Dr. Andrea Basso
Leg Or Srl, Bressanvido (Vicenza), ITALIA
Andrea Basso è il Responsabile tecnico della Ricerca
e Sviluppo e della Produzione della Leg Or. Nel 2003
gli è stato conferito l’Award for Excellence in Research
da parte del Santa Fe Symposium.
L’allergia da nichel provocata da leghe in oro bianco
al nichel, è stato il primo segnale d’allarme per quanto
concerne i possibili effetti negativi del gioiello sulla
salute. Le allergie sembrerebbero essere in aumento
in tutti i settori della vita moderna. Con il
coinvolgimento dei ricercatori dell’Istituto della Clinica
Dermatologica dell’Università di Padova, in questa
memoria si affronterà il problema delle allergie,
valutando le possibili soluzioni.
Autori:
Dr. Andrea Basso, Massimo Poliero, Michele Pertile
Leg.Or Srl, Bressanvido (Vicenza), Italia
Prof. Andrea Peserico, D.ssa Ilaria Romano
Clinica Dermatologica, Università di Padova, Italia
D.ssa Anna Belloni Fortina
Dipartimento di Pediatria, Università di Padova, Italia
Il gioiello e la salute:
conoscenze attuali e prospettive di miglioramento
Parole chiave: dermatite allergica da contatto, ACD, prova cutanea, nichel,
cobalto, rame, zinco, argento, oro, palladio, cromo.
Riassunto
Nei nostri giorni il concetto di sicurezza si estende a tutti gli aspetti della nostra vita. Cibo,
vestiario, edifici, trasporti, condizioni di lavoro e molti altri aspetti della vita di tutti i giorni sono
sottoposti ad attente analisi dei pericoli, per ridurre al minimo i rischi per la salute dell’uomo.
Spesso i gioielli sono in contatto diretto con la pelle di molte persone per tempi
lunghi. Durante questi periodi, possono interagire con la superficie della pelle in
diversi modi, che dipendono dagli individui, dal loro stile di vita, dall’ambiente e dalle
caratteristiche chimiche e fisiche dei gioielli.
In questa memoria si analizzano i risultati di studi sperimentali di cessione di metalli
in differenti condizioni. Lo studio delle correlazioni tra corrosione e altre variabili
come composizione della lega, forma dei gioielli e metodo di produzione mirano a
fornire ulteriori informazioni su questo importante argomento.
Introduzione
Le allergie da contatto rappresentano un problema che attraversa tutti gli aspetti della vita
quotidiana. I consumatori e le pubbliche autorità sono sempre più preoccupati per il
diffondersi delle allergie tra la popolazione. Tra queste, l’allergia al nichel è indubbiamente la
più nota e la più studiata. Il nichel è comunemente usato come materia prima in vari settori
della produzione (1), che comprendono l’acciaio inossidabile per i settori alimentare e
farmaceutico, utensili, monete, occhiali e gioielleria. Studi epidemiologici (2) hanno dimostrato
che almeno il 10% delle donne è sensibilizzato al nichel e si ritiene che questo numero tenda
a crescere. Il settore della gioielleria, ed in particolare della bigiotteria, è stato identificato come
una delle cause principali del diffondersi dell’allergia al nichel (3), a causa di un certo numero
di caratteristiche tipiche, come la foratura (“piercing”), e del contatto diretto e prolungato con
zone della pelle del corpo considerate particolarmente sensibili. La preoccupazione delle
autorità, manifestata con l’emanazione di norme specifiche, come EN1810 (4), EN1811 (5) ed
EN12742 (6), unita alla consapevolezza dei consumatori dell’importanza del problema, ha
contribuito alla diffusione in vari settori di prodotti senza nichel o di prodotti controllati a bassa
cessione di nichel, indicati come “controllati per il nichel”.
Quest’ultimo tipo di prodotti sta acquistando gradualmente credibilità tra i consumatori
in differenti settori, inclusi i cosmetici.
Ciò non di meno, anche se la correlazione causale tra l’indossare gioielli contenenti
nichel e la comparsa di fenomeni allergici è ampiamente riconosciuta, sono scarsi i dati
disponibili sulla correlazione tra contenuto di nichel e valori di cessione determinati in
Giugno 2004
23
base alla direttiva europea EN1811:1988.
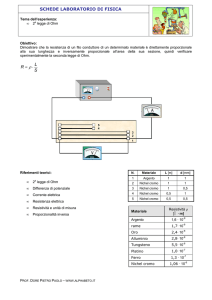
In base all’elaborazione dei risultati di 770 prove di cessione effettuate presso il
laboratorio Legor nel periodo 1999-2003 su campioni di varia forma, caratura e origine,
prelevati casualmente, è stata trovata una correlazione inversa tra il numero dei casi
positivi (cioè cessione di nichel superiore a 0,5 µg/cm2/settimana) e aumento della
caratura, con 32% dei campioni del gruppo a 9 carati e 7% dei campioni del gruppo a
18 carati che superano il limite (tab. 1 e fig. 1). Questi risultati sono in accordo con quelli
già noti, relativi alla minor resistenza alla corrosione delle leghe a bassa caratura, ma
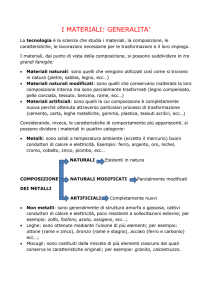
hanno anche indicato, dopo esame dei risultati ottenuti con un sottogruppo di 227
oggetti, che gli alti valori di cessione non sono necessariamente associati ad un alto
contenuto di nichel (fig. 2). Inoltre, suddividendo i risultati in base alla caratura, è stato
osservato non solo che l’alto contenuto di nichel non è necessariamente associato con
alti valori di cessione, ma che piuttosto era vero il contrario (tab. 2).
Sulla base delle considerazioni e dei risultati sopra descritti e tenendo conto che, secondo
studi recenti, altri metalli usati per la produzione di gioielleria, come cobalto, palladio e
l’oro stesso, possono avere azione di tipo allergenico, questo studio mira a fornire una
panoramica del problema della dermatite allergica da contatto, discutendola da un punto
di vista sia medico che metallurgico, ed a studiare le condizioni di cessione del nichel e di
altri metalli usati nella lavorazione di leghe d’oro di vario tipo, in differenti condizioni
sperimentali. Lo studio della correlazione tra composizione della lega, forma dell’oggetto,
metodo di produzione e condizioni di corrosione può portare un ulteriore contributo alla
messa a punto di metodi per controllare il fenomeno della dermatite allergica da contatto.
Tabella 1 – Risultati di 770 prove di cessione del nichel su pezzi di gioielleria
Cessione di
nichel
(µg/cm2/sett.)
Risultato della cessione di nichel per ogni caratura (numero di oggetti)
8K
9K
10K
14K
18K
>0,5
20
48
6
58
25
0,5> e >0,1
0
43
6
52
62
<0,1
1
55
9
134
251
21
146
21
244
338
Numero totale
di oggetti
770
Figura 1 – Correlazione tra caratura e cessione di nichel osservata su un campione formato
da 770 oggetti di gioielleria in oro bianco contenente nichel, suddivisi per caratura
24
Jewelry Technology Forum
Figura 2 – Correlazione tra contenuto di nichel e cessione del nichel
Tabella 2 – Correlazione tra contenuto di nichel e numero di casi positivi,
divisi per caratura
Caratura
Percentuale
di nichel nella lega
Numero di casi
positivi osservati
Percentuale di casi
positivi (%)
Ni% < 10
3 / 12
25
10 < Ni% < 16
5 / 27
18
Ni% < 8
10 / 32
31
8 < Ni% < 13
6 / 49
12
Ni% < 6
7 / 55
12
6 < Ni% < 12
3 / 52
6
9K
14K
18K
Dermatite allergica da contatto (ACD)
La ACD è uno dei problemi dermatologici più frequenti. Clinicamente si presenta
come una dermatite eczematosa, che si verifica nella zona della pelle in contatto con
gli allergeni (sostanze capaci di causare una dermatite allergica) presenti
nell’ambiente, ed il cui aspetto può variare secondo la localizzazione e la durata. I
metalli sono apteni, cioè sostanze con basso peso molecolare (< 500 Da) incapaci
di per sé di causare allergia, a meno che si leghino a molecole più grandi per formare
un complesso (antigene), che è in grado di provocare sensibilizzazione (7).
Il processo che si svolge all’insorgenza di una ACD può essere diviso in due fasi:
induzione dello stato di sensibilizzazione specifica e provocazione di una reazione in
un individuo precedentemente sensibilizzato.
1. Induzione: (fig. 3) un allergene che penetra nella pelle si associa con un legame
covalente di coordinazione con molecole di classe II presenti nelle cellule di Langerhans.
Attraverso i vasi linfatici, le cellule di Langerhans che trasportano un allergene giungono
nelle zone paracorticali dei linfonodi della zona. Qui avviene un contatto multiplo con le
cellule T. L’interleukina 1 (IL1) liberata dalle cellule di Langerhans e l’interleukina 2 (IL2)
delle cellule T provocano una proliferazione di cellule T specifiche. Queste cellule T
attivate, chiamate anche “cellule effettrici” sono messe in circolazione ed alcune di esse
ritornano nella pelle. Da questo momento il soggetto è sensibilizzato.
