cop_freddo_08_12
23-01-2013
9:42
Pagina 1
REF
RIG SPEC
ERA IALE
NTI
PAT
ENT
INI
N° 364
ORGANO UFFICIALE
CENTRO STUDI GALILEO
per il tecnico della refrigerazione e climatizzazione
IL CENTRO STUDI GALILEO N. 1 NEI
PATENTINI FRIGORISTI IN ITALIA E ALL’ESTERO
La conclusione degli esami per il patentino in Casale Monferrato, Capitale del Freddo, organizzati per
Aeronautica Militare e NATO e per responsabili e presidenti di Associazioni estere sotto l’egida delle Nazioni Unite
Anno XXXVI - N. 10 - 2012 - Sped. a. p. - 70% - Fil. Alessandria - Dir. resp. E. Buoni - Via Alessandria, 26 - Tel. 0142.453684 - 15033 Casale Monferrato
cop_freddo_08_12
23-01-2013
9:42
Pagina 2
pubb_09_12
23-01-2013
9:53
Pagina 3
pubb_09_12
23-01-2013
9:53
Pagina 4
SE VUOI UN RISCALDAMENTO CHE PENSI A TUTTO,
PENSA A ROTEX.
Soluzioni avanzate di riscaldamento e produzione di
acqua calda sanitaria: pompe di calore aria-acqua,
impianti solari, sistemi radianti a pavimento,
caldaie a condensazione.
Rotex è un’azienda tedesca nata nel 1973, specializzata
nella produzione di sistemi di riscaldamento completi.
È presente in 21 paesi e da più di trent’anni investe nella
ricerca e nello sviluppo di tecnologie uniche sul mercato,
innovative e altamente efficienti. I sistemi Rotex, che
si distinguono per facilità d’installazione e d’uso,
sfruttano fonti di energia rinnovabile.
Rotex è il marchio della Divisione Riscaldamento di
pubb_09_12
23-01-2013
9:53
Pagina 5
pubb_09_12
23-01-2013
9:53
Pagina 6
pubb_09_12
23-01-2013
9:53
Pagina 7
pubb_09_12
23-01-2013
9:54
Pagina 8
pubb_09_12
23-01-2013
9:54
Pagina 9
pubb_09_12
23-01-2013
9:54
Pagina 10
pubb_09_12
23-01-2013
9:54
Pagina 11
pubb_09_12
23-01-2013
9:54
Pagina 12
Tecnici specializzati
negli ultimi corsi e patentini
del Centro Studi Galileo
Tecnici di 3 generazioni in più di 36 anni di corsi con una media di oltre 3000 allievi all’anno si sono specializzati ai corsi CSG
GLI ATTESTATI DEI CORSI, I PIÙ RICHIESTI DALLE AZIENDE, SONO
ALTRESÌ UTILI PER LA FORMAZIONE DEI DIPENDENTI PREVISTA DAL
DLGS 81/2008 (EX LEGGE 626) E DALLA CERTIFICAZIONE DI QUALITÀ
L’elenco completo di tutti i nominativi, divisi per provincia, dei tecnici
specializzati negli ultimi anni nei corsi del Centro Studi Galileo si può
trovare su www.centrogalileo.it (alla voce “Corsi > organizzazione”)
DAL NUMERO PRECEDENTE CONTINUA L’ELENCO DEI TECNICI
SPECIALIZZATI NEGLI ULTIMI CORSI NELLE VARIE REGIONI ITALIANE
Marino Bassi, esaminatore CSG, verifica
la corretta rilevazione delle temperature.
