caricato da
radiofante
Linee Guida Sicurezza Lavoro: Conformità e Valutazione Rischi

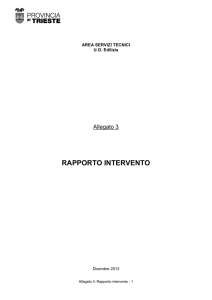
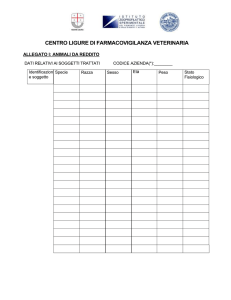
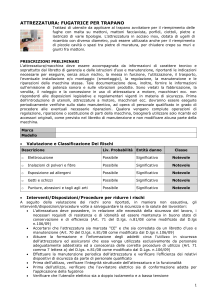
Dipartimento di Sanità Pubblica U.O. Prevenzione e Sicurezza Ambienti di Lavoro LINEE GUIDA PER L’APPLICAZIONE DEL D. Lgs. 81/08 N. 05 REQUISITI DI CONFORMITA’ E VALUTAZIONE DEL RISCHIO DELLE ATTREZZATURE Titolo III Capo I D. Lgs. 81/08 Responsabile dell’emissione: Claudio Arcari ____________________ Data di emissione: 15 dicembre 2009 1 GRUPPO DI LAVORO: ARCARI Claudio BERNAZZANI Andrea BOSI Anna LIGUSTI Daniele MAZZARI Mariacristina NUVOLA Francesco Redazione del documento a cura di: Claudio Arcari, Bernazzani Andrea, Mariacristina Mazzari INDICE 1. PREMESSA 2. VERIFICA DEI REQUISITI DI CONFORMITA’ 3. VALUTAZIONE DEL RISCHIO 2 1. PREMESSA Con l’emanazione del D. Lgs. 106/09 è stato completato il percorso previsto dalla Legge Delega (Legge 123/07) in materia di tutela della salute nei luoghi di lavoro consegnando alle figure della prevenzione un testo che caratterizzerà la loro azione per un lungo tempo. Il Titolo III, Capo I tratta dell’uso delle attrezzature durante il lavoro fornendone una definizione assolutamente estensiva: “...qualsiasi macchina, apparecchio, utensile o impianto…” e ridefinendo il campo degli obblighi del datore di lavoro durante il loro uso e il relativo sistema sanzionatorio. In queste Linee Guida si focalizzano gli obblighi del datore di lavoro in tema di Valutazione del Rischio e dei relativi adempimenti documentali. In merito è importante quanto disposto dagli articoli 70 (Requisiti di sicurezza) e 71 (Obblighi del datore di lavoro): L’articolo 70 prevede che le attrezzature di lavoro siano conformi alle disposizioni legislative delle Direttive Comunitarie di prodotto quali ad esempio il D.P.R. 459/96 (“Direttiva Macchine“). Nel caso di attrezzature antecedenti l’emanazione delle disposizioni regolamentari o costruite in loro assenza, queste devono essere conformi (o rese tali) ai requisiti, di ordine generale, contenuti nell’allegato V del D. Lgs. 81/08 che diventa, in questa fattispecie, il punto di riferimento tecnico e legislativo di giudizio di adeguatezza delle misure di sicurezza applicate alla attrezzatura. L’articolo 71 tratta della Valutazione dei Rischi e relativi adempimenti ai commi 2, 3 e 4 dove stabilisce che: i) la valutazione riguarda la postazione di lavoro e che deve essere tenuto conto dei fattori relativi all’ambiente e all’uso delle attrezzature (comma2); ii) devono essere adottate misure tecniche ed organizzative per ridurre al minimo i rischi facendo riferimento, non esclusivamente, all’allegato VI del D:Lgs. 81/08 (comma 3); iii) venga predisposto ed attuato un programma per l’uso delle attrezzature conforme alle istruzioni e per il suo mantenimento nel tempo anche attraverso l’istituzione di appositi registri di controllo (comma 4). Il processo di Valutazione dei Rischi che si viene a configurare disegna una serie di fasi (riassunte nello schema della pagina seguente) e di adempimenti documentali così strutturate: 1. La realizzazione di una “anagrafica “delle attrezzature che possono, durante il loro uso, comportare un pericolo per la salute e la sicurezza. L’elenco delle attrezzature, anche per il coinvolgimento per altri rischi (vibrazioni, rumore, ...), deve essere inserito nel Documento previsto dall’articolo 28 del D. Lgs. 81/08. 