Giugno 2004
25
2. Reazione allergica: (fig. 4) quando un soggetto sensibilizzato viene in contatto
con un allergene specifico, le cellule che trasportano l’allergene e le cellule T
vengono in contatto nella pelle e liberano delle citokine, che richiamano nella
zona altre cellule T con effetti di infiammazione, che provocano lo sviluppo di una
reazione eczematosa.
Figura 3 – Fase di induzione della ACD
(LC = Cellule di Langerhans;
KC = Cellule cheratiniche)
Figura 4 –
Fase di manifestazione della ACD
Figura 5 – Pelle del lobo dell’orecchio affetta da dermatite allergica da contatto (ACD)
Attualmente non vi è modo di determinare la suscettibilità individuale a sensibilizzarsi
ad un particolare allergene, poiché questa dipende dal tipo di sostanza e dal livello
di esposizione ad essa. La maggior parte dei potenziali allergeni presenti
nell’ambiente possiede un basso potenziale intrinseco di provocare un’allergia da
contatto e la diffusione di una sensibilizzazione deve essere messa in relazione con
l’estensione e gli scopi del loro uso.
Non vi sono prove che i livelli di sensibilizzazione differenti per i differenti individui
26
Jewelry Technology Forum
siano spiegabili su basi genetiche. È più probabile che gli effetti dell’età e del sesso
sull’incidenza dell’ACD siano correlati alla probabilità di esposizione.
Le manifestazioni cliniche dell’ACD si presentano di solito nella zona di contatto sulla
pelle. Tuttavia, se il contatto si prolunga, la ACD può diffondersi in altre zone. Il cuoio
capelluto, il palmo delle mani e la pianta dei piedi sono relativamente insensibili
all’ACD, ed in queste zone si mostrano scarse reazioni, malgrado si trovino in
contatto con un allergene che produce una significativa dermatite in zone limitrofe
della pelle. Le eruzioni acute sono di solito caratterizzate da eritema a macchie,
papule, vescicole o bolle, secondo l’intensità della reazione allergica. Però, in caso
di ACD acuta, in certe parti del corpo, come palpebre, pene e scroto, l’eritema e
l’edema di solito predominano sulla formazione di vescicole.
Invece in quasi tutte le zone della pelle, l’ACD cronica si presenta come una
dermatite tipo “lichene” con scaglie e talora screpolature, con o senza formazione
collaterale di papule e/o vesciche. La morfologia e l’istopatologia non sono
necessariamente specifiche per la diagnosi di ACD.
Le differenti diagnosi includono: dermatite irritativa da contatto, dermatite atopica e
dermatite seborroica.
La cura dell’ACD consiste nell’identificazione corretta della causa e nell’insegnare
dettagliatamente al paziente come evitare l’allergene o gli allergeni responsabili (8,
9), anche se l’ACD può pure essere controllata per mezzo di alcuni agenti chimici o
fisici. Tra questi, è stato dimostrato che la radiazione ultravioletta, i glicocorticoidi o
agenti immunosoppressivi esercitano un’azione benefica.
La prova cutanea (patch test) per l’identificazione
dell’allergia
La prova cutanea è il “metodo d’oro” per la diagnosi dell’ACD. Con la prova cutanea
si cerca di riprodurre artificialmente le condizioni che hanno indotto inizialmente
l’ACD. In pratica, piccole quantità di allergeni diluiti sono messe in contatto con
piccole superfici della pelle per un tempo prefissato. Ogni seduta di prove cutanee
include parecchie prove con differenti allergeni che possono causare l’ACD. Tra
questi, la sensibilizzazione ai metalli è valutata usando sali di questi metalli. Nella
tabella 3 è riportato l’elenco dei principali composti usati.
Le serie standard di allergeni sono poste su dischetti (camere di Finn®) e sono
fissate con nastro adesivo sulla pelle della parte superiore della schiena del
paziente per 48 ore. La lettura convenzionale della prova cutanea è eseguita
dopo 2 giorni (48 ore), quando si tolgono le strisce della prova cutanea ed è
ripetuta dopo 4 giorni (96 ore). Poi si identificano le reazioni allergiche e se ne
valuta l’intensità. L’interpretazione di una prova cutanea positiva è eseguita nel
modo seguente: eritema con edema nella zona di prova (sotto il dischetto) è
valutato 1+ ed è una prova positiva. Se vi è anche la presenza di papule, la
valutazione è 2+. Vescicole o bolle segnalano una reazione molto forte e sono
valutate 3+. Se sulla pelle non compaiono variazioni apprezzabili, la prova è
negativa (livello 0). (8, 9).
Giugno 2004
27
Dermatite allergica da contatto per i metalli usati per la
gioielleria
La ACD da metalli è uno dei problemi più importanti per i dermatologi, i consumatori,
i produttori e la UE (10). Attualmente i dati sull’incidenza dell’allergia da metalli sulla
popolazione in generale mostrano una considerevole variabilità: nichel (6-33%), oro
(0,8-13%), cobalto (6,8-11%), palladio (2,4-8,3%) ed è stato dimostrato che tra le
donne è più frequente che tra gli uomini (11, 12, 13).
Il nichel è la causa più frequente di allergia da contatto con metalli, poiché è un
componente di molti prodotti di uso comune: gioielli, bottoni, chiusure lampo,
occhiali, fibbie per cintura, acciaio inossidabile, graffette per chirurgia, ecc. A causa
della sua ubiquità, il nichel è un allergene difficile da evitare e può causare una
morbilità significativa per gli individui in cui provoca una dermatite allergica da
contatto (10-12).
Quando il nichel puro o leghe contenenti nichel vengono in contatto con la pelle per
qualche tempo, a causa del sudore umano è ceduto del nichel. L’allergia da contatto
con il nichel non è innata, ma è una conseguenza di una esposizione al nichel
causata da numerosi prodotti destinati ad essere usati in contatto diretto e
prolungato con la pelle. Non si ha notizia di sensibilizzazione causata
dall’esposizione al nichel presente in natura. Perciò la dermatite da nichel è una
conseguenza dei mutamenti dell’ambiente indotti dall’uomo. Prove di
sensibilizzazione, eseguite sull’uomo con sali di nichel, hanno mostrato che la
sensibilizzazione può essere indotta nel 48% dei casi.
Le cause della sensibilizzazione primaria al nichel contenuto nei gioielli variano con
la moda e con altre cause che influenzano l’esposizione (11).
L’ACD ai sali di cobalto è spesso associata alla sensibilizzazione al nichel. Il cobalto
metallico reagisce lentamente con il sudore e nelle soluzioni saline neutre si hanno
gli ioni bivalenti, che sono potenti allergeni per la pelle. I composti di cobalto sono
molto usati come essiccanti in pitture e inchiostri, come adesivi nei pneumatici, per
legare la gomma all’acciaio, e come catalizzatori e nei pigmenti (12, 14, 15). Il cobalto
metallico è usato come indurente e affinatore del grano in gioielleria (14, 28) e nelle
leghe cobalto-cromo-molibdeno per odontoiatria, nelle quali il cobalto è il costituente
principale (47).
Metalli preziosi come oro, platino, rodio e palladio sono largamente usati, insieme a
metalli non preziosi, nelle leghe per gioielleria ed in soluzioni per placcatura. I metalli
preziosi sotto forma metallica sono stabili e, in base all’esperienza, in contatto con la
pelle sono sicuri. Però alcuni sali di metalli preziosi ed altri loro composti sono reattivi
e sulla pelle possono essere irritanti o allergenici (10).
Nei gioielli e nelle applicazioni odontoiatriche l’oro può causare dermatiti allergiche
da contatto e stomatiti (16). Tuttavia, se si considera il gran numero di individui
esposti a gioielli in oro, il numero di casi provati di sensibilizzazione è basso,
28
Jewelry Technology Forum
probabilmente a causa della bassa solubilità dell’oro nelle secrezioni cutanee (9).
Prima dei tardi anni 80 si riteneva che l’allergia all’oro fosse rara. Questa ipotesi si
basava su uno scarso numero di prove cutanee con sali d’oro e sulla percezione
dell’oro come metallo inerte (17). Tuttavia si trovano sempre più casi di allergia all’oro
in pazienti sottoposti alla prova cutanea. Recentemente è stato dimostrato che la
reattività al tiosolfato di oro e sodio è frequente tra i soggetti di controllo come tra i
sofferenti di dermatite, senza che vi sia associazione con oro dentario o terapeutico
o foratura di orecchie (10). Però l’esposizione a sali d’oro può avvenire anche nella
doratura della porcellana e del vetro ed in fotografia (9).
È stato riconosciuto che l’argento non causa dermatiti. Sono stati riferiti pochissimi
casi di sensibilizzazione a sali d’argento (nitrato di argento) (9).
Il palladio trova utilizzazione crescente nell’industria, nella gioielleria ed in
odontoiatria (3-18). L’uso del palladio è diffuso nella gioielleria senza nichel, per
occhiali ed in leghe dentarie, in combinazione con platino, oro e rame. In precedenza
le dermatiti causate dal palladio erano considerate rare, ma recentemente sono
diventate più comuni con un numero significativo di pazienti allergici al solfato di
nichel, che hanno manifestato reazioni positive alla prova cutanea con cloruro di
palladio, in casi associati con dermatiti da contatto o con sintomi orali (10, 14, 18,
19).
Il rodio è solitamente considerato sicuro dal punto di vista allergologico, però i
composti solubili di rodio (soluzioni per rodiatura) sono considerati sensibilizzanti
(15, 20).
