LABORATORIO DI SIMULAZIONE
CIM - A
Manuale descrittivo e di esercizi
Laboratorio CIM
DL CIM-A
CIM-A
Descrizione e Manuale pratico
DL8195
Nastro trasportatore
DL8191
Unità di trasporto orizzontale
Unità di presa e posizionamento
“L’utente deve leggere tutte le pagine del manuale per una migliore comprensione del contenuto
ed un corretto uso del prodotto”
2
DL CIM-A
Copyright e osservazioni
Questo manuale descrive i vari argomenti affrontabili in relazione alla configurazione
del CIM.
A causa delle numerose possibilità, non si descriveranno gli argomenti che non si
possono o non si devono affrontare.
Si é fatta molta attenzione nella redazione di questo manuale ed i disegni, la
documentazione e la programmazione sono allineati col sistema in oggetto e
rimangono nei limiti di questa apparecchiatura.
Il contenuto é stato descritto di modo semplice per permettere un facile uso
dell’apparecchiatura
L’utente deve far riferimento a questo manuale prima
e
durante
l’uso
dell’apparecchiatura. La non osservanza di questa regola può risultare in mancanza
di conoscenza che può portare a danni sia per l’utente che per l’apparecchiatura
Tutte le specifiche e le caratteristiche del prodotto possono essere cambiate senza
preavviso.
Il capitolo degli esercizi aiuta a capire e scrivere programmi nel linguaggio LADDER
per il controllo delle varie parti del sistema. L’utente può scrivere i propri programmi
aiutandosi con gli esempi contenuti.
▲ Leggere il manuale attentamente e conservarlo in un posto adeguato
Non é permesso la riproduzione di questo manuale, in qualsiasi forma, totale o
parziale
La proprietà intellettuale di questo manuale appartiene alla De Lorenzo
3
DL CIM-A
De Lorenzo
De Lorenzo CIM .
Questa apparecchiatura é stata accuratamente progettata per dare le basi ai futuri
professionali di “MECATRONICA”.
Studiando e approfondendo la teoria ed il funzionamento di questi prodotti si acquista
una solida conoscenza nella:
Manufattura assistita da Computers
Le ricerche della De Lorenzo in questa area di prodotti le consentono di fornire la
conoscenza di uno standard industriale. De Lorenzo ha sviluppato un tipo di software
che si può utilizzare con svariate combinazioni di hardware, facilitando la realizzazione
di una ampia gamma di prodotti.
4
DL CIM-A
Contenuto
Pagina No
1 INTRODUZIONE
Pag. 6
2 DESCRIZIONI E SPECIFICHE
Pag. 9
2.1 Nastro trasportatore
Pag. 9
2.2 Unità di trasporto orizzontale
Pag. 12
2.3 Unità di presa e posizionamento
Pag. 13
2.4 Sensori e interruttori
Pag. 15
2.5 Sistema Eletro-Pneumatico
Pag. 19
2.6 PLC
Pag. 21
2.7 Messa in esercizio del CIM
Pag. 23
3 MANUALE DEGLI ESERCIZI
Pag. 25
3.1 Unità nastro trasportatore
Pag. 25
3.2 Unità di trasporto orizzontale
Pag. 27
3.3 Unità di presa e posizionamento
Pag. 29
3.4 Schema di collegamento connettore
Pag. 31
5
DL CIM-A
1.
Introduzione
Sistema CIM - Automazione
Automazione é la tecnologia con la quale un processo o un procedimento é realizzato
senza l’assistenza dell’uomo. Questo processo è realizzato usando un insieme di
istruzioni lette da un controllore che le esegue passo a passo.
L’esecuzione delle istruzioni risulta anche nel movimento degli attuatori elettrici e
meccanici che realizzando le loro funzioni attingendo energia da una sorgente, in
comune con quella necessaria al processo stesso.
Alimentazione
Istruzioni di
programma
Controllo del
sistema
Processo
Manufattura assistita da Computers - CIM
La Manufattura assistita da Computers oltre ad utilizzare tutte le capacità funzionali del
CAD (progetto mediante computers) e tutte la capacità
funzionali del CAM
(fabbricazione mediante computers) aggiunge anche funzioni operative tipiche del
sistema produttivo .
Il sistema CIM
ideale utilizza computers e comunicazione per realizzare tutte le
funzioni operative e tutti i processi produttivi, partendo dalla ricezione dell’ordine e
arrivando all’invio del prodotto passando per il suo progetto.