2. L’analisi completa dei requisiti di conformità dell’attrezzatura secondo i percorsi delineati dall’articolo 70. Qualora durante la verifica sistematica dei requisiti di sicurezza si constati la loro assenza si dovrà provvedere con una idonea tempistica a realizzare quanto necessario per la conformità. Per il carattere operativo di quest’analisi è adeguata la realizzazione di “fogli di lavoro“ che non richiedono la formalizzazione all’interno del Documento previsto dall’articolo 28 del D. Lgs. 81/08 ma solo l’archiviazione presso l’azienda per i successivi aggiornamenti. 3 3. La Valutazione del Rischio della postazione di lavoro che consideri l’insieme dell’attrezzatura, conforme ai requisiti di sicurezza, dell’ambiente e del fattore umano e che esita nella valutazione del rischio residuo e nella individuazione delle misure tecniche e organizzative per la sua riduzione. Gli esiti della valutazione del rischio e l’individuazione delle misure tecniche e organizzative vanno inserite nel Documento previsto dall’articolo 28 al comma 2 per le lettere a), b) e c). Allo scopo diversi organismi ed enti che si occupano di salute e sicurezza durante il lavoro hanno elaborato nel tempo modelli di valutazione di diversa complessità e adeguatezza: in queste Linee Guida ne vengono proposti due che sono stati giudicati adeguati sotto il profilo del risultato rispetto all’impegno necessario per la loro realizzazione. Va indicato che il modello proposto in Appendice A deve essere considerato “d’elezione” in virtù della sua completezza nel prendere in considerazione tutti gli elementi che concorrono nella Valutazione del Rischio. Il modello proposto in Appendice B, derivato dalla Norma UNI-EN 1050, rivolta ai progettisti di macchine, prende in considerazione fattori legati esclusivamente alla attrezzatura risultando meno adatto allo scopo di valutazione della singola e peculiare postazione di lavoro. Il modello presentato in Appendice B è una sintesi a cura degli estensori delle Linee Guida con l’obiettivo di renderlo praticabile nella situazioni specifiche del nostro Paese senza nulla togliere alla adeguatezza di una applicazione integrale del metodo. 4 SCHEMA DEL PERCORSO DI VALUTAZIONE DEL RISCHIO DELLA POSTAZIONE DI LAVORO RIFERIMENTI Linee Guida Capitolo 2 ELENCO ATTREZZATURE Linee Guida Capitolo 2 VERIFICA DEI REQUISITI DI CONFORMITA’ E PROGRAMMAZIONE DEGLI ADEGUAMENTI Linee Guida Capitolo 3 VALUTAZIONE DEI RISCHI PER POSTAZIONE DI LAVORO RISCHIO RESIDUO E PIANO DI MIGLIORAMENTO STRUMENTI Linee Guida Tabella I Linee Guida Tabelle II e III Linee Guida Metodo di calcolo AISS Appendice A ESITI Documento di Valutazione dei Rischi Fogli di Lavoro Documento di Valutazione dei Rischi 5 2. VERIFICA DEI REQUISITI DI CONFORMITA’ PROCEDURA PER LA VERIFICA PRELIMINARE DELLE MACCHINE E DEGLI IMPIANTI DESTINATE AD ESSERE USATE DURANTE IL LAVORO 6 Il percorso di verifica proposto in questo Capitolo serve a pervenire, secondo un percorso logico, ad un giudizio di sussistenza dei requisiti di conformità di una attrezzatura, macchina o impianto in relazione ad un esame di adeguatezza rispetto all’attività da svolgere, secondo il Titolo III Capo I del D. Lgs. 81/08. Nel flow chart precedente, che ne sintetizza i punti di verifica e le possibili decisioni conseguenti, si può delineare il percorso operativo per un processo di verifica preliminare. Le tabelle indicate nella flow chart costituiscono uno strumento di lavoro teso ad identificare le attrezzature e a pervenire ad un giudizio finale di conformità ai requisiti di sicurezza. ISTRUZIONI D’USO PER FASE FASE 1: IDENTIFICAZIONE DELLE ATTREZZATURE DESTINATE AD ESSERE USATE DURANTE IL LAVORO Il primo approccio consiste nel