I RISCHI RELATIVI ALLE REAZIONI CHIMICHE
E ALLE SOSTANZE TERMICAMENTE INSTABILI
Una guida per la valutazione del rischio relativo alle reazioni chimiche
Indice
Introduzione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Quali sono i rischi? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Quale è l’impatto del fattore di scala e perché è così importante? . . . . . . . . . . . . . . . . . . . . . . . 6
Approccio delle fasi di sviluppo per test sui rischi delle reazioni. . . . . . . . . . . . . . . . . . . . . . . . . 8
Sviluppo di un processo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Scelta della via di sintesi. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Introduzione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Che cosa dobbiamo sapere?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Come possiamo farlo?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Quali decisioni possono essere prese? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12
13
13
13
16
Sviluppo del Processo e Ottimizzazione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Introduzione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Che cosa dobbiamo sapere?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Come possiamo farlo?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Valutazione delle proprietà esplosive. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Valutazione della stabilità termica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Caratterizzazione della Reazione desiderata. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Conclusioni - Scelta della vai di sintesi, Sviluppo del processo e Ottimizzazione . . . . . . . . . . .
18
19
19
19
19
20
22
23
Scala pilota. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Background . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cosa c’è da sapere?. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Come si può fare? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Identificazione dello scenario incidentale. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Identificare le conseguenze di scenari incidentali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Simulazione sperimentale – Uso del calorimetro
adiabatico per la valutazione di potenziali deviazioni di processo. . . . . . . . . . . . . . . . . . . . . . . .
Specificare e implementare misure di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Quali decisioni possono essere prese? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24
25
25
26
26
26
28
29
29
Produzione su larga scala. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Conclusioni. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
©2017 DEKRA Italia S.r.l. - Tutti i diritti riservati.
Pubblicato da DEKRA Italia S.r.l.
Via Fratelli Gracchi, 27 – Torre Nord, 6° piano
20092 Cinisello Balsamo (MI) – Italia
Tel: +39 02 89929 600 - Fax: +39 02 89929 350
[email protected]
www.chilworth.it
www.dekra-insight.com
Ringraziamenti: Dr Stephen Rowe, Dr Andy Starkie
Appendice – Descrizione dei Test. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.1 Differential Scanning Calorimetry. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.2 Carius (10 g) Tube Screening Test. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.3 Accelerating Rate Calorimetry (ARC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.4 Calorimetro a flusso di calore (Calorimetro di reazione RC1 Mettler Toledo). . . . . . . . .
A.5 Calorimetro adiabatico Dewar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A.6 Test di Blowdown . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
34
35
36
37
38
39
41
Introduzione
Le conseguenze delle reazioni chimiche esotermiche ed
incontrollate (runaway) possono essere devastanti.
Le reazioni runaway avvenute a Bhopal e Seveso mostrano
chiaramente il segno lasciato nel tempo da tali eventi e la
macchia indelebile sulla reputazione delle società coinvolte.
Quando si ha a che fare con qualsiasi processo produttivo è
sempre necessario stabilire i rischi relativi. Ciò è ancora più
importante di problemi come le protezioni per i macchinari, i
pericoli connessi a pavimenti scivolosi, ecc, perché il rischio
relativo alla presenza di materiali infiammabili o reazioni
chimiche fuori controllo sono meno facilmente identificabili
- e spesso non esistono dati pubblicati in letteratura per
identificare i materiali potenzialmente pericolosi. La Guida
Chilworth “Gestire in sicurezza le polveri combustibili”
fornisce una strategia per l’identificazione e la valutazione di
tali materiali con informazioni sugli standard internazionali
per eseguire i test, i loro usi e le limitazioni.
normative europee, come la direttiva sugli agenti chimici
(CAD, 1998/24/CE), evidenziano la necessità di ottenere dati
sulla Sicurezza di Processo per completare la valutazione
obbligatoria dei rischi. L’obiettivo finale di tali studi è quello
di specificare e documentare in modo dettagliato le “misure
di sicurezza” scelte per proteggere il personale e gli impianti
dalle conseguenze di una reazione incontrollata.
La comprensione delle reazioni chimiche e della reattività
dei materiali è un elemento altrettanto critico per operare
in sicurezza. Riuscite a pensare ad un processo chimico
endotermico? – Probabilmente no – non è una cosa molto
comune! Sono le reazioni esotermiche ad essere molto
più diffuse nei processi produttivi. Spesso queste reazioni
riguardano la trasformazione desiderata (ad esempio la
conversione di stirene a polistirene) – altre volte, queste
reazioni possono non essere intenzionali e non fanno parte
del processo (ad esempio la decomposizione di un materiale
a causa di contaminazione o di esposizione a temperature
elevate).
Con questa breve guida si vuole fornire, per le situazioni
impiantistiche più prevedibili, una panoramica della strategia
che dovrebbe essere utilizzata per valutare i pericoli delle
reazioni (principalmente connessi con reazioni esotermiche
e/o che generano gas) e delle sostanze termicamente
instabili. La guida non riguarda però altri pericoli, come
l’esposizione degli operatori, l’infiammabilità o le questioni
ambientali (ad esempio la tossicità e l’eco-tossicità).
L’identificazione, la valutazione e la caratterizzazione
sia delle reazioni desiderate sia, cosa più importante, di
quelle non intenzionali, sono fondamentali per garantire la
sicurezza durante lo scale-up e durante il funzionamento di
un processo chimico.
Incidenti come quelli di Seveso e Bhopal servono come
severo monito rispetto alle potenziali conseguenze delle
runaway e delle decomposizioni. Al fine di affrontare tale
questione e di garantire condizioni operative sicure per
le aziende che utilizzano o producono queste sostanze, le
4
5
Quali sono i rischi?
Queste cause di aumento di pressione possono derivare dalla
reazione desiderata, da importanti reazioni complementari o
da reazioni di decomposizione secondarie.
Quando si lavora con reazioni chimiche esotermiche e
sostanze o miscele termicamente instabili, è opportuno
tener presente che il pericolo è dovuto alla generazione
di PRESSIONE. La pressione può essere generata in un
apparecchio chiuso (o in apparecchiature non adeguatamente
protette) a causa di:
È di fondamentale importanza per il dimensionamento dei
dispositivi di sicurezza, la “misura di sicurezza” più comune
nell’industria chimica, determinare come la pressione si
genera, in quanto i calcoli di progetto richiederanno diversi
dati iniziali.
• Formazione di gas incondensabili, per esempio formazione
di azoto, di biossido di carbonio, ecc. durante il normale
processo o a causa di un evento inaspettato.
• Effetti della tensione di vapore causata dal riscaldamento
dovuto magari ad una runaway o ad una anomalia nelle
condizioni di processo, che porta la miscela al di sopra del
punto di ebollizione.
In pratica, all’aumentare della scala, diminuisce la capacità
di rimuovere l’eccesso di calore tramite dispersione verso
il recipiente e verso l’esterno, perciò una maggior porzione
di calore è trattenuta nella massa di reazione. L’impatto
di questi cambi di scala è dimostrato tramite un semplice
esempio (si veda il riquadro 1).
Riquadro 1: Un semplice esempio dell’impatto del fattore di scala
L’impatto del fattore di scala sull’inerzia termica (phi factor) e sulle perdite di calore può essere dimostrato confrontando
due contenitori cilindrici di metallo contenenti una miscela acquosa a 80°C, posizionati in un ambiente a temperatura di
20°C. Assumiamo che le perdite di calore del metallo siano pari a 10 W·m-2·K-1, che le pareti del contenitore siano spesse
5 mm e che la densità del metallo sia 7800 kg·m-3 (capacità termica = 0,5 kJ·kg-1·K-1)
Contenitore per scala da laboratorio (capacità 1 litro)
• l’area superficiale è pari a 0,058 m2 (rapporto V/S = 0,017) le perdite di calore sono pari a 34,8 W·kg-1
• la massa del recipiente è pari a 1,92 kg; mentre il contenuto è pari a 1 kg
Quale è l’impatto del fattore di scala e perché è così
importante?
• il phi factor risulta 1,23 (19% del calore consumato per scaldare il reattore)
Il rilascio calore tramite esotermia in un reattore è condiviso, in equilibrio, tra tre processi:
• la massa del recipiente è pari a 178 kg; mentre il contenuto è pari a 1000 kg
Contenitore per scala da impianto pilota (capacità 1000 litri)
• l’area superficiale è pari a 5,8 m2 ( rapporto V/S = 0,17)
• le perdite di calore sono pari a 3,48 W·kg-1
• il phi factor risulta 1,021 (2,1% del calore consumato per scaldare il reattore)
Conclusioni
• Le dispersioni di calore sono 10 volte maggiori per il recipiente in scala da laboratorio
• Le dispersioni di calore nel caso del contenitore in scala da impianto pilota sono solo il 2% rispetto al 19% del
contenitore in scala da laboratorio
• Gli effetti del fattore di scala sono reali e molto importanti!
1
Innanzitutto, l’energia è
consumata nel riscaldamento
della MASSA DI REAZIONE.
2
Per mantenere l’equilibrio termico,
l’energia è spesa anche nel
riscaldamento del REATTORE ad
una temperatura d’equilibrio.
• Con l’aumentare della scala, il
rapporto della massa del reattore
e quindi la sua capacità termica
rispetto a quella del contenuto
diminuisce, una maggior porzione
del calore generato rimane così
nella massa di reazione.
• L’impatto di questo fenomeno
può
essere
espresso
matematicamente sotto forma di
PHI FACTOR (rapporto di inerzia
termica). Un valore di phi factor
di 1 è indice del fatto che non
ci sono perdite di calore verso
il contenitore. All’aumentare
della scala di produzione, questo
rapporto tende a 1.
6
3
Infine, una volta che la temperatura esterna
delle pareti del reattore supera la temperatura
ambiente, si ha una dispersione di calore
attraverso le pareti verso L’AMBIENTE
ESTERNO.
• Mentre il volume e il contenuto del reattore
aumentano secondo una funzione cubica,
l’area superficiale per il trasferimento di
calore verso l’esterno aumenta solo secondo
una funzione quadratica.
perdite
• Le
di
calore
diminuiscono
significativamente all’aumentare del fattore
di scala.
Altri test invece, in particolare i test di calorimetria
adiabatica, sono ideati per simulare direttamente le
condizioni di dispersioni di calore su larga scala e quando
si analizzano i dati sperimentali richiedono solo minimi
margini di sicurezza. Nell’interpretazione di qualunque dato
relativo alla stabilità termica, è necessario conoscere le
condizioni del test. Questa guida segnala quali test possono
essere usati direttamente e propone dei margini di sicurezza
per quelli per cui non è possibile.
Ma perché parlare degli effetti del fattore di scala in una
guida ai test? Perché se gli studi in laboratorio servono
per fornire risultati direttamente scalabili, i test devono
necessariamente essere condotti in modo da riprodurre le
dispersioni di calore degli apparecchi di grossa scala.
Le classiche apparecchiature utilizzate in laboratorio sono
inadeguati nel fornire questi dati perché in genere hanno
alte dispersioni di calore e un alto phi factor. Di conseguenza
sono necessarie apparecchiature particolari per simulare le
condizioni di larga scala. Alcuni test presentati in questa
guida sono utili per uno screening preliminare e non
simulano adeguatamente le condizioni di larga scala. In
questi casi, i risultati possono essere utilizzati con adeguati
margini di sicurezza.
7
Approccio proposto per la definizione dei
test sulle reazioni pericolose
La valutazione dei rischi legati alle reazioni comprende
una serie di procedimenti valutativi sperimentali e di altro
tipo e di strumenti che, in ultima analisi, si combinano
per fornire misure di sicurezza per tutti i processi chimici.
Queste “Misure di sicurezza” sono sistemi implementati
e documentati che sono messi in atto o per prevenire la
perdita di controllo di un processo in condizioni desiderate
e prevedibili, o per fornire soluzioni ingegneristiche per
controllare le conseguenze di una runaway. È chiaro che
la mancanza di una strategia metodologica nello studio di
un processo può portare ad una valutazione incompleta,
compromettendo così la sicurezza delle operazioni. Questa
guida fornisce un strategia metodologica per valutazioni che
sono collegate alle fasi di sviluppo del processo; sia nella
fase di ricerca della via di sintesi, sia a livello di impianto
pilota, è possibile utilizzare questa guida e identificare quali
aspetti debbano essere affrontati.
