Capitolo sesto
SALDATURA E SALDABILITÀ
CICLI TERMICI DI SALDATURA
Durante la saldatura, le condizioni di regime termico si
raggiungono, quando diventa costante il flusso di calore,
che attraversa nell’unità di tempo una sezione generica vicino alla sorgente termica. Il raggiungimento di queste condizioni avviene rapidamente, soprattutto nella saldatura ad
arco. In queste condizioni con la traslazione della sorgente
lungo il giunto, anche il campo termico, definito dalle ellissi
isoterme, si sposta solidalmente.
50
x
d
100
1500
800
1000
600
Asse del giunto
400
Temperatura °C
300
TERMOLOGIA DELLA SALDATURA
Durante la saldatura, una sorgente termica genera un riscaldamento localizzato in una ristretta zona del giunto, dove generalmente trasla, fatta eccezione per i procedimenti di
saldatura a resistenza elettrica per punti, a rilievi di testa,
per frizione, alla termite e altri meno diffusi.
Il completamento del giunto è realizzato in un tempo,
che dipende dalla velocità con cui la sorgente termica si
sposta, detta velocità di saldatura.
Il calore, che la sorgente termica fornisce nel tempo in
corrispondenza di una data zona del giunto, è disperso soprattutto nella massa dei pezzi da saldare. La velocità di dissipazione del calore dipende dalle caratteristiche fisiche e
geometriche dei pezzi: per esempio dalla conduttività termica, dal calore specifico, dalle dimensioni e forma del
giunto.
Quindi, in un istante generico, intorno alla sorgente termica
si stabilisce una distribuzione della temperatura caratteristica, con isoterme decrescenti all’aumentare della distanza
della sorgente.
I gradienti termici che ne derivano, generano deformazioni plastiche, i cui effetti sono definiti ritiri dei giunti saldati.
Tutte le saldature sono eseguite in condizioni d’autovincolo più o meno accentuate, per cui il ritiro non può mai
compiersi liberamente. Per questo motivo si generano le
tensioni interne.
A complicare ulteriormente la situazione, intervengono
trasformazioni metallurgiche dovute al ciclo termico, che
ciascun punto del metallo, situato in prossimità del giunto
saldato, subisce al variare della temperatura nel tempo.
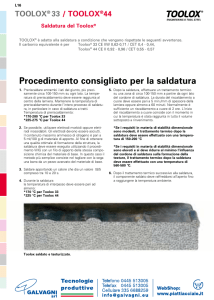
• la dimensione degli assi delle ellissi isoterme aumenta
con il diminuire della temperatura;
• gli assi minori delle ellissi isoterme sono tanto più spostate all’indietro, rispetto al movimento di traslazione
della sorgente termica, quanto più bassa è la temperatura
che rappresentano.
La distribuzione della temperatura intorno alla sorgente
termica rappresenta un’immagine istantanea del campo termico della saldatura.
200
SALDATURA
z
c
P
b
a
y
mm
-50
Figura 6.02. Influenza del campo termico sulla temperatura di un
punto P adiacente al giunto.
-40
-30
-20
Temperatura °C
50
100
1500
800
1000
600
400
300
200
-10
x
+10
+20
+40
y
-100
-80
-60
-40
-20
0
+20
mm
mm
+30
+50
Figura 6.01. Disposizione delle ellissi isoterme intorno alla sorgente termica.
DISTRIBUZIONE DELLA TEMPERATURA
Attorno alla sorgente di calore si costituisce un flusso
termico verso la massa dei pezzi da saldare, che si riscaldano a temperatura progressivamente decrescente con la distanza dalla sorgente. Collegando i punti d’uguale temperatura, s’ottengono le linee isoterme, che in una saldatura
normale sono ben rappresentate da ellissi (figura 6.01).
