caricato da
common.user13306
Correlazioni tra Microstruttura e Proprietà Meccaniche di Leghe Al-Si-Mg ed Al-Cu Trattate Termicamente

UNIVERSITÀ POLITECNICA DELLE MARCHE
FACOLTÀ DI INGEGNERIA
DIPARTIMENTO DI MECCANICA
______________________________________________________________________________________________
Dottorato di Ricerca in INGEGNERIA MECCANICA e GESTIONALE
10° CICLO – Nuova Serie
CORRELAZIONI TRA MICROSTRUTTURA E PROPRIETÀ
MECCANICHE ED EFFETTO DELLA PERMANENZA IN
TEMPERATURA IN LEGHE Al-Si-Mg ED Al-Cu TRATTATE
TERMICAMENTE
Coordinatore:
Chiar.mo Prof. Nicola Paone
Dottorando:
Ing. Andrea Morri
Tutor:
Chiar.ma Prof.ssa Lorella Ceschini
____________________________________________________________
Anni Accademici 2009-2011
Alla mia bella…
Indice
INDICE
INDICE
Introduzione……………………………...………………………………………..……1
Parte compilativa
Capitolo 1
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
1.1 Introduzione………………………………………………………………………...5
1.2 La fase α-Al…………………………………………………………………………7
1.3 Il grano cristallino…………………………………………………………….……13
1.4 L’eutettico Al-Si…………………………………………………………………...18
1.5 I composti intermetallici …...……………………………………………….......…25
1.6 I difetti di solidificazione..………………………………………….……………...31
Bibliografia………………………………………………………………………..……41
Capitolo 2
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
2.1 Introduzione……………………………………………………………….………45
2.2 Designazione degli stati metallurgici …...………………………………………...47
2.3 La tempra di soluzione ...……………………………………………….…………50
2.4 Il pre-invecchiamento ...……………………………………………………..…….62
Bibliografia ……………………………………………………………………..…...…71
Parte sperimentale
Capitolo 3
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
3.1 Introduzione ………………………………………………………………….….. 73
3.2 La testa motore F136 ..…...……………………………………………………… 74
3.3 Stato dell’arte aziendale:
microstruttura, proprietà tensili e supporto alla simulazione di colata ..………….76
3.4 Effetti del pre-aging e della microstruttura sulle proprietà tensili:
modelli previsionali di tipo empirico ......…………………………………...……89
3.5 Effetto della temperatura sulle proprietà meccaniche:
modelli empirici di comportamento allo stato under ed over-aged …………...... 101
3.6 Resistenza a fatica ...……..………….………………………………………….. 114
3.7 Conclusioni …………...……………………………………………………….... 137
Bibliografia …..………………………………………………………….…………... 139
Indice
Capitolo 4
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed
EN AW-4032 T6
4.1 Introduzione ………………………………………………………………......… 141
4.2 Materiale e procedura sperimentale …………………………………………...... 142
4.3 Effetto della temperatura sulle proprietà meccaniche:
modelli empirici di comportamento allo stato sovrainvecchiato …………......… 148
4.4 Effetto della microstruttura sulle proprietà meccaniche ……………………....... 157
4.5 Comportamento a caldo della lega EN AW-4032 T6 ...…………………......… 162
4.6 Conclusioni ……………………………………………………………….......… 165
Bibliografia …………………………………………………………..………...……. 167
Capitolo 5
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente
MATLAB®
5.1 Introduzione……………………………………………………………………...169
5.2 Ipotesi di base e sviluppo dell’algoritmo………………………………………....171
5.3 Discussione dei risultati………………………………………………..…………180
5.4 Conclusioni…………………………………………………………….…………184
Bibliografia……………………………………………………………………………185
Conclusioni……………………………………………………………………...……187
Ringraziamenti
Introduzione
INTRODUZIONE
Ottima attitudine a processi di deformazione plastica e fusori, alta resistenza alla
corrosione e soprattutto elevata resistenza specifica, hanno reso le leghe di alluminio da
trattamento termico fra le migliori candidate per applicazioni strutturali nel settore dei
trasporti. L’esigenza industriale moderna è, infatti, quella di produrre veicoli sempre più
leggeri e con motori dalle sempre maggiori potenze specifiche, al fine di garantire
contemporaneamente alte prestazioni, ridotti consumi e basse emissioni inquinanti, nel
rispetto delle sempre più stringenti normative. Per raggiungere tale obiettivo, la
tendenza ormai consolidata è quella di un uso crescente di leghe d’alluminio anche per
gli elementi più critici, quali teste, basamenti motore e pistoni.
Numerosi studi, condotti anche recentemente, hanno tuttavia evidenziato che una
criticità, soprattutto per le leghe da fonderia in componenti di forma complessa, è
costituita dalla forte dipendenza delle proprietà meccaniche locali dalla microstruttura e
dai difetti di solidificazione. Porosità da gas, cavità da ritiro e film di ossido, ne
riducono infatti drasticamente resistenza a fatica e duttilità. Inoltre, anche quando questi
difetti riescano ad essere contenuti a livelli particolarmente ridotti, tramite l’adozione di
opportune pratiche di fonderia, altri parametri microstrutturali, come la distanza fra i
rami secondari delle dendriti (SDAS), le dimensioni del grano e le caratteristiche degli
eutettici e/o intermetallici presenti, influenzano in maniera consistente le proprietà del
materiale. Particolarmente nel caso di getti a geometria complessa, le proprietà
meccaniche sono dunque una caratteristica puntuale, dipendente dalle condizioni di
solidificazione e questo, comporta evidenti criticità nella fase di progettazione degli
stessi: il materiale non potrà essere sicuramente considerato continuo, omogeneo ed
isotropo. Altro aspetto di rilevanza fondamentale, sia per le leghe da fonderia che da
deformazione plastica trattate termicamente T6, è che, nel caso di componenti destinati
a lavorare a temperature superiori a quelle di invecchiamento, si assiste ad un
deterioramento delle proprietà meccaniche funzione del tempo e temperatura di
esposizione. Questo, comporta un’ulteriore ed evidente complicazione progettuale.
In questo contesto, si inseriscono i due progetti di ricerca nell’ambito dei quali è stata
sviluppata l’attività di dottorato e nei quali si è portata avanti la collaborazione tra i
dipartimenti di diverse università italiane (SMETEC e DIEM dell’ Università di
Bologna, DIMEC dell’Università di Modena e Reggio Emilia ed IED dell’Università di
Parma e Piacenza) e due aziende di rilievo internazionale, quali Ferrari S.p.A. e Ducati
Motor Holding SpA. Nel dettaglio, i due progetti di ricerca avevano titolo:
1
Introduzione
•
FAR DM28741 FERRARI: “Studio, progettazione di componenti meccanici ad alte
prestazioni ed affidabilità in leghe di alluminio sollecitati a fatica termomeccanica
per applicazioni motoristiche” (01/06/2007-31/05/2010).
• FIRB RBIP068WAA_002 DUCATI: “Potenziamento e sviluppo dell'industria
motoristica incluse le due ruote con motori a basso consumo e a basso impatto
ambientale” (01/07/2008-30/06/2011).
Obiettivo di entrambi i progetti, era lo sviluppo di un’innovativa metodologia di
progettazione di componenti motore in lega d’alluminio, ottenuti per fusione e
sollecitati termomeccanicamente, integrando aspetti progettuali/strutturali, metallurgici
e tecnologici. Le condizioni di lavoro di questi componenti (i.e. temperature e
sollecitazioni) sono sempre estreme, con una crescente probabilità di riscontrare
problemi di affidabilità e, di conseguenza, difficoltà a chiudere rapidamente e con
successo la fase di delibera di un motore. Anche in relazione al fatto che la
progettazione tecnologica si concentra attualmente sulla verifica della producibilità del
componente e non contribuisce a valutazioni complessive del progetto, questo comporta
un’ulteriore incertezza nei tempi di realizzazione dei primi prototipi e delle necessarie
verifiche di affidabilità. Inoltre, la realizzazione di sperimentazioni a banco, onerose in
termini di tempo e risorse, è vista come fase progettuale imprescindibile. La crescente
competizione nel mercato globalizzato spinge, al contempo, verso la riduzione del
tempo di delibera di nuovi prodotti e si ritiene che il conseguimento di tale risultato
possa avvenire integrando maggiormente le fasi di progettazione e produzione,
confidando sulle migliorate capacità predittive dei moderni strumenti di simulazione.
Chiaramente, tale capacità predittiva, può vantare sufficiente affidabilità solo dopo
un’adeguata fase di sviluppo sugli specifici casi industriali.
L’attività di ricerca svolta durante il dottorato, rientra in questo contesto, con
l’obiettivo di supportare e legare fra loro le fasi di simulazione di colata e di
simulazione strutturale di getti complessi in lega Al-Si-Mg. Nel primo caso, si sono
forniti tutti i dati per l’opportuna definizione delle condizioni a contorno del problema,
nonché per la verifica dei risultati delle simulazioni, in termini di distribuzione di
difettosità e SDAS. Nel secondo caso, si sono forniti dati di caratterizzazione meccanica
del materiale (trazione e fatica), che contribuissero a superare le ipotesi semplificative
di continuità, omogeneità, isotropia e costanza nel tempo delle proprietà meccaniche.
Nel corso del progetto, la parziale trasferibilità dei risultati ottenuti in campo
metallurgico su componenti ottenuti per fusione (teste e basamenti motore), a
componenti sottoposti a deformazione plastica (pistoni), ha consentito un ampliamento
del campo di ricerca.
Con maggiore dettaglio, il piano delle attività svolte nell’ambito del dottorato, ha
compreso:
1. La valutazione dello stato dell’arte, relativo a microstrutture, proprietà meccaniche,
processi di produzione e trattamento termico, inerenti le leghe Al-Si-Mg da fonderia.
2. Il reperimento e la preparazione del materiale sperimentale, estratto da teste motore
in lega Al-Si-Mg da fonderia e da pistoni stampati in lega Al-Si-Mg ed Al-Cu;
2
Introduzione
3. La realizzazione di prove meccaniche statiche (durezza e trazione) e dinamiche
(fatica a flessione rotante), nonché misure di analisi termica differenziale;
4. La caratterizzazione microstrutturale e frattografica dei materiali, tramite l’utilizzo di
tecniche di microscopia ottica, elettronica in scansione ed analisi di immagine.
5. L’individuazione di modelli empirici di previsione delle proprietà meccaniche di
leghe Al-Si-Mg da fonderia ed Al-Si (ed Al-Cu) da deformazione plastica anche, e
soprattutto, in relazione al degrado che il materiale subisce durante la sua vita utile a
seguito di permanenza ad elevata temperatura;
6. Lo sviluppo embrionale di un algoritmo per valutare il degrado, di durezza e
proprietà tensili, dovuto all’esposizione in temperatura di una generica lega da
trattamento termico.
Il luogo di svolgimento delle attività, è stato il Dipartimento di Scienza dei Metalli,
Elettrochimica e Tecniche Chimiche (SMETEC) della Facoltà di Chimica Industriale
dell’Alma Mater Studiorum - Università di Bologna, sede consorziata con l’Università
Politecnica delle Marche (sede di Ancona) e l’attività di tutoraggio è stata svolta dalla
Prof.ssa Lorella Ceschini, docente di Metallurgia presso la Facoltà di Ingegneria della
medesima Università.
3
Introduzione
4
Capitolo 1
CAPITOLO 1
Microstruttura e proprietà meccaniche
delle leghe Al-Si-Mg da fonderia
1.1
Introduzione
Le leghe Al-Si-Mg da fonderia, hanno molteplici applicazioni nell’industria
aerospaziale ed automobilistica e vengono abitualmente impiegate nella produzione di
componenti motore come basamenti e teste, nella produzione di pinze freno, di scatole
di trasmissione, di cerchioni per autovetture ed altro [1,2]. Queste leghe, sono da tempo
utilizzate per sostituire le tradizionali ghise utilizzate nel settore automotive, per cercare
di soddisfare le sempre maggiori restrizioni in termini di riduzione dei consumi e delle
emissioni inquinanti, nonché per consentire prestazioni sempre maggiori. In
quest’ottica, la riduzione del peso di un veicolo risulta determinante e l’adozione di
leghe di alluminio da fonderia e deformazione plastica, una necessità.
Fra le leghe Al-Si-Mg, quelle ipoeutettiche con il 7% ed il 10% di Si (classi 42XXX e
43XXX, rispettivamente, secondo EN 1706:1998), sono sicuramente fra le più utilizzate
vista l’eccellente combinazione di proprietà fusorie, come l’elevata colabilità, e buone
proprietà meccaniche in rapporto al peso, una volta trattate termicamente, così come una
buona resistenza a corrosione e saldabilità. Queste leghe, offrono la possibilità di colare
in sabbia, conchiglia, in pressione o in gravità, getti complessi ed a parete sottile con
carichi di rottura fino a 350 MPa [1-4].
La tecnologia fusoria induce tuttavia la presenza di un certo numero di difetti di
solidificazione, quali film di ossido, cavità da ritiro e porosità da gas. Il principale limite
diventa allora la notevole influenza delle condizioni di solidificazione sulla
microstruttura finale, che influenza in modo significativo le proprietà meccaniche e,
soprattutto, il comportamento a fatica [5-8]. Come riportato in [7], la vita a fatica di una
lega da fonderia contenente difetti, può essere uno o due ordini di grandezza inferiore,
rispetto a quella della stessa lega priva di difetti. Le proprietà meccaniche statiche sono
invece meno sensibili alla presenza di difetti di solidificazione e possono essere più
influenzate dagli altri parametri microstrutturali [9-15]. La microstruttura delle leghe
ipoeutettiche da fonderia, fra le quali rientra una delle leghe oggetto di questo studio, è
tipicamente composta da dendriti di alluminio primario, eutettico alluminio-silicio e
composti intermetallici a base Fe, oltre agli intermetallici derivanti dall’eventuale
trattamento termico. La frazione volumetrica di dendriti ed eutettico, dipende
fondamentalmente dalla composizione chimica, mentre la dimensione delle dendriti,
nonché la morfologia dell’eutettico stesso, sono funzioni, rispettivamente, delle
5
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
condizioni di solidificazione e dell’eventuale aggiunta di elementi modificanti.
L’applicazione di un trattamento termico, può inoltre modificare ulteriormente la fase
eutettica, da cui ne risulta che composizione chimica, condizioni di solidificazione e
trattamento termico, sono i fattori determinanti nella definizione della microstruttura di
un getto realizzato con queste leghe. Le proprietà meccaniche statiche, funzione della
microstruttura, risultano principalmente condizionate dalla spaziatura fra i rami
secondari delle dendriti (SDAS) e dalla forma e distribuzione della fase eutettica [1014]. Tutti questi aspetti devono essere tenuti in considerazione durante la progettazione
di getti complessi in lega Al-Si-Mg dal momento che, la grande varietà di microstrutture
prodotte dalle diverse condizioni locali di solidificazione, può portare a una forte
variazione di proprietà meccaniche all’interno del getto stesso.
6
Capitolo 1
1.2
La fase α-Al
Grazie principalmente all’incremento della fluidità e colabilità della lega, alla riduzione
della temperatura di fusione, alla riduzione dell’entità del ritiro e della dilatazione
termica, le leghe Al-Si, sono le tipiche leghe di alluminio da fonderia. Queste leghe
hanno un tenore di Si generalmente compreso fra il 5 e il 11% e sono quindi di tipo ipoeutettico. La microstruttura di tali leghe, è composta da dendriti di alluminio primario,
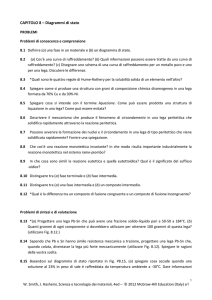
circondate da eutettico alluminio-silicio. Per studiare la microstruttura delle leghe di AlSi è necessario fare riferimento innanzi tutto al diagramma di stato Al-Si (Fig.1), che
riporta le condizioni di equilibrio termodinamico del sistema, in funzione della
composizione chimica e della temperatura T (assumendo costante la pressione).
Fig.1 - Diagramma di stato della lega binaria Al-Si [16].
Dal diagramma si osserva come alluminio e silicio siano completamente miscibili allo
stato liquido, mentre la solubilità allo stato solido, è assai scarsa a temperatura
ambiente. In fase solida, il silicio nell’alluminio dà luogo ad una soluzione (α-Al) la cui
massima solubilità è pari a 1,65% (in peso) alla temperatura eutettica di 577 °C. La
solubilità dell’alluminio nel Si, è invece nulla allo stato solido per cui, a temperature
inferiori a quella eutettica, il silicio, sarà presente in lega come cristalli di silicio
primario (solo nelle leghe ipereutettiche) e/o come silicio eutettico.
Nelle leghe ipoeutettiche, come quella analizzata in questo studio, la frazione di fase αAl varia tipicamente tra il 10% ed il 40%, in funzione della composizione chimica della
lega (5-11%) e delle condizioni di solidificazione [17]. Durante la solidificazione di
7
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
queste leghe, usualmente, si generano tutte le condizioni per cui, una volta stabili i
germi di solidificazione di fase α-Al, l’accrescimento risulta di tipo dendritico, con
sviluppo prevalente nella direzione parallela ed ortogonale a quella di asportazione del
calore (Fig.2). Tale morfologia si realizza per neutralizzare l’incremento di temperatura
(principio di Le Châtelier) dovuto all’esotermicità del processo. Aumentando il numero
di piani di cristallizzazione e realizzando un fronte di solidificazione appuntito (creando
quindi delle protuberanze), lo smaltimento superficiale del calore latente di
solidificazione per unità di volume è massimo e l’energia del sistema è minima.
Analogamente, per ragioni energetiche, lo sviluppo protuberiforme segue orientamenti
preferenziali. Durante l’accrescimento possono poi crearsi nuove “protuberanze”,
mentre altre possono arrestarsi, sia per l’accumulo di calore all’interfaccia, sia per il
riscaldamento del liquido circostante a causa delle dendriti adiacenti che stanno a loro
volta accrescendosi. Nonostante la presenza di un gradiente di temperatura positivo
all’interfaccia liquido/solido, l’accrescimento procede secondo questa modalità a causa
del sottoraffreddamento costituzionale [16,18,19].
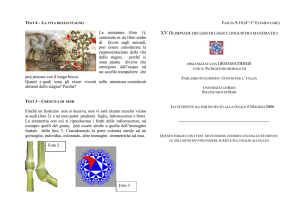
In Fig.2-a, è riportato l’esempio di un accrescimento dendritico di tipo colonnare ma, a
fianco a questo, nella pratica industriale, è sempre presente e più esteso un
accrescimento di tipo equiassico (Fig.2-b). Le condizioni dello sviluppo dell’una o
dell’altra forma sono funzione delle condizioni di solidificazione del materiale, diverse
in ogni zona di un getto [18,19].
a
b
Fig.2 – Esempi di accrescimento di tipo dendritico colonnare (a) ed equiassico (b) osservato
tramite raggi X [20,21]
Considerando una lega ipoeutettica Al-Si allo stato liquido, al raggiungimento delle
opportune condizioni di sottoraffreddamento, si innescherà la nucleazione di germi
stabili di fase α-Al poveri in Si. Questi, col procedere dell’asportazione del calore, ad
esempio da parte di uno stampo, si accresceranno formando dendriti arricchendo il
liquido rimanente in Si. Nell’ipotesi di condizioni di equilibrio, alla temperatura
eutettica, il liquido rimanente si troverà ad avere composizione eutettica e solidificherà
8
Capitolo 1
formando una tipica struttura alternata di fase α-Al e Si eutettico (Fig.3). La
microstruttura finale del materiale, del tutto analoga a quella a temperatura ambiente, è
dunque costituita da dendriti di fase primaria α-Al circondate dall’eutettico.
a
b
Fig.3 – Micrografie ottiche raffiguranti la microstruttura tipica di solidificazione di una lega
ipoeutettica modificata (cfr.1.3) Al-Si a basso (a) ed alto ingrandimento (b) [22].
Un parametro microstrutturale di fondamentale importanza per le leghe Al-Si da
fonderia, è la distanza fra i rami secondari delle dendriti, nota con l’acronimo SDAS
(secondary dendrite arm spacing). In Fig.4-a, viene riportato a riguardo uno schema di
accrescimento dendritico e l’identificazione di tale parametro su una dendrite. Con
valenza analoga a quella dello SDAS, talvolta, la letteratura [22], considera la distanza
fra i rami primari delle dendriti (DAS) o la dimensione della cella dendritica [23]. Dalle
dimensioni medie dello SDAS (o degli altri parametri citati), dipendono tutte le
proprietà meccaniche della lega ed anche alcune proprietà tecnologiche. In particolare,
ad una sua diminuzione, corrispondono un incremento di durezza, resistenza a
snervamento, resistenza a trazione, allungamento percentuale a rottura, resistenza a
fatica, oltre a una riduzione della microsegregazione, della tendenza alla criccabilità a
caldo (hot tearing) e ad una migliore risposta al trattamento termico [23,24].
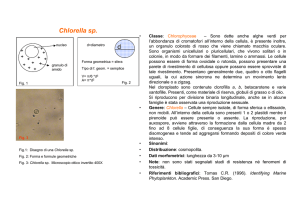
Come ben si evince dalla Fig.5-a, la riduzione della dimensione dello SDAS, porta ad
un incremento della tensione di rottura e dell’allungamento percentuale a rottura [23,
25, 26,27]. Inoltre, come già accennato, lo SDAS è un parametro importante anche per
definire la vita a fatica [23]. La Fig.5-b mostra l’effetto dello SDAS sulla vita a fatica
ottenuta da provini esenti da difetti per le leghe A356 e A357, evidenziando come al
diminuire dello SDAS la vita a fatica aumenti. Questo è particolarmente vero quando la
dimensione dei difetti di fusione è al di sotto di un valore critico, per il quale diventano
determinanti le altre caratteristiche microstrutturali [7]. Comunque, il parametro
determinante per il controllo dello SDAS è la velocità (o il tempo) di solidificazione che
dipende in maniera fondamentale dal tipo di processo fusorio adottato. La legge che
9
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
lega lo SDAS alla velocità di raffreddamento, ovvero al tempo di solidificazione, è del
tipo:
(1)
dove ts è il tempo di solidificazione, mentre k e m sono costanti che dipendono dal
materiale [28]. E’ chiaro che, una maggiore velocità di raffreddamento (R), ovvero una
riduzione del tempo di solidificazione, limita l’accrescimento delle strutture dendritiche
e quindi porta ad una riduzione dello SDAS [7, 26, 28,29].
a
b
Fig.4 - Schematizzazione dell’accrescimento dendritico ed individuazione del parametro
microstrutturale SDAS (a, [25]) e micrografia ottica di una dendrite con evidente asse primario
e bracci secondari (b, [22]).
a
b
Fig.5 - Effetto dello SDAS sulle proprietà meccaniche di una lega di alluminio da fonderia (a,
[25]) ed effetto dello SDAS sul numero di cicli a rottura per le leghe A356/A357 (b, [7]).
Lo SDAS dipende da vari parametri fra i quali la velocità di solidificazione, la
composizione chimica della lega, la presenza di particelle di una seconda fase e ossidi o
inclusioni gassose. Durante il raffreddamento, infatti, inclusioni e/o fasi secondarie,
possono segregare fra i bracci delle dendriti ed aumentare la spaziatura fra i rami
primari e secondari delle stesse.
10
Capitolo 1
Per una valutazione approssimativa di ts è possibile utilizzare la regola di Chvorinov,
che vale:
(2)
dove V è il volume di metallo fuso, A è l’area superficiale di metallo a contatto con lo
stampo, n è una costante che può essere posta ~ 2 e B è una costante che dipende dal
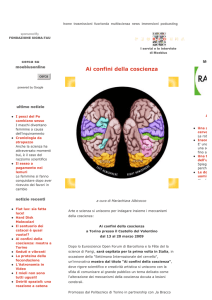
materiale dello stampo. La Fig.6-a mette in evidenza come, al crescere del tempo di
solidificazione, lo SDAS tenda ad aumentare secondo modalità diverse, a seconda del
tipo di lega. La Fig.6-b evidenzia inoltre i risultati di uno studio sperimentale condotto
sulla lega A356 [7] riportando i “campi di esistenza” dei diversi processi industriali.
Come detto in precedenza, la tipologia e le condizioni di processo adottate,
influenzando ts(R), diventano determinanti per definire il valore di SDAS all’interno di
un getto. Una colata in sabbia, presenterà dunque uno SDAS superiore (a parità di getto)
ad una colata in conchiglia, a sua volta superiore a quello di una pressofusione (Fig.7).
a
b
Fig.6 - Dipendenza dello SDAS dal tempo di solidificazione per diverse leghe (a,[25]).
Dipendenza dello SDAS dalla velocità di raffreddamento per la lega da fonderia A356 (b,[7]).
a
b
Fig.7 - Effetto del processo di colata adottato sullo SDAS per una lega da fonderia Al-Si: (a)
colata in sabbia (SDAS grossolano) ; (b) colata in conchiglia (SDAS fine) [22]
11
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
L’influenza combinata sullo SDAS, del tempo di solidificazione (velocità di
raffreddamento) e della composizione chimica, può essere espressa, per le leghe Al-SiMg da fonderia, con le seguenti relazioni [22]:
(3)
(4)
dove CMg e CSi costituiscono le composizioni chimiche percentuali del magnesio e del
silicio contenuti rispettivamente nella lega, mentre tf rappresenta il tempo di
solidificazione e
la velocità di raffreddamento. Nel caso particolare della lega EN
AC-42100 (A356), attraverso interpolazione di dati sperimentali (Fig.6-b), la letteratura
[7] traduce la relazione (4) nella più semplice:
(5)
dove R = dT/dt rappresenta il rapporto fra la diminuzione di temperatura misurata
durante la solidificazione ed il tempo impiegato per ottenere tale diminuzione.
12
Capitolo 1
1.3
Il grano cristallino
E’ importante ribadire che, una singola dendrite, non è un grano cristallino. Il grano
cristallino infatti, è costituito dall’insieme delle dendriti originatesi da uno stesso nucleo
di germinazione ed aventi stessa orientazione cristallografica del reticolo di fase α-Al
(Fig.8). Il bordo grano si forma dove gruppi di dendriti, appartenenti a grani diversi, e
quindi con diversa orientazione cristallografica, si incontrano. La diminuzione della
dimensione del grano, porta in generale ad un lieve aumento delle proprietà resistenziali
delle leghe di alluminio da fonderia (Fig.9), ma in misura minore rispetto allo SDAS,
mentre notoriamente ha maggiore influenza sulle leghe da deformazione plastica. La
relazione di Petch-Hall lega la tensione di snervamento (YS) alla dimensione media del
grano (d), mediante la relazione:
(6)
dove a e b sono costanti del materiale. Le ragioni di questo comportamento sono da
attribuirsi all’interazione fra le dislocazioni ed i bordi grano che ne ostacolano il moto.
Maggiore è l’estensione di tali bordi (grano fine), maggiore sarà l’ impedimento al moto
delle dislocazioni [26,30]. Nel caso delle leghe da fonderia, un ragionamento affine può
essere fatto per ogni bordo della cella dendritica da cui discende che lo SDAS risulta il
parametro microstrutturale che influenza maggiormente le proprietà meccaniche,
rispetto alla dimensione dei grani.
b
a
c
Fig.8 – Schema di sviluppo di un grano cristallino (a, [28]) e micrografie ottiche in luce
polarizzata, dopo attacco elettrochimico Barker su campioni a grano grossolano (a) e fine (b)
della lega Al-Si7-Mg colata in conchiglia, [27].
13
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
Fig.9 – Andamento della durezza, resistenza a trazione ed allungamento a rottura per la lega
A356 modificata e non modificata [23].
E’ interessante notare come, al contrario dello SDAS(DAS), la dimensione dei grani
non sia così strettamente correlata alla velocità di solidificazione. La figura 10, riporta
l’andamento di dimensione del grano e DAS, in funzione del tempo di raffreddamento
per una lega Al-Cu. E’ evidente, come i dati relativi al grano siano dispersi e, sebbene
ad alti valori di DAS corrispondano sempre grandi dimensioni del grano, non si
verifichi lo stesso per bassi valori di DAS (a cui possono comunque corrispondere grani
grossolani). Questo concetto, riportato per una lega Al-Cu, può essere esteso anche alle
leghe Al-Si-Mg. Questo testimonia il fatto che, la dimensione dei grani non è
dipendente soltanto dalla velocità di raffreddamento, ma anche da altri fattori. In
particolare la dimensione dei grani, è molto dipendente dal processo di nucleazione.
Pertanto, per ottenere un affinamento del grano, occorre favorire la nucleazione, oltre
che limitare l’accrescimento aumentando la velocità di solidificazione. Per favorire la
nucleazione, occorre fornire elevati sottoraffreddamenti (nucleazione omogenea) e/o
inoculare la lega (nucleazione eterogenea). In questo secondo caso, per le leghe di
alluminio da fonderia, vengono tipicamente utilizzati ridotti contenuti di alliganti, quali
Ti e B. Questi agiscono singolarmente, o in maniera congiunta formando intermetallici
tipo XXXX. Un agente nucleante eterogeneo efficiente per una data lega, fornisce una
14
Capitolo 1
superficie (solida) di crescita, a temperature pari a quella di liquidus o leggermente
superiori ed è noto che, il composto TiAl3, incontra questi criteri per le leghe di Al.
Dato il diagramma di stato Al-Ti (Fig.11-a), è evidente che queste condizioni sono
valide solo per tenori di titanio superiori allo 0,15% in peso. A questi tenori di
concentrazione, il peritettico è oltrepassato e la prima fase a formarsi durante la
solidificazione della lega binaria è appunto il composto TiAl3. In queste condizioni, il
processo di nucleazione eterogenea diventa efficace (Fig.11-b).
Fig.10 - Relazione fra tempo di solidificazione tS e DAS/dimensione dei grani [28].
a
b
Fig.11 – a) Diagramma di stato Al-Ti (a) ed effetto del tenore di Ti sul numero di grani per cm3
formatisi durante la solidificazione di leghe di alluminio da fonderia (b) [26].
15
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
La pratica industriale dimostra però che questi tenori di titanio possono dare origine ad
intermetallici grossolani, abbassando notevolmente le proprietà meccaniche. Inoltre, un
affinamento del grano, può essere ottenuto anche con tenori molto minori di Ti (0,01%).
Per questa ragione, il semplice riferimento al diagramma Al-Ti non sembra essere oggi
sufficiente a spiegare il fenomeno e sono state proposte altre teorie che vedono l’effetto
nucleante dovuto ad esempio a TiB2, carburi o ad effetti costituzionali sulla reazione
peritettica.
Comunque, favorire semplicemente il processo di nucleazione, non sembra sufficiente
per portare alla formazione di un grano fine. Come accennato, è altrettanto
fondamentale, contenere l’accrescimento. Per sistemi complessi, dove sono presenti
molti elementi di lega, il tasso di accrescimento dipende molto dalla facilità con cui il
generico elemento, segregato dal fronte di solidificazione, riesce a diffondere nel
liquido davanti ad esso (arricchito sicuramente di quell’elemento e degli altri elementi
di lega). Per valutare tale caratteristica di una lega, è stato introdotto un parametro
denominato “growth restriction factor”[31]. Essenzialmente, ogni elemento di lega, è
valutato come un agente che favorisce il sottoraffreddamento costituzionale e tutti i
contributi sono sommati in accordo con la relazione:
(7)
dove: k i ed m i sono rispettivamente il coefficiente di distribuzione fra liquido e solido e
l’inclinazione della curva di liquidus per l’i-esimo elemento di lega. Co è invece la
concentrazione dell’agente nucleante (per esempio Ti). Il Ti, da un forte contributo al
GRF e, per le leghe di nostro interesse (da fonderia Si>3%), la figura 12 dimostra come
un aumento del GRF porti ad un incremento della dimensione dei grani (parte destra del
grafico). Infatti, nel caso di leghe da fonderia, un accrescimento di tipo dendritico porta
a far sì che il soluto segregato venga “intrappolato” all’interno dei canali interdendritici,
diminuendo così il sottoraffreddamento e dunque l’accrescimento. Al contrario, per le
leghe da deformazione plastica (parte sinistra del grafico), un accrescimento di tipo
planare porta ad un sottoraffreddamento costituzionale (maggiore nucleazione) tanto
maggiore quanto maggiore è il GRF (Fig.12). Dunque, dato l’effetto dovuto
principalmente all’alto tenore di Si presente nelle leghe da fonderia, risulta chiaro come
in tali leghe, sia più “difficile” ottenere una riduzione del grano.
In termini di efficacia di riduzione della dimensione del grano, risultati migliori si sono
ottenuti comunque con l’aggiunta al bagno fusione di leghe madri Alluminio-TitanioBoro (Fig.13). Tali leghe contengono dal 3 al 10% di Ti ed un rapporto Ti-B variabile
da 3 a 50. L’effettivo livello di titanio nelle leghe madri ternarie è significativamente
minore che non quello peritettico, tipicamente tra lo 0,01 e lo 0,03%. Questo suggerisce,
come già accennato, che il ruolo dominante nella nucleazione è assunto dal boruro
(Ti,Al)B2 particolato. Studi recenti, hanno infatti dimostrato che le leghe madri ternarie
Al-Ti-B contengono particelle di (Ti,Al)B2, che sono effettivamente centri di
concentrazione di atomi di titanio. Le particelle di TiB2 non fungono da effettivi nuclei
ma piuttosto da substrati su cui si sviluppa il composto TiAl3, vero agente nucleante. La
16
Capitolo 1
lega madre allora provvede a rilasciare nel bagno di alluminio-silicio, particelle solubili
ed insolubili. Non appena la fase solubile rilascia nel bagno Ti, le particelle di (Ti,Al)B2
diventano nuclei attivi per l’α-alluminio. Chiaramente, anche il tempo gioca un ruolo
determinate.
Fig.12 - Andamento della dimensione del grano in funzione del grow restriction factor per
alcune leghe da deformazione plastica (parte sinistra) e da fonderia (parte destra). [23]
Fig.13 - Dimensioni del grano per una lega A356 in funzione dei tenore di Ti e/o B
17
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
1.4
L’eutettico Al-Si
Con riferimento al diagramma di fase Al-Si (Fig. 1), è oggi universalmente riconosciuto
che, in condizioni di equilibrio, la solidificazione dell’eutettico avviene a 577°C per una
composizione chimica del liquido pari al 12.6%. La formazione dell’eutettico (Fig.14),
può avvenire in presenza di dendriti di fase primaria α-Al (leghe ipoeutettiche),
direttamente dalla fase liquida (leghe eutettiche 12,6%Si), oppure in presenza di cristalli
di Si primario (leghe ipereutettiche). E’ noto però che, la velocità di solidificazione, può
influire sulla morfologia dell’eutettico (Fig.15-a). Per le leghe ipoeutettiche, questo, può
assumere le strutture proprie delle zone D ed E (o intermedie G) del diagramma di
Fig.15-a, note come lamellare e fibrosa rispettivamente (Fig.16).
a
b
c
Fig.14 – Micrografie ottiche di una lega Al-Si ipoeutettica (a), eutettica (b) ed ipereutettica (c).
a
b
Fig.15 - Campi di esistenza di diverse morfologie dell’eutettico (a) e spostamento dell’eutettio
stesso (b) in funzione della velocità di solidificazione per una lega Al-Si [32]
a
b
Fig.16 – Micrografie ottiche di una lega eutettica solidificata lentamente (Fig.15zona C) e
velocemente (Fig.15 zona E). Evidenti le morfologie lamellare (a) e fibrosa (b) del Si [17].
18
Capitolo 1
Tali strutture, sono originate a partire dalla stessa composizione chimica (eutettica) ed è
dunque chiaro che, alte velocità di solidificazione, portano l’eutettico a spostarsi a
temperature minori e concentrazioni maggiori di Si (Fig.15-b) [32]. Nella definizione di
tali strutture, ciò che in realtà è fondamentale, non è la velocità di solidificazione, ma
più che altro il gradiente di temperatura nel liquido (G, °C/m) e la velocità di
avanzamanto dell’interfaccia liquido/solido (R, m/s) [33]. Chiaramente, il gradiente di
temperatura nel liquido, è responsabile del sottoraffreddamento costituzionale del
liquido e quindi è responsabile del passaggio da una struttura cellulare ad una
dendritica, al crescere del suo valore. Alti valori di R, invece, significano tempi ridotti
per la solidificazione e dunque strutture fini ed a volte metastabili. La velocità di
solidificazione non è altro che il risultato di queste due grandezze, al cui variare
possiamo ottenere una miriade di possibili microstrutture, a parità di composizione
chimica (Fig.17).
B’
A
D
B’
B’’
C
B’’
B+C
A
C
D
Fig.17 – Differenti classi nella morfologia del Si in funzione del gradiente di temperatura del
liquido (G) e della velocità di interfaccia (R) [34].
La regione C è la zona in cui solidificano tutti i getti di tipo industriale ed in essa il Si
assume morfologia flocculare (sotto forma di barrette nella sezione metallografica
Fig.16-a). Lo sviluppo di tale morfologia del Si durante la solidificazione viene
ampiamente trattato da Guthy in [32] e prevede la possibilità di crescita secondo tre
diversi meccanismi:
Twin Plane Re-entrant Edge (TPRE) mechanism
Layer Growth mechanism
19
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
Screw dislocations mechanism
Per quel che riguarda la regione D del diagramma di figura 17, la morfologia “fibrosa”,
assunta dal Si eutettico, è del tutto affine a quella che industrialmente viene definita
“modificata” ed è ottenuta tramite l’aggiunta nel bagno di bassi tenori di elementi quali
Na o Sr (Fig.18). Anche se fra queste strutture esiste un’importante differenza,
consistente nella diversa presenza di geminati (abbondanti solo nelle strutture
modificate chimicamente), ad entrambe tali strutture vengono generalmente attribuite
migliori proprietà meccaniche, soprattutto in termini di duttilità (Fig.9) [35].
a
b
Fig.18 – Micrografia in microscopia ottica (a, [23]) ed elettronica dopo attacco chimico (b,
[32]) di una lega A356 modificata al Na. Chiaramente visibile è la struttura fibrosa.
Oltre che affinare il grano, è dunque una pratica comune modificare il Si eutettico.
Come già accennato, nel caso di integrità strutturale, un affinamento dell’eutettico
tramite As, Sb o S, consente un incremento delle proprietà meccaniche. Comunque il
più diffuso trattamento dell’eutettico è la modifica del Si eutettico tramite Sr o Na. Al
primo, si può talvolta accompagnare un incremento delle porosità del getto, mentre al
secondo, notevoli problemi di evanescenza. Anche gli elementi del I e II gruppo (fra cui
il Ca) e le terre rare agiscono da modificanti, ma solo Na e Sr hanno una forte azione
modificante alle basse concentrazioni richieste per applicazioni commerciali (Tab. 1).
Per quel che riguarda il meccanismo con cui avviene la modifica, si verifica che la fase
α-Al non è assolutamente influenzata dalla modifica e dunque risulta evidente che sodio
e stronzio si debbano concentrare nel silicio. Si pensa allora che la modifica sia
associata ad una variazione del meccanismo di crescita del silicio eutettico [32].
Storicamente, le diverse teorie inerenti la modifica che si sono avvicendate sono state:
Nucleation Poisoning Theory – secondo cui la modifica risulta possibile per
l’effetto di rimozione di ossidi ed impurità (allumina e silicati) realizzato tramite
l’introduzione di fluoruri di potassio e sodio.
Ternary Eutectic theory – Secondo cui la morfologia fibrosa dell’eutettico era
caratteristica di un eutettico ternario Al-Si-Na.
20
Capitolo 1
Restricted Grow Theory – Secondo cui la presenza di questi elementi ostacola la
crescita del Si nella modalità a flocculi. Sulle modalità dell’interazione ci sono ad
oggi diverse teorie.
Surface Energy Theory – Secondo cui la modalità di formazione del Si eutettico
dipende dall’energia di superficie all’interfaccia Al-Si durante la solidificazione.
Diffusion Controlled Theory – Basata sulla considerazione che la solubilità del
sodio nell’alluminio è molto ridotta, esso viene segregato all’interfaccia ed
ostacola la crescita del Si.
Interfacial Poisoning – Secondo cui la presenza di sodio all’interfaccia liquido
solido, droga la crescita dei nuclei di Si.
TPRE Poisoning – Secondo cui gli elementi modificanti bloccano lo sviluppo del
Si attraverso il meccanismo TPRE. Le fibre di Si allora cambiano direzione di
svilupo attraverso la formazione di geminati.
Impurity induced twinning – secondo cui Na o Sr si inseriscono nei piani che si
accrescono secondo il Layer Growth Mechanism impedendo l’annessione di altri
atomi di Si.
Tab.1 – Tipici agenti modificanti utilizzati industrialmente e loro caratteristiche
Tornando a risvolti più concreti, nel caso di modifica chimica, l’efficienza del processo
in funzione del tenore di agente modificante, è evidente dai diagrammi di figura 19, che
21
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
mostra come le curve caratteristiche del diagramma di figura 15-a si spostino verso
velocità di solidificazione sempre minori, all’aumentare del tenore di stronzio. In questi
diagrammi, l’utilizzo di lettere con apice è da ricondurre solo al fatto che si sia in
presenza di una modifica di tipo chimico e non che la morfologia risulti essere diversa
da quella indicata dalle lettere senza apice.
Una aggiunta di sodio oltre lo 0,02%, genera una “ipermodifica” della lega. In questo
caso, in alcune regioni della microstruttura si assiste alla formazione di bande di fase αAl come evidenziato in Fig.20.
Fig. 19 - Spostamento delle regioni nel diagramma di figura 15-a a seconda dei tenori di
Sr presente nel bagno.
Fig. 20 - Bande di fase α-Al in un campione ipermodificato di composizione eutettica [32]
22
Capitolo 1
Lo stronzio mostra un comportamento simile, ma solo per tenori maggiori dello 0,1%.
E’ però molto costoso e ad esso vengono tipicamente associate problematiche di
microporosità, se aggiunto in eccesso. D’altra parte, esso non presenta gli stessi
problemi di stoccaggio o manipolazione del sodio (in relazione anche alla sua tossicità).
Esso è generalmente aggiunto come lega madre a basso contenuto di stronzio (ad
esempio Al-10Sr o Al-14Si-10Sr), ad alto contenuto di stronzio (ad esempio Al-90Sr) o
come metallo puro. Le leghe madri sono in genere fornite in pani ma alcune leghe
madri, a base alluminio contenenti dal 3 al 10% di stronzio, sono fornite in barre per
una rapida dissoluzione. I pani si sciolgono più lentamente e richiedono dai 30 ai 45
minuti di attesa, per ottenere un ottima modifica. L’introduzione di stronzio metallico
avviene invece in piccole quantità, che dissolvono rapidamente ed introducono nel
bagno meno ferro rispetto alle leghe madri. Lo stronzio dovrebbe essere aggiunto in una
lega A356 in un intervallo di temperature tra i 670 ed i 720 C°, mentre nel caso
dell’introduzione di leghe madri, per una rapida dissoluzione, occorrono temperature
maggiori.
Il sodio invece può essere aggiunto come metallo in contenitori sigillati e pesati, o come
composti nei flussi di copertura del bagno (forni in atmosfera controllata). Alcuni studi
[26] hanno mirato a ipotizzare che l’incremento delle proprietà delle leghe modificate
allo stronzio fosse dovuto al veloce effetto deattivante dello stronzio sui bifilms (cfr.1.6)
intrappolati nel bagno. Si è ipotizzato che lo stronzio aiuti il processo di
“umidificazione” dei bordi asciutti dei bifilms andando a far penetrare il liquido nel
“poro” e così eliminandolo. Anche questa potrebbe essere una ragione dell’incremento
delle proprietà meccaniche.
L’incremento del contenuto di idrogeno conseguente alla modifica nelle leghe Al-Si è
un argomento molto dibattuto, specialmente in relazione all’influenza che l’umidità
atmosferica avrebbe su tale fenomeno. A tal proposito, la letteratura riporta dati
contrastanti. Una causa di queste discrepanze può essere costituita dal fatto che la
misura dei gas disciolti viene più spesso realizzata considerando la presenza di porosità
nei getti, più che misurando direttamente il contenuto di idrogeno nel bagno. Comunque
dato che sia stronzio che sodio tendono a formare ossidi chimicamente molto stabili e
dati alcuni resoconti di fonditori sull’incremento del contenuto di gas, è probabile che
tale problema sia un problema reale. Tale problema sembra essere più significativo con
alte concentrazioni di modificatori, con alte temperature di processo ed alti tempi di
permanenza in forno. In tali condizioni, i benèfici effetti della modifica sarebbero
accompagnati da negativi incrementi di assorbimento di idrogeno, formazione di ossidi
e porosità. Questo è particolarmente vero nel caso dello stronzio. Esso aumenta
l’ossidabilità del bagno. In presenza di umidità viene dunque messo a disposizione
all’interfaccia dell’idrogeno, che viene assorbito dal bagno stesso. Dunque, nei forni
aperti all’aria l’aggiunta di stronzio porta alla realizzazione di getti con maggiori
porosità. Al giorno d’oggi fortunatamente, il problema può essere risolto con sistemi di
degasaggio rotanti. Sembra più difficoltoso in questo senso ottenere bassi livelli di
idrogeno (<0,10 cm3/100g) nei bagni contenenti stronzio, che non in quelli contenenti
sodio. Inoltre sembra che l’idrogeno intrappolato nelle leghe modificate allo stronzio sia
23
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
più difficile da eliminare che non quello intrappolato nelle leghe modificate al sodio.