La guida fornirà informazioni su:
• Quale genere di studi di sicurezza devono essere condotti
e in quale fase dello sviluppo del processo.
• Fornire una prospettiva sul tipo di decisioni che possono
essere prese, in base ai dati ottenuti.
Sviluppo di un processo
• Massimizzare il rendimento
Lo sviluppo di un processo normalmente è composto da una
serie di attività distinte. Queste sono:
• Massimizzare la qualità
• Massimizzare la produttività
Scelta della via di sintesi chimica
• Minimizzare i rischi
Dopo aver identificato la molecola desiderata, i ricercatori
chimici hanno la responsabilità di identificare tutte le
potenziali vie di sintesi che possono essere impiegate per
sintetizzare la molecola. I fattori normalmente presi in
A questo punto devono essere prese decisioni critiche
che influenzano la sicurezza del processo. Per esempio,
l’aggiunta di un catalizzatore potrebbe ridurre la temperature
di un processo da 150°C a 50°C fornendo così un elemento
di sicurezza intrinseca.
considerazione sono:
• le peculiarità di sintesi utilizzata dalla società (per es.
processo esistente e già utilizzato)
In questa fase devono essere raccolti dati in modo da
rendere la sicurezza un fattore integrante nello sviluppo del
processo (piuttosto che una scomoda “spina” da togliere alla
fine del ciclo di sviluppo). La raccolta di dati sulla sicurezza
può spesso indicare aree dove la qualità, il rendimento o la
conversione possono essere migliorati.
• il costo delle materie prime
• complessità della via di sintesi
A questo punto, la via scelta porterà a rischi intrinseci.
La sicurezza delle diverse opzioni di sintesi può essere
prontamente vagliata e questo può essere usato come
criterio di scelta della via di sintesi definitiva. L’obiettivo
dovrebbe essere quello di rendere la via di sintesi scelta il
più possibile intrinsecamente sicura.
È importante che i chimici della Ricerca & Sviluppo abbiano
una profonda conoscenza dei rischi delle reazioni e delle
instabilità in modo da poter contribuire allo sviluppo di
un processo sicuro – la sicurezza non dovrebbe essere
considerata proprietà solo degli ingegneri chimici!
Sviluppo e ottimizzazione del processo
Alla fine di questa fase devono esistere sufficienti dati di
sicurezza in modo da poter definire e specificare delle
“misure di sicurezza” per impianti pilota (o anche di scala
inferiore).
I chimici della Ricerca & Sviluppo hanno la responsabilità
di sviluppare e ottimizzare le vie di sintesi scelte. In genere
l’ottimizzazione avviene per:
8
9
Produzione su piccola scala (impianto pilota)
l’impatto sulla sicurezza del processo. È necessario
conservare le prove documentali a sostegno di tali controlli.
A questo livello di scala, si ricerca la conferma che il
processo chimico sia robusto e che funzioni come richiesto
per garantire qualità, rendimento e conversione adeguati.
Piccole modifiche sono apportate a questo punto per
assicurare performance ottimali.
Durante tutto lo sviluppo del processo, la conservazione
delle informazioni e la loro accessibilità è un fattore critico.
Devono esistere prove documentate per dimostrare che
sono stati seguiti sviluppi di processo sicuri. Questo faciliterà
anche la raccolta di informazioni per valutare l’impatto di
eventuali modifiche.
Bisogna assicurarsi che i requisiti di sicurezza, come
specificato in precedenza, siano efficiente ed efficaci.
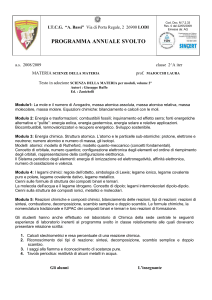
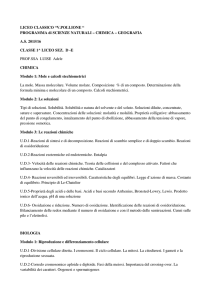
La strategia generale per la valutazione dei pericoli relativi
alle reazioni e alla stabilità termica è mostrata in Figura 1.
Questo metodo indica le valutazioni necessarie per ogni fase
di sviluppo di processo. Indipendentemente dal fatto che si
stia sviluppando un nuovo processo chimico o modificando
un vecchio processo, le fasi critiche della valutazione devono
essere seguite e documentate.
Prima dello scale-up finale è richiesto un esame delle
attrezzature della produzione su larga scala. In genere,
questo può comportare un’analisi HAZOP o uno studio
simile. Devono esistere delle “misure di sicurezza” per tutte
le deviazioni di processo prevedibili e verosimili.
Produzione su larga scala
Il resto di questa guida fornisce un approccio per la
valutazione in ogni fase di sviluppo. Verranno descritti
algoritmi, metodologie e test per fornire una solida base
per lo sviluppo di processi chimici sicuri e di successo e per
valutare l’effetto di scale-up. Una descrizione approfondita
dei test proposti è riportata in appendice.
Assumendo che le fasi precedenti siano state completate fino
in fondo, la produzione su larga scala dovrebbe procedere
senza intoppi. Tuttavia, per i prodotti che vengono mantenuti
in produzione per molti anni, è improbabile che il processo,
o l’impianto, rimangano invariati (da qui la necessità di
adeguate procedure per il controllo delle modifiche).
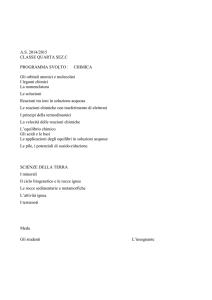
Figura 1: Una Strategia per la Valutazione dei Rischi relativi alle Reazioni Chimiche
Scelta della via di sintesi
• Stima del calore di reazione
• Analisi dei gruppi funzionali instabili
• Stima dell’aumento di temperatura adiabatico
Sviluppo del Processo / Ottimizzazione
Processo Normale
Stabilità Termica
• Misura del calore di reazione
• Valutazione del rischio di esplosività
• Misura della quantità di gas generati
• Screening preliminare della stabilità termica
• Calcolo dell’aumento
• Definizione delle temperature per un
di temperatura adiabatico
processo sicuro
Ogni piccola variazione all’impianto o al processo dovrebbe
essere sistematicamente rivalutata tenendo in conto
“Misure di sicurezza”: Scala Pilota
• Identificazione delle deviazioni
• Calorimetria Adiabatica sulle deviazioni
• Definizione delle misure di sicurezza
Produzione Pilota
“Misure di sicurezza”: Produzione
• Identificazione delle deviazioni
• Calorimetria Adiabatica sulle deviazioni
• Definizione delle misure di sicurezza
Produzione su larga scala
Controllo delle modifiche
• Identificare le conseguenze delle modifiche
• Ripetere l’analisi dove necessario
• Riconfermare le misure di sicurezza
10
11
Scelta della via di sintesi
Introduzione
quello economico, le decisioni riguardanti la sicurezza possono
essere inserite anche in questa fase. Tutte le decisioni prese
hanno conseguenze che si moltiplicano all’aumentare della
scala di produzione. Se ci sono rischi insiti nel percorso scelto,
questi resteranno un onere per tutto lo sviluppo del processo.
In questa fase del ciclo di sviluppo si è di fronte ad una pagina
bianca. È stata identificata una molecola target e l’obiettivo
è quello di individuare la migliore via di sintesi (basandosi
su un complesso bilancio di costi, sicurezza, produttività,
rendimento e capacità). Anche se l’interesse primario sarà
Come possiamo farlo?
Che cosa dobbiamo
sapere?
La termodinamica delle reazioni può essere facilmente
stabilita. Fondamentalmente, la differenza tra i calori di
formazione dei prodotti e dei reagenti fornisce un’indicazione
del calore di reazione. Dato che i calori di formazione non
sono disponibili per molecole complesse, esistono metodi di
previsione per il calcolo del calore di formazione, permettendo
così la stima del calore di reazione.
È necessario estrapolare le seguenti informazioni per
confrontare le diverse vie di sintesi
• Valutazione della termodinamica delle reazioni desiderate
• Stima della quantità di gas generati
Il calore di reazione da solo non è un parametro
particolarmente utile in quanto da questa analisi non vi
sarà alcuna indicazione della velocità di reazione. Tuttavia,
può essere facilmente convertito in aumento adiabatico
di temperatura ovvero, l’aumento di temperatura che si
verificherà se la reazione è effettuata senza dispersioni di
calore, assumendo che non ci siano reazioni secondarie o
collaterali innescate ad elevate temperature che possono
contribuire all’aumento di temperatura. Il riquadro 3 illustra i
metodi utilizzati e i risultati ottenuti da tale analisi.
• Identificazione di tutti i gruppi funzionali energetici
(potenzialmente esplosivi)
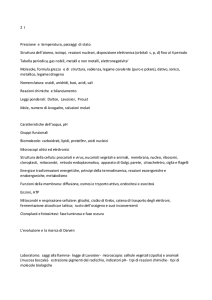
Idealmente, si dovrebbe cercare di ridurre il numero dei
processi chimici altamente esotermici e dei gruppi funzionali
energetici - un semplice esempio è illustrato nel riquadro 2.
Questo metodo di analisi porta alla sicurezza intrinseca nella
scelta della via di sintesi.
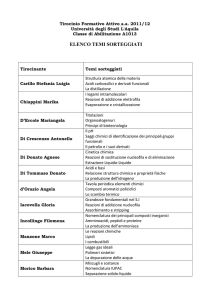
Potentially
Potenzialmente
Esplosiva?
Explosive?
R
H2
R
NH2
R-R'
NO2
NH2
Esotermico
Exothermic
H2SO 4 / HNO 3
R
Esotermico
Exothermic
Riquadro 2: Evitare le Reazioni e le Sostanze Pericolose
Durante la pianificazione della produzione di un’ammina
aromatica sostituita, è possibile evitare la nitrazione e la
riduzione (entrambi sono processi altamente esotermici e
che comportano la manipolazione e l’isolamento del gruppo
funzionale nitro altamente energetico)?
12
13
Riquadro 3: Come Stimare il Calore di Reazione e l’aumento adiabatico di Temperatura
In ogni trasformazione chimica, intenzionalmente o meno, legami chimici vengono rotti e creati. L’ammontare della
variazione complessiva di energia nella trasformazione è chiamato calore di reazione (ΔHr). Dove il calore si sviluppa
dal sistema, la reazione è definita esotermica (e il ΔHr è negativo). Per i sistemi che richiedono calore per reagire, la
reazione è definita endotermica (e il ΔHr è positivo). Nella sua forma più semplice, il calore di reazione è la differenza
tra i calori di formazione dei prodotti meno i calori di formazione dei reagenti. Quindi, per una reazione in cui A + B →
2C + D, il calore di reazione è:
ΔHr = (2∙∆HfC + ΔHfD) – (ΔHfA + ΔHfB)
Ottenere informazioni sui calori di formazione di nuovi composti è in genere difficile. I dati non saranno presenti in
letteratura - ad eccezione dei materiali comuni - e la valutazione sperimentale può non essere pratica o desiderabile. Per
questo motivo, sono disponibili programmi di calcolo per consentire la stima di questi valori. Uno di questi programmi è
il CHETAH sviluppato dalla ASTM. Questo programma consente agli utenti di inserire la struttura dei composti e utilizza
il metodo dei contributi di gruppo di Benson per valutare il calore di formazione. Il programma può fare un ulteriore
passo avanti e, se si specifica quali materiali sono reagenti e quali prodotti in una reazione in equilibrio, utilizzerà
l’equazione precedente per valutare il calore di reazione.
• Se individuate con sufficiente anticipo, si possono proporre
considerazioni per cambiare la via di sintesi o i materiali
per evitare gruppi funzionali altamente energetici.
Oltre ai pericoli che può provocare la reazione chimica
desiderata e le potenziali reazioni collaterali, esiste la
possibilità che uno o più dei materiali di processo possa
contenere un gruppo funzionale intrinsecamente instabile.