Oggetti cromati sono maneggiati molto spesso, ma è dubbio che essi possano
causare dermatiti da contatto con il cromo. Il cromo è usato nelle leghe a base di
ferro, nichel o cobalto e, in quantità molto minore, in leghe a base di alluminio e
rame. Il cromo può formare ioni molto differenti, tra i quali i più comuni sono il catione
trivalente (moderato sensibilizzante della pelle) e l’anione cromato esavalente
(potentissimo sensibilizzante della pelle) (15).
Rame, stagno, platino e titanio causano raramente allergie anche se sono stati
descritti rari casi (15, 21, 22, 23). Non vi sono prove note di allergia da contatto per
lo zinco ed i suoi sali.
Tabella 3 – Apteni metallici più frequentemente coinvolti nell’ACD
Giugno 2004
Allergene (% in petrolato)
Principali origini del contatto
Cloruro di cobalto (1)
Metalli, pigmenti blu, B12
Solfato di nichel (5)
Metalli, cibi
Bicromato di potassio (0,5)
Cuoio, detergenti, ecc.
29
Corrosione del metallo e penetrazione nella pelle
È noto che alcuni metalli, quando sono in contatto con la pelle, sono
sensibilizzanti, ma non è ancora ben noto che la sensibilizzazione dipende dalla
reazione del metallo con il sudore. Nella sensibilizzazione della pelle da parte di
metalli o leghe, il primo passo è un fenomeno di corrosione, con formazione di
ioni metallici solubili. Come già detto (24, 25), il concetto fondamentale è che la
tossicità o la reazione allergica di un metallo dipendono dalla formazione di ioni
metallici e dalla loro capacità di penetrare nella pelle. Il fenomeno della
corrosione e penetrazione nella pelle è stato dettagliatamente descritto e nella
letteratura è disponibile un notevole numero di lavori (15, 26).
L’elettrochimica della formazione di ioni metallici consiste di una reazione
anodica (Me
Me++ + 2e) e di una corrispondente reazione catodica, che di
solito si basa sulla riduzione dell’ossigeno (O2 + 2H2O + 4e
4OH-). In
assenza di ossigeno o di altre sostanze riducibili, la reazione catodica non può
aver luogo e non si ha la formazione anodica di ioni metallici.
La velocità di formazione di ioni da un metallo puro dipende da diversi fattori,
come le caratteristiche elettrochimiche del metallo, la sua configurazione
geometrica, la quantità di sudore e la sua composizione. Nei gioielli al posto dei
metalli puri si usano leghe e, secondo la loro composizione, i metalli costituenti
possono reagire formando composti intermetallici, fasi separate, soluzioni solide
e pellicole stabili di ossidi sulla superficie degli oggetti. Le complesse relazioni
tra i metalli nelle leghe preziose possono influenzare fortemente l’intensità delle
reazioni chimiche con il sudore, indicando che non vi sono correlazioni semplici
tra il contenuto di un metallo allergenico nella lega e la possibilità di causare una
reazione allergica. Esiste invece una stretta correlazione tra la velocità di
formazione di ioni del metallo allergenico nel sudore (che permette di
raggiungere una concentrazione critica) e la comparsa di una allergia da contatto
(15). Vale anche la pena di ricordare che, da un punto di vista elettrochimico, la
separazione di fasi differenti può portare alla formazione di piccole celle
elettrochimiche (simili a pile), con aree meno nobili circondate da una matrice più
nobile, che aumentano la suscettibilità alla corrosione elettrochimica.
È noto che questa suscettibilità è maggiore quando si ha una separazione di fasi
(come nello stato grezzo di colata rispetto allo stato solubilizzato) o in presenza
di fasi grossolane. Al contrario, in generale non si è osservato un aumento di
velocità di cessione nel caso dei fini precipitati che si formano durante i
trattamenti di invecchiamento, in confronto allo stato omogeneizzato e temprato
(47).
Gli essudati della pelle possono corrodere ed anche disciogliere la superficie dei
metalli con i quali sono in contatto. I fattori più importanti che influenzano la
corrosione dei metalli da parte del sudore sono la presenza di ossigeno disciolto,
i cloruri ed il valore del pH, che può andare da 2,1 a 6,9 (27). Per effetto dei sali
e degli acidi presenti nel sudore e nel sebo, i metalli allo stato elementare sono
trasformati rispettivamente nei loro sali idrofili o lipofili. Solo in questo momento
essi possono diffondersi attraverso le vie transcellulari o intercellulari (26).
30
Jewelry Technology Forum
Come si può migliorare la resistenza alla corrosione
Studi recenti dimostrano che anche metalli differenti dal nichel potrebbero
rappresentare in qualche modo un potenziale rischio per la salute. Il cobalto, che è
frequentemente usato nella gioielleria come affinatore del grano e indurente (14, 28), è
indicato come un importante allergene per la pelle, come il nichel. È stato segnalato che
anche altri metalli usati nella gioielleria (v. capitoli precedenti) in certe condizioni hanno
una leggera capacità di sensibilizzare la pelle. Inoltre il metallo ceduto può anche
interagire con i batteri che si trovano sulla pelle. In base a queste considerazioni, per
affrontare correttamente il problema, si dovrebbe considerare la cessione di metalli da
un punto di vista globale, puntando a prevenire o a ridurre al minimo la corrosione di
tutti i metalli presenti nelle leghe preziose. In questo caso si dovrebbe tener conto di
parecchi fattori, come la differente capacità dei metalli di causare la sensibilizzazione
della pelle (46) e la loro suscettibilità alla corrosione. Una sicurezza assoluta
richiederebbe esposizione zero e ciò significa che, per definizione, l’allergia da contatto
non potrebbe essere interamente eliminata. Tuttavia la cessione di metalli può essere
considerevolmente ridotta, fino a livelli di sicurezza, affrontandola in modo
metallurgicamente corretto e tenendo conto di tutti i fattori che influiscono su di essa.
Nella letteratura è disponibile molto materiale sulla corrosione (29, 30, 31, 32, 33). Gran
parte del materiale bibliografico riguarda il nichel, per il quale l’effetto della composizione
e della microstruttura delle leghe sulla suscettibilità alla corrosione è stato ampiamente
studiato. La cessione di nichel da parte degli ori bianchi al nichel è fortemente
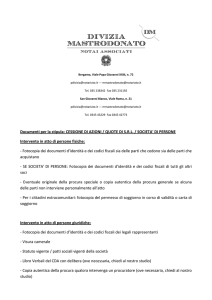
influenzata dalla lacuna di miscibilità esistente tra oro e nichel (35, 36, 37). La
temperatura massima richiesta per la formazione di una soluzione solida dalle fasi
distinte ricche di oro o di nichel è di circa 810-820°C, per un contenuto di 41,7% in peso
di Ni (fig. 6). In funzione della caratura e del contenuto di nichel, nella maggior parte
delle leghe per gioielleria, la formazione di una soluzione solida Au-Ni può essere
ottenuta con trattamento termico a temperature superiori a 550-600°C. In modo analogo
al nichel, anche la solubilità e la formazione di fasi separate del cobalto nell’oro è
influenzata dalla temperatura e dalla concentrazione (fig. 7) (35).
Figura 6: Diagramma di stato oro-nichel (area evidenziata: condizioni di temperatura e
concentrazione in cui oro e nichel formano una soluzione solida)
Giugno 2004
31
Figura 7: Diagramma di stato oro-cobalto: (area evidenziata: condizioni di temperatura e
concentrazione in cui il cobalto forma una soluzione solida nell’oro)
L’efficacia del trattamento termico nel miglioramento della resistenza alla corrosione
è stata confermata da parecchi studi (25, 36, 37). Di solito i trattamenti di
omogeneizzazione dopo lavorazione meccanica migliorano la resistenza alla
corrosione anche se, per evitare un ingrossamento del grano, è necessario definire
un’impostazione corretta delle temperature di trattamento (8).
Quale prova si dovrebbe usare per determinare la
cessione di metallo?
La norma europea EN1811:1998 (5), che stabilisce la procedura di prova ed i limiti
per la cessione di nichel è il solo metodo di riferimento attualmente disponibile per
l’industria della gioielleria.
È stato segnalato che la validità della prova per il nichel potrebbe essere discutibile,
poiché il confronto tra prove sugli stessi prodotti eseguite in laboratori differenti ha
mostrato una considerevole variabilità dei risultati (24). Malgrado sia richiesto per i
reagenti e per le apparecchiature uno standard analitico elevato, l’influenza della
finitura della superficie (36, 39), la difficoltà di calcolare l’area superficiale e di definire
l’area del campione coinvolta, la non-disponibilità di un campione di riferimento,
l’applicazione di un fattore correttivo di 0,1 sono alcuni degli aspetti più importanti
che sono stati criticati. Si dovrebbe anche sottolineare che le variazioni dei risultati
possono dipendere anche dal fatto che è impossibile sottoporre lo stesso oggetto a
laboratori differenti. Questa componente della variabilità dei risultati dipende dal
campione e non dovrebbe essere confusa con la precisione del metodo.
Un altro importante punto riguardante le prove di cessione è il sudore artificiale. Fino
a quale punto la sua composizione rappresenta le situazioni reali? Negli esseri umani
la composizione del sudore cambia secondo le condizioni fisiche, farmacologiche e
ambientali, il sesso, l’età, l’abbondanza della sudorazione, il punto del corpo ed il modo
di prelievo (26). I livelli medi dei componenti del sudore sono riportati nella tab. 4 (44).