Il CIM ingloba il CAD ed il CAM come si può notare dallo schema seguente.
6
DL CIM-A
1.2.
Introduzione
Scopo del CIM
Scopo of CAD/CAM
Progetto
Funzioni
Produttive
Produzione
Pianificazione
della
Produzione
Controllo di
Produzione
Il concetto del CIM prevede l’integrazione di tutte le fasi del sistema di produzione in un
sistema computerizzato, che assista guidi e automatizzi tutte le operazioni; in tal modo,
attraversando tutta la catena degli eventi, l’uscita di un’attività alimenta l’entrata della
successiva, partendo dall’ordine arrivando all’invio del prodotto minimizzando l’utilizzo di
personale produttivo.
7
DL CIM-A
1.3.
Introduzione
CAD
Modellazione geometrica
Analisi di progetto
Revisioni di progetto
Disegni del prodotto
Progetto
Sistema Elettronico
Ordini Clienti
Ordini di produzione
Fatturazione
Funzioni
Produttive
Produzione
Pianificazio
ne
Controllo
Di
produzione
CAM
Controllo di Processo
Monitorazione Processi
Inspezioni in Linea
Registro produzione
Dettagli di un Sistema CIM .
8
CAM
Valutazione costi
CAPP
Programmazioni (NC)
Documentazione.
Pianificazione (MRP)
DL CIM-A
2.
Descrizione e Specifiche
2.1 Nastro trasportatore
Sistemi di movimentazione
I sistemi di movimentazione costituiscono una famiglia di sistemi di trasporto molto
vasta, destinata al trasporto di materie lungo un percorso predefinito, generalmente in
grande quantità. Esempi sono costituiti da rulli, nastri, trasportatori a due linee. Possono
essere motorizzati o non motorizzati. I trasportatori motorizzati si distinguono dagli altri
sistemi motorizzati per il fatto di avere il sistema meccanico inamovibile. I trasportatori
non motorizzati possono essere attivati sia da operatori umani, sia per effetto di gravità.
Nastri
Il nastro trasportatore è un sistema costituito da un nastro ottenuto da un materiale
elastico (gomma) rinforzato in modo essere flessibile ma non estensibile.
Ad un estremo del sistema è presente un rullo in grado di trasferire il movimento da un
motore al nastro. Quest’ultimo è inserito in una struttura costituita da rulli disposti per
consentire lo scorrimento lungo il percorso.
I nastri trasportatori sono diffusi in due forme:
- nastri piani per pallets, parti singole
- nastri speciali per il trasporto di materiale informe (farina, grano, sabbia, ghiaia….)
Il materiale posizionato su nastro viaggia lungo il percorso; nel caso di materiale informe,
i rulli ed i supporti conferiscono al nastro una sezione, rispetto alla direzione del moto, a
forma di V per contenere i materiali.
Nei sistemi automatici di fabbricazione si usano I nastri trasportatori di ciclo chiuso ossia
il pezzo da lavorare parte ed arriva allo stesso punto.
In questo caso metà del movimento é utilizzato per inviare il pezzo e l’altra metà é
utilizzata per riceverlo lavorato.
Un nastro trasportatore molto conosciuto é quello che movimenta le valigie che arrivano
all’aeroporto.
Meccanismi di trasporto di materiali nella linea di produzione
I sistemi di movimentazione nelle linee di produzione automatiche si dividono in sincroni
ed asincroni. I meccanismi sincroni sono largamente impiegati nelle catene produttive
dove ogni singola parte del processo di lavorazione precede o segue il flusso di lavoro,
come per esempio l’immersione di pezzi in differenti bagni chimici. In questi meccanismi
il tempo rappresenta una variabile importante. Meccanismi continui di trasporto non sono
utilizzati quando é necessaria una precisione di registro in una o più stazioni di lavoro,
come per esempio processi di foratura.
I meccanismi asincroni, specialmente quelli che usano i nastri, si usano per alimentare i
posti di lavoro sia inviando un kit da montare sia trasportando il kit trasformato alla
stazione successiva. Questi ultimi sono più costosi, ma sono più flessibili e permettono
una espansione o riduzione delle quantità a produrre.
9
DL CIM-A
Sistemi di movimentazione lineare:
In questi sistemi i pezzi da lavorare sono dislocati linearmente su un nastro
trasportatore.