Tali gruppi funzionali conferiscono un rischio di instabilità
al processo e richiedono l’identificazione delle massime
temperature ammissibili in modo da evitare l’inizio di eventi
indesiderati. In casi estremi, a tali gruppi possono essere
associate proprietà esplosive. Questo può avere importanti
implicazioni per la manipolazione, la trasformazione, la
conservazione e il trasporto.
• Se non possono essere escluse, devono essere effettuate
il prima possibile analisi di rischio su piccola scala per
capire l’entità del pericolo. Questo può essere fatto
tramite test di esplosività. In ogni caso, possono essere
specificate delle precauzioni per la piccola e la larga scala
per affrontare tali questioni.
In genere i gruppi potenzialmente energetici possono essere
facilmente identificati. Il riquadro 4 illustra una lista di comuni
gruppi funzionali energetici.
L’identificazione precoce di tali sostanze è importante per
diverse ragioni:
Nome/Struttura
Range delle energie di
decomposizione (kJ.mol-1)
• l’incapacità di introdurre alcuni gruppi funzionali
Alcheni (R2C=CR2)
50 → 90
• l'impossibilità di prevedere la velocità di una reazione attraverso la determinazione della sua cinetica
Alchini/acetileni (R-C=C-R)
120 → 170
• valutare specie radicali o includerle in bilanci di reazione
Epossidi
70 → 100
Per queste ragioni, CHETAH non può essere sempre usato e quando è possibile, richiede notevoli margini di sicurezza
(in genere +30% è un margine ragionevole secondo Chilworth) per un ulteriore uso.
Perossidi/idroperossidi organici/inorganici
(R-O-O-R / R-O-O-H)
230 → 360
Nonostante questi potenziali inconvenienti, CHETAH fornisce un utile - e rapido - strumento per la stima dei calori di
reazione basato esclusivamente su strutture chimiche.
Solfossidi organici (R2S=O)
40 → 70
Cloruri sulfonici organici (R-SO2Cl)
50 → 70
Idrazine (R-NH-NH-R)
70 → 90
Diazo/Diazonio (R-N=N-R / R-N=N+)
100 → 180
Azidi (R-N3)
200 → 240
Ossime (R2C=NOH)
110 → 140
Ci sono una serie di limiti nell’uso del programma CHETAH tra cui:
Calori tipici di reazione possono variare da -70 kJ/mol per una reazione acido/base a -500 kJ/mol per la riduzione di
un nitro-gruppo. Di per sé, questo dato del calore di reazione è privo di significato per lo scale-up in quanto manca di
un punto di vista cinetico (cioè quanto velocemente si sviluppa la reazione) e manca anche un contesto appropriato. Il
calore di reazione può essere reso più significativo, convertendolo in aumento potenziale della temperatura adiabatica
(ΔTAd in K). Ignorando le reazioni collaterali, i cambiamenti meccanicistici e le reazioni di decomposizione che possono
verificarsi a temperatura elevata, il ΔTAd indica l’aumento di temperatura che può verificarsi in seguito alla reazione
desiderata.
ΔTAd può essere determinato dal calore di reazione tramite la seguente equazione:
ΔTAd =
ΔHr.n
m.Cp
N-Ossidi (R2N:O)
100 → 130
Nitroso (R2C-N=O)
150 → 290
Isocianati (R-N=C=O)
50 → 75
Nitro (R3C-NO2)
310 → 360
N-nitro (R2N-NO2)
400 → 430
Acil nitrati (R-CO-NO2)
400 → 480
(R, in molti casi, rappresenta un frammento organico)
Dove n = numero di moli del reagente limitante (mol)
m = massa totale della miscela di reazione compresi solventi, ecc. (kg)
Cp = capacità termica della miscela di reazione (J·kg-1·K-1)
14
Riquadro 4: Come individuare i Gruppi Funzionali Energetici
La tabella fornisce una lista dei più comuni (e in alcuni casi non così comuni) gruppi funzionali. È inoltre indicato il range
tipico delle energie di decomposizione associate al gruppo funzionale. L’impatto del gruppo energetico di una molecola
dipende dalle dimensioni della molecola. Per i composti ad alto peso molecolare, è improbabile che la presenza di
un singolo gruppo energico funzionale presenti un rischio significativo. È pertanto preferibile esprimere l’energia di
decomposizione di una sostanza in J·g-1 piuttosto che in kJ·mol-1. Anche se è possibile identificare gruppi funzionali
energetici, raramente è possibile prevedere la temperatura alla quale tale attività può aver inizio (temperatura di
“onset”). La questione delle sostanze termicamente instabili è analizzata in dettaglio più avanti in questa guida.
15
Quali decisioni possono essere prese?
Per le reazioni potenzialmente pericolose, individuate
attraverso il calore di reazione e di previsione dell’aumento
adiabatico della temperatura, considerare gli elementi di
sicurezza intrinseca (vale a dire le decisioni riguardanti la
progettazione di processi che possono eliminare o mitigare gli
scenari pericolosi). Alcuni esempi possono essere:
Nella fase di scelta della via di sintesi, l’accento è posto
sull’identificazione preliminare di reazioni o materiali pericolosi.
Nella scelta del percorso più adatto per la produzione, ogni via
di sintesi può essere valutata tramite una matrice di criteri
(economici e di sicurezza).
Per i criteri di sicurezza, sono importanti le seguenti decisioni:
• Scegliere un tipo di processo semi-batch invece che batch
Devono essere identificati i materiali potenzialmente energetici
- eliminati, se possibile (altrimenti, sottoposti a test e alla
classificazione).
• Usare catalizzatori per permettere delle condizioni di
processo meno estreme
Dove sono presenti gruppi funzionali energetici, esaminare
metodi per il non isolamento di tali materiali (ad esempio
lavorazione in solvente, piuttosto che l’uso del prodotto a
secco, isolato).
• Scegliere caratteristiche di concentrazione ed ebollizione
del solvente individuate per migliorare la sicurezza
globale del processo
○○ Un’alta diluizione può essere usata per reazioni
fortemente esotermiche per ridurre il corrispondente
aumento di temperature adiabatico
Identificare tutte le reazioni che potrebbero causare
sovrappressioni del reattore. Ciò può derivare da:
• reazioni desiderate che generano gas incondensabili
(come azoto, diossido di carbonio, ecc..)
• reazioni collaterali
incondensabili
che
possono
generare
○○ Possono essere scelti solventi basso bollenti per
“proteggere” dall’innesco per riscaldamento da
reazioni di decomposizione. Al contrario, possono
essere impiegati solventi ad alto punto di ebollizione
per ridurre gli effetti della pressione di vapore di
reazioni fortemente esotermiche.
gas
• reazioni desiderate che possono essere sufficientemente
esotermiche da causare effetti derivanti dalla pressione di
vapore; per esempio l’auto riscaldamento di una sostanza
al di sopra del suo punto di ebollizione in ambiente chiuso
può generare una pressione positiva.
Possono essere valutate una serie di vie alternative tramite
questi criteri in modo che i pericoli vengano identificati nella
fase iniziale e attenuati, se possibile, dalla scelta della via di
sintesi e di materie prime meno pericolose.
• reazioni desiderate che sono sufficientemente
esotermiche da causare un aumento della temperatura
che innesca una reazione indesiderata (ad esempio una
decomposizione).
16
17
Sviluppo del Processo e Ottimizzazione
Introduzione
l’integrazione della sicurezza, la qualità e la produttività sono
la chiave del successo. La considerazione di ogni singolo
parametro sarà raramente un successo come può esserlo un
approccio più olistico.
Una volta che la via di sintesi è stata selezionata, ha inizio il
processo di ottimizzazione del metodo. Questo in genere si
concentra sulla purezza, sul rendimento e sulla produttività.
In questa fase le condizioni di processo restano flessibili e
le decisioni riguardanti la sicurezza devono essere parte
integrante del processo di sviluppo. Secondo la nostra
esperienza, è possibile individuare e risolvere i problemi di
sicurezza ed avere un contributo positivo per l’ottimizzazione
complessiva del processo, se questa fase di valutazione viene
eseguita accuratamente. Per raggiungere questo obiettivo,
Alla fine della fase di sviluppo, il processo sarà fissato e
i dati sulla sicurezza raccolti dovranno essere adeguati
nell’indicare chiaramente i potenziali rischi relativi al
processo e ai materiali utilizzati.
Che cosa dobbiamo sapere?
le miscele di reazione, i prodotti finali e i materiali di scarto.
Per lavorare in sicurezza, tutti i materiali non dovranno
essere esposti a temperature a cui possono innescarsi
reazioni indesiderate. Alla fine di questa fase di test, devono
essere chiaramente identificate le temperature massime
di lavoro in sicurezza.
Ci sono tre aree di sicurezza specifiche in cui i dati possono
essere richiesti durante questa fase dello sviluppo:
• Valutazione di qualsiasi potenziale esplosività nei materiali
di processo (materie prime, semilavorati o prodotti). Se sono
presenti eventuali gruppi funzionali energetici, dovremo
valutare se il materiale è potenzialmente esplosivo e, in
caso affermativo, quanto è sensibile all’innesco.
• Caratterizzazione del normale processo in termini di
quantità di calore rilasciato e di cinetica, e del potenziale di
generazione di gas incondensabili.
• Valutazione dei limiti di stabilità termica dei materiali di
processo, comprese le materie prime, i prodotti intermedi,
Come possiamo farlo?
Valutazione delle proprietà esplosive
associati al comportamento esplosivo, piuttosto che picchi
più ampi. È meno probabile che molecole più grandi con una
“bassa” densità di gruppi funzionali energetici presentino
proprietà esplosive rispetto a piccole molecole.
Dopo aver individuato la presenza di gruppi funzionali
potenzialmente esplosivi in una molecola, la prima fase
di test sperimentale dovrebbe permettere di capire se un
materiale è veramente esplosivo.
Potrebbe essere esplosivo? Il primo test per le proprietà
esplosive dovrebbe essere la calorimetria a scansione
differenziale (DSC, si veda l’appendice A.1). Questo consiste
nello scaldare tramite una rampa di temperatura su una
cella chiusa un piccolo campione di materiale (normalmente
2 - 10 mg). Il test fornisce un’indicazione della temperatura
di “onset” e, cosa più importante, dell’entità di rilascio di
calore. Per i materiali che presentano comportamento
detonante il calore di decomposizione dovrebbe essere
superiore a 800 J·g-1. Se l’energia di decomposizione è
inferiore, è improbabile un comportamento detonante, anche
se il materiale può esplodere se riscaldato in un contenitore
chiuso con energie di circa 600 J·g-1. Ad energie inferiori, può
ancora esistere il pericoloso potenziale di autoriscaldamento.
La forma del picco esotermico della DSC è anche indicativa
del comportamento esplosivo. Picchi stretti sono tipicamente
18
19
Quanto è sensibile? Se il test DSC presenta un risultato
positivo, deve essere esaminata la potenziale sensibilità
all’innesco. Inneschi del comportamento esplosivo possono
essere:
• Impatto – per il quale si utilizza il test BAM Fallhammer.
• Attrito – per il quale si utilizza il test BAM Friction.
• Incendio – per il quale si utilizza il test USA small scaleburning test.
• Riscaldamento – per il quale si utilizza il test di screening
termico DSC (o simile).
Queste proprietà e molti altri test di esplosività sono
ben descritti nel “UN Transport of Dangerous Goods
Recommendations Manual of Tests and Criteria”. In genere
si considerano per primi i test di sensibilità poiché richiedono
piccole quantità di materiale e possono essere condotti nelle
fasi iniziali dello sviluppo.