L’introduzione di una miscela di gas non perfettamente inerte (miscela argon-freon,
argon-cloro) porta comunque ad una rapida vanificazione degli effetti di sodio e
stronzio. Fra gli agenti modificanti in commercio, l’unico che rimane nel bagno anche
dopo il processo di degasaggio è l’antimonio (Sb). L’assorbimento di idrogeno può
comunque essere ridotto, limitando i tempi fra la sua immissione nel bagno e la colata
stessa. Si possono ottenere così buoni risultati. Comunque lo stronzio è generalmente
usato con successo nelle colate a bassa pressione, in cui il bagno, dopo essere stato
modificato, viene subito trasferito in un forno ad atmosfera controllata. In tutti i casi e
dunque prescindendo dal tipo di agente, un fattore molto importante nell’incremento o
meno del contenuto di idrogeno sembra essere giocato dall’agitazione del bagno. Tale
incremento si realizza in seguito alla rottura degli ossidi che si formano sulla superficie
del bagno ed alla conseguente interazione del bagno stesso con l’umidità presente in
atmosfera. E’ necessario allora che l’introduzione degli agenti modificatori (e/o
affinanti) avvenga con un’agitazione della superficie del bagno che sia la minore
possibile. Vale dunque in generale che in condizioni avverse di processo, come quelle
precedentemente citate, i vantaggi generati dalla modifica potrebbero essere minori
degli svantaggi e dunque la modifica stessa comporterebbe una riduzione delle proprietà
meccaniche dei getti. L’aggiunta di sodio, anche quando aggiunto con cura nella forma
impacchettata sotto vuoto, introduce gas nel bagno. Analogamente, le leghe madri
contenenti stronzio sono fonti (anche se limitate) di idrogeno. A questo inconveniente si
può ovviare utilizzando leghe madri alluminio-stronzio o a base stronzio ad elevata
purezza, fuse e colate in modo da minimizzare il contenuto di idrogeno.
Dal punto di vista della colabilità sembra che gli agenti modificanti influiscano
negativamente, nonostante vadano a diminuire la tensione superficiale del liquido.
Questa anomalia sembra sia dovuta alla schiacciante influenza del film superficiale di
ossido, che può aumentare la tensione superficiale. Tale considerazione non sembra
però poter spiegare perché i migliori comportamenti in termini di fluidità siano associati
allo stronzio e non al sodio (in entrambi i casi comunque peggiori che non nelle leghe
non modificate).
24
Capitolo 1
1.5
I composti intermetallici
Gli intermetallici sono fra le fasi costituenti fondamentali delle leghe Al-Si e, come tali,
ne influenzano il comportamento meccanico. Fra questi, si possono distinguere due
fondamentali gruppi: quelli derivanti dal trattamento termico di tempra di soluzione e
quelli associati alla presenza di elementi di lega, fra i quali principalmente il ferro, che
svolgono un’azione infragilente e sono ritenuti dannosi sia nel comportamento statico,
che a fatica [36]. Chiaramente, la presenza di intermetallici del secondo tipo, è
ineliminabile dato che, associata al processo produttivo, soprattutto nel caso delle leghe
secondarie, vi è sempre la presenza di elementi che ne inducono la formazione.
In questo capitolo, ci si concentrerà sugli intermetallici del secondo tipo, lasciando al
seguito (cfr. Cap.2) la discussione delle fasi indotte dal trattamento termico. Come
accennato, la formazione di questi intermetallici, è associata alla presenza di Fe,
presente tipicamente come impurezza in tutte le leghe Al-Si destinate a produzioni in
sabbia e conchiglia di alta qualità. Gli unici casi in cui il Fe è elemento desiderato, sono
costituiti dalla pressofusione e da alcune applicazioni a caldo. Il Fe, infatti, favorisce il
distacco dei getti dagli stampi e forma intermetallici che ostacolano il moto reciproco
dei grani, che tipicamente è causa delle deformazioni a caldo. In termini di effetti
negativi, il Fe riduce la resistenza a corrosione, la duttilità e la tenacità a frattura della
lega, oltre che la resistenza a fatica (Fig.21). Inoltre, peggiorano anche la colabilità e le
caratteristiche di alimentazione, in particolare attraverso una aumentata tendenza a
formare porosità ad elevati tenori di Fe [26,29,36].
a
b
Fig.21 – a) Andamento dell’allungamento a rottura in funzione dello SDAS e per vari
tenori di ferro per una lega A356 T6 sottoinvecchiata [36]; b) Influenza del tenore di Fe
sulla vita a fatica della lega A356-T6.
In particolare, il Fe forma con Al e Si intermetallici di morfologia piatta, noti come
“fase β” di stechiometria Al5FeSi. A seconda dell’eventuale tipo di attacco chimico
subito dal materiale, possono apparire di colorazione diversa (Fig.22) ma, in ogni caso,
appariranno in forma aciculare a causa della visione degli stessi in 2D. Tali
intermetallici agiscono da concentratori degli sforzi. Tale effetto è prima di tutto
25
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
negativo nel caso statico, riducendo resistenza meccanica, duttilità e tenacità a frattura
e, in secondo luogo, a fatica. Nel primo caso, essi si dimostrano fragili, fratturandosi
sotto carico anche prima del Si eutettico, formando microcricche che si propagano
all’interfaccia tra queste fasi e la matrice (o altre fasi adiacenti) e causando la rottura.
Nel secondo caso, la concentrazione di tensioni indotta agli apici dell’intermetallico,
favorisce l’innesco di microcricche, che poi si propagano nella matrice. Osservazioni
SEM (Fig.23) hanno evidenziato come, in alcuni casi, la propagazione di cricche di
fatica sia ostacolata da tali intermetallici, che però hanno il grave effetto di
moltiplicarne l’innesco e spesso dunque di ridurre la vita a fatica del materiale. La
formazione di tali intermetallici, sembra favorita dalla presenza di fosforo [37] nel
bagno, mentre sembra inibita dall’introduzione di Sr, nonché da un surriscaldamento del
bagno prima della colata [36-39]. L’aumento dei difetti di solidificazione, in leghe ad
alto contenuto di Fe, può essere spiegato considerando che gli intermetallici di tipo β
agiscono da siti di nucleazione per la porosità ed impediscono l’alimentazione
interdendritica, durante la solidificazione, contribuendo alla formazione di microcavità
di ritiro [37].
b
a
c
d
e
Fig.22 - Intermetallici β-Al5FeSi osservati in microscopia ottica su provini: (a) della lega
AlSi5Cu1Mg non attaccata [36]; (b) della lega AlSi10Cu2,3Mg non attaccata; (c) della lega AlSi7Mg0,3 non attaccata [38]; (d) della lega Al-Si7Mg0,3 attaccata con soluzione al 5% di HF in
H2O [39]; (e) della lega Al-Si7Mg0,3 attaccata con una soluzione di NaOH in H20 [39].
26
Capitolo 1
Questi due contributi sono un altro aspetto fortemente negativo di tale tipologia di
intermetallici. I difetti infatti, riducendo la sezione resistente, riducono le proprietà
meccaniche statiche del materiale. Inoltre, è noto che la presenza di difetti riduce
notevolmente le proprietà a fatica [5-8].
Fig.23 – Micrografie SEM che evidenziano l’effetto sulla propagazione di una cricca di fatica
della presenza di intermetallici di tipo β in una lega A356 T61.
Oltre all’intermetallico β-Al5FeSi aciculare, il ferro, unendosi con alluminio e silicio,
forma anche un altro intermetallico (noto come fase α) di stechiometria Al8Fe2Si.
Questo intermetallico presenta una morfologia caratteristica nota come “chinese script”.
e, nell’osservazione in microscopia ottica, appare diversamente colorato a seconda che
il materiale sia o meno stato attaccato chimicamente (Fig. 24).
a
b
Fig.24 - Intermetallici α-Al8Fe2Si, osservati in microscopia ottica su provini: (a) della lega
AlSi5Cu1Mg non attaccata [36]; (b) della lega Al-Si7Mg0,3 attaccata con una soluzione di
NaOH in H20 [39].
La morfologia “chinese script” (o “script-like”) di questi intermetallici è più compatta e
meno dannosa rispetto a quella “a palette” degli intermetallici β-Al5FeSi. La presenza di
27
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
questi intermetallici di elevata durezza, per la loro capacità di opporsi alla propagazione
delle cricche, può addirittura migliorare il comportamento a fatica del materiale. In
presenza di Mn, il ferro forma un intermetallico complesso, anch’esso “chinese script”,
di composizione chimica Al15(Fe,Mn)3Si2 ed identificato anch’esso come fase α. In
presenza di opportuni quantitativi di Mn, tale fase α si forma in quantitativi maggiori
rispetto alla precedente. Oltre a trasformare la fase α-Al8Fe2Si in α-Al15(Fe,Mn)3Si2, il
Mn, legandosi al Fe, è efficace anche nell’inibire la formazione degli intermetallici
aciculari β. Questo ha un effetto benefico per le proprietà meccaniche del materiale,
perché inibisce l’effetto infragilente del ferro β-Al5FeSi. E’ bene però osservare che,
tenori troppo alti di Mn, incrementano la quantità globale di intermetallici presenti e
questo può peggiorare il comportamento del materiale in termini di duttilità e tenacità.
Nell’osservazione in microscopia ottica, questi intermetallici, più compatti rispetto alla
fase α-Al8Fe2Si, appaiono di colore grigio chiaro, se la superficie del provino osservato
non è attaccata chimicamente, mentre assumono una caratteristica colorazione a
seconda del tipo di reagente utilizzato, nel caso di superficie attaccata chimicamente
(Fig.25).
a
b
c
Fig.25 - Intermetallici α-Al15(Fe,Mn)3Si2 script-like osservati in microscopia ottica su provini:
(a) della lega A356 contenente 0,7% Fe e 0,3% Mn non attaccata [37]; (c) della lega A355
attaccata con una soluzione di NaOH in H20 [36]; (d) della lega A380 attaccata con soluzione al
5% di HF in H2O [36].
Un altro elemento di lega che si lega con il ferro, l’alluminio ed il silicio, a formare un
intermetallico a base Fe, è il magnesio. L’intermetallico che si ottiene viene identificato
come fase π, di stechiometria Al8FeMg3Si6; Wang et. al [7,38] indicano per questo
intermetallico, una stechiometria leggermente differente: Al9FeMg3Si5. La morfologia
di questi intermetallici è anch’essa generalmente di tipo “chinese script” (o “scriptlike”) ma talvolta può apparire in micrografia come palette (Fig.26). In ogni caso, la
28
Capitolo 1
loro morfologia è compatta e meno dannosa della fase β-Al5FeSi, a cui però si può
trovare spesso associato (Fig.26) [36,37].
a
c
b
a
b
Fig.26 - Intermetallici π-Al8FeMg3Si6 osservati in microscopia ottica su provini: (a) della lega
A357 non attaccata [38]; (b) della lega A355 non attaccata chimicamente [36]; (c) della lega
A380 attaccata con una soluzione di HF al 40% in H2O [39]; Intermetallici π-Al8FeMg3Si6
accanto a β-Al5FeSi: (d) lega A356 con 0,3% Fe non attaccata chimicamente [37]; (b) lega
A356 attaccata chimicamente con reagente costituito da 2 ml di HF, 15 ml di HCl, 25 ml di
HNO3 e 958 ml di H2O [39].
Considerando la classica lega da fonderia A356(357) si è osservato che, per tenori di
Mg pari allo 0,3-0,4% (lega A356), gli intermetallici a base Fe sono quasi
esclusivamente intermetallici β-plate, mentre nella lega con un tenore di Mg superiore e
pari allo 0,6-0,7% (lega A357) si hanno ampie particelle di intermetallici π-phase, con
una ridotta frazione di intermetallici β-phase. Inoltre, mentre nella lega A356 la frazione
volumetrica degli intermetallici (principalmente β-Al5FeSi) è pari allo 0,4%, nella lega
A357 la frazione volumetrica degli intermetallici π-Al8FeMg3Si6 è decisamente
superiore (a parità di ferro) e pari a 1,4%. Ne segue che l’incrementato tenore di Mg
favorisce la formazione di intermetallici a base Fe. Dunque, se da un lato l’incremento
29
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
di Mg (da A356 ad A357) è favorevole, per incrementare la frazione volumetrica di
precipitati indurenti Mg2Si derivanti dal trattamento termico ed aumentare così le
proprietà resistenziali, dall’altro favorisce la formazione di intermetallici a base Fe, con
un effetto dannoso su duttilità e tenacità a frattura (della lega A357 rispetto alla A356).
E’ bene quindi cercare di limitare il tenore degli intermetallici π-Al8FeMg3Si6 non
eccedendo con la quantità di Mg introdotta in lega (max. 0,7%) [7,13].
Un aspetto importante, nell’analisi degli intermetallici, è la loro genesi, influenzata sia
dalla composizione chimica della lega, sia dal grado di raffreddamento. In generale, gli
intermetallici che si formano, prima o durante la formazione delle dendriti di fase α-Al,
tendono ad accrescersi molto più di quelli che si formano successivamente, durante la
solidificazione dell’eutettico Al-Si. Maggiore è la dimensione delle particelle di
intermetallico, e peggiore è l’effetto prodotto sulla lega. Aumentando il tenore di ferro
del bagno, si ha, come risultato, una rapida formazione di fasi intermetalliche nel
liquido. Queste si accrescono e danno luogo tipicamente alla presenza di intermetallici
di grandi dimensioni, tanto maggiori quanto minore è la velocità di solidificazione della
lega. Gli intermetallici a base Fe (principalmente β-Al5FeSi, ed α-Al15(Fe,Mn)3Si2) in
leghe Al-Si con elevato tenore di ferro e/o manganese, raffreddate lentamente, possono
dunque raggiungere dimensioni massime maggiori di 2 mm. In condizioni normali di
colata e moderato livello di ferro, tali intermetallici hanno però dimensioni comprese
tipicamente nell’intervallo 50÷500µm. In getti con velocità di raffreddamento molto
elevate e/o con ridotti tenori di Fe (leghe primarie), gli intermetallici assumono una
dimensione che è tipicamente dell’ordine di 10÷50µm.
L’effetto congiunto della velocità di solidificazione e del tenore di Fe nel bagno sulla
dimensione degli intermetallici di tipo β-Al5FeSi, è riportato in Fig.27.
Fig.27 - Andamento della massima dimensione osservata degli intermetallici di fase β in
funzione dello SDAS (dipendente dalla velocità di solidificazione) per la lega A356 contenente
vari livelli di ferro [36].
30
Capitolo 1
1.6
I difetti di solidificazione
Come accennato più volte, la produzione di getti è indissolubilmente legata alla
presenza di difetti di solidificazione dovuti alla presenza di impurità nel bagno, gas
occluso o in soluzione, variazioni di densità nel passaggio liquido solido, forte
variazione di temperatura e segregazioni. Questo si traduce nella formazione di
numerosi difetti. Fra questi verranno qui discussi, in termini di genesi, morfologia ed
effetti sulle proprietà meccaniche, porosità da gas, micro-ritiri ed ossidi.
Le porosità da gas sono pori dalla forma tipicamente arrotondata, che prendono il nome
di soffiature nel caso abbiano grandi dimensioni. Tipicamente sono generate dalla
presenza nel bagno di gas (di diversa natura), che può essere in esso solubilizzato o
occluso e che rimane all’interno del metallo al momento della sua solidificazione
formando delle “bolle” [40,41]. Il gas occluso, può avere diversa genesi. In particolare,
può essere:
gas solubilizzato nella fase liquida (principalmente idrogeno), che rimane
intrappolato nel getto per riduzione di solubilità nel passaggio liquido-solido;
aria intrappolata nel moto turbolento del metallo fuso durante il riempimento della
forma;
prodotti di decomposizione dei lubrificanti e dei leganti della sabbia;
vapore acqueo (che però tipicamente si separa in ossigeno, che ossida il bagno, ed
idrogeno, altamente solubile nel bagno);
L’idrogeno, ha particolare affinità con l’alluminio allo stato liquido, che può quindi
discioglierne al suo interno una grande quantità. Esso è contenuto nell’aria umida (come
vapore acqueo) ed è chiaramente sempre a contatto col bagno, che quindi può assorbirlo
liberamente, a meno che non si adottino processi fusori particolari come quelli in bassa
pressione o in vuoto. La solubilità dei gas nei metalli cresce infatti con la temperatura e
la pressione secondo la legge di Sievert:
dove m è la massa di gas disciolto, k è una costante che, per un particolare sistema
gas/metallo, aumenta con la temperatura T, mentre p rappresenta la pressione parziale
del gas. Per la lega A356, ad esempio la solubilità dell’idrogeno a 750 °C è pari a 0.81
ppm. Tale relazione, ovviamente, non vale nel corso del passaggio di stato solidoliquido, in cui la solubilità dell’idrogeno nell’alluminio (ed in generale di tutti i gas in
un qualsiasi liquido) si riduce drasticamente (Fig.28-a). Il gas che viene segregato, se
non riesce ad essere espulso, può rimanere all’interno del getto come forma di porosità
da idrogeno. Le cause della presenza di idrogeno nel bagno, possono essere:
umidità dell’aria e dei materiali impiegati nel processo fusorio (refrattari dei forni
o delle siviere, sabbie, ecc.) secondo la reazione chimica:
combustione di idrocarburi (come gas, olio, leganti delle sabbie, ecc..) nel
momento in cui vengono a contatto col metallo fuso.
31
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
Il gas in soluzione nel metallo liquido è in forma atomica (H2 2H) e parte di esso può
diffondere verso la superficie, combinarsi in forma di molecole di acqua (4H + O2
2H2O) ed evaporare nell’ambiente. Esiste quindi equilibrio all’interfaccia aria-metallo
(Fig.28-b), che può essere alterato dalla presenza di ossido o scoria sulla superficie del
bagno stesso. Nel passaggio allo stato solido, la precipitazione dell’idrogeno genera
piccole bolle (0,05÷0,5mm), come il risultato dell’alta pressione interna del gas dovuta
alla microsegregazione fra i rami delle dendriti (Fig.29-a). Tali bolle gassose sono
distribuite uniformemente nell’intero getto, ad eccezione di uno strato superficiale
libero da porosità, di circa 1÷2 mm [41].
a
b
Fig.28 – a) Solubilità dell’idrogeno nell’alluminio a pressione atmosferica al variare della
temperatura [40]; b) Schema dell’interazione fra metallo in siviera ed ambiente [41].
a
b
Fig.29 – a) Progressione della precipitazione di idrogeno durante la solidificazione; b)
Andamento della concentrazione di idrogeno nella lega nella fase solida e in quella liquida[41]
Ipotizziamo per semplicità che il fuso sia una soluzione liquida di solvente (lega) e
soluto (idrogeno) a concentrazione iniziale C0; il primo solido che solidifica avrà una
concentrazione pari a
32
Capitolo 1
dove k è il coefficiente di distribuzione (o partizione) e vale:
e CS (CL) costituisce la concentrazione del soluto nel solido (liquido). Alti valori di k
(prossimi ad 1) indicano distribuzioni uniformi del soluto nel liquido e nel solido. Ad
una diminuzione di k corrisponde un aumento della concentrazione del soluto nel
liquido. L’idrogeno in alluminio presenta un coefficiente di distribuzione k pari a 0,05.
Mentre la solidificazione procede, l’idrogeno viene allora espulso dal solido nella fase
liquida, che progressivamente si arricchisce (Fig.29-b); l’idrogeno tende principalmente
ad accumularsi davanti al fronte di solidificazione che avanza e, al procedere della
solidificazione, sempre più soluto tende ad accumularsi davanti al fronte di
solidificazione, con un effetto simile a quello di uno “spazzaneve” (snow-plough) [41].
Verrà quindi raggiunto uno stato di equilibrio, che corrisponde ad un picco della
concentrazione di idrogeno all’interfaccia, pari a C0/k, (Fig.29-b). In corrispondenza del
fronte di solidificazione, ci sarà allora una concentrazione di idrogeno pari a
20
volte quella iniziale Co. Pertanto, se il tenore iniziale dell’idrogeno in soluzione fosse
pari a 0,1 cc/100g (basso per la pratica industriale), all’equilibrio il contenuto di
idrogeno nel liquido all’interfaccia dovrebbe essere 2 cc/100g. Tale valore è ben al di
sopra del limite di solubilità (Fig.28-a) e pertanto il liquido risulta soprassaturo di
idrogeno, e le bolle di idrogeno possono nucleare ed accrescersi rimanendo intrappolate
nel solido fra i rami delle dendriti [26,41-43]. Chiaramente, questa condizione, si genera
per ogni “nucleo” stabile e quindi si avrà una certa omogeneità di distribuzione di questi
difetti all’interno del getto, eccetto che per la “superficie”, che ne rimane esente per
ovvie ragioni.
Difetti di questo tipo, influenzano il comportamento meccanico del materiale e possono
compromettere la possibilità di realizzare un trattamento termico di solubilizzazione
perché il gas, espandendosi con l’innalzarsi della temperatura, può portare a
problematiche di tipo estetico o anche alla formazione di cricche. Raramente difetti di
questo tipo sono perfettamente sferici. Infatti, il gas che segrega si trova attorniato da
liquido in fase di solidificazione, per cui la bolla, tenderà ad assumere la forma di ciò
che le sta intorno (Fig.30) [26,42]. Questa è anche la ragione per cui, nel caso di “buoni
getti”, difficilmente è concretamente realizzabile la distinzione fra cavità da gas e cavità
da ritiro.
Le cavità da ritiro, o microritiri, sono causate dall’insufficiente afflusso di metallo
liquido, per compensare il ritiro del materiale nel passaggio liquido-solido. Questo
problema, viene più brevemente descritto parlando di mancanza di “alimentazione”. In
un accrescimento di tipo dendritico, questa alimentazione avviene tramite i canali
interdendritici che, se vengono occlusi, possono dar luogo alla formazione di “vuoti”
(Fig.31) [26,41,43]. L’occlusione può avvenire per diverse cause, fra cui: l’eccessiva
viscosità del liquido in fase di trasformazione, l’accrescimento delle dendriti, la
presenza di intermetallici, ecc.. Come comprensibile, tale difetto è particolarmente
significativo nel caso in cui si abbiano dendriti molto sviluppate nella direzione del
33
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
flusso termico, mentre il problema si riduce nel caso di dendriti con SDAS più fine (a
parità di dimensione del grano) o affinamento del grano (Fig.31-b), [25,43].
a
b
c
d
Fig.30 – Micrografie ottiche (a,b) e SEM (c,d) di porosità da gas su una lega A356.
a
b
Fig.31 – (a) Scema dell’afflusso di liquido attraverso i canali interdendritici [29]; (b) Schema
riportante la dipendenza delle dimensioni delle cavità da ritiro dalla microstruttura: grano
grossolano ed accrescimento dendritico colonnare (grandi dimensioni); accrescimento
dendritico colonnare con SDAS fine (dimensioni minori); ridotta dimensione del grano e SDAS
(dimensioni minime)[25].
34
Capitolo 1
Tali difetti, al pari delle porosità da idrogeno, esplicano un’azione negativa nei confronti
delle proprietà meccaniche del getto, sia nel caso statico, per riduzione della sezione
resistente, che soprattutto a fatica, per l’elevata concentrazione di tensione che questi
inducono. La formazione delle cavità di ritiro interdendritiche è favorita dall’utilizzo di
leghe con un ampio intervallo di solidificazione e/o quando si hanno bassi gradienti di
temperatura (e/o basse velocità di solidificazione) [40,41].
Campbell [26, 41] ha provato a studiare analiticamente le condizioni che porterebbero
alla formazione di questo tipo di difetti. L’autore considera un getto costituito da un
cilindro ad asse orizzontale (Fig.32), munito ad un’estremità da un alimentatore
(feeder), nel quale verso la fine della solidificazione si avrà una zona A completamente
solidificata, una zona pastosa uniforme costituita da una foresta di dendriti circondate
dal restante liquido, ed una zona liquida costituita dall’alimentatore. Il metallo fuso
tende a fluire attraverso la zona pastosa, onde compensare il ritiro dovuto alla
progressiva solidificazione del materiale nella zona A. La contrazione della zona A
tende quindi a “tirare” il metallo fluido attraverso la zona pastosa, che si opporrà al
proprio attraversamento a causa della propria “tortuosità”. Come conseguenza il fluido
sarà sottoposto ad uno stato tensionale via via crescente [26,41].
Fig.32 – Scema di un getto tipo e sua suddivisione in varie zone [26].
L’autore propone di considerare la zona pastosa come un insieme di N condotti di
piccole dimensioni, ai quali è applicabile l’equazione di Pousseille, che definisce il
gradiente di pressione necessario per causare il moto di un fluido all’interno di un
capillare (Fig.33):
dove v rappresenta la portata volumetrica, r il raggio del capillare e η la viscosità del
fluido. Integrando l’equazione (12) fra le sezioni 1 e 2 del capillare di figura 32-b, si
ottiene la relazione:
Dunque, la resistenza al flusso è dipendente dalla dimensione del capillare (sia L che r).
Per gli N capillari considerati le equazioni (12) e (13) diventano quindi:
35
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
Nel caso in cui il metallo fluisca attraverso il capillare ed il materiale vada
simultaneamente solidificandosi, il canale tenderà lentamente a chiudersi; diventa
quindi fondamentale considerare il contributo della solidificazione del fuso in funzione
del tempo e la conseguente diminuzione del raggio r del capillare secondo il modello di
Fig. 33 [26,41].
Fig.33 - Schema del flusso attraverso un capillare (Pousseille) e modello di flusso attraverso un
capillare considerando la riduzione del raggio r nel tempo [26].
Considerando la conservazione di volume, uguagliando il volume che fluisce attraverso
l’elemento di spessore dx con la carenza di materiale dovuta alla solidificazione sulla
superficie del capillare oltre dx, si ha che:
dove V è la velocità media del fluido e α il coefficiente di espansione termica del
liquido. Sapendo che la portata volumetrica v è proporzionale alla velocità del fluido V
attraverso la relazione:
sostituendo l’equazione (14) in (16), integrando e semplificando si ottiene la seguente
relazione di proporzionalità [26,41]:
Da cui si può affermare che:
la caduta di pressione del fluido viscoso che attraversa la zona pastosa è molto
sensibile alle dimensioni (r ed L) dei canali di flusso interdendritici. La lunghezza
L, che rappresenta la lunghezza della zona pastosa nel getto, è, per molte leghe di
alluminio, uguale all’intera lunghezza del getto. Per tali leghe infatti, la
conducibilità termica è alta, ed il gradiente di temperatura conseguentemente
basso. Il raggio r dei canali interdendritici non è pari altro che al DAS (spaziatura
fra i rami principali delle dendriti);
la caduta di pressione, o differenza di pressione Δp, ha un andamento parabolico
lungo la zona pastosa (figura 34);
Al procedere della solidificazione ed alla contestuale diminuzione del raggio del
capillare, si ha un importante aumento del gradiente di pressione ai capi della zona
36
Capitolo 1
pastosa. Dal momento che la diminuzione di r è funzione del tempo, è evidente
come ∆P dipenda anche dal tempo (figura 34).
Fig.34 - Schema dell’andamento delle pressioni nella zona pastosa [41].
Al passare del tempo da t1 a t2, la graduale riduzione del diametro del capillare r
aumenta la tensione nel restante liquido; la tensione idrostatica nel liquido nella zona
pastosa continua a crescere fintanto che viene raggiunto al tempo t2 un valore critico
della pressione pf (ovvero della tensione), in corrispondenza del quale assisteremo alla
nucleazione di una microporosità da ritiro [26,41]. Tale teoria è in accordo con
Gruzlesky [43] che afferma che, nel momento in cui si formano zone isolate prive di
materiale per difficoltà di alimentazione, ogni ritiro che si realizza, causa una tensione
nel liquido adiacente in cui si formeranno dei vuoti per ridurre tale tensione.
Come accennato in precedenza, nel caso di getti di buona qualità, in cui i sistemi di
colata ed alimentazione svolgono al meglio la loro funzione, la distinzione fra porosità
da gas e microritiri, non è praticamente possibile. Al contrario, nel momento in cui il
sistema di alimentazione non svolge correttamente la sua funzione, problematiche di
microritiro diventano immediatamente evidenti, sia attraverso l’analisi metallografica in
microscopia ottica (Fig.35), che elettronica in scansione (Fig.36).
Fig.35 – Micrografie ottiche relative a cavità interdendritiche per una lega A356.
37
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
Fig.36 – Micrografie SEM relative a cavità interdendritiche rilevate su superfici di frattura di
provini di fatica in lega A356.
Per quanto già detto, una opportuna progettazione del sistema di colata e di
alimentazione, che eviti velocità di solidificazione troppo basse ed alimenti
correttamente il getto, nonché l’utilizzo di leghe affinate e con un ridotto intervallo di
solidificazione, permettono di porre dei rimedi a questa problematica.
Per quel che riguarda la presenza di ossidi, questi sono inclusioni non metalliche
endogene (ovvero nate nel bagno) derivanti dall’ossidazione superficiale del metallo
fuso, sia prima della colata nel crogiuolo che durante il processo di colata. L’alluminio
fuso è particolarmente reattivo e, forse più di molti altri metalli, tende ad ossidarsi a
contatto con l’ossigeno dell’atmosfera. Nel metallo fuso, si forma quindi uno strato
superficiale di ossido di alluminio (allumina) di composizione chimica Al2O3, che in
certi casi, per effetto della turbolenza superficiale della massa fusa durante la
movimentazione, può essere intrappolato all’interno di esse: in particolare questo ossido
tende a ripiegarsi su se stesso, in misura maggiore in presenza di turbolenza, creando
una discontinuità indicata come bifilm [26]. Questi film di ossido restano intrappolati
all’interno della massa fusa e quindi nella matrice metallica, costituendo entità estranee
alla matrice stessa (Fig.37-a).
a
b
Fig.37 – a) Formazione di un film di ossido (bifilm) per effetto dell’ossidazione superficiale del
metallo e della turbolenza del fuso [26]; b) Andamento della vita a fatica in funzione della
dimensione dei film d’ossido che innescano cricche di fatica [6].
38
Capitolo 1
Questi film d’ossido, riducono la fluidità della lega ed interrompono la continuità della
matrice metallica, una volta che il getto è solidificato, penalizzandone le proprietà
meccaniche Inoltre, favoriscono la nucleazione di cricche di fatica, in quanto inducono
una locale concentrazione di tensioni. In particolare, al crescere della dimensione di tali
film d’ossido, che innescano cricche di fatica, la vita a fatica si riduce, come si può
osservare dalla figura 37-b [6]. Inoltre, nelle leghe destinate a trattamento termico, come
le leghe Al-Si-Mg, Al-Si-Cu ecc.., gli ossidi, contrastando variazioni di volume
provocate dalla solubilizzazione o dalla tempra, possono generare microcricche.
I film d’ossido possono essere suddivisi in due tipologie: film d’ossido “giovani”
(young films o new films) e film d’ossido “vecchi” (old films), secondo la notazione di
Campbell riportata da Knott e altri [44]. I film d’ossido giovani si formano nel breve
tempo di ossidazione durante il riempimento dello stampo, per effetto della turbolenza
superficiale; questi appaiono come fini e sottili inclusioni di allumina. I film d’ossido
vecchi derivano dall’intrappolamento di allumina nel metallo fuso, con il meccanismo
già descritto, quando questo si trova nel crogiuolo, prima della colata. Questi appaiono
come spessi spinelli d’ossido e tendono ad essere più piatti e meno convoluti rispetto ai
film d’ossido giovani [44,45].
Esempi di osservazione di film di ossido, in microscopia ottica ed in microscopia
elettronica in scansione, sono riportati in Fig.38.
Fig.38 – a) Micrografia ottenuta con il microscopio ottico che mostra un film d’ossido in una
lega Al-Si da fonderia; b) micrografia ottenuta con il SEM, che evidenzia un film d’ossido,
innesco di una cricca di fatica, sulla superficie di frattura di una lega A356 [6].
Tutti i difetti qui descritti nelle loro morfologie e modalità di genesi, hanno, come già
accennato, effetti dannosi sulle proprietà meccaniche. In particolare, porosità da gas e
microritiri, essendo dei “vuoti” di materiale, generano decrementi del tutto analoghi
delle proprietà. Assieme ad essi, anche gli ossidi possono essere causa di prematura
rottura del materiale, soprattutto nel caso di sollecitazioni affaticanti. La figura 39
riporta i risultati di test di fatica condotti da Wang ed altri autori [6,45], in cui si riporta
come, il numero di cicli a rottura della lega A356, risulta essere funzione del tipo di
difetto che ha dato origine alla cricca. Così, porosità o microritiri risultano più dannosi
39
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
degli ossidi. In assenza di questi difetti, la microstruttura del materiale diventa
importante. Per quel che riguarda il comportamento meccanico statico, è altrettanto noto
come queste tipologie di difetti abbiano influenza su resistenza a trazione ed
allungamento a rottura [8, 27].
Fig.39 - Distribuzioni cumulative di Weibull a 2 parametri tracciate in funzione dei dati di fatica
per la lega A356-T6 modificata con Sr contenente molteplici tipologie di difetti [6]. Effetto
della dimensione e tipologia di difetti (pori e film d’ossido) sulla vita a fatica della lega A356T6 modificata con Sr [45].
40
Capitolo 1
Bibliografia
[1]
B. Barlas, D. Massinon, P. Meyer, G. Cailletaud, I. Guillot, G. Morin, SAE
technical paper 2006-01-0542
[2]
L. Ceschini, Alessandro Morri, Andrea Morri, A. Gamberini, S. Messieri, Mater
Des, 30 10 (2009) 4525-4531
[3] John A. Francis, G.M. Delphine Cantin, Mater. Sci. Eng. A 407 (2005) 322–329
[4]
A. K. Jha *, K. Sreekumar, Eng Fail Anal, 16 (2009) 2433–2439
[5] J. Linder, M. Axelsson, H. Nilsson; Int. J. Fatigue, Volume 28, Issue 12, December
2006, Pages 1752-1758
[6]
Q.G. Wang, D. Apelian, D.A. Lados, J. Light Metals 1 (1) (2001) 73-84.
[7]
Q. G. Wang, D. Apelian, D. A. Lados, Journal of Lights Metals 1, 2001, p.85-97.
[8] Y.X. Gao, J.Z. Yi, P.D. Lee, T.C. Lindley: Fat. Fract. Engng. Mater. Struct., 2004,
27, 559–570.
[9] C.H. Càrceres, Scripta Mater, Vol. 32, No. 11. pp. 18514856.1995
[10] M. Tiryakioglu, J. Campbell, J.T.Staley, Scripta Mater, 49 (2003) 873-878.
[11] Q. G. Wang, C. H. Cáceres; Mater. Sci. Eng. A, Volume 241, Issues 1-2, January
1998, Pages 72-82
[12] Q.G. Wang, Metall Mater Trans A, Vol. 34A, dec.2003, p.2887-2899.
[13] C.H. Càceres, C.J. Davidson, J.R. Griffiths, Mater. Sci. Eng. A, 197 (1995) 1718.
[14] S. G. Shabestari, F. Shahri, J. Mat. Sci. 39, 2004, p.2023-2032.
[15] E. Ogris, A. Wahlen, H. Luchinger, P.J. Uggowitzer; J. Light Metals 2 (2002)
263–269.
[16] ASM Handbook, Vol. 3, Alloy Phase Diagrams
[17] M.M. Makhlouf, Solidification of Eutectic Alloys: Aluminum-Silicon,
Casting, Vol 15, ASM Handbook, ASM International, 2008, p 312–316
[18] G.M. Paolucci, “Lezioni di metallurgia”, ed. Libreria Progetto Padova, 2002.
[19] R. Trivedi and E. Sunseri, Non-Plane Front Solidification, Casting, Vol 15,
ASM Handbook, ASM International, 2008, p 299–306
[20] D. Ruvalcaba, R.H. Mathiesen, D.G. Eskin, L. Arnberg, L. Katgerman, Met.
Mat. Trans, 40b, June 2009, 312-316.
[21] L. Arnberg, R. H. Mathiesen, JOM, 2007, 20-26
41
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
[22] D.M. Stefanescu, R. Ruxanda, Solidification Structures of Aluminum Alloys,
Metallography and Microstructures, Vol 9, ASM Handbook, ASM
International, 2004, p. 107–115
[23] J. Fred Major, Aluminum and Aluminum Alloy Castings, Casting, Vol 15,
ASM Handbook, ASM International, 2008, p 1059–1084.
[24] A. Kearney and E.L. Rooy, Aluminum Foundry Products, Properties and
Selection: Nonferrous Alloys and Special-Purpose Materials, Vol 2, ASM
Handbook, ASM International, 1990, p 123–151
[25] D.R. Askeland, P. Phulé, “The science and engineering of materials”, ed.
Thomson, 2006.
[26] J. Campbell : “CASTINGS, The new metallurgy of cast metals” II edition,
Buttrworth-Heinemann Edition, 2003
[27] L. Ceschini, Al. Morri, An. Morri, G. Pivetti, Mat. Des. 32 (2011) 1367–1375.
[28] J. Campbell, R.A. Harding, “The Freezing of Castings”, TALAT Lecture 3204,
EAA, Brussels, 1999.
[29] M. Conserva, F. Bonollo, G. Donzelli: “Alluminio manuale degli impieghi”;
ed. edimet (2004).
[30] Callister, “Fundamentals of Materials Science and Engineering” 5th Ed., John
Wiley & Sons, 2001.
[31] A.L Greer, A.M Bunn, A Tronche1, P.V Evans, D.J Bristow, Acta Materialia,
Volume 48, issue 11, 2000, Pages 2823–2835
[32] Guthy, Evolution of the Eutectic Microstructure in Chemically Modified and
Unmodified Aluminum Silicon Alloys, Degree of Master of Science in Materials
Science and Engineering at WPI, April 2002
[33] W. Kurtz, DJ Fisher, Fundamentals of Solidification, Trans Tech Publications,
Aedemannsdorf, Switzerland (1989)
[34] M.G. Day, A. Hellawell, Proc. Roy. Soc. A., 1968. 305: p. 473.
[35] J. G. Kaufman, E. L. Rooy, Aluminium ally castings, Properties, Processes and
applications, ASM International, 2004.
[36] J.A. Taylor, “The effect of iron in Al-Si casting alloys”, CAST, Birsbane.
[37] L. Lu, A.K. Dahle, Met. Mat. Trans A, Volume 36A, 2005, 819-835.
[38] Q.G. Wang, C.J. Davidson, “, Journal of Materials Science 36, 2001, 739-750.
[39] ASM Handbook, Volume 9, “Metallography and Microstructures – Metallography
and Microstructures of Nonferous Alloys – Metallographic Tecniques for
Aluminium and Its Alloys”.
42
Capitolo 1
[40] ASM Handbook, Volume 15 “Castings – Principles of Liquid Metal Processing –
Gases in Metals”.
[41] J. Campbell, R. Harding, “Solidification Defects in Castings”, TALAT Lecture
3207, EAA, Brussels, 1999.
[42] R. Monroe, “Porosity in Castings”, ASF Transactions, 2005, Paper 5-245(04), 128.
[43] ] J.P. Anson, J.E. Gruzleski, Materials Characterization 43, 1999, 319-335.
[44] H. Jiang, P. Bowen, J.F. Knott, Journal of Materials Science 34, 1999, 719 - 725.
[45] Q.G. Wang, C.J. Davidson, J.R. Griffiths, P.N. Crepeau, Met Mat Trans B,
Volume 37B, 2006, 887-895.
43
Microstruttura e proprietà meccaniche delle leghe Al-Si-Mg da fonderia
44
Capitolo 2
CAPITOLO 2
Il trattamento termico nei sistemi
Al-Si-Mg/Al-Mg-Si ed Al-Cu
2.1
Introduzione
L’esecuzione e l’efficacia del trattamento termico, che viene generalmente sempre
effettuato sulle leghe Al-Si-Mg/Al-Cu (almeno nel caso di fusioni in sabbia e
conchiglia), prevede le fasi di solubilizzazione, tempra ed invecchiamento. Tale
trattamento viene universalmente riconosciuto con la sigla T6 e permette di
incrementare la resistenza del materiale producendo una fine precipitazione di fasi
intermetalliche (a base Mg-Si/Al-Cu nei casi specifici) nella matrice di alluminio, che,
ostacolando il moto delle dislocazioni, estende il campo elastico del materiale.
Tipicamente, i parametri del trattamento termico maggiormente tenuti in considerazione
sono i tempi e le temperature delle fasi di solubilizzazione ed invecchiamento. Nel caso
delle leghe Al-Si-Mg, valori tipici di tempi e temperature di queste fasi, sono 4-20h a
circa 530°C per la solubilizzazione e 4-8h a circa 165°C per l’invecchiamento. Tuttavia,
queste leghe (soprattutto in assenza Cu quale alligante secondario) risultano molto
sensibili anche ad altri fattori quali il tipo di rampa in riscaldamento del forno, i tempi di
apertura chiusura forno, la disposizione della carica nel forno, la drasticità di tempra del
mezzo temprante ed il tempo e le temperature di attesa tra tempra ed invecchiamento
(pre-invecchiamento/pre-aging). Tutte queste fasi, influenzano la sequenza di
precipitazione, che può essere in linea di massima così riassunta [1]: α-Al(sss)
→zone_GP→β’’→β’→β (Mg2Si), dove α-Al(sss) è la matrice soprassatura di alluminio
e le zone_GP sono cluster di atomi di Mg e Si più note come zone di Guiner-Preston
[2]. I precipitati di tipo β’’ sono associati al picco di durezza della lega ed hanno forma
allungata nella direzione [100] della matrice metallica. La fase β’, si forma dalla fase β’’
col procedere dell’invecchiamento, mentre la fase di equilibrio β costituisce un
precipitato totalmente incoerente con la matrice giacente sul piano [100] della matrice di
alluminio. Recentemente, soprattutto per le leghe da deformazione plastica della
famiglia Al-Mg-Si (tipicamente utilizzate nella realizzazione di carrozzerie
automobilistiche), sono stati condotti numerosi studi in cui sono state proposte alcune
modifiche della sequenza di precipitazione. Tutte queste sequenze, ipotizzate tramite
l’utilizzo di tecniche di analisi termica, resistività elettrica, atom-probe (2D e 3D),
annichilimento di positroni, ecc.. [3-7], sono fondate sull’idea che tutto parta dalla
formazione di cluster di atomi che possono, o meno, essere sito di nucleazione per la
fase β’’. La formazione di queste fasi subito dopo tempra, rende indispensabile valutare
45
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
attentamente cosa succeda nell’intervallo immediatamente ad essa successivo, noto
appunto come “pre-aging”. Gli studi fatti in questo senso [3-16], non evidenziano però
chiaramente l’effetto sulle proprietà meccaniche della lega, nel caso di breve durata di
questa fase.
Per le leghe Al-Cu, la sequenza di precipitazione, è simile a quella delle leghe Al-Si-Mg
e, analogamente ad essa, prevede i seguenti passaggi [17]: α-Al(sss)
→zone_GP→’’→’→ (CuAl2). Per queste leghe, soprattutto utilizzate come leghe da
deformazione plastica (serie 2XXX secondo IADS), il trattamento industriale prevede
tempi e temperature di solubilizzazione ed invecchiamento pari a circa 4-20h a 500°C e
4-20h a circa 190°C rispettivamente. Inoltre, la sequenza di precipitazione, al contrario
che per le leghe Al-Si-Mg/Al-Mg-Si, è scarsamente influenzata da fasi secondarie del
trattamento termico come l’attesa tra tempra ed invecchiamento. D’altra parte, vi è una
maggiore predisposizione per queste leghe a problematiche di criccatura a caldo o da
tempra, per cui è particolarmente importante un opportuno studio delle temperature di
processo. Inoltre, la presenza in queste leghe di Mg come alligante secondario, porta
alla contemporanea precipitazione di una ulteriore fase indurente (S’) nonché ad una
variazione nella precipitazione delle zone GP che, per queste leghe, diventano zone
GPB (sempre eventualmente precedute dalla precipitazione di co-cluster Cu-Mg [17]).
In ogni caso, per entrambe le tipologie di leghe qui considerate, anche quando sia stata
ottenuta una certa ripetibilità del processo di trattamento termico, con una ridotta
forchetta della durezza in uscita dalla fase di invecchiamento, si pone il problema delle
temperature di esercizio dei componenti con esse realizzati. Questi, spesso oltrepassano
anche di parecchie decine di gradi le temperature utilizzate nella fase di invecchiamento
[18,19] e questo, come evidenziato in letteratura [20-22], comporta una rapida riduzione
della durezza del materiale ed in generale un calo di tutte le proprietà tensili.
Per queste ragioni, nel seguito di questa parte introduttiva del lavoro sperimentale, non
si tenderà a sottolineare le specificità, seppur esistenti, dei due diversi sistemi, ma
piuttosto le analogie che hanno permesso di esprimere modelli di precipitazione validi
per entrambe le leghe [8,9], con una attenzione particolare alle leghe Al-Si-Mg che,
come anticipato nell’introduzione, hanno costituito il vero oggetto di studio dei progetti
di ricerca nell’ambito dei quali si è svolta l’attività di dottorato.