Il movimento lineare dei materiali può essere bloccato sfruttando la frizione di contato tra
il pezzo ed il nastro, realizzando in tal modo la movimentazione asincrona: determinate
soste e quindi operazioni possono essere realizzate in ogni stazione utilizzando fermi a
scomparsa o altri sistemi di blocco.
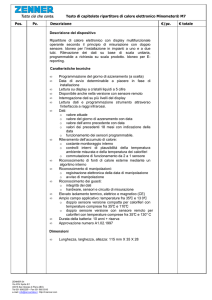
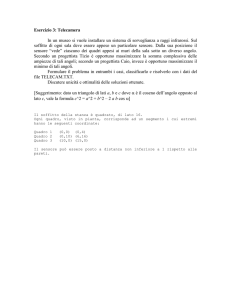
Descrizione e Specifiche
Sensore Induttivo
Sensore Capacitivo
Nastro trasportatore
Sensore
Ottico
Motore
Il nastro trasportatore della CIM A muove oggetti dal punto iniziale fino all’estremità
opposta, riproducendo una situazione reale nel campo dei sistemi automatici.
Il movimento del pezzo é unidirezionale.
10
DL CIM-A
Il nastro trasportatore si movimenta su due rulli fissati ai due estremi. Il rullo destro é
azionato da un motore mediante una cinghia dentata. Il nastro si movimenta in modo
continuo.
•
Il motore azionatore è un motore DC a 24 .
•
Si riscontrano tre sensori istallati ai lati del nastro.
•
Uno é del tipo induttivo per rivelare il passaggio di pezzi metallici.
• Il secondo é del tipo capacitivo per rivelare il passaggio di pezzi non metallici
• Il terzo é del tipo ottico per rivelare la presenza di pezzi
• L’elettronica di controllo di questo meccanismo deve avere 4 segnali.
• Il numero di segnali di entrata è pari a tre (associati ai sensori) ed il numero di uscite
di controllo è pari a uno, ossia il comando motore. (3 input and 1 output).
Specifiche
Modello: Nastro trasportatore
Tipo: Orizzontale piano
Lunghezza: 500 mm
Larghezza: 51 mm
Motore a 24VDC con riduttore
Sensori di presenza materiali – Capacitivo e Induttivo
Sensore di arresto – tipo ottico
Pezzi da lavorare in plastica e in alluminio
Materiale del nastro – Nylon
Numero necessario di entrate e uscite del PLC - 3 entrate e 1 uscita
11
DL CIM-A
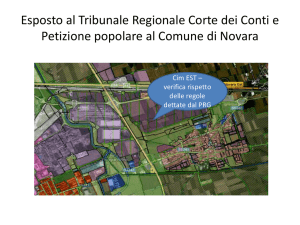
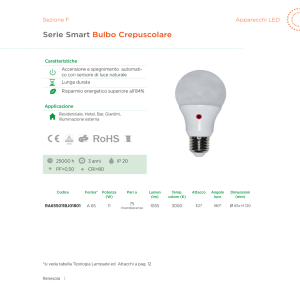
2.2 Unità di trasporto orizzontale
Descrizione
L'unità di trasferimento orizzontale è un attuatore lineare controllato
pneumaticamente.
Due interruttori magnetici sono stati istallati per monitorare la posizione di fine
corsa dell'unità di scorrimento su entrambi i lati.
L’unità orizzontale trasferisce oggetti metallici dal nastro al punto di lavoro
dell’unità di presa e posizionamento; si tratta di un cilindro a doppia azione agisce
in modalità di trascinamento (rod less).
Specifiche
Modello: Unità di scorrimento orizzontale
Tipo: Pneumatico .
Percorso : 200 mm
Pressione operativa: 6 Bar
Numero necessario di entrate e uscite del PLC- 2 entrate e 1 uscita
Due sensori magnetici collocati in posizione iniziale e finale dell’attuatore con tensione di
Bobina di 24 VDC
Solenoide
Unitá di trasferenza
orizontale
12
DL CIM-A
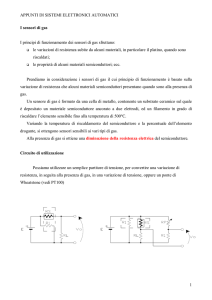
2.3 Unità di presa e posizionamento (Pick and Place)
Descrizione
L’Unità di presa e posizionamento è un sistema con movimenti pneumatici e con
controllo elettrico delle posizioni di fine corsa.