Dall’esame della distribuzione della temperatura, osserviamo che:
Consideriamo un punto P a distanza d dall’asse del giunto
(figura 6.02). In un certo istante, il campo termico che procede nel senso indicato dalla freccia interagisce con P, al
passaggio successivo delle isoterme a, b, c, di temperatura
progressivamente crescente. Perciò, la temperatura di P
aumenta, raggiunge il massimo al passaggio dell’isoterma z,
che possiede il semiasse minore uguale a d, ed infine diminuisce al passaggio delle stesse isoterme di temperatura inferiore.
Dunque, nel corso della saldatura, ogni punto situato ad
una definita distanza dall’asse del giunto subisce un ciclo
termico, che si ripete uguale per tutti i punti situati alla stessa distanza.
La figura 6.03 rappresenta l’andamento di un ciclo termico, caratterizzato dalla velocità di riscaldamento abbastanza elevata, dalla massima temperatura raggiunta e dalla
velocità di raffreddamento, sensibilmente più blanda rispetto a quella di riscaldamento.
La massima temperatura raggiunta e la velocità di raffreddamento dei cicli termici determinano le trasformazioni
metallurgiche della zona termicamente alterata.
-1-
600
500
400
300
200
100
0
0
10
20
30
40
50
60
Tempo (s)
Figura 6.03. Esempio del ciclo termico subito, durante la saldatura, da un punto vicino all’asse del giunto saldato.
I fattori, che maggiormente influiscono sulla severità
termica di un ciclo termico, sono:
• il procedimento di saldatura, che determina l’apporto
termico specifico, cioè l’energia fornita dalla sorgente
all’unità di lunghezza della saldatura;
• lo spessore dei pezzi e la forma del giunto da saldare
che determinano la velocità di raffreddamento;
• l’eventuale preriscaldo dei lembi del metallo base
(100÷300 °C), richiesto in certi casi, per attenuare la velocità di raffreddamento. Infatti, aumentando la temperatura dei pezzi da saldare prima dell’esecuzione della saldatura, diminuisce il gradiente termico rispetto alla zona
fusa e perciò rallenta la propagazione del calore, rendendo il ciclo termico più blando, cioè meno severo.
Basandosi su queste considerazioni e sui risultati di numerosissime esperienze, Mùller elaborò sei diagrammi che
consentono di determinare graficamente la velocità di raffreddamento dei lembi saldati di pezzi d’acciaio al carbonio, nelle immediate vicinanze del cordone di saldatura, noti
i tre fattori a, b, c.
Supponendo nulle le perdite nel trasferimento del calore
dall’arco al giunto, l’apporto termico specifico si calcola
convenzionalmente con la formula:
Q=
0,1
800
700
600
500
0,2
ore
ess
Sp
0,3
6m
0,4
0,6
0,8
1,0
900
20 °C
0,1
800
700
600
500
2,0 kWh/m
m
400
0,2
ore
ess
Sp
0,3
8m
0,4
0,6
0,8
100
1,0
150
200
2,0
kWh/m
m
V
R
400
0,1
900
800
700
600
500
0,2
ore
ess
Sp
0,3
m
10
0,4
0,6
0,8
1,0
700
600
500
kWh/m
V
X
R
0,18
900
800
2,0
m
400
400
1
I*V
kWh
* 600
v
m
0,34
0,7
200°C
re
Spesso
2
15 mm
1,0
2,0
200°C
20°C
4
5 6 7 8 9 10
20
X
R
20°C
3
kWh/m
30
40
V
60
80 100
200
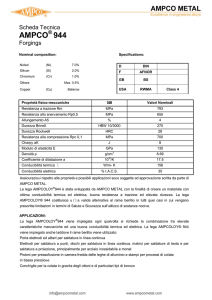
Figura 6.04. Diagrammi di Mùller, per la determinazione delle
curve di raffreddamento fra 900 e 400 °C di giunti saldati
d’acciaio al carbonio, di diverso spessore.
oppure:
Q=
900
Temperatura °C
700
Temperatura °C
Temperatura (°C)
800
Temperatura °C
900
La scala orizzontale superiore indica l’apporto termico specifico Q (kWh/m), mentre quella inferiore il tempo in secondi.