46
Capitolo 2
2.2
Designazione degli stati metallurgici
La norme UNI EN 1706:1999, UNI EN 515:1996, ISO 2107:2207 prevedono un
criterio di designazione degli stati metallurgici delle leghe di alluminio, impostato su
una codifica alfanumerica dove le cifre hanno un significato puramente simbolico ed
ogni combinazione lettera-numero contraddistingue una sequenza completa di
operazioni termiche o termo-meccaniche utilizzate per ottenere un determinato stato
della lega. Sebbene tali norme si riferiscano principalmente a leghe da deformazione
plastica, quanto dichiarato in esse si estende anche alle leghe da fonderia [23].
Nella codifica proposta in queste norme, il primo carattere è una lettera che
definisce lo stato metallurgico di base:
F Grezzo di fabbricazione;
O Ricotto;
H Incrudito;
T Trattato termicamente;
Le leghe da trattamento termico, dopo la solubilizzazione (indicata con la lettera
W), si trovano in uno stato metallurgico instabile e quindi la designazione W non
indica uno stato metallurgico univoco. Le cifre indicate dopo la lettera iniziale,
definiscono dunque il ciclo delle operazioni termiche/temo-meccaniche con un
dettaglio maggiore. Nel caso della ricottura (O), la normativa definisce i seguenti tre
differenti stati:
O1 : ricotture con raffreddamento lento da una temperatura elevata;
O2 : cicli termo-meccanici per semilavorati destinati a formatura superplastica;
O3 : omogeneizzazione con raffreddamento in aria;
Nel primo caso, l’obiettivo del trattamento, è migliorare la stabilità dimensionale del
componente, mentre nell’ultimo, è l’eliminazione o riduzione delle segregazioni.
Nel caso di trattamento termico (T), la designazione prevede diverse modalità di
invecchiamento (precipitazione degli elementi in lega solubilizzati) a temperatura
ambiente (invecchiamento naturale) o in forno (invecchiamento artificiale) e la
possibilità di eseguire operazioni di deformazione plastica all’interno del ciclo di
trattamento. Inoltre, si hanno designazioni differenti a seconda che il trattamento di
solubilizzazione sia considerato parte del processo produttivo (estrusione, formatura,
laminazione, pressofusione, ecc...) o sia effettuato successivamente in forno. In linea
di massima, tutte le considerazioni espresse, possono essere riassunte nelle tabelle 1
e 2. Gli stati di invecchiamento T1, T2, T3 e T4 implicano un invecchiamento a
temperatura ambiente fino ad una condizione stabile. A seguito di invecchiamento
artificiale, si può raggiungere uno stato di massima durezza (per un dato materiale)
T6 o proseguire nell’invecchiamento (iperinvecchiamento), con conseguente
47
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
decremento dei valori di resistenza meccanica a vantaggio della resistenza ad alcune
forme di corrosione (stati T7). Eccetto che per lo stato T7, l’obiettivo
dell’esecuzione di ogni trattamento di invecchiamento, è quindi quello di
incrementare al massimo la resistenza meccanica. Chiaramente, tale incremento,
dipende dalla “storia termomeccanica” del semilavorato/componente precedente
all’invecchiamento che a sua volta da esigenze progettuali, economiche e/o
tecnologiche. In termini assoluti, un confronto fra le durezza ottenibili è riportato
per alcuni trattamenti in figura 1.
Solubilizzazione in forno
Ciclo di trattamento termico non
includente
operazioni
di
deformazione plastica
Lavorato
plasticamente
prima
dell’invecchiamento
Lavorato
plasticamente
dopo
l’invecchiamento
Invecchiamento
naturale
Invecchiamento
artificiale
T4
T6, T7
T3
T8
T9
Tab.1 – Codici di designazione del trattamento termico, in funzione della tipologia di
invecchiamento, dopo solubilizzazione in forno (UNI EN 515)
Assenza di solubilizzazione in forno
Ciclo di trattamento termico non
includente operazioni di
deformazione plastica
Lavorato plasticamente prima
dell’invecchiamento
Invecchiamento
naturale
Invecchiamento
artificiale
T1
T5
T2
Tab.2 – Codici di designazione del trattamento termico, in funzione della tipologia di
invecchiamento, con assenza di solubilizzazione in forno (UNI EN 515)
Fig.1 – Confronto fra le durezze finali ottenibili con alcuni processi di trattamento
termico/termo-meccanico che prevedono invecchiamento artificiale (UNI EN 515)
48
Capitolo 2
Come evidente in Fig.1, il numero che identifica il trattamento dopo la lettera T, può
a sua volta essere seguito da ulteriori cifre che definiscono alcune varianti nel
trattamento finalizzate a conseguire specifiche caratteristiche fisico-meccaniche. In
particolare, nella designazione T7:
T73 corrisponde a condizioni più prolungate di iperinvecchiamento ed
identifica uno stato metallurgico del materiale ottimale per resistere a forme di
corrosione localizzata (esfoliante e tensocorrosione);
T76 corrisponde a condizioni di iperinvecchiamento meno spinto in modo da
contenere il decremento di resistenza meccanica e durezza, raggiungendo una
buona resistenza alla corrosione esfoliante ma insoddisfacente a
tensocorrosione.
T74 corrisponde ad uno stato intermedio tra i due precedenti.
A volte il materiale può richiedere invece un ipoinvecchiamento ed in questo caso
viene utilizzata una cifra aggiuntiva (1, 3, 4 o 5) alla codifica degli stati di durezza
massima T5 e T6 (Fig.1); l’aggiunta al contrario della cifra “6” sta ad indicare una
maggiore durezza ottenuta a seguito di processi speciali di trattamento.
Tra le varianti a più cifre si segnalano inoltre:
T42 e T62 che definiscono lo stato finale di semilavorati solubilizzati ed
invecchiati dall’utilizzatore, a partire da qualsiasi stato;
Tx51, Txx51 e W51 che definiscono prodotti che dopo il trattamento di
solubilizzazione vengono stirati in modo controllato allo scopo di ridurre le
tensioni residue. Per i prodotti estrusi, e trafilati è prevista una cifra
addizionale rappresentata da 1 se i semilavorati hanno subito, dopo la
stiratura, un processo di raddrizzatura per il rientro in tolleranza, da 0
altrimenti;
Tx52, Txx52 e W52 che definiscono prodotti che dopo il trattamento di
solubilizzazione subiscono una compressione controllata allo scopo di ridurre
le tensioni residue;
Tx54, Txx54 e W54 che definiscono prodotti che sono distesi con una
combinazione di stiratura e compressione.
49
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
2.3
La tempra di soluzione
Nelle leghe di alluminio, l’obiettivo del trattamento di tempra di soluzione, costituito
dalla fasi di solubilizzazione, tempra ed invecchiamento, è quello di indurre il
raggruppamento (precipitazione) di atomi di elementi di lega all’interno della matrice in
modo da causare la deformazione della matrice ed ostacolare così il moto delle
dislocazioni. La dimensione e la tipologia del precipitato, definiscono il diverso
meccanismo di rinforzo che provvede ad aumentare il limite elastico del materiale.
Storicamente [2], la scoperta di meccanismi di rinforzo di questo tipo, risale al 1906,
quando A.Wilm scoprì che la lega Al-Cu-Mg, una volta temprata in acqua fredda, da
alte temperature (quale 550°C), se lasciata successivamente a temperatura ambiente,
incrementava in durezza. Nessuna giustificazione al fenomeno, riscontrato senza alcuna
apparente modifica della microstruttura, fu proposta fino al 1919, quando Mercia,
Waltenberg e Scott dimostrarono che, per la lega Al-Cu studiata, la solubilità del rame
nell’alluminio, diminuiva con il calare della temperatura. Tale osservazione li portò nel
proporre che, il rinforzo per invecchiamento dopo tempra, fosse legato alla
precipitazione di “gruppi” di atomi di rame dalla matrice metallica, che si trovava in
condizioni soprassature. Tali gruppi, furono nominati nel 1938 in un lavoro storico di
Guiner e Preston che, indipendentemente l’uno dall’altro, evidenziarono, con tecniche
di diffrazione di raggi-x, in leghe di alluminio invecchiate, degli addensamenti atomici
concentrati in piccole zone; da qui il termine “zone GP”. Un’osservazione diretta delle
zone GP, fu possibile solo con l’avvento del microscopio elettronico in trasmissione
(TEM). A partire da questo momento, e dallo sviluppo e adozione di differenti tecniche
di indagine quali analisi termica, analisi di resistività elettrica, atom probe analisys,
annichilimento di positroni, o altro ancora, è stato possibile uno studio più accurato del
fenomeno e delle leghe che ne sono coinvolte.
I due fondamentali requisiti, per ottenere il rinforzo per precipitazione di una lega di
alluminio sono: i) grande riduzione della solubilità degli atomi di soluto nella matrice di
alluminio, al diminuire della temperatura; ii) attitudine degli elementi di soluto a
formare precipitati stabili (Mg2Si, CuAl2, ecc…). Da qui è evidente che, come già in
precedenza accennato, non tutte le leghe di Al rientrano far le leghe da trattamento
termico. La precipitazione, viene innescata tramite un determinata sequenza termica,
che consta di diversi passaggi, a temperatura e tempo ben definiti: solubilizzazione,
tempra e invecchiamento (Fig.2). L’obiettivo della solubilizzazione, è che tutti gli
atomi di soluto, presenti nella matrice, passino in soluzione formando una soluzione
solida omogenea (). Il processo richiede temperature (Fig.3) abbastanza elevate
(prossime a quelle di inizio fusione e diverse per ogni sistema) e un tempo sufficiente a
garantire un certo grado di soluzione. L’alta temperatura, favorisce questo processo,
generando nella fase -Al, un’elevata concentrazione di vacanze che agevola la
mobilità degli atomi di soluto, che si distribuiscono più facilmente nella matrice. La
condizione di soluzione solida omogenea, raggiunta con la solubilizzazione, è
determinante per agevolare il processo di indurimento per precipitazione. Una volta
50
Capitolo 2
raggiunta tale condizione, raffreddamento lento fino a temperatura ambiente,
genererebbe, secondo quanto indicato dal diagramma di fase (Fig.3), la formazione di
una fase -Al con scarsa concentrazione di soluto assieme a particelle grossolane di
fase (di equilibrio). Questa struttura stabile, non ha significative proprietà meccaniche
e non è di alcun interesse ingegneristico.
Fig.2 – Tipica sequenza delle fasi nella tempra di soluzione
a
b
Fig.3 – Diagrammi di fase per i sistemi Al-Mg2Si (a) ed Al-Cu (b) [24]
Al contrario, tutto cambia se si realizza una tempra (tipicamente in acqua) fino a
temperatura ambiente o leggermente maggiore (80°C). Il prodotto di questa operazione,
è una soluzione solida soprassatura metastabile, da cui si formeranno i precipitati
durante la fase di successivo invecchiamento. Forma, dimensioni, natura e quantità di
precipitati che si formano in questa fase, sono funzione innanzitutto del tempo e della
temperatura. In particolare, come già accennato (cfr.2.2), si può avere un
invecchiamento a temperatura ambiente (naturale), o ad alta temperatura (artificiale).
Nel primo caso, durante l’invecchiamento, si formano solo zone GP e quindi
l’incremento di durezza è dovuto al campo di deformazione elastiche intorno al cluster
51
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
di atomi di soluto (Cu o Mg-Si). Se i cluster non sono stabili o non raggiungono un
determinato valore di raggio critico, non riescono ad accrescere, impedendo alla lega di
migliorare le proprie proprietà. Al contrario, nel caso di invecchiamento artificiale, si
assiste alla precipitazione di diverse fasi metastabili, che ha inizio solo se si tempra
sotto una determinata temperatura, definita dalla curva di solvus della GP zone (Fig.3b). Durante l’invecchiamento le zone GP incrementano le loro dimensioni ed evolvono
trasformandosi in fasi intermedie fino a raggiungere la fase di equilibrio (CuAl2 o
Mg2Si) del sistema associato alla lega considerata (A-Cu o Al-Si-Mg).
Nel caso particolare delle leghe Al-Si-Mg ed Al-Cu, le sequenze di precipitazione
universalmente riconosciute (a meno di dibattiti sulla transizione dall’una all’altra fase)
sono:
α (sss) →cluster/zone_GP→β’’→β’→β (Mg2Si) [1]
α (sss) →cluster/zone_GP→’’→’→ (CuAl2)
[24]
Come evidente, le due sequenze si assomigliano particolarmente e, malgrado la diversa
natura degli elementi coinvolti, nonché delle transizioni dall’uno all’altro stato, possono
essere considerate come rappresentative l’una dell’altra e così avverrà nel seguito
riferendosi riferendosi pressoché esclusivamente al sistema Al-Mg2Si.
Si parte dunque, come già descritto, da una soluzione solida soprassatura metastabile
che tende a generare cluster di soluto o zone GP. La tendenza alla formazione di cluster
o zone GP dipenderebbe dal tipo di invecchiamento. Per Murayama et al. [5], si parla di
clusters e co-clusters di soluto dal momento che, attraverso un indagine al TEM, anche
dopo un periodo di invecchiamento naturale di diversi mesi, non è visibile alcun tipo di
addensamento atomico. Al contrario, leghe invecchiate artificialmente, presentano al
TEM, i primi raggruppamenti atomici ben visibili a cui gli autori attribuiscono lo stato
di zone_GP. Sebbene clusters e zone_GP, abbiano composizione chimica simile, le
zone_GP, presentano una concentrazione di soluto più elevata.
Le zone non hanno un ordine preciso nella matrice di alluminio, ma si ordineranno
durante l’invecchiamento, e rimarranno stabili fino a circa 260°C. Questa
interpretazione, può essere discussa tramite le osservazioni di diversi autori [3,4,7,10],
che a seconda dei casi, parlano della formazione di cluster di Si [3] zone GP [10] o
cluster di Si, Mg e co-cluster Mg-Si [4]. Chiaramente, un ruolo fondamentale in tutti
questi studi, è attribuito all’eccesso di silicio (e dunque alla composizione chimica della
lega) che può influenzare notevolmente la sequenza di precipitazione. In accordo con
gli ultimi studi di Serisawa et al. [7], nell’intervallo 30°C-100°C è possibile osservare
due picchi (Fig.4-a) associabili alla formazione di due diversi tipi di nano-cluster MgSi. Il primo, si formerebbe a temperatura ambiente e manterrebbe le sue dimensioni
rimanendo stabile fino a 180°C. Il secondo, si formerebbe a circa 100°C, aumentando le
sue dimensioni nel tempo. La presenza di questi cluster risulterebbe determinante
nell’influenzare la successiva sequenza di precipitazione delle fasi indurenti durante
l’invecchiamento artificiale. Tale formazione, sarebbe anche supportata dai rilevamenti
di Ou et Al. [25] riportati in figura 4-b in cui è evidente che, per ridotti valori del tempo
52
Capitolo 2
di attesa fra tempra ed invecchiamento (curve superiori), al di sotto dei 100°C si
manifestano due leggeri picchi di precipitazione. A conferma del fatto che tale
precipitazione prende luogo a temperatura ambiente, dopo sufficiente attesa tra tempra
ed invecchiamento il primo picco svanisce (curva (b) di Fig.4-a e curva 300min. Fig.4b)
a
b
Fig.4 – Risultati di analisi termiche differenziali (DSC) condotte da Serizawa [7] ed Ou [25] sul
leghe Al-Mg-Si. A sinistra, la curva (a) è relativa ad una rampa su campione as-quenched
mentre la (b) dopo permaneza in forno a 100°C per 10 min. A destra, sono rappresentate diverse
rampe in funzione del tempo di attesa fra tempra ed invecchiamento.
Dopo la creazione di queste fasi “primitive”, si ha la formazione dei precipitati indurenti
’’. Questi, sono di tipo metastabile, coerente con la matrice (Fig. 5) nella direzione
della lunghezza del precipitato, mentre non c’è continuità fra struttura cristallina e
interfaccia nella direzione ortogonale. La lunghezza media dei precipitati ’’ è pari a
circa 200÷1000 Å, mentre il loro diametro a circa 60 Å. Da questi, nel tempo, si evolve
la fase ’ semicoerente con la matrice ed a forma di bastoncello con gli assi paralleli
alle direzioni della matrice cubica. Infine, per ulteriore esposizione alla temperatura, si
arriva alla fase di equilibrio (Mg2Si) placchettiforme ed incoerente con la matrice,
avente una struttura fcc (cubica a facce centrate).
Le varie fasi seguono la via della minima energia di attivazione; in altre parole, la
cinetica favorisce la nucleazione omogenea con interfaccia coerente, seguita dalla
trasformazione in una o più fasi semicoerenti, ed infine la trasformazione in precipitato
di equilibrio. L’entità del rinforzo (incremento di durezza) dipende dal tipo di
precipitato che si forma durante l’invecchiamento (Figura 6). L’incremento di durezza
dovuto alle zone GP, è dato dal campo di deformazione elastiche nell’intorno della
zona; il movimento delle dislocazioni, è ostacolato dalla differenza di raggio atomico
53
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
fra Al ed gli atomi aggregati di Mg e Si (di stechiometria ancora variabile). Il picco di
durezza si ottiene dalla formazione dei precipitati ’’, che apportano al reticolo
cristallino una forte distorsione elastica. Il precipitato ’, si forma dal momento in cui
la matrice non è più in grado di assorbire elasticamente le tensioni, e scarica parte di
esse creando un’interfaccia parzialmente coerente. Macroscopicamente, si inizia a
verificare un calo di durezza. Il crollo resistenziale avviene con la formazione del
precipitato di equilibrio , totalmente incoerente con la matrice.
a
b
c
d
Fig.5 – Il precipitato ’’ (a) nelle leghe Al-Si-Mg e ’’ nelle leghe AlCu (b) e la loro coerenza
coi piani reticolari della matrice metallica nelle direzioni parallela (c) ed ortogonale (d) [2].
Fig.6 – Durezza conseguente ai diversi stati di precipitazione nelle leghe Al-Si-Mg.
L’entità del rinforzo dovuto al trattamento termico (incremento di durezza), dipende
dunque dal tipo di precipitato che si forma durante l’invecchiamento. L’esatta natura del
processo non è stata ancora chiarita del tutto ma i meccanismi di rinforzo
universalmente riconosciuti come di Ashby e di Orowan rispettivamente, sembrano
essere corresponsabili del processo. In generale infatti, si può affermare che un
incremento di resistenza è sinonimo di maggiore difficoltà del movimento delle
dislocazioni. Il fattore chiave che fa sì che un meccanismo ceda il passo all’altro, è la
coerenza o meno dei precipitati col reticolo cristallino. La coerenza fra precipitati e
matrice comporta una forte distorsione del reticolo e, come accennato, si verifica
quando dalla soluzione solida soprassatura, si formano i primi addensamenti atomici
(cluster/zone_GP). L’incoerenza, subentra quando i precipitati si accrescono ed il
campo di tensioni elastiche attorno ad essi, diventa così grande da non poter essere
54
Capitolo 2
completamente assorbito; la matrice crea così delle interfacce incoerenti. Il picco di
durezza si ottiene quando si ha una frazione volumetrica elevata di particelle molto fini
(10÷20 nm) coerenti con la matrice; la dispersione di questi composti intermetallici,
impedisce il movimento delle dislocazioni aumentando così la resistenza a snervamento
del materiale. Una volta che le dislocazioni riescono a tagliare le particelle, la
deformazione plastica procede con basso incrudimento (meccanismo di Ashby) come
evidenziato in figura 7-a (prime due curve). Quando la lega sovrainvecchia (overaging),
la perdita di coerenza dei precipitati col reticolo, rilassa il reticolo generando una
diminuzione di durezza. L’ingrossamento dei precipitati, consente alle dislocazioni di
inflettersi fra di essi, oltrepassandoli e lasciando attorno ad essi un anello di dislocazioni
come riportato nelle figure 7-b e 7-c. Passando fra le particelle, le dislocazioni
continuano a lasciare degli anelli moltiplicandosi come in figura 7-d (sorgenti di FrankRead ) e facendo si che la tensione critica risolta aumenti:
(1)
Dove G è il modulo di elasticità trasversale, b è il vettore di Burger, è la distanza fra
due precipitati e k è un fattore di forma dei precipitati stessi. Chiaramente, il materiale
così costituito tenderà maggiormente ad incrudirsi (figura 7-a, terza curva).
a
c
b
d
Fig.7 – a) Curve tensione-deformazione reali per un monocristallo Al-Cu, a seconda dello stato
di invecchiamento (tipo di precipitato); b) sequenza del passaggio di una dislocazione fra due
precipitati incoerenti e sviluppo di un anello di dislocazioni; c) esempio di micrografia TEM di
un anello di dislocazioni su una lega Al-4%Cu; d) esempio di anelli di dislocazioni [26].
55
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
Nel caso particolare di leghe AlSi7Mg0,3, la variazione di durezza in funzione del
tempo e temperatura di invecchiamento è riportata da diversi autori [12,20]. In Fig.8-a,
si vede come il picco di durezza, sia raggiunto per tempi sempre minori tanto maggiore
è la temperatura di invecchiamento. Inoltre minori o uguali a 90°C non sembrano poter
portare, neanche dopo lunghissimi mantenimenti, a durezze elevate. Questo, è in
accordo con le rampe di analisi termica di numerosi autori [3, 7, 25] che rivelano la
temperatura di 100°C come quella caratteristica della precipitazione di una fase
intermedia (clusterII/zone_GP) non in grado di rinforzare efficacemente la matrice.
a
b
Fig.8 – Esempio di curve di invecchiamento durezza-tempo [20] (a) e curve di isodurezza
(Rockwell F) [12] (b) per la lega A356.
Dalle curve di invecchiamento, è possibile ricavare le curve di isodurezza (Fig.8-b) che
permettono di ricavare il tempo e la temperatura di invecchiamento, per ottenere una
durezza specifica. Chiaramente, aumentando il tempo e la temperatura del trattamento
(entro un certo limite), la durezza della lega migliora. A parità di temperatura/tempo
inoltre si possono ottenere durezze crescenti aumentando il tempo/temperatura di
trattamento. Chiaramente, l’andamento di queste curve e, più in generale, delle curve di
invecchiamento, dipende, come già accennato, da numerosi fattori fra i quali la
composizione chimica della lega, la sequenza di precipitazione nonché la temperatura di
invecchiamento. Inoltre sono fondamentali le condizione di tempra. E’ assolutamente
necessario infatti, per evitare precipitate-free-zone (PFZ), che questa sia drastica e porti
rapidamente il materiale a temperature sufficientemente basse per la precipitazione di
fasi metastabili (Fig.3-b). Nel caso in cui il raffreddamento sia insufficiente e/o lo
stazionamento a temperature “intermedie” sia prolungato, si assiste infatti ad una
precipitazione localizzata a bordo grano, con conseguente impoverimento delle zone
interne e minori proprietà meccaniche oltre che possibili problemi di corrosione
preferenziale a bordo grano.
In ultimo, fra le variabili fondamentali per un dato sistema, vi sono la cinetica di
nucleazione omogenea dei cluster di soluto, il loro tasso di crescita. Per nucleazione
omogenea, si intende il processo di formazione casuale dei cluster di soluto nella
matrice cristallina soprassatura. L’interfaccia fra il cluster di atomi e la matrice
56
Capitolo 2
circostante si trova in uno stato di equilibrio, fra fase e matrice, e quindi uno stato a
ridotta energia. La ragione di questa ridotta energia di interfaccia fra cluster e matrice
soprassatura metastabile, è dunque alla base della loro formazione. Ogni sistema infatti,
tende a raggiungere con l’ambiente uno stato di equilibrio che rappresenta il minimo di
energia libera del sistema. L’energia libera specifica di cambiamento, associata alla
nucleazione omogenea dei cluster di soluto, può essere vista come somma dell’energia:
ΔGv, associata alla formazione di una unità di volume di cluster di atomi;
associata alla formazione di un’interfaccia fra addensamento atomico e matrice;
ΔGs, associata alla energia elastica del reticolo causata dalla differenza di raggio
atomico fra gli elementi della matrice e quelli del cluster (soluto);
Chiaramente, se si assiste alla formazione di un cluster di forma sferica e raggio r, la
variazione di energia libera associata alla sua formazione sarà:
(2)
Dalla Fig.9, si vede che ΔG, ha un andamento crescente all’aumentare del raggio r,
fintanto che raggiunge il punto di massimo ΔGcritico, a cui corrisponde il valore di
raggio r, detto rcritico. Oltre il punto di massimo, il valore di ΔG cala drasticamente.
L’incremento iniziale del valore di ΔG, associato alla generazione della superficie di
interfaccia, rappresenta la barriera energetica di nucleazione che il cluster deve superare
per formarsi. Superato tale valore, il sistema, tende a cedere energia libera, in quanto
l’energia associata alla formazione del volume del cluster, nonché il contributo elastico
della matrice soprassatura, sono entrambi negativi. Il cluster è allora stabile. Il valore di
rcritico si può determinare differenziando l’equazione 2, e ponendola uguale a zero:
(3)
Fig. 9 – Andamento dell’energia libera nella formazione di un cluster di soluto [2]
57
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
Dall’equazione 3, il rcritico, cala al calare di , energia interfacciale; ciò significa che, per
un cluster coerente (avente bassa energia ), il valore del raggio critico di nucleazione, è
minore che per un cluster incoerente (avente alta energia ). L’energia di deformazione,
Gs, influisce anche essa sul valore di rcritico; infatti un suo incremento riduce il valore
dell’espressione a denominatore dell’eq.3, con un conseguente innalzamento del valore
del raggio critico. La probabilità, che, da una casuale fluttuazione di atomi di soluto, si
formi un cluster con un raggio maggiore del valore critico, sarà favorita in un sistema
dove i cluster sono coerenti con la matrice e abbiano bassa energia libera associata alla
formazione del volume Gv.
Con riferimento alla Fig.10-a, il grado di soprasaturazione della matrice Sp, alla
temperatura Tp (dopo tempra), è una misura della forza che pilota la precipitazione e
può essere approssimativamente espresso dalla relazione:
(4)
dove Xs è la concentrazione di equilibrio degli atomi di soluto alla temperatura Ts, e Xp
è la concentrazione di equilibrio degli atomi di soluto alla temperatura Tp. La relazione
che lega indirettamente la soprassaturazione all’energia libera associata alla formazione
del volume specifico di cluster, è:
(5)
a
b
Fig. 10 – Definizione di Xs ed Xp in un generico diagramma di stato a parziale solubilità allo
stato solido (a) e rappresentazione della “GP_zone solvus” (b) [2]
Si nota dall’espressione (5) come, con l’aumento del sottoraffreddamento (ΔT = Ts-Tp),
ottenuto da una tempra rapida, la forza pilota, che spinge alla formazione di
addensamenti atomici, incrementi. In pratica, la temperatura dopo tempra, Tp, deve
essere abbastanza bassa, in modo che, dalla soluzione solida sovrassatura ci sia un’alta
probabilità che si formino cluster stabili. Di conseguenza, nel diagramma di fase è
58
Capitolo 2
spesso introdotta una curva, che rappresenta il limite superiore per la formazione di
zone GP, denominata come GP zone solvus (Fig.10-b).
Per valutare la stabilità di un cluster di atomi di soluto, è necessario però considerare
una ulteriore variabile. Finora infatti, si è considerata la condizione della soluzione
solida soprassatura costante nel tempo. In pratica, durante l’invecchiamento, il processo
di raggruppamento atomico, drena atomi di soluto dalla matrice, quindi la condizione
della soluzione solida sovrassatura non è invariabile, ma mutevole. La soprasaturazione
Sp presente prima della formazione dei cluster, sarà maggiore della soprasaturazione S
effettiva durante l’invecchiamento. In base a quanto detto, la stabilità di un dato cluster
di raggio r, è influenzata dalla effettiva soprasaturazione della matrice, S, ad una data
temperatura di invecchiamento T; dalla relazione di Gibbs-Thompson:
(6)
dove Xr è la concentrazione di soluto in equilibrio con un cluster di raggio r, Ω è il
volume atomico e k è la cotante di Boltzman. L’eq.6, mostra come la reale
concentrazione di soluto in equilibrio, dipende dal raggio medio del cluster. Per elevati
valori di r, la reale concentrazione di equilibrio si avvicina alla concentrazione teorica
data dalla curva di solidus, mentre per raggi piccoli, il valore della reale concentrazione
di equilibrio è molto più grande di quello teorico. In altre parole, solo precipitati di
grandi dimensioni sono stabili per basse soprasaturazioni. Per una data condizione di
soluzione solida sovrassatura (Xr = Xs), si può calcolare il raggio critico :
rcritico
(7)
oppure:
Con k costante dipendente dalla temperatura. Con l’espressione 7, il raggio critico di
stabilità del cluster, è inversamente relazionato al logaritmo naturale della
soprasaturazione e dunque dipende da essa oltre che dalla temperatura. Dunque,
esistono più curve GP_zones_solvus che rappresentano le temperature al di sopra delle
quali si disciolgono i nuclei con un determinato raggio (critico). Per quanto detto,
durante l’invecchiamento, man mano che i cluster si formano, la soprassaturazione della
matrice diminuisce e dunque, si assiste ad un aumento del raggio critico. Ciò significa
che alcuni cluster perderanno la condizione di stabilità e si dissolveranno a favore di
altri che tenderanno ad accrescersi, riducendo la loro energia interfacciale. La cinetica
della crescita, è quindi controllata dal tasso di diffusione degli atomi di soluto nella
matrice di alluminio e la variazione nel tempo del cluster di raggio r, è data dalla
seguente equazione:
(8)
59
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
dove Xm è la concentrazione media della matrice e D è il coefficiente di diffusione del
soluto. Dall’eq. 9, il cui grafico è riportato in Fig.11-a, si deduce proprio che cluster di
piccola dimensione sono instabili e si dissolvono mentre i cluster che superano la
dimensione critica, accrescono alimentati dagli atomi di soluto rilasciati nella matrice
dai cluster disciolti.
(9)
dove rm è il valore medio del raggio dei cluster di soluto.
Dislocazione
a spigolo
a
Colonia di
cluster
b
Fig.11 – a) Relazione di Ostwald che descrive la velocità di accrescimento dei cluster in
funzione del loro raggio; micrografia TEM di una colonia di precipitati nucleati da una
dislocazione a spigolo [2].
Finora, si è sempre fatta l’ipotesi che i cluster nascessero casualmente, ovvero che si
fosse di fronte al caso di nucleazione di tipo omogeneo, possibile solo nel caso di una
matrice sovrassatura anch’essa omogenea. In realtà, ci possono essere disomogeneità
nella matrice, che innescano preferenzialmente la nascita di cluster come ad esempio
dislocazioni (Fig.11-b) o bordi grano. Le zone in prossimità di questi “difetti reticolari”,
sono infatti a maggior contenuto energetico e dunque il raggio critico dei cluster che si
potrebbero formare in queste zone scende è più probabile la formazione di un cluster.
In questo caso si parla di nucleazione eterogenea ed un perfetto esempio è rappresentato
dalla Fig.11-b in cui i precipitati aghiformi Mg2Si sono nucleati lungo la linea di
dislocazione in una lega di alluminio solubilizzata un’ora a 560°C, temprata in olio e
invecchiata dieci minuti a 250°C.
Oltre a difetti reticolare di tipo lineare (dislocazioni) o spaziale (bordi grano), un ruolo
fondamentale nella nucleazione ed accrescimento dei cluster/precipitati, sono le
vacanze. E’ noto infatti, come la diffusività di una specie chimica all’interno di un
solido dipenda in maniera fondamentale dal numero di questi difetti. È inoltre
dimostrato che, subito dopo tempra, invecchiando a temperatura ambiente, la
formazione di cluster di soluto, ha un tasso superiore, di qualche ordine decimale,
rispetto a quello calcolato dal coefficiente di diffusione teorico. La maggior diffusività è
da attribuire proprio ad un eccesso di vacanze trattenute durante il processo di
60
Capitolo 2
raffreddamento rapido dalla temperatura di solubilizzazione. Il coefficiente di
diffusione, infatti, è direttamente proporzionale al numero di vacanze nv di equilibrio ad
una data temperatura T, secondo la relazione:
(10)
Dove ΔE è l’energia di attivazione della migrazione degli atomi di soluto. Dall’eq. 3.7,
si deduce che all’aumentare della temperatura T, il numero di vacanze nv, aumenta e di
conseguenza incrementa anche il coefficiente di diffusione D e ciò spiega la maggior
mobilità degli atomi di soluto ad alte temperature. Se si considera il caso di una
concentrazione anormale di vacanze nel materiale, il coefficiente di diffusione D, dovrà
essere incrementato del rapporto Cq/Ct, dove Cq è la concentrazione di vacanze dopo
tempra e Ct è la concentrazione di equilibrio. Chiaramente se non si considera
l’influenza di un eccesso di vacanze generato dalla tempra, il valore del coefficiente di
diffusione teorico risulterà minore. Tale situazione, può spiegare il calo di formazione
dei clusters di soluto nel tempo, quando ormai le vacanze non influiscono più nella
diffusione, in quanto raggiungono il loro valore di equilibrio ad una data temperatura. È
stato osservato che, subito dopo tempra, il coefficiente di diffusione D, in un primo
momento, cala rapidamente, per poi assestarsi ad un valore, prossimo a quello di
equilibrio, calcolato a temperatura ambiente. Il processo di diffusione è quindi
caratterizzato da due reazioni distinte: una veloce ed una lenta. Sono stati proposti
alcuni possibili meccanismi per spiegare la reazione lenta, fra cui quella per cui la
regione deformata intorno alle zone_GP ritarderebbe la diffusione di vacanze.
Sperimentalmente, si è inoltre verificato che, l’energia di attivazione della reazione
veloce (0.5eV), è inferiore a quella necessaria alla reazione lenta (1eV).
L’ammontare della differenza fra le due energie di attivazione, corrisponde all’energia
di legame fra vacanze e trappole. Le trappole, non sono altro che piccoli anelli di
dislocazioni o “buchi” provocati dall’addensamento di vacanze.
Si deduce quindi, che processi come la tempra o le lavorazioni a freddo, determinando
una differente concentrazione di vacanze e quindi influiscono sulla cinetica di
nucleazione nei primi stadi dell’invecchiamento. In generale, le lavorazioni a freddo su
una lega, prima che questa venga invecchiata, causano una diminuzione di clusters. Ciò
significa che le dislocazioni introdotte dalle lavorazione a freddo, agiscono come
inibitori di vacanze, rallentando i fenomeni diffusivi. Al contrario la tempra, genera
invece un eccesso di vacanze, quindi produce effetti opposti di una lavorazione a
freddo. Il trattamento termico, in molte leghe commerciali, dipende dall’interrelazione
fra vacanze, dislocazioni e atomi di soluto ed anche tracce di impurità possono
modificare significativamente il processo di precipitazione. Gli elementi che
interagiscono significativamente con le vacanze, inibiscono la formazione di cluster,
ritardando così il processo di invecchiamento. Oltre ad accelerare la cinetica
dell’invecchiamento, le vacanze giocano un ruolo fondamentale quando precipitano con
gli atomi di soluto, facilitando l’arrangiamento atomico richiesto per trasformare la
struttura del cristallo madre nella fase prodotta.
61
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
2.4
Il pre-invecchiamento
La realtà sperimentale [8,9,12-1425] evidenzia inoltre come non solo la tempra e
l’invecchiamento influenzino la precipitazione, ma anche il tempo che trascorre sempre
fra queste due fasi più comunemente noto come pre-invecchiamento (preaging). In
Fig.12-a, si riportano i risultati di Shivkumar et. al [12] relativi ad un confrontano fra le
durezze ottenute su una lega A356 invecchiata a 171°C subito dopo tempra, oppure alla
stessa temperatura dopo 24 ore di attesa a temperatura ambiente. Eseguire il trattamento
termico subito dopo tempra, comporta un veloce incremento di durezza, tanto che il
picco si raggiunge solo dopo 3÷4 ore di invecchiamento. Se si invecchia la lega
naturalmente, invece, il massimo valore di durezza, non solo si ottiene con più tempo di
trattamento (5÷6 ore di invecchiamento artificiale), ma il valore, di durezza massimo
sarà sempre inferiore a quello ottenuto dalla lega invecchiata direttamente ad alta
temperatura. Tale constatazione, viene dai risultati riportati in Fig.12-b, in cui gli autori
riportano la durezza massima ottenuta dopo invecchiamento artificiale effettuato su
campioni sottoposti a pre-aging crescenti. Come evidente, già da meno di un’ora di
durata di tale fase, la durezza del materiale a valle del trattamento T6, cala
sensibilmente raggiungendo un valore minimo costante oltre le 10 ore di durata di tale
fase. Da qui, si deduce che, per avere le migliori prestazioni resistenziali della lega,
occorre invecchiare artificialmente subito dopo tempra. Come accennato
precedentemente, in questo comportamento, giocano sicuramente un ruolo principale: i)
la variazione del numero di vacanze; ii) la variazione della soprassaturazione con il
procedere della formazione di cluster a temperatura ambiente,
a
b
Fig.12 – a) Variazione della durezza (Rockwell F) dopo invecchiamento T6, subito dopo
tempra e dopo 24h di attesa a temperatura ambiente. B) Variazione della durezza (Rockwell F)
in funzione del tempo di preinvecchiamento a temperatura ambiente [12]
Da analisi più recenti [13,14], condotte sulla precipitazione delle leghe di alluminio, si è
stabilito che tracce di elementi, quali Cu, In, Cd, Sn, influenzano fortemente le
caratteristiche meccaniche di leghe pre-invecchiate a temperatura ambiente. Gli effetti
principali si possono riassumere come:
modifica dell’energia interfacciale fra i precipitati e la matrice;
62
Capitolo 2
cambiamento dell’equazione dell’energia libera del sistema;
inibizione della precipitazione a bordo grano;
incremento della soprasaturazione della matrice alla temperatura di invecchiamento;
stabilizzazione degli addensamenti di vacanze ed inibizione della formazione di zone
PFZ nella vicinanza dei bordi grano;
promuove una precipitazione fine ed omogenea.
Ghate et al. [27] hanno mostrato quale fosse l’effetto di elementi in traccia, come il
cadmio, l’indio, lo stagno e il rame, sulla durezza della lega di alluminio esaminata. La
durezza della lega base, cala rapidamente con l’aumentare del tempo di attesa a
temperatura ambiente, mentre la stessa lega, contenente le tracce degli elementi citati,
mantiene valori di durezza più elevati. L’effetto benefico degli elementi in traccia, nel
conservare la durezza della lega preinvecchiata naturalmente, si può notare in Fig.13-a.
a
b
Fig. 13 – a) Effetto degli elementi di traccia sulla durezza da una lega A357, ottenibile dopo un
invecchiamento artificiale a 180°C, anticipato da un preaging naturale variabile in termini di
giorni [27]; b) Confronto proprietà meccaniche fra la lega di base A357 e la lega modificata con
gli elementi in traccia, in funzione del preaging[13].
Murali et al. [13,14] hanno studiato i cambiamenti delle proprietà meccaniche, dovuti
all’effetto degli elementi in traccia citati precedentemente. Dai risultati ottenuti, si
possono fare delle considerazioni significative, infatti, i valori di durezza e resistenza a
rottura e a snervamento, aumentano nella lega di base (A357) contenente tracce di indio
(0,09÷0,1 % in peso), con l’aumentare del preaging. Per la lega contenente tracce di
63
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
cadmio, è stato osservato che, in funzione del preaging, incrementa anche
l’allungamento. Si giustifica tale comportamento, supponendo che l’aggiunta di cadmio
(0,0080÷0,1 % in peso), alteri la morfologia del silicio eutettico, inibendo la
precipitazione a bordo grano del silicio stesso. In Fig.13-b, si può riscontrare, come
l’aggiunta di elementi in traccia, modifichi l’andamento delle proprietà meccaniche,
rispetto la lega di base, che ha subito una solubilizzazione a 540°C per 10h, tempra in
acqua a 65°C, preaging naturale per un numero variabile di ore e di seguito
invecchiamento in forno a 155°C per 5h. Alcune ipotesi importanti, discusse da diverse
fonti, riguardanti l’effetto di elementi di traccia sulla lega da fonderia AlSi7
preinvecchiata a temperatura ambiente, sono:
la formazione di aggregati di elementi in traccia e di atomi di soluto;
l’interazione fra vacanze ed elementi in traccia.
Per quanto riguarda la lega Al-7Si-0,3Mg, Murali et al. hanno spiegato che l’aggiunta di
cadmio, incrementa l’energia di deformazione del reticolo cristallino, in quanto gli
atomi di magnesio hanno un diametro di circa 0,3196 nm, contro i circa 0,298 nm
cadmio. L’indio, avente un diametro atomico pari circa a 0,325 nm, agisce come
elemento attivo, intrappolando gli atomi di magnesio, riducendo l’energia di
deformazione del reticolo, che di conseguenza si traduce in una riduzione del rateo di
precipitazione a temperatura ambiente. Cadmio ed indio, annullano entrambi l’effetto
del preaging.
La teoria che coinvolge l’interazione fra vacanze e impurità, supporta maggiormente i
risultati sperimentali. Gli studi svolti, non coinvolgono la lega AlSi7, ma altri sistemi di
leghe. Kimura e Hasiguti, hanno studiato la lega Al-1,7Cu-0,006Sn, evidenziando che
l’energia di legame fra vacanze e atomi di stagno, è molto più grande di quella fra
vacanze e atomi di rame. Quindi, la maggior parte delle vacanze, si legano agli atomi di
stagno, rallentando la formazione delle zone_GP, dovuta alla diffusione degli atomi di
rame. Kirchgraber, negli studi sull’interazione fra vacanze e atomi di stagno, nel
reticolo dell’alluminio, ha riscontrato un’alta energia di legame, che, durante la tempra,
promuove la formazione di complessi ricchi di vacanze. Questi complessi, durante
l’invecchiamento artificiale, si decompongono, rilasciando un alto numero di vacanze.
Dalle argomentazioni discusse finora, la teoria che coinvolge le vacanze, può spiegare
meglio il meccanismo del pre-invecchiamento. Già Pashley et al. nel 1966 [8], avevano
d’altra parte dimostrato che, presa una lega Al-Mg-Si da deformazione plastica, un
periodo di attesa a temperatura ambiente, fra il trattamento di solubilizzazione (a 560°C)
e l’invecchiamento artificiale (a 160°C o 175°C), è sufficiente a causare una
clusterizzazione di atomi di soluto, atti a modificare la struttura dei precipitati che si
formano durante l’invecchiamento artificiale. L’importanza di comprendere questi
processi, anche per averne un eventuale vantaggio commerciale, ha animato gli autori
portandoli nel 1967 [9] a definire un modello che permettesse di interpretare le
osservazioni fatte nel lavoro precedente e che risultasse applicabile a diverse tipologie
di leghe. Il modello, concerne sia leghe pseudo-binarie che binarie ed in esso si assume,
come ipotesi semplificativa, che i cluster che si formano immediatamente dopo tempra,
64
Capitolo 2
dalla temperatura di solubilizzazione, siano di forma sferica (come ipotizzato in 2.3). Il
modello proposto, si basa interamente sulla cinetica di nucleazione e crescita dei cluster,
e si considera che, durante le prime fasi di invecchiamento, il numero di addensamenti
atomici cresca nel tempo. Segue poi un periodo nel quale il numero dei cluster rimane
più o meno costante, mentre ne aumenta la dimensione. La diminuzione in numero dei
cluster, è legata al calo della soprasaturazione della matrice della lega: il fenomeno è
noto come teoria di Ostwald, per cui, come già accennato (cfr.2.3) la dissoluzione di
alcuni cluster alimenta l’accrescimento di altri.
Lo step di invecchiamento analizzato dal modello, è il passaggio in cui avvengono
contemporaneamente due cambiamenti importanti in funzione del tempo: i) l’aumento
del raggio dei clusters r; ii) la diminuzione della concentrazione di soluto nella matrice.
L’attivazione del processo suddetto, è garantita, purché l’iniziale soprasaturazione della
matrice sia sufficientemente elevata. Per questo motivo, è fondamentale temprare da
temperature elevate a temperature opportune, in modo da attivare la nucleazione
omogenea dei cluster. Si definisce a questo proposito, una temperatura Tc , al di sopra
della quale non avviene la nucleazione omogenea; la nucleazione eterogenea, lungo le
dislocazioni o a bordo grano, invece, ha luogo anche al di sopra di Tc. Il modello,
considera una lega binaria solubilizzata a temperatura Ts, temprata fino a temperatura
T1, preinvecchiata a tale temperatura, e di seguito portata per l’invecchiamento ad una
temperatura T2 maggiore di T1 (Fig.14-a). L’obiettivo del modello, è determinare
l’influenza degli addensamenti atomici che si formano a temperatura T1, sul successivo
step a temperatura T2.
a
b
Fig.14 – a) Andamento qualitativo temperatura-tempo nel modello di Pashley; b) influenza della
concentrazione di soluto α sulla soprassaturazione e sul raggio stabile dei cluster [9]
Si definisce W [% di soluto per unità di volume] la concentrazione media di soluto, di
densità , nella matrice a temperatura Ts; si suppone che nr sia il numero di cluster di
soluto che si formano durante il trattamento a temperatura T1. Se è la frazione di
soluto totale presente nei cluster, dopo questo trattamento:
(10)
65
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
La concentrazione di soluto nella matrice, più o meno distribuito casualmente, risulta:
W·(1-α). Definita C2 come la concentrazione di soluto in equilibrio con un’interfaccia
piana fra un cluster e la matrice, alla temperatura T2, si definisce la soprassaturazione di
soluto come:
(11)
Si può ora determinare la dimensione critica del cluster che può accrescere a
temperatura T2, considerando che la frazione di nuovi atomi di soluto che migrano sul
cluster eccede la frazione di atomi che si disciolgono dal cluster. La concentrazione di
soluto C in equilibrio con un cluster, avente una superficie sferica di raggio r, è
maggiore della concentrazione C2 e, in accordo con la relazione di Gibbs-Thomson,
risulta:
La costante k, include dunque i parametri, , V e T, rispettivamente energia di superficie
del cluster, volume molecolare e temperatura. Il tasso di migrazione di nuovi atomi di
soluto sull’interfaccia del cluster per unità di area è dato dal prodotto AC2S, dove la
costante A, dipendente dalla temperatura, include il coefficiente di diffusione degli
atomi di soluto nella matrice e, di conseguenza, la concentrazione di vacanze nella
matrice. Il tasso di dissoluzione di atomi dalla superficie del cluster, è dato invece dal
prodotto: BC2exp(k/r).