Ci sono tre parti principali nell'unità: 1. Braccio verticale (cilindro Verticale a
doppia azione). Braccio orizzontale (cilindro orizzontale di doppia). Pinza
angolare (pinza di doppia azione per prendere i pezzi di lavoro). Due interruttori
magnetici, per ogni braccio, sono stati istallati per verificare la posizioni di fine
corsa degli attuatori.
Questa unità trasferisce i pezzi da lavorare dalla alimentazione della unità di
trasferimento orizzontale al recipiente di pezzi metallici (box).
Specifiche
Tipo: attivazione pneumatica
Percorso verticale: 80 mm
Percorso orizzontale: 150mm
Capacità di carico: 0.5Kg
Movimento verticale: cilindro a doppia azione con due sensori magnetici di fine corsa,
con tensione di bobina 24 V
Movimento orizzontale: cilindro a doppia azione con due sensori magnetici di fine corsa,
con tensione di bobina 24 V
Pinza: pneumatica angolare
Pressione operativa: 6 Bar
Numero necessario di entrate e uscite del PLC - 4 entrate (sensori) e 3 uscite
(elettrovalvole)
13
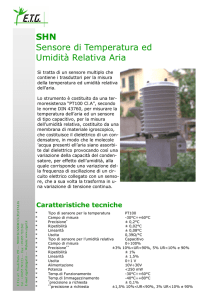
DL CIM-A
Braccio orizzontale
Braccio Verticale
Pinza
Unitá Orizzontale
Modulo delle valvole
Questo modulo unisce quattro elettro-valvole, ciascuna costituita da un attuatore
elettromeccanico. Ogni bobina è azionata da un’uscita del PLC, in relazione a
dall’applicativo di controllo.
Le quattro valvole comandano:
1. Il nastro trasportatore
2. Il braccio orizzontale
3. Il braccio verticale
4. La pinza per la presa dei pezzi
14
DL CIM-A
2.4 Sensori, Interruttori e Sistemi Elettro-Pneumatici
Introduzione; i sensori
Una larga varietà di apparecchiature è disponibile per collezionare informazioni
dal processo di produzione e inviarle al centro di gestione e decisione. In generale,
un'apparecchiatura di misura è composta di due parti: un sensore ed un trasduttore. Il
sensore rivela la variabile fisica di interesse ed il trasduttore la converte
proporzionalmente in forma elettrica. Il segnale quantificato può essere interpretato
come il valore misurato. In certi casi il sensore ed il trasduttore sono integrati in un
unico dispositivo, come per esempio un interruttore di fine corsa che converte il
movimento meccanico in un segnale elettrico.
Interruttore di prossimità
I sensori di prossimità segnalano la vicinanza di un oggetto senza che ne vengano in
contatto. Quelli utilizzati nel CIM sono del tipo induttivo, capacitivo e ottico.
Sensore di prossimità induttivo
Il sensore di prossimità induttivo incorpora una bobina elettromagnetica che è usata per
rivelare la presenza di un oggetto di metallo che altera il suo campo magnetico. Questo
tipo di sensore discrimina l'oggetto non-metallico.
Teoria di funzionamento
Una bobina alimentata crea un campo magnetico sede della rivelazione. Se
l’alimentazione é fatta con un circuito oscillatore, la frequenza di
oscillazione varia in presenza di un oggetto metallico nel campo magnetico
Rimosso l’oggetto dalla sede del campo, il circuito ritorna alla sua frequenza
originale. Il passaggio di ogni oggetto provoca un segnale una variazione
interpretabile come segnale.
15
DL CIM-A
Sensore di prossimità capacitivo
L’effetto capacitivo si manifesta quando abbiamo due piastre metalliche ed un materiale
non conduttivo (dielettrico isolante;non metallico) interposto tra di loro, anche esso
concorrente alla determinazione del valore della capacità.
Sensori di prossimità capacitivi similarmente a quelli induttivi, producono un campo nelle
proprie vicinanze.
La differenza principale tra i due tipi è che quello capacitivo produce un campo
elettrostatico invece di un campo elettromagnetico. I sensori di prossimità capacitivi
rivelano possono rilevare sia materiali metallici (simulando una delle piastre) sia
materiali non metallici (simulando il dielettrico isolante) come carta, vetro, liquidi ecc..