32
Jewelry Technology Forum
Tabella 4 – Concentrazioni medie dei componenti del sudore
Uomini
51,9 mEq/l
Donne
36,5 mEq/l
Sodio
Uomini
7,5 mEq/l
Donne
10,0 mEq/l
Potassio
Cloruri
29,7 mEq/l
Urea
260-1220 mg/l
Amino acidi
270-2590 mg/l
Ammoniaca
60-110 mg/l
Estratto dalle Geigy Scientific Tables, 7a edizione
Tra questi componenti, le concentrazioni del sodio e dei cloruri sono tra i fattori più
decisivi per l’azione corrosiva del sudore. Alte velocità di evaporazione possono
accelerare la corrosione, a causa dell’aumento della concentrazione sulla superficie
della pelle. Anche il pH della pelle può essere soggetto a variazioni significative. È
stato riferito che l’intervallo di pH sulla superficie della pelle umana “in vivo” può
arrivare a 2,1-6,9 (27). Insieme al sudore sono emessi parecchi acidi organici che
determinano l’acidità della superficie della pelle: gli acidi butirrico, piruvico e lattico.
È stato affermato che la corrosione del nichel è facilitata da un pH basso, ma
sorprendentemente il pH del sudore artificiale stabilito dalla norma EN1811 deve
essere portato a 7,0. Infine gli aminoacidi possono giocare un ruolo significativo nella
corrosione (15), ma la loro presenza non è inclusa nella composizione del sudore
artificiale.
Nella prova per il nichel, uno dei più importanti fattori di variabilità, che di solito non
è tenuto nella considerazione dovuta, potrebbe essere rappresentato dal modo in cui
la soluzione di sudore è aerata prima della prova.
Nella norma EN1811 a questa fase è rivolta poca attenzione, malgrado l’importanza
dell’effetto dell’ossigeno nei processi di corrosione (vedere i capitoli precedenti). La
solubilità dell’ossigeno nell’acqua è molto bassa (41) e si considera che sia al
massimo circa 9 ppm e solo 7 ppm a 30°C. L’efficienza del trasferimento
dell’ossigeno dalle bolle d’aria all’acqua dipende da parecchi fattori, come le
dimensioni delle bolle, il tipo di diffusore, dall’agitazione e dalle dimensioni del
recipiente (41, 42, 43). Differenti condizioni di aerazione tra i diversi laboratori
potrebbero spiegare parte della variabilità dei risultati. Questa memoria non si
propone di fornire dati su questo argomento, ma semplicemente indica la necessità
di ulteriori studi.
Per quanto riguarda la prova di cessione del nichel, così come è descritta nella
norma EN1811, le nostre conclusioni sono che questo metodo può essere discusso
e migliorato sotto molti aspetti, ma per ora è l’unico a cui si può fare riferimento.
Come per quasi tutte le prove di laboratorio, il suo valore predittivo deve essere
considerato come la miglior simulazione (migliorabile) della realtà che noi possiamo
Giugno 2004
33
riprodurre in condizioni di laboratorio, benché non si possa escludere che nella vita
normale possano verificarsi condizioni di maggiore o minore aggressività.
Scopo dello studio
Lo scopo di questo studio è fornire ulteriori informazioni sperimentali, anche se non
definitive, sull’effetto della composizione della lega e del trattamento termico sul
controllo della cessione dei metalli comunemente presenti nelle leghe di metalli
preziosi. Per tutti i metalli è stata applicata la procedura EN1811 ed i risultati sono
stati interpretati con l’aiuto del microscopio elettronico a scansione (SEM/EDX).
MATERIALI E METODI
Leghe
La composizione delle leghe usate per la sperimentazione è riportata nella tab. 5,
relativamente ai componenti principali.
Tabella 5 – Componenti principali delle leghe usate per la sperimentazione
Au%
Zn%
Cu%
Ag%
Ni%
Pd%
Affinazione
del grano
Altro
Dimensioni
del grano
(come
colato)
(µm)
Leghe per colaggio a cera persa
1C
37,5
10,2
36
4
12,1
—
Media
Si
630
2C
37,5
12,1
36
1,5
12,5
—
No
Si
600
3C
37,5
9
40
—
12,9
—
Media
Si
830
4C
58,5
8
24
—
8,3
—
Media
Si
510
5C
58,5
8
24
1
8,3
—
No
Si
720
6C
58,5
7,5
25,2
—
7,6
—
Forte
Si
97
Leghe per lavorazione meccanica
1M
37,5
9,7
43
—
9,7
—
Media
Si
370
2M
58,5
6
22,7
12,2
—
—
Media
Si, Co
n.d.
3M
58,5
2,7
49,8
13,7
—
20,1
Forte
Si
n.d.
4M
58,5
6,4
28,5
—
6,4
—
Media
Si
160
Preparazione dei campioni
I campioni delle leghe per colaggio a cera persa sono stati preparati secondo le
norme interne R&D di Legor. Nella fig. 8 sono riassunte le principali informazioni
relative alle prove di colaggio a cera persa.
34
Jewelry Technology Forum
Forno
Neutec Jzp
Crogiolo
Grafite
Temp. Cilin.
600°C
Atmosfera
Argon
Temperat. colaggio
Tliq. + 80°C
Sovrapress.
Si
Vuoto
Si
Raffr. aria
15’
Tempra
Dopo 15’
Figura 8 – Preparazione dei campioni delle leghe per colaggio a cera persa
Le leghe per lavorazione plastica sono state colate in lingottiere di ghisa da 0,6 x 2
cm preriscaldate e poi temprate in acqua. Le lamine sono state ottenute per
laminazione a freddo con riduzione del 70%.
Utilizzando macchine per taglio di precisione sono stati preparati provini squadrati
con superficie totale di 2,5 cm2 per le leghe da colaggio a cera persa e di 3,5 cm2 per
le leghe da lavorazione plastica.
Trattamenti termici
I provini sono stati trattati termicamente in un forno elettrico statico a resistenza tipo
Kerr, senza atmosfera protettiva. Nella tab. 6 è riportato uno schema dei trattamenti
termici usati per gli esperimenti.
Tabella 6 – Trattamenti termici usati per gli esperimenti
Leghe per colaggio a cera persa
Leghe per lavorazione plastica
“grezzo di colata”
820°C x 40’
820°C x 40’
820°C x 40’
“grezzo di colata”
raffr. in acqua
550°C x 40’
raffr. in acqua
250÷290°C x 90’
600°C x 40’
raffr. in acqua
400° x 60’
680°C x 40’
raffr. in acqua
760°C x 40’
raffr. in acqua
820°C x 40’
raffr. in acqua
680°C x 40’
raffr. in acqua
Invecchiamento (275÷300°C)
Prove di cessione
Le prove di cessione per i vari elementi sono state eseguite immergendo per una
settimana i provini in sudore artificiale a 30°C, in accordo con la norma EN1811.
Prima della prova, i provini sono stati lucidati e sgrassati con cura ed i loro spigoli
Giugno 2004
35
sono stati leggermente arrotondati, per diminuire l’effetto forma. Per l’analisi del
sudore è stato usato un analizzatore ICP (con plasma accoppiato induttivamente)
Perkin Elmer Optima 2700.
Esami metallografici
Gli esami metallografici sui vari componenti sono stati eseguiti con un microscopio
elettronico a scansione (SEM) LEO 1430VP munito di sistema di microanalisi EDX
INCA x-sight.
RISULTATI
Per rendere la descrizione dei risultati più facilmente comprensibile sono stati trattati
separatamente i dati relativi ad ogni esperimento. I dati relativi alla cessione di
elementi affinatori del grano o del silicio sono stati omessi, poiché in tutti i casi
considerati i valori trovati erano sempre trascurabili. Tutti i dati di cessione riportati in
questo studio sono stati corretti secondo il fattore (0,1) prescritto dalla norma
EN1811.
Leghe per colaggio a cera persa
Prova 1 – Lega 1C
Caratura: 9
Dimensioni medie del grano (grezzo di colata): ~ 630 µm
Presenza di affinatori del grano: media
Altri elementi di lega: basso contenuto di silicio
Tabella 7 – Lega 1C
Zn
Cu
Ag
Ni
Au
Composizione (%)
10,2
36
4
12,1
37,5
0,81
2,80
0,00
1,62
0,00
H2O
0,41
0,41
0,00
0,33
0,00
0,38
0,12
0,41
0,00
0,34
0,00
0,45
0,00
Cessione (µg/cm2/sett.)
1.1
1.2
Grezzo di colata
820°Cx40’
1.3
Come 1.2
290°x90’
0,67
1.4
820°Cx40’
400°Cx60’
1,49
Nello stato grezzo di colata la lega presenta valori significativi di cessione di Ni,
Zn e Cu. L’esame metallografico (SEM) mostra una struttura fortemente segregata
(fig. 9), in cui le dendriti sono particolarmente ricche di nichel e rame (Ni =22%,
Cu = 39%, Zn = 11%, Ag = 0,7%, Au = 26%). I principali fenomeni di corrosione
sono stati osservati in questo componente, con conseguente arricchimento di
elementi nobili nelle zone corrose: Ni = 8%, Cu = 14%, Zn = 3%, Ag = 4%, Au =
69,7%.