Se si considera l’equilibrio di una interfaccia piana (r = ∞), quando S = 1, si avrà A = B.
Tuttavia, dato che la costante A è incrementata da un eccesso di vacanze (che segue
sempre ad una tempra), è lecito quindi considerare A e B come due parametri distinti.
La condizione generale per la stabilità di un cluster a temperatura T2 si può scrivere
come:
ulteriormente semplificabile nel caso di assenza di vacanze (A = B).
La stabilità dei cluster di raggio medio rm, è definita come:
dove N = Ʃrnr. Si può graficare la variazione dell’espressione r ·logeS, per determinare il
valore critico di α (= αm), necessario per la stabilità dei clusters di dimensione media. I
valori di rm, e di S, sono determinati come funzione di α, nota la composizione chimica
della lega ed il valore di N. Il valore di αm, per un dato valore di α, dipende da N e più
bassa è la temperatura T1 più alto è il valore di N. In quest’ultimo caso, nessun cluster di
dimensione media diventerà stabile quando la temperatura salirà a T2,
indipendentemente da quanto tempo la lega sia stata invecchiata a temperatura T1. Per
66
Capitolo 2
un dato valore di T2, si può definire un valore minimo di T1 (T1min), al di sopra del quale,
i cluster con dimensione pari alla media si stabilizzano. Al contrario, al di sotto di tale
temperatura, ogni clusters si dissolve, anche dopo lunghi trattamenti a temperatura T1.
Dal momento che il raggio critico di stabilità, rm, supera il valore corrispondente al
massimo, dato dalla curva r·logeS, l’ulteriore crescita dei cluster a temperatura T1 induce
ad un decremento della concentrazione di soluto nella matrice (vedi Fig.14-b). L’effetto
dell’aumento del raggio critico, che permette la stabilità dei clusters a temperatura T2, è
più che compensato dalla diminuzione della soprasaturazione della matrice.
Se ora si considera l’influenza della dimensione dei clusters, si può far riferimento a due
casi principali. Il primo caso si verifica per valori sufficientemente elevati di T1, a cui
corrispondono piccoli valori di N. In questo caso, tutti i clusters formati a T1, dopo un
trattamento opportunamente lungo, si possono stabilizzare a T2. Tale comportamento, si
può visualizzare graficando le curve corrispondenti al minimo ed al massimo valore di r.
La stabilizzazione, all’aumentare del numero dei clusters, avviene quando supera il
valore di rmax. Se >rmin, allora tutti i cluster saranno statabili. Riepilogando, se la
concentrazione di soluto è maggiore di un determinato valore intermedio, la maggior
parte dei clusters sono stabili a temperatura T2. Avere un valore intermedio di
riferimento, per , è importante per dedurre quanti clusters formati a temperatura T1,
cresceranno a temperatura T2.
Il secondo caso, si verifica per temperature T1 sufficientemente basse per cui la maggior
parte dei clusters non si stabilizzerà a temperatura T2. Solo i cluster aventi una
concentrazione di soluto >rmax rimangono stabili e accresceranno. Si ridefinisce la
temperatura T1min come quel valore di T1 per cui, fissata T2, si stabilizzano la maggior
parte dei clusters formati a temperatura T1.
a
b
Fig.15 – Condizioni di stabilizzazione dei cluster nel caso di alta temperatura di preaging e bassa temperatura di pre-aging [9]
67
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
In conclusione, si possono predire quattro modelli distinti di funzionamento, per i
trattamenti a due step di invecchiamento, dipendenti da valori differenti di T1 e T2:
1) (T2 < Tc , T1 > T1min) dal momento che T2 <Tc, durante l’invecchiamento a
temperatura T2, si verifica una precipitazione fine omogenea, anche senza preinvecchiare il materiale. Se si pre-invecchia per un tempo sufficiente lungo a
temperatura T1, si può comunque formare una precipitazione fine durante
l’invecchiamento a temperatura T2, dal momento che il valore di N è maggiore a T1
che a T2. Tuttavia l’effetto di brevi trattamenti a temperatura T1 necessita di un
ulteriore considerazione. Durante l’invecchiamento a T1, il valore di S cala, ma dal
momento che <max, nessun cluster è stabile a temperatura T2 (vedi Fig.15-a).
Durante gli stadi iniziali del trattamento a temperatura T2, i cluster si
discioglieranno fino a che il valore di S aumenta sufficientemente da stabilizzare
qualche cluster. I cluster più grandi, una volta stabili, si accresceranno. In questo
frangente, non è comunque esclusa la formazione di nuovi cluster.
2) (T2 > Tc , T1 > T1min) dal momento che T2 > Tc, durante l’invecchiamento a
temperatura T2, non si verifica alcuna precipitazione omogenea fine, a meno di
qualche nucleo formato durante il pre-invecchiamento. Poiché T1 > T1min, un
trattamento sufficientemente lungo a tale temperatura, provvede a formare nuclei
stabili, in modo che, durante il trattamento a temperatura T2, si generi una
precipitazione fine. Se si diminuisce il tempo di permanenza a T1, si formeranno
pochi precipitati a temperatura T2 fintanto che < rmax (vedi Fig.15-a).
3) (T2 < Tc , T1 <T1min) essendo T2 < Tc, si innesca una precipitazione omogenea
fine, che non può essere reso ancora più fine con il pre-trattamento, poiché T1 <
T1min. In questo caso, solo una piccola parte dei clusters accrescerà a temperatura
T2, corrispondenti a quelli che soddisfano la relazione > max (vedi Fig.15-b).
4) (T2 > Tc , T1 < T1min) in questo caso la precipitazione che avviene a temperatura
T2, richiede la formazione di nuclei stabili a temperatura T1. Si può ottenere solo
una precipitazione grossolana, dal momento che pochi clusters si stabilizzeranno a
T2; la durata del pre-invecchiamento a T1 non ha alcuna importanza (vedi Fig.15-b).
Le considerazioni dettagliate, che si ricavano dal modello sopra esposto, si basano
sull’assenza di vacanze, espressa dalla relazione A = B. La presenza di un eccesso di
vacanze, durante il trattamento a temperatura T1, tenderà ad aumentare il numero di
addensamenti di soluto, in quanto il tasso di atomi, che migrano sulla superficie di un
embrio-cluster, aumenta di un fattore pari al rapporto A/B. La lega può quindi esibire
una sensibilità, in termini di invecchiamento, al rateo di tempra.
Si può evidenziare l’effetto delle vacanze in due diversi casi:
1) Quello basato sulla considerazione che, la velocità di indurimento della lega a
temperatura ambiente (o a temperatura più bassa), dipende dal rateo di tempra dalla
solubilizzazione: tanto più veloce si esegue la tempra, tanto più la lega si indurisce.
2) Quello che coinvolge il valore di Tc. Se la lega viene temprata molto velocemente
a temperatura T>Tc, l’eccesso di vacanze, incrementa la diffusione di atomi di
68
Capitolo 2
soluto, in modo da innescare comunque la nucleazione omogenea. Si può quindi
definire un valore effettivo Tc0 maggiore di Tc, tanto di più quanto più veloce si
esegue la tempra. Il valore di Tc0 non influisce sul valore di Tc utilizzato nel
modello, in quanto l’effetto delle vacanze viene annullato dal tempo.
Dopo aver formulato il modello, o durante la sua definizione, Pashley et. al. hanno
eseguito [8,9] un’ampia varietà di prove sperimentali per la sua validazione. In relazione
alle prove eseguite sul sistema Al-Mg2Si, è stata presa come riferimento una lega AlMg-Si da deformazione plastica. Su di essa sono stati esegueti diversi trattamenti in due
step fra cui uno di essi rientrante nel caso 3) (T2 < Tc , T1 <T1min) sopra menzionato. La
lega in esame è stata solubilizzata a 560°C, temprata in acqua, preinvecchiata a 20°C
(T1) ed invecchiata a 160°C (T2) per 24ore. Da qui, si verifica che se la lega è
sottoposta ad un ciclo di alcuni minuti a temperatura T1 =20°C, tutti i cluster formatosi a
tale temperatura, si dissolvono appena la temperatura di invecchiamento passa da T1 a
T2 = 160°C. Durante l’invecchiamento a temperatura T2, si verificherà una rinucleazione di cluster di soluto, con una densità caratteristica della temperatura stessa.
Se la lega permane alcune ore a temperatura T1, una parte dei cluster che si sono
formati, riuscirà a sopravvivere all’incremento di temperatura, un’altra parte, invece, si
dissolverà nella matrice. La densità di rinucleazione dei cluster, è minore di quella
risultante nel caso precedente. Il raggio critico di un cluster stabile, si definisce secondo
l’eq. 7bis. (rcritico·lnScritico = k) da cui dunque si può calcolare il valore del raggio critico
alle temperature T1 e T2. L’aumento di temperatura da T1 a T2, comporta in generale un
decremento della soprasaturazione effettiva e per l’eq.7bis, si ha un aumento del raggio
critico. Da quanto detto, il valore del raggio critico calcolato alla temperatura T1, sarà
inferiore al valore ottenuto per la temperatura T2. I cluster che si formano a temperatura
T1, possono dunque dissolversi alla temperatura T2, in quanto non più sufficientemente
grandi. Quindi se il raggio r di un cluster, formatosi a temperatura T1, risulta inferiore
del valore critico corrispondente alla temperatura T2, il cluster si discioglie, altrimenti,
si accresce.
Si considerano tre differenti valori di confronto relativi a T2 (alta, media e bassa
temperatura) rappresentati rispettivamente dai parametri Kh, Km e Kl. Graficando
(Fig.16-a) il parametro (r·lnS) in funzione della frazione di volume di soluto nei
clusters, si deduce che un incremento di , è una diretta conseguenza di un incremento
del tempo di invecchiamento, in quanto la matrice si impoverisce di soluto, mentre i
clusters aumentano di dimensione. Per ogni parametro, si può interpretare dalla curva di
figura 16, un diverso meccanismo di nucleazione.
La retta che rappresenta il valore Kh, associata ad un valore elevato di T2, indica che i
clusters, di qualsiasi dimensione, si dissolvono ed avviene la rinucleazione. Dalla retta
rappresentante Km, si deduce che, fra A e B, tutti i cluster si dissolvono ed avviene una
rinucleazione. Fra B e C, solo i cluster più grandi sopravvivono mentre fra C e D tutti i
cluster sopravvivono. Dalla retta rappresentante Kl, si deduce che fra E e F, tutti i
cluster si dissolvono ed avviene la rinucleazione. Fra F e G, tutti i cluster sopravvivono.
69
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
Si possono notare le differenze microstrutturali, della lega Al-1.2% Mg2Si, utilizzata
nello studio di Pashley, imputabili ad un diverso tempo di attesa a temperatura ambiente
(T1) prima dell’invecchiamento artificiale. Tramite un’analisi al TEM (microscopio
elettronico in trasmissione), si sono eseguite diverse micrografie. In Fig.16-b, viene
mostrata la micrografia TEM della lega, ottenuta per un’attesa a temperatura T1 di pochi
secondi, mentre la micrografia di Fig.16-c, è il risultato di alcune ore di attesa. E’ da
sottolineare che, in entrambi i casi, l’invecchiamento artificiale a temperatura T2 è lo
stesso. Entrambe le immagini mostrano, in generale, una precipitazione omogenea,
testimone della preponderante rinucleazione che avviene a temperatura T2; è evidente
che, l’aumento del tempo di stazionamento a temperatura ambiente, comporta una
precipitazione più grossolana.
a
b
c
Fig.16 – Criteri di sopravvivenza del cluster a temperatura T2 del secondo step di
invecchiamento [2]
L’effetto di uno stazionamento di diverse settimane, a temperatura ambiente, rende i
clusters sufficientemente grandi, da essere stabili a T2; ciò si traduce in una
microstruttura grossolana, in cui la precipitazione si è originata, prevalentemente, lungo
le linee di dislocazione presenti. La nucleazione eterogenea, si attiva a discapito di
quella omogenea.
70
Capitolo 2
Bibliografia
[1]
J. Lendvai, T. Ungár, I. Kovács, Mat. Sci. Eng., 16. 85-89 (1974)
[2]
M.H.Jacobs, Precipitation Hardening, TALAT Lecture 1204, EAA 1999
[3]
I. Dutta, S. M. Allen. J Mater Sci Lett. 10 (1991) 323-326
[4]
G.A. Edwards, K. Stiller, G. L. Dunlop, M. J. Couper. Acta mater. 46(11), 1998,
3893-3904
[5]
M. Murayama, K. Hono. Acta mater. Vol. 47(5) (1999) 1537-1548
[6]
F. De Geuser, W. Lefebvre, D. Blavette. Philos. Mag. Lett., 86:4 (2006), 227 - 234
[7]
A. Serizawa, S. Hirosawa, T. Sato. Met. Mat. Trans. A. 39A (2008) 243-251
[8]
D.W. Pashley, J. W. Rhodes, A. Sendorek, J. Inst. Met. 94 (1966) 41-49.
[9]
D.W. Pashley, M. H. Jacobs, J.T. Vietz, Philos. J 16 (1967) 51-76.
[10] W.F. Miao, D.E. Laughlin. Met. Mat. Trans. A 31A (2000) 361-371.
[11] R.C. Dorward, Met. Trans. 4 (1973) 507-512.
[12] S. Shivkumar, C. Keller, D. Apelian, AFS Trans. 98 (1990) 905-911.
[13] S. Murali, K.T. Kashyap, K.S. Raman, K.S.S. Murthy, Scrip. Metall. et Mat. 29
(1993) 1421-1426.
[14] S. Murali, Y.Arunkumar, P.V.J. Chetty, K.S. Raman, K.S.S. Murthy. JOM. 49
(1997) 29-33.
[15] L. Zhen, S.B. Kang. Scripta Mat. 36(10) (1997) 1089-1094.
[16] J.F. Hernàndez-Paz, F. Paray, J.E. Gruzleski. AFS Trans. (2004) 155-164
[17] S. P. Ringer and K. Hono, Materials Characterization, Volume 44, Issues 1–2,
January–February 2000, Pages 101-131
[18] L. Ceschini, G. Nicoletto, E. Riva, A. Strozzi, L. Tomesani, Atti del 1° Congresso
Nazionale del Coordinamento della Meccanica Italiana, Palermo 20-22 giugno
2010.
[19] J.J. Thomas, L. Verger, A. Bignonnet, E. Charkaluk, Fatigue Frct. Engng Mater
Struct 27, 887-895, 2004
[20] P.A. Rometsch, G.B. Schaffer; Materials Science and Engineering A325 (2002)
424–434
[21] N.D. Alexopoulos, Sp.G. Pantelakis; Mat. Des. 25 (2004) 419–430
[22] M. Tiryakio˘glu, J. Campbell, J.T. Staley; Materials Science and Engineering
A361 (2003) 240–248
71
Il trattamento termico nei sistemi Al-Si-Mg/Al-Mg-Si ed Al-Cu
[23] M. Conserva, F. Bonollo, G. Donzelli, Alluminio manuale degli impieghi, ed.
Edimet, 2004
[24] Heat Treating of Aluminum Alloys, Heat Treating, Vol 4, ASM Handbook, ASM
International, 1991, p 841–879
[25] B-L Ou, C-H Shen, Scandinavian Journal Of Metallurgy, 2004, 33:105-112
[26] G.E. Totten, D. S. MavKenzie, Handbook of Aluminium, Mercel Dekker, New
York, 2003
[27] G.P. Ghate, K.S.S. Murthy, K. S. Raman, 1984 Aluminium 601
72
Capitolo 3
CAPITOLO 3
Caratterizzazione della lega da fonderia
EN AC-42100 T6 [AlSi7Mg0,3]
3.1
Introduzione
Per le ragioni già discusse nell’introduzione alla tesi e nei precedenti capitoli, la
progettazione meccanica di getti complessi in lega Al-Si-Mg, non può prescindere da
una caratterizzazione fisica, microstrutturale e meccanica particolarmente accurata del
materiale con cui viene realizzato il componente. Questa caratterizzazione, nel caso
particolarmente complesso di teste motore, è uno strumento necessario per supportare
gli strumenti di simulazione di processo e simulazione strutturale, oltre che per valutare
la qualità e ripetibilità del processo produttivo. Gli obiettivi del lavoro qui relazionato
sono stati dunque:
1. Ottenere una “mappa” microstrutturale della testa motore che rispecchiasse
l’andamento dei principali parametri microstrutturali all’interno del getto in modo
da eseguire una diagnosi dello stato dell’arte aziendale e fornire dati di confronto
per le simulazioni di processo intraprese nell’ambito del progetto di ricerca.
2. Valutare gli effetti della microstruttura sulle proprietà meccaniche della lega trattata
termicamente estraendo campioni direttamente dal componente, nell’ottica di
proporre modelli di previsione delle proprietà meccaniche del getto in funzione
della microstruttura (implementabili nei moderni software di simulazione di colata).
3. Valutare l’effetto delle “fasi critiche” del trattamento termico sulle proprietà
meccaniche in modo da garantire un’ottima ripetibilità di processo.
4. Valutare l’effetto dell’esposizione ad alta temperatura del materiale trattato
termicamente per supportare la simulazione strutturale del componente.
5. Valutare il comportamento a fatica della lega tramite l’analisi di provini a
difettosità differenziata appositamente realizzati;
Il fine ultimo della caratterizzazione portata avanti in questi anni, è dunque da ricercarsi
nell’obiettivo dei due progetti di ricerca all’interno dei quali si è sviluppata l’attività di
dottorato, ovvero lo sviluppo di una innovativa metodologia di progettazione di
componenti motore in lega d’alluminio sollecitati termomeccanicamente, integrando
aspetti progettuali/strutturali, metallurgici e tecnologici. La definizione di modelli,
anche di natura empirica, implementabili in maniera affidabile nei codici di calcolo,
costituisce un importante passo avanti nell’incrementare le potenzialità dei software di
simulazione, riducendo così il numero di test a banco necessari per la delibera dei
componenti e dunque il time-to-market.
73
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
3.2
La testa motore F136
L’intera analisi è stata condotta sulla testa motore di un 8 cilindri colata in conchiglia in
sorgente in lega EN AC-42100 (Fig.1). Durante il processo produttivo il bagno viene
prelevato dal forno e degassato con lancia rotante per qualche minuto. Durante l’azione
della lancia vengono introdotte in siviera le giuste quantità di lega madre contenenti TiB e Sr. La verifica dell’avvenuto degasaggio avviene mediante realizzazione di una
prova di densità che deve risultare superiore a 2,64 Kg/dm3. Sullo stesso campione
viene effettuata l’analisi chimica mediante quantometro. La composizione chimica
nominale del bagno con cui vengono prodotte le teste è riportata in Tab.1.
Fig. 1: Testa motore colata in conchiglia in lega EN AC-42100T6 [alSi7Mg0,3] dopo
lavorazione alle macchine utensili
Elemento
Si
7
Fe
Cu
<0,15 <0,001
Mn
Mg
0.05
0.4
Zn
Ti
<0,005 0.115
B
Sr
Al
0,035
0,015
resto
Tab.1 - Composizione chimica nominale del bagno di produzione della testa motore (% in peso)
Dopo questa fase, il bagno viene introdotto in un forno di mantenimento da cui viene
poi prelevato per effettuare la colata. La solidificazione del getto avviene in circa 20-30
secondi a partire dal termine del riempimento. Una volta atteso un tempo sufficiente, si
procede con l’apertura della conchiglia, la realizzazione di un ciclo termico ad alta
temperatura (circa 500°C) per lo sgretolamento delle anime, eliminazione del sistema di
colata ed infine la realizzazione del trattamento termico T6. Quest’ultimo consiste in
una fase di solubilizzazione della durata 4h a 535°C, tempra in acqua (20-60°C) e di una
successiva fase di invecchiamento a 165°C della durata di 4,5h. La Fig.2 riporta gli
andamenti delle temperature nel forno di solubilizzazione (a) e di invecchiamento (b)
durante la realizzazione del trattamento termico T6. E’ evidente che la fase di
74
Capitolo 3
solubilizzazione viene preceduta da una rampa della durata di circa 1h che porta la
carica da 200°C (temperatura iniziale del forno) a 535°C, mentre per la fase di
invecchiamento, tale rampa parte da circa 25°C per terminare in 1,5h a 160°C. In
entrambi i diagrammi, i bruschi cali di temperatura a fine ciclo sono relativi all’apertura
dei forni.
a
b
Fig. 2: Andamenti delle temperature nel forno di solubilizzazione (a) e di invecchiamento (b)
durante la realizzazione del trattamento termico T6 sulle teste motore.
L’esito del trattamento viene considerato positivo se la durezza sul piatto fiamma della
testa motore rientra nel range 95-105 HB. Le teste su cui sono state condotte le analisi
sono state prelevate o in questa fase della loro produzione o prima dell’esecuzione del
trattamento termico. Su campioni opportunamente estratti sono state eseguite tutte le
analisi anticipate nell’introduzione e descritte nei successivi capitoli.
75
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
3.3
Stato dell’arte aziendale:
microstruttura, proprietà tensili e supporto alla simulazione di colata
La testa su cui sono state condotte le analisi riportate in questo capitolo è stata prelevata
dopo l’esecuzione del trattamento T6 e prima della realizzazione delle lavorazioni
meccaniche (cfr.3.2). Da essa sono state prelevate 4 fette (evidenti in Fig.3-a ed in
numero tale da consentire un’analisi sufficientemente accurata e rappresentativa
dell’intero getto), divise a loro volta in settori che, una volta inglobati con resina
acrilica Struers AcryFix®, sono stati sottoposti a spianatura e lappatura (secondo ASTM
E3) su lappatrice Struers DP-U4®. Le superfici così ottenute, sono state divise in
quadranti (Fig.3-b) e sottoposte ad analisi metallografica tramite microscopio ottico
(MO) metallografico Zeiss AXIO® ed elettronico a scansione (SEM) Zeiss Evo 50® al
fine di rilevare le principali caratteristiche delle fasi nonché il contenuto di difetti. Un
esempio (sezione 1) delle sezioni analizzate e discretizzate è riportato in Fig. 4.
a
b
Fig. 3 – Testa motore analizzata con evidenti i piani di sezione per la realizzazione delle 4 fette
utilizzate per l’analisi (a); Esempio di formella contenente parte della sezione 1 (b).
Macrografia sezione
Sezione discretizzata
Fig. 4 – Esempio di sezione della testa motore analizzata e le relativa discretizzazione eseguita
per caratterizzare microstrutturalmente la testa motore.
Successivamente, previo attacco elettrolitico secondo ASTM 883 (reagente Barker
(HBF4 al 5% in H2O) e 15 V di ddp per un tempo di circa 60 s) è stato eseguita con MO
l’analisi delle dimensioni del grano (in accordo alla ASTM E 112 seguendo la
procedura dell’intercetta lineare di Heyn). L’elaborazione delle immagini è avvenuta in
76
Capitolo 3
tutti i casi avvalendosi del software di analisi di immagine Image-Pro®. Sono state
infine condotte prove di durezza Vickers secondo UNI EN ISO 6507-1. Tutti questi
dati sono stati infine elaborati tramite un foglio di calcolo al fine di verificare e/o
riscontrare la presenza di correlazioni. Come già anticipato (e comprensibile dalle
immagini riportate in Fig.3) su ogni campione è stata disegnata una griglia in modo che
ad ogni sezione corrispondesse un modello discreto sufficientemente fitto da poterla
rappresentare. Per ogni cella di tale modello sono stati dunque valutati: SDAS,
dimensione del grano (d), area % dei difetti (A%), diametro equivalente EqD
P2
4 Area
del difetto di area maggiore (P perimetro del difetto),
e roundness R
4 Area
morfologia ed area del silicio eutettico. Questo passaggio è stato fondamentale anche al
fine di poter confrontare i dati misurati con quelli ottenuti tramite simulazione della
solidificazione della testa (eseguita nell’ambito del progetto di ricerca da personale del
dip. DIEM dell’Università di Bologna). Per ognuna delle 4 sezioni, si sono utilizzate
circa 150 celle elementari e la valutazione di tutti parametri microstrutturali e
difettologici in ognuna di esse ha necessitato la realizzazione di circa 10000
micrografie. Per tutte le sezioni analizzate, lo SDAS è risultato variabile tra i 30 ed i 70
m (valori tipici per getti in conchiglia di medie dimensioni ottenuti con ampio uso di
anime in sabbia). Tipiche micrografie di zone a SDAS fine (30 m) e grossolano (70
m) sono riportate in Fig.5. All’interno di questo range, i valori di SDAS misurati nelle
varie celle delle 4 sezioni analizzate, si sono distribuiti secondo l’istogramma riportato
in Fig.6-a. La Fig6-b, invece, riporta la mappa di SDAS ottenuta per la sezione 1.
a
b
Fig.5 Micrografie in microscopia ottica ritraenti zone a SDAS fine (a) e grossolano (b)
all’interno della testa motore.
Si può notare come, nella parte inferiore (in prossimità della camera di combustione) e
nelle zone esterne della sezione, lo SDAS vari tra 25 e 45 m. Al contrario, nella zona
centrale, i valori di SDAS sono più alti (55-65 m). Lo SDAS infatti, è notoriamente [1]
legato al tempo di salificazione (ts) dalla relazione SDAS t sm , dove k ed m sono
costanti del materiale. Una volta che la conchiglia si è riempita, la solidificazione parte
77
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
dalle zone di contatto fra il liquido e quest’ultima (piatto fiamma e zone laterali).
Maggiori coefficienti di scambio termico (HTC) in queste zone, favoriscono la
formazione di microstrutture fini contrariamente a quanto avviene nella zona
centrale/superiore del getto in cui, un importante sistema di montanti e materozze,
alimenta il getto durante la solidificazione. Questo tipo di solidificazione è stata
riscontrata anche nelle sezioni 2, 3 e 4 della testa contrariamente alle quali, la sezione 1
mostra un comportamento parzialmente anomalo. Dalla Fig.6-b si nota infatti come due
sottili cartelle, poste nella zona superiore della sezione, abbiano fatto rilevare SDAS
dell’ordine dei (circa 30 m). La ragione di questa “anomalia”, è stata trovata nella
ridotta quantità di materiale coinvolto che, non appena raggiunge questa posizione, si
trova circondato da un’anima fredda di grandi dimensioni che ne forza il
raffreddamento. Una conseguenza importante di questa modalità di solidificazione è che
le zone più critiche (prossime alle camere di combustione) risultano caratterizzate da
microstrutture più fini e dunque con maggiori proprietà meccaniche [1-4].
Questi primi risultati sono stati utilizzati come confronto per le simulazioni di colata
(Fig.7-a) al fine di aggiustare le condizioni al contorno (HTC) in fase di pre-processing
per ottenere una buona corrispondenza tra valori simulati e quelli misurati (Fig.7-b).
Relative Frequency
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
a
SDAS, m
b
Fig.6 Distribuzione dei valori di SDAS misurati sulle 4 sezioni (a) e mappa dei valori di SDAS
misurati sulla sezione 1.
a
b
Fig.7 Andamento dei valori di SDAS simulati nella sezione 1 (a) e corrispondenza tra valori
misurati e simulati nella sezione 4 (b) [5].
78
Capitolo 3
10°C/min
Exo
Per supportare la fase di pre-processing di simulazione di colata, sono state inoltre
condotte prove di analisi termica per determinare le temperature critiche della
trasformazione solido-liquido della lega in funzione delle velocità di solidificazione. Per
l’esecuzione di tali prove, si è scelto di operare su campioni del peso di circa 50 mg
estratti da una testa motore allo stato as-cast. Le analisi sono state condotte su un
analizzatore simultaneo DSC-TGA Rheometric Scientific STA 1500, con rateo di
riscaldo nominale variabile tra i 10°C/min ed i 50°C/min e temperature comprese tra i
50°C ed i 700°C sotto atmosfera di Ar. La Fig.8 riporta i risultati ottenuti nella rampa di
raffreddamento effettuata a 10°C/min nell’intorno delle temperature prossime al
cambiamento di stato della lega. Come chiaramente visibile, si identificano due picchi
di trasformazione corrispondenti rispettivamente alla solidificazioni delle fasi α-Al
(602.5°C) ed eutettica (559.3°C). La Tab.2 riporta tali temperature di picco, nonché
quelle di inizio e fine trasformazione, per tutte le prove effettuate.
Come evidente dalla tabella, per la rampa a 10°C/min, esiste una discrepanza fra il rateo
nominalmente imposto e quello reale, causata dal calore latente rilasciato durante la
solidificazione. Tale discrepanza, presente per tutte le rampe, è risultata tanto maggiore
quanto maggiore è stata la velocità imposta.
Fig.8 Rampa DTA relativa agli scambi termici in fase di solidificazione della lega EN AC42100 allo stato as-cast. Evidenziate le temperature di inizio, fine e picco delle transizioni
liquido-solido delle fasi α-Al ed eutettica (picco più alto).
Nell’ottica di fornire indicazioni utili per le simulazioni, i dati di maggiore interesse
erano rappresentati dalle temperature di inizio e fine di trasformazione della fase α–Al.
79
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
La variazione di tali temperature (ed anche delle altre) in funzione della velocità di
solidificazione realmente imposta al sistema, è riportata in Fig.9 coi colori blu e verde
rispettivamente. Nel range di velocità spaziato, prossimo a quello realizzabile all’interno
della testa motore studiata, si vede come la temperatura di inizio trasformazione risulti
invariata (610°C) mentre quella di fine tenda a calare leggermente (da 570°C a 566°C
circa). Molto più sensibile alla velocità è risultata invece la temperatura di fine
trasformazione della fase eutettica (in azzurro in Fig.9).
Ratei nominali:
10 °C/min 20 °C/min 30 °C/min 40 °C/min 50 °C/min
T start
[°C]
611,2
610,8
610,2
610,0
609,5
T peak
[°C]
602,5
596,5
591,0
586,7
584,7
T end
[°C]
570,3
569,2
567,8
566,3
565,7
T/t [°C/min]
9,6
18,2
26,0
32,9
36,0
T peak eut. [°C]
559,3
554,5
550,7
547,4
546,96
T end eut.
536,1
524,6
510,1
494,1
489,9
[°C]
Tab. 2 - Temperature critiche e velocità di solidificazione reali (relative alla fase α-Al ed
eutettica). Il dato più probabilmente soggetto ad errori di estrapolazione è la temperatura di fine
trasformazione eutettica.
630
610
Temperatura [°C]
590
570
550
530
T start a
T peak a
T end a
T peak eut.
T end eut.
510
490
470
5
[°C]
[°C]
[°C]
[°C]
[°C]
10
15
20
25
30
35
40
Velocità di raffreddamneto [°C/min]
Fig.9 Andamento delle temperature critiche rilevate nell’analisi al variare della velocità di
raffreddamento imposta durante la solidificazione (a = fase α–Al; eut.= fase eutettica).
La Fig.10, mostra la mappa della sezione 1 relativa al grado di modifica, ottenuto
tramite aggiunta di Sr, del Si eutettico. Micrografie tipiche di zone completamente o
parzialmente modificate (grado 5 e 4 rispettivamente secondo [6]) sono riportate in
Fig.11. E’ interessante notare come le mappe di Fig.10 e Fig.6-b si rassomiglino ed
80
Capitolo 3
evidenzino come le zone a SDAS grossolano tendano a coincidere con le zone
parzialmente modificate (confermando l’effetto che la velocità di solidificazione ha
sulla morfologia del Si eutettico [7]). La distribuzione della dimensione del grano sulla
sezione 1, è riportata in Fig.12-a. nella quale risulta evidente una sostanziale
omogeneità della dimensione del grano. Questa omogeneità, è dovuta all’effetto della
lega madre Al-Ti-5B aggiunte al bagno in fase di degasaggio. La dimensione del grano
nelle quattro sezioni analizzate, è risultata variare tra 200 ed 800 m con circa l’85%
dei valori rientranti nel range 350-550 m (Fig. 12-b). Micrografie ottiche di zone a
grano fine e grossolano sono riportate in Fig.13.
Partially modified (class4)
Well modified (class 5)
Fig.10 Modifica del Si eutettico nella sezione 1
a
b
Fig.11 Micrografie in microscopia ottica ritraenti zone con Si eutettico parzialmente (a) e
totalmente (b) modificato.
Attraverso l’utilizzo del microscopio elettronico e della sonda per spettrometria a
dispersione di energia (EDS), è stata effettuata un’analisi di morfologia e composizione
chimica degli intermetallici base Fe rilevati all’interno del getto. L’analisi ha messo in
evidenza come fossero presenti, in quantità ridotte all’interno del getto, solo
intermetallici di tipo (Al5FeSi) e (Al8Mg3FeSi6). La natura primaria della lega (con
tenore di Fe<0,15% in peso) e la pressoché assenza nel caso specifico di Mn (rilevato
pari allo 0,007% in peso tramite analisi quantometriche) ha infatti impedito la
81
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
formazione di intermetallici di tipo (Al15(Fe,Mn)3Si2). I range di variazione e le
distribuzioni di “roundness” ed area caratteristiche delle due tipologie di intermetallici
riscontrati, sono riportati in Fig.14. Dalla figura risulta chiaro come, nonostante range
simili di variazione dell’area, gli intermetallici di tipo abbiano mediamente
dimensione inferiore rispetto a quella degli intermetallici di tipo . Al contrario e come
ampiamente riportato in letteratura, la roundness media della fase risulta maggiore a
seguito della forma tendenzialmente allungata di questi intermetallici la cui presenza,
tendenzialmente, riduce la duttilità del materiale [8-12]. Micrografie SEM delle due
tipologie di intermetallici con i relativi spettri EDS sono riportati in Fig.15. L’effetto
della velocità di solidificazione sulla dimensione degli intermetallici è stato valutato
compiendo l’analisi in due punti del getto caratterizzati da SDAS pari a 35 e 60 m
rispettivamente. Nonostante il ridotto valore statistico dell’analisi (condotta su solo 1
mm2), essa ha messo in evidenza come al diminuire della velocità di solidificazione, gli
intermetallici di tipo aumentano di dimensioni, mentre gli intermetallici di tipo
rimangono delle stesse dimensioni.
Relative Frequency
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
b
a
d, m
Fig.12 Mappa dei valori del diametro medio del grano sulla sezione 1 (a) e distribuzione degli
stessi valori misurati sulle quattro sezioni. misurati (b).
a
b
Fig.13 Micrografie in microscopia ottica ritraenti zone a grano fine (a) e grossolano (b) previo
attacco elettrochimico (reagente Barker).
82
0.10
0.8
0.6
0.4
0.2
80÷90
70÷80
Area, m2
60÷70
50÷60
40÷50
30÷40
20÷30
10÷20
0
Relative Frequency
c
0.50
d
0.40
0.30
17÷18
Roundness
1
0÷10
Relative Frequency
Area, m2
15÷16
0.00
13÷14
80÷90
70÷80
60÷70
50÷60
40÷50
30÷40
20÷30
10÷20
0
11÷12
0.2
0.20
9÷10
0.4
0.30
7÷8
0.40
5÷6
0.6
b
3÷4
0.8
0.50
1÷2
a
Relative Frequency
1
0÷10
Relative Frequency
Capitolo 3
0.20
0.10
0.00
Roundness
Fig.14 Distribuzioni dei valori di area (a and c) e rotondità (b and d) degli intermetallici
base ferro di tipo (Al5FeSi) e (Al8Mg3FeSi6) rilevati nel materiale analizzato.
a
b
c
d
Fig.15 Micrografie in microscopia elettronica in scansione di un intermetallico “Chinese script”
-Al8Mg3FeSi6 (a) e di un intermetallico aciculare di tipo -Al5FeSi (c) coi relativi spettri della
sonda a dispersione di energia (b, d).
83
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
La caratterizzazione microstrutturale del getto è stata a questo punto incentrata sulla
determinazione del contenuto di difetti. Dal momento che non è stata rilevata alcuna
presenza di ossidi, l’analisi si è concentrata sul rilevamento di porosità da gas e cavità
da ritiro. In ogni cella del modello discretizzate sono stati valutati l’area % dei difetti
nonchè diametro equivalente e roundness del difetto di maggiori dimensioni rilevato. I
risultati relative a tali parametri misurati sulla sezione 1, sono riportati in Fig. 16. Come
evidente dalle mappe, i valori maggiori di area % dei difetti, nonché del diametro
equivalente del poro di area massima, sono stati rilevati nella zona centrale superiore
(SDAS maggiore). Inoltre, si può notare come le zone maggiormente difettose, siano
quelle in cui il metallo, internamente al getto, è venuto in contatto con le anime in
sabbia. Un esempio di campionamento in una zona di interfaccia metallo/anima ritraente
l’evidente sviluppo corticale di porosità è riportato in Fig.16-d.
a
b
Mounting
material
c
d
Fig.16 Mappe della sezione 1 relative ai valori di area % dei difetti (a), di diametro equivalente
del difetto di area massima (b) e di roundness del difetto di area massima (c). Micrografia ottica
a basso ingrandimento ritraente difetti (porosità da gas) in prossimità dell’interfaccia
metallo/anima.
La presenza di tali difetti in zone termomeccanicamente ciclicamente sollecitate e nelle
quali è impossibile provvedere ad una asportazione di tipo meccanico del sovrametallo,
risulta particolarmente pericolosa per la possibilità di innesco di cricche indotte da
concentrazione di sforzi e tensioni. Le distribuzioni di area percentuale e diametro
equivalente del difetto di area massima, riscontrati nella testa analizzata, sono riportate
in Fig.17. L’area % dei difetti varia tra lo 0 e l’1,5%, mentre il diametro equivalente è
compreso tra 50 m e 400 m. Tuttavia, il dato forse più interessante è che il 90% dei
84
Capitolo 3
difetti di maggiore area, ha un diametro equivalente compreso tra i 50 ed i 250 m e
comunque il 90% delle zone analizzate ha una difettosità inferiore allo 0,75%. Valori
così bassi di porosità sono sicuramente dovuti ad una opportuna progettazione del
sistema di colata ed alimentazione e ad un’ottima qualità e pulizia del bagno.
0.35
a
b
0.35
0.30
0.25
Relative frequency
Relative frequency
0.30
0.20
0.15
0.10
0.05
0.25
0.20
0.15
0.10
0.05
0.00
0.00
A%
EqD, m
Fig.17 Distribuzioni dei valori di area percentuale dei difetti (a) e di diametro equivalente del
difetto di area massima, riscontrati sulle 4 sezioni.
Da una rapida comparazione delle mappe riportate in Fig.6 e Fig.16, risulta chiaro come
gli andamenti di SDAS e del contenuto di difetti, possano essere considerati simili ma
comunque con significative differenze (eccetto che per l’assenza di difettosità in
corrispondenza dei piatti fiamma). Ciò che appare evidente è che la difettosità è
maggiore nelle regioni di interfaccia (metallo/anima e metallo/conchiglia) che non nelle
zone più massive del getto in seguito probabilmente all’assorbimento di gas da parte del
metallo durante la sua solidificazione. Tale fenomeno è ridotto in corrispondenza del
piatto fiamma da cui si sviluppa il fronte di salificazione mentre è maggiore al centro
del getto dove, il gas rilasciato dalle anime, o inglobato (ad esempio nella
vaporizzazione dei lubrificanti utilizzati sulle conchiglie) dal metallo fuso, tende a
rimanere intrappolato dopo essere stato segregato dal metallo già solidificato. Nelle fasi
finali della solidificazione, il gas viene segregato dal metallo andando a formare bolle
che assumono la forma del materiale attorno ad esse solidificato (Fig. 18-a). In questo
senso, una chiara distinzione tra porosità da gas e da ritiro, non è realizzabile. Questa
affermazione è supportata dai risultati riportati in Fig.16-c e Fig.18-b, che mostrano
come l’80% dei difetti ha roundness inferiore a 3 (R=1 nel caso di un cerchio) mentre il
resto dei pori sembra distribuito casualmente nella sezione 1 (ed analogamente nelle
altre).
Una volta ottenuti anche i dati relativi alle porosità, si è cercato di incrociarli coi dati
ottenuti tramite simulazione, ottenendo però in questo caso risultati meno significativi
che non nel caso dello SDAS [13]. Le distribuzioni ed i dati di porosità sono stati inoltre
confrontati direttamente fra loro e con quelli relativi allo SDAS ed alla dimensione del
grano facendo rilevare che non esistono, in getti complessi come quello analizzato, forti
relazioni tra tutti questi parametri, ma solo una debole (ma molto significativa)
85
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Relative frequency
relazione di interdipendenza tra la frazione di porosità locale e la dimensione del difetto
massimo localmente presente (Fig.19). Questo risultato, è importante nella misura in cui
la frazione di difetti (come lo SDAS) risulta prevedibile dai software di simulazione di
colata e, la dipendenza della resistenza a fatica del materiale può essere messa in
relazione con la dimensione del difetto che ha generato la cricca [14-16]. In quest’ottica,
poter simulare la dimensione massima del difetto che localmente ci aspettiamo di
trovare (legandola alla frazione simulabile di difetti), equivarrebbe a fornire una stima
della vita a fatica locale del materiale già in fase progettuale.
a
0.6
b
0.5
0.4
0.3
0.2
0.1
0.0
R
Fig.18 Micrografia ottica ritraente la sezione di un poro/cavità da ritiro (a) e la
distribuzione della roundness misurata nelle quattro sezioni del getto.
450
y = 151.07x + 94.847
R² = 0.3848
400
EqD, μm
350
300
250
200
150
100
50
0
0
0.2
0.4
0.6
0.8
1
1.2
1.4
A%
Fig.19 Relazione fra la l’area percentuale dei difetti ed il diametro equivalente del difetto di area
massima misurati localmente.
L’ultima analisi condotta sulle sezioni ha riguardato l’esecuzione di prove di micro
durezza. I risultati di tale analisi sono riportati in Fig.20. In essa è riportata la mappa
delle durezze misurate sulla sezione 1 (Fig.20-a) nonché la correlazione dei valori di
86
Capitolo 3
durezza coi valori di SDAS rilevati su tutte le sezioni (Fig.20-b). Si nota come tale
correlazione risulti ridotta e, ad uno stesso valore di SDAS misurato all’interno di uno
stesso getto, possa corrispondere una forchetta di valori di durezza mediamente pari
almeno a 15 punti. La spiegazione di questo andamento è principalmente dovuta al fatto
che i fattori maggiormente responsabili della durezza del materiale, sono i parametri e le
variabili del trattamento termico [17-19]. In questo senso, una microstruttura fine può o
meno favorire una solubilizzazione degli elementi indurenti senza però avere un effetto
diretto sulla durezza del materiale.
120
110
HV1
100
90
80
y = -0.2069x + 108.86
R² = 0.1716
70
a
b 60
20
30
40
50
SDAS, μm
60
70
Fig.20 Mappa delle durezza Vickers (media su 4 misure) misurate sulla sezione 1 (a) ed
andamento della durezza in funzione dello SDAS per le quattro sezioni analizzate.
87
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Assieme alle analisi microstrutturali, sono state eseguite 6 prove di trazione (secondo
UNI EN 10002-1:2004) su provini estratti dal piatto fiamma di due teste differenti per
valutare le proprietà meccaniche del materiale prodotto dall’azienda. La geometria del
provino è riportata in Fig.21-a mentre i risultati di queste prove sono riassunti in Fig.21b ed in Tab. 3. Da questi dati, risulta evidente come i protocolli di produzione aziendali
potessero portare a variazioni notevoli delle proprietà meccaniche del materiale tra due
teste nominalmente identiche ma appartenenti a due lotti di produzione differenti.
Analisi microstrutturali affini a quelle effettuate sulle sezioni e descritte
precedentemente, sono state svolte su questi provini evidenziando, come unica
anomalia, una differenza di durezza fra le due serie di campioni. La presenza di tale
differenza, ha portato allo studio delle fasi del trattamento termico e degli effetti di
questo e della microstruttura della lega sulle proprietà meccaniche del materiale.
a
b
Fig.21 Geometria dei campioni di trazione (a) e curve tensione-deformazione di 6 provini
estratti da 2 teste motore nominalmente identiche ma con evidente diverso comportamento.
Variazione media
Variazione media %
Rm [MPa]
14.7
5.2%
Rp0,2 [MPa]
31.3
15.4%
A%
1.9
-21.1%
E [Mpa]
726.3
1.0%
Tab.3 Variazioni medie (assolute e percentuali) delle proprietà meccaniche riscontrate su due
teste motore nominalmente identiche ma appartenenti a due lotti di produzione differenti.