Al variare dell’apporto termico, la retta che rappresenta la
velocità di raffreddamento si sposta parallelamente a se
stessa, prendendo origine sulla scala superiore dal valore
particolare di Q.
Nei diagrammi di Mùller, per ciascun tipo di geometria del
giunto (nessuno, V e X) è riportata una retta caratteristica.
Per giunti di spessore 6 mm è riportata la sola retta R, che
rappresenta la velocità di raffreddamento del cordone di riporto, in prima approssimazione equivalente alla saldatura
in cianfrino non preparato, dato il piccolo spessore.
Per lamiere di spessore 8 e 10 mm è indicata anche la retta
V, che rappresenta la velocità di raffreddamento del cordone di riporto in un cianfrino a V.
Per gli spessori superiori è indicata anche una retta X, che
rappresenta la situazione per un cianfrino a X.
Le rette R, che danno le velocità di raffreddamento per i
cordoni di riporto, sono applicabili anche per le ultime passate delle saldature in cianfrino.
Per le passate intermedie, le velocità di raffreddamento sono intermedie tra le X o V e la R.
Temperatura °C
In particolare, la velocità di raffreddamento, rappresentata
dal ramo destro della curva di figura 6.03, caratterizza la
severità termica del ciclo, tanto maggiore quanto più energico è il raffreddamento.
I*V
J
* 60
,
v
cm
dove:
• I è l’intensità della corrente di saldatura in ampère (A);
• V la tensione in volt;
• v la velocità d’avanzamento della sorgente termica in
cm/minuto.
I diagrammi di figura 6.04, in scala logaritmica, riportano i tempi di raffreddamento di giunti con spessori dei lembi compresi fra 6 e 15 mm, nell’intervallo di temperatura
900 ÷ 400 °C, che contiene i punti di trasformazione Ar3 e
Ms degli acciai al carbonio. Si ricorda che Ar3 è la temperatura d’inizio trasformazione dell’austenite in ferrite e Ms
(martensite start) la temperatura d’inizio formazione della
martensite.
Per le saldature d’angolo, si può considerare la retta R
rappresentativa della velocità di raffreddamento dello spessore efficace, ottenibile sperimentalmente nei casi di geometria complessa o tramite calcolo per giunti di geometria
semplice. Per esempio in un giunto a T, lo spessore efficace
è:
a + b/2,
dove a è lo spessore della piattabanda e b lo spessore
dell’anima del T.
Preriscaldando le lamiere diminuisce la velocità di raffreddamento e le rette rappresentative ruotano di un certo
angolo. Nei diagrammi di Mùller la rotazione conduce a rette con minor pendenza, ciascuna caratterizzata dalla temperatura di preriscaldo.
Tramite i diagrammi di Mùller si possono tracciare le
curve di raffreddamento fra 900 e 400° C per un buon nu-
-2-
le maggiori deformazioni a caldo, sono appunto quelle che
superano i 600 °C.
500
400
DEFORMAZIONI
Se una barretta metallica, inserita tra due vincoli rigidi,
in modo che ne sia impedita la dilatazione (figura 6.05), è
sottoposta a riscaldamento, si comprime a causa della dilatazione impedita. La sollecitazione di compressione aumenta con l’aumentare della temperatura raggiunta. Finché la
temperatura non raggiungerà un valore specifico, la sollecitazione di compressione non supera il limite elastico o la
resistenza allo snervamento a caldo del metallo. Perciò, dopo raffreddamento, la barretta tornerà come prima, senza
alcuna variazione geometrica. Se la temperatura raggiunta
supera questa soglia, la sollecitazione di compressione supera la resistenza allo snervamento, perciò la barretta si deforma plasticamente, scaricando istantaneamente le sollecitazioni. Durante il raffreddamento la sua lunghezza diminuisce ed a temperatura ambiente, sarà minore di quella iniziale, mentre il diametro sarà proporzionalmente maggiore,
per la costanza del volume.