compilare la Tabella I in modo da identificare tutte le attrezzature/ macchine/impianti messe a disposizione dei lavoratori che possono fornire un contributo “sensibile” al fine della sicurezza e che andranno opportunamente documentate nel processo di Valutazione dei Rischi. Le indicazioni raccolte in Tabella I saranno utili per decidere quali successivi punti di verifica andranno applicati. FASE 2: VERIFICARE SE LA MACCHINA E’ STATA ADATTATA Il secondo controllo consiste nel verificare se la macchina (anche se in origine era già marcata CE) sia stata adattata o abbia subito modifiche che non rientrano nell’ordinaria e straordinaria manutenzione. In questa circostanza le macchine devono essere sottoposte alla procedura di certificazione prevista dal D.P.R. 459/96 all’articolo 4 comma 7. FASE 3: VERIFICA DEI REQUISITI DI CONFORMITA’ Il terzo punto è relativo alla verifica del rispetto dei requisiti di conformità previsti dalla normativa, che segue due differenti percorsi operativi a seconda che la macchina sia marcate CE o che si tratti di macchina “ante CE” in quanto costruita in assenza di disposizioni legislative e regolamentari di recepimento delle direttive comunitarie di prodotto o messe a disposizione dei lavoratori antecedentemente alla loro emanazione. In quest’ultimo caso occorre verificare (compilando la Tabella II) che la macchina sia conforme sia ai requisiti generali di sicurezza di cui all’ ALLEGATO V del D.lgs.81/08 sia che rispetti le condizioni d’uso di cui all’ ALLEGATO VI del D. Lgs.81/08. Nel caso differente di attrezzatura marcata CE occorre verificare (compilando la Tabella III) anzitutto che la macchina svolga le funzioni per la quale è stata concepita e venga utilizzata in conformità alle indicazioni di sicurezza per l'uso contenute nel Manuale fornito dal costruttore e che rispetti le condizioni d’uso di cui all’ALLEGATO VI del D. Lgs.81/08. FASE 4: PROVVEDIMENTI TECNICI (eventuali) Nel caso in cui la compilazione della Tabella II e Tabella III abbia portato alla conclusione che la macchina non risulti pienamente conforme ai punti di verifica occorrerà provvedere all’adozione di provvedimenti tecnici per renderla tale. Si ricorda che la conformità della macchina rappresenta un requisito necessario ma non sufficiente per concludere il percorso di valutazione: essa risulta indispensabile per proseguire il processo di Valutazione richiamato al Capitolo 3 di queste Linee Guida. 7 TABELLA I - VERIFICA PRELIMINARE DI CONFORMITA’ PER LE ATTREZZATURE DESTINATE AD ESSERE USATE DURANTE IL LAVORO Le prime 4 colonne identificano ogni singola attrezzatura per nominativo, modello/matricola/ numero di serie, anno di costruzione e luogo di utilizzo Nella colonna 5 indicare con un SI o un NO se questa attrezzatura è ricompresa tra quelle inserite nell’Allegato VII del D. Lgs. 81/08 e soggetta a verifiche periodiche volte a valutarne l’effettivo stato di conservazione e di efficienza ai fini di sicurezza. Eventualmente indicare la data dell’ultima verifica Nelle colonne 6 e 7 si segna la presenza sull’attrezzatura della marcatura CE e si verifica la presenza del Manuale di istruzione per l’uso fornito dal costruttore della macchina per la sua corretta gestione in sicurezza. In caso di Macchina marcata CE si rimanda alla compilazione della specifica Tab. III Nella colonna 8 si specifica se la macchina ha subito modifiche che non rientrano nell’ordinaria e straordinaria manutenzione quali ad esempio la modifica delle modalità di utilizzo non previste dal costruttore, modifiche funzionali della macchina, installazione