36
Jewelry Technology Forum
Figura 9 – Lega 1C – Struttura del grezzo di colata
9a - Lega 1C prima della prova
di cessione (400x)
9b - Lega 1C dopo la prova
di cessione (500x)
9c – Particolari delle aree corrose
nella zona dendritica (2700x)
9d – Microfasi ad alto contenuto di nichel (Ni
= 24.5%), osservate dopo trattamento a
400°C x 60’ (48000x)
Dopo il trattamento di omogeneizzazione a 820°C per 40 min. (punto 1.2 della tab.
7), i valori di cessione del nichel sono drasticamente diminuiti, come pure quelli dello
zinco e del rame, essendo discesi tutti sotto la soglia di 0,5 µg/cm2/settimana. Invece
il successivo trattamento a 400°C per 60 min. (punto 1.4 della tab. 7) non ha causato
variazioni significative nella cessione di nichel e di rame. L’esame al SEM ad alto
ingrandimento (fig. 9d) ha evidenziato la formazione di microfasi ad alto contenuto di
nichel (Ni circa 25%) con forma circolare e diametro dell’ordine di 200 nm, che non
sono visibili prima del trattamento. Anche se non sono state eseguite altre prove su
questo argomento, si può supporre che, aumentando il tempo di mantenimento del
campione alla temperatura di trattamento, si verifichi una ulteriore crescita di queste
fasi. D’altro lato l’aumento della cessione di zinco dopo il trattamento del campione
a 400°C per 60 min. è particolarmente importante. L’analisi metallografica (fig. 10) ha
mostrato la comparsa di zone formate principalmente da ossido di zinco (O = 19%,
Zn = 76%) e di una fase al bordo di grano formata principalmente da zinco e zolfo
(Zn = 33%, S = 17,9%), che non è stata osservata dopo il trattamento a 290°C per
90 min. La presenza di zolfo ed il rapporto stechiometrico con lo zinco indicano la
probabile presenza di solfuro di zinco. Si dovrebbe notare che lo zolfo non è un
componente della lega, per cui si è supposto che provenga dal refrattario. Infine si
dovrebbe sottolineare che la precipitazione di solfuro di zinco ai bordi di grano è
stata osservata anche durante altre prove (v. più avanti).
Giugno 2004
37
Figura 10 – Lega 1C –
Fenomeni di precipitazione dello zinco dopo trattamento a 400°C x 60 min.
10a – Ingrandimento 400x
10b – Particolare ingrandito (1150x)
che mostra la presenza di una fase ai bordi di
grano (1), probabilmente basata su precipitati di
solfuro di zinco (Zn = 33%, S = 17.9%), e zone (2)
formate principalmente da ossido di zinco
(O = 19%, Zn = 76%).
Prova 2 – Lega 2C
Caratura: 9
Dimensioni medie del grano (grezzo di colata): ~ 600 µm
Presenza di affinatori del grano: nessuna
Altri elementi di lega: contenuto medio di silicio
Tabella 8 – Lega 2C
Zn
Cu
Ag
Ni
Au
Composizione (%)
12,1
36
1,5
12,5
37,5
0,99
1,36
0,00
1,66
0,00
H2O
1,26
0,34
0,00
0,44
0,00
0,38
0,00
0,41
0,00
0,96
0,00
0,68
0,00
2
Cessione (µg/cm /sett.)
1.1
1.2
Grezzo di colata
820°Cx40’
1.3
Come 1.2
290°x90’
1,20
1.4
820°Cx40’
400°Cx60’
5,64
Allo stato grezzo di colata sono stati osservati fenomeni di cessione di entità
confrontabile con la prova precedente, anche se la lega non conteneva affinatori
del grano. Tra i prodotti di corrosione, era significativa la presenza di ossidi di
rame (fig. 11). Anche in questo caso il trattamento di omogeneizzazione a 820°C
per 40 min. ha determinato un’apprezzabile diminuzione della cessione di nichel
dalle dendriti, dimostrata anche dall’esame metallografico eseguito sul campione
dopo la prova di cessione. Ciononostante è stato osservato un peggioramento
degli effetti corrosivi per lo zinco, con la formazione di precipitati ricchi in zinco ai
bordi di grano e di zone ad alto contenuto di zinco (fig. 11 b e 11 c). Nell’ambito
delle condizioni di prova esaminate, non è stato possibile identificare condizioni
che possano limitarne la cessione.
38
Jewelry Technology Forum
Figura 11 – Lega 2C
11a –Struttura del grezzo di colata dopo la prova di cessione, che mostra le zone corrose
(colore chiaro) e la presenza di ossidi di rame (colore scuro) (500x, 1980x).
11b – Struttura dopo trattamento di
11c – Struttura dopo il successivo
omogeneizzazione a 820°C x 40 min. Sono trattamento a 400°C x 60 min. Le zone ricche
evidenti la precipitazione di fasi ricche in zinco in zinco si sono ulteriormente espanse negli
ai bordi di grano e la segregazione di zinco in
spazi interdendritici (500x)
zone interdendritiche specifiche (500x)
Prova 3 – Lega 3C
Caratura: 9
Dimensioni medie del grano (grezzo di colata): ~ 870 µm
Presenza di affinatori del grano: media
Altri elementi di lega: basso contenuto di silicio
Tabella 9 – Lega 3C
Zn
Cu
Ag
Ni
Au
Composizione (%)
9
40
---
12,9
37,5
1,66
2,44
0,00
1,04
0,00
H2O
4,44
2,16
0,00
0,63
0,00
Cessione (µg/cm2/sett.)
1.1
Grezzo di colata
1.2
820°Cx40’
1.3
Come 1.2
290°x90’
1,38
0,44
0,00
0,22
0,00
1.4
820°Cx40’
400°Cx60’
2,92
0,77
0,00
0,22
0,00
A differenza dalle prove precedenti, il minimo di cessione di nichel, rame e zinco è
stato osservato dopo il trattamento a 290°C per 90 min. Tuttavia anche in questo caso
la cessione dello zinco non era ben controllata con i trattamenti termici eseguiti. In
tutte le condizioni sperimentate la lega 3C mostrava evidenti precipitazioni di solfuri
Giugno 2004
39
di zinco ai bordi di grano (fig. 12a). È di particolare interesse l’osservazione di
fenomeni di corrosione intergranulare nelle fasi ricche in zinco (fig. 12 b).
Figura 12 – Lega 3C
12a –Struttura del grezzo di colata(400x).
12b – Fenomeni di corrosione intergranulare
nella fase ricca in zinco (2500x).
Prova 4 – Lega 4C
Caratura: 14
Dimensioni medie del grano (grezzo di colata): ~ 810 µm
Presenza di affinatori del grano: bassa
Altri elementi di lega: basso contenuto di silicio
Tabella 10 – Lega 4C
Zn
Cu
Ag
Ni
Au
Composizione (%)
8
24
1
8,3
58,5
0,10
0,09
0,00
0,16
0,00
H2O
0,11
0,06
0,00
0,15
0,00
290°x90’
1,14
0,18
0,00
0,16
0,00
400°Cx60’
0,32
0,16
0,00
0,14
0,00
Cessione (µg/cm2/sett.)
1.1
1.2
1.3
1.4
Grezzo di colata
820°Cx40’
Come 1.2
820°Cx40’
Malgrado il grano fosse piuttosto grossolano, la lega 4C non ha presentato problemi
di cessione di particolare importanza. Con l’eccezione di un solo massimo
significativo di cessione dello zinco dopo trattamento termico a 290°C per 90 min., la
lega 4C ha dimostrato di essere sufficientemente affidabile anche allo stato grezzo di
colata, senza che si debba necessariamente ricorrere ad un trattamento di
omogeneizzazione.
Prova 5 – Lega 5C
Caratura: 14
Dimensioni medie del grano (grezzo di colata): ~ 720 µm
Presenza di affinatori del grano: nessuna
Altri elementi di lega: contenuto medio-alto di silicio
40
Jewelry Technology Forum
Tabella 11 – Lega 5C
Zn
Cu
Ag
Ni
Au
Composizione (%)
8
24
1
8,3
58,5
0,10
0,16
0,00
0,81
0,00
H2O
0,18
0,12
0,00
0,67
0,00
0,14
0,00
0,67
0,00
0,11
0,00
0,66
0,00
2
Cessione (µg/cm /sett.)
1.1
Grezzo di colata
1.2
820°Cx40’
1.3
Come 1.2
290°x90’
1,32
1.4
820°Cx40’
400°Cx60’
0,28
La lega 5C è praticamente identica alla 4C nei componenti principali, ma ne
differisce per l’assenza di affinatori del grano, anche se la loro aggiunta alla lega
4C ha dimostrato di non essere efficace per ottenere un affinamento del grano
(810 µm) in confronto alla 5C (720 µm). Tuttavia per la lega 5C non è stato
possibile trovare, usando solo trattamenti termici, condizioni per portare i livelli di
cessione del nichel sotto a 0,5 µg/cm2/settimana.
Prova 6 – Lega 6C
Caratura: 14
Dimensioni medie del grano (grezzo di colata): ~ 97 µm
Presenza di affinatori del grano: alta
Altri elementi di lega: silicio
Tabella 12 – Lega 6C
Zn
Cu
Ag
Ni
Au
Composizione (%)
7,5
25,2
---
7,6
58,5
0,82
0,14
0,00
0,04
0,00
H2O
0,05
0,12
0,00
0,04
0,00
0,13
0,00
0,04
0,00
0,12
0,00
0,05
0,00
Cessione (µg/cm2/sett.)