In entrambi i casi la barretta non conterrà alcuna sollecitazione residua.
Ø1
Prima e durante il riscaldamento
Ø2 > Ø1
Ø2
Dopo il raffreddamento
Figura 6.05. Contrazione di una barretta riscaldata a dilatazione
assiale vincolata.
Se la barretta fosse vincolata alle estremità in modo che
sia impedita anche la contrazione, a raffreddamento ultimato sarà geometricamente uguale, ma conterrà sollecitazioni
residue di trazione (tensioni residue), d’intensità proporzionale alla differenza tra le tensioni di compressione generate
al riscaldamento in condizioni d’elasticità infinita (assenza
di deformazione plastica) e la resistenza allo snervamento
del metallo a caldo.
Un comportamento simile a quello della barretta vincolata si verifica in tutti i casi di riscaldamento localizzato,
come nella saldatura. Infatti, la zona riscaldata si dilata, ma
la dilatazione è impedita dalla massa circostante fredda. Se
durante il riscaldamento è superata la resistenza allo snervamento del materiale, la parte riscaldata si deforma plasticamente, ricalcandosi. Nel successivo raffreddamento la
parte riscaldata sarà in tensione, mentre quelle circostanti,
rimaste fredde, saranno compresse, perché la sommatoria
delle tensioni interne deve sempre essere nulla.
La figura 6.06 rappresenta l’andamento della resistenza
allo snervamento e a rottura di un acciaio dolce. Si osserva
che, verso i 600 °C, la resistenza allo snervamento è molto
bassa. Ciò facilita la deformazione plastica. Durante la saldatura le zone dei normali acciai al carbonio, che subiscono
300
Sollecitazione (N/mm2)
mero di casi pratici. Trasferendo queste curve nei diagrammi TTT o CCT, è possibile prevedere con buona approssimazione le strutture metallurgiche della zona termicamente
alterata di una saldatura.
Resistenza a trazione
200
100
Resistenza allo snervamento
00
100
200
300
400
500
Temperatura °C
600
700
800
Figura 6.06. Variazione delle caratteristiche meccaniche di un
acciaio dolce con la temperatura.
Qualitativamente, l’andamento delle deformazioni dei
giunti saldati, che sono comunemente definite ritiri di saldatura, dipende da due distinte cause:
• contrazione propria del cordone di saldatura che dalle
dimensioni possedute immediatamente dopo la solidificazione tende a restringersi ed accorciarsi durante il raffreddamento;
• riscaldamento a caldo e successivo accorciamento delle
zone riscaldate a temperatura superiore a quella corrispondente ad una sollecitazione di compressione uguale
alla resistenza allo snervamento del materiale.
I ritiri sono trasversali, angolari e longitudinali. I primi
due agiscono nel piano perpendicolare all’asse del giunto;
l’ultimo parallelamente all’asse stesso.
RITIRO TRASVERSALE
Consideriamo un giunto di testa AB durante
l’esecuzione della saldatura (figura 6.07). La sorgente termica, nell’istante considerato, si trova in V e definisce il
campo termico, descritto dalle ellissi isoterme. Quella dei
600° C è stata grassettata perché rappresenta il limite della
zona più suscettibile di ricalcarsi a caldo.
C
t
0
60
A
E
°C
B
V
t
D
Figura 6.07. Origine del ritiro trasversale in un giunto di testa.
Una striscia sufficientemente sottile, come quella tra le
due rette tratteggiate trasversali, subisce un ciclo termico ed
i fenomeni descritti per la barretta con estremità appoggiate;
infatti è riscaldata nella zona centrale, per cui tenderebbe a
dilatarsi, ma la dilatazione è impedita dalla continuità della
striscia con la parte precedentemente saldata, che già si trova a più bassa temperatura. La zona della striscia compresa
nell’isoterma di 600° C subisce un notevole riscaldamento e
ricalcatura, per cui, nel successivo raffreddamento,
-3-
s’accorcia generando tensioni che tendono ad avvicinare i
lembi uniti.