La superfici di un sensore capacitivo è formata da due elettrodi di metallo concentrici che
usano l’aria come dielettrico. Quando un oggetto si avvicina alla superficie degli elettrodi
provoca il cambiamento della capacità che a sua volta induce un cambiamento della
frequenza di un circuito oscillatore, notificando la presenza dell’oggetto.
In alternativa, il sistema di rilevazione può funzionare nel utilizzando un oscillatore che
viene attivato dalla presenza dell’oggetto: la capacità cambia valore oltre una certa
soglia che permette l’innesco delle oscillazioni. Un trigger controlla l’ampiezza delle
oscillazioni e al superamento di una soglia prefissata, commuta l’uscita del sensore,
segnalando la presenza. L’allontanamento del pezzo provoca la diminuzione
dell’ampiezza delle oscillazioni, provocando la commutazione dell’uscita al valore
iniziale.
16
DL CIM-A
Sensore di prossimità ottico/ Sensore fotoelettrico
Questo tipo di sensore sfrutta la riflessione della luce per rivelare la presenza dei pezzi.
IL sensore digitale senza contatto è costituito da un emettitore (fonte di illuminazione) e
ricevitore (cella fotosensibile) del raggio luminoso.
Si possono identificare tre tipi:
1) L’emettitore opposto al ricevitore con l’oggetto tagliando il raggio.
2) L’emettitore accanto al ricevitore ed un riflettore opposto ai due con un oggetto
tagliando il raggio
3) L’emettitore accanto al ricevitore con l’oggetto facendo da riflettore
Il CIM utilizza il tipo tre
17
DL CIM-A
Pannello di Comando
Descrizione
Quattro interruttori sono utilizzati per azionare il sistema di CIM.
L'utente può avvalersi opportunamente di questi interruttori per azionare il sistema.
1-Interruttore elettrico: Tipo Fungo
Questo interruttore consente di interromper l’energia elettrica dell’intera macchina.
2-Inizio ciclo (verde): Questo interruttore è configurato di modo da iniziare l’esecuzione
del programma. La pressione di questo pulsante da inizio la funzionamento del CIM, che
eseguirà il programma di lavoro caricato nel Logic Module. L’utente può configurare
questo ingresso come pulsante di avvio di altri piccoli esercizi.
3-Fermata ciclo (rosso): Questo interruttore è configurato per terminare l'esecuzione
del programma in un determinato momento. Al momento della sua pressione il CIM
fermerà il ciclo nel punto in cui si trova. L’utente può configurare questo ingresso come
pulsante di stop di altri piccoli esercizi.
4-Interruttore pneumatico: Tipo rotante
Consente di eseguire un arresto di emergenza pneumatica: il suo azionamento blocca
l’approvvigionamento di aria agli attuatori pneumatici.
Configurazione degli interruttori
1. Inizio di ciclo: configurazione Normalmente aperta
2. Fermata di ciclo: configurazione Normalmente chiusa
3. Interruzione Elettrica: configurazione Normalmente chiusa
4. Interruzione Pneumatica: configurazione Normalmente aperta
18
DL CIM-A
2-5 Sistemi Elettro-pneumatici:
Pneumatica:
I circuiti pneumatici hanno avuto por molto tempo una considerevole applicazione nelle
più semplici applicazioni meccaniche, ma negl’ultimi tempi hanno trovato un ruolo
determinante nello sviluppo delle soluzioni per l'automazione. Di seguito si dà una breve
descrizione dei componenti utilizzati nel CIM.
Valvola Pneumatica:
Questo componente pneumatico è utilizzato per indirizzare l’aria compressa (forza o
segnale pneumatico) al posto e al momento giusto. Si comporta come un interruttore
aprendo, chiudendo o commutando il flusso dell’aria compressa. La valvola può essere
comandata da un segnale di aria compressa o da un segnale elettrico (solenoide).
Valvola con un Solenoide :
L’alimentazione del solenoide causa l’azionamento della valvola, che rimane attivata
fino a ché il solenoide non viene disattivato. In questo CIM si utilizzano valvole con un
solenoide.
Valvola con doppio Solenoide :
La valvola è azionata con applicazione alternata di tensione ai suoi solenoidi e
memorizza la sua ultima posizione anche dopo la rimozione del segnale di controllo, fino
al ricevimento del segnale opposto.