88
Capitolo 3
3.4
Effetti del pre-aging e della microstruttura sulle proprietà
tensili: modelli previsionali di tipo empirico
L’analisi sperimentale è stata condotta su una testa motore allo stato as-cast (Fig.3-a)
realizzata in lega EN AC-42100 prodotta con modalità già descritte (cfr.3.2), la cui
chimica può essere assunta pari a quella riportata in Tab.1. Le prove meccaniche sono
state realizzate su 50 provini di geometria riportata in Fig.21-a ed estratti da diverse
zone (Fig.22) della testa motore. Prima di effettuare le lavorazioni alle macchine utensili
(MU), questi sono stati sottoposti a trattamento termico T6 (replicando fedelmente
quello industriale condotto sulle teste e riportato in Fig2). Tenendo conto della prassi
industriale che prevede la possibilità di variazione tra 0 e 120 min del tempo di preinvecchiamento (pre-aging), i campioni sono stati suddivisi in classi di trattamento
termico. La caratterizzazione meccanica è stata condotta tramite l’esecuzione di prove
di durezza Brinell (HB con sfera da 2,5 mm e 62,5 kg di carico), condotte in accordo
alla norma ASTM E 10–08, e l’esecuzione di prove di trazione condotte in accordo alla
norma UNI EN 10002-1:2004. Queste ultime sono state condotte a temperatura
ambiente su provini a sezione rettangolare (25 mm2) con tratto utile di 30 mm,
utilizzando una macchina di trazione a vite, ed imponendo una velocità di deformazione
nominale di 3,3·10-3 s-1. Al fine di valutare la tensione di snervamento (Rp0,2), la
tensione di rottura (Rm) e l’allungamento a rottura (A%), sono stati utilizzati almeno 6
provini per ogni condizione di pre-aging.
Zona 1
Zona 2
Fig. 22 – Zone di estrazione dei provini di trazione.
Le analisi microstrutturali condotte sono state di tipo metallografico (in microscopia
ottica (OM) ) e frattografico (in microscopia elettronica in scansione (SEM)). Le prime
sono state eseguite su sezioni dei provini poste in prossimità della superficie di frattura
mentre le seconde sono state eseguite direttamente sulle superfici stesse. La preparativa
metallografica e la valutazione dei parametri microstrutturali si sono svolte secondo le
modalità già illustrate (cfr. 3.3) eccetto che per la valutazione della presenza di
difettettosità che è stata valutata direttamente sulla superficie di frattura. Dopo aver
89
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
misurato il valore della sezione di ogni provino mediante un micrometro, è stata
valutata la porzione di superficie di frattura occupata dai difetti di solidificazione
(porosità da gas e microritiri) ed è stata calcolata, per ogni provino, l’area % dei difetti
sulla superficie di frattura (A%). Il passo successivo è stata la definizione della “Sezione
Resistente %” ovvero il complemento a 100 dell’area % dei difetti (SR%=100-A%). La
scelta di valutare il contenuto di difetti direttamente sulla superficie di frattura è stata
dettata fondamentalmente dalla considerazione che: 1) una qualsiasi sezione
metallografica non poteva essere considerata rappresentativa del contenuto medio di
difetti di ogni campione; 2) la frattura del campione si sarebbe probabilmente
localizzata in corrispondenza della porzione di provino col più alto contenuto di difetti
(ovvero con la minore sezione resistente).
Per stabilire le correlazioni tra parametri microstrutturali e proprietà meccaniche si è
fatto uso di matrici di correlazione, in grado di fornire rapide indicazioni sull’entità
della correlazione esistente fra colonne di dati [20]. In essa vengono riportati in ogni
cella, con un livello di significatività del 5%, i coefficienti di Pearson calcolati per i dati
relativi alle grandezze riportate nella prima riga e prima colonna della matrice. A
seconda dell’entità della correlazione fra i gruppi di dati, il coefficiente di Pearson può
variare nell’intervallo [-1;1], indicando una correlazione tanto maggiore fra le variabili
quanto più alto risulta il suo valore assoluto. I valori delle variabili indicate da tale
matrice come fra loro maggiormente correlate, sono stati a questo punto utilizzati come
input in un tool del software XLstat® per l’esecuzione di analisi di regressione non
lineare a variabili multiple.
I test eseguiti sui campioni di trazione, hanno evidenziato come la variazione del tempo
di pre-aging, influisca notevolmente sul valore delle proprietà ottenibili col trattamento
termico T6 (Tab.4).
pre-aging, min
HB
Rp0,2, MPa
UTS, MPa
E%
min
max
min
max
min
max
Min
max
0
111
116
254
266
297
333
1.5
9.3
10
103
114
227
266
285
325
3.9
8.4
20
106
110
234
259
272
328
1.5
12.9
30
100
111
216
256
262
315
2.2
5.6
45
95
103
199
223
252
289
2.6
8.2
60
96
101
203
214
248
296
1.9
13.2
120
93
103
193
210
243
295
1.9
14.2
Variazione totale:
93
116
193
266
243
333
1.5
14.2
Tab.4 Risultati dei test di durezza (HB) e di trazione (tensione di snervamento (Rp0,2), tensione
di rottura (UTS) ed allungamento percentuale a rottura(E%)) effettuati sui campioni estratti
dalla testa motore e sottoposti a diversi tempi di pre-aging.
90
Capitolo 3
Come evidente in dalla tabella e dalla Fig.23, nonché confermato dalla letteratura [21],
all’aumentare del tempo di pre-aging, la durezza ottenuta tende a diminuire e questo
soprattutto nella prima ora. Mediamente, per tale durata del pre-aging, la lega realizza
una perdita di durezza di circa 15 HB rispetto al caso ideale di invecchiamento
immediato (0 min di pre-aging in figura). Si può inoltre notare come lo SDAS (Fig.23)
non influisca in maniera significativa sulla durezza raggiunta dopo trattamento termico.
Un andamento simile, si può riscontrare (Fig.24 e Fig.25) anche analizzando i valori di
resistenza a snervamento e trazione rilevati per i vari provini con una perdita, rispetto al
caso ideale (0 min), rispettivamente di circa 50 e 40 MPa. Inoltre, dai grafici, risulta che
alla classe a SDAS fine corrispondano valori di resistenza a trazione sensibilmente più
alti.
140
120
100
HB
80
60
SDAS 20-50 micron
40
SDAS >50 micron
20
0
0
20
40
60
80
100
120
140
Natural preaging (min)
Fig.23 Andamento della durezza in funzione dei diversi tempi di pre-invecchiamento per
diverse classi di SDAS della lega Al-Si7-Mg0.3.
300
250
Rp 0.2 [Mpa]
Rp0,2 (MPa)
200
150
100
SDAS 20-50 micron
SDAS >50 micron
50
0
0
20
40
60
80
100
120
140
Natural preaging (min)
Fig.24 Andamento della resistenza a snervamento in funzione dei diversi tempi di preinvecchiamento per diverse classi di SDAS della lega Al-Si7-Mg0.3.
91
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
350
300
UTS (MPa)
UTS [MPa]
250
200
150
100
SDAS 20-50 micron
SDAS >50 micron
50
0
0
20
40
60
80
100
120
140
Natural preaging (min)
Fig.25 Andamento della resistenza a trazione in funzione dei diversi tempi di preinvecchiamento per diverse classi di SDAS della lega Al-Si7-Mg0.3
Per cercare di giustificare la perdita di efficacia del trattamento termico e di capire quali
alterazioni ci fossero nella sequenza di precipitazione della fase indurente (Mg2Si), a
seguito della sosta tra tempra ed invecchiamento, si sono condotte delle analisi termiche
differenziali (DSC) su dischetti di spessore 1.5mm e diametro 5 mm dal peso di circa 50
mg. Le analisi sono state condotte su una macchina per analisi termiche differenziali
TA2920, con rateo di riscaldo pari a 10°C/min e temperature comprese tra i 25°C ed i
400°C sotto atmosfera di Ar. I risultati sono riassunti nelle curve riportate in Fig.26.
Exo
β
c0
a0
Fig.26 Rampe DSC (10°C/min) per campioni in lega Al-Si7-Mg0.3 temprati dopo
solubilizzazione (h0) o sottoposti a pre-invecchiamenti a temperatura ambiente pari a 1, 2, 66 e
96 ore (curve rispettivamente h1, h2, h66 ed h96).
92
Capitolo 3
Ognuna di esse rappresenta lo scambio energetico registrato dal dispositivo in seguito
ad imposizione di una rampa di riscaldamento condotta tra i 25°C ed i 400°C alla
velocità di 10°C/min. Tale rampa è stata eseguita dopo solubilizzazione in forno per 4h
a 535°C (secondo prassi industriale), tempra in acqua ed eventuale sosta a temperatura
ambiente in un intervallo compreso tra 1h e 96h. Le curve ottenute sono state poi
traslate verticalmente in modo da renderne più semplice il confronto con la letteratura
[22-25]. In essa, prevale lo studio sulla precipitazione di leghe da deformazione plastica
Al-Si-Mg (Al-Mg-Si) mentre molto rari sono gli studi condotti sulle leghe da fonderia.
Nel caso della curva della lega senza pre-invecchiamento, sono stati rilevati 5 picchi
(Fig.26) attorno a 40°C (a0), 80 °C (a), 230 °C (b), 300 °C (c) e 330 °C (c0)
rispettivamente. Alcuni lavori, presentano il primo picco attorno agli 80°C associandolo
alla formazione o di cluster di Si [22] o alla formazione di zone GP [25] o alla
formazione di cluster di Si, Mg e co-cluster Mg-Si [23]. In accordo con gli ultimi studi
di Serisawa et al. [24], nell’intervallo 30°C-100°C è possibile osservare due picchi
(come nel caso del picco a0 e a di Fig.26) associabili alla formazione di due diversi tipi
di nano-cluster Mg-Si. Il primo, si formerebbe a temperatura ambiente e manterrebbe le
sue dimensioni rimanendo stabile fino a 180°C. Il secondo, si formerebbe a circa
100°C, aumentando le sue dimensioni nel tempo. La presenza di questi cluster
risulterebbe determinante nell’influenzare la successiva sequenza di precipitazione delle
fasi indurenti durante l’invecchiamento artificiale. Anche se alcuni autori [22,23]
sostengono che il picco b, sarebbe la sovrapposizione di due precipitazioni (formazione
di zone GPI o precipitati fini e zone GPII/ β’’), nell’analisi effettuata, non è apparso
alcun segnale di compresenza di due picchi. Questo, potrebbe essere però anche dovuto
al diverso rateo di riscaldamento imposto (10°C/min invece che 5°C/min) e dall’eccesso
di Si presente nella matrice della lega testata sperimentalmente rispetto a quella indagata
da altri autori. Alcuni autori inoltre [22,25,26], associano il picco c (300°C circa) con la
precipitazione della fase β’ senza rilevare una sua partizione. Considerando però sempre
la Fig.26, questo picco, sembra sovrapposizione di due precipitazioni, confermando così
le osservazioni TEM di [23] in cui sembrerebbero presenti due fasi (’ e B’ con
struttura di cristallo esagonale). Date le elevate temperature in gioco per il secondo
picco (c0), esso potrebbe però essere attribuibile alla fase β totalmente incoerente. Le
curve DSC dei campioni pre-invecchiati, in accordo con [24], evidenziano il picco a, ma
non quello a0. Con l’incremento del tempo di pre-invecchiamento, il picco a sembra
inoltre spostarsi verso temperature maggiori e ridursi in dimensioni. Questo andamento,
potrebbe essere attribuito alla formazione a temperatura ambiente di cluster che
riducono la soprassaturazione in Mg della lega e dunque la possibilità di formazione di
nuovi cluster durante il riscaldamento [22-25]. La formazione ritardata e/o ridotta di
cluster, influenzerebbe anche la precipitazione della fase β’’, ritardando la
manifestazione del picco b che, all’aumentare del tempo di pre-aging, si sovrappone al
primo picco c (’). Per un tempo di pre-invecchiamento di 4 giorni, la sovrapposizione
dei picchi b e c sembra completa, mentre la posizione del picco c0, attribuito alla
formazione della fase B’ (o sembra inalterata. Dunque, il pre-invecchiamento,
93
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
influenzerebbe sensibilmente la formazione delle fasi indurenti β’’ e β’, ma non la
precipitazione delle fasi stabili ed incoerenti Anche se alcuni autori [22,25] rilevano
un picco endotermico prima del picco b, nelle nostre analisi ed in quelle di altri autori
[23,24], tale picco non si è manifestato. Edward et al. [23], suggeriscono che: i) ciò che
è importante è la natura e la composizione chimica dei cluster e non la loro dimensione;
ii) la densità e la distribuzione dei co-cluster Mg-Si e dunque delle fasi indurenti
ottenute dopo invecchiamento artificiale, sono legate al tempo ed alla temperatura di
pre-invecchiamento. Serizawa [24], ci permette così di spigare l’andamento riscontrato
per le nostre curve ed i risultati durezza, tensione di snervamento e tensione di rottura in
funzione del tempo di pre-invecchiamento. Un pre-invecchiamento a temperatura
ambiente, porta alla formazione di co-cluster Mg-Si (tipo 1) che possono dissolversi
solo a temperature prossime ai 180°C. Questo, ritarda la formazione della fase indurente
’’ durante l’invecchiamento artificiale e porta dunque, a parità di tempo di trattamento,
ad una minore durezza finale del materiale. Al contrario, la realizzazione di un
immediato riscaldamento, porterebbe subito alla formazione di co-cluster Mg-Si di
diversa stechiometria e natura (tipo 2 pre-’’) che, per diffusione, tenderebbero a
trasformarsi in precipitati indurenti di tipo ’’. Inoltre, considerando che le temperature
di invecchiamento del materiale sono prossime ai 160°C, è evidente che parte degli
atomi di Si e Mg che hanno dato luogo a cluster di tipo 1 non torneranno in soluzione
nella matrice e ridurranno quindi comunque le proprietà raggiungibili dal materiale
come evidenziato in [21].
Diversamente rispetto a quanto osservato per le altre proprietà, in Tab.4 risulta evidente
come, un incremento del tempo di pre-aging, comporti un aumento del massimo valore
di allungamento a rottura della lega. Questo però, è associato sempre ad un forte scarto
fra i valori minimi e massimi riscontrati, imputabile al noto effetto della microstruttura
su questa proprietà. In Fig.27, si nota infatti come i campioni a SDAS fine, tendono ad
avere alti allungamenti a rottura per tempi di pre-aging maggiori o uguali ad 1h.
16
14
12
E %E%
10
8
6
4
2
0
0
20
40
60
80
Natural preaging (min)
100
120
140
SDAS 20-50 micron
SDAS >50 micron
Fig.27 Andamento dell’allungamento % a rottura in funzione dei diversi tempi di preinvecchiamento per la lega Al-Si7-Mg0.3.
94
Capitolo 3
Per tempi inferiori, gli allungamenti a rottura dei campioni a SDAS ridotto sono
tendenzialmente sempre maggiori di quelli dei campioni a SDAS grossolano, ma è
comunque presente una forte dispersione dei dati sicuramente in parte interpretabile
anche considerando gli altri parametri microstrutturali quali la presenza di difetti e la
morfologia del Si eutettico.
E’ risultato dunque evidente, da questa prima analisi, che la variazione del trattamento
termico (anche se solo in termini di tempo di pre-aging fra 0 e 2h) fra due getti in lega
A356 T6 può comportare una variazione notevole delle proprietà meccaniche ottenibili.
Inoltre, una variazione della microstruttura può sicuramente giustificare la dispersione
dei dati e, nell’ottica di dover definire equazioni empiriche per la previsione delle
proprietà meccaniche, deve sicuramente essere tenuta in considerazione. Tutti i
parametri microstrutturali sono stati dunque valutati per ogni provino in modo da
rendere possibile una analisi di correlazione fra le variabili. Per ogni parametro
microstrutturale, i valori minimo, massimo e medio, assieme alla sua deviazione
standard, sono riportati in Tab.5 e confermano i dati ottenuti nell’analisi
microstrutturale condotta precedentemente sulle sezioni del getto (cfr. 3.2). Ai dati
precedentemente catalogati, si sono però in questo caso aggiunte valutazioni numeriche
(e non per comparativa) relative alla morfologia del Si eutettico, nonché una valutazione
della difettosità dei campioni tramite microscopia elettronica in scansione. Quest’ultima
ha evidenziato, come atteso, una difettosità tendenzialmente maggiore rispetto a quanto
precedentemente osservato (cfr. 3.2). La Fig.28 riporta in particolare la superficie di
frattura di uno dei provini di trazione e la distribuzione dei valori di area percentuale dei
difetti rilevate sulle superfici di frattura dei 50 provini testati. Come evidente dalla
distribuzione, il 90% dei campioni ha evidenziato difettosità inferiori al 3%
confermando comunque l’ottima qualità dei getti prodotti dall’azienda.
Min
Max
Media
Dev. St.
SDAS, m
25
70
50
13
d, m
205
501
339
66
A, m2
8
19
13
2
R
1.04
1.80
1.53
0.11
SR%
88.75
100
98
1.84
Tab.5 Risultati dell’analisi di immagine condotta sui campioni metallografici e sulle superfici di
frattura dei campioni di traziona estratti dalle teste motore: SDAS = spaziatura fra i rami
secondari delle dendriti; d = dimensione del grano; A, R = area e roundness (cfr. 3.3) delle
particelle di Si eutettico; SR% = sezione resistente % rilevata sulla superficie di frattura dei
provini di trazione.
Una volta in possesso di tutti i dati necessari per la realizzazione dell’analisi, si è
proceduto identificando le variabili di maggiore influenza sulle proprietà meccaniche.
Questo è stato possibile tramite l’utilizzo di una matrice di correlazione (Tab.6).
95
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
1.0
a
b
0.9
Frequenza relativa
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0
0
1
2
3
4
5
6
Area % dei difetti sulla superficie di frattura
Fig.28 – Micrografia SEM a basso ingrandimento della superficie di frattura di un campione di
trazione (a) e distribuzione cumulata dell’area % dei difetti riscontrata sulle superfici di frattura
dei campioni di trazione (b).
Una volta individuate le variabili più significative, si è proceduto con l’esecuzione di
analisi di regressione non lineare a variabili multiple, coinvolgendo per ogni proprietà
meccanica le grandezze ad essa più correlate. La tensione di snervamento è risultata
dipendente unicamente (Tab.6) dalla durezza raggiunta col trattamento termico. Questo,
era risultato già evidente dalle Fig.23-24, e dai dati riportati in Tab.4, in cui risulta
evidente che, un incremento di durezza da 95 a 115 HB porta ad un corrispondente
incremento della tensione di snervamento del materiale da circa 200 a 260 MPa. Come
riportato in letteratura [17-19], il valore della tensione di snervamento delle leghe di
alluminio trattabili termicamente, è fondamentalmente imputabile all’effetto di rinforzo
dovuto alla fine precipitazione di intermetallici nella fase -Al. I parametri
microstrutturali (quali ad esempio, SDAS o dimensione del grano) giocano in questo
meccanismo solo un ruolo secondario, inibendo o favorendo, ad esempio in fase di
solubilizzazione, la diffusione degli elementi di rinforzo nella matrice. Il modello
empirico introdotto per la previsione della tensione di snervamento è stato allora di tipo
lineare e solo funzione della durezza:
(1)
Come visibile dal grafico riportato in Fig.29, il massimo scostamento tra i valori di
tensione di snervamento misurati e quelli calcolati col modello è risultato pari al 7%
circa, con un valore medio del 2,3% (circa 5 MPa).
Contrariamente alla tensione di snervamento, le altre proprietà (Rm ed A%) sono
risultate sensibili alle variazioni di microstruttura (Tab.6). La tensione di rottura si è
rilevata maggiormente correlata a: durezza, SDAS, sezione resistente e dimensione del
silicio eutettico. La dipendenza dalle citate variabili microstrutturali è giustificata [27]
dal fatto che la propagazione della frattura avviene partendo da discontinuità del
96
Capitolo 3
materiale (quali difetti, interfacce Al/Si ed -Al/eutettico) e tanto maggiormente quanto
più queste discontinuità sono di grandi dimensioni.
Rp0,2
UTS
E%
HB
SDAS
d
A
R
SR%
Rp0,2
1.000
0.836
0.005
0.956
-0.391
-0.323
-0.325
-0.316
-0.049
UTS
0.836
1.000
0.518
0.833
-0.706
-0.266
-0.675
-0.309
0.527
E%
0.005
0.518
1.000
0.541
-0.674
-0.314
-0.733
-0.316
0.487
HB
0.956
0.833
0.541
1.000
-0.379
-0.396
-0.306
-0.359
-0.013
SDAS
-0.391
-0.706
-0.674
-0.379
1.000
0.573
0.712
0.548
-0.150
d
-0.323
-0.266
-0.314
-0.396
0.573
1.000
0.521
0.566
0.059
A
-0.325
-0.675
-0.733
-0.306
0.712
0.521
1.000
0.750
-0.351
R
-0.316
-0.309
-0.316
-0.359
0.548
0.566
0.750
1.000
-0.124
SR%
-0.049
0.527
0.487
-0.013
-0.150
0.059
-0.351
-0.124
1.000
Tab.6 Matrice di correlazione (significatività =0.05) per le proprietà meccaniche e
microstrutturali della lega A356: Rp0,2 = tensione di snervamento; UTS tensione di rottura; E% =
allungamento a rottura; HB = durezza Brinell; SDAS = spaziatura fra i rami secondari delle
dendriti; d = dimensione del grano; A, R = area e roundness delle particelle di Si eutettico; SR%
= sezione resistente % rilevata sulla superficie di frattura dei provini di trazione. In grassetto i
.
Rp0,2 sperimentale [MPa]
280
R² = 0,910
260
240
220
200
180
180
200
220
240
Rp0,2 prevista [MPa]
260
280
Fig.29 Relazione tra la tensione di snervamento prevista (sulla base dell’equazione 1) e quella
rilevata sperimentalmente sui campioni.
97
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Analizzando i dati di Tab.4, si è visto come i valori massimi di UTS sono stati misurati
su campioni con valori ridotti di SDAS, con un incremento medio di circa 30 MPa
passando da 55 a 35 m (valori medi). Un andamento simile si è registrato al diminuire
della dimensione media del silicio eutettico, mentre all’aumentare dell’area % dei difetti
si è riscontrata una prevedibile riduzione non lineare della suddetta proprietà. Sulla base
delle analisi di regressione effettuate, si è introdotto il seguente modello empirico di
previsione della tensione di rottura (2), basato sulla conoscenza di durezza (HB), SDAS
e sezione percentuale resistente (SR%):
(2)
L’ equazione ha fatto rilevare scostamenti medi del 2,1% (circa 5 MPa) fra il valore
sperimentale e quello calcolato col modello, con un errore massimo di circa il 6% (Fig.
30). Il modello è sembrato subito facilmente implementabile sia per una rapida
valutazione della proprietà meccanica locale del materiale (in un punto in cui ad
esempio non sono estraibili campioni di trazione) sia per la sua previsione, sfruttando i
valori di SDAS, contenuto di difetti e durezza, calcolabili con i moderni software di
simulazione di processo [28-30].
350
R² = 0,899
UTS sperimentale [MPa]
330
310
290
270
250
230
230
250
270
290
310
UTS prevista [MPa]
330
350
Fig.30 Relazione tra la tensione di rottura prevista (sulla base dell’equazione. 2) e quella
rilevata sperimentalmente sui campioni.
In riferimento all’equazione (2) il segno degli esponenti è risultato coerente coi dati
riportati in letteratura. Questi, fanno corrispondere un aumento delle prestazioni
98
Capitolo 3
meccaniche al diminuire del contenuto di difetti, al diminuire dello SDAS ed
all’aumentare della durezza. Considerazioni affini possono essere fatte sul modello
empirico per la previsione dell’allungamento percentuale a rottura, che vede
quest’ultimo funzione dello SDAS, della durezza, della sezione resistente percentuale
(SR%) e della dimensione del silicio eutettico (A) secondo la relazione:
(3)
E’ importante notare che, nonostante le approfondite analisi microstrutturali effettuate
in questo studio, e contrariamente ai modelli empirici di previsione delle tensioni di
snervamento (1) e rottura (2), l’equazione utilizzata per la previsione dell’allungamento
a rottura (3) porta ad un errore medio del 20% con picchi dell’80% (Fig.31). Questo può
essere parzialmente spiegato ipotizzando che non solo la presenza, ma anche la forma e
la posizione delle porosità all’interno del materiale possano influenzarne l’allungamento
a rottura. Inoltre, l’introduzione di parametri rappresentativi di forma e dimensione dei
precipitati indurenti (osservabili esclusivamente tramite microscopia elettronica in
trasmissione), che influenzano direttamente il moto delle dislocazioni, potrebbero
notevolmente concorrere nella spiegazione del fenomeno.
16
R² = 0,813
14
E% sperimentale
12
10
8
6
4
2
0
0
2
4
6
8
10
E% previsto
12
14
16
Fig.31 Relazione tra l’allungamento a rottura previsto (sulla base dell’ equazione 3) e quello
rilevato sperimentalmente sui campioni.
Ulteriori analisi possono essere realizzate per validare queste ipotesi, ma l’impossibilità
di poter prevedere tali variabili con gli strumenti di simulazione di processo, pone
notevoli limiti all’applicabilità di un modello che tenga anche conto di queste
99
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
grandezze. Al contrario e come per le altre equazioni proposte, i parametri
dell’equazione (3) sono tutti facilmente misurabili e/o simulabili, eccetto per il valore
dell’area media del Si eutettico. I valori misurati per quest’ultima, all’interno del getto,
sono sempre risultati però compresi nell’intervallo 8-16 m2, con una certa tendenza
alla manifestazione di valori bassi nelle zone del getto a SDAS fine (10m2 per
SDAS≤45m) ed alti nelle zone del getto caratterizzate da SDAS grossolano (14m2
per SDAS>45m). Questo suggerisce la possibilità di applicare il modello inserendo dei
valori medi di tale parametro ed affidandosi esclusivamnente alla simulazione dei
rimanenti (HB, SDAS e SR%) per poter prevedere anche questa proprietà nei vari punti
del getto.
100
Capitolo 3
3.5
Effetto della temperatura sulle proprietà meccaniche:
modelli empirici di comportamento allo stato under ed over-aged
L’analisi sperimentale è stata condotta su provini per prove di durezza e trazione estratti
da teste motore as-cast realizzate in lega EN AC-42100 la cui chimica può essere
assunta pari a quella riportata in Tab.7. Le modalità di produzione della testa sono anche
esse già state descritte in precedenza (cfr.3.2). La testa, le zone di estrazione dei
campioni e la geometria di quest’ultimi, sono riportate rispettivamente in Fig.3-a, Fig.22
e Fig.21-a. L’adozione di zone di estrazione sia prossime alle camere di combustione,
sia prossime alla zona “castelletto” (zona di alloggiamento degli alberi a camme), ha
permesso di testare campioni con microstrutture più o meno fini, rispettivamente.
Si
Mg
Fe
Cu
Mn
Zn
Ti
Sr
B
Al
7.24
0.42
0.138
<0.001
0.007
0.003
0.120
0.015
0.0354
Bal.
Tab.7 Composizione chimica rilevata tramite quantometro della lega Al-Si7-Mg oggetto della
sperimentazione.
Prima di condurre i test, i campioni sono stati sottoposti a diversi tipi di trattamento
termico (tutti comprensivi di solubilizzazione, tempra, invecchiamento e di una
eventuale ulteriore permanenza in temperatura). I trattamenti sono stati effettuati in un
forno elettrico con accurato rilevamento delle temperature (±1°C). Tutti i provini
destinati alle prove di durezza, sono stati solubilizzati (4h a 535°C ) e temprati secondo
la prassi industriale seguita per le teste e già illustrata (cfr.3.2). Il materiale sperimentale
così ottenuto è stato poi diviso in due classi: i) provini per le prove di invecchiamento;
ii) provini per le prove di degrado. La prima classe di provini è stata esposta a
temperature variabili tra i -30°C ed i 200°C per tempi compresi fra i 5min ed i 500min
(8h circa) al fine di definire le curve di invecchiamento del materiale. La seconda classe
di provini è stata invece sottoposta ad invecchiamento artificiale (4,5h a 160°C secondo
prassi industriale cfr.3.2) dopo un pre-aging di 1h secondo quanto previsto dalla nuova
prassi industriale introdotta dopo i risultati sopra (cfr.3.4). Dopo il trattamento di
invecchiamento artificiale, questa classe di provini è stata esposta ad alte temperature
(compresse nell’intervallo 160°C÷295°C) per tempi compresi fra 5min e 10000min
(circa 7 gg) per definire le curve di degrado del materiale nello stato metallurgico
industriale T61. Per ottenere un valore di durezza Brinel (HBN), sono state eseguite
almeno tre prove su due campioni (per un totale di almeno 6 misurazioni) per ogni
condizione di tempo-temperatura testata. Le prove, sono state condotte con sfera di 2.5
mm di diametro e 62.5 kg di carico secondo norma ASTM E 10–08.
Classi simili sono state create per i provini di trazione con l’obiettivo di caratterizzare
meccanicamente il materiale allo stato sotto-invecchiato e sovra-invecchiato. Per il
materiale sotto invecchiato, la variazione di durezza finale, è stata ottenuta variando i
tempi di pre-aging (cfr.3.4). Per il materiale sovra-invecchiato, invece, una diversa
durezza finale è stata ottenuta esponendo i provini, dopo trattamento termico standard,
101
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
ad una ulteriore esposizione a temperature e tempi variabili. Le prove sono state
eseguite in accordo alla norma UNI EN 10002-1:2004 su circa 80 provini a sezione
rettangolare (25 mm2) con tratto utile di 30mm. Le prove sono state eseguite a
temperatura ambiente con tasso di deformazione imposto pari a 3.3·10-3 s-1. Per ogni
condizione di trattamento termico sono stati testati almeno 5 provini di cui è stata
misurata la tensione di snervamento (Rp0,2), la tensione di rottura (UTS) e
l’allungamento percentuale a rottura (E%). Per ogni condizione, sono state calcolate
anche le curve di tensione-deformazione reali e, attraverso MATLAB R2009b®, sono
stati calcolati i coefficienti di incrudimento (n) e di resistenza (K) della legge di
Hollomon. La caratterizzazione microstrutturale dei provini di trazione, per valutare
SDAS e difettosità, è stata effettuata tramite microscopia ottica ed elettronica a
scansione, secondo quanto già esposto (cfr.3.3 e 3.4). L’effetto sulla sequenza di
precipitazione delle fasi indurenti (β’’ e β’) del diverso tipo di trattamento termico
subito dal materiale e della successiva esposizione ad alta temperatura, sono state
nuovamente indagate con tecniche di analisi termica differenziale (DSC) condotte su
dischetti di spessore 1.5mm e diametro 5 mm dal peso di circa 50 mg. Sono stati
analizzati tre differenti stati metallurgici del materiale: i) as-quenched (dopo tempra in
acqua); ii) dopo trattamento termico secondo i parametri industrialmente adottati (4h a
535°C + tempra + 1h di pre-aging + 4.5h at 160°C); iii) dopo lunga esposizione ad alta
temperatura in condizioni di degrado completo. Le analisi sono state condotte su una
macchina per analisi termiche differenziali TA2920, con rateo di riscaldo pari a
10°C/min e temperature comprese tra i 20°C ed i 400°C sotto atmosfera di Ar.
Le curve di invecchiamento ottenute, sono riportate in Fig.32. La Fig.32-a, riporta le
curve di invecchiamento nel range di temperature -30°C÷200°C. In accordo con quanto
pubblicato sulla sequenza di precipitazione nelle leghe Al-Si-Mg/Al-Mg-Si, [23,31-33],
è chiaro come la curva di invecchiamento a -30°C risulti una linea retta. Nei loro studi
sulla precipitazione nelle leghe da deformazione plastica, Ou et al. [32], non osservano
alcun cambiamento nelle analisi termiche effettuate su campioni mantenuti a -10°c fino
a 300 min. Nonostante infatti l’alta densità di vacanze nel materiale as-quenched, ed il
ridotto raggio critico per la nucleazione delle zone GP/cluster [31,34,35], la
precipitazione è fortemente ostacolata dalla bassa diffusività degli atomi a così ridotta
temperatura. Il valore riscontrato di circa 60HB è confermato dai risultati di Rometsch
et al. [17]. In aggiunta ai risultati pubblicati dagli autori, la Fig.32-a mostra chiaramente
la temperatura di transizione tra invecchiamento naturale ed invecchiamento artificiale.
E’ infatti evidente che, mentre tra i 21°C ed i 100°C non si apprezzano grandi differenze
nelle curve di invecchiamento del materiale, per temperature superiori, la durezza cresce
rapidamente all’aumentare del tempo. La temperatura di 100°C, a cui viene anche
attribuita la formazione di cluster/co-cluster o zone GP da diversi autori [22-25], può
dunque essere considerata una temperatura di soglia. Il picco di durezza, viene
raggiunto entro 8h di permanenza a temperature maggiori di 160°C con tempi e valori
di durezza tanto minori quanto maggiore è la temperatura di esposizione. A temperature
superiori ai 170°C, la lega può sovra-invecchiare anche con tempi di esposizione
102
Capitolo 3
inferiori ad 8h. Questo ben noto comportamento delle leghe di alluminio da trattamento
termico [17,18], può essere di aiuto per descrivere il grafico riportato in Fig.32-b.
a
125
115
-30°C
21°C
105
BHN
80°C
100°C
95
120°C
85
140°C
160°C
75
170°C
180°C
65
200°C
55
1
b
10
time, min
100
1000
200
190
180
Temperature, °C
170
160
65HB
70HB
75HB
80HB
90HB
100HB
105HB
110HB
115HB
150
140
130
120
110
100
0.5
5
time, min 50
500
Fig.32 Curve di invecchiamento (a) e isodurezza (b) per la lega EN AC-42100 [Al-Si7-Mg0,3]
In questo grafico, sono riportate le curve di “iso-durezza” del materiale del tutto simili a
quelle riportate da Shivkumar e Ber in [21] e [36] rispettivamente. Tali curve, per un
dato valore di durezza (a cui, come già illustrato, sono legate le altre proprietà
meccaniche (cfr.3.4)) imposto dal progettista ad un determinato getto, mostrano le
103
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
coppie (temperatura,tempo) con cui è possibile ottenere il valore di durezza voluto e
dunque possono essere estremamente utili nella fase di progettazione del trattamento
termico. Nel caso si volesse ad esempio raggiungere la condizione di picco (115HB), è
chiaro che questa potrà essere raggiunta nel range di temperature 160°C÷170°C per
tempi di mantenimento compresi circa tra i 300min ed i 1000min circa.
Attraverso l’utilizzo di tecniche di analisi termica differenziale (DSC), Wang et al. [33],
descrivono la precipitazione delle fasi indurenti β’’ e β’ nella lega A357 proprio in
questo range di temperature e tempi. Temperature e tempi maggiori portano alla
precipitazione della fase incoerente β con un conseguente decremento delle proprietà
meccaniche. Al contrario, una volta che si sono ottenute le fasi β’’ e β’ (peak-aged
condition), ci si può aspettare la massima resistenza [3,17,19,37]. Di solito però, in tutti
quei casi in cui il componente è sottoposto durante l’esercizio a temperature uguali o
maggiori a quelle adottate in fase di invecchiamento, non viene perseguita la condizione
di picco di durezza, ma piuttosto un sottoinvecchiamento. L’esposizione ad alta
temperatura di un getto in queste condizioni (T61 - 95HB), può portare ad un degrado
estremamente dipendente dalla temperatura stessa. Si possono così ottenere alti valori di
durezza, se le temperature si avvicinano a quelle di invecchiamento e valori
estremamente bassi, se le temperature di esposizione sono molto elevate come in
prossimità delle camere di combustione di una testa motore [38,39]. Questo
comportamento, è chiaramente descritto dalle curve di degrado riportate in Fig.33-a.
Tutte le zone della testa motore in prossimità della camera di combustione e quindi
sottoposte a temperature maggiori di 200°C (Fig.34), subiscono un rapido calo della
durezza (e deterioramento delle proprietà tensili) con possibili gravissime conseguenze
sulla vita del componente. Per quantificare tale perdita, la prassi industriale prevede la
realizzazione di prove di durezza residua su un componente dopo test a banco.
Attraverso le curve di isodurezza riportate in Fig.33-b e conoscendo la durata del test,
facendo una misura di durezza locale sul componente testato, è possibile, oltre ad avere
informazioni circa la durezza residua del materiale, anche riuscire a valutare la
temperatura media di esercizio del componente in quel punto. Entrando infatti con un
tempo nel grafico di Fig.33-b e seguendo una curva di iso-durezza, è possibile valutare
la temperatura che ha prodotto tale durezza. E’ chiaro che, una metodologia di questo
tipo, è utilizzabile per validare le distribuzioni di temperature simulate su un generico
componente durante il suo utilizzo [38,39]. Questo è stato fatto anche nel caso della
testa in esame confermando la validità dei risultati delle simulazioni (Fig.34).
La Fig.35, mostra le rampe ottenute tramite analisi termica su dischetti di spessore
1.5mm e diametro 5 mm dal peso di circa 50 mg di lega EN AC-42100 [Al-Si7-Mg0,3]
in diversi stati metallurgici: i) subito dopo tempra e pre-aging di 1h; ii) dopo tempra,
pre-aging di 1h ed invecchiamento artificiale (stato T61, 95HB); dopo tempra, pre-aging
di 1h, invecchiamento artificiale ed esposizione in temperatura (10h a 295°C; 40 HB di
durezza residua). Le fasi di solubilizzazione ed invecchiamento, in termini di tempi e
temperature di permanenza, hanno replicato quelle industriali (cfr. 3.2). La scelta di un
pre-invecchiamento di 1h, è stata realizzata per quanto già sopra esposto, ovvero una
modifica in opera della prassi aziendale.
104
Capitolo 3
125
a
BHN
115
160°C
105
175°C
95
190°C
208°C
85
220°C
75
235°C
65
250°C
55
265 °C
280°C
45
295°C
35
1
10
100
1000
Time, min
10000
100000
b 290
Temperature, °C
270
250
110HB
105HB
100HB
90HB
80HB
70HB
60HB
50HB
40HB
230
210
190
170
150
1
10
100
Time, min
1000
10000
Fig.33 Curve di degrado (a) e di isodurezza (b) per la lega EN AC-42100 T61 [Al-Si7-Mg0,3]
(95 HB).
105
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Dato:
45 HB10
200 °C
Dato:
99 HB10
160 °C
SCARICO
a
b
ASPIRAZIONE
Fig.34 Simulazione CFD delle temperature sulla testa motore (a) e rilievi sperimentali di
durezza con temperatura calcolata in funzione di essa e della durata del test a banco[38].
β’
-0.5
Heat, mW
-1
-1.5
β’’
β
Exo
AQ+1hpre-aging
AQ+1hPreaging+HT
AQ+1hPreaging+HT+exposure
GP/co-cluster
-2
-2.5
-3
-3.5
0
100
200
Temperature, °C
300
400
Fig. 35 Rampe DSC per campioni della lega EN AC-42100 [Al-Si7-Mg0,3] in diversi stati
metallurgici: Subito dopo tempra (AQ+1hpre-aging); tempra, pre-aging di 1h ed
invecchiamento artificiale (AQ+1hpre-aging+HTstato T61, 95HB); dopo tempra, pre-aging di
1h, invecchiamento artificiale ed esposizione in temperatura (AQ+1hpre-aging+HT+exposure,
10h a 295°C 40 HB di durezza residua).
Le analisi sono state condotte secondo le stesse modalità già esposte (cfr.3.4). Inoltre,
sempre analogamente a quanto già riportato (cfr.3.4), la rampa effettuata sul campione
pre-invecchiato per 1h, ha evidenziato gli stessi picchi già evidenziati in Fig.26 e
corrispondenti alla formazione delle zone GP (co-cluster Mg-Si) ed alla precipitazione
106
Capitolo 3
delle fasi indurenti β’’, β’ e β. Nel campione testato nella prima condizione, sono
chiaramente evidenti 3 picchi (di cui l’ultimo sovrapposizione di due picchi relativi alle
fasi β’ e β (B’)). Come evidenziato in Fig.35 e riportato da Ou et al. [32], il primo picco
è ascrivibile alla formazione di zone GP o, secondo altri a quella di cluster o co-cluster
di atomi di Si e Mg [22-25]. Questo dato, è risultato in perfetto accordo con le curve
rappresentate in Fig.32-a: fino a circa 100°C, risulterebbe possibile solo la formazione
di zone GP (o cluster) con un conseguente ridotto aumento della durezza della matrice.
A temperature superiori invece, l’inizio della precipitazione della fase β’’, porta ad un
rapido incremento di questa proprietà. L’assenza di un picco di trasformazione della
fase β’’ prima dei 250°C (temperatura molto alta rispetto a quella utilizzata nella fase di
invecchiamento di queste leghe) è indirettamente fornita da Murayama [5] nel suo
studio sulle leghe Al-Mg-Si in eccesso di Silicio. Le strutture formatesi attorno ai 100°C
costituirebbero siti di nucleazione eterogenea per la fase indurente β’’ che dunque
semplicemente si accrescerebbero senza evidenziare scambi energetici. Questo viene
sostenuto anche da Serizawa [24] che però attribuisce chiaramente il picco a 250°C alla
fase β’’. Masazza et. al [26] attribuiscono invece tale picco alla precipitazione della fase
β’ e l’ultimo picco di Fig.35 (315°C) alla precipitazione della fase incoerente β. Questa
interpretazione, sarebbe avvalorata anche dalle curve di invecchiamento riportate da
Rometsch et. al in [17] in cui la temperatura di 200°C, risulterebbe una temperatura di
soglia (oltre la quale la fase indurente β’’ non è più stabile). A temperature minori,
risulterebbe possibile la precipitazione delle fasi β’’ e β’ (e quindi l’ottenimento del
picco di durezza) mentre a temperature maggiori solo la formazione delle fasi β’ e β. A
temperature maggiori di circa 250°C, risulterebbe possibile solo la precipitazione della
fase incoerente β, con una evidente perdita di proprietà meccaniche. E’ chiaro tuttavia
che, ad oggi, ancora molto deve essere fatto per fornire una spiegazione esaustiva e
coerente del fenomeno.
I risultati dell’analisi termica condotta sul campione sottoposto ad invecchiamento
(linea rossa in Fig.35) ci permettono invece di spiegare l’andamento delle curve di
degrado riportate in Fig.34-a. E’ chiaro infatti come, dopo invecchiamento, non si
assista più alla precipitazione di zone GP (cluster) e la precipitazione delle fasi β’’, β’,
o β, è funzione della temperatura di esposizione. Come già detto sopra, al di sotto dei
200°C, la sequenza di precipitazione coinvolge ancora la fase β’’, rendendo così
possibile così il raggiungimento di alti valori di durezza. Con temperature maggiori
(fino circa a 250°C), viene indotta la sola precipitazione della fase β’, con la
conseguente possibilità di conseguire solo ridotti incrementi di durezza. In ultimo, per
temperature maggiori di 250°C, solo la formazione di fase β è possibile, con un
conseguente decremento della durezza della matrice tanto maggiore quanto maggiore è
la temperatura di esposizione. Considerando così un provino sottoposto per lungo tempo
a 295°C (linea verde in Fig.35), è chiaro come nessuna precipitazione possa essere
registrata con una successiva rampa di riscaldamento. In termini di proprietà
meccaniche, questa condizione è rappresentata da una costanza di durezza nel tempo
come quella di tutti i punti (in azzurro) nella parte superiore destra del grafico di Fig.34b.
107
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
I risultati delle prove di trazione, sono riportati nelle Fig.36-40. La forte dipendenza di
tutte le proprietà meccaniche dalla durezza del materiale, è evidente sia per la lega
sottoinvecchiata che sovrainvecchiata. Come riportato da Drouzy et al. [40], la relazione
fra durezza e tensione di snervamento è di tipo lineare. Al contrario dell’autore però, ed
in accordo con Tiryakiôglu [19], la lega allo stato sottoinvecchiato o sovrainvecchiato
da luogo a comportamenti diversi (isteresi). In particolare, dato un generico valore di
durezza, la lega sovrainvecchiata offre resistenze a snervamento maggiori rispetto a
quella sotto invecchiata. Questo comportamento, suggerisce che una precipitazione
incoerente tende ad ostacolare maggiormente il moto delle dislocazioni rispetto ad una
di tipo coerente, estendendo così il campo elastico del materiale. Inoltre, la ridotta
differenza fra i coefficienti delle relazioni di tipo lineare riportati in Tab.8 (riga relativa
alla tensione di snervamento), conferma la ridotta influenza della microstruttura (SDAS)
sulla relazione Rp0,2-HB (riportata anche da Tiryakiôglu). Questa affermazione è
maggiormente verificata nel caso di una lega sovrainvecchiata e, in questo caso, risulta
valida anche per la tensione di rottura del materiale.
Al contrario, allo stato sottoinvecchiato, SDAS fini portano sempre a maggiori valori di
UTS (Fig.37 and Tab.8). L’effetto della microstruttura su tale proprietà, può essere
spiegato osservando l’effetto della microstruttura sull’allungamento a rottura (Fig.38).