Il ritiro trasversale aumenta al diminuire dello spessore
dei pezzi da saldare e all’aumentare dalla sezione della saldatura. A parità di spessore, l’aumento della sezione di saldatura comporta l’aumento della larghezza del cordone (figura 6.08), per cui, il ritiro è tanto maggiore quanto più
grande è la larghezza media della saldatura.
RITIRO LONGITUDINALE
Il ricalcamento del materiale oltre i 600 °C si manifesta
anche in direzione longitudinale. Infatti, in questa direzione
si verifica il ricalcamento di una striscia di materiale parallela all’asse della saldatura, cui segue la contrazione durante
il raffreddamento. A saldatura ultimata, un giunto di testa
tende ad assumere la configurazione illustrata nelle figure
6.11 e 6.12. Quest’ultima riassume le deformazioni da ritiro
trasversale, angolare e longitudinale di un giunto saldato di
testa.
Figura 6.08. Variazione della sezione di saldatura con la larghezza del cordone.
RITIRO ANGOLARE
Si evidenzia nei giunti di testa e d’angolo ed è particolarmente importante in questi ultimi.
Nei giunti di testa il ritiro angolare dipende dalla variazione di larghezza del cordone lungo lo spessore, per la
forma del cianfrino o geometria dei lembi.
Figura 6.11. Schema della deformazione da ritiro longitudinale di
un giunto saldato.
Ritiro trasversale
α
Figura 6.09. Ritiro angolare di un giunto di testa.
In figura 6.09 è rappresentato un giunto di testa con preparazione a V. La larghezza del cordone di saldatura aumenta dal basso verso l’alto, come il ritiro trasversale che, a
fine saldatura, genera la deformazione angolare, schematizzata in figura (angolo α).
Nei giunti di testa con preparazione a X, il ritiro angolare non si manifesta o è molto contenuto, per ragioni di simmetria.
v
N
B’
B
v
A’
A
C
A”
C’
P
Figura 6.10. Ritiro angolare in un giunto d’angolo.
Lo stesso ragionamento si può applicare ai giunti
d’angolo (figura 6.10). Suddividendo il cordone di saldatura
in strati paralleli alla sua superficie libera, per il progressivo
aumento della lunghezza e, quindi, del ritiro trasversale dal
vertice alla superficie, si ottiene una deformazione che tende a chiudere l’angolo nel senso indicato dalle frecce ν. In
questo caso, opera anche l’effetto di riscaldamento della
zona di materiale dei lembi riscaldati in condizioni di vincolo. Essa è collocata nella parte interna dell’angolo, che
s’accorcerà a raffreddamento ultimato, rafforzando l’effetto
di deformazione angolare.
Distorsione angolare
Ritiro longitudinale
Figura 6.12. Riassunto schematico delle deformazioni da ritiro
trasversale, angolare e longitudinale di un giunto saldato di testa.
II ritiro longitudinale, che dipende dalla sezione della
saldatura e dallo spessore delle parti saldate, aumenta con la
sezione della saldatura e diminuisce con lo spessore delle
parti da saldare.
TENSIONI INTERNE
Per le condizioni particolari in cui opera la sorgente termica durante la saldatura, il materiale si riscalda e raffredda
disuniformemente e non permette la completa evoluzione
dei ritiri. Pertanto, nel giunto saldato si genera uno stato di
sollecitazioni, definite sollecitazioni residue di saldatura o
sforzi di ritiro o tensioni interne (con quest’ultimo termine
si suole erroneamente indicare anche lo stato di compressione).
La direzione delle sollecitazioni corrisponde a quella del
ritiro impedito, mentre la loro intensità dipende dal contrasto del ritiro, cioè dal grado di vincolo in quella direzione.
I risultati dell’analisi delle sollecitazioni residue di saldature di giunti di testa sono desunti da numerose prove
sperimentali condotte su talloni (provette appositamente
saldate) e/o sui giunti di carpenterie più o meno complesse.
-4-