1.1
Grezzo di colata
1.2
820°Cx40’
1.3
Come 1.2
290°x90’
0,17
1.4
820°Cx40’
400°Cx60’
0,08
La lega 6C ha un contenuto particolarmente alto di affinatori del grano. In
confronto ai campioni precedenti, le dimensioni dei grani cristallini sono state
drasticamente ridotte. Tuttavia le condizioni migliori di stabilità della struttura sono
state ottenute con l’omogeneizzazione, come si può vedere dalle immagini SEM
(fig. 13). Si deve notare che i valori ottenuti per la cessione del nichel sono i più
bassi tra quelli delle prove eseguite per questo studio.
Giugno 2004
41
Figura 13 – Effetto dei trattamenti termici sulla struttura della lega 6C
13a - Struttura del grezzo di colata (400x)
13b – Struttura dopo omogeneizzazione a
820°C x 40 min. (400x)
13c – Struttura dopo trattamento
a 290°C x 90 min. (400x).
13d – Struttura dopo trattamento
a 400°C x 60 min. (400x).
Leghe per lavorazione plastica
Prova 1 – Lega 1M
Caratura: 9
Dimensioni del grano (grezzo di colata): ~ 370 µm
Presenza di affinatori del grano: media
Altri elementi di lega: silicio
Tabella 13 – Lega 1M
Zn
Cu
Ag
Ni
Au
Composizione (%)
9,7
43
---
9,7
37,5
Cessione (µg/cm2/sett.)
1.1
Dopo riduzione del 70%
4,77
4,14
---
7,89
0,00
1.2
550°Cx40’
7,03
3,80
---
11,28
0,00
1.3
600°Cx40’
3,46
4,29
---
8,17
0,00
1.4
680°Cx40’
1,50
3,88
---
1,83
0,00
1.5
760°Cx40’
0,17
0,67
---
0,20
0,00
1.6
820°Cx40’
0,22
0,39
---
0,14
0,00
1.7
680°Cx40’-->300° Cx90’
0,81
3,08
---
0,92
0,00
42
Jewelry Technology Forum
Aumentando la temperatura di trattamento, si ha una forte diminuzione dei valori
della cessione. Da un punto di vista metallografico, un livello soddisfacente di
omogeneizzazione è stato ottenuto solo con i trattamenti termici a 760 e 820°C. La
prova di invecchiamento, eseguita su un campione trattato a 680°C, non ha dato
valori di cessione inferiori a 0,5 µg/cm2/settimana. Alla luce dell’insieme dei dati, ciò
può essere spiegato con il fatto che il livello di omogeneizzazione del campione
invecchiato non era sufficiente (fig. 14d). Ciononostante è interessante osservare che
il trattamento a 300°C ha causato una diminuzione dei valori di cessione rispetto al
campione non invecchiato (v. prove 1.4 e 1.7 di tab. 13).
Figura 14 – Lega 1M
14a – Dopo riduzione del 70% (2500x).
14b – Dopo trattamento a 550°Cx40 min (2500x).
14c – Dopo trattamento a 600°Cx40 min. La 14d – Dopo trattamento a 680°Cx40 min. Notare la
fase grigio scuro indicata dalla freccia è
presenza di fasi grigio scuro con alto contenuto di
ricca in nichel (Ni = 19%)(2500x).
nichel (indicate dalla freccia) (2500x)).
14e – Dopo trattamento a 760°Cx40 min
14f – Dopo trattamento a 820°Cx40 min.
14g – Dopo trattamento a 680°Cx40 min, tempra e trattamento a 300°Cx90 min (2500x)
Giugno 2004
43
Prova 2 – Lega 2M
Caratura: 14
Dimensioni medie del grano (grezzo di colata): non determinate
Presenza di affinatori del grano: media
Altri elementi di lega: silicio
Tabella 14 – Lega 2M
Zn
Cu
Ag
Ni
Au
Composizione (%)
6
22,7
12,2
04
58,5
Cessione (µg/cm2/sett.)
1.1
Dopo riduzione del 70%
0,03
0,06
0,10
0,55
0,00
1.2
550°Cx40’
0,03
0,07
0,30
0,69
0,00
1.3
600°Cx40’
0,02
0,09
0,60
3,11
0,00
1.4
680°Cx40’
0,04
0,06
0,47
2,21
0,00
1.5
760°Cx40’
0,09
0,14
0,68
0,21
0,00
1.6
820°Cx40’
0,24
0,14
1,40
0,42
0,00
1.7
680°Cx40’-->300° Cx90’
0,12
0,14
0,68
0,62
0,00
Nella formulazione della lega gialla 2M entra il cobalto, sia per migliorare le
caratteristiche dopo invecchiamento, sia come affinatore del grano. Dalle prove
eseguite è risultato che la cessione di cobalto è molto alta, malgrado la sua
bassa concentrazione nella lega. L’esame al SEM ha mostrato la presenza di
piccoli precipitati ad alto contenuto di cobalto (Co > 50%), la cui distribuzione
sembra concentrata nella fase ricca in argento (fig. 15a e 15b).
Fondamentalmente sono stati distinti due tipi di precipitati ricchi in cobalto, che
differivano per le loro dimensioni. Una prima categoria, indicati come
macroprecipitati, con dimensioni medie dell’ordine di 5-15 µm, che erano
presenti dopo tutti i trattamenti eseguiti, ed una seconda categoria di dimensioni
considerevolmente più piccole, dell’ordine di 10-20 nm, indicati come
microprecipitati. La presenza di questo ultimo tipo di precipitati è sensibilmente
diminuita quando la temperatura di trattamento è passata da 680 a 760°C.
Questa diminuzione può essere correlata con la diminuzione di cessione del
cobalto, osservata quando si passa dall’uno all’altro trattamento termico (v. Tab.
14). Infine si è notato un incremento della cessione di argento, ma su questo
aspetto non sono state svolte ulteriori indagini.
44
Jewelry Technology Forum
Figura 15 – Lega 2M
15a – Dopo trattamento a 820°Cx40 min. La lega
ha subito una fusione parziale. Notare la presenza
di precipitati ricchi in cobalto (zone scure, indicate
dalle frecce, Co > 60%) dentro le fasi chiare,
particolarmente ricche in argento (500x).
15b – Come figura 15a.
Dettaglio ingrandito (1800x). Notare che le
dimensioni medie delle fasi scure (ricche in
cobalto) sono dell’ordine di 5-15µm.
15c – Dopo trattamento a 680°Cx40 min.
15d – Dopo trattamento a 760°Cx40 min. Rispetto
Oltre alle zone scure ad alto contenuto di cobalto, alla fotografia precedente (15c), si osserva una
ad alto ingrandimento si possono vedere numerosi riduzione della presenza di micro-precipitati
micro-precipitati pure ricchi in cobalto (indicati
(11000x), mentre le dimensioni delle zone più
dalle frecce) (16700x).
grandi restano praticamente inalterate.
Prova 3 – Lega 3M
Caratura: 14
Dimensioni medie del grano (grezzo di colata): non determinate
Presenza di affinatori del grano: alta
Altri elementi di lega: silicio
Tabella 15 – Lega 3M
Zn
Cu
Ag
Ni
Au
Composizione (%)
2,7
49,8
13,7
20,1
58,5
Cessione (µg/cm2/sett.)
1.1
Dopo riduzione del 70%
0,01
0,03
0,46
0,00
0,00
1.2
550°Cx40’
0,02
0,02
0,30
0,00
0,00
1.3
600°Cx40’
0,06
0,05
0,18
0,00
0,00
1.4
680°Cx40’
0,08
0,05
0,16
0,00
0,00
1.5
760°Cx40’
0,04
0,03
0,08
0,00
0,00
1.6
820°Cx40’
0,05
0,04
0,05
0,00
0,00
1.7
680°Cx40’-->300° Cx90’
0,01
0,00
0,02
0,00
0,00
Giugno 2004
45
Per la lega senza nichel 3M i dati di cessione indicano stabilità strutturale anche nei
campioni induriti per invecchiamento, con l’eccezione dell’argento, i cui valori di
cessione, anche se modesti, possono essere ulteriormente ridotti con il trattamento
termico a 680-760°C. Si deve anche notare che in questo tipo di lega, i valori di
cessione di zinco e rame, in genere piuttosto alti, sono molto bassi per tutte le
temperature.
Prova 4 – Lega 4M
Caratura: 14
Dimensioni medie del grano (grezzo di colata): ~ 160 µm
Presenza di affinatori del grano: media
Altri elementi di lega:silicio
Tabella 16 – Lega 4M
Zn
Cu
Ag
Ni
Au
Composizione (%)
6,4
28,5
---
6,4
58,5
Cessione (µg/cm2/sett.)
1.1
Dopo riduzione del 70%
0,00
0,16
---
0,06
0,00
1.2
550°Cx40’
0,00
0,15
---
0,03
0,00
1.3
600°Cx40’
0,00
0,11
---
0,03
0,00
1.4
680°Cx40’
0,00
0,16
---
0,03
0,00
1.5
760°Cx40’
0,00
0,12
---
0,03
0,00
1.6
820°Cx40’
0,00
0,15
---
0,04
0,00
1.7
680°Cx40’-->300° Cx90’
0,34
0,19
---
0,04
0,00
Per la lega 4M i valori della cessione indicano resistenza alla corrosione anche per i
campioni invecchiati. I valori di cessione del nichel sono bassissimi in tutte le
condizioni.