E’ chiaro infatti, che per una data classe di durezza dei provini sottoinvecchiati, i
provini a SDAS fine, hanno sempre fatto registrare allungamenti a rottura maggiori
rispetto a quelli a SDAS grossolano. La capacità di assorbire una maggiore
deformazione plastica non localizzata da parte dei campioni a microstruttura fine, è
dunque la ragione dei più alti valori di resistenza a trazione fatti riscontrare da questa
classe di materiali (per un dato valore del coefficiente di incrudimento infatti, maggiore
è la deformazione, maggiore la tensione corrispondente). Questo, soprattutto in
relazione al fatto che le tensioni di snervamento per la classe sottoinvecchiata sono
sempre risultate minori di quelle della classe sovrainvecchiata. Inoltre, da una rapida
osservazione dei dati riportati in Fig.37, è evidente come, al contrario rispetto ai dati di
Rp0,2, UTS non sembra sensibile allo stato metallurgico del materiale. I dati per la lega
sottoinvecchiata e sovrainvecchiata sono infatti praticamente sovrapposti.
La Fig.38, mostra come l’allungamento a rottura, contrariamente alle altre proprietà, si
sia dimostrato affetto da un’alta dispersione dei dati (soprattutto nella condizione
sottoinvecchiata). Questa dispersione, può essere imputabile in parte, alla variabilità
dello SDAS all’interno di ogni classe di provini (Fig.38 e Tab.8) ed in parte alla
presenza di difetti di solidificazione nel materiale. Queste due variabili infatti, come già
illustrato precedentemente e discusso in letteratura, influenzano decisamente la duttilità
del materiale [3,27,41]. La variazione di SDAS all’interno delle due classi, è dovuta alle
differenti velocità di solidificazione raggiunte all’interno del getto. SDAS fini (25-40
m), sono caratteristici dei campioni estratti in prossimità dei piatti fiamma, SDAS
grossolani (55-70 m), sono tipici delle zone di alloggiamento degli alberi a camme
(“castelletto”). Considerando inoltre i dati relativi al contenuto di difetti del materiale,
anche in questo caso si sono comunque rilevati livelli di difettosità molto ridotti. La
108
Capitolo 3
porosità percentuale rilevata sulle superfici di frattura, ha evidenziato un range
compreso fra lo 0% e l’11%. Quest’ultimo dato è però risultato un’eccezione dovuta ad
un giunto freddo in una zona periferica e non critica del getto. Tutti gli altri campioni
hanno fatto registrare porosità inferiori al 5%. Nonostante questo, è noto come, già
livelli molto ridotti di porosità (o cavità da ritiro), possano compromettere notevolmente
l’allungamento a rottura del materiale [3,41], portando dunque ad una notevole
dispersione dei dati. I dati relativi alla classe di materiale sottoinvecchiato, hanno
evidenziato come i provini a SDAS fine siano molto più sensibili a variazioni di durezza
rispetto a quelli a SDAS grossolano. Questo comportamento del materiale, può essere
spiegato considerando contemporaneamente gli effetti apportati dalla precipitazione
delle fasi indurenti e dall’interazione delle interfacce α-Al/eutettico con le dislocazioni.
Con SDAS fini, il cammino libero medio delle dislocazioni è maggiore (microstrutture
fini comportano infatti ostacoli di dimensioni più ridotte) ed è quindi prevalente
l’interazione delle dislocazioni coi precipitati indotti dal trattamento termico (con una
conseguente dipendenza di E% dalla durezza). Con microstrutture grossolane, la
riduzione del cammino libero medio delle dislocazioni, diminuisce la possibilità di
interazione delle dislocazioni coi precipitati e dunque la dipendenza dell’allungamento a
rottura dalla durezza.
300
UA-fineSDAS
UA-largeSDAS
250
OA-fineSDAS
Rp0,2, MPa
OA-largeSDAS
y = 2.9789x - 56.967
R² = 0.995
200
y = 3.4149x - 127.13
R² = 0.9168
150
100
50
40
50
60
70
80
90
100
110
120
BHN
Fig.36 Resistenza a snervamento vs durezza per la lega EN AC-42100 sottoinvecchiata (UA) e
sovrainvecchiata (OA) per due diverse classi di SDAS (25-40m e 55-70m).
109
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
350
300
UTS, MPa
250
y = 2.6176x + 15.443
R² = 0.9944
200
UA-fineSDAS
150
UA-largeSDAS
OA-fineSDAS
100
OA-largeSDAS
50
40
50
60
70
80
90
100
110
120
BHN
Fig.37 Resistenza a rottura in funzione della durezza per la lega EN AC-42100 sottoinvecchiata
(UA) e sovrainvecchiata (OA) per due diverse classi di SDAS (25-40m e 55-70m).
30
UA-fineSDAS
UA-largeSDAS
25
OA-fineSDAS
OA-largeSDAS
E%
20
y = 0.0578x - 0.2795
R² = 0.0118
15
y = 26275x-2.009
R² = 0.7023
10
5
0
40
50
60
70
80
BHN
90
100
110
120
Fig.38 Allungamento a rottura vs durezza per la lega EN AC-42100 sottoinvecchiata (UA) e
sovrainvecchiata (OA) per due diverse classi di SDAS (25-40m e 55-70m).
110
Capitolo 3
Un secondo aspetto considerato in questo studio, è stato l’effetto della durezza (allo
stato T61 o dopo degrado) sul comportamento in campo plastico del materiale. La
Fig.39 e la Fig.40, mostrano rispettivamente l’andamento del coefficienti di resistenza
(C) e di incrudimento (n), in funzione della durezza della lega allo stato
sovrainvecchiato e sottoinvecchiato, sia nel caso di SDAS fine (25-40 m) e che nel
caso di SDAS grossolano (55-70 m). E’ evidente come il coefficiente di resistenza
tenda a crescere in funzione della durezza del materiale e come, a parità di durezza,
questo parametro possa essere considerato lo stesso sia per la lega sottoinvecchiata che
sovrainvecchiata (come per UTS). Al contrario, notevoli differenze possono essere
riscontrate nell’andamento del coefficiente n (Fig.40), con una isteresi simile a quella
già riscontrata per Rp0,2. A seguito di questa isteresi, per una data durezza del
materiale, i campioni sottoinvecchiati mostrano valori di n maggiori rispetto a quelli
sovrainvecchiati. Come suggerito dalle osservazioni TEM di Edwards et al. [23], la
ragione di questo comportamento nel campo delle alte durezze (HB>95), deve essere
ricercata nella diversa forma e numero di precipitati presenti nella lega sottoinvecchiata
rispetto a quella sovrainvecchiata. In questo campo di durezza, si assiste infatti ad un
passaggio dello stato di precipitazione da coerente/semicoerente (fasi ‘’ e ‘) a
totalmente semicoerente (fase ‘) senza un reale mutamento del meccanismo di rinforzo
della matrice. L’aumento della densità di dislocazioni, cui corrisponde un aumento del
coefficiente n, può allora essere solo influenzato dal numero e dalla forma dei
precipitati.
500
450
y = 2.9628x + 102.44
R² = 0.9561
400
C, MPa
350
300
250
UA-fineSDAS
200
UA-largeSDAS
OA-fineSDAS
150
OA-largeSDAS
100
50
40
50
60
70
80
90
100
110
120
BHN
Fig.39 Coefficiente di resistenza vs durezza per la lega EN AC-42100 sottoinvecchiata (UA) e
sovrainvecchiata (OA) per due diverse classi di SDAS (25-40m e 55-70m).
111
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
0.25
0.2
y = -0.0021x + 0.3283
R² = 0.796
y = -0.0017x + 0.261
R² = 0.9441
n
0.15
UA-fineSDAS
0.1
UA-largeSDAS
OA-fineSDAS
0.05
OA-largeSDAS
0
40
50
60
70
80
BHN
90
100
110
120
Fig.40 Coefficiente di incrudimento vs durezza per la lega EN AC-42100 sottoinvecchiata
(UA) e sovrainvecchiata (OA) per due diverse classi di SDAS (25-40m e 55-70m).
Under-aged (90 < BHN < 115)
Rp0,2 [MPa]
UTS [MPa]
E [%]
C [MPa]
n
Over-aged (40 < BHN < 115)
SDAS 25÷40 m
SDAS 55÷70 m
SDAS 25÷40 m
SDAS 55÷70 m
3.505*H – 135.5
R² = 0.8461
2.039*H + 89.6
R² = 0.6400
-0.346*H + 47.6
R² = 0.6969
0.63*H + 375
R² = 0.1245
-0.0027*H + 0.41
R² = 0.8091
3.212*H – 107.2
R² = 0.9364
2.470*H + 17.9
R² = 0.7976
-0.040*H + 7.6
R² = 0.0315
1.43*H + 270
R² = 0.5527
-0.002*H + 0.32
R² = 0.8877
2.990*H – 59.1
R² = 0.9962
2.689*H + 13.5
R² = 0.9983
-1.66
9360*H
R² = 0.8756
2.82*H + 108
R² = 0.9632
-0.0018*H + 0.26
R² = 0.9513
2.966*H – 55.1
R² = 0.9946
2.589*H + 15.4
R² = 0.9951
-1.949
15501*H
R² = 0.8052
3.03*H + 100
R² = 0.9569
-0.0017*H + 0.26
R² = 0.9535
Tab.8 Correlazioni fra le proprietà meccaniche e durezza per la lega EN AC-42100
sottoinvecchiata (UA) e sovrainvecchiata (OA) per due diverse classi di SDAS.
Al contrario, con ulteriore esposizione termica, la fase incoerente prende il
sopravvento, con una conseguente riduzione di durezza (HB<70) ed il passaggio da un
meccanismo di Ashby ad uno di Orowan nell’interazione fra dislocazioni e precipitati
[42]. Questa, è la ragione per cui, ai valori minori di durezza residua del materiale
sovrainvecchiato, corrispondono i maggiori valori del coefficiente di incrudimento.
Utilizzando le correlazioni ottenute studiando il comportamento in campo plastico del
materiale, sono stati infine proposti due modelli di curva tensione-deformazione reali, in
112
Capitolo 3
funzione della durezza del materiale (funzione di tempo e temperatura di esposizione)
allo stato sottoinvecchiato (eq. 4) e sovrainvecchiato (eq. 5). Tali modelli sono stati
sviluppati indipendentemente dal valore di SDAS del materiale.
(4)
(5)
Il confronto fra le curve reali e le curve modellate (tratteggiate) per il materiale
sottoinvecchiato e sovrainvecchiato, è riportato in Fig.41 con evidente buona aderenza
delle curve nel campo plastico.
a
350
b
350
115
110
300
105
300
250
96
250
100
200
σr [MPa]
σr [MPa]
80
150
200
40
150
100
100
50
50
0
56
0
0
0.05
0
0.05
0.1
0.15
0.2
εr
εr
Fig.41 Curve tensione-deformazione reali misurate e simulate (equazioni 4 e 5) per la lega EN
AC-42100 sottoinvecchiata (a) e sovrainvecchiata (b) per diversi valori di durezza.
113
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
3.6
Resistenza a fatica
Come già proceduto per la valutazione delle proprietà meccaniche statiche della lega
EN AC-42100 T6 [Al-Si7-Mg0,3], cercando una relazionare tra quest’ultime e la
microstruttura, così si è proceduto per la resistenza a fatica. A differenza di quanto
svolto in precedenza però, il materiale sperimentale non è stato estratto da teste motore
ma prodotto separatamente. I provini di fatica testati, sono infatti stati estratti da piastre
di dimensioni 30x250x300 mm colate in conchiglia con un’attrezzatura appositamente
progettata, nell’ambito del progetto, dal dip. DIEM dell’università di Bologna. Come
noto, il processo di fonderia introduce inevitabilmente dei difetti nel materiale. Questi,
possono ridurre in modo significativo la resistenza a fatica del materiale agendo da
concentratori di tensioni. Nel caso di getti in lega A356 o A357 [14,16,43,44] diversi
studi hanno evidenziato come, tra i difetti di solidificazione, soprattutto le porosità da
gas (a forma tendenzialmente sferica), le cavità di ritiro (di forma irregolare ramificata)
ed i film di ossido (bifilm), abbiano un effetto dominante sul comportamento a fatica,
agendo da nucleatori della cricca. L’effetto di tali difetti sulla resistenza a fatica della
lega A356-T6 è stato studiato da Wang ed al. [14] mediante prove condotte ad un
fissato valore dell’ampiezza di tensione. Raggruppando i risultati delle prove che hanno
avuto difetti di eguale natura quali elementi di innesco della frattura, si sono dedotte
importanti conclusioni confermate anche in [43]: i) Porosità e cavità da ritiro hanno
effetti deleteri sulla vita a fatica di questa lega; ii) Nel caso in cui la porosità sia
trascurabile (come nel caso di getti sottoposti a pressatura isostatica a caldo, HIP),
diventa apprezzabile anche l’effetto negativo di altri difetti (ossidi); iii) in provini privi
di difetti, le cricche di fatica nucleano generalmente da bande di scorrimento, particelle
di silicio eutettico e/o composti intermetallici. Ne segue una vita a fatica almeno 25
volte superiore a quella associata a provini rotti a partire da cricche nucleate in
corrispondenza di pori. Generalmente i difetti di solidificazione menzionati, sono per
dimensioni almeno un ordine di grandezza superiore rispetto ai costituenti
microstrutturali, regolando così il comportamento a fatica delle leghe di alluminio da
fonderia. Solo quando essi sono presenti in quantità trascurabili o hanno dimensioni
confrontabili con quelle dei costituenti microstrutturali, anche quest’ultimi possono
esercitare un’influenza sul comportamento a fatica. I parametri microstrutturali di
influenza sono principalmente lo SDAS, il Si eutettico e gli eventuali composti
intermetallici a base Fe [15,45,46]. L’attrezzatura utilizzata per la produzione dei
provini di fatica, è stata dunque progettata tenendo conto di tutte queste variabili.
I provini prodotti avrebbero dovuto avere microstruttura simile a quella assunta dalla
lega nelle zone critiche della testa motore, la stessa composizione chimica e modalità di
trattamento termico ed infine una presenza di difetti nell’intervallo di quella rilevata
nelle precedenti analisi sperimentali condotte sulle teste motore (0÷5%). Per
raggiungere il primo obiettivo, il dip. DIEM dell’Università di Bologna ha condotto
un’opportuna progettazione dell’attrezzatura avvalendosi dell’ormai affidabile livello
raggiunto dalla simulazione di colata, prevedendo la possibilità di produrre due classi di
114
Capitolo 3
provini a seconda che fosse o meno azionato il dispositivo di raffreddamento ad acqua
della conchiglia. Per il raggiungimento del secondo obiettivo, la lega utilizzata nelle
colate (di composizione chimica media riportata in Tab.9) è stata ottenuta e trattata
termicamente con le stesse modalità della prassi industriale di produzione delle teste
motore già descritta (cfr.3.2-cfr.3.5).
Elementi
Si
Fe
Cu
Mn
Mg
Ti
Ni
Zn
Pb
Sn
Ca
B
Sr
%
7.06
0.08
0.03
0.05
0.41
0.014
0.05
0.05
0.05
0.05
0.003
0.035
0.015
Tab.9 – Composizione chimica media del bagno di lega EN AC-42100 T6 [Al-Si7-Mg0,3] da
cui sono state ottenute le piastre
Per raggiungere l’obiettivo di variare il contenuto di difetti, si è insufflato idrogeno nel
bagno già degassato, eventualmente facendo gorgogliare anche aria per generare la
formazione di ossidi e/o migliorare l’effetto di nucleazione delle porosità [1]. In Fig.42a è riportato il modello con il sistema di raffreddamento (in blu) e, dalla parte opposta, il
materiale isolante (in rosso). In Fig.42-b, è riportata una foto della conchiglia utilizzata
mentre in Fig.43, è riportato il modello (assieme a tutto il boccame) ed una foto delle
piastre prodotte.
Nella Tab10 e Tab.11, sono infine riportati rispettivamente lo schema di
codifica/classificazione delle piastre prodotte e le modalità con cui ogni piastra è stata
colata.
Considerando la Fig.42, si nota come, mentre da un lato dell’attrezzatura è previsto un
contatto diretto del bagno con la conchiglia, dall’altro è previsto un contatto con del
materiale isolante. In funzione delle simulazioni (Fig.44-a), e supportato da quanto poi
ottenuto, questa soluzione avrebbe dovuto produrre, per ogni piastra, un lato a
microstruttura più fine (“lato freddo”) ed un lato a microstruttura più grossolana (“lato
caldo”). Da ogni lato della piastra, si sono poi estratti sette provini di fatica per flessione
rotante (Fig.44-b).
a
b
Fig..42 Modello (a) e foto (b) dell’attrezzatura utilizzata per la produzione delle piastre in lega
EN AC-42100 T6 [Al-Si7-Mg0,3] da cui sono stati ricavati i provini di fatica.
115
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
a
b
Fig..43 Modello (a) e foto (b) delle piastre in lega EN AC-42100 T6 [Al-Si7-Mg0,3] da cui sono
stati ricavati i provini di fatica.
Livello Idrogeno Insuflaggio Aria SDAS
Colata
N° Progressivo
A: alto
0: no
A: alto
1: prima
1÷36
M: medio
1: 1min.
B: basso 2: seconda
B: basso
2: 3÷5 min.
Tab.10 – Scema per l’identificazione/classificazione delle piastre prodotte in lega EN AC-42100
T6 [Al-Si7-Mg0,3]
Tab.11 Codici di classificazione delle piastre in lega EN AC-42100 T6 [Al-Si7-Mg0,3] con
relativo contenuto di idrogeno del bagno e durata dell’insuflaggio di aria.
116
Capitolo 3
Prima dell’estrazione dei campioni di fatica, sono state selezionate, per l’esecuzione
delle analisi ai raggi X, due piastre campione (la B0A1-1 e la A0A1-5) nel seguito
indicate come piastra 1 e piastra 5). L’obiettivo di tali analisi è stato quello di definire
l’estensione del cono di ritiro nel caso di piastre a basso (piastra 1) ed alto (piastra 5)
tenore di idrogeno e di valutarne qualitativamente il contenuto di difetti in una sezione
intermedia. Come illustrato in Fig.45, l’estensione del cono di ritiro è risultata di 90 mm
per la piastra 1 e 45 mm per la piastra 5. La conoscenza di tale estensione, ha permesso
di escludere queste zone dall’estrazione di campioni di fatica e di analisi metallografica.
Nello schema di Fig.44-b, sono visibili delle porzioni di piastra (fette della piastra dello
spessore di circa 5 mm evidenziate in rosso) destinate, per ognuna delle 36 piastre
prodotte, alle analisi metallografiche. Sul secondo campione dal basso (“fetta 2”),
estratto a 150 mm dall’attacco di colata del getto, tra i provini di fatica 3 e 4, sono state
eseguite le analisi RX con micro focus per le piastre 1 e 5. Tale fetta, è risultata anche
quella su cui si sono concentrate le analisi metallografiche preliminari effettuate su tutte
le piastre prodotte. I risultati dell’analisi RX, possono essere riassunti nel commento
alla fotocomposizione delle radiografie effettuate nella zona centrale e laterale della
fetta 2 e riportate in Fig.46. Per il campione 1 risulta evidente un’assoluta uniformità sia
nella zona centrale (Fig.46-a) che laterale (Fig.46-b) a testimonianza di uno scarso
contenuto di difetti. Al contrario, macchie di colore chiaro, sparse uniformemente nella
zona centrale del campione estratto dalla piastra 5, sono indice della notevole presenza
di porosità (Fig.46-c). Tale contenuto sembra diminuire spostandosi verso la zona
laterale del getto (Fig.46-d).
a
b
Fig..44 (a) Risultati della simulazione di microstruttura condotta sulle piastre in lega EN AC42100 T6 [Al-Si7-Mg0,3] dal Dip. DIEM dell’università di Bologna e (b)schema di estrazione
dei campioni di fatica dalla piastre stesse.
117
90 mm
45 mm
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Piastra 1
Piastra 5
Fig.45 Fotocomposizione delle RX sulle piastre 1 e 5 con indicazione dell’estensione del cono
di ritiro
a
b
c
d
Fig.46 Fotocomposizione delle radiografie effettuate sulle fette 2 della piastra 1 (a centrale, b
laterale) e della piastra 5 (c centrale e d laterale); in nero zone non radiografate e/o piombi di
riferimento.
118
Capitolo 3
Per quel che concerne le analisi metallografiche, per ogni fetta 2 estratta, sono stati
prelevati tre campioni (uno per ogni zona A, B, C) ed inglobati in resina a freddo
secondo lo schema riportato in Fig.47. La preparativa metallografica è sempre avvenuta
secondo quanto già riportato in precedenza (cfr.3.3) e l’acquisizione di micrografie è
avvenuta elusivamente sul campione metallografico B (zona centrale della piastra). Per
ognuno dei 36 campioni si sono acquisite 16 micrografie ottiche sia per l’analisi dei
difetti che per l’analisi dello SDAS (ingrandimento 12,5X e 25X rispettivamente)
secondo lo schema riportato in Fig.48.
a
b
Fig.47 Schema della fetta 2 (estratta tra i provini 3 e 4 dello scema di Fig.44-b) di ognuna delle
piastre colate in lega EN AC-42100 T6 [Al-Si7-Mg0,3] (a) e schema del montaggio in resina
dei campioni metallografici A, B, e C estratti da ogni fetta 2 (b).
L’analisi metallografica è stata effettuata tramite software Image-Pro®. Obiettivo
dell’analisi è stata la determinazione della distribuzione di SDAS e del contenuto
percentuale di difetti. Inoltre è stata anche misurata l’ampiezza dell’asse maggiore del
difetto più grande presente in ogni micrografia e che verrà in seguito indicato come
Feret Max. I dati ottenuti e qui di seguito riportati sono stati mediati in funzione della
distanza della zona di analisi dal lato freddo (conchiglia).
250mm
Fig. 48 Schema di acquisizione delle micrografie nella zona centrale B per determinare le
distribuzioni di SDAS (25x) e del contenuto di difetti(12,5x).
La Fig.49 riporta l’andamento dell’area percentuale dei difetti riscontrato sul campione
B di ogni piastra. Si può notare che il tenore di difetti, è tendenzialmente sempre minore
del 3% ed i campioni a bassa idrogenazione (in tonalità azzurre) hanno fatto rilevare
minori tenori di difettosità dei campioni ad alta idrogenazione (in tonalità rosse). Per
119
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
chiarire l’eventuale influenza delle diverse variabili (tenore di idrogeno, insuflaggio di
aria e tipologia di raffreddamento della conchiglia) sul risultato ottenuto, si è
provveduto ad operare delle medie.
4.00
3.50
Area % dei difetti
3.00
2.50
2.00
1.50
1.00
0.50
0.00
1.9
5.7
9.5
13.3
17.1
20.9
Distanza dalla conchiglia (mm)
24.7
28.5
BB0B-26
BB0A25
B0A11
B0A22
B1A1-17
B0B1-3
B0B2-4
B1B-19A
B1B2-20
B1B1-19C
B2B1-23
M0A26
M1B-29
B2A1-21
M1A-28
M2A-30
B2B1-24
M2A-TC9
B2A2-22
M2A-32
M2B-31
M2B-33
A1B1-11
A2B1-15
A0B1-7
A1A19
A2A113
A0B2-8
A1A2-10
A1B2-12
A2A2-14
A0A3-TC
A2B2-16
A2B3-TC9
Fig.49 Andamento dell’area % dei difetti in funzione dalla conchiglia (lato freddo) per il
campione metallografico B (zona centrale) di ognuna delle 36 piastre
In Fig.50 si può notare come l’idrogenazione influisca sull’area % dei difetti. I campioni
a bassissima idrogenazione restano sotto lo 0.16 %, quelli a bassa idrogenazione restano
sotto lo 0.70 %, quelli a media idrogenazione non superano lo 0.94 % mentre quelli ad
alta idrogenazione in media non superano l’1.87 % di difettosità. Da questi grafici degli
andamenti medi, si può notare inoltre come il numero e/o le dimensioni dei difetti
(strettamente correlato con l’area %) aumentino con la distanza dalla conchiglia fino a
circa 25mm, per poi diminuire leggermente. Come già rilevato nelle analisi
metallografiche effettuate sulle sezioni delle teste motore (cfr.3.3), la frazione % dei
difetti si è rilevata connessa alle dimensioni del difetto massimo localmente individuato.
Il grafico di Fig.51 infatti, dimostra che la dimensione massima dei difetti (Feret max)
ha un andamento del tutto simile a quello fatto riscontrare dall’area % dei difetti
(Fig.50). La tendenza, è, anche in questo caso, quella di manifestare un picco in
prossimità dell’interfaccia fra metallo ed isolante. Inoltre, anche in questo caso, il tenore
di idrogeno del bagno, risulta un fattore determinante. Per i campioni ad alta e media
idrogenazione, il Feret max è risultato mediamente pari a 550 µm e 400µm
rispettivamente. Per i campioni a bassa e bassissima idrogenazione, è risultato variabile
tra 100µm, in prossimità della conchiglia e 300µm/400µm in prossimità dell’isolante.
120
Capitolo 3
2.00
H2 = 0.08 [cc/100g]
Idrogenazione
BB
1.80
H2 0.15 [cc/100g]
Idrogenazione
B
H2 0.24 [cc/100g]
Idrogenazione
M
Area % dei difetti
1.60
H2 0.32 [cc/100g]
Idrogenazione
A
1.40
1.20
1.00
0.80
0.60
0.40
0.20
0.00
0
5
10
15
20
Distanza dalla conchiglia (mm)
25
30
Fig.50 Andamento medio, per classi di tenore di idrogeno nel bagno, dell’area % dei difetti in
funzione della distanza dalla conchiglia (lato freddo) .
700
Idrogenazione
BB
H2 = 0.08 [cc/100g]
Idrogenazione
M
H2 0.24 [cc/100g]
Feret max. (µm)
600
Idrogenazione
B
H2 0.15 [cc/100g]
Idrogenazione
A
H2 0.32 [cc/100g]
500
400
300
200
100
0
1.9
5.7
9.5
13.3
17.1
20.9
Distanza dalla conchiglia (mm)
24.7
28.5
Fig. 51 Andamento medio, per classi di tenore di idrogeno nel bagno, del Feret Max, in
funzione della distanza dalla conchiglia (lato freddo) .
Questi andamenti, possono essere giustificati, considerando il processo di
solidificazione: il metallo, solidificando dalle pareti verso il centro della piastra, segrega
121
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
idrogeno, che rimane poi intrappolato nelle zone che solidificano per ultime (alto
SDAS).
L’andamento dello SDAS (Fig.52), rilevato solo su 7 piastre (rappresentative comunque
di tutte e 36 le piastre colate) ha confermato proprio questa supposizione. E’ evidente
come: i) i valori minori di SDAS (35÷40m) siano stati rilevati in prossimità della
conchiglia; ii) il picco di valori (50÷60m) sia localizzato a circa a circa 20 mm dalla
conchiglia; iii) in corrispondenza del lato isolato della conchiglia i valori di SDAS siano
nuovamente ridotti (circa50 m). Tali andamenti, hanno confermato quanto previsto
dalle simulazioni. Tuttavia, delle 7 piastre analizzate, 4 sono state colate senza far fluire
acqua nei canali di raffreddamento della conchiglia (tonalità di rosso), mentre le
rimanenti 3 (tonalità di blu) con flusso di acqua. In questo caso, contrariamente a quanto
simulato, si è riscontrato come il sistema di raffreddamento della conchiglia non
influisse significativamente sulla dimensione dello SDAS e quindi sulle velocità di
solidificazione. Dunque, la suddivisione delle colate in classi a “SDAS alto” e “SDAS
basso” è risultata fittizia. L’assenza di significative differenze fra getti classificati come
“a SDAS fine” e quelli classificati come “a SDAS grossolano” è anche testimoniata dal
grafico della distribuzione media di area % dei difetti per classi di SDAS riportato in
Fig.53. Si nota infatti come gli andamenti siano praticamente sovrapposti.
Un ultimo dato da considerare, è inoltre l’ininfluenza del gorgogliamento di aria nel
bagno al fine di variare il contenuto di difetti all’interno delle piastre. La Fig.54, mostra,
per tre classi diverse di idrogenazione del bagno, la variazione di area % dei difetti,
rilevata lungo lo spessore della piastra, in funzione del tempo di insuflaggio di aria nel
bagno. Dai tre grafici si vede come, nel passaggio da uno al successivo (diminuzione
del tenore di idrogeno) la difettosità mediamente diminuisca ma, al contempo, si nota
anche come i tempi di insuflaggio di aria nel bagno, non influiscano sistematicamente
sulla difettosità.
122
Capitolo 3
65
SDAS (mm)
60
55
50
45
40
35
A0A15
A0A26
B0A11
B0A22
30
0
5
10
15
20
25
30
Distanza dalla conchiglia (mm)
Fig.52 Andamento dello SDAS in funzione della distanza dalla conchiglia (lato freddo)
1.20
Area % dei difetti
1.00
0.80
0.60
0.40
SDAS basso
0.20
SDAS alto
0.00
0
5
10
15
20
Distanza dalla conchiglia (mm)
25
30
Fig.53Andamento dell’area % dei difetti, in funzione della distanza dalla conchiglia (lato
freddo) per classi di SDAS.
123
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
2.50
H2 0.32 [cc/100g]
Area % dei difetti
2.00
1.50
1.00
0 minuti
0.50
1 minuto
5 minuti
0.00
1.20
H2 0.24 [cc/100g]
Area % dei difetti
1.00
0.80
0.60
0.40
0.20
0
1
3
5
0.00
0.70
Area % dei difetti
0.60
H2 0.15 [cc/100g]
0.50
0.40
0.30
0.20
0
0.10
1
0.00
1.9
9.5
13.3
17.1
20.9
24.7
28.5
Distanza dalla conchiglia (mm)
Fig.54 Andamento dell’area % dei difetti nei getti ad alto, medio e basso contenuto di idrogeno
in funzione della distanza dalla conchiglia e del tempo di insuflaggio di aria nel bagno
124
5.7
Capitolo 3
I provini estratti dalle piastre prodotte dal dip. DIEM dell’Università di Bologna,
opportunamente lavorati secondo la geometria suggerita dal dip. IED dell’Università di
Parma e Piacenza, e riportata in Fig.55, sono stati sottoposti a prove di fatica a flessione
rotante a tre punti e, su uno dei due spezzoni del campione rotto, è stata eseguita
l’analisi metallografica in microscopia ottica e frattografica tramite SEM e sonda EDS.
La sequenza di analisi, ha fatto seguito all’ esecuzione delle prove di fatica che,
nell’ambito del progetto di ricerca, è stata condotta solo su una parte dei provini
prodotti. Circa 80 campioni, sugli oltre 300 prodotti, sono stati testati con tensioni
alterne comprese tra 30 ed i 90 MPa e frequenza di carico pari a 50Hz. Di questi, le
analisi frattografiche e metallografiche, si sono concentrate sui campioni testati con
tensioni alterne fra i 50 ed i 70 MPa. I risultati ottenuti sono riportati nelle tabelle di
Fig.56 e nel grafico di Fig.57.
Fig.55 Geometria del campione di fatica a flessione rotante utilizzato nelle prove.
provino
4C1
4C3
4F1
4C7
4C4
4F6
4C2
4C5
4F5
4F2
4F7
4C6
4F4
4F3
serie 4
tensione
60
60
60
50
50
50
70
70
70
60
60
60
70
70
N
1688404
236230
10000000
10000000
1744563
10000000
1363086
4332
4452741
10000000
10000000
4240968
2136684
8455889
provino
8C7
8F3
8C4
8C2
8F4
8F2
8F5
8C1
8F6
8F7
8F1
8C6
8C3
8C5
serie 8
tensione
70
60
50
40
50
40
60
60
60
60
60
60
70
70
N
167044
1261311
2255099
580013
3056388
1196988
1015603
215946
25154
1389567
1137118
490780
183895
62
Fig.56 Risultati delle prove di flessione rotante relative ai campioni testati
nell’ambito del progetto
125
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
provino
12C7
12F5
12F3
12F1
12F2
12C1
12C5
12F7
12C3
12F4
12C6
12F6
12C2
12C4
serie 12
tensione
70
60
50
40
50
40
60
60
60
60
60
60
70
70
N
687013
48
1661955
10000000
8880218
1740584
401067
1322244
969898
368834
844905
168503
652646
788239
provino
14F3
14F2
14C4
14F5
14F1
14C3
14C5
14F6
14F7
14F4
14C6
14C1
14C7
14C2
serie 14
tensione
60
50
50
60
50
50
60
60
60
60
60
60
50
60
N
808554
10000000
367582
1435358
894996
2231028
1522122
184777
1603360
280677
545904
188806
2262786
1298
provino
16C4
16C2
16C6
16C7
16F1
16F3
16C1
16F2
16C5
16F7
16F6
16C3
16F5
16F4
serie 16
tensione
70
60
50
40
50
40
60
60
60
60
60
60
70
70
N
720532
1213046
113925
635882
2699730
10000000
123601
2392105
731903
248484
4970902
2523470
342814
734368
provino
26F6
26C2
26C4
26C3
26C7
26F5
26C1
26F3
26F7
26F4
26F2
26C6
26C5
26F1
serie 26
tensione
60
50
70
60
50
50
60
60
60
60
60
70
60
70
N
10000000
1338748
1417869
3138566
2751909
2532527
3674578
926139
10000000
10000000
10000000
4024821
1112
10000000
provino
27F3
27C5
27F7
27C4
27F5
27F2
27C3
27C1
27F4
27C7
27C6
27F1
27C2
27F6
serie 27
tensione
60
50
40
30
50
50
60
60
60
60
50
60
60
50
N
1831426
2750580
10000000
123027
10000000
10000000
968521
10000000
2872907
410716
894396
1752
907
1675
provino
28F3
28F6
28C6
28C4
28F4
28C2
28F5
28C5
28C1
28C3
28C7
28F4
28F1
28F2
serie 28
tensione
60
60
60
50
50
50
70
70
70
60
60
60
70
70
N
2581468
2326061
1161440
8654149
991549
3178562
213969
16532
1555145
3862355
1583
584399
401444
1163217
Fig.56 Risultati delle prove di flessione rotante relative ai campioni testati nell’ambito del
progetto (continua)
126
Capitolo 3
Fig.57 Risultati delle prove di flessione rotante relative ai campioni testati.
Dal grafico di Fig.57, si ha evidenza della dispersione della durata a fatica, conseguente
alla presenza di porosità, nei provini in lega EN AC-42100, ottenuti per colata in
conchiglia. I punti collocati a 107 cicli definiscono multipli run-out, ovvero prove
interrotte a quel numero di cicli senza rottura del campione. Si può notare così l’elevata
dispersione dei dati, con valori medi di resistenza a 107 cicli di circa 50 MPa, ma con
valori superiori ed inferiori nell’intervallo 75 MPa e 30 MPa. I dati di resistenza a fatica
in termini di N° di cicli a rottura, sono stati analizzati dal punto di vista statistico
attraverso una carta di Weibull riportata in Fig.58.
Fig.58 Carta di Weibull del numero di cicli a rottura dei provini testati con tensioni alterne di
50, 60 e 70MPa.
127
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Risulta evidente come, un allineamento di dati, si sia ottenuto solo per la classe di
provini sollecitati con una tensione alterna di 70 MPa. Per questi provini, si può dunque
assumere che la rottura sia avvenuta per cause (o secondo modalità) affini. Al contrario,
ciò non può essere affermato per i provini sollecitati a 60 MPa e 50 MPa. Per cercare di
giustificare anche questi risultati, si è proceduto con le analisi frattografiche e
micrografiche. Le superfici di frattura sono state lavate con ultrasuoni in acetone per un
tempo minimo di 15 min. Le analisi frattografiche hanno evidenziato come le
morfologie delle superfici di frattura della maggior parte dei campioni fossero
sostanzialmente simili. La Fig.59 mostra un tipico esempio, in cui si nota il poro di
forma irregolare vicino alla superficie libera del campione che ha innescato la
propagazione di una cricca, cresciuta assumendo forma semiellittica , fino al collasso
del campione. In forme diverse, a seconda della tensione nominale di carico, sulla
superficie di frattura di ogni campione si sono quindi sempre trovate: i) una zona di
innesco (quasi sempre in corrispondenza di difetti di solidificazione); ii) una zona di
propagazione (spesso le zone di propagazione chiaramente visibili sono più di una, in
funzione della posizione e numerosità dei difetti); iii) una zona di schianto in cui si
sviluppano microcavità (dimples) tipiche di una rottura finale di tipo duttile.
a
b
c
d
Fig.59 Superficie di frattura di un campione di fatica (a), dettaglio del difetto che ha innescato la
cricca (b), striature di fatica nella zona di propagazione (c), formazione di dimples e criccatura
del Si-eutettico nella zona di schianto(d).
128
Capitolo 3
La morfologia di pochissimi campioni differisce da quella descritta non esibendo alcuna
zona di propagazione. Questi campioni sono stati quelli che, tipicamente, hanno fornito
i valori più bassi di resistenza a fatica (in termini di numero di cicli), probabilmente
anche in relazione ad un possibile errore di posizionamento sulla macchina. L’analisi
frattografica ha evidenziato come la presenza di difetti di solidificazione, quali porosità
da gas e cavità da ritiro, sia un fattore determinante nella definizione della vita a fatica
del materiale. Solo sulla superficie di frattura di un numero trascurabile di campioni è
stata rilevata la presenza di ossidi, i quali tuttavia non hanno costituito innesco della
frattura. La frattura del campione inoltre, a testimonianza del ruolo fondamentale
giocato dai difetti nell’innesco delle cricche, non si è sempre verificata in
corrispondenza della zona di minima sezione del campione. Durante le analisi
frattografiche si sono eseguite, in alcuni casi particolari e degni di nota, rilievi tramite
elettroni retrodiffusi e microsonda EDS. I risultati di queste analisi, di seguito riportati
(figure 60-66), hanno evidenziato diversi particolari interessanti come: la modalità di
propagazione delle cricche, l’interazione con i composti intermetallici, le morfologie
delle zone di rottura di schianto, le composizioni chimiche di intermetallici e o ossidi
all’interno della matrice metallica.
Spectrum 1:
Spectrum 2:
Element
Weight%
Atomic%
Element
Weight%
Atomic%
Mg K
Al K
Si K
Fe K
3.39
55.97
21.22
19.43
4.20
62.54
22.78
10.49
OK
Mg K
Al K
Si K
2.21
0.42
93.03
4.34
3.68
0.46
91.75
4.11
Totals
100.00
Totals
100.00
Fig.60 Particolare in microscopia elettronica di un intermetallico β parzialmente immerso nella
matrice metallica rilevato sul campione 26C2. Spettro e composizione chimica di intermetallico
e matrice (tramite sonda EDS) sono riportate rispettivamente a fianco e sotto le immagini.
129
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Spectrumm1
Element
Weight%
Atomic%
CK
OK
Al K
Si K
SK
Cl K
21.00
49.67
27.45
1.65
0.11
0.11
29.46
52.30
17.14
0.99
0.06
0.05
Totals
100.00
Fig.61 Particolare in microscopia elettronica di un ossido rilevato sul campione 8F4. Spettro e
composizione chimica (tramite sonda EDS) sono riportati rispettivamente a fianco e sotto l’
immagine.
Spectrum 1
Element
Weight%
Atomic%
OK
Al K
Si K
Fe K
3.80
62.61
11.31
22.28
7.06
69.07
11.99
11.88
Totals
100.00
Fig.62 Particolare in microscopia elettronica di una cricca deviata da une intermetallico rilevata
sul campione 28F1. Spettro e composizione chimica dell’intermetallico (rilevati tramite sonda
EDS) sono riportati rispettivamente a fianco e sotto l’ immagine.
130
Capitolo 3
Spectrum1
Spectrum2
Element
Weight%
Atomic%
Compd%
Formula
Element
Weight%
Atomic%
Compd%
Formula
Mg K
Al K
Si K
O
0.26
51.92
0.69
47.13
0.22
39.23
0.50
60.06
0.43
98.11
1.47
MgO
Al2O3
SiO2
-0.09
47.62
17.69
34.78
MgO
Al2O3
SiO2
FeO
100.00
-0.05
25.20
8.27
27.03
39.55
100.00
-0.05
22.33
7.04
11.57
59.10
Totals
Mg K
Al K
Si K
Fe L
O
Totals
Spectrum3
Element
Weight%
Atomic%
Compd%
Formula
Element
Weight%
Atomic%
Compd%
Formula
Al K
Si K
Fe L
O
25.91
6.40
29.05
38.65
23.28
5.52
12.61
58.58
48.95
13.69
37.37
Al2O3
SiO2
FeO
Totals
100.00
Fig.63 Particolare in microscopia elettronica di due intermetallici (π e β rispettivamente)
immersi nella matrice metallica ricoperta da striature di fatica sulla superficie di frattura del
campione 8C4. Spettri e composizioni chimiche di intermetallici e matrice (rilevati tramite
sonda EDS) sono riportati rispettivamente a fianco e sotto le immagini.
131
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Element
Weight%
Atomic%
OK
Mg K
Al K
Si K
32.24
6.62
45.76
15.37
44.47
6.01
37.43
12.08
Totals
100.00
Fig.64 Particolare in microscopia elettronica di un ossido probabile innesco di rottura per il
campione 8F4. Spettro e composizione chimica (rilevati tramite sonda EDS) sono riportati
rispettivamente a fianco e sotto l’ immagine.
Spectrum1
Spectrum2
Element
Weight%
Atomic%
Element
Weight%
Atomic%
OK
Al K
Si K
49.55
47.32
3.12
62.41
35.34
2.24
OK
Al K
Si K
1.63
96.81
1.56
2.72
95.80
1.48
Totals
100.00
Totals
100.00
Fig. 65 Particolare in microscopia elettronica di un ossido immerso nella matrice metallica in una zona di
propagazione della superficie di frattura del campione 8F3. Spettro e composizione chimica di ossido e
matrice (rilevate tramite sonda EDS) sono riportate rispettivamente a fianco e sotto le immagini.
132
Capitolo 3
Element
Weight%
Atomic%
OK
Mg K
Al K
Si K
32.24
6.62
45.76
15.37
44.47
6.01
37.43
12.08
Totals
100.00
Fig 66 Particolare in microscopia elettronica di un intermetallico π parzialmente immerso nella
matrice metallica rilevato sul campione 16C6. Spettro e composizione chimica (rilevati tramite
sonda EDS) sono riportati rispettivamente a fianco e sotto le immagini.
Alle analisi frattografiche al SEM, è seguita una fase di analisi di immagine delle
micrografie al fine di ottenere dati numerici cui poter eventualmente correlare i risultati
di resistenza a fatica. In Fig.67 è riportato l’andamento dell’area % dei difetti rilevata
sulla superficie di frattura, in funzione del tenore di idrogeno misurato nel bagno prima
di effettuare le colate dei getti da cui sono stati estratti i provini. In generale, come
anticipato dalle analisi metallografiche precedentemente effettuate sulle piastre, si può
vedere come, tendenzialmente, a prescindere dalla microstruttura, il tenore di idrogeno
sia una variabile dominante nel definire la presenza di difetti. Altrettanto significativa,
è inoltre la bassa difettosità rilevata (<3%), del tutto simile a quello delle teste motore.
3
area % dei difetti
2.5
2
1.5
1
0.5
0
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
Tenore di idrogeno [cc/100g]
Fig.67 Andamento dell’area % dei difetti rilevata sulla superficie di frattura in funzione del
tenore di idrogeno misurato nel bagno prima di effettuare le colate delle piastre da cui sono stati
estratti i provini di fatica.
133
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
L’andamento del numero di cicli a rottura di ogni provino di fatica, in funzione dell’area
% dei difetti rilevata sulla superficie di frattura, è riportata nei grafici di Fig.68. In
questi si vede mediamente come, all’aumentare della tensione alternata applicata, il
numero di cicli a rottura mediamente diminuisca. Inoltre è chiaro come, mentre la
difettosità non sembra discriminante per le tensioni alternate minori (50MPa e 60MPa),
ciò non è vero per le tensioni più alte (70MPA). L’incremento della difettosità tra lo 0
ed il 2% comporta un drastico calo della vita a fatica.
numero di cicli a rottura
1.E+07
1.E+06
1.E+05
1.E+04
numero di cicli a rottura
1.E+03
1.E+07
1.E+06
1.E+05
1.E+04
numero di cicli a rottura
1.E+03
1.E+07
Nf = 4E+06e-2.49*A%dif
R² = 0.6114
1.E+06
1.E+05
1.E+04
1.E+03
0
0.5
1
1.5
2
2.5
area % dei difetti sulla superficie di frattura
3
Fig. 68 Numero di cicli a rottura di ogni provino di fatica in funzione dell’area % dei difetti
rilevata sulla superficie di frattura per i tre principali valori di tensione alterna applicati
134
Capitolo 3
I dati di resistenza fatica, sono stati poi incrociati coi dati di SDAS misurati sui singoli
provini evidenziando nuovamente come, un risultato significativo, potesse essere
ottenuto solo per i provini sollecitati a 70MPa di tensione alternata (Fig.69). Inoltre, si è
visto che i valori di SDAS ottenuti, non spaziavano lungo l’intero range di interesse (3070m) ma su una buona parte di esso confermando dunque in questo caso, come nel
caso dei difetti, la corretta progettazione ed esecuzione dell’intera campagna
sperimentale.
numero di cicli a rottura
1.E+07
1.E+06
1.E+05
1.E+04
numero di cicli a rottura
1.E+03
1.E+07
1.E+06
1.E+05
1.E+04
1.E+03
1.E+08
Nf = 3E+11e-0.248*SDAS
R² = 0.6533
Numero di cicli a rottura
1.E+07
1.E+06
1.E+05
1.E+04
1.E+03
40
45
50
55
60
65
70
SDAS (μm)
Fig. 69 Numero di cicli a rottura di ogni provino di fatica in funzione dello SDAS, per i tre
principali valori di tensione alterna applicati
135
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Una più approfondita analisi dei difetti considerati inneschi delle cricche che hanno
portato il campione a rottura, è stato realizzato senza però condurre a risultati
significativi per le classi di tensione alterna considerate. L’assenza di una qualsiasi
influenza, della dimensione e posizione dell’innesco, sulla vita a fatica de componente,
testimoniata invece da alcuni studi in letteratura [16,44], è stata giustificata
considerando due problematiche insorte durante la sperimentazione: i) la geometria del
provino non era adatta probabilmente a testare campioni con difettosità. Infatti, la non
costanza della sezione e la presenza di difetti, ha fatto sì che le rotture non siano
avvenute tutte in corrispondenza della sezione minima, cambiando così anche il valore
di tensione nominale di sollecitazione; ii) praticamente la totalità dei campioni ha
evidenziato inneschi multipli il cui effetto è risultato difficile da analizzare anche per
l’assenza di considerazione di questo caso in letteratura.