Valutazione della stabilità termica
I principali dati derivati da test di stabilità termica saranno:
Per tutte le sostanze di processo, deve essere specificato
il limite superiore di temperatura di sicurezza oltre il quale
gli eventi indesiderati diventano probabili. Materiali che
richiedono particolare attenzione sono quelli esposti a
temperature elevate (o per i quali non sono disponibili dati di
letteratura o dei fornitori). Questi possono essere
• la temperatura di “onset” in condizioni di alte dispersioni di
calore di ogni reazione esotermica (o endotermica),
• materie prime,
• la temperatura di “onset” della formazione di gas (o
sostanze volatili),
• miscele di reazione (specialmente miscele dopo reazioni
esotermiche),
• la quantità di gas generati,
• prodotti o sottoprodotti (specialmente quelli essiccati ad
alte temperature),
• le relative velocità di reazione in termini qualitativi (veloce,
moderata o lenta).
• materiali riciclati (inclusi i residui di distillazione).
Poiché questi sono test con notevoli dispersioni di calore, alla
temperatura di “onset” sono applicati margini di sicurezza
conservativi determinati con il metodo di screening per
permettere di interpretarli in relazione alla scala industriale.
Inoltre, se la temperatura di “onset” corretta è vicina alla
temperatura normale di processo possono essere necessari
test più dettagliati per comprendere l’instabilità con un
maggior grado di precisione. Se il test preliminare indica
una relativa sicurezza rispetto all’instabilità, i test possono
cessare.
Test preliminari per la stabilità termica possono essere
eseguiti utilizzando le tecniche di Analisi Termica Differenziale
(DTA come ad esempio il tubo di Carius, si veda l’appendice
A.2) o di Calorimetria a Scansione Differenziale (DSC).
Entrambe queste tecniche sono metodi di “screening” che
non hanno “phi factor” basso né risultano adiabatici e quindi
entrambi richiedono dei margini di sicurezza. Perché dunque
utilizzare un test che non è scalabile? Fondamentalmente,
questi test sono più economici, più veloci e richiedono meno
quantità di campione rispetto ai metodi più dettagliati.
Il materiale può esplodere? Esistono tre test standard UN per
esaminare il potenziale detonante di una sostanza:
• Effetto del riscaldamento in ambiente parzialmente
confinato (Koenen tube test)
• Propensione a propagare una deflagrazione (UN time /
pressure test)
• Propensione a propagare una detonazione (UN Gap test)
adiabatico Dewar (si veda l’appendice A.5 e specificamente
A.5.1). Questi test sono generalmente direttamente scalabili e
quindi richiedono margini di sicurezza inferiori. Un confronto
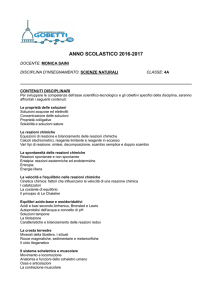
dei test di stabilità termica è fornito nella tabella 1.
• la grandezza di ogni reazione espressa sia quantitativamente
(per esempio in J·g-1) o qualitativamente (per esempio
piccoli, medi o grandi eventi),
Per la stabilità termica di una polvere, vi è un’ulteriore
complessità poiché questi metodi non simulano
adeguatamente l’impatto dell’aria sulla stabilità termica.
Si è osservato che molte polveri sono più sensibili alla
ossidazione che alla decomposizione a temperatura elevata.
L’esame del potenziale ossidativo richiede metodi di prova
alternativi che simulano una grande disponibilità di aria.
Questa metodologia e il metodo di test sono descritti in
dettaglio nella pubblicazione Chilworth “Gestire le polveri
in sicurezza”. Il test deve essere adottabile alle applicazioni
di dati su larga scala - per l’essiccamento a letto fluido per
esempio, un test DSC o DTA sarebbe del tutto insufficiente
per simulare le condizioni durante la lavorazione. I test
discussi nel presente documento si riferiscono solo a liquidi,
solidi e miscele processati solo in condizioni di inertizzazione
(o in pressione).
I margini di sicurezza variano da test a test per riflettere la
diversa sensibilità dei vari metodi. Il margine di sicurezza
è applicato alla temperatura di “onset” della reazione. Il
concetto di “temperatura di onset” assoluta è un mito. Per
ogni data sostanza, la temperatura alla quale una reazione
può essere rilevata varierà per le diverse apparecchiature
di test a causa della scala del test e delle condizioni di
dispersione di calore. Questo concetto è discusso più
ampiamente nel riquadro 5.
Metodi di prova più sensibili sono tipicamente adiabatici (cioè
nessuno scambio termico con l’ambiente circostante) e hanno
un basso “Phi factor”. Esempi includono l’ Accelerating Rate
Calorimeter (ARC, si veda appendice A.3) e il calorimetro
Ogni sostanza che, in qualunque di questi tre test, è in grado
di propagare una detonazione o una rapida deflagrazione è
considerato un esplosivo.
Riquadro 5: Il Mito della “Temperatura di onset assoluta”
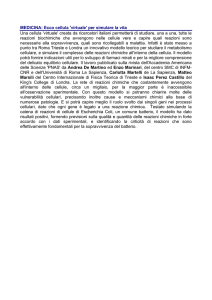
Tabella 1: Un confronto dei Test di Stabilità Termica
Test
Phi Factor
Adiabatico?
Agitazione?
Temperatura
Margine di
Sicurezza (K)
10
50
Tubo di Carius
(DTA)
~ 2.5 (valore
minimo)
No
DSC
Alto
No
No
0.01
75 – 100
ARC
~ 1.3 (valore
minimo)
Si
No
6
20 – 30
~1.05 (valore
minimo)
Si
Calorimetro
Adiabatico Dewar
No
Dimensioni del
campione (g)
Secondo la classica cinetica di Arrhenius, la velocità di una reazione è proporzionale alla temperatura secondo un
rapporto esponenziale. Questo spiega perché le reazioni possono accelerare così rapidamente una volta iniziate.
Tuttavia, questa relazione suggerisce che tutte le reazioni possono verificarsi a qualsiasi temperatura (anche se in molti
casi ad un tasso impercettibilmente basso). Il concetto di una temperatura di “onset” assoluta alla quale inizia una
reazione deve, pertanto, essere un mito.
Una definizione più rigorosa di “temperatura di onset” potrebbe essere:
“La temperatura alla quale una reazione può essere rilevata considerando dispersioni
di calore e altre condizioni delle attrezzature specifiche di test e del metodo utilizzato”.
Se per una sostanza si conosce l’indicazione della temperatura di “onset” è fondamentale capire la sensibilità delle
apparecchiature utilizzate per i test e del metodo sperimentale, in modo che il risultato possa essere interpretato nel
contesto corretto.
Per tener conto delle differenze tra il test e la scala industriale, è normalmente applicato un margine di sicurezza alla
prima temperatura di inizio reazione rilevata. L’entità del margine di sicurezza tiene conto dei seguenti fattori:
• i test di screening con alte dispersioni di calore sono meno sensibili rispetto ai metodi adiabatici
Si
700
0 – 10
• i test con basso “Phi factor” sono più sensibili rispetto ai test con alto “Phi factor”
• i test isotermici sono più sensibili dei test di screening con rampe. Più veloce è la rampa, minore è la sensibilità
di “onset”.
I margini di sicurezza possono variare da un massimo di 100°C fino a 0°C; è fondamentale applicare ai dati il corretto
margine di sicurezza.
20
21
Usando questi dati può essere valutata la possibilità che
la massa di reazione raggiunga le condizioni di ebollizione
e l’eventuale sovrappressione del reattore o la possibilità
che abbiano inizio reazioni di decomposizione/reazioni
secondarie. Una di queste condizioni potrebbe costituire
uno scenario potenzialmente pericoloso e devono esser
svolte ulteriori indagini. Naturalmente da un punto di vista
puramente progettuale del processo i dati possono essere
utilizzati anche per definire e/o verificare i requisiti necessari
per il raffreddamento dei reattori.
Una delle principali applicazioni della calorimetria di reazione,
in particolare per i processi semi-batch, è la comprensione
della quantità di accumulo di reagente. Idealmente, in
un’operazione semi-batch è auspicabile che la cinetica del
processo sia sufficientemente rapida così che la sostanza
reagisca istantaneamente non appena viene aggiunta. In
questo caso tutto il calore si svilupperebbe durante l’aggiunta
e non rimarrebbe nessun calore accumulato alla fine del
periodo di carico. Se una deviazione o problema insorge
durante l’aggiunta, l’aggiunta può essere fermata senza
energia accumulata. Si tratta di una situazione idealizzata di
processo semi-batch.
Caratterizzazione della Reazione
Desiderata
Dopo aver stabilito i limiti massimi della temperatura di
processo, il passo successivo è quello di determinare il
potenziale delle reazioni chimiche coinvolte di rilasciare
calore o gas. La caratterizzazione della reazione desiderata
comporta una simulazione su piccola scala del processo
per quantificare il calore e la generazione di gas. I dati di
laboratorio di solito sono ricavati utilizzando calorimetri
di reazione. Questi sistemi sono reattori automatizzati,
di piccole dimensioni, che possono essere utilizzati per
simulare le esatte condizioni stabilite per la produzione.
Come suggerisce il nome, i calorimetri di reazione misurano
l’energia liberata o assorbita sotto forma di calore durante il
processo (si veda l’appendice A.4). Tali sistemi devono essere
impiegati se l’energia di una reazione è sconosciuta, o se
uno studio preliminare indica un potenziale elevato calore di
reazione che richiede un’ulteriore quantificazione.
In realtà, succede spesso che, al fine di completare la
reazione, le istruzioni di processo impongono che una miscela
di reazione sia lasciata sotto agitazione fino a 48 ore dopo
la fine dell’aggiunta. Questo è un forte indizio che il grado
di accumulo è elevato. Se una deviazione o un problema
insorge dopo la fine dell’alimentazione, può non esserci più
controllo sul reattore. Se la deviazione implica la perdita
o l’interruzione del raffreddamento del reattore, il calore
accumulato potrebbe portare ad una reazione di runaway
auto-accelerata. Così, ove possibile, dovrebbero essere
prese misure per ridurre al minimo l’accumulo. I potenziali
meccanismi per ridurre l’accumulo possono essere:
Dati cinetici ricavati dal test possono essere definiti
semplicisticamente o, più formalmente, con il supporto
di software/pacchetti di analisi, come BatchCadTM, Batch
Reactor, CISP software, ecc.. Di solito le seguenti semplici
caratteristiche sono sufficienti per descrivere la termochimica
di una reazione:
• temperature più alte di processo (per aumentare la
cinetica),
• il calore globale di una reazione (ΔHr),
Una valutazione delle reazioni in questo modo può spesso
portare ad enormi miglioramenti della produttività grazie
all’eliminazione dei lunghi periodi di agitazione. I calorimetri
di reazione non dovrebbero essere considerati come soli
strumenti di sicurezza poiché danno un eccellente contributo
per l’esercizio di sviluppo del processo.
• uso di un catalizzatore (per aumentare la cinetica) o
• aggiunte di reagente più lunghe (per ridurre l’accumulo).
• la quantità di reagente accumulato, ovvero quanto calore
si evolve dal sistema al termine dell’aggiunta semi-batch
poiché la velocità di reazione è più lenta rispetto alla
velocità di carico,
Ci sono una vasta gamma di calorimetri di reazione disponibili
in commercio (si veda l’appendice A.4 per i dettagli dei sistemi
Mettler Toledo RC1) e sono diventati sempre più sofisticati
e sensibili negli ultimi anni. Sono ora disponibili anche
molte opzioni di analisi del processo come la spettroscopia
FTIR/Raman, sonde di conteggio/ dimensionamento delle
particelle, ecc..
• la capacità termica della miscela di reazione,
• l’aumento di temperatura adiabatico (ignorando reazioni
collaterali),
• il profilo della potenza termica durante tutta la reazione e,
• cambi delle caratteristiche fisiche (viscosità, ecc).
22
causa immediata di sovrappressione del reattore e richiedono
la piena comprensione e la quantificazione. Apparecchiature
ausiliarie, come misuratori di portata termica di massa
o sistemi a buretta di gas quando usati insieme alla
calorimetria di reazione possono facilmente quantificare la
velocità e la quantità totale di produzione di gas del processo
normale. Questo dato è particolarmente importante per il
dimensionamento adeguato dei dispositivi di sicurezza.