Video su www.youtube.com ricerca “Centro Studi Galileo”
Foto su www.centrogalileo.it e www.facebook.com/centrogalileo
TECNICI CHE HANNO
OTTENUTO IL
PATENTINO ITALIANO
FRIGORISTI - PIF
A CASALE MONF.TO
Cicchetti Stefano
ASSISTAIR DI CICCHETTI snc
Mozzate
Gedda Livio
FRIGO EPOREDIA
DI GEDDA LIVIO
Pecco
Giammarino Giorgio
GIESSEDUE srl
Cavaria
Nardini Marco
NARDINI CLIMA
Empoli
Morini Francesco
PAMGEL srl
Stiava - Massa Rosa
Ceresini Lorenzo
PAMGEL srl
Stiava - Massa Rosa
Manfredi Andrea
SOS HOUSE MULTISERVICE
Firenze
TECNICI CHE HANNO
OTTENUTO IL
PATENTINO ITALIANO
FRIGORISTI - PIF
A ROMA
Del Sureto Fabrizio
BOMBARDIER TRANSP.
Fiumicino
Colonna Roberto
ELETTROSTART srl
Patrica
Picchi Massimo
FAO
Roma
Crispiciani Mario
FAO
Roma
Trinca Alessandro
FAO
Roma
Sforzini Marco
JOHNSON CONTROLS srl
Roma Morena
Alussi Simone
JOHNSON CONTROLS srl
Roma Morena
Gissi Alessandro
JOHNSON CONTROLS srl
Roma Morena
Fanton Luca
GIESSEDUE srl
Cavaria
Invernizzi Alessandro
LODICLIMA srl
Fr. S. Grato Lodi
TECNICI CHE HANNO
OTTENUTO IL
PATENTINO ITALIANO
FRIGORISTI - PIF
AD AGLIANA
Ferrari Mario Fabio
GEOS srl
Massa
Tesfit Simon
ISOCLIMA
DI GIANNINI MARIO & C. snc
Firenze
Corso di Tecniche Frigorifere Specializzazione: il docente del corso Fabio Braidotti ha istruito i tecnici
su tutti gli aspetti teorico-pratici, indispensabili anche per il superamento del Patentino Frigoristi.
Le fasi teoriche più importanti, che risultano complesse molte volte anche per i più esperti tecnici del
freddo, che non hanno svolto formazione, sono il diagramma entalpico, la normativa ambientale e le
unità di misura fondamentali, derivate e i fattori di conversione. Per quanto riguarda la parte pratica
sono molti i tecnici che hanno lacune sul recupero del refrigerante.
13
CASTEL srl
Borin Marcello
Pessano con Bornago
COOPSERVICE scpa
Battistini Mauro
Corbelli Alessandro
Reggio Emilia
CURCIO GIANCARLO
Milano
DE LOS SANTOS YSUIZA
ELAZ MARTIN
San Giuliano M.se
EFFETREIMPIANTI srl
Ferrara Giuseppe Alessio
Milano
FERRARIO DAVIDE
Limbiate
Il docente dei corsi di tecniche frigorifere di Roma, Napoli, Bari e di manutenzione avanzata di Agliana,
oltre che di moltissimi corsi ad hoc in tutta Italia, Donato Caricasole, svolge nella sede toscana le prove
di verifica pressioni e temperature su un impianto raffreddato ad acqua.
Inghes Mauro
JOHNSON CONTROLS srl
Roma Morena
Lattanzi Claudio
JOHNSON CONTROLS srl
Roma Morena
Mazzanti Guido
JOHNSON CONTROLS srl
Roma Morena
Pescitelli Alessandro
MONFRIGO DI MONTANUCCI
Roma
Raponi Luigi
TERMOCLIMA SERVICE srl
Patrica
OLIVI IMPIANTI sas
Livrieri Giuseppe
Polizzi Giuseppe
Schiavon Roberto
Castiglione
PROVENZANO GIUSEPPE
San Giusto
RIGA ITALO
Rivoli
SORRISO MICHELE
Torino
TROMBETTA NICOLA
Torino
CORSI A MILANO
BARATELLI ANDREA
Suisio
BERARDI MARCO
Gussago
BF DI BIANCHI SIMONE
Bianchi Simone
Cambiago
BURBUI LUCA
Torrazza Coste
GASPANI GIANBATTISTA
Capriate S.G.