Attuatore
Un attuatore pneumatico è un'apparecchiatura che converte l’aria compressa in
movimento meccanico. Gli attuatori pneumatici possono essere di due tipi: lineare e
rotanti, in accordo con il tipo di movimento sviluppato ossia lineare e angolare:
Movimento lineare
Cilindro a doppia azione (azionato bidirezionalmente)
Cilindro ad azione unica (con ritorno per molla)
Movimento angolare
Motore ad aria compressa
Tavolo giratorio
In questa CIM il modulo “unità di trasferimento Orizzontale” ed i Bracci dell’”Unita di
presa e posizionamento” usano cilindri a doppia azione.
Attuatore lineare controllato pneumaticamente (cilindro a doppio effetto).
Due porte sono utilizzate alternativamente per fornire (aria compreessa) e scaricare la
camera di azionamento del cilindro. Il vantaggio consiste nella possibilità di effettuare
lavoro in entrambe le direzioni.
Attuatore Rod less a doppio effetto.
In questo attuatore la trasmissione di movimento è fatta per mezzo della forza magnetica
che il pistone interno, azionante un magnete permanente, fa sul tavolo mobile (slitta)
19
DL CIM-A
esterno. Questo vuole dire che non esiste nessun accoppiamento meccanico tra le parti
riducendo cosi le dimensioni totali e mantenendo protetto il cilindro il cui azionamento è
pneumatico.
Due interruttori magnetici (reed switch) incorporati nel sistema sono utilizzati per
verificare le posizioni estreme.
Il carico può essere posizionato direttamente sulla superficie (tavolo) esterna che segue
il movimento del cilindro.
Questo azionamento e utilizzato per realizzare l’unità di trasporto orizzontale.
Unità di Servizio (FRL):
Le funzioni connesse alla preparazione dell’aria compressa, come filtrare, regolare e
lubrificare per proteggere e garantire il funzionamento dei componenti pneumatici,
possono essere realizzate da componenti individuali ma possono anche essere
combinate in un'unità spesso chiamata “unità di servizio”.
Le unità di servizio sono connesse “a monte” del sistema pneumatico.
Il dimensionamento usuale è:
-
20
600 KPa (6 Bar) nella sezione di alimentazione
300 a 400 KPa (4 bar) nelle sezioni di controllo.
DL CIM-A
2.6 Modulo di Logica programmabile PLC:
Il modulo di logica programmabile PLC è un'apparecchiatura a stato solido, progettata
per compiere le funzioni logiche previste nei controlli industriali.
Il modulo PLC agisce in sostituzione totale della logica realizzata a relé, dei contatori, dei
temporizzatori e con aumento nella flessibilità e l'affidabilità. Si é ampiamente
comprovato che la maggioranza dei problemi riscontrati con i sistemi che usano PLC è
dovuta a cause esterne, quali il malfunzionamento di interruttori di fine corsa, di sensori,
connessioni, ecc.
Ogni PLC riceve segnali e comanda attuatori.
Elementi di entrata tipici sono: pulsanti, interruttori di fine corsa, interruttori di prossimità,
contatti, sensori, ecc.
Gli elementi di comando tipici sono: valvole a solenoide, relé, luci di indicazione, LED,
motori, ecc. Il PLC non è un sistema di potenza ma un sistema di controllo, decisione e
comando. La potenza elettrica necessaria per alimentare i componenti esterni è ottenuta
da un apposito alimentatore esterno alla logica, anche se in generale si utilizza
alimentazione pneumatica.
Linea
220Vac
50Hz
653%6%'
21
DL CIM-A
Specifiche
Modulo PLC:
Schneider Electric
Modello :
SR3 B261 BD
Numero di I/O:
20
Ingressi:
12 (6 entrate digitali e 6 entrate analogiche)
Uscite:
8 digitali
Nota:
Per lo studio particolareggiato di questo PLC ci si riferisca al manuale Schneider
Electric. sul sito: www.telemecanique.com
Software del PLC:
Il software del Modulo PLC è gratuito e può essere scaricato direttamente dalla pagina
web della Telemecanique ossia:
http://www.telemecanique.com/en/library/index_softwares.htm
22
DL CIM-A
2.7 Messa in esercizio del CIM
Attivare la chiave elettrica generale (vicino alla fonte).
Alimentare l'unità di servizio (FRL) con aria compressa.
Controllare la pressione nel misuratore - valore richiesto è 6 Bar.