136
Capitolo 3
3.7
Conclusioni
L’analisi sperimentale condotta sulla lega EN AC-42100 T6 [AlSi7Mg0,3], ha
permesso di raggiungere, in maniera totale o parziale, gli obiettivi previsti nell’ambito
del progetto di ricerca e di dottorato. Partendo dall’analisi dello stato dell’arte aziendale,
è stato possibile mettere in evidenza pregi e difetti del processo di produzione delle teste
motore e fornire dati di rilievo per le fasi di pre-processing delle simulazioni di colata e
strutturali utilizzate nella nuova metodologia di progettazione. In particolare:
Lo SDAS si distribuisce all’interno del getto, in un range tra i 25m ed i 70m a
seconda delle modalità di rimozione del calore locali mentre l’aggiunta di affinanti
(Ti-B) e di modificanti (Sr) produce un efficace effetto di omogeneizzazione del
grano e della morfologia del Si eutettico all’interno del getto.
Le sabbie con cui vengono prodotte le anime, inducono la presenza di difettosità
nelle zone corticali dei getti ed andrebbero quindi sostituite. Esse infatti liberano
gas che rimane intrappolato nel metallo durante la salificazione. Nonostante questo,
il contenuto di difetti (porosità da gas e cavità di ritiro) è risultato estremamente
ridotto (<2%) all’interno del getto ed indipendente dai valori di SDAS.
La difettosità media locale (area % dei difetti), può essere messa in relazione alla
dimensione del difetto di area massima presente in quel punto e possibile
responsabile dell’innesco di una cricca nel caso di sollecitazioni affaticanti.
Sfruttando i dati di previsione della distribuzione di porosità, si può valutare in fase
di simulazione, la resistenza a fatica locale del materiale.
Le simulazioni di colata, hanno fornito buoni risultati di previsione dello SDAS e
risultati meno efficaci di previsione della porosità.
La temperatura critica di trasformazione della fase α-Al, è risultata costante
nell’intervallo delle velocità di solidificazione che coinvolgono il getto e pari a:
610°C. La fine della solidificazione della fase eutettica è invece molto sensibile alla
velocità di solidificazione variando da 536°C per 10°C/min a 490°C per 36 °C/min.
Durezza e resistenza a snervamento della lega sono risultate dipendere
esclusivamente dalle modalità del trattamento termico e non dalla microstruttura
(SDAS) obbligando ad una prassi di trattamento termico industriale più accurata. In
particolare, i tempi di pre-invecchiamento non possono essere inferiori ad un’ora se
si vuole ottenere una buona ripetibilità del trattamento.
Temperatura e tempo di invecchiamento, come esposizione in temperatura dopo di
esso (condizioni di esercizio), cambiano lo stato di precipitazione delle fasi
indurenti (’’, ’, ) variando in maniera drastica la durezza e le altre proprietà del
materiale.
Sono state ottenute le curve di invecchiamento del materiale negli intervalli [0÷8h]
e [-30÷200°C] dimostrano che la temperatura di 100°C può essere assunta come
temperatura di soglia tra invecchiamento naturale ed artificiale. La conservazione
del materiale temprato a -30°C, arresta completamente la precipitazione. La
durezza del materiale può variare nell’intervallo 60÷115 Brinell.
137
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
Sono state ottenute curve di esposizione in temperatura e di isodurezza per il
materiale allo stato T61 (95 Brinell) nel range 160÷290°C fino a tempi di
mantenimento di 7gg. La durezza asintoto della lega è risultata essere di 40 Brinell.
Sono stati proposti modelli empirici di comportamento meccanico del materiale allo
stato sottoinvecchiato e sovrainvecchiato in grado di esprimere resistenza a
snervamento (Rp0,2), resistenza a trazione (UTS), allungamento a rottura (E%), in
funzione della microstruttura e della durezza del materiale. Tutti i modelli proposti
sono caratterizzati da alti coefficienti di determinazione (R2 >0.8).
In campo plastico, la definizione dei coefficienti di resistenza e di incrudimento
della legge di Hollomon, ha portato alla definizione delle curve tensionedeformazione reali in funzione della durezza residua per la lega allo stato
sottoinvecchiato e sovrainvecchiato:
(under-aged)
(over-aged)
E’ stato verificato su getti semplificati come la presenza di difetti sia fortemente
connessa al contenuto di idrogeno del bagno e scarsamente dipendente
dall’inquinamento dello stesso (ottenuto nella sperimentazione tramite gorgoglio
d’aria). Inoltre, l’addensamento dei difetti di solidificazione avviene nelle zone a
più elevato SDAS all’interno di un getto.
Le osservazioni SEM delle superfici di frattura dei campioni di fatica a flessione
rotante, hanno confermato come i difetti giochino il ruolo fondamentale di inneschi
delle cricche di fatica.
La resistenza a fatica della lega, è risultata dipendere dalla difettosità/SDAS solo
per alti valori della tensione alternata (R20,6). Per bassi valori, la dispersione dei
dati è risultata dominante.
Bibliografia
138
Capitolo 3
[1]
J. Campbell, Castings, 2nd Ed, Butterworth- Heinemann Ltd, Oxford (2003).
[2]
L. Ceschini, Alessandro Morri, Andrea Morri, A. Gamberini, S. Messieri, Mater
Des, 30 10 (2009) 4525-4531
[3]
L. Ceschini, Al. Morri, An. Morri, G. Pivetti, Mat. Des. 32 (2011) 1367–1375.
[4]
Ch. Pequet, M. Gremaud, M. Rappaz, Met.Mater.Trans. A, 33 (2002) 2095-2106.
[5]
M. Murayama, K. Hono. Acta mater. Vol. 47(5) (1999) 1537-1548
[6]
J. G. Kaufman, E. L. Rooy, Aluminium ally castings, Properties, Processes and
applications, ASM International, 2004.
[7]
Guthy, Evolution of the Eutectic Microstructure in Chemically Modified and
Unmodified Aluminum Silicon Alloys, Degree of Master of Science in Materials
Science and Engineering at WPI, April 2002
[8]
L. Ceschini, I. Boromei, A. Morri, S. Seifeddine, I. L. Svensson: J. Mat. Proc.
Tech., 2009, 209(15-16), 5669-5679.
[9]
A. Couture: AFS International Cast Metals Journal., 1981, 6, 9-17.
[10] P.N. Crepeau: AFS Trans, 1995, 103, 361-66.
[11] T.O. Mbuya, B.O. Odera, S.P. Ng’ang’a: International Journal of Cast Metals
Research, 2003, 16(5), 451-465.
[12] M.V. Kral, H.R. McIntyre, M.J. Smillie: Scripta Mater., 2004, 51, 215–219.
[13] R. Squatrito, I. Todaro, L. Tomesani, 3rd International Symposium of Shape
Casting Proceedings, 138th Annual Meeting TMS, 2009, San Francisco (USA)
[14] Q.G. Wang, D. Apelian, D.A. Lados, J. Light Metals 1 (1) (2001) 73-84.
[15] Q. G. Wang, D. Apelian, D. A. Lados, Journal of Lights Metals 1, 2001, p.85-97.
[16] Y.X. Gao, J.Z. Yi, P.D. Lee, T.C. Lindley: Fat. Fract. Engng. Mater. Struct., 2004,
27, 559–570.
[17] P.A. Rometsch, G.B. Schaffer; Materials Science and Engineering A325 (2002)
424–434
[18] N.D. Alexopoulos, Sp.G. Pantelakis; Materials and Design 25 (2004) 419–430
[19] Murat Tiryakio˘glu, John Campbell, James T. Staley; Mat Sci Eng A361 (2003)
240–248
[20] N.R. Draper, H. Smith, Applied Regression Analysis, 1981, New York: John
Wiley.
[21] S. Shivkumar, C. Keller, D. Apelian, AFS Trans. 98 (1990) 905-911.
[22] I. Dutta, S. M. Allen. J Mater Sci Lett. 10 (1991) 323-326
139
Caratterizzazione della lega da fonderia EN AC-42100 T6 [AlSi7Mg0,3]
[23] G.A. Edwards, K. Stiller, G. L. Dunlop and M. J. Couper. Acta mater. 46(11)
(1998) 3893-3904
[24] A. Serizawa, S. Hirosawa, T. Sato. Met. Mat. Trans. A. 39A (2008) 243-251
[25] W.F. Miao, D.E. Laughlin. Met. Mat. Trans. A 31A (2000) 361-371.
[26] M. Massazza, G. Riontino, C. Riontino, A. Triggiani, E. Carà, Mater. Sci. Forum
396-402 (2002) 965-970.
[27] Q.G. Wang, Metall Mater Trans A, Vol. 34A, dec.2003, p.2887-2899.
[28] S. Seifeddine, M.Wéssen, I.L. Svensson, Met. Sci. Tech., Vol. 24/2 (2006) 26-32
[29] G.O. Verran, R.P.K. Mendes, M.A. Rossi, J. Mat. Proc. Tech., 179, 2006,190–195
[30] O. R. Myhr, Ø. Grong and S. J. Andersen, Acta mater. 49 (2001) 65–75
[31] D.W. Pashley, J. W. Rhodes, A. Sendorek, J. Inst. Met. 94 (1966) 41-49.
[32] B-L. Ou, C-H. Shen, Scandinavian Journal of Metallurgy, 2004, 33:105-112
[33] G. Wang, Q. Sun, L Shan, Z. Zhao, L. Yan, Journal of materials engeneering and
performance, 16(6), pp752-756, 2007
[34] M.H.Jacobs, Precipitation Hardening, TALAT Lecture 1204, EAA 1999
[35] D.W. Pashley, M. H. Jacobs, J.T. Vietz, Philos. J 16 (1967) 51-76.
[36] L.B. Ber, Mat. Sci. Eng. A, 280 (2000), 83–90
[37] Andrea Morri, Mat Sci. Tech., 28-2, 2010, 2-8.
[38] L. Ceschini, G. Nicoletto, E. Riva, A. Strozzi, L. Tomesani, Atti del 1° Congresso
Nazionale del Coordinamento della Meccanica Italiana, Palermo 20-22 giugno
2010.
[39] J.J. Thomas, L. Verger, A. Bignonnet, E. Charkaluk, Fatigue Frct. Eng Mater
Struct 27, 887-895, 2004
[40] M. Drouzy, S. Jacob, M. Richard, AFS Int. Cast Met. J. (June-1980) 43–50.
[41] C.H. Càrceres, Scripta Mater, Vol. 32, No. 11. pp. 18514856.1995
[42] Gerold, V., 1979. Precipitation hardening. In: Nabarro, F.R.N. (Ed.), Dislocations
in Solids. North-Holland, p. 222.
[43] Yi JZ, Lee PD, Lindley TC, Fukui T., Mater Sci Eng: A 2006;432(1–2):59–68.
[44] Yi JZ, Gao YX, Lee PD, Flower HM, Lindley TC, Met. Mat. Trans. 34A, 2003,
1879-1890.
[45] Wang QG, Caceres CH, Griffiths JR, AFS Trans. 106 (1998) 131-136.
[46] Caceres CH, Griffiths JR, , Acta Mater. 44 (1996) 25-33.
140
Capitolo 4
CAPITOLO 4
Caratterizzazione delle leghe da deformazione plastica per pistoni
EN AW-2618 T6 ed EN AW-4032 T6
4.1
Introduzione
Come già introdotto, le leghe di alluminio sono ad oggi ampiamente utilizzate
nell’industria automobilistica per la realizzazione di diversi componenti motore. Fra
questi, sicuramente, abbiamo componenti cruciali quali i pistoni, prodotti sia per
stampaggio a caldo che per fusione [1]. Nel caso di pistoni prodotti per stampaggio,
tipiche leghe utilizzate per la loro realizzazione sono le leghe Al-Si (tipicamente
eutettiche) e le leghe Al-Cu [2-4]. Alcuni studi, sono stati condotti per caratterizzare
queste leghe [5-7] e fornire dati circa la loro deformabilità a caldo. Dopo lo stampaggio
a caldo però, tipicamente viene realizzato il trattamento termico T6 (cfr.2.3) consistente
nelle fasi di solubilizzazione, tempra ed invecchiamento, al fine di indurre una fitta
precipitazione di fasi indurenti [8].
Fra i problemi generati dall’utilizzo di queste leghe e di tutte le leghe da trattamento
termico impiegate a temperature maggiori od uguali [9] a quelle a cui vengono
invecchiate, c’è la perdita di proprietà con l’esposizione ad alta temperatura [10]. Le
leghe EN AW-2618 T6 ed EN AW-4032 T6, offrono una buona stabilità termica grazie
alla presenza di un cospicuo quantitativo di elementi di lega quali Fe e Ni, [11,12] che si
aggiungono a quelli direttamente coinvolti nei meccanismi di precipitazione: Cu, Mg, Si
e Zn. Inoltre, ulteriori tentativi di incrementare le proprietà, sono stati eseguiti
aggiungendo tracce di altri elementi fra i quali Sc e Zr[13]. In generale comunque, come
accade per le leghe Al-Si-Mg da fonderia (cfr.3.5), il problema della stabilità termica, è
funzione dei meccanismi di precipitazione che coinvolgono il materiale quando
sottoposto ad alta temperatura [3,4,14,15].
Nel caso particolare delle leghe EN AW-2618 T6 ed EN AW-4032 T6, utilizzate per la
realizzazione di pistoni per motori ad alte prestazioni, date le elevate temperature in
gioco, il processo di precipitazione e la perdita di proprietà possono essere
estremamente rapidi. La quantificazione accurata di tale perdita, nonché la definizione
dell’effetto della microstruttura sulle proprietà meccaniche delle leghe analizzate, sono
stati gli obiettivi di questa seconda parte sperimentale.
141
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
4.2
Materiale e procedura sperimentale
Lega EN AW-4032 [AlSi12MgCuNi]
Sono stati forniti da un totale di 8 pistoni forgiati in lega AlSi12 (Fig.1). Di questi, il
primo set, consistente di 3 pistoni consegnati allo stato di fornitura (Fig.1-a), è stato
accompagnato da certificato di composizione chimica e trattamento termico. La chimica
nominale della lega ed i dati inerenti il trattamento termico T6 a cui essa viene
sottoposta dopo la forgiatura, sono riportati nelle tabelle 1 e 2. Il secondo set (Fig.1-b) è
invece stato fornito allo stato non trattato.
I pistoni del primo set sono stati utilizzati per la definizione delle curve di degrado del
materiale mentre il secondo set per l’estrazione di provini di trazione per la
caratterizzazione meccanica della lega dopo ciclaggio termico.
b
a
Fig.1 – Pistoni in lega AlSi12 oggetto della sperimentazione appartenenti al primo (a) e secondo
(b) set di fornitura (rispettivamente trattati T6 e non trattati).
Si
Fe
Cu
Mn
Mg
Zn
Ti
Ni
11 ÷ 13
0,30 max
0,8 ÷ 1,5
0,10 max
0,8 ÷ 1,3
0,10 max
0,10 max
0,8 ÷ 1,3
Tab.1 - Composizione della lega EN AW-4032 dei pistoni oggetto della sperimentazione
Solubilizzazione
Tempra*
Invecchiamento
T [°C]
t [h]
T [°C]
t [s]
T [°C]
t [h]
500 ± 5
4
50 ÷ 70
35
200 ± 5
9
Tab.2 - Parametri del trattamento termico T6 effettuato sulla lega. * La temperatura riportata si
intende dell’acqua di tempra ed il tempo è quello di spegnimento ovvero dall’apertura del forno
all’immersione totale della carica in acqua.
Dal materiale sperimentale consegnato, sono stati estratti alcuni parallelepipedi (12x6x4
mm) per la definizione delle curve di degrado della lega e 30 campioni di trazione di
geometria riportata in Fig.2 assieme allo schema ed all’immagine delle modalità di
prelievo (con asse del campione ortogonale all’asse spinotto).
142
Capitolo 4
a
c
b
Fig.2 - Geometria del provino di trazione a sezione rettangolare utilizzato nella sperimentazione
(a); modalità di estrazione dei campioni dal cielo del pistone con assi ortogonali all’asse
spinotto e “clessidra” ortogonale al cielo del pistone (b-c).
Al fine di indagare la stabilità termica del materiale allo stato T6, si sono realizzate 6
classi di provini di trazione (di 5 provini ciascuna). Tutte sono state sottoposte al
trattamento termico descritto in Tab.2 e, dopo di esso, ad un ciclo variabile di
esposizione ad alta temperatura riassunto in Tab3. I campioni così ottenuti sono stati
sottoposti a prove di trazione (a temperatura ambiente ed in temperatura)
Classe
Tempo e temperatura di degrado
Stato di fornitura T6
Nessun degrado
120HB
24 ore a 170°C
105HB
6 ore a 230°C
90HB
33 ore a 230°C
75HB
7 ore a 290°C
60HB
5 giorni a 290°C
Tab.3 - Classi di suddivisione dei provini estratti dai pistoni: I colonna) durezza obiettivo; II
colonna) trattamento termico di degrado effettuato su ogni classe.
143
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
Inoltre, per questa lega, sono state eseguite anche delle prove a caldo. Per quest’ultime,
si sono stati utilizzati altri 10 campioni di geometria analoga (Fig.2). Questi, sono stati
divisi in tre classi (Tab.4) sulle quali è stato eseguito, previo trattamento T6, un
eventuale trattamento termico di degrado in modo da ridurre la durezza residua del
materiale. Le prove sono state condotte alla temperatura di 250°C ed hanno permesso di
valutare esclusivamente la resistenza a trazione e l’allungamento a rottura (con
riallineamento degli spezzoni). Queste, sono state eseguite assumendo pari a 10 min. il
tempo di condizionamento (ovvero il tempo per cui mantenere il provino nel forno della
macchina di prova prima di iniziare il test). Tale tempo, ritenuto sufficiente per
uniformare la temperatura nel provino prima dell’inizio della prova, soddisfa la norma
UNI ISO 10002-5. La velocità di spostamento della traversa è stata impostata a 0.01
mm/s (0.6 mm/min) corrispondenti, nell’ipotesi di deformazione localizzata nel tratto
calibrato, ad una velocità di deformazione di 3*10-4 s-1. Tale scelta è stata fatta in
accordo con dati di letteratura.
Campione
Larghezza [mm]
Stato di fornitura T6
6,247
1C
1D
6,263
3C
6,221
3D
6,266
Spessore [mm]
HB 10
4,012
119
121
122
123
4,013
3,987
3,965
Degrado intermedio: 35 ore a 230°C
6.251
1A
6.245
2A
6.200
3B
4.017
4.006
4.000
86
86
Degrado totale: 5 giorni a 290°C
1B
6,251
2C
6,261
3A
6,247
4.0
4,011
4,005
60
61
61
87
Tab. 4: Dimensioni caratteristiche dei campioni di trazione (misurate con micrometro
millesimale) e durezze medie di ogni campione dopo il trattamento termico di degrado
effettuato in laboratorio.
144
Capitolo 4
Lega EN AW-2618[AlCu2MgNi]
Sono stati forniti N°6 pistoni forgiati (Fig.3) in lega Al-Cu-Mg di composizione chimica
riportata in Tab.5. La Tab. 6 indica le modalità di esecuzione del trattamento termico
che viene realizzato su questi particolari. Alla fase di solubilizzazione dichiarata in
tabella, viene fatta precedere una doppia rampa di avvicinamento con permanenze
intermedie a 495°C e 507°C al fine di solubilizzare alcune fasi (eutettici ternari e
quaternari) che altrimenti darebbero luogo a fusione incipiente del materiale.
Fig.3 – Pistone in lega Al-Cu-Mg oggetto della sperimentazione
Tab.5 - Composizione della lega EN AW-2618 dei pistoni oggetto della sperimentazione
Solubilizzazione
Tempra*
Invecchiamento
T [°C]
t [h]
T [°C]
t [s]
T [°C]
t [h]
525 ± 5
8
60 ÷ 90
35
200 ± 5
20
Tab.6 - Parametri del trattamento termico T6 effettuato sulla lega. * La temperatura riportata si
intende dell’acqua di tempra ed il tempo è quello di spegnimento ovvero dall’apertura del forno
all’immersione totale della carica in acqua.
Dal materiale sperimentale consegnato, sono stati estratti alcuni parallelepipedi (12x6x4
mm) per la definizione delle curve di degrado della lega e 40 campioni di trazione di
145
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
geometria riportata in Fig.4 assieme allo schema ed all’immagine delle modalità di
prelievo (con asse del campione ortogonale all’asse spinotto).
a
b
c
Fig.4 - Geometria del provino di trazione a sezione rettangolare utilizzato nella sperimentazione
(a); modalità di estrazione dei campioni dal cielo del pistone con assi paralleli all’asse spinotto e
“clessidra” ortogonale al cielo del pistone (b-c).
Al fine di indagare la stabilità termica del materiale allo stato T6, si sono realizzate 8
classi di provini di trazione (da 5 provini ciascuna). Tutte sono state sottoposte al
trattamento termico descritto in Tab.5 e, dopo di esso, ad un ciclo variabile di
esposizione ad alta temperatura riassunto in Tab6. I campioni così ottenuti sono stati
sottoposti a prove di trazione (a temperatura ambiente ed in temperatura)
Classi
Tempo e temperatura di degrado
Stato di fornitura T6
Nessun degrado
130 HB
200°C per 24 ore
115 HB
230°C per 10 ore
100 HB
230°C per 5 giorni
90 HB
275°C per 3 ore
80 HB
305°C per 8,5 ore
75 HB
305°C per 16 ore
70 HB
305°C per 30 ore
Tab.7 - Classi di suddivisione dei provini estratti dai pistoni: I colonna) durezza obiettivo; II
colonna) trattamento termico di degrado effettuato su ogni classe.
146
Capitolo 4
Per entrambe le leghe, la caratterizzazione meccanica è stata condotta tramite
l’esecuzione di prove di durezza Brinell (HB con sfera da 2,5 mm e 62,5 kg di carico),
condotte in accordo alla norma ASTM E 10–08, e l’esecuzione di prove di trazione
condotte in accordo alla norma UNI EN 10002-1:2004. Queste ultime sono state
condotte a temperatura ambiente su provini a sezione rettangolare (vedi figure 2 e 4)
con tratto utile di 30 mm, utilizzando una macchina di trazione a vite, ed imponendo
una velocità di deformazione nominale di 3,3•10-3 s-1. Le prove condotte a temperatura
ambiente, hanno permesso di valutare la tensione di snervamento (YS), la tensione di
rottura (UTS), l’allungamento a rottura (E%) nonché i coefficienti di incrudimento (n) e
di resistenza (K) della legge di Hollomon.
147
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
4.3
Effetto della temperatura sulle proprietà meccaniche:
modelli empirici di comportamento allo stato sovrainvecchiato
Lega EN AW-4032 [AlSi12MgCuNi]
La definizione delle curve di degrado è avvenuta nel campo di temperature spaziato dal
pistone secondo i risultati delle simulazioni numeriche (Fig.5). Per esse il pistone vede,
durante l’esercizio, temperature comprese circa fra i 140°C ed i 280°C. Per questo
motivo, tale range è stato interamente spazzato con step di temperatura di 15°C (30°C al
di sotto dei 200°C) e coprendo una durata di esposizione tra i 10 min e le 168h. I dati di
durezza Brinell ottenuti e riportati in Tab.8 e nelle figure 6 e 7, sono mediati su un
numero minimo di 6 prove.
Fig.5 – Campo di temperature simulato sul pistone
t(h)\T(°C)
0.0
0.2
0.5
1.0
2.0
3.0
6.0
14.0
14.5
24.0
25.0
48.0
65.0
72.0
120.0
168.0
140°C
115
170°C
115
200°C
115
217°C
115
230°C
115
245°C
115
260°C
115
275°C
115
99
94
290°C
115
100
90
85
114
117
118
118
113
119
109
111
109
105
110
105
99
98
89
92
88
80
84
80
76
80
76
69
84
75
73
66
68
63
63
62
63
57
57
103
99
108
97
104
101
97
93
85
83
93
85
76
116
118
118
115
82
74
74
70
70
70
69
67
Tab. 8: Durezza residua della lega EN AW-4032T6 dopo esposizione in temperatura
148
Capitolo 4
130
120
110
HB10
100
90
80
70
60
50
140°C
245°C
170°C
260°C
200°C
275°C
217°C
290°C
230°C
40
0
20
40
60
80
100
tempo, h
120
140
160
HB10
Fig.6 – Curve di degrado della lega EN AW-4032: andamento della durezza residua dopo
permanenza a temperature comprese tra 140°C e 290°C.
t , [h]
T [°C]
Fig.7 – Superficie di degrado della lega EN AW-4032: andamento della durezza residua
dopo permanenza a temperature comprese tra 140°C e 290°C e tempi fino a 168h.
Come evidente dai vari dati e grafici riportati, partendo da una durezza di circa 115HB,
la lega, a temperature maggiori od uguali a 200°C, tende immediatamente a manifestare
149
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
un calo di durezza tanto maggiore quanto maggiore è la temperatura di ciclaggio. Tale
temperatura di soglia, è all’incirca la stessa rilevata anche per la lega da fonderia
AlSi7Mg0.3 (cfr.3.5), a testimonianza di simili meccanismi di rinforzo adottati per
entrambe le leghe. Oltre i 200°C, con oscillazioni relativamente contenute, la durezza
cala tanto più quanto maggiore è il tempo di esposizione, con un asintoto inferiore circa
a 57HB. Per temperature minori a 200°C la lega manifesta un picco di durezza per
tempi di esposizione tanto maggiori quanto minori sono le temperature di ciclaggio (2h
a 200°C e 24h a 170°C). Tale picco è indice del fatto che allo stato di fornitura la lega è
sottoinvecchiata e raggiungerà l’apice delle sue prestazioni in fase di esercizio. In
generale la lega allo stato di fornitura potrà attraversare in esercizio (a seconda della
temperatura/posizione in cui si troverà a lavorare) un campo di durezza globale
compreso fra i 120HB ed i 60HB circa.
Le prove di trazione effettuate hanno invece fatto registrare i dati riportati in Tab.9.
Classe
Stato di
Fornitura
T6
120HB
105HB
90HB
75HB
60HB
HB10
Rp 0,2 (Mpa)
UTS (Mpa)
E%
K (MPa)
n
117,3
117,8
116,8
116,4
116,3
114,6
115,3
114,0
113,8
113,9
101,4
102,0
100,7
101,3
99,7
87,9
89,1
88,2
88,1
88,9
72,6
72,9
72,3
72,7
72,4
60,0
60,0
59,8
60,0
59,3
263
261
261
267
262
240
253
253
255
267
213
217
216
214
218
174
179
178
180
178
121
120
127
121
111
79
80
83
87
82
301
301
309
308
302
295
290
305
300
310
264
266
275
267
267
234
236
234
245
239
201
198
204
201
201
162
165
164
169
167
1,3
1,4
2,7
2,0
1,8
1,8
1,7
2,4
2,2
2,2
2,6
2,1
3,1
2,9
2,7
3,9
3,1
3,5
3,9
3,8
4,6
5,2
6,7
5,3
6,5
7,9
8
8,1
7,5
8,6
521
494
518
514
502
523
498
488
507
525
450
437
452
466
466
403
425
423
413
428
404
400
393
397
394
323
335
328
326
329
0.125
0.114
0.125
0.119
0.119
0.128
0.124
0.120
0.125
0.124
0.130
0.126
0.129
0.135
0.137
0.145
0.148
0.152
0.149
0.156
0.203
0.199
0.198
0.202
0.202
0.216
0.221
0.222
0.223
0.222
Tab.9 – Dati relativi alla caratterizzazione meccanica dei 30 provini in lega EN AW-4032 T6
dopo ciclaggio termico: durezza Brinell (HB10), tensione di snervamento (YS), tensione di
rottura (UTS), allungamento a rottura (E%), coefficiente di incrudimento (n) e coefficiente di
resistenza (K).
150
Capitolo 4
Lega EN AW-2618[AlCu2MgNi]
Operando scelte analoghe a quelle fatte per lega EN AW-4032 (cfr.4.3), si sono potute
ottenere le curve di degrado ed isodurezza della lega EN AW-2618 riportate in Fig.8. In
esse risulta chiaro come la lega in esame, raggiunga durezze di picco molto maggiori
rispetto alla lega EN AW-4032 (145 HB contro i 115) ma anche come, in analogia alla
lega EN AW-4032, temperature oltre i 200°C portino ad un rapido degrado del
materiale. Il plateau per questa lega, si è però assestato a circa 60 HB (analoghi ai 57
della lega EN AW-4032). Inoltre si nota come la lega in esame si trovi in condizioni di
picco di durezza, contrariamente a quanto osservato per le lega EN AW-4032
(sottoinvecchiata). Tale differenza è fondamentalmente imputabile ai diversi tempi di
invecchiamento adottati per le due leghe: 20 a 200°C per la lega EN AW-2618 contro
9h a 200°C per la lega EN AW-4032. I risultati delle prove di trazione condotte sulla
lega sono riportati invece in Tab.10.
a
150
AA-2618200°C
AA-2618215°C
AA-2618230°C
AA-2618245°C
AA-2618260°C
AA-2618275°C
AA-2618290°C
AA-2618305°C
140
130
120
HB
110
100
90
80
70
60
50
0
b 320
2000
120 115
305
4000
6000
Tempo, min
8000
10000
110 100 95 90 85 80 75 70 65 60
60
290
275
T [°C]
260
245
230
215
200
185
1
10
100
t [min]
1000
10000
100000
Fig.8 – Curve di degrado (a) ed isodurezza (b) della lega EN AW-2618 T6
151
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
Classe
Stato di
fornitura
T6
130HB
115HB
100HB
90HB
80HB
75HB
70HB
HB10
YS [MPa]
UTS [MPa]
E%
K [MPa]
n
139
141
143
146
148
125
125
127
127
127
115
115
115
116
117
100
104
104
105
106
69
70
71
71
72
89
89
90
91
92
83
83
85
85
86
78
79
79
80
372
343
377
366
341
313
315
315
322
322
263
274
271
256
271
201
223
225
216
223
107
103
106
109
110
159
163
164
168
174
132
132
122
147
145
118
118
122
124
422
415
426
430
437
384
382
381
388
385
351
359
353
348
352
310
317
330
323
325
230
226
231
235
235
271
275
280
282
285
253
258
261
269
267
244
246
245
246
3,6
4,4
4,5
4,0
6,1
5,5
5,5
5,3
5,9
6,8
6,3
5,6
7,6
6,3
7,0
7,2
5,0
7,9
6,2
6,5
9,3
10,4
10,6
11,1
12,2
6,4
8,2
7,8
8,2
8,2
10,4
8,9
8
10,6
8,9
10,7
10,1
10,4
9,6
578,8
580,6
570,3
582,6
604,6
577,9
568,8
573,2
572,6
563,4
589,7
591,2
580
576,7
580,7
593,3
602,6
597,3
604,7
592,7
542,8
533,4
541,8
534,3
536,5
578,9
561,9
576,3
583,6
580,3
539,1
553,6
648,2
571,9
567
541,5
543,5
545,6
535,3
0,08408
0,09368
0,07923
0,08217
0,09094
0,1179
0,1144
0,1164
0,1109
0,1084
0,1523
0,1452
0,1478
0,1496
0,149
0,1962
0,1907
0,1802
0,1884
0,1823
0,2811
0,2828
0,2797
0,2712
0,2762
0,2359
0,2251
0,2257
0,23
0,2215
0,2474
0,2514
0,2877
0,244
0,2414
0,2651
0,2628
0,2649
0,2569
Tab.10 – Dati relativi alla caratterizzazione meccanica dei 40 provini in lega EN AW-2618 T6
dopo ciclaggio termico: durezza Brinell (HB10), tensione di snervamento (YS), tensione di
rottura (UTS), allungamento a rottura (E%), coefficiente di incrudimento (n) e coefficiente di
resistenza (K).
152
Capitolo 4
Leghe EN AW-4032 [AlSi12MgCuNi] ed EN AW-2618[AlCu2MgNi]
I risultati dei test di trazione di entrambe le leghe, sono stati diagrammati in funzione
della durezza residua del materiale dopo esposizione in temperatura ottenendo i risultati
riportati nelle figure 9-11. Come evidente, tensione di snervamento (YS), tensione di
rottura (UTS), coefficiente di resistenza (K) e coefficiente di incrudimento (n) hanno
tutti evidenziato una dipendenza di tipo lineare dalla durezza residua del materiale. Nel
caso particolare della resistenza a snervamento, gli andamenti sono risultati
praticamente sovrapposti. La lega EN AW-2618 T6, si è dimostrata, come noto,
meccanicamente superiore ed in grado quindi di raggiungere valori maggiori sia in
termini di resistenza a trazione/snervamento, sia in termini di allungamento a rottura.
Tuttavia, la lega EN AW-4032 T6, ha dimostrato una minore dispersione dei dati
(anche e soprattutto in termini di allungamento a rottura).
I modelli empirici ottenuti, assieme ai coefficienti di determinazione che li
caratterizzano, sono riportati nelle equazioni 1-3 per la lega EN AW-4032 T6 e nelle
equazioni 4-6 per la lega EN AW-2618 T6:
YS = 3.174*HB - 107.24
R2=0,993
(1)
UTS = 2.415*HB + 23.415
R2=0,990
(2)
E% = 72694*HB-2.217
R2=0,930
(3)
YS = 3.7545*HB - 169.89
R2=0,983
(4)
UTS = 2.7503*HB + 32.75
R2=0,994
(5)
E% = 2260.2*HB-1.249
R2=0,806
(6)
Assieme a questi, sfruttando i risultati ottenuti per i coefficienti di resistenza ed
incrudimento del modello di Hollomon, si sono ottenute le espressioni della tensione
reale in funzione del degrado del materiale per entrambe le leghe (EN AW-4032 eq.7 ed
EN AW-2618 eq.8).
(7)
(8)
L’implementazione di tali modelli ed il confronto con alcune curve tensionedeformazione reali delle due leghe è rappresentato in Fig. 12.
153
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
400
350
EN AW-2618
EN AW-4032
Rp0,2, Mpa
300
y = 3.7545x - 169.89
R² = 0.9828
250
y = 3.1738x - 107.24
R² = 0.9927
200
150
100
a
50
450
400
y = 2.7503x + 32.75
R² = 0.9941
UTS, Mpa
350
300
250
y = 2.4146x + 23.415
R² = 0.9899
200
b
150
14
12
y = 2260.2x-1.249
R² = 0.8064
E%
10
8
6
4
y = 72694x-2.217
R² = 0.9298
2
c
0
50
60
70
80
90
100
HB10
110
120
130
140
150
Fig.9 – Relazione tra durezza residua e resistenza a snervamento (a), resistenza a rottura (b) ed
allungamento a rottura (c) per le leghe EN AW-4032 T6 ed EN AW-2618 T6
154
Capitolo 4
700
LEGA AA2618
650
K = 0,56HB + 512
R² = 0,3816
600
K, MPa
550
500
450
LEGA AA4032
400
K = 3,01HB + 159
R² = 0,95
350
300
50
70
90
110
130
150
HB10
Fig.10 – Relazione tra durezza residua e coefficiente di resistenza per le leghe EN AW-4032 T6
ed EN AW-2618 T6
0.35
LEGA AA2618
0.3
y = -0.0029x + 0.4848
R² = 0.9905
0.25
n
0.2
0.15
0.1
LEGA AA4032
0.05
y = -0.0018x + 0.3252
R² = 0.9373
0
50
70
90
110
130
150
HB
Fig.11 – Relazione tra durezza residua e coefficiente di incrudimento (b) per le leghe EN AW4032 T6 ed EN AW-2618 T6
155
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
Lega
EN AW-4032 T6
[AlSi12MgCuNi]
a
Lega
EN AW-2618 T6
[AlCu2MgNi]
b
Fig.12 – Confronto fra le curve tensione-deformazione reali (continue) e quelle simulate
(tratteggiate) tramite le equazioni 7 ed 8, per le leghe EN AW-4032 T6 (a) ed EN AW-2618 T6
(b).
Come evidente dai grafici di Fig. 12 il modello risulta tanto più adatto a descrivere il
comportamento del materiale tanto minore è la durezza residua dopo ciclaggio termico,
con forti scostamenti per i campioni a picco di durezza. Questo è fondamentalmente
imputabile alla semplicità della legge di Hollomon, che diventa tanto più inadatta a
descrivere l’andamento del materiale in campo plastico tanto più il materiale si
comporta “fragilmente” (ovvero tanto più è vicino al suo picco di durezza). per
temperature ≥ 230°C (che da simulazione si verificano praticamente su l’intero cielo
del pistone).
156
Capitolo 4
4.4
Effetto della microstruttura sulle proprietà meccaniche
Lo studio del comportamento meccanico dei campioni in funzione della loro
microstruttura è stato affrontato per queste due leghe solo qualitativamente. Tale studio
ha comunque evidenziato come la posizione di estrazione del campione influisca sulle
proprietà meccaniche del materiale e sulla posizione della zona di frattura all’interno del
tratto utile. Tale dipendenza è stata interpretata evidenziando variazioni di
microstruttura all’interno dei pistoni imputabili al processo di stampaggio. La
dipendenza dalla zona di estrazione e la posizione della superficie di frattura nel tratto
utile dei provini, risulta evidente per le due leghe dalla Fig.13 in cui è chiaro come il
processo di stampaggio conferisca al pistone una certa simmetria che si ripropone anche
nell’andamento della posizione media del punto di rottura.
D, mm
40
30
Fine tratto utile
20
10
0
0
10
20
30
a
40 50 60 70
Alesaggio, mm
80
90
D, mm
Fine tratto utile
15
10
5
0
50
60
70
80
90 100 110
Alesaggio, mm
Fig.13 – Posizione media del punto di rottura in funzione della zona di estrazione dei provini
estratti dai pistoni per le leghe EN AW-4032 T6(a) ed EN AW-2618 T6 (b).
b
0
10
20
30
40
Il secondo comportamento risulta chiaro dall’analisi delle singole classi di durezza dei
vari provini riportate in Fig.14 e Fig.15. Ai campioni estratti dalla zona laterale del
cielo del pistone, corrispondono tendenzialmente migliori proprietà di quelle
157
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
A%
Rm (MPa)
manifestate dai provini estratti in zona centrale per entrambe le classi di pistoni.
Ulteriore passo, è stata dunque l’analisi microstrutturale, che ha evidenziato risultati
opposti (Fig.16) per le due classi di pistoni. I pistoni in lega EN AW-4032 T6, erano
caratterizzati da un grano fine, ma cmq particolarmente disomogeneo in zona centrale
(Fig.17). Conferma della presenza di una microstruttura più grossolana (e quindi
peggiore) in zona centrale è giunta attraverso le analisi in microscopia elettronica. La
Fig.18, mostra un paragone fra i cristalli di Si eutettico dispersi nella matrice metallica
riscontrati di un campione estratto dalla zona centrale (a) e di un campione estratto dalle
zone laterali. Fra i due cristalli c’è un rapporto almeno pari a 5 (probabilmente riferibile
anche al grano). I provini in lega EN AW-2618 T6, al contrario, hanno mostrato un
grano di dimensioni decisamente maggiori (di ben due ordini di grandezza) e comunque
più fine in zona centrale che non nelle zone periferiche (Fig.19 e Fig.20).
E%
UTS
Stato Fornitura
120HB
105HB
90HB
Fig.14 – Andamento delle proprietà medie (UTS ed E%) riscontrate per le varie classi di
durezza residua, in funzione della posizione di estrazione dei provini ricavati dai pistoni in lega
EN AW-4032 T6.
E%
UTS
140HB
85HB
115 HB
70 HB
104
140 HB
85 HB
115 HB
70 HB
104 HB
Fig.15 – Andamento delle proprietà medie (UTS ed E%) riscontrate per alcune classi di durezza
residua, in funzione della posizione di estrazione dei provini ricavati dai pistoni in lega EN AW2618 T6.
158
Capitolo 4
10
Pistone 1
Grano, μm
8
Pistone 2
6
Pistone 3
4
Pistone 4
Lega
EN AW-4032 T6
[AlSi12MgCuNi]
2
Pistone 5
0
0
20
40
60
Alesaggio, mm
80
100
Grano, mm
400
300
200
100
Lega
EN AW-2618 T6
[AlCu2MgNi]
0
0
10
20
30
40
50
60
Alesaggio, mm
70
80
90
100
110
Fig.16 – Andamento delle dimensioni medie del grano nei provini ricavati dai pistoni in lega
EN AW-4032 T6 (valori misurati per ogni provino) e dai pistoni in lega EN AW-2618 T6
(valori medi su tutti i provini).
a
b
Fig.17 – Micrografie ottiche ad alto ingrandimento ritraenti zone del materiale a grano fine ed
omogeneo (a) e zone a grano disomogeneo (b) nei pistoni in lega EN AW-4032 T6.
159
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
a
b
Fig.18 – Micrografie SEM ad alto ingrandimento ritraenti fini (a) e grossolani (b) cristalli di Si
fratturati nei pistoni in lega EN AW-4032 T6.
a
b
Fig.19 – Micrografie ottiche ritraenti zone del materiale a grano fine (a) e zone a grano
grossolano (b) nei pistoni in lega EN AW-2618 T6.
a
b
Fig.20 – Fotocomposizione di micrografie ottiche ritraenti una porzione del pistone in lega EN
AW-2618 T6su un piano di sezione dello stesso passante per le portate spinotto (a) ed un
ingrandimento delle stesse in corrispondenza della camicia esterna in cui si nota un
ingrossamento del grano.
160
Capitolo 4
Le analisi in microscopia elettronica, come già quelle in microscopia ottica (Fig.17 e
Fig.19), hanno evidenziato un certo bandeggio nella distribuzione del grano e delle fasi
indurenti (a base Fe, Ni, Cu, Mg e Si). Per la lega EN AW-4032 l’evidenza di tale
bandeggio è riportata in Fig.21-a. L’osservazione delle fasi indurenti a maggiore
ingrandimento, e l’utilizzo della sonda EDS hanno permesso di distinguerne la natura
delle fasi e di osservare come quelle a base Fe-Ni (chiari in fig.21-b) tendano spesso a
raggrupparsi (e dunque a non distribuirsi omogeneamente) nell’intorno di altri
precipitati a base Mg-Si da cui evidentemente nucleano e si accrescono. In Fig.21 (c,d)
sono riportati gli spettri caratteristici delle fasi a base Mg-Si e Fe-Ni-Cu-Mg e
rispettivamente.
a
c
b
Spectrum 1
d
KeV
Spectrum 2
KeV
Fig.21 – Micrografie SEM della lega EN AW-4032 T6 che mettono in evidenza il bandeggio
della microstruttura (a) e la presenza di fasi indurenti (b) nella matrice contenenti Mg-Si (c) e
Fe-Ni (d) come elementi principali.
161
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
4.5
Comportamento a caldo della lega EN AW-4032 T6
Secondo quanto già riportato sopra (cfr.4.2), le prove sono state eseguite senza
l’applicazione di estensometro alla temperatura di 250°C. I risultati delle prove sono
riassunti nel grafico di Fig.22 e nei dati di Tab.11. L’assenza di estensometro ha reso
impossibile la misura del modulo elastico e la valutazione della tensione di snervamento
del materiale. La tabella 12 riassume i dati medi ottenuti a 25°C (cfr.4.4) ed a 250°C per
questa lega. Relazionando il comportamento alla durezza residua, si sono ottenuti i
risultati riportati in Fig.23 ed in Fig.24..
5
120 HB
4.5
4
carico [kN]
3.5
3d
1c
1d
1a
2a
3b
2c
3a
1b
85 HB
3
3c
2.5
2
60 HB
1.5
1
0.5
0
0
2
4
6
8
corsa [mm]
10
12
14
Fig.22 - Curve di flusso rilevate durante i test a 250°C (le diverse classi di comportamento sono
imputabili ai diversi stati metallurgici del materiale: T6 (peak-aged 121 HB), T6 degradato ad
86 HB, T6 degradato ad 61 HB)
Classe
121 HB
86 HB
61 HB
Provino UTS [MPa]
3C
3D
1C
1D
1A
2A
3B
3A
1B
2C
186.89
190.36
183.04
185.86
134.03
133.16
135.82
74.95
71.61
72.30
E%
22
21
24
24
27
31
26
42
51
47
Tab.11 - Tensione di rottura ed allungamento % a rottura a 250°C della lega EN AW4032-T6
per le tre classi di provini a durezza differenziata.