Queste voci accessorie possono aumentare il valore dei
risultati del test, agevolando la spiegazione dei meccanismi di
reazione, il controllo di cristallizzazione, ecc.. Sono disponibili
reattori in grado di resistere a pressioni fino a 400 bar e a
temperature da -70°C a +300°C.
Una volta che il calore di reazione è noto, possono essere
valutate una serie di scelte e di conseguenze per gli scenari di
deviazione. Domande come “cosa succede se si aggiungono
quantità di materiali non corrette ad esempio minor carico
di solvente, sovraccarico di reagenti, ecc.?” possono essere
risolte quantitativamente, senza la necessità di ulteriori test.
…e non dimentichiamo i gas!
È facile trascurare l’importanza della produzione di gas
essendo nascosta sotto l’inerzia termica, il phi factor, i flussi
di calore, la calorimetria, ecc.. I gas incondensabili sono una
Conclusioni - Scelta della via di sintesi, Sviluppo del
processo e Ottimizzazione
Bisognerà evidenziare, ai fini della sicurezza, ogni potenziale
rischio di accumulo di reagenti – oppure la produzione nello svolgimento del processo. Lo stesso si applica alla
generazione di gas per la progettazione e verifica di adeguati
sistemi di sfogo.
La determinazione del potenziale esplosivo di una sostanza
può portare a restrizioni severe nel campo del trasporto e
della movimentazione e può richiedere che il sito produttivo
sia registrato e abbia licenze per la detenzione, l’utilizzo o
la produzione di sostanze esplosive. La classificazione di un
materiale come esplosivo porta all’adozione di precauzioni
di sicurezza avanzate per minimizzare il livello di rischio. In
alcuni casi ciò può avere un impatto rilevante sulla possibilità
di procedere con il processo ipotizzato (da ciò discende la
necessità di identificare queste proprietà il prima possibile).
Sul mercato sono disponibili produttori in grado di processare
questi materiali altamente energetici. In alternativa si può
decidere di evitare l’isolamento di una sostanza esplosiva o
estremamente energetica utilizzandola in una forma inerte
(es. prodotto umido e non secco o prodotto complessato).
Al termine di questa fase dell’analisi si dovrà avere una
conoscenza approfondita della termodinamica del processo
e la stabilità termica e i limiti di utilizzo di reagenti, miscele
intermedie e prodotti. Qualsiasi aspetto pericoloso riguardante
il processo dovrà essere messo in evidenza e approfondito
per gli eventuali scale-up. Gli aspetti critici dal punto di vista
della sicurezza del processo devono essere compresi nelle
istruzioni utilizzate dagli operatori in modo che possano
essere consci delle fasi potenzialmente pericolose e delle
azioni da eseguire in caso di scenari incidentali prevedibili
sulla base dei dati termodinamici.
Dopo aver eseguito appropriati test di stabilità termica e
aver utilizzato adeguati margini di sicurezza, risulta possibile
definire la massima temperatura raggiungibile dagli step di
processo. Questi dati dovranno essere usati per impostare
i parametri riguardanti il riscaldamento/raffreddamento e
definire i valori di set-point per gli allarmi e le sicurezze sul
processo.
Questa è la fase finale dell’analisi dove modifiche
fondamentali al processo possono essere fatte con costi
minimi. Il processo dovrà essere revisionato in modo che ogni
scenario incidentale che può portare a rischi nel processo sia
identificato e ridotto o cambiando le condizioni di processo
o introducendo sistemi di prevenzione e protezione adeguati,
concetti chiave in uno sviluppo di processo che punta alla
sicurezza. Tipiche misure di prevenzione possono essere:
aumentare la quantità di solvente, passare da operazioni
batch a semi-batch, o addirittura ad operazioni in continuo,
ecc. Ogni rischio residuo legato al processo richiederà
soluzioni ingegneristiche ad hoc per lo scale-up, così come
sistemi di protezione. Questi sistemi risultano, in genere, più
costosi dell’eliminazione dei rischi nella modalità spiegata
nello step precedente.
L’approfondimento dei rischi potenziali associati alle reazioni
chimiche richiede i dati ricavati dalle calorimetrie di reazione
e le relative misure riguardo lo sviluppo di gas per identificare
e quantificare la formazione di gas incondensabili. Il profilo
termico risultante, il calore di reazione e il ΔT adiabatico sono
dati fondamentali per una corretta analisi di rischio sulla
reazione. Se l’aumento di temperatura dipendente dal rilascio
di energia può portare all’ebollizione o alla decomposizione
della massa di reazione, risulterà necessaria una revisione
delle sicurezze presenti e degli scenari incidentali.
23
Scala pilota
Background
Questa combinazione di
condizioni
può
portare
nella pratica comune a
deviazioni pericolose dalla
normale operatività-anche
se la presenza di operatori
altamente qualificati può
ridurre la probabilità di
accadimento
di
queste
deviazioni. Tuttavia anche
a questo livello di scala
produttiva
si
possono
presentare rischi di reazioni
runaway
potenzialmente
pericolose laddove non si
sia analizzata in maniera
approfondita la termochimica
del processo. Si richiede
quindi una strategia ben
precisa per rivedere i dati
termodinamici esistenti e per
applicare questa conoscenza
al caso specifico della scala
pilota.
Ai giorni nostri è poco probabile che per un processo si passi
direttamente dallo studio di laboratorio alla produzione su
vasta scala in impianto. E’ molto più comune che si passi
attraverso uno step intermedio per controllare e validare il
processo e definire le condizioni ottimali per ottimizzare rese,
tempistiche e qualità.
Questa scala intermedia può variare per quel che riguarda
le dimensioni. Solitamente nell’industria farmaceutica si
utilizzano apparecchiature con capacità intorno ai 20-50
litri. In alcuni casi questo è l’ultimo gradino dello scale-up di
impianto! Più in generale nell’industria chimica la scala pilota
è rappresentata da reattori che variano da 100 litri a 1000 litri
di volume. La strategia proposta nel seguito si può applicare
per qualsiasi apparecchiatura con capacità superiore a 10 l.
La scala pilota di solito è caratterizzata da:
• operatori altamente qualificati (normalmente ricercatori
altamente specializzati)
• grande variazione nei parametri di processo
• predominanza di sistemi di controllo manuali
• minima presenza di sequenze di controllo automatico
predefinite
Cosa c’è da sapere?
Per processi blandamente esotermici che operano ad
elevata diluizione e laddove non si abbia la presenza di
gruppi funzionali potenzialmente energetici, si può procedere
con un’analisi semplice che non significa, però, che non si
debba eseguire un’analisi di rischio. Anche in questo caso si
consiglia di seguire l’iter sopra descritto.
Le fasi fondamentali dell’analisi di rischio prima di iniziare la
sperimentazione su scala pilota sono:
• Esaminare i dati termodinamici esistenti per definire i
rischi già noti in partenza.
• Eseguire un’analisi di rischio dettagliata per identificare
cause e conseguenze di sovrappressioni
• Definire lo scenario peggiore dal punto di vista
dell’aumento di temperatura e pressione
• Specificare e implementare misure di sicurezza per
proteggere il reattore da tutte le possibili deviazioni
previste
Nella scala pilota le dissipazioni possono considerarsi basse,
ma non trascurabili e il Phi factor dell’impianto è di norma
modesto e varia da 1,2 a 1,5. Per questi motivi la scala
pilota deve essere trattata con lo stesso approccio rigoroso
utilizzato per lo scale-up su scala industriale?A nostro avviso
lo studio deve essere approfondito tanto più i dati di esotermia
di reazione e stabilità termica risultano preoccupanti.
24
25
Come si può fare?
Identificazione dello scenario incidentale
Il metodo da utilizzare fra quelli sopra riportati, ma non solo,
può essere scelto sulla base dei rischi intrinseci connessi
al processo e sulle dimensioni dello scale-up. Processi noti
come pericolosi (nitrazioni o polimerizzazioni) richiedono un
approccio più rigoroso. Processi che non mostrano esotermie
di rilievo in cui si utilizzano reagenti e miscele di reazione
termicamente stabili possono essere analizzati anche in
maniera meno rigorosa. Ciò che è importante in ogni caso
è essere sicuri che il processo -qualunque esso sia- e la
stabilità dei componenti siano stati analizzati e risultino
sicuri in tutti gli scenari incidentali credibili (alte pressioni
e temperature, reazioni secondarie, ecc.). Il risultato dello
studio deve essere una lista semplice e credibile degli scenari
incidentali che possono portare a conseguenze pericolose.
Anche se non è nell’intenzione di questa guida discutere le
tecniche per l’analisi del rischio o la gestione dei sistemi
di sicurezza, è necessario comunque introdurre qualche
principio generale di identificazione dei rischi. Sulla base dei
dati termodinamici riguardanti le reazioni in esame e sulla
base della stabilità termica di prodotti e miscele è necessario
combinare queste informazioni con la conoscenza delle
operazioni da eseguire sul reattore per derivare una lista dei
potenziali scenari incidentali. In pratica, cosa si può ipotizzare
che vada storto nelle varie fasi di processo che può portare a
condizioni potenzialmente pericolose?
I metodi per l’identificazione del rischio includono:
Identificare le conseguenze di scenari
incidentali
• Hazard and Operability (HAZOP) Studies:
Un’analisi strutturata di tutte le parti di impianto e delle
utilities in cui si identificano per i diversi nodi deviazioni
plausibili. La procedura si applica a ogni elemento del
sistema. Il risultato è una lista di deviazioni delle quali si
considerano cause e conseguenze e si analizzano misure
di prevenzione/protezione esistenti e da implementare.
Una volta disponibile una lista degli scenari incidentali, è
necessario definire le conseguenze di tali scenari. Questa
analisi può essere eseguita tramite:
• Simulazione software in grado di calcolare gli effetti
• Stima basata sui parametri di processo
• Check List
• Simulazione sperimentale
Questo è un approccio meno formale rispetto all’HAZOP e
si basa sull’applicazione di una lista di condizioni di guasto
comuni che possono portare a scenari pericolosi. La bontà
di questo approccio è molto dipendente dalla qualità della
check-list e dall’esperienza di chi la utilizza.
La simulazione via software è affidabile, ma richiede una
grande quantità di dati fisico-chimici e di informazioni
sulla cinetica di processo. Per ogni reazione è necessario
conoscere a fondo il meccanismo di reazione, la presenza
di reazioni secondarie, i parametri cinetici di energia di
attivazione, ecc.. Per produzioni di piccolo volume reperire
tali informazioni risulta proibitivo, mentre in alcuni casi per
produzioni su scala industriale questo approccio rigoroso può
essere fattibile.
• Analisi di rischio del tipo: “What if?”
Consiste in un brainstorming non strutturato che analizza
il processo e l’impianto definendo scenari potenzialmente
pericolosi. Anche in questo caso la qualità dell’analisi è
proporzionale all’esperienza dei membri del team e al
rigore con cui viene applicato il metodo.
La stima delle conseguenze basata su parametri di processo
può essere possibile sulla base di dati esistenti. Conoscendo
il calore di reazione e il calore specifico si possono calcolare
le conseguenze di alcune deviazioni (per esempio variazioni
nella quantità di reagenti o solventi). Questo può essere uno
step iniziale per definire la magnitudo di alcune deviazioni
che, combinato con i dati sulla stabilità termica delle miscele
può portare a un’analisi approfondita della situazione tenendo
conto anche di potenziali reazioni indesiderate.
• Failure Modes and Effects Analysis (FMEA))
E’ una metodologia più formale che cerca di identificare i
possibili guasti di ogni componente del sistema e definire,
qualitativamente, le conseguenze di questo guasto.
• Fault Tree Analysis
In alcuni casi questo approccio può non essere appropriato.
Per esempio nel caso della mancanza di agitazione è
richiesta un’analisi riguardo alla possibilità di accumulo
e di stratificazione del sistema. Una semplice valutazione
termodinamica non può rispondere a questo quesito. In
questi casi per valutare la cinetica dello scenario peggiore
si esamina la situazione sperimentalmente in modo da
riprodurre direttamente le conseguenze dell’evento.
Ogni calcolo di questo tipo porta a informazioni
termodinamiche riguardo alla magnitudo degli effetti termici
e alla probabilità che possano innescare eventi secondari.