di logica programmabile e tali da comportare un uso non contemplato nel Manuale di istruzione per l’uso. In tal caso deve essere attuato un percorso di certificazione secondo il regolamento previsto nel D. P.R.459/96, pertanto sarà il Datore di Lavoro utilizzatore dell’attrezzatura ad effettuare quanto previsto dalle Direttive stesse Nella colonna 9 e10 indicare se la macchina è stata costruita in assenza di disposizioni legislative e regolamentari e quindi priva della marcatura CE e se la macchina è ricompresa tra quelle in elenco in Allegato V – parte II. In caso di Macchina “ante CE” si rimanda alla compilazione della specifica Tab. II 8 TABELLA II – VERIFICA PRELIMINARE DI CONFORMITA’ PER LE ATTREZZATURE "ANTE CE" DESTINATE AD ESSERE USATE DURANTE IL LAVORO La prima colonna identifica ogni singola attrezzatura “ante CE” per nominativo così come riportato nell’elenco iniziale di Tab. I La seconda colonna indica i punti che si ritengono indispensabili da valutare della Parte I dell’Allegato V, senza nulla togliere al fatto che è possibile svolgere un’analisi complessiva di tutti i punti dell’allegato qualora la situazione lo richieda. Per ogni punto di controllo dell’Allegato V parte I deve essere effettuata una verifica di rispondenza con un SI – NO – IN PARTE indicando i sottoparagrafi che sono stati verificati. Viene lasciata una colonna vuota per segnalare eventuali altri punti di controllo La terza colonna andrà compilata per quelle attrezzature che rientrano nell’elenco dell’Allegato V - Parte II e per ciascuna di esse va effettuata la verifica in merito ai punti specifici dei requisiti di sicurezza previsti nell’Allegato La quarta colonna. prevede la verifica secondo quanto previsto dall’Allegato VI. Rispondere con un Si o con un NO ed indicare i punti pertinenti verificati Nella quinta colonna deve essere dato un giudizio sintetico di conformità, ovvero gli eventuali adeguamenti che risultano necessari dall’analisi effettuata indicandone i tempi di esecuzione. La Tabella II così compilata risulta essere un foglio di lavoro quale strumento per l’adeguamento tempestivo dei requisiti di conformità previsti dal Titolo III del D. Lgs. 81/08 9 TABELLA III: VERIFICA DI CONFORMITA’ PER LE ATTREZZATURE MARCATE “CE” La prima colonna identifica ogni singola attrezzatura marcata “CE” per nominativo così come riportato nell’elenco iniziale di Tab. I Nella seconda colonna vanno riportati i punti rilevanti ai fini della sicurezza contenuti nel Manuale di Istruzioni per l’uso che sono stati controllati, segnalando con SI – NO – IN PARTE l’esito finale La terza colonna prevede la verifica, secondo quanto previsto dall’Allegato VI solo per quanto applicabile alla specifica attrezzatura. Rispondere con un Si o con un NO ed indicare i punti pertinenti verificati Nella quarta colonna deve essere dato un giudizio sintetico di conformità, ovvero gli eventuali adeguamenti che risultano necessari dall’analisi effettuata indicandone i tempi di esecuzione. La Tabella III così compilata risulta essere un foglio di lavoro quale strumento per l’adeguamento tempestivo dei requisiti di conformità previsti dal Titolo III del D. Lgs. 81/08 10 3. VALUTAZIONE DEL RISCHIO La conformità delle macchine ai requisiti di sicurezza rappresenta una fase necessaria ma non sufficiente nel percorso di valutazione che deve essere compiuto dal Datore di Lavoro che ha l’obbligo di valutare i rischi delle postazioni di lavoro e ridurli al minimo attraverso l’individuazione di specifiche misure di prevenzione e protezione, nell’ambito di quanto previsto all’art. 