IEM ITALIA srl
Pogliani Alessio Maria
Novara
INVERNIZZI TERMOIDRAULICA
Invernizzi Giacomo
Viganò
MARCI GIOVANNI
Genova
MERANTE CLAUDIO
Meda
MURA MARCO
San Donato M.se
NASILLO ANTONIO
Torino
CORSI A TORINO
BETA DI BILANCIA snc
Sandrone Fabio
Torino
DAILY CAFFÈ DI BALZANO
Balzano Davide
Lachina Francesco
Torino
GARCIA WALTER
Torino
MORETTO SANDRO
Torino
MP TECHNOLOGIES snc
Gatti Christian
Rivoli
NASILLO ANTONIO
Torino
14
Esame svolto per l’Aeronautica militare nella sede principale di Casale Monferrato nel nuovo
laboratorio appositamente allestito con impianti didattici, strumentazione per controllo delle perdite,
carica-vuoto, recuperatore, bombole di recupero, refrigerante, bilance, termometri, manometri digitali
ed analogici e molto altro; materiale indispensabile e tarato come da regolamentazioni e decreti del
Ministero dell’Ambiente e di Accredia.
CHEF SERVICE snc
Niccolini Francesco
S. Pietro Palazzi Cecina
COMAIR spa
Talluri Alessandro
Prato
ISOCLIMA snc
DI GIANNINI MARIO & C.
Tesfit Simon
Firenze
ITEL SERVICE DI LORIERI
Lerici Oriano
Passiglia Alessandro
La Spezia
KW APPARECCHI SCIENTIF. srl
Farmeschi Michele
Monteriggioni
MUGHETTI STEFANO
Panicale
Halvart Koppen, alto funzionario UNEP, svolge l’ultima prova pratica: la verifica in pressione della
tubazione da lui costruita tramite cartelle, bicchierino e saldatura ossi-propano con lega 5% di argento.
La tubazione ha tenuto egregiamente a 10 bar con prova di tenuta con millebolle. Il patentino è ora alle
poste direzione Parigi-uffici UNEP.
PRECICAST sa
Canacci Roberto
Novazzano Svizzera
SCAD COOP.
Fersini Davide
Masciago
PROGIMPIANTI srl
Munoz Mora Cristian Ronald
Milano
SCORTEGAGNA JMMY
Carate B.za
PUNTO SERVICE scarl
Bruognolo Paolo
Caresanablot
QUELCHEVISERVE sas
Lamberti Marco
Milano
SABBATINO LUCA
Paullo
TACCA ARANA OSCAR
San Donato M.se
TERMOIMPIANTI srl
Abd El Masih Makram Fekry Labib
Milano
TURRO ASSISTENZA
DI LONGOBARDO
Longobardo Fabio
Milano
VERECOND srl
Luccarelli Maurizio
Usmate Velate
CORSI AD AGLIANA
2M TEKNOIMPIANTI srl
De Gennaro Giuseppe
Giuffrida Antonino
Arezzo
AGUIARI ALESSANDRO
Firenze
BANDINELLI CLAUDIO
Montale
NARDINI CLIMA
Nardini Marco
Empoli
NEW CHEF SERVICE srl
Galligani Riccardo
S.P. Palazzi Cecina
PAMGEL srl
Ceresini Lorenzo
Morini Francesco
Stiava - Massa Rosa
ROMAGNOLI GUGLIELMO
Firenze
SANITEL srl
Freschi Filippo
Firenze
SOS HOUSE MULTISERVICE
Manfredi Andrea
Firenze
Svolgimento, nel nuovissimo laboratorio del Centro Studi Galileo a Casale Monferrato, dell’esame teorico: 30 domande, con 18 risposte
corrette si supera la prova e si accede alla prova pratica. La media ponderata teoria-pratica deve però essere 70% del punteggio totale.
15
De Benedetto Giovanni
Di Maio Gennaro
Fratangeli Claudio
Mariani Elio
Mattia Gianluca
Pantaleo Uccio Andreas
Sapio Cataldo
Somma Andrea
Ciampino
AL SYSTEM snc
DI ALFIERI & SPINATO
Da Re Oscar
Vittorio Veneto
ARTE E CAFFÈ DI MARRONE
Marrone Luciano
Roma
BANZI IVANO
Roma
Nella foto il candidato come da regolamento 1516/2007 svolge il controllo delle perdite su impianto.