Discussione
In questo studio il limite accettato per tutti i metalli è stato fissato a 0,5 µg/cm2/settimana
(dopo correzione) e non è stata messa in discussione la possibilità di usare altri limiti
passa/non passa. I risultati ottenuti possono essere così riassunti:
• Leghe per colaggio a cera persa: allo stato grezzo di colata, tutte le leghe a bassa
caratura (9 K) non hanno superato la prova di cessione del nichel, ma in due casi
(leghe 1C, 2C) hanno mostrato una significativa riduzione della cessione di nichel dopo
omogeneizzazione a 820°C per 40 min., mentre la lega 3C ha superato la prova dopo
trattamento a 290°C per 90 min. In tutti i casi, dopo i trattamenti alle temperature sopra
dette, è stata anche osservata una forte diminuzione della cessione del rame, mentre
la velocità di corrosione dello zinco varia in un ampio campo e sarebbe stata ridotta in
modo significativo in un solo caso (lega 1C). La cessione di argento e di oro era
rispettivamente trascurabile (lega 1C caso 1.2) e praticamente inesistente.
46
Jewelry Technology Forum
Per le leghe a 14 K, la resistenza alla corrosione ha mostrato un generale
miglioramento, con una sola eccezione (lega 5C), per la quale la prova di cessione del
nichel non è stata superata indipendentemente dal trattamento termico. La lega 6C, ad
alta affinazione del grano, ha mostrato le velocità di cessione più basse dopo
trattamento a 820°C per 40 min.
• Leghe per lavorazione plastica: nella sola lega a 9 carati considerata in questo studio
(lega 1M) sono state osservate variazioni fino a 100 volte nella velocità di corrosione di
zinco, rame e nichel, secondo il trattamento termico. I risultati migliori sono stati ottenuti
con l’omogeneizzazione nell’intervallo 760-820°C.
Nel gruppo di leghe a 14 carati, la lega gialla 2M ha mostrato una bassa cessione di
cobalto solo dopo trattamento termico a 760 e 820°C. Si deve notare che, malgrado la
sua bassa concentrazione nella lega, la velocità di corrosione del cobalto ha raggiunto
valori significativi e, tenendo conto della sua potenza di allergene per la pelle, si
dovrebbe aver cura di evitare condizioni favorevoli alla sua cessione.
Le leghe di oro bianco al palladio hanno mostrato eccellente resistenza alla corrosione
anche per lo zinco ed il rame. Il palladio, come l’oro, si comporta come un metallo
nobile e non mostra segni di corrosione. Sorprendentemente la cessione di argento
era prossima a superare il limite di 0,5 µg/cm2/settimana.
Infine, buoni risultati sono stati ottenuti con l’oro bianco a base nichel 4M, che ha
superato la prova in tutte le condizioni.
Per concludere, si può dire che il trattamento termico può aumentare di molto la resistenza
alla corrosione, specialmente per le leghe a 9 carati. Anche le leghe per colaggio a cera
persa possono trarre grande beneficio da uno specifico trattamento termico. Inoltre
l’aggiunta di affinatori del grano e di altri additivi può contribuire in modo significativo a
migliorare la resistenza alla corrosione. Secondo la nostra esperienza, la capacità degli
affinatori del grano di controllare la cessione di metallo dipende dal tipo di affinatore, dalla
sua concentrazione e dal modo in cui differenti affinatori sono combinati tra di loro (dati
non presentati). Da un punto di vista generale, nelle strutture a grano fine la segregazione
è di solito meno pronunciata (cosa che può essere spiegata in base al meccanismo di
formazione) ed è anche spesso meno pronunciata la tendenza a formare precipitati ai
bordi di grano. Questo insieme di fatti può spiegare perché il materiale colato a grano
affinato è di solito meno suscettibile alla corrosione del materiale a grano grosso. Il
materiale a grano fine è anche più facile da omogeneizzare (ciò indica che anche le
potenziali pile locali si sciolgono più facilmente), poiché nel materiale a grano grosso il
cammino di diffusione necessario per una completa omogeneizzazione è più lungo (47).
I dati riportati in questo studio forniscono ulteriori anche se non complete informazioni
sull’effetto della composizione della lega e del trattamento termico sul controllo della
cessione dei metalli normalmente contenuti nelle leghe di metallo prezioso. Per una
sicurezza assoluta l’esposizione dovrebbe essere nulla e ciò significherebbe che, per
definizione, l’allergia da contatto non potrebbe essere eliminata del tutto. Tuttavia la
Giugno 2004
47
cessione di metalli può essere ridotta a livelli di sicurezza con una corretta impostazione
metallurgica, che tenga conto di tutti i fattori che influenzano la cessione di metalli. L’uso
su larga scala di elementi considerati allergenici, come il nichel ed il cromo, nella
fabbricazione di acciaio inossidabile, che è usato come materiale di base per costruire
impianti, contenitori e tubazioni in settori vitali per il nostro benessere, come le industrie
alimentari e farmaceutiche, indicano che il problema delle allergie dovute al contatto ed
alla cessione di metalli non può in generale essere risolto solo escludendo tutti i metalli
noti come allergenici o sospettati di esserlo, poiché questo susciterebbe nei consumatori
una reazione negativa ingiustificata, alimentando una cultura del dubbio e del sospetto. È
bene ricordare che le reazioni allergiche sono causate solo dalla presenza di ioni dei
metalli allergenici e che gli ioni si formano per effetto della dissoluzione causata dalla
corrosione. La vera soluzione del problema, secondo noi, sta nello sviluppo e nella
gestione dei processi metallurgici fondamentali attraverso i quali i fenomeni di corrosione
possono essere contenuti entro i limiti considerati accettabili. I risultati di questo studio
contribuiscono ulteriormente a dimostrare che ciò è possibile.
Perciò il problema cruciale da risolvere è: qual è la via da seguire per dimostrare che i
nostri prodotti di gioielleria sono sicuri? La validità del sistema attuale, basato su una
campionatura casuale e sulla prova eseguita sui pezzi finiti secondo EN1811, tende ad
essere limitata solo ai pezzi sottoposti alla prova e non si è in grado di dimostrare che tutti
i pezzi prodotti in uno stesso lotto possiedono esattamente la stessa resistenza alla
corrosione. Possiamo garantire la sicurezza con solo alcune prove eseguite sul prodotto
finito oppure è preferibile dimostrare che l’intero processo di produzione è sotto controllo
ed è progettato per prevenire il verificarsi di eventi indesiderabili, che possono influenzare
negativamente la sicurezza dei gioielli?
Analogamente a quanto è accaduto nell’industria farmaceutica ed in quella alimentare
negli ultimi 20 anni, la tecnologia dell’era spaziale, progettata per conservare sani i cibi
nello spazio esterno, può diventare utile per assicurare la sicurezza dei gioielli. L’analisi dei
rischi ed il punto di controllo critico (HACCP) (45) sono stati applicati dalla NASA durante
i programmi spaziali. Lo scopo era garantire la sicurezza dei cibi con la prevenzione dei
rischi e l’identificazione dei punti critici dove i rischi potevano essere eliminati. Nella
gioielleria i punti critici in cui la cessione di metalli può essere controllata sono
essenzialmente la composizione della lega e l’applicazione di trattamenti termici adatti. I
dati riferiti in questo studio mostrano che la cessione di metalli misurata secondo la norma
EN1811 dipende dalla composizione della lega e dal trattamento termico.
Un’impostazione globale, capace di dimostrare che è stato impostato un processo di
produzione sicuro, può essere basata sulle fasi che seguono:
1. In funzione del preciso tipo di lega da usare, il produttore di leghe eseguirà una
serie di prove, che possa determinare le condizioni ottimali specifiche per l’uso della
lega. Queste informazioni, come il trattamento termico per il quale la lega ha
superato le prove di laboratorio (basate sulla norma EN 1811), saranno trasmesse
all’utilizzatore finale (l’orafo).
2. L’utilizzatore (l’orafo) dovrà dimostrare che le istruzioni per l’uso fornite dal
produttore della lega sono state completamente rispettate e che tutte le
apparecchiature (specialmente i forni per trattamento termico) sono tenute sotto
48
Jewelry Technology Forum
controllo, per quanto riguarda il tempo e la precisione delle misure di temperatura.
Ciò significa che per la misura della temperatura si devono usare strumenti di
confronto certificati e si devono avere sistemi di registrazione per conservare i dati
di temperatura e di tempo relativi ad ogni lotto di prodotti di gioielleria. Secondo la
nostra esperienza non è raro che grosse aziende produttrici di gioielleria non
abbiano strumenti di misura di riferimento per verificare l’esattezza delle sonde
installate nei forni per la misura della temperatura. Di conseguenza si possono
avere errori di parecchie decine e talora centinaia di gradi.
3. Le fasi 1 e 2 non sono di per sé sufficienti a garantire che i gioielli soddisferanno la
prova di cessione, per cui, per convalidare l’intero processo, si dovrà eseguire una
prova finale su pezzi prelevati a caso da uno stesso lotto.
Infine vi è la possibilità di una garanzia di qualità da parte di un ente terzo indipendente
(ente di certificazione), con la possibilità di accoppiare questa certificazione
all’applicazione di uno specifico marchio (hallmarking) (p. es. controllato per la cessione
di nichel o di un altro metallo, ecc.), che può accrescere la fiducia del consumatore,
offrendo al produttore di gioielleria un vantaggio nella competizione (Tab. 17).