28 e 29 del Titolo I e secondo quanto previsto all’art. 71 commi 2 e 4 (Obblighi del Datore di Lavoro) del D. Lgs. 81/08 in cui viene specificato che il Datore di Lavoro deve prendere in considerazione: “ a) le condizioni e le caratteristiche specifiche del lavoro da svolgere; b) i rischi presenti nell’ambiente di lavoro; c) i rischi derivanti dall’impiego delle attrezzature stesse; d) i rischi derivanti da interferenze con le altre attrezzature già in uso.” La valutazione dei rischi deve, infatti, essere un processo che, per ogni postazione di lavoro, consenta di effettuare un’analisi che tenga conto dell’interazione tra AMBIENTE, UOMO E MACCHINA e consenta di determinare il rischio globale legato allo svolgimento della specifica attività, individuando i soggetti esposti al rischio fra coloro che operano o sono presenti nella “zona pericolosa” dell’attrezzatura (art. 69). Secondo le indicazioni contenute in queste Linee Guida, la valutazione sarà conseguente alla verifica di conformità delle macchine e alle eventuali azioni di adeguamento (Capitolo 2) e quindi entrerà nel merito del rischio residuo, definendo l’ordine di priorità per la predisposizione del Piano di Miglioramento che va illustrato nel Documento di Valutazione dei Rischi ai sensi della lettera c) del comma 2 dell’art. 28 D. Lgs. 81/08. Un metodo di valutazione che consente di tenere conto di tutti gli elementi citati al comma 2 dell’art. 71 è presentato nel documento “Calcolare da sé i rischi d’infortunio” (ISBN 92-8432130-1, anno 1998), Comitato Internazionale «Sicurezza delle Macchine» dell'AISS, Gruppo di lavoro n° 1, riproposto integralmente in Appendice A. Il metodo prevede una valutazione quantitativa del rischio d’infortunio effettuata in base a valori numerici assegnati ai vari fattori rientranti nelle seguenti categorie: il materiale e l’attrezzatura di lavoro l’ambiente l’uomo e l’organizzazione di lavoro In particolare il modello proposto prevede quattro diverse fasi: Fase 1: valutazione del rischio globale proprio del posto di lavoro (che tiene conto del rischio legato al materiale e dell’incidenza dell’ambiente di lavoro) Fase 2: valutazione della capacità personale dell’individuo di dominare il rischio Fase 3: valutazione del rischio di infortunio (calcolato sulla base del rischio globale e delle capacità del soggetto) Fase 4: percezione del rischio. Verifica se il rischio così calcolato si colloca in una sfera d’accettabilità (scala di riferimento). Un metodo alternativo, tratto dal modello predisposto dal SUVA “Méthode Suva d’appréciation des risques à des postes de travail et lors de processus de travail”, è proposto in Appendice B: il modello richiede l’individuazione di un numero più ridotto di fattori rispetto al precedente e quindi consente un minor grado di adeguatezza nella valutazione. 11 APPENDICE A 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 APPENDICE B 41 Il metodo predisposto dal SUVA “Méthode Suva d’appréciation des risques à des postes de travail et lors de processus de travail” propone una valutazione del rischio delle postazioni di lavoro e dei processi di lavoro condotta attraverso l’assegnazione di un valore quantitativo a un fenomeno pericoloso. Questo valore è composto dalla gravità del danno (G) e della probabilità (P) che questo danno verificasi. La probabilità P è definita secondo la presentazione della probabilità contenuta nella norma UNI EN 1050 “Sicurezza delle macchine - principi per la valutazione del rischio” e in base alle indicazioni contenute nel documento dell'AISS “Calcolare da sé i rischi