Questa operazione è obbligatoria e deve essere svolta con periodicità minima di 1 anno (a seconda della
quantità ivi contenuta) da un tecnico che possiede il Patentino Italiano Frigoristi PIF. Dapprima devono
essere verificate le giunzioni meccaniche sul lato di alta pressione, quindi le brasature e per ultimo le
parti in bassa pressione. Le vibrazioni sono spesso causa di perdite dei refrigeranti, emissioni dannose
per il problema dell’effetto serra.
VESPUCCI SAMUEL
La Spezia
SAVINI ALESSANDRO
Fidenza
VILLANELLI RICCARDO
Campi Bisenzio
SOGEDI srl
Piccolo Massimo
Mirandola
CORSI A BOLOGNA
BIANCHI REMO
Monte San Pietro
TECOS ITALIA srl
Agresti Stefano
Ferrari Roberto
Frignani Pellegrino
Traversetolo
CHIACCHIERINI PAOLO
Cupra Marittima
TROMBINI ALFREDO
Bosco
COOPSERVICE scpa
Corbelli Alessandro
Reggio Emilia
BARAKAT AHMED
Roma
BOMBARDIER TRANSP.
Del Sureto Fabrizio
Fiumicino
BORRIELLO CHRISTIAN
Roma
CORSI A ROMA
CAVALIERE
ELETTRODOMESTICI
Cavaliere Angelo
Monopoli
ADENLE SAMSON OLUSOLA
San Sebastiano al Vesuvio
CHIACCHIERINI PAOLO
Cupra Marittima
AERONAUTICA MIL. 2° REP.
GENIO AM
Bultrini Francesco
Ciavattone Donato
CIANFAGLIONI srl
Fasciani Emiliano
Ciampino
COOPSERVICE scpa
Battistini Mauro
Gualano Giacomo
Reggio Emilia
ELECTRO SYSTEM
Balboni Vladimiro
San Pietro in Casale
KOFFI EDOUKOU ROGER
Noceto
IDEL IMPIANTI
Salvatori Roberto
Palagano
MANTOVANI MASSIMO
Ferrara
MARTINELLI RAFFAELE snc
Sangiorgi Marco
Altedo di Malalbergo
PENTA BEVANDE srl
Menozzi Stefano
Castelfranco Emilia
SAMA DI MARCHI SERGIO
Marchi Sergio
Calderara di Reno
16
Un allievo sostiene la prova pratica con l’esaminatore CSG Alfredo Marrocchelli durante una delle
diverse sessioni consecutive svolte a Napoli presso la RAIME, sede esami CSG, alle quali hanno
partecipato circa 50 tecnici del freddo partenopei che, tra i primi in Italia, hanno ottenuto la
Certificazione Patentino Italiano Frigoristi PIF. Appena uscirà il registro potranno iscriversi direttamente
allo stesso, evitando lungaggini burocratiche o di dover attendere per mancanza di posti agli esami.
DEL MANSO MANUEL
Albano
GRIMANI GIORGIO
Magliano Sabina
DELTAPRO srl
Mazzanti Fabrizio
Roma
GUZZO PASQUALE
Roma
DG SERVICE
DI GIROLAMETTO
Girolametto Diego
Riese Pio X
DI IORIO ROBERTO GIORGIO
Pontedera
DI LORENZO ALESSIO
Roma
ECOFRIGORIFERI
DI LA PERNA
Morellato David
Civitavecchia
ELETTROSTART srl
Colonna Roberto
Patrica
ELETTROTECNICA
LOMBARDO
Lombardo Daniel
Passoscuro
FAO
Crispiciani Mario
Picchi Massimo
Trinca Alessandro
Roma
GALLENZI DAMIANO
Genzano di Roma
GESERIND srl
Severin Andrea
Borgo San Michele
H2O srl
Galbiati Damiano
Roma
IBS MANUTENZIONI
DI GAMBRIOLI
Gambrioli Enrico
Frascati
IM IMPIANTI DI IANNIELLO
Ianniello Mario
Casagiove
JOHNSON CONTROLS srl
Alussi Simone
Gissi Alessandro
Inghes Mauro
Lattanzi Claudio
Mazzanti Guido
Sforzini Marco
Roma Morena
MD TECH srl
Di Ianni Ettore
Orvieto
MINISTERO DIFESA - UTTAT
Di Fazio Luigi
Nettuno
MM IMPIANTI srl
Merra Sergio
Roma
RST DI ROSSATO
Rossato Roberto
San Polo dei Cavalieri
RUGGIERO LUIGI
Anacapri
Esame Patentino Frigoristi svolto a Bolzano con l’Associazione
LVH/APA dei frigoristi altoatesini. La fase di brasatura consiste nella
realizzazione delle cartelle con l’apposita utensileria, del bicchierino
con l’allargatubi e nella realizzazione di una saldatura verificando
quindi con un test di pressione di azoto la tenuta in tutte le sue parti
della tubazione realizzata.