Premere l’interruttore di inizio ciclo (verde) per fornire i 24 VDC al motore che
guida l’unità nastro trasportatore.
Posizionare i pezzi di lavoro sul nastro trasportatore. Il nastro movimenterà i pezzi
verso l’unita orizzontale e saranno identificati dai tre sensori del nastro; il sensore
capacitivo che identificherà il pezzo non metallico e lo lascerà proseguire fino alla
fine, ossia sarà scaricata nel magazzino. Il sensore induttivo identificherà i pezzi
di metallo; in questa situazione, il programma prevede che la forchetta dell’unità
orizzontale catturi l’oggetto e lo sposti verso l’unita Pick and Place.
Il sensore ottico installato alla fine del percorso, avviserà il PLC che il pezzo é
stato depositato nel suo magazzino e fermerà il nastro trasportatore.
L'unità di trasferimento orizzontale azionata dalla sua elettrovalvola trasferirà il
pezzo sotto all’unità di presa e posizionamento.
L’unità di presa e posizionamento si sposterà fino ad raggiungere il pezzo e lo
bloccherà. Due interruttori magnetici di fine corsa assicurano i movimenti e le
posizioni iniziale e finale. Grazie alla pressione pneumatica la pinza è aperta o
chiusa con l’aiuto della propria elettrovalvola.
Nella posizione di scarico il braccio verticale depositerà il pezzo nel magazzino
dei pezzi metallici.
Varie unità di CIM possono essere programmate facilmente ed essere collegate tra di
loro usando Moduli di Logica PLC e così realizzare un complesso sistema di
manufattura.
23
DL CIM-A
24
DL CIM A
Manuale degli esercizi
Per rendere operativo il CIM bisogna scrivere il programma di funzionamento con l’ausilio di un
PC ed il software della Schneider.
Questo software deve essere scaricato nel PLC usando un cavo di connessione tra le due porte
RS232 esistenti sia nel PC che nel PLC.
Qualsiasi modifica dei cicli di movimento del CIM implica la modifica del Software.
Il PLC supervisionerà, in questo modo, tutto il funzionamento del CIM
Vediamo adesso le varie parti della programmazione e suggeriamo all’utente di utilizzare queste
conoscenze per realizzare cicli differenti.
3.1 Unità nastro Trasportatore
Il programmatore deve stabilire l'indirizzo delle entrate e uscite del PLC.
L'unità nastro trasportatore ha cinque entrate ed una uscita.
Inputs/entrate
Entrate
Interruttore di Avvio ciclo
Interruttore di arresto ciclo
Sensore induttivo
Sensore capacitivo
Sensore Ottico
Indirizzo del PLC
I1
I2
I3
I4
I5
Outputs/uscite
Uscite
Relé di azionamento del motore del
Nastro trasportatore
Indirizzo del PLC
Q5
Questa unità può anche essere usata come addestramento base su sensori e motori,
valida per qualsiasi sistema di automazione.
Il diagramma di flusso seguente ci permette stabilire il ciclo di funzionamento e ci servirà
durante lo sviluppo del programma.
25
DL CIM-A
Diagramma di flusso del ciclo del Nastro trasportatore
Inizio
Alimentare
il CIM
Il
sensore
capacitivo
é stato
attivato?
NO
Verificare la
presenza di
materiale sul
nastro!
YES
NO
Il
sensore
ottico é stato
attivato?
YES
ritrarre l´unitá
orizzontale
Disattivi il
Nastro!
Stop
26
NO
il sensore
Induttivo é
stato
attivato?
YES
ritrarre
l’unitá
orizzontale
Verifica la
presenza dei
pezzi!
Il
sensore
YES
NO
ottico é stato
attivato?
Scarica il
Pezzo!
Verifichi la
Presenza
Dei pezzi
Sul
Nastro!
DL CIM-A
3.2 Unità di Trasporto orizontale
Questa unità è comandata pneumaticamente, e possiede due sensori di fine
corsa magnetici. Il pezzo è raccolto dal nastro trasportatore ed posizionato sotto
la presa pneumatica.
L’unità presenta due entrate e un’uscita.