Tabella 17 – Descrizione di una possibile procedura per la certificazione del
prodotto, riconoscibile con marchi specifici.
Fase
Diagramma di flusso
Descrizione della fase
Produttore
della lega
Produzione di leghe a
bassa cessione di
metalli, conformi a
EN1811. Definizione
delle condizioni d’uso
Produzione di leghe capaci di superare le prove di laboratorio
secondo la norma EN1811 (modificata), estesa anche alla cessione di altri metalli.
Definizione delle condizioni (p.e.
tempo e temperatura dei trattamenti termici), che garantiscono le
velocità di cessione più basse.
Produttore
della gioielleria
Produzione
di
gioielleria secondo le
specifiche del produttore della lega
Produzione di oggetti di gioielleria conformi con le specifiche
tecniche. Si devono usare sistemi di misura tarati, procedure
scritte e registrazione dei dati, per fornire le prove che tutte le
istruzioni sono state rispettate. Per una miglior garanzia della
qualità, è consigliabile operare sotto la norma ISO9000.
Prova su campioni
dello stesso lotto
(convalida)
Laboratorio
(certificato)
Prova
positiva?
No
Si
Convalida finale del processo, con le prove su alcuni campioni del lotto. Risultati positivi proveranno l’efficacia dell’intero processo.
La convalida finale è necessaria per stabilire se il modello
predittivo basato sulle prove di laboratorio è valido per quegli specifici pezzi di gioielleria.
Se la prova fallisce, si deve usare un’altra lega o si deve
modificare il processo.
L’orafo trarrà vantaggio dalla certificazione del prodotto.
Ente di
certificazione
Giugno 2004
Applicazione di marchi specifici (p.e. provato per il nichel o per
la cessione di metalli
49
Ringraziamenti
Gli autori desiderano ringraziare il Dr. Jörg Fisher- Bühner (FEM, Germania) per la
lettura critica e l’utilissima discussione dei risultati e dei suggerimenti, il Dr. Valerio
Faccenda ed il Dr. Peter Oliver per le loro osservazioni e per la revisione del testo
inglese; Stefania Visentin e la Dr. Alessandra Variola per il valido contributo tecnico.
BIBLIOGRAFIA
1. NiDi – Nickel Development Institute –http:// www.midi.org.
2. Lidén C. Rondell E., Skare L., Nabanti A., 1998. Nickel release from tools on the swedish
market. Contact Dermatitis, 39:127-131.
3. Gawkrodger D. J., Lewis F. M., Shah M., (2000). Contact sensitivity to nickel and other metals
in jewellery reactions. Journal of the American Academy of Dermatology, 43, 1: 31-35.
4. Norma europea EN1810:1998. Comitato europeo di unificazione.
5. Norma europea EN1811:1998. Comitato europeo di unificazione.
6. Norma europea EN12742:1998. Comitato europeo di unificazione.
7. Wilson K., Goulding K.H., (1986). A Biologist’s Guide to Principles and Techniques of Practical
Biochemistry. Edward Arnold Publishers Ltd, London.
8. Mydlarski PR, Katz AM, Sauder DN. Contact Dermatitis (1988). In Allergy: principles and
practice. Ed by Middleton E et al. Mosby-year Book (V ed.); vol. II: 1135-47.
9. Rietschel RL, Fowler JFJr. Fisher’s Contact Dermatitis. IV Ed. Williams& Wilkins 1999; 35 :80885.
10. Liden C, Nordenadler M, Skare L. (1998). Metal release from gold-containing jewellery
materials: no gold release detected. Contact Dermatitis 39:281-5.
11. Liden C, Menné T, Burrows D. (1996). Nickel-containing alloys and plating and their ability. Br
J Dermatol 134:193-8.
12. Ehrlich A, Kucenic M, Belsito DV. (2001). Role of body piercing in the induction of metal
allergies. Am J Contact Derm 12:151-5.
13. Liden C, Rondell E, Skare L, Nalbanti A. (1998). Nickel release from tools on the Swedish
market. Contact Dermatitis 39:127-31.
14. Fischer-Buehner J., (2004). Hardening of low-alloyed gold. Proceedings of 18th Santa Fe
Symposium on Jewelry Manufacturing Technology
15. Flint G.N., 1998. A metallurgical approach to metal contact dermatitis. Contact Dermatitis,
39:213-221.
16. Bruze M, Andersen KE. (1999) Gold– a controversial sensitizer. Contact Dermatitis 40:295-9.
17. Fowler Jjr, Taylor J, Storrs F et al. (2001). Gold allergy in North America. Am J Contact Derm
12:3-5.
18. Larese Filon F, Uderzo D, Bagnato E. (2003). Sensitization to palladium chloride: a 10-year
evaluation. Am J Contact Derm
19. Santucci B, Cannistraci C, Cristaudo A, Picardo M. (1996). Multiple sensitivities to transition
metals: the nickel palladium reactions. Contact Dermatitis; 35:283-6.
20. Foti C, Amoruso A, Cassano N, Vena GA. (2002). Contact sensitization to nickel from rhodiumplated “nickel free” earrings. Contact Dermatitis 46:309.
21. de Fine Olivarius F, Balsley E, Menné T. (1993). Skin reactivity to tin chloride and metallic tin.
Contact Dermatitis 29:110.
22. Marcusson JA, Caderbrant K, Heilborn J. (1998) Indium and iridium allergy in patients exposed
to dental alloys. Contact Dermatitis 38.297.
50
Jewelry Technology Forum
23. Basketter DA, Whittle E, Monk B. (2000). Possible allergy to complex titanium salt. Contact
Dermatitis 42:310-11.
24. Rushforth R., (2000). Don’t let nickel under your skin – The European experience. Proceedings
from The 14th Santa Fe Symposium on jewellery manufacturing.
25. Fischer Buhner J., (2001). Development of new nicke-free chromium based white gold alloys
– Results of a research project. Proceedings from the 15th Santa Fe Symposium on Jewellery
Manufacturing Technology.
26. Hostynek J.J., Reagan K.E., Maibach H.I., (2001). Oxidative properties of skin exudates – A
determinant for nickel diffusion: a review. Exogenous Dermatology, 1:7-17.
27. Haudrechy P., Mantout B., Frappaz A., Rousseau D., Chabeau G., Faure M., Claudy A., 1997.
Nickel release from stainless steels. Contact Dermatitis, 37:113-117.
28. Ott D., (2002). Ottimizzazione delle leghe d’oro per la produzione. Gold Technology, n° 34: 3744.
29. Raw P., (2002). Gioiellera vuota in lega d’oro, ottenuta da nastro o tubo. Gold Technology, n°
35: 3-10.
30. Ott D., (1997). Effetto di piccole aggiunte e di impurezze sulle proprietà delle leghe d’oro. Gold
Technology, n° 22: 31-38.
31. Grimwade M.F. (2002) . Cause e prevenzione dei difetti nelle leghe da lavorazione plastica.
Gold Technology, n° 36: 12-15.
32. Ott D., (1997). Manuale sui difetti di colaggio e di altro tipo nella fabbricazione di gioielleria in
oro. World Gold Council.
33. Grice G., (2002). Failures in 14kt nickel-white gold Tiffany head settings. Proceedings of the
16th Santa Fe Symposium on Jewellery Manufacturing
34. “Binary Phase Diagrams” 2nd edition. 1996, ASM International.
35. Faccenda V., (2000). On Nickel white gold alloys: Problems and possibilities. Proceedings of
14th Santa Fe Symposium on Jewellery Manufacturing Technology.
36. Poliero M., (2001). Leghe d’oro bianco per microfusione. Gold Technology, n° 31: 10-20.
37. Dabalà M., Magrini., Poliero M., Galvani R., (1999). “Produzione e caratterizzazione di leghe
d’oro bianco a 18 carati conformi alla Direttiva Europea 94/27 CE”. Gold Technology, n° 25:
29-31.
38. Maggian D. (2003). Comparison of different methods used to establish recrystallization
conditions of gold alloys. Proceedings of the 17th Santa Fe Symposium on Jewelry
Manufacturing Technology.
39. Raykhtsaum G., Agarwal D.P., (2001). Nickel release tests: How well do they work?
Proceedings of 15th Santa Fe Symposium. on Jewellery Manufacturing Technology.
40. Vesilind, P. A., (1996) Introduction to Environmental Engineering, PWS Publishing Company,
Boston.
41. Manfredini, R., Trilli A., (1984). Measurement of the oxygen transfer capacity of fermenters:
theory and pratice. La chimica e l’industria, 66:5:358-367.
42. Scriban R. (1991) Biotecnologia. Vol.1, cap.4: 267-272.
43. Tsao G.T., Kempe L.L., (1960). J. Biochem. Microbiol. Techn. Eng. 2:129.
44. Anonymous (1975). Geigy Scientific Tables , ed 7. Ardsley, Geigy Pharmaceuticals, p. 680.
45. Hazard Analysis And Critical Control Point Principles And Application Guidelines (1997). U.S.
National Advisory Committee on Microbiological Studies on Foods.
46. Basketter D., Evans P., Gerberick G.F., Kimber A.N. (2002). Factors affecting threshold in
allergic contact dermatitis: safety and regulatory considerations. Contact Dermatitis, 47, 1-6.
47. Fischer-Bühner J. – Comunicazioni personali.
Giugno 2004
51