162
Capitolo 4
HB Media (Dev. St.) UTS Media (Dev. St.) E% Medio (Dev. St.)
250°C
121
86
61
2
1
1
187
134
73
3
1
2
22.8
27.8
46.7
1.5
2.9
4.3
HB Media (Dev. St.) UTS Media (Dev. St.) E% Medio (Dev. St.)
25°C
116.9
0.6
304
4
1.8
0.6
88.4
0.5
238
5
3.6
0.3
59.8
0.3
165
3
8.0
0.4
Tab.12 - Andamenti medi della tensione di rottura e dell’allungamento percentuale a rottura
della lega EN AW4032 - T6 per le tre classi di durezza residua a 250°C e 25°C (cfr.4.3).
350
250°C
300
y = 2.4146x + 23.415
R² = 0.9899
25°C
UTS, Mpa
250
200
150
100
y = 1.8527x - 34.392
R² = 0.982
50
0
0
20
40
60
80
Durezza residua, HB
100
120
140
Fig.23 - Andamento della resistenza a trazione in funzione della durezza residue a 25°C ed a 250°C.
50
250°C
45
25°C
40
y = 3148.1x-1.038
R² = 0.9442
35
E%
30
25
20
15
y =72694x-2.217
R² = 0.9298
10
5
0
40
60
80
100
Durezza residua, HB
120
140
Fig.24 - Andamento dell’allungamento a rottura in funzione della durezza residue a 25°C e 250°C.
163
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
Dai dati riportati in tabella 12 e nei grafici delle figure 23 e 24, si nota come la
temperatura di 250°C porti ad una significativa riduzione della tensione di rottura e ad
un significativo aumento dell’allungamento a rottura rispetto a quanto fatto registrare
alla temperatura di 25°C. Significativo è però il mantenimento della tipologia di
relazione fra la proprietà e la durezza residua del materiale. Tale relazione, rimane
lineare per le resistenza a trazione sia a temperatura ambiente che a 250°C. Allo stesso
modo, una legge di potenza, lega l’allungamento a rottura alla durezza residua ad
entrambe le temperature testate.
164
Capitolo 4
4.6
Conclusioni
L’analisi sperimentale condotta sui campioni estratti dai pistoni stampati in lega EN
AW-4032 [AlSi12MgCuNi] ed EN AW-2618 [AlCu2MgNi], ha permesso di
raggiungere parzialmente gli obiettivi previsti nell’ambito del progetto di ricerca e di
dottorato. Partendo dal materiale industriale, è stato possibile mettere in evidenza pregi
e difetti del processo di produzione e fornire dati di rilievo per le fasi di pre-processing
delle simulazioni strutturali realizzate su questi componenti. Chiaramente, un maggior
numero di prove a caldo, nonché una valutazione quantitativa dell’effetto della
microstruttura sul materiale, da unire eventualmente all’utilizzo di software di
simulazione di processo per la previsione della dimensione del grano, avrebbero
contribuito al raggiungimento di un risultato più ampio a ricco di risvolti. D’altra parte,
come già specificato anche nell’introduzione della tesi, lo studio delle leghe da
deformazione plastica, utilizzate per la realizzazione di pistoni, si è aggiunto come
secondo ambito di studio del progetto di dottorato, perché la progettazione meccanica
con queste leghe condivide le problematiche di perdita di proprietà nel tempo tipiche
delle leghe da fonderia Al-Si-Mg trattate termicamente. Al di là di ciò, i risultati
ottenuti, hanno messo in evidenza che:
Le leghe EN AW-4032 [AlSi12MgCuNi] ed EN AW-2618 [AlCu2MgNi], sono
fornite rispettivamente allo stato sottoinvecchiato e di picco di durezza, con durezze
rispettivamente pari a 115HB e 145HB.
Le proprietà meccaniche variano per entrambe le leghe a seconda della zona di
estrazione facendo verificare un minimo delle proprietà in corrispondenza della
zona centrale del cielo del pistone (sottoposta alla maggiore sollecitazione termica
in esercizio).
La distribuzione della dimensione media del grano, ha permesso di spiegare
parzialmente questo comportamento soprattutto per la lega EN AW-4032. Nella
zona centrale è infatti presente una certa disomogeneità microstrutturale ed un
grano tendenzialmente maggiore che non nelle zone periferiche del cielo.
La distribuzione delle fasi indurenti Fe-Ni, è sensibile della direzione del flusso
plastico del materiale e dunque non omogenea all’interno del pistone, con frequenti
addensamenti attorno a precipitati a base Mg-Si per la lega EN AW-4032.
La finestra di degrado per le due leghe si estende fino a 60HB di durezza residua
con modalità simili di transizione dalla condizione di picco di durezza (120HB per
la EN AW-4032 e 145HB per la EN AW-2618) fino a quella di degrado massimo.
La maggior presenza di Cu nella lega EN AW-2618, le permette di avere
tendenzialmente tempi di degrado maggiori a quelli della lega EN AW-4032.
Le proprietà statiche delle due leghe in funzione della durezza residua possono
essere descritte efficacemente con modelli di tipo lineare per la tensione di
snervamento e quella di rottura e con una legge di potenza per l’allungamento a
rottura. Per tutte questi modelli proposti, i coefficienti di determinazione raggiunti
sono superiori a 0,8.
165
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
In campo plastico, la definizione dei coefficienti di resistenza e di incrudimento
della legge di Hollomon, ha portato alla definizione delle curve tensionedeformazione reali in funzione della durezza residua per le due leghe:
(EN AW-4032)
(EN AW-2618)
166
Tali modelli, si sono rivelati più accurati per bassi valori di durezza residua del
materiale, dando luogo ad errori sempre maggiori avvicinandosi alla durezza di
picco (cui corrispondono comportamenti più “fragili” del materiale).
Nel comportamento a 250°C della lega EN AW-4032, si è riscontrato come, la
durezza residua del materiale, abbia un effetto determinante. Le relazioni che
legano UTS ed E% a tale parametro sono risultate anche in questo caso di tipo
lineare e di potenza rispettivamente.
Capitolo 4
Bibliografia
[1]
Richard Van Basshuysen and Fred Schafer Editors, Internal Combustion Engine
Handbook, SAE International, 2004
[2]
S. J. Barnes, K. Lades, SAE technical papers, 2002-01-0493
[3]
H. Lu, P. Kadolkar, K. Nakazawa, Met. Mats Trans A, 38, 2007, 2379-2388
[4]
M. Rogante, V.T. Lebedev, F. Nicolaie, E. Retfalvi, L. Rosta, Physica B:
Condensed Matter, Volume 358, Issues 1-4, 224-231
[5]
P. Cavaliere, Journal of Light Metals 2, 2002, 247–252
[6]
F. Bardi, M. Cabibbo, S. Spigarelli, Mat Sci Eng A, 334, 2002, 87–95
[7]
G. Fang, P. Zeng,, Journal of Materials Engineering and Performance,
Volume 15, Number 5, 535-539
[8]
M. H. Jacobs, Precipitation Hardening, TALAT Lecture 1204, EAA 1999
[9]
Z. Zhang, SAE technical papers, 2011-01-2230
[10] J. Wang, D. Yi, X. Su, F. Yin, Materials Characterization, 59, 2008, 965–
968
[11] Z. Asghar, G. Requena, H.P. Degischer, P. Cloetens, Acta Materialia 57 (2009)
4125–4132
[12] Z. Asghar, G. Requena, E. Boller, Acta Materialia 59 (2011) 6420–6432
[13] K. Yu, W. Li, S. Li, J. Zhao, Mat Sci Eng A368 (2004) 88–93
[14] G. Biroli, G. Caglioti, L. Martini, G. Riontino, Scripta Materialia, Volume 39,
Issue 2, 197-203
[15] S.C. Wang, M.J. Starink, N. Gao, Scripta Materialia 54 (2006) 287–291
167
Caratterizzazione delle leghe da deformazione plastica per pistoni EN AW-2618 T6 ed EN AW-4032 T6
168
Capitolo 5
CAPITOLO 5
Simulazione del degrado di una lega di alluminio da trattamento termico
in ambiente MATLAB®
5.1
Introduzione
Come già ampiamente discusso, fra le leghe di alluminio, le leghe da trattamento
termico sono sicuramente le più industrialmente utilizzate nel momento in cui venga
ricercata la massima resistenza specifica. Il raggiungimento dell’obiettivo di contenere
le masse, è permesso dalla presenza di Cu, Mg, Si, Zn o altri elementi di lega che, sotto
opportune condizioni, possono precipitare singolarmente o legati fra loro all’interno
della matrice ed ostacolare il moto delle dislocazioni [1,2]. Questo meccanismo di
rinforzo, è applicabile inoltre sia alle leghe da deformazione plastica che alle leghe da
fonderia. Nel caso particolare delle leghe Al-Si-Mg/Al-Mg-Si, la fase Mg2Si,
rappresenta il precipitato indurente stabile e la sequenza di precipitazione che ne
permette
il
raggiungimento,
può
essere
così
schematizzata:
α-sss
→zone_GP→β’’→β’→β (Mg2Si) [3,4,5]. Come già discusso (cfr. Cap.2 e Cap.3),
soprattutto nella definizione di ciò che precede la formazione dei precipitati β’’, molte
sono ancora le cose da chiarire.
Soprattutto nel caso delle leghe da deformazione plastica della serie 6000 (Al-Mg-Si),
sono stati proposti numerosi modelli di precipitazione [6-9] che, in forme più o meno
complesse, hanno sempre teso a sviluppare un calcolo della durezza (resistenza a
snervamento) risultante dal trattamento di invecchiamento, come contributo dovuto
all’alligazione, alla soprassaturazione della lega ed alla precipitazione delle fasi
indurenti. In questo senso, si sono sviluppati modelli anche per leghe della stessa
famiglia, ma contenenti anche Cu [10]. Assieme allo sviluppo di questi modelli, ne sono
anche stati proposti altri di natura semiempirica [11] e di più semplice applicazione
pratica. In ogni caso, sia modelli di maggior complessità, che modelli più semplici,
fanno uso di costanti che devono essere calcolate per ogni lega e necessitano di una
taratura sperimentale. Inoltre, gli autori citati, propongono una modellazione della fase
di invecchiamento e dunque di stazionamento della lega allo stato as-quenched a
temperatura costante per un definito e continuo arco di tempo. Queste condizioni sono,
per quanto già illustrato precedentemente (cfr.3 e cfr.4), assolutamente inverosimili nel
caso di simulazione di esercizio di organi motore.
In termini di progettazione meccanica di componenti in lega di alluminio destinati a
lavorare in temperatura, le condizioni di impiego non sono mai costanti, ed uno dei
maggiori problemi è la definizione della variazione di proprietà del materiale [12,13].
169
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
Tale variazione, dipende dal tempo e dalla temperatura di esposizione e quindi, per un
componente che varia continuamente le sue condizioni di esercizio, quale una testa
motore od un pistone, modelli di questo tipo non possono essere utilizzati.
Obiettivo di questa attività sperimentale, è stato lo sviluppo in ambiente MATLAB®, di
un algoritmo, e quindi un modello numerico, in grado di valutare la perdita di proprietà
di una lega di alluminio allo stato T6 nel corso di un ciclo qualsiasi di esposizione ad
alta temperatura.
170
Capitolo 5
5.2
Ipotesi di base e sviluppo dell’algoritmo
Per raggiungere l’obiettivo di fornire una curva di degrado di durezza, per esposizione
ad un ciclo qualsiasi di temperatura e per una generica lega di alluminio da trattamento
termico allo stato T6, si è proceduto basandosi sui dati sperimentali in possesso (curve
di degrado (a temperatura costante) in un certo intervallo di tempi e temperature) e su
alcune ipotesi semplificative. Queste ultime possono essere così riassunte:
La caratterizzazione sperimentale del materiale, in termini di curve di degrado,
deve prevedere una temperatura minima di caratterizzazione a cui la lega rimane
“insensibile”, ovvero che non ne causi una sensibile variazione delle proprietà nel
tempo (nel caso in esame della lega EN AW-4032 T6: 140°C).
Il materiale oggetto dello studio, si presuppone sufficientemente omogeneo per
composizione chimica e prassi di trattamento termico. In queste condizioni, la
durezza, è un indice sufficientemente rappresentativo dello stato di precipitazione
delle fasi indurenti all’interno della matrice del materiale. In altre parole, presi due
campioni della lega sottoposti ad un certa esposizione in temperatura, tali che
abbiano la stessa durezza (allo stato sottoinvecchiato o sovrainvecchiato), questi
sono caratterizzati da un’analoga distribuzione di precipitati indurenti.
Conseguenza di ciò, è che non importa come il materiale sia arrivato a quello stato
di durezza e dunque, cicli successivi di degrado semplicemente “sommano” il loro
contributo in una sorta di “legge di cumulazione del danno”.
Temperature rispettivamente inferiori a quella minima e maggiori a quella
massima, analizzate nella caratterizzazione del materiale, producono sulla lega,
effetti rispettivamente pari a quelli della temperatura minima e della temperatura
massima analizzate.
Raggiunto un certo valore di durezza residua, l’esposizione ad una certa
temperatura, ha effetto sulla lega solo se la temperatura in oggetto risulta
sufficientemente alta da poter raggiungere valori di durezza inferiori a quello in
esame entro il limite di 1 settimana di esposizione (limite dettato dai dati
sperimentali in possesso per la lega EN AW-4032 T6).
Basandosi su queste ipotesi, l’algoritmo, procede nel suo calcolo dopo che ha ricevuto
come input:
Le curve di degrado del materiale in un opportuno range di temperature e tempi.
Il ciclo di esposizione in temperatura (T,t) di cui va simulato l’effetto sulla lega.
Una volta inseriti alcuni dati dall’utente (ad esempio relativi a dimensioni degli
intervalli di tempo e/o temperatura da adottare nel corso della discretizzazione realizzata
dall’algoritmo), l’algoritmo procede costruendo una superficie di degrado (HB, t,T) e
discretizzando il ciclo di esposizione termica a cui la lega viene sottoposta. Molto
semplicemente, una volta fatto ciò, il degrado viene valutato come somma di contributi
a temperatura costante.
Nel seguito, viene illustrato un esempio di iterazione. In riferimento alla lega EN AC4032 T6, la durezza iniziale ottenuta tramite trattamento termico industriale, è stata pari
171
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
a circa 115HB. Questo, è il valore di ingresso nell’algoritmo secondo quanto illustrato
in figura 1, in cui viene riportata una parte del grafico contenete le curve di degrado
della lega EN AW-4032 T6 (cfr.4.3). Si ipotizza nell’esempio, che le temperature di
170°C e 200 °C siano quelle relative a due intervalli consecutivi del ciclo di degrado
applicato. Con HB, T, t, Δt seguiti da un numero, si indicheranno rispettivamente i
valori di durezza, temperatura, tempo e incremento di tempo, relativi all’i-esimo step di
degrado.
118
117
0
116
HB
Durezza
iniziale 115
140°C
200°C
230°C
260°C
290°C
114
113
112
170°C
217°C
245°C
275°C
111
110
0
1
2
3
4
tempo, h
Fig.1 – Condizione iniziale (di durezza) del materiale
5
118
1
HB
HB_1
140°C
200°C
230°C
260°C
290°C
115
Δt_1
170°C
217°C
245°C
275°C
112
0
1
2
t_1
3
4
5
tempo, h
Fig.2 – Durezza in uscita dopo l’applicazione del primo step del ciclo discretizzato di degrado.
Dopo un primo arco di tempo Δt_1 (coincidente con t_1) di mantenimento alla
temperatura T_1 di 170°C, ne risulta un valore di durezza residua pari ad HB_1 (Fig.2).
172
Capitolo 5
Secondo la discretizzazione operata, il ciclo di degrado prevede un secondo step di
mantenimento alla temperatura T_2 (di 200°C) per un tempo Δt_2; l’algoritmo allora
cerca le intersezioni della curva a durezza costante (HB_1) con la curva di degrado del
materiale alla temperatura T_2. Nel caso particolare in oggetto, ne trova due (punti 2 e
2b in figura 3) e sceglie il primo, dato che nel corso dello step di degrado precedente la
durezza era cresciuta (e quindi la lega è ancora nello stato sottoinvecchiato). Il tempo
t_2, non rappresenta altro che il tempo di mantenimento alla temperatura T_2,
equivalente in termini di degrado, a tutta la storia di esposizione subita dal materiale (in
questo caso equivalente al mantenimento per un tempo Δt_1 alla temperatura T_1).
118
HB_2
2b
HB_1
HB
2
115
140°C
200°C
230°C
260°C
290°C
Δt_2
170°C
217°C
245°C
275°C
112
0
3
4
5
NO
tempo, h
Fig.3 – Durezza in uscita dopo l’applicazione del secondo step del ciclo discretizzato di
degrado.
t_2
1
2
t_3
Trovato il tempo t_2, si aggiunge lo step di degrado Δt_2 ( a 200°C) per avere un nuovo
valore di durezza HB_2 in uscita corrispondente al secondo step del ciclo di degrado. A
questo punto si procede in maniera ricorsiva fino ad un valore di durezza finale ottenuto
dopo l’applicazione del numero di step previsti dalla discretizzazione del ciclo originale
di degrado.
Nell’aver a che fare con una lega sottoinvecchiata, si può incorrere in un problema che
possiamo così esemplificare: si suppone che il terzo step sia alla temperatura di 230°C,
per cui non c’è nessuna intersezione con la retta orizzontale al valore HB_2. In questo
caso, si è deciso di far scegliere all’algoritmo come tempo di riferimento, quello in cui
la curva a 230°C raggiunge il suo massimo (ovvero il tempo 0). In generale dunque, per
risolvere numericamente il problema, viene inserita una ulteriore ipotesi semplificativa
difficilmente introducibile in precedenza:
Se nel corso dell’algoritmo, per una data curva di degrado (a T costante), non esiste
intersezione col valore di durezza ottenuto nello step precedente allora:
173
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
1.
Se la durezza dello step precedente è maggiore di tutte le durezze ottenibili a
quella temperatura (come nell’esempio riportato), allora prendi il valore di
tempo corrispondente al massimo valore di durezza registrabile nella curva di
degrado con quella temperatura;
2. Se la durezza dello step precedente è minore di tutte le durezze ottenibili a
quella temperatura (nel caso ad esempio siano state toccate alte temperature e
si torni poi a bassa temperatura), allora, considera ininfluente il degrado
apportato da quello step di degrado.
Di seguito, viene riportato l’algoritmo, opportunamente commentato.
clc
clear
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Importazione superficie di degrado
M = importdata ('Degrado1 mod.xlsx');
T = M(:,1);
t_xls = M(:,2);
HB = M(:,3);
ft_HB = 'linearinterp';
opts_HB = fitoptions( ft_HB );
opts_HB.Weights = zeros(1,0);
opts_HB.Normalize = 'on';
[fitresult_HB, gof_HB] = fit( [T, t_xls], HB, ft_HB, opts_HB );
%superficie con tutte le durezze relative a tutte le temperature e
tempi
%da questa mi vado a calcolare i valori di durezza note le
temperature
%fornite e i tempi calcolati secondo il metodo iterativo seguente.
Hb_0 = fitresult_HB(T(1),t_xls(1));
%valore iniziale di durezza
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Importazione ciclo di degrado
N = importdata ('Ciclo_temperatura sin.xls');
t_ciclo = N (:,1);
T_ciclo = N (:,2);
t_c = N (:,1);
T_c = N (:,2);
%Freq=input('inserisci il valore della frequenza di acquisizione');
Freq=0.1;
Deltat=1/Freq;
NumTemp=length(T_ciclo);
for g = 1:(NumTemp)
if T_ciclo(g) < 140
%elimino le temperature non
processabili perchè non presenti tra i dati di degrado
T_ciclo(g) = 139;
%
t_ciclo(g) = 0;
elseif T_ciclo (g) > 290
T_ciclo(g) = 290;
174
Capitolo 5
end
end
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%si compatta il ciclo di degrado eliminando le parti a T costante
DT = input('inserire il valore di taglio per le temperature
consecutive ');
cont=0;
for k = 1:(NumTemp-2)
while abs(T_ciclo(k) - T_ciclo(k+1)) < DT && abs(T_ciclo(k) T_ciclo(k+2)) < DT && T_ciclo(k+2)~= 0
%se la differenza di due
temeperature consecutive è minore di 0,5 , la seconda viene eliminata
e
T_ciclo = [T_ciclo(1:k); T_ciclo((k+2):NumTemp); 0];
%il tempo ad essa associato aggiunto a quella precedente.In questo
modo si ottiene una matrice più
t_ciclo = [t_ciclo(1:k); t_ciclo((k+2):NumTemp); 0];
%compatta e processabile più velocemente. Vengono aggiunti degli zeri
in fondo che verranno poi eliminati.
cont=cont+1; %contatore dei tagli eseguiti
end
end
T_ciclo = T_ciclo(1:(NumTemp-cont)); %elimino gli zeri aggiunti in
fondo alla matrice nello step precedente.
t_ciclo = t_ciclo(1:(NumTemp-cont)); % ''
NumTemp=length(T_ciclo);
%ridefinisco NumTemp perchè la
sua dimensione è cambiata
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Q è la matrice del ciclo compatto equivalente al ciclo di degrado
Q = [T_ciclo,t_ciclo];
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Grafico: andamento della temperatura in funzione del tempo per il
ciclo
% reale e quello equivalente
t_gmax=max(t_c);
t_gmin=0;
T_gmin=min(T_ciclo)-50;
T_gmax=max(T_ciclo)+50;
Hb_gmin=min(HB)-10;
Hb_gmax=max(HB)+10;
hold on
subplot(311)
plot(t_c,T_c,'r-')
title('Ciclo di Degrado Reale')
axis([t_gmin t_gmax T_gmin T_gmax])
xlabel('tempo, s')
ylabel('Temperatura')
grid
subplot(312)
plot(t_ciclo,T_ciclo,'m-')
title('Ciclo di Degrado Equivalente')
175
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
axis([t_gmin t_gmax T_gmin T_gmax])
xlabel('tempo, s')
ylabel('Temperatura')
grid
subplot(313)
title('Degrado Durezza')
axis([t_gmin t_gmax Hb_gmin Hb_gmax])
xlabel('tempo, s')
ylabel('Durezza')
grid
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Si crea la matrice P delle temperature medie con le relative durate
di stazionamento
Temp = zeros(NumTemp-1, 1);
Deltat = zeros(NumTemp-1, 1);
for g = 1:(NumTemp-1)
Temp(g) = (T_ciclo(g)+T_ciclo(g+1))/2; % Temp = vettore con le
Temperature medie
Deltat(g) = t_ciclo(g+1)-t_ciclo(g);
% end
end
P = [Temp, Deltat];
% P è la matrice delle temperature medie con la relativa durata di
stazionamento
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%%%%%%%%%%%%%%%%%%%%%%%%% CUORE dell' ALGORITMO %%%%%%%%%%%%%%%%%%%%%%
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% inizializzazione di variabili per il calcolo di degrado delladurezza
t_step=input('Inserire il valore (in secondi) di discretizzazione
temporale della superficie di degrado ');
t_max=max(t_xls);
Numero=fix(t_max/t_step);
t_max_roundinf=t_step*Numero;
durezza(Numero) = 0;
tempo(Numero) = 0;
[a,b]=size(P);
Hb(a+1)= 0;
t(a)= 0;
h(a)=0;
S(a)=0;
ti(a)=0;
%MEMOtemp=zeros(a,4);
t(1) = P(1,2);
Hb(1) = fitresult_HB(T(1),t_xls(1));
if P(1,1)<140
Hb(2) = Hb(1);
else
Hb(2) = fitresult_HB(P(1,1),P(1,2));
end
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
176
Capitolo 5
for z = 3 : (a+1)
g=1;
if P(z-1)<140
Hb(z) = Hb(z-1);
S(z-1)=9;
continue
end
for tempo=0:t_step:t_max_roundinf
durezza (g) = fitresult_HB(P((z-1),1),tempo);
g=g+1;
%end
end
% calcolo il/i tempi in cui avviene l'intersezione tra la curva di
% degrado alla T (z+1) ed il valore di durezza raggiunto dopo
permanenza alla T(z)
if Hb(z-1) < min(durezza) || Hb(z-1) > max(durezza)
temp = 0;
else
k=1;
temp=0;
for i=1:(Numero-1)
if ( Hb(z-1) > durezza(i)) && Hb(z-1) < durezza(i+1) ||
(Hb(z-1) < durezza(i) && Hb(z-1) > durezza(i+1));
%il ciclo if stabilisce se la durezza sta aumentando o sta calando
temp(k) = i*t_step;
% temp è un vettore che
contiene le due coppie di tempi a cavallo dei quali c'è l'intersezione
delle durezze
temp(k+1) = i*t_step+t_step;
k = 3; % l=lenght(temp);
end
if length(temp)==4
break
end
end
end
h(z-1) = length(temp);
%%%%%%%%%%%%%%%%%%%%%%%% SERIE DI CASI POSSIBILI %%%%%%%%%%%%%%%%%%%%%
if
(Hb(z-2) > Hb(z-1) && h(z-1) == 4 && S(z-2)==11 && Hb(z1)>Hb(1))
%la durezza precedente è maggiore solo perchè nella
curva non c'è intersezione
Tempo(1) = (temp(1) + temp(2)) / 2;
ti(z-1) = Tempo(1);
t(z-1) = Tempo(1) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=1;
elseif (Hb(z-2) > Hb(z-1) && h(z-1) == 4 && S(z-2)~=11)
%la durezza cala e ho la dualità dei tempi
Tempo(2) = (temp(3) + temp(4)) / 2;
177
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
ti(z-1) = Tempo(2);
t(z-1) = Tempo(2) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=2;
elseif (Hb(z-2) < Hb(z-1) && h(z-1) == 4)
%la durezza cresce e ho la dualità dei tempi
Tempo(1) = (temp(1) + temp(2)) / 2;
ti(z-1) = Tempo(1);
t(z-1) = Tempo(1) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=3;
elseif (Hb(z-2) < Hb(z-1) && h(z-1) == 2)
%la durezza cresce ma non ho la dualità dei tempi (durezza monotona
crescente)
Tempo(1) = (temp(1) + temp(2)) / 2;
ti(z-1) = Tempo(1);
t(z-1) = Tempo(1) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=4;
elseif (Hb(z-2) > Hb(z-1) && h(z-1) == 2)
%la durezza cala (monotona decrescente
Tempo(1) = (temp(1) + temp(2)) / 2;
ti(z-1) = Tempo(1);
t(z-1) = Tempo(1) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=5;
elseif (Hb(z-1) > max(durezza) && temp == 0)
%la durezza è maggiore di quella di partenza ma non ho intersezioni
con la curva successiva, quindi mi porto a tempo zero
t(z-1) = P(z-1,2);
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=6;
elseif (Hb(z-1) < min(durezza) && temp == 0)
%nessuna intersezione la durezza non cambia
t(z-1) = t(z-2) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = Hb(z-1);
S(z-1)=7;
178
Capitolo 5
elseif (Hb(z-2) == Hb(z-1) && h(z-1)==2)
%conseguenza del caso 7 in cui ho delle durezze costanti con sucessivo
decremento di durezza
Tempo(1) = (temp(1) + temp(2)) / 2;
ti(z-1) = Tempo(1);
t(z-1) = Tempo(1) + P(z-1,2);
if t(z-1) > t_max_roundinf
t(z-1) = t_max_roundinf;
end
Hb(z) = fitresult_HB(P(z-1,1),t(z-1));
S(z-1)=8;
end
end
Hardness = Hb(length(Hb))
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
% Grafico: andamento della durezza in funzione del tempo
subplot(313)
plot(t_ciclo,Hb,'b')
title('Degrado Durezza')
axis([t_gmin t_gmax Hb_gmin Hb_gmax])
xlabel('tempo, s')
ylabel('Durezza')
grid
hold off
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
179
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
5.3
Discussione dei risultati
Sebbene ulteriori sviluppi dell’algoritmo siano necessari per il contenimento di
problematiche di instabilità e/o pesantezza computazionale, le potenzialità sono risultate
buone. In Fig.4, è riportato il risultato grafico dell’esecuzione di un ciclo di degrado a
scalino applicato sulla lega EN AW-4032 T6 con durezza iniziale di 115HB (come
quella caratterizzata in 4.3). Si vede come l’algoritmo, trasformi il ciclo di degrado in
un ciclo equivalente, “epurandolo” da tutti quegli step che appesantirebbero il calcolo
senza produrre in realtà alcuna modifica della durezza residua del materiale. La rampa
iniziale viene così ridotta al solo tratto che coinvolge temperature superiori ai 140°C. La
successiva esposizione a 170°C, porta la lega ad aumentare la sua durezza così come
avevamo visto in precedenza (cfr.4.3). Il successivo step a 200°C inverte la tendenza e
porta la lega nel campo sovrainvecchiato. Tornando a temperature basse (130°C) la lega
mantiene inalterata la propria durezza così, il lungo stazionamento a 130°C, si traduce
in un periodo di mantenimento del livello di durezza raggiunto. In realtà, in termini di
calcolo, lo stazionamento a 130°C, non viene considerato poiché, a tale temperatura, la
lega non subisce alcuna variazione di durezza. Ne deriva che, secondo quanto riportato
in figura 4, il ciclo equivalente (su cui viene effettuato il calcolo di degrado) differisce
notevolmente dal ciclo reale. Nel ciclo, a tale passaggio segue un mantenimento ad alta
temperatura (250°C) cui corrisponde, evidentemente, un calo di durezza che porta la
durezza finale del materiale attorno ai 90 HB.
Fig.4 – Generico ciclo di degrado a gradino (a) con relativo ciclo equivalente calcolato
dall’algoritmo (b) e valutazione dell’andamento della durezza nel tempo generato sulla lega EN
AW-4032 T6
180
Capitolo 5
L’applicazione iniziale dell’algoritmo a cicli di esposizione a temperatura costante, ha
permesso l’ottenimento di buoni risultati (figura 5) che hanno a loro volta testimoniato
la bontà dei dati sperimentali acquisiti per la lega EN AW-4032 (cfr.4.3). Come
evidente dal grafico, l’errore massimo compiuto è di 5HB (4% circa) in corrispondenza
delle durezze maggiori (115). Fra le ragioni di questo comportamento, è stata addotta
una certa incertezza della condizione di durezza iniziale del materiale. A questa, è
attribuito un diverso stato di precipitazione di partenza e dunque, un diverso
comportamento con l’esposizione alla temperatura. Nonostante ciò, considerando anche
gli errori numerici introdotti, i risultati ottenuti in questi semplici test, sono parsi
incoraggianti.
130
120
HB10 ottenuta
110
100
y = 0.9665x
R² = 0.9949
90
80
70
60
50
50
60
70
80
90
100
HB10 simulata
110
120
130
Fig.5 – Confronto fra i dati di durezza residua forniti dall’algoritmo ed i valori di durezza
sperimentalmente misurati dopo esposizione di alcuni campioni di lega EN AW-4032 a cicli a
temperatura costante.
A fianco allo sviluppo dell’algoritmo, si è provveduto a sviluppare un sistema di
acquisizione delle temperature che, saldamente connesso al provino, fornisse
direttamente il ciclo di degrado subito dal provino stesso, qualsiasi esso fosse. La figura
6-a, riporta appunto il sistema di acquisizione (con frequenza di acquisizione paria ad 1
Hz) e il sistema di fissaggio della termocoppia sul campione di prova. La figura 6-b,
riporta invece l’acquisizione delle temperature su un campione di prova in lega ENAW-4032 T6 (Fig.6-a) sottoposto alla rampa di riscaldamento del forno elettrico
utilizzato per le prove, da temperatura ambiente fino a 300°C e successivo
stazionamento di circa 1h a quella temperatura.
181
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
a
b
350
Temperatura, °C
300
250
200
150
100
50
0
0
1000
2000
3000
4000 5000
tempo, s
6000
7000
8000
Fig.6 – Dispositivo per l’acquisizione di temperatura messo a punto durante lo studio (a) e curva
di acquisizione della temperatura di un campione in lega EN AW-4032 T6 sottoposto ad una
rampa in forno elettrico tra 25°C e 310°C (b).
Questa rampa, è stata introdotta all’interno dell’algoritmo come test di prova per il
calcolo della durezza risultante di un transitorio termico. La durezza in out-put, è
risultata dipendere sensibilmente dai due parametri in ingresso dell’algoritmo: i) il
valore massimo del salto di temperatura concesso fra due passi successivi dell’algoritmo
(ΔT); ii) il valore del passo temporale con cui viene discretizzata la superficie di
degrado inserita come dato di in-put (Δt). La figura 7, riassume l’andamento della
durezza simulata dall’algoritmo, per il ciclo di esposizione riportato in Fig.6-b, in
funzione di questi tempi e temperature di discretizzazione. Considerando che la misura
sperimentale della durezza del materiale, ha fatto rilevare il raggiungimento di 81 HB, si
nota come, nel range dei parametri di in-put forniti, l’errore massimo commesso è stato
pari a 9 HB (11%). In funzione della grande dipendenza tra le proprietà meccaniche
182
Capitolo 5
residue e la durezza del materiale, caratteristica delle leghe di alluminio da trattamento
termico (cfr. 3.5 e 4.3), tale valore è risultato elevato ed intollerabile. Numerosi sono
però i margini di miglioramento. Entrambe le curve di figura 7, per opportuni valori dei
tempi e temperature di discretizzazione, permettono infatti di raggiungere il dato
sperimentale. Tempi di discretizzazione eccessivamente ridotti aumentano l’errore
massimo commesso come, d’altra, sembra succedere per ridottissimi intervalli di
temperatura (gli andamenti infatti non sono risultati asintotici al tendere di ΔT a 0).
Entrambe queste considerazioni, spingono a pensare che il problema sia di tipo
numerico e di instabilità dell’algoritmo piuttosto che di non validità dell’ipotesi
fondante di “cumulabilità del danno”.
90
88
86
84
HB
82
80
Rilevamento
sperimentale
78
76
74
1000s
72
100s
70
0
2
4
6
8
ΔT di discretizzazione del ciclo, °C
10
12
Fig.7 – Confronto fra i dati di durezza residua forniti dall’algoritmo (funzione dei parametri di
discretizzazione di tempo e temperatura forniti dall’operatore) ed il valore di durezza
sperimentalmente misurato sul campione in lega EN AW-4032 sottoposto al ciclo di
esposizione in temperatura di Fig.6-b.
183
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
5.4
Conclusioni
Errori ridotti (max 4%) nella simulazione della durezza residua della lega EN AW-4032
T6, sono stati ottenuti nel caso di cicli di mantenimento a temperatura costante. Lo
sviluppo di un’opportuna attrezzatura per l’acquisizione della temperatura durante prove
condotte variando la temperatura di esposizione, ha permesso di valutare il
funzionamento dell’algoritmo in semplici casi di transitori termici. I risultati ottenuti
sono stati in questo caso peggiori (errori massimi del 11%) ma passibili di
miglioramento con successivi sviluppi dell’algoritmo. Gli errori rilevati infatti, non
hanno minato le ipotesi semplificative alla base dell’algoritmo, ma ne hanno più che
altro fatto emergere i problemi di tipo numerico.
In conclusione, i risultati ad oggi ottenuti, lasciano intravedere buoni margini di
miglioramento. Come già accennato, ulteriori sviluppi per il mantenimento della
stabilità numerica ed il contenimento dei tempi di calcolo, devono essere apportati. In
quest’ottica, si ritiene possibile applicare l’algoritmo a cicli di esposizione quali quelli
che le leghe da trattamento termico, oggetto di questo studio (e non), possono subire
durante l’esercizio di organi quali teste motore o pistoni di motori ad elevate
prestazioni.
184
Capitolo 5
Bibliografia
[1]
M. H. Jacobs, Precipitation Hardening, TALAT Lecture 1204, EAA 1999
[2]
S. P. Ringer, K. Hono, Materials Characterization, 44:101–131 (2000)
[3]
J. Lendvai, T. Ungár, I. Kovács, Mat. Sci. Eng., 16. 85-89 (1974)
[4]
M. Murayama, K. Hono. Acta mater. Vol. 47(5) (1999) 1537-1548
[5]
G.A. Edwards, K. Stiller, G. L. Dunlop, M. J. Couper, Acta mater. 46(11) (1998)
3893-3904
[6]
H.R. Shercliff, M.F. Ashby, Acta Metall Mater 1990;38(10):1789.
[7]
H.R. Shercliff, M.F. Ashby, Acta Metall Mater 1990;38(10):1803.
[8]
Deschamps A, Brechet Y. Acta Mater 1999;47(1):293.
[9]
Myhr OR, Grong Ø, Andersen SJ. Acta Mater, 2001, 49, 65.
[10] S. Esmaeili, D.J. Lloyd, W.J. Poole, Acta Materialia 51 (2003) 2243–2257
[11] A.R. Eivani, A. K. Taheri, journal of materials processing technology 205, 2008,
388–393
[12] P.A. Rometsch, G.B. Schaffer; Materials Science and Engineering A325 (2002)
424–434
[13] Murat Tiryakio˘glu, John Campbell, James T. Staley; Materials Science and
Engineering A361 (2003) 240–248
185
Simulazione del degrado di una lega di alluminio da trattamento termico in ambiente MATLAB®
186
Conclusioni
CONCLUSIONI
L’analisi dello stato dell’arte del comportamento meccanico delle leghe di alluminio da
trattamento termico, e la sperimentazione condotta su alcuni casi industriali all’interno
di questo studio, ha messo in evidenza come, la composizione chimica, il processo, la
microstruttura, il trattamento termico e le condizioni di esercizio del componente,
possano mutare drasticamente la risposta del materiale alle sollecitazioni termomeccaniche. Tutte queste variabili devono dunque essere tenute in opportuna
considerazione nell’ambito della progettazione di componenti meccanici, quali teste
motore e pistoni, destinati all’impiego in condizioni di esercizio estreme. Inoltre, come
ampiamente accennato, la tendenza odierna nell’ambito della progettazione meccanica
di componenti complessi quali quelli presi in esame in questa tesi, è verso una
integrazione sempre maggiore delle fasi di progettazione strutturale e tecnologica, con
intenso utilizzo di software di simulazione in entrambe queste fasi. Obiettivo
dell’attività sperimentale svolta durante il dottorato, è stato proprio quello di supportare
la fasi di progettazione/simulazione strutturale e di processo di questi componenti,
fornendo una caratterizzazione dettagliata dei materiali utilizzati, in termini di proprietà
fisiche, tecnologiche e meccaniche. Di seguito sono elencati i principali risultati della
sperimentazione condotta in stretta sinergia con aziende leader nel settore motoristico.
E’ stato ampiamente investigato l’effetto del processo produttivo sulle microstrutture
di getti complessi, colati in conchiglia in lega EN AC-42100 T6 [AlSi7Mg0,3], in
termini di contenuto di difetti, distribuzione di SDAS, nonché effetto degli affinanti
ed degli agenti modificatori su dimensioni del grano e morfologia del Si eutettico.
Analogamente, si è evidenziato come la forgiatura di leghe di alluminio per la
produzione pistoni, quali la EN AW-2618[AlCu2MgNi] e la EN AW-4032
[AlSi12MgCuNi], comporti una disomogeneità microstrutturale e quindi di proprietà
all’interno del componente.
Si è indagato l’effetto della microstruttura sulle proprietà meccanica della lega EN
AC-42100 T6, quantificando il contributo di ogni caratteristica microstrutturale nella
definizione delle proprietà statiche e dinamiche. Sono stati, a riguardo, proposti
modelli empirici di previsione della resistenza a trazione (UTS), della resistenza a
snervamento (YS) e dell’allungamento a rottura (E%) in funzione di durezza, SDAS,
contenuto di difetti e dimensione media del Si eutettico della lega. I risultati hanno
evidenziato errori medi del 3% nella previsione di UTS ed YS e del 20% nella
187
Introduzione
previsione di E%. La caratterizzazione a fatica del materiale ha invece evidenziato
grandi dispersioni dei dati, per ridotte tensioni di carico, conducendo a risultati
significativi solo per tensioni alterne di 70 MPa. In questo caso, è stata rilevata una
buona dipendenza tra il numero di cicli a rottura del materiale ed i valori di SDAS e
del contenuto medio di difetti (R20,6).
E’ stato studiato l’effetto della temperatura sulle proprietà della lega da fonderia EN
AC-42100 T6 e sulle leghe da deformazione plastica EN AW-2618 T6 e la EN AW4032 T6. Nel primo caso, è stato condotto uno studio sia delle diverse fasi del
trattamento termico, che della variazione di proprietà del materiale allo stato T6 con
l’esposizione ad alta temperatura. Si è così evidenziato come un pre-invecchiamento
a temperatura ambiente anche di sole 2 h, potesse ridurre le tensioni di rottura e
snervamento di circa il 20% e l’allungamento a rottura di circa il 30%. Inoltre, si è
visto come la durezza residua e lo SDAS siano le variabili fondamentali per definire
il comportamento meccanico del materiale nel suo stato sottoinvecchiato, di picco e
sovrainvecchiato. Anche in questo caso, sono stati proposti modelli empirici di
previsione delle proprietà meccaniche tutti caratterizzati da coefficienti di
determinazione molto alti (R2>0,8). La previsione dell’allungamento a rottura ha
fatto registrare coefficienti leggermente inferiori (R20,7), evidenziando
l’importanza dello SDAS nel definire questa proprietà.
Nel caso invece delle leghe da deformazione plastica, gli effetti della microstruttura
sono risultati minori, con al massimo una variazione del 5% in funzione della zona di
estrazione del campione. La durezza residua del materiale, allo stato
sovrainvecchiato, è risultata il parametro necessario e sufficiente per definire tutte le
proprietà del materiale (UTS, YS, E%, coefficienti di resistenza K ed incrudimento
n) con grande precisione (R20,9).
Con l’obiettivo di verificare i dati sperimentali ottenuti, si è proceduto, in ultima
istanza, con lo sviluppo di un applicativo in ambiente MATLAB®, per il calcolo delle
proprietà meccaniche residue delle leghe studiate, dopo un‘esposizione a temperatura
variabile. I risultati, ottenuti con cicli di prova a T costante, hanno evidenziato scarti
ridotti nella previsione della durezza residua (max 4%), mentre errori maggiori sono
stati riscontrati in applicazioni su cicli transitori fra due temperature, ma con grandi
margini di ottimizzazione.
In conclusione, l’obiettivo di supportare la nuova metodologia di progettazione di
componenti sollecitati termo-meccanicamente, che vede integrate le fasi di
progettazione meccanica e tecnologica, al fine di ridurre tempi e costi di sviluppo
prodotto, è stato pienamente raggiunto. I risultati ottenuti, in termini di quantità e
qualità, hanno rappresentato un passo significativo in questa direzione che, per essere
totalmente intrapresa in ambito aziendale, ha bisogno di vincere le resistenze di un
sistema progettuale con una storia consolidata e ricca di successi quale quella di Ferrari.
I grandi cambiamenti sono frutto però di piccoli passi successivi, uno dei quali è
costituito da questo studio e dal progetto nell’ambito del quale questo è stato realizzato.
188
Ringraziamenti
RINGRAZIAMENTI
Desidero ringraziare innanzitutto la Prof.ssa Lorella Ceschini, per la passione che ha
saputo trasmettermi ed il costante supporto che mai mi è stato fatto mancare durante
questi tre anni. Grazie per le proficue discussioni, i continui stimoli, la profusione di
conoscenze e per avermi dato la possibilità di conoscere realtà industriali tanto belle
quanto fra loro diverse. Un ringraziamento altrettanto particolare va anche all’ Ing.
Alessandro Morri, per la sua capacità di cogliere il centro delle questioni e proporre una
soluzione semplice, metafora del suo sereno approccio alla vita anche, se così piena di
impegni. Grazie ad entrambi per avermi fatto crescere sia dal punto di vista
professionale, che soprattutto dal punto di vista umano.
Un immancabile ringraziamento al Dott. Fabrizio Tarterini ed al Dott. Iuri Boromei, per
aver messo a mia disposizione il loro tempo e le loro straordinarie capacità. Assieme a
loro, desidero ringraziare tutto il personale del ‘Dipartimento di Scienza dei Metalli,
Elettrochimica e Tecniche Chimiche’ (SMETEC) della Facoltà di Chimica Industriale
dell’ Alma Mater Studiorum - Università di Bologna, che mi ha visto suo ospite per
questi tre anni.
Un grazie, anche alle persone con cui ho avuto la fortuna di collaborare nell’ambito dei
progetti di ricerca in cui è maturata l’attività di dottorato. Fra questi, in particolare,
vorrei ricordare l’Ing. Gianluca Pivetti, il Dott. Simone Messieri ed i professori Luca
Tomesani dell’Università di Bologna e Gianni Nicoletto dell’Università di Parma e
Piacenza.
Grazie a tutti i miei colleghi dottorandi dell’Alma Mater Studiorum, con cui ho vissuto
piacevolmente il rapido scorrere di questi tre anni e con cui spero ancora di vivere
entusiasmanti avventure scientifiche. Assieme a loro, ringrazio anche i laureandi ed i
tirocinanti che durante questi anni si sono succeduti.
Desidero ringraziare sinceramente il Prof. Nicola Paone, Coordinatore del corso di
dottorato e dimostratosi sempre persona cordiale e gentile. Assieme a lui, un grazie alla
Ripartizione dottorato di ricerca dell’Università Politecnica delle Marche.
Grazie infine alla mia famiglia, fonte di serenità, fondamentale certezza e conforto,
roccia salda in cui confido.