Entrate/Inputs
Inputs
Interruttore di avvio ciclo
Interruttore di arresto ciclo
Sensore magnetico di inizio corsa
Sensore magnetico di fine corsa
Indirizzo del PLC
I1
I2
I6
IB
Uscite/Outputs
Outputs
Elettrovalvola di movimento orizzontale
Indirizzo del PLC
Q1
Questo diagramma di flusso può anche essere usato come addestramento base su
sensori e attuatori per qualsiasi sistema di automazione.
Il diagramma di flusso seguente ci permette stabilire il ciclo di funzionamento e ci servirá
de ausilio durante lo sviluppo del programma.
27
DL CIM-A
Diagramma di flusso dell’unità di movimentazione orizzontale
Inizio
Unitá orizzontale in
Posizione di presa
Il sensore induttivo
é stato attivato?
No
Yes
Pezzo sul nastro
estendere l´unitá
Orizzontale
ritrarre l´unitá
orizzontale in
posizione di presa
28
YES
Il sensore ottico é
stato attivato?
No
DL CIM-A
3.3 Unità di presa e posizionamento
Questa unità prende il pezzo e lo posiziona convenientemente (nel nostro caso lo
scarica nel magazzino dei pezzi metallici).
Questa unità è comandata da tre elettrovalvole che controllano i tre movimenti
(salita e discesa, avanti e indietro, presa e scarico) e possiede quattro sensori
magnetici di fine corsa .
L’unità presenta quattro entrate e tre uscite.
Entrate/Inputs
Inputs
Interruttore di Avvio ciclo
Interruttore di arresto ciclo
Interruttore reed di fine corsa verticale
tutto sopra
Interruttore reed di fine corsa verticale
tutto giù
Interruttore reed di fine corsa orizzontale
tutto avanti
Interruttore reed di fine corsa orizzontale
tutto indietro
Indirizzo del PLC
I1
I2
IE
IF
ID
IC
Uscite/Outputs
Outputs
Eletrovalvola del braccio verticale
Eletrovalvola del braccio orizzontale
Elettrovalvola presa pezzi
Indirizzo del PLC
Q3
Q2
Q4
Questo diagramma di flusso può anche essere usato come addestramento base su
sensori e attuatori per qualsiasi sistema di automazione.
Il diagramma di flusso seguente ci permette stabilire il ciclo di funzionamento e ci servirà
da ausilio durante lo sviluppo del programma.
29
DL CIM-A
Diagramma di flusso di presa e posizionamento
Inizio
Il sensore di fine corsa indietro
dell’attuatore orizzontale è
attivato?
No
Verifica la presenza
di pezzi!
Yes
Discesa del
braccio
verticale
Chiudi
Presa
Salita del braccio
verticale
Estendi
braccio orizzontale
Discesa del braccio
vertiale
Ritorno del braccio
orizzontale
Rilascia la presa
(Scarico del pezzo)
Stop
Salita del braccio
verticale
Questo diagramma di flusso può anche essere usato come addestramento base su fine
corsi e attuatori per qualsiasi sistema di automazione.
30
DL CIM-A
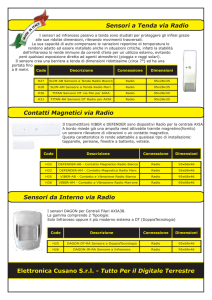
3.4 Schema di collegamento connettore
31
DL CIM-A
Manutenzione e precauzioni
Manutenzione e precauzioni
♦ Assicurarsi che tanto l’energia elettrica che quella pneumatica siano presenti ed
al valore corretto.
♦ Provvedere ad un ambiente appropriato libero di polvere e umidità
♦ Provvedere alla pulizia della macchina e dell’ambiente alla fine del lavoro.
♦ Provvedere ad una base solida e libera da vibrazioni per l’installazione
dell’apparecchiatura
♦ Fornire un PC-XP con due porte: Com 1 (9 pin) and Com2 (25 pin).
♦ Fornire un compressore di min. 50 litri con pressione di lavoro da 6 a 9 Bar
♦ Assicurarsi che tutte le connessioni elettriche e pneumatiche siano sicure e
stabili.
♦ Alla fine del giorno assicurarsi che tutti i moduli siano in posizione di riposo, e
togliere l’alimentazione.
32
© 1996 - 2015 DE LORENZO SPA - Printed in Italy - All right reserved
DE LORENZO SPA
V.le Romagna, 20 - 20089 Rozzano (MI) Italy
Tel. ++39 02 8254551 - Fax ++39 02 8255181
E-mail: [email protected]
Web sites: www.delorenzoglobal.com