Questo approccio ha il merito di essere un’analisi qualitativa,
ma non fornisce dati cinetici sufficienti per la definizione dei
sistemi di sicurezza. In altre parole, è una via per identificare
uno scenario che può avere conseguenze significative,
ma non quantifica adeguatamente la cinetica dell’evento.
Tipicamente questo approccio fa parte della categorizzazione
delle potenziali deviazioni.
Questo tipo di analisi di rischio inizia con la definizione
di un “top event”, per esempio l’esplosione del reattore e
determina le cause e le conseguenze che possono portare
a questo evento.
26
27
• Caratteristiche di una reazione runaway (sistema
tempered vs non tempered) - è sufficiente lo sfiato
dei vapori formati durante il sovrariscaldamento per
controllare (temper) l’aumento di temperatura durante la
reazione?
Nella pratica comune sistemi di sfogo della pressione
come dischi di rottura e valvole di sicurezza (PSV) sono la
misura di sicurezza impiegata. Non è comunque sufficiente
dimensionare adeguatamente il dispositivo secondo i metodi
di calcolo riconosciuti in modo da evitare che il reattore superi
la sua pressione di bollo, bisogna anche considerare gli effetti
relativi al flusso scaricato al di fuori del reattore.
• Modalità di efflusso – la reazione runaway è caratterizzata
da un rilascio bifase (liquido e gas/vapore) o da un rilascio
in singola fase (solo gas/vapore)?
Simulazione sperimentale – Uso del
calorimetro adiabatico per la valutazione
di potenziali deviazioni di processo
• Calorimetri resistenti alla pressione
○○ Sono progettati in modo da garantire una resistenza
strutturale alla pressione interna
○○ Rappresentativi di questa categoria sono Accelerating
Rate Calorimeter (ARC) e Adiabatic Pressure Dewar
Calorimeter (ADC II)
L’importanza dell’impatto delle dispersioni di calore e
dell’inerzia termica del sistema sul comportamento di
un impianto è già stata sottolineata. Per simulare una
reazione runaway su scala impiantistica si richiedono test in
apparecchiature adiabatiche e con bassa inerzia termica. La
calorimetria adiabatica è una soluzione per ottenere questi
dati. Per definizione e progetto i calorimetri adiabatici hanno
dispersioni pari a zero e questo simula il caso peggiore per
il mantenimento di calore. In aggiunta questi sistemi sono
costruiti in modo da avere una minima inerzia termica (phi
factor). In questo modo si può simulare efficacemente in
laboratorio il comportamento su scala industriale. Queste
apparecchiature, inoltre, devono:
• Calorimetri a pressione compensata
○○ Sono reattori in lamina leggera posti all’interno di
una cella di contenimento. Un aumento di pressione
all’interno del reattore viene compensato rapidamente
da una contropressione esterna nella cella di
contenimento.
○○ Esempio: Vent Sizing Package (VSP II), Phi Tec II e
APTAC
Le operazioni fondamentali e i risultati forniti dai diversi
sistemi sono simili. Si hanno differenze riguardo le pressioni
massime raggiungibili, l’efficienza dell’agitazione, la
sensibilità della misura e la possibilità e facilità di eseguire
aggiunte controllate di sostanze. Il calorimetro Dewar ADC II
e il metodo ARC sono approfonditi nelle appendici A.3 e A.5.
• Resistere ad alte pressioni
• Simulare al meglio la modalità di agitazione presente
sull’impianto
• Fornire calore al reattore in maniera simile allo scenario
incidentale definito: incendio estero, riscaldamento
incontrollato in camicia, ecc.
• Misurare con estrema precisione
pressione, temperatura e tempo
ed
La procedura del test deve riprodurre fedelmente in
laboratorio la deviazione di processo da investigare su
scala industriale. Se le condizioni del test sperimentale
sono significantemente diverse da quelle della scala da
analizzare, può risultare falsata la validità del test. Per
questo si richiede, laddove possibile, l’uso dei materiali
utilizzati in impianto.
accuratezza
• Permettere aggiunte di materiale in modo da simulare le
operazioni di processo
• Resistere alla corrosione
• Depressurizzarsi in sicurezza per evitare il raggiungimento
di pressioni pericolose per la macchina
I dati ottenuti dai test devono fornire una misura delle
conseguenze dell’evento incidentale e possono essere usate
come basi per la progettazione dei sistemi di sicurezza.
Questa tecnica può essere anche usata con altri fini per
ottenere altre informazioni importanti come:
Sono presenti sul mercato due tipologie di apparecchi in
grado di riprodurre condizioni adiabatiche e di bassa inerzia
termica. Queste sono:
28
Per quel che riguarda gli interblocchi di processo, la misura
di sicurezza si basa su loop di controllo che prevengono
la formazione delle condizioni pericolose. Questi sistemi
devono seguire appositi standard come IEC 61508/11. Le
conseguenze di alcuni scenari possono essere talmente
gravi che le condizioni che portano a tali scenari devono
essere assolutamente prevenute. In questi casi il controllo
del processo spesso è l’unica via da percorrere e la criticità e
l’affidabilità di questi loop di controllo deve essere garantita.
Queste due ultime caratteristiche risultano fondamentali per
il metodo di calcolo utilizzato per il dimensionamento dei
dispositivi di sicurezza contro la sovrapressione – un errore
nel metodo utilizzato può portare al dimensionamento di
dispostivi di sicurezza enormemente sotto o sovrastimati.
Specificare e implementare misure di
sicurezza
Una volta quantificate le conseguenze relative allo scenario
peggiore, lo sforzo finale è quello di specificare quali misure
di sicurezza sono richieste per proteggere il reattore o le
apparecchiature coinvolte o verificare le misure esistenti. Ci
sono a riguardo diverse possibilità come:
• Interblocchi di processo
• Resistenza strutturale alla sovrapressione (Contenimento)
• Raffreddamento esterno della massa di reazione
• Quenching interno della massa di reazione
• Sfogo della sovrapressione in caso di emergenza
Quali decisioni possono essere prese?
Al momento dello scale-up, l’adeguatezza dei sistemi di
prevenzione e protezione sarà proporzionale al livello di
conoscenza della reazione. Anche se solo una fase della
procedura manca di informazioni, si può arrivare a problemi
di sicurezza sull’intero processo.
Le fasi critiche della definizione dei sistemi di sicurezza che
sono state sottolineate sono:
• L’identificazione di tutti gli scenari incidentali e di guasto
credibili che possono portare alla perdita di controllo
della reazione
Dovrà essere disponibile al termine dell’analisi un rapporto
che dimostri che la valutazione del rischio sia stata eseguita
in tutti i suoi punti. Le misure di sicurezza per scongiurare gli
scenari incidentali su scala pilota dovranno essere precise
e chiare così come i controlli a livello procedurale e tecnico.
• La definizione delle conseguenze delle deviazioni
identificate - ciò avviene normalmente tramite test in
calorimetri adiabatici
• La scelta, e l’introduzione di misure di sicurezza atte a
ridurre il rischio residuo di reazioni runaway al di sotto di
un livello accettabile.
29
Produzione su larga scala
La procedura per la valutazione del rischio su larga scala
segue in linea generale lo stesso iter della scala pilota. Le
differenze più importanti sono:
• Le conseguenze di uno scenario incidentale su larga
scala possono essere molto più drammatiche. Ciò rende
necessaria un’analisi di rischio più rigorosa e dettagliata.
• Su scala industriale si hanno però meno variazioni rispetto
alla scala pilota (metodo più definito).
• Su larga scala la presenza di sistemi di controllo
strumentali più avanzati richiede la conformità a standard
internazionali sulla sicurezza dei sistemi di controllo
come IEC 61508/11.
Un elemento critico di ogni sistema di sicurezza è la
riconferma della validità del sistema a seguito di modifiche
sul processo. Un cambiamento sul processo o sull’impianto
deve portare ad una revisione delle conseguenze potenziali
degli scenari incidentali.
30
31
Conclusioni
La verifica della presenza di reazioni esotermiche e/o dello
sviluppo di gas all’interno di un processo chimico richiede
un’analisi approfondita e rigorosa in modo da assicurare
che la produzione su scala industriale avvenga a un livello di
rischio residuo accettabile.
La maggior parte delle decisioni relative ai pericoli connessi
al processo sono prese nei primi step dello sviluppo del
processo – nella definizione della via sintetica da percorrere
– e in quest’area i ricercatori chimici hanno un ruolo
fondamentale nel definire un processo il più sicuro possibile.
La valutazione del rischio relativo al processo deve essere
integrata nello sviluppo del processo stesso. I ricercatori
devono essere formati a non guardare solo resa, purezza
e produttività, ma anche a capire le criticità relative alla
sicurezza connesse alle loro decisioni. Questo approccio più
sistematico all’analisi di rischio richiede il contributo degli
ingegneri che hanno normalmente il compito di introdurre
le misure di sicurezza per neutralizzare le conseguenze dei
possibili scenari incidentali che si definiranno.
La strategia consigliata è quella di collegare la raccolta
delle informazioni riguardanti la sicurezza con lo sviluppo e
lo scale-up di impianto – e non, come spesso succede, solo
alla fine dello sviluppo quando il processo è già stato definito
e ottimizzato (rischi inclusi, sulla base di informazioni
parziali e affrettate).
La strategia proposta in questa guida fa parte della
metodologia PreVent sviluppata da Chilworth Technology in
modo da essere una metodologia di sviluppo dei processi che
riduce i costi. Con questa tecnica il grado di investigazione
sulle problematiche relative al processo dipende dal livello
di rischio connesso al processo – accentrando risorse,
tempo ed investimenti sugli step più pericolosi e garantendo
un livello di rischio accettabile per gli altri step. Per maggiori
informazioni riguardo a PreVent e altri servizi relativi ai
rischi associati alle reazioni chimiche offerti da Chilworth,
visitate i nostri siti web:
www.chilworth.it
www.chilworth.co.uk.
32
33
Appendice - Descrizione dei test
A.1Differential scanning calorimetry
A.1. Differential Scanning Calorimetry
34
Standard internazionali
Esistono molti metodi standard ASTM.
Quantità di campione
richiesta
50 mg
Test alternativi
-
Scopo del test
Determina l'energia associata alla decomposizione di un materiale o di una miscela, potenzialmente
per la ricerca di proprietà esplosive. Da questo test si possono ottenere dati semi-quantitativi relativi
alla temperatura d’inizio decomposizione. Può essere eseguita un’analisi cinetica della reazione di
decomposizione per l'estrapolazione su più ampia scala. A causa delle piccole dimensioni del campione,
non è raccomandato l'uso di questa tecnica nello studio delle miscele o di campioni eterogenei per la
difficoltà di prelievo di campioni rappresentativi (in questi casi il tubo di Carius è una tecnica più appropriata).
Metodologia del test
In una cella (costruita in acciaio inossidabile, alluminio o in oro) viene caricata una piccola quantità di
campione (in genere 5-20 mg). Per lo studio in cella chiusa, sono più adatte le celle ad alta pressione (per
evitare perdite per evaporazione). Il campione è quindi riscaldato all'interno della DSC assieme ad un
contenitore di riferimento d’identica costruzione. La velocità di riscaldamento nominale è compresa tra 1 e
20 K·min-1 (velocità di riscaldamento più elevate forniscono risultati meno precisi di temperatura di onset).
Qualsiasi attività esotermica o endotermica è misurata attraverso la misurazione del flusso di calore tra
il campione e il riferimento. La quantità di energia liberata o assorbita dal campione può essere integrata
come misura dell’energia globale di una reazione. I test possono essere eseguiti in modo isotermo per lo
studio di reazioni autocatalitiche o a diverse velocità di riscaldamento per l’estrazione di dati cinetici.