d’infortunio” presente in Appendice A di queste Linee Guida. Di seguito riportiamo una sintesi, che nasce dalla scelta di uno dei percorsi proposti del metodo Suva, che tiene conto della sua applicabilità nel nostro contesto produttivo. Nel documento, disponibile in lingua francese e in tedesco al seguente indirizzo https://wwwsapp1.suva.ch/sap/public/bc/its/mimes/zwaswo/99/pdf/66099_f.pdf, è descritto tutto il percorso della valutazione proposto dal metodo che parte dalla pianificazione della strategia per arrivare all’individuazione delle misure di prevenzione e protezione. La UNI EN 1050:1998 determina il rischio correlato ad un pericolo secondo lo schema seguente: Il metodo Suva riprende i contenuti della Norma assegnando al fattore “gravità del danno” (G) e ai tre elementi che concorrono a determinare il fattore “probabilità di accadimento” (P) dei valori numerici. La gravità del danno è suddivisa in 5 categorie. Categoria I II III IV V Dimensione del danno Molto grave Grave Medio Debole Molto debole Conseguenze decesso invalidità grave invalidità leggera ferita con assenza dal lavoro ferita senza assenza dal lavoro Invalidità grave = incapacità al lavoro per la professionalità acquisita o per una professionalità equivalente; influisce su qualità della vita. Invalidità leggera = capacità di lavoro per la professionalità acquisita o per una professionalità equivalente; influisce poco sulla qualità della vita. 42 L’indice di probabilità P è determinato da 3 fattori individuati per la specifica postazione di lavoro ,secondo la formula seguente (punto 4.3.2- Variante 2 – 2a possibilità del metodo ): P = e + 2 po + L dove e = durata dell’esposizione po = probabilità di accadimento dell’evento pericoloso L = probabilità di evitare o limitare il danno L’assegnazione dell’indice ai diversi elementi considerati avviene secondo le tabelle seguenti: Tabella 1: Indice di frequenza e durata dell'esposizione al fenomeno pericoloso (e). e durata dell'esposizione 5 4 3 2 1 40 h/settimana 20 h/settimana 8 h/settimana 4 h/settimana 2 h/settimana Tempo pieno Tempo parziale 1 giorno/settimana ½ giorno/settimana 1 giorno/mese Tabella 2: Indice di probabilità di accadimento di un evento pericoloso (po). occorre attendersi che l'evento accada (non ci sono misure esistenti) ci si può attendere che l'evento accada (c'è un inizio di misure) l'evento è possibile (misure parzialmente adottate, delle insufficienze ovvie) evento concepibile, ma insolito (misure adottate) evento difficilmente concepibile (misure conformi allo stato della tecnica) Tabella 3: Indice di probabilità di evitare o limitare il danno (L). - pericolo non percettibile - assenza di istruzioni operative - qualificazione insufficiente del personale - uno o due criteri del livello 1 non sono soddisfatti - pericolo percettibile - istruzioni operative periodiche - buona qualificazione del personale 43 Il risultato dell’indice di probabilità P, calcolato secondo la formula indicata, può essere valutato tramite la seguente tabella: Categoria A B C D E Definizione della Probabilità Frequente Occasionale Rara Improbabile Quasi impossibile P = e + 2 po + L 19, 20 17, 18 14, 15, 16 11, 12, 13 ≤ 10 Probabilità (P) Per valutare i rischi viene utilizzato un metodo a matrice che consente anche di definire, in relazione alle diverse zone in cui il rischio si colloca, una priorità negli interventi da intraprendere. Gravità del danno (G) Zona 1 RISCHI GRAVI: la sicurezza non è garantita Zona 2 RISCHI MEDI: la sicurezza non è garantita Zona 3 RISCHI DEBOLI: la sicurezza è in gran parte garantita 44