ring
94-710-036
8
Solo bobina
94-801-010
9
Braccio superiore
94-048-088
10
Testa e vite
94-378-368
11
Corpo torcia
94-103-206
12
Perno di cerniera
94-632-094
13
Molla
94-800-077
14
Manico
94-370-163
15
Pagina intenzionalmente bianca.
16
DICHIARAZIONE DI GARANZIA
GARANZIA LIMITATA: ESAB® garantisce che i suoi prodotti sono liberi da difetti di manodopera o materiali. Nel caso l’eventuale mancata conformità con la presente garanzia si
manifestasse entro il periodo di applicabile ai prodotti ESAB indicato di seguito, ESAB provvederà, previa notifica e prova che il prodotto è stato immagazzinato, installato, utilizzato e
mantenuto in base alle specifiche, le istruzioni, le indicazioni e la normale pratica industriale
e non soggetto a uso improprio, riparazione, negligenza, modifica o incidente, a correggere
tali difetti mediante riparazione o sostituzione, a esclusiva discrezione di ESAB, di qualsiasi
componente o parte del prodotto identificata da ESAB come difettosa.
QUESTA GARANZIA È ESCLUSIVA E SOSTITUISCE TUTTE LE ALTRE GARANZIE, ESPRESSE
O IMPLICITE, INCLUSA QUALSIASI GARANZIA DI COMMERCIABILITÀ O IDONEITÀ A UNO
SCOPO PARTICOLARE.
LIMITAZIONE DI RESPONSABILITÀ: ESAB non sarà in alcuna circostanza responsabile di
danni speciali o conseguenti, quali, a titolo esemplificativo e non esaustivo, danneggiamento
o perdita di beni acquistati o sostituiti o pretese di clienti di distributori (nel seguito “Acquirenti”) per interruzione di servizio. I rimedi per l’Acquirente qui stabiliti sono esclusivi e la
responsabilità di ESAB rispetto a qualsiasi contratto, o qualsiasi atto con ciò connesso quale
l’esecuzione o l’inosservanza, o derivante dalla fabbricazione, vendita, consegna, rivendita, o
uso di qualsiasi bene coperto o fornito da ESAB sia conseguente a contratto, negligenza, illecito, sia sotto qualsiasi garanzia, sia altrimenti, non dovrà, eccettuato quanto espressamente
previsto nel seguito, superare il prezzo dei beni sui quali tale responsabilità si basa.
I DIRITTI DELL’ACQUIRENTE AI SENSI DI QUESTA GARANZIA SONO NULLI SE SONO USATE PARTI DI RICAMBIO O ACCESSORI CHE POSSANO PREGIUDICARE LA SICUREZZA O LE
PRESTAZIONI DI QUALSIASI PRODOTTO ESAB.
QUESTA GARANZIA NON È VALIDA SE IL PRODOTTO VIENE VENDUTO DA PERSONE NON
AUTORIZZATE.
Questa garanzia è applicabile per il tempo indicato nel Piano di garanzia a partire della data
in cui il distributore Autorizzato consegna i prodotti all’Acquirente.
Le richieste di riparazione o sostituzione in garanzia ai sensi di questa garanzia limitata
devono essere presentate tramite un centro di servizio Autorizzato ESAB entro (30) giorni
dalla riparazione. Nessun costo di trasporto di qualsiasi tipo verrà pagato in base a questa
garanzia. I costi di trasporto per l’invio dei prodotti a una struttura di riparazione in garanzia
Autorizzata saranno responsabilità dell’Acquirente. Tutti i beni verranno restituiti a rischio e
spese dell’Acquirente. Questa garanzia sostituisce tutte le precedenti garanzie ESAB.
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB Welding & Cutting
GmbHZweigstelle
Langenfeld
Tel.: +49 2173 3945 0
Fax.: +49 2173 3945 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
San Fernando de Henares
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Distributors
For addresses and phone numbers
to our distributors in other countries, please visit our home page
www.esab.eu
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
SWITZERLAND
ESAB AG
Baar
Tel.: +41 44 741 25 25
Fax.: +41 44 740 30 55
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
www.esab.eu
©2015 ESAB Welding and Cutting Products