Risultati e interpretazione
In genere, si ottiene un grafico della potenza in funzione del tempo. L’interpretazione è condotta dal
computer di controllo del sistema che fornisce i dati (sul grafico del test) riguardanti la temperatura di
onset e l’energia della reazione (solitamente normalizzata a J·g-1). La temperatura di onset ottenuta non
è assoluta (a causa dell’elevato fattore phi e delle perdite di calore del test) ed è obbligatorio un fattore di
sicurezza. Tipicamente, per alte velocità di riscaldamento (> 5 K·min-1), può essere impiegato un fattore
di sicurezza fino a 100 K. Per questo motivo, il tubo di Carius, usato a più basse rampe di riscaldamento
e con quantità maggiori di campione, fornisce informazioni più accurate sulla temperatura di onset.
L'energia di decomposizione non richiede tali modifiche, si può quindi applicare direttamente. Si possono
confrontare i test effettuati in aria e in azoto per identificare se un evento è dovuto a processi ossidativi o
a pura decomposizione. Possono essere estratti i dati cinetici per reazioni di decomposizione basandosi
sull'analisi dei risultati ottenuti da molteplici test. Ogni energia di decomposizione > 800 J·g-1 indica la
potenziale esistenza di proprietà esplosive nel materiale.
Versioni ridotte del test
Non esistono versioni ridotte di questo test
Limitazioni
I risultati non sono direttamente scalabili (richiedono un margine di sicurezza). Per test su poveri, la
limitata presenza di aria all’interno della cella può nascondere la presenza di fenomeni ossidativi. Con
questo metodo non si può misurare la pressione né definire l’eventuale generazione di gas durante il test.
Si sconsiglia l’utilizzo di questa tecnica per caratterizzare la stabilità di miscele e soluzioni a causa della
difficoltà nell’ottenere un campione rappresentativo.
35
A.2 Carius (10 G) Tube Screening Test
A.3 Accelerating rate calorimetry (ARC)
A.2. Carius (10 G) Tube Screening Test
A.3. Accelerating Rate Calorimetry (ARC)
Standard internazionali
Quantità di campione
richiesta
Test alternativi
Scopo del test
Metodologia del test
Risultati e interpretazione
Versioni ridotte del test
Limitazioni
Non si applica nessuna norma, anche se il metodo è descritto nelle pubblicazioni ABPI e IChemE sulla
valutazione dei pericoli delle reazioni chimiche ed è considerato “buona tecnica”.
Standard internazionali
Non esistono standard formalmente riconosciuti a riguardo anche se il metodo è descritto all’interno di
pubblicazioni ABPI e IChemE sullo studio di reazioni chimiche pericolose
10 g per test (anche se sono meglio 30 g per consentire la replica del test).
Esistono diverse metodologie di test DTA.
Il test è stato progettato per fornire una prima indicazione del comportamento termico di un materiale.
Possono essere determinati eventi esotermici, endotermici e generazione di gas in modo semiquantitativo.
La prova può essere compiuta su un liquido, solido o su una miscela.
Una piccola quantità di materiale (10 - 15 cm3) viene depositata nel tubo di Carius che è posizionato al centro
di un forno, collegato ad un trasduttore di pressione e riscaldato (a velocità costante, di solito 0,5 K·min-1) da
temperatura ambiente fino a 400 ° C o fino al raggiungimento di una pressione di 55 barg all’interno del tubo
(fra le due, la condizione che si verifica prima). Le variazioni di energia sono indicate da deviazioni positive
(esotermia) o negative (endotermia) della differenza di temperatura tra campione e forno. Vi è la possibilità di
aggiungere altre sostanze per avviare la reazione e l’agitazione.
L'output contiene tre grafici: il grafico (a) è l’andamento della temperatura e della pressione in funzione
del tempo; il grafico (b) è l’andamento della temperatura al variare della differenza di temperatura tra il
forno e il campione, il grafico (c) è l’andamento del logaritmo della pressione al variare dell’inverso della
temperatura assoluta (grafico di Antoine). La temperatura d’inizio di un evento è il punto in cui si osserva
una deviazione nella differenza di temperatura (esotermico se verso l'alto, endotermico se verso il basso).
Si usa tipicamente un fattore di sicurezza pari a 50 K sulla temperatura di inizio per tener conto delle
alte perdite di calore dell’apparecchio. L’altezza (e larghezza) del picco sono una misura della magnitudo
dell’evento anche se solo qualitativa e non direttamente applicabile. Un picco largo è indice di una reazione
controllata dal trasferimento di massa. Una deviazione verso l'alto dalla linearità nel grafico di Antoine
indica l'inizio della generazione di gas. La pendenza è indicativa della rapidità di produzione di gas. La
pressione residua nel tubo dopo il raffreddamento offre una misura quantitativa dei gas emessi (può
essere impiegata la spettrometria di massa per valutare la natura del gas).
Non esistono versioni ridotte del test.
I risultati non sono direttamente applicabili (ovvero è necessario un margine di sicurezza). Per le polveri, la
mancanza di disponibilità di aria può ostacolare l'individuazione di eventi di ossidazione.
36
Quantità di campione
richiesta
10 g
Test alternativi
Advanced Reactive Systems Screening Tool (ARSST) e Phi Tec I.
Scopo del test
Determinare la stabilità termica di una sostanza o di una miscela in condizioni adiabatiche. Il test nasce per
definire la temperatura di onset di una decomposizione esotermica e la conseguente magnitudo e cinetica.
Metodologia del test
Il test è condotto in una piccola bomba metallica (10 cm3) contenente tra 1 e 6 g della sostanza da testare.
Le bombe utilizzate, di forma sferica, possono essere costruite in metalli diversi in modo da evitare
corrosione o effetti catalitici.
La bomba è collegata ad un trasduttore di pressione e ad un sensore di temperatura posizionati al centro
della cella. Possono essere eseguiti test isotermi o nella modalità heat-wait-search (HWS). La metodologia
HWS più comune include il riscaldamento del materiale a step tramite un riscaldatore radiante, l’attesa
del raggiungimento dell’equilibrio termico e la ricerca di prove di comportamento esotermico al di sopra
del limite predefinito (nominalmente 0,02 K·min-1). Se non si osserva nessuna attività esotermica si ripete
il ciclo raggiungendo temperature via via superiori fino a quando non si osservino fenomeni esotermici.
Una volta rilevato l’inizio dell’evento, lo si segue adiabaticamente fino alla conclusione. La cella del test
normalmente non è agitata e ha un’inerzia termica (phi factor) relativamente alta. Tuttavia il sistema può
resistere ad alte pressioni (fino ad alcune centinaia di bar) ed è estremamente sensibile.
Risultati e interpretazione
L’onset del fenomeno esotermico è definita come la più bassa temperatura alla quale si supera la soglia
limite del calorimetro. Le conseguenti velocità di reazione e magnitudo possono essere derivate dai dati
di temperatura/ pressione/ tempo. L’aumento di temperatura può essere tradotto in calore di reazione
se l’inerzia e la capacità termica della cella e del campione sono note. Si possono determinare anche
parametri come l’energia di attivazione. Anche se l’inerzia termica è elevata, il software permette,
correggendo le misure di temperatura con il phi factor, di dare informazioni su parametri come il tempo
necessario a raggiungere la massima velocità di reazione. I dati possono essere usati, insieme ad altre
sperimentazioni di supporto, per definire la temperatura di auto decomposizione di una sostanza (SADT).
La temperatura di onset dell’attività – se non corretta – richiede un margine di sicurezza di 20-40°C a
seconda del tipo di applicazione.
Versioni ridotte del test
Non esistono versioni ridotte del test.
Limitazioni
Questa tipologia di test ha un phi factor relativamente alto (normalmente variabile tra 1,5 e 3). Questo
significa che si richiede una correzione matematica dei dati o l’introduzione di margini di sicurezza per
la loro applicazione alla realtà di impianto nella definizione della massima temperatura raggiungibile. La
bomba utilizzata nel test non è normalmente dotata di agitazione – ciò limita gli studi su sistemi bifase e
multifase. Aggiunte per dare inizio alla reazione risultano molto difficili a causa delle piccole dimensioni
della cella utilizzata.
37
A.4 Calorimetro a flusso di calore
(calorimetro di reazione RC1 mettler toledo)
A.4. Calorimetro a flusso di calore (calorimetro di reazione RC1 mettler toledo)
Standard internazionali
Quantità di campione
richiesta
Test alternativi
Scopo del test
Metodologia del test
Risultati e interpretazione
Versioni ridotte del test
Limitazioni
Non esistono standard formalmente riconosciuti a riguardo anche se la tecnica è descritta all’interno di
pubblicazioni ABPI e IChemE sullo studio di reazioni chimiche pericolose.
Quanto basta per un batch di 1,5 litri.
Simular Reaction Calorimeter, ChemiSens Reaction Calorimeters. Sistema DRC Setaram.
Determinare il calore di reazione in condizioni isoterme o isoperiboliche e identificare l’effetto di
cambiamenti istantanei al sistema reagente dovuti alla velocità di alimentazione, alla temperature e alla
concentrazione delle specie. E’ possibile eseguire l’analisi quantitativa dell’accumulo di reagenti. Il calore
di reazione può essere utilizzato per predire l’aumento di temperatura adiabatica in caso di assenza di
raffreddamento. Collegandosi a sistemi di misura della fase gas è possibile determinare la velocità e la
quantità di gas formati o consumati.
Il test può simulare sia condizioni di processo che anomalie. I reagenti sono caricati in un reattore provvisto
di camicia che viene mantenuto alla temperatura di reazione sotto efficiente agitazione. Il reagente che
deve essere aggiunto è dosato nel calorimetro in un tempo preordinato (come da specifiche di processo o
controllando che la temperatura non salga di più di 5 K). Gas possono essere aggiunti tramite un dip-pipe.
Si eseguono calibrazioni elettriche prima e dopo la reazione per tener conto delle proprietà di trasporto del
calore del sistema. Si possono eseguire test con apparecchiature per il monitoraggio della fase gas per
misurare la formazione (o il consumo) di gas nel processo, la velocità di generazione e la quantità. Il flusso
di calore può anche essere misurato a riflusso o a pressioni fino a 10 barg usando appositi recipienti diversi
da quello descritto.
Sono forniti diversi grafici riguardanti temperatura/flusso di calore/pressione/generazione di gas vs tempo.
L’area al di sotto delle due curve di calibrazione è legata all’area sotto la curva di reazione per definire il
calore prodotto dalla reazione. Questo viene convertito in un calore di reazione dividendo per la quantità di
reagente limitante presente. Qualsiasi indizio di attività esotermica dopo la fine dell’alimentazione è dovuto
all’accumulo del reagente. È disponibile un’analisi quantitativa della dimensione dell’accumulo (in termini
percentuali). Durante il test si possono registrare anche cambiamenti fisici (colore, viscosità, solubilità, …).
L’aumento di temperatura adiabatico della reazione è calcolato (utilizzando una capacità termica definita
sperimentalmente), ma non può tenere conto dell’eventuale presenza di reazioni secondarie a temperature
più elevate.
Non esistono versioni ridotte del test.
I risultati sono relativi alla reazione solo nelle condizioni specifiche testate. L’accuratezza del sistema
decresce all’aumentare della viscosità (reazioni in fase solida non possono essere analizzate).
A.5 Calorimetro adiabatico Dewar
Appendice A.5 Calorimetro adiabatico Dewar
Standard internazionale
Non esistono standard formalmente riconosciuti a riguardo anche se la tecnica è descritta all’interno
di pubblicazioni ABPI e IChemE sullo studio di reazioni chimiche pericolose e nel Workbook IChemE sul
dimensionamento dei sistemi di sfogo di emergenza.
Quantità del campione
Quanto basta per un batch di 1,5 litri. Questo è abbastanza per duplicare il test.
Test alternativi
Accelerating Rate Calorimeter (ARC), Phi-Tec II, Vent Sizing Package (VSP).