SB SERVICE
DI STEFANO BIANCINI
Biancini Stefano
Roma
SIRTI spa
Richichi Raffaele
Milano
STEA srl
Florea Costica
Firenze
TECHNE spa
Mariam Bocu Nicosur
Pascarella Pietro Vincenzo
Pulcini Alessandro
Albino
TECHNO SKY srl
Martines Giuseppe
Roma
TECNOSYSTEM 3 snc
Maciejewski Jacek Waclaw
Roma
TEKNOSERVIZI srl
Ussi Leonardo
Ospedaletto
L’allievo è intento, durante la prova pratica dell’esame PIF, a verificare le temperature, pressioni, correnti
assorbite, sottoraffreddamento, surriscaldamento su un impianto didattico appositamente costruito per
tale prova. L’esame si è svolto presso la sede esami CSG di Motta di Livenza presso l’Elettronica Veneta.
Il CSG dispone di 12 sedi esami in ogni zona del territorio italiano, isole comprese.
TERMOCLIMA SERVICE srl
Raponi Luigi
Patrica
ZIRPOLO TERMOIDRAULICA
Zirpolo Angelo
Montefalcione
17
CORSI A
MOTTA DI LIVENZA
40° SOTTOZERO
DI QUARANTA
Quaranta Giorgio
Quaranta Manrico
Bagnatica
BONALDO & C.
GRANDI IMPIANTI srl
Harbas Salem
Treviso
ERRETIESSE srl
De Bon Maurizio
Mareno di Piave
GRANZOTTO srl
Piccoli Fabio
Susegana
GROSSELE AGOSTINO
Cartigliano
HOFER GROUP srl
Gafriller Markus
Kusstatscher Walter
S. Cristina
HOLLY’S COFFEE
DI MIAH WALI MD
Miah Wali Md
Montecchio Maggiore
TECNICOLD
DI STEVANIN snc
Stevanin Fabio
Marostica
Prova di Carica, vuoto e recupero del refrigerante fluorurato, vero problema e motivo del patentino.
Infatti il corretto uso di questi gas, al fine di evitare che influiscano sull’ambiente, aumentando il
riscaldamento globale della terra, è la ragione dell’esistenza del patentino. Inoltre il tecnico deve verificare
che l’impianto, per lo stesso problema, funzioni in condizioni ottimali dal punto di vista energetico.
CORSI A BARI
COMITEC DI PETRUZZELLA
Petruzzella Corrado
Molfetta
CRIOTECNICA
Mastrodomenico Arcangelo
Laterza
FRIGOKLIMA DI SCISCIO
Sciscio Michele
Laterza
GENTILE RUGGIERO
Barletta
GRAPS VINCENZO
Taranto
LACATENA FRANCESCO
Alberobello
LOGLISCI SIMONE
Gravina In Puglia
PICCINNI MARCO
Modugno
SANTERAMO VINCENZO
Barletta
Il Patentino Italiano Frigoristi PIF vale in tutti i Paesi dell’Europa a 27 indistintamente. Per cui un tecnico che ora prende questa qualifica
professionale può andare a lavorare in qualsiasi Stato membro. Nella foto: fase del patentino europeo frigoristi con Gaviati che esamina i
candidati. Controlla lo svolgimento dell’esame l’ispettore inglese Kelvin Kelly di Business Edge Ltd, WaterlooVille, Portsmouth UK.