Scopo del test
Esaminare la stabilità termica di materiali in condizioni adiabatiche (nessuna dispersione di calore verso
l’esterno). In aggiunta, l’inerzia termica di questo sistema (phi-factor) porta a risultati direttamente
scalabili al caso di reattori in contesto industriale (fino a 25 m3). La combinazione di queste caratteristiche
rimuove la necessità di margini di sicurezza o di correzioni matematiche dei dati per tener conto dell’effetto
della diversa scala. Il test fornisce direttamente la misura di tempo/ temperatura/ pressione utilizzabili per
definire la massima temperatura di sicurezza raggiungibile nel processo, il tempo necessario a raggiungere
la massima velocità di reazione, le informazioni riguardanti il dimensionamento dei dispositivi di sicurezza
per reazioni runaway sia per processi batch ch e semi-batch e se lo scarico è di tipo tempered o meno per
definire se la reazione si può controllare tramite la pressione di vapore. Blowdown tests possono essere
condotti per determinare se i materiali e le miscele tendono a schiumeggiare o per stabilire il punto di
bolla delle stesse miscele durante lo scarico. L’equipaggiamento è sufficientemente flessibile per studiare
tutte le più comuni tipologie di reazione e deviazioni di processo.
Metodo del test
La tecnica base è applicata a tutti i suddetti test. Il reattore da 1,1 litri in acciaio è dotato di flange e connessioni
di testa che permettono l’utilizzo di un agitatore, di una termocoppia, di trasduttori di pressione, di una
pompa, di un riscaldatore elettrico del campione e di una linea di vent. Il reattore Dewar ha basse dispersioni
termiche che sono ulteriormente ridotte ponendo il reattore all’interno di un forno controllato in modo da
essere alla stessa temperatura del campione. Per minimizzare il phi-factor dell’apparecchio si utilizzano
tipicamente 700 g di materiale. Il recipeinte ha una capacità termica di 200 J·K-1 in modo da fornire phi-factor
nel range di 1,05-1,15 replicando così quello di reattori presenti su scala industriale. Il reattore è agitato da
un impeller a tre pale (pitched blade) o da un agitatore ad ancora che normalmente garantisce un’agitazione
efficiente anche se l’agitazione può essere modificato all’occorrenza. Il recipiente è dotato di un sistema
di calibrazione che viene usato per la determinazione della capacità termica del campione. Il recipiente è
dotato anche di una valvola di sfogo da 3/8" che viene aperta tramite il sistema di controllo computerizzato
quando la pressione supera i 25 barg. L’intero equipaggiamento è posizionato all’interno di un contenitore
ventilato a prova di esplosione per limitare pericoli al personale derivanti da vapori pericolosi o dalla rottura
del recipiente. I reattori possono essere rivestiti in oro o Halar per resistere alla corrosione.
Risultati e interpretazione
I risultati vengono mostrati nei seguenti grafici:
• Grafico a: Temperatura / Pressione / Tempo
• Grafico b: Temperatura / Pressione / traccia del tempo nella regione di interesse
• Grafico c: Grafico di Antoine
La velocità di aumento di temperatura e pressione, insieme alle temperature e pressioni massime
raggiunte sono derivate direttamente dai grafici sperimentali. Le velocità di aumento della temperatura
possono essere convertite in velocità di sviluppo di calore per dimensionare il sistema di raffreddamento
del reattore per controllare la reazione. La massima velocità di aumento di temperatura è utilizzata nel
calcolo dei sistemi di scarico di emergenza, mentre la massima pressione viene utilizzata per definire i
sistemi di contenimento della sovrappressione. Il calore di reazione del processo può essere determinato
usando dati di capacità termica misurati o calcolati (a seconda che il recipiente scarichi o meno prima di
raggiungere la temperatura di picco).
38
Versione ridotta del test
Non esistono versioni ridotte del test.
Limiti del test
L’aggiunta di solidi può essere problematica. Sono proibite in questa metodologia di test reazioni troppo
energetiche.
39
A.6 Test di Blowdown
A.5.1 Massima temperatura di sicurezza (Maximum Safe Handling Temperatures)
A.5.6 Test di Blowdown
Il materiale da testare (solitamente un liquido o uno slurry) viene caricato all’interno del vessel e connesso alla strumentazione di controllo.
Il riscaldatore posizionato all’interno del Dewar porta il campione alla temperatura di set-point e da quel momento il sistema è mantenuto
in condizioni adiabatiche. La durata del test di solito è paragonabile al tempo in cui il materiale viene mantenuto alla data temperatura
nel normale processo. Il materiale può essere riscaldato a step per determinare la temperatura di inizio di eventuali esotermie tramite la
tecnica heat-wait-search. Il periodo di attesa dopo il riscaldamento è normalmente di un’ora. Questo tipo di test ha un range di sicurezza di
circa 10°K o più per tener conto delle differenze tra le condizioni sperimentali e quelle della realtà impiantistica.
Lo scopo di questo test è di determinare la magnitudo di un rilascio bifase durante il vent di un sistema
reattivo o non. Il test viene condotto scaricando in un serbatoio di raccolta il flusso rilasciato a seguito
dell’apertura di un disco di rottura. Il campione può essere portato alla temperatura voluta tramite
riscaldamento esterno o tramite autoriscaldamento in modalità adiabatica. La quantità di liquido scaricata
è indice della capacità del campione di formare schiume. Il test viene solitamente eseguito per definire se
i dispositivi di sicurezza debbano essere dimensionati secondo il modello monofase o bifase.
Risultati e interpretazione
I risultati del test generalmente sono:
A.5.2 Tempo necessario a raggiungere la velocità massima di reazione. Time to Maximum Rate (TMR)
• Grafico a: Temperatura e pressione vs. tempo
Il campione è caricato all’interno del vessel, chiuso e posizionato all’interno del forno adiabatico. Tramite riscaldamento si porta rapidamente
il campione a una temperatura predeterminata. Da questo momento l’apparecchiatura lavora in condizioni adiabatiche e permette alla
reazione di sviluppare l’esotermia. Questa procedura viene ripetuta almeno tre volte a temperature diverse in modo da determinare il tempo
necessario per passare dalla temperatura di set-point alla massima velocità di aumento della temperatura, indice della velocità della
runaway. Il grafico del Log(TMR) vs. 1/T (K) genera una retta dalla quale si può estrapolare la TMR.
• Grafico b: Temperatura e pressione vs. tempo nella regione di interesse
• Grafico c: Grafico di Antoine
La velocità di crescita della temperatura e della pressione insieme alle pressioni e temperature massime
raggiunte sono derivabili direttamente dai grafici sperimentali. La velocità di aumento della temperatura
può essere convertita nella velocità di sviluppo di calore per determinare i requisiti del sistema di
raffreddamento per controllare la reazione. La velocità di crescita della temperatura è usata nel calcolo
dei sistemi di scarico di emergenza, mentre la pressione massima raggiunta può essere utilizzata nella
definizione di sistemi di protezione tramite contenimento. Il calore di reazione può essere determinato
utilizzando dati sperimentali o teorici riguardanti il calore specifico dei campioni testati (a patto che il
vessel non scarichi prima di raggiungere la massima pressione).
A.5.3 Informazioni per il vent sizing Sizing di processi batch
Si utilizza la stessa procedura presentata in 1.4.1. La temperatura di set-point utilizzata viene normalmente definita sulla base della massima
temperatura che si può raggiungere sull’impianto (worst-case). Vengono definiti i valori di dP/dt e dT/dt richiesti dalla modellazione per il
vent sizing di sistemi bifase reagenti e non. Se si sospetta la presenza di reazioni controllate dal trasferimento di massa, si eseguono test
con differenti velocità di agitazione e tipologia di agitatori per confermare i dati ottenuti in condizioni di processo differenti.
Versione ridotta del test
Non esistono versioni ridotte del test.
Limiti del test
L’aggiunta di solidi può risultare problematica. E’ vietato lo studio di reazioni troppo energetiche
A.5.4 Informazioni per il vent sizing Sizing di processi semi-batch
Si utilizza la stessa procedura presentata in 1.4.1. La miscela da testare viene caricata nel vessel e portata alla temperatura desiderata. A
questo punto si aggiungono tramite pompa i reagenti rimanenti in un periodo di tempo prestabilito (normalmente il minimo possibile, per
risultare conservativi). Anche in questo caso i dati di dT/dt e dP/dt possono essere utilizzati direttamente nel dimensionamento di dispositivi
di sicurezza per scarico bifase.
A.5.5 Tempering Test
Lo scopo del test è di mantenere la reazione runaway a una temperatura di set point (normalmente corrispondente a quella di apertura del
disco di rottura) e determinare se si può controllare l’aumento di temperatura. Questo test indica se l’avanzare della reazione esotermica
può essere controllato dall’evaporazione dei vapori (“tempered reaction”). Per eseguire il test il vessel viene collegato direttamente tramite
un tubo da 1/4" a un serbatoio di raccolta da 5 litri (tempering cell) posto all’esterno del contenitore adiabatico. La pressione all’interno
del vessel è controllata tramite alimentazione di gas e una valvola a solenoide collegata alla tempering cell. La reazione runaway viene
innescata tramite riscaldamento o aggiunta di reagente (processo semi-batch) e l’operatore gestisce la pressione all’interno del Dewar
operando manualmente le valvole di alimentazione del gas e lo sfiato. Se la reazione è tempered si possono utilizzare equazioni per il vent
sizing che tengono conto solo della pressione di vapore. Al contrario si utilizzano equazioni che tengono conto della generazione di gas.
40
41
Clienti di DEKRA Insight
Uffici di DEKRA Insight
ITALIA
DEKRA Italia S.r.l.
Cinisello Balsamo, Milano
+39 (0) 2 899 296 00
www.chilworth.it
FRANCIA
Chilworth France SAS
Jonage
+ 33 (0) 4 72 44 05 52
www.chilworth.fr
CHINA
DEKRA China
Shanghai
+ 86 21 6056 76 66
www.chilworth.cn
PAESI BASSI
DEKRA Solutions B.V.
Arnhem
+31 (0) 88 96 83000
www.chilworth.nl
SPAGNA
Chilworth Amalthea, S.L.
Valencia + 34 961 366 814
Barcelona + 34 934 920 450
Madrid + 34 912 97 54 03
Zaragoza + 34 976 304 448
www.chilworth.es
STATI UNITI
Chilworth Technology Inc
Princeton (NJ)
+ 1 609 799 4449
www.chilworth.com
BELGIO
Chilworth Wallonie
La Louvière
+32 (0) 479 61 70 23
www.chilworthglobal.be
REGNO UNITO
Chilworth Technology Ltd
Southampton
+ 44 (0) 23 8076 0722
www.chilworth.co.uk
INDIA
Chilworth Technology Private Ltd.
Mumbai + 91 (0) 22 6694 2350
New Delhi + 91 (0) 11 2613 6979
Hyderabad + 91 (0)40 23 04 69 44
www.chilworth.co.in
Safety Consulting Engineers Inc.
Schaumburg (IL)
+ 1 847 925 8100
www.sceinc.com
A proposito di DEKRA Insight
Leader globale della sicurezza sul posto di lavoro, DEKRA Insight è il partner aziendale che fornisce servizi di consulenza a
molte delle principali aziende chimiche, petrolchimiche, dei trasporti, dei servizi, farmaceutiche e alimentari del mondo. Il nostro
approccio appassionato e scientifico affianca i clienti nelle scelte legate alla cultura organizzativa e all’ ambiente operativo. Le
nostre competenze ed esperienze collettive consentono ai clienti di ridurre i rischi che mettono a repentaglio la sicurezza di
dipendenti, beni e reputazione, oltre che di migliorare le prestazioni aziendali. DEKRA Insight rappresenta le conoscenze e le
esperienze collettive di queste società, ciascuna delle quali è un’istituzione nel settore della sicurezza: BST, Chilworth, RCI Safety,
Russell Consulting, Optimus Seventh Generation e il partner RoundTheClock Resources.
DEKRA Insight ha più di 500 dipendenti in 22 uffici e 16 Paesi. È una service unit di DEKRA S.E., leader globale nella sicurezza dal
1925 con più di 35.000 dipendenti.
©2017 DEKRA Insight. Tutti i diritti riservati. Tutti i marchi commerciali sono di proprietà di DEKRA Insight, registrati presso l’Ufficio statunitense dei brevetti e dei marchi di fabbrica, l’Ufficio
Europeo per l’Armonizzazione nel Mercato Interno e in altri Paesi elencati nel nostro sito web.