18
SIRAM spa
Baldassarre Simone
Campagna Paolo
Colabufo Michele
Lazzaro Orazio
Loiacono Vito
Morrone Maurizio
Pignatelli Ignazio Antonio
Milano
SPINEL CAFFè srl
Sambati Andrea Elvis
Parabita
VITULLI SIMEONE
Grumo Appula
WIRELESS COMPUTER
Catalano Pasquale
Minervino Murge
CORSI A NAPOLI
ALFATERMO snc
Senatore Salvatore
Nocera Inferiore
ARTEMA srl
Buccino Pasquale
Nocera Inf.
CENTRO STUDI SOCRATE
Vettura Luigi
Formia
CISAP srl
Pirozzi Giovanni
Vollero Gianluca
Pomigliano D’Arco
COPPOLA RENATO
Avellino
FINTECNO srl
Romano Gaetano
Napoli
GRIECO PASQUALE
Grieco Pasquale
Santaniello Salvatore
Napoli
GRILLO VINCENZO
Torre del Greco
LUPIANO ALESSANDRO
Battipaglia
M2M ENGINEERING sas
Bellofatto Michele
Grazzanise
MANUTENCOOP F.M.
Brienza Antonio
Montone Antonio
D’Alessio Catello
De Masi Ciro
Quintavalle Gennaro
Pozzuoli
MEGARIDE
ELETTROCLIMA srl
Savastano Francesco
Napoli
NUOVA FRIGO TECNICA
VOCCIA
Voccia Claudio Michele
Scafati
PADUANO GIOVANNI
Torre del Greco
ROVI srl
Vitale Rocco
Grottaminarda
RUBINO sas
Rubino Michele
Montesano sulla Marcellana
SA&RO sas
Corradini Salvatore
Marcianise
SPARTACO RAFFAELE
Ariano Irpino
SPEZZAFERRO IMP.
TECNOLOGICA
Spezzaferro Elio
Pozzuoli
TERMEDIL srl
Angri Sabato
Beneduce Donato
Tito Ugo
Napoli
ZUNNO ARREDAMENTI
Mancino Mirco
Capaccio
CORSO AD HOC
PRESSO TESTO spa
DI SETTIMO MILANESE
AURELIO CARMINATI
ACQUA CLIMA GAS
Carminati Aurelio
BAGGIO ROMERO
CABERLOTTO TECNOIMPIANTI
Caberlotto Marco
Quaggia Mattia
DI GREGORIO DOMENICO
Di Gregorio Domenico
Di Gregorio Marco
Piccino Christian
EMMECI SERVICES
Colombo Maurizio
EURO IMPIANTI
Ruo Giovanni
GRANILI STEFANO
LP IMPIANTI srl
Longo Harry
MGM DI MACRINI
Macrini Giovanni
MANUTECK srl
Mariani Michele
PAPAVERO
Papavero Andrea
RISI LUIGI
Risi Elia
CORSO AD HOC
PRESSO ABI
DI BRESCIA
STEMA IMPIANTI srl
Bosani Stefano
BCE DI BETTARIGA FELICE
Bettariga Felice
VELASCO ROBERTO IMPIANTI
Velasco Roberto
BONOMI GIOVANNI
Bonomi Giuliano
CORSI AD HOC
PER SIRAM spa
A MILANO, NAPOLI
E PADOVA
Abdullahi Hussein Mahad
Addezio Gennaro
Barrasso Giuseppe
Bastianello Michele
Bertino Luigi
Bertoldi Massimiliano
Berton Mauro
Borzelli Antonio
Brocchieri Davide
Cerillo Michele
Chinellato Roberto
Ciccarelli Luigi
Condemi Antonio
Cuzzit Giovanni
De Simone Raffaele
Di Chiara Daniele
Di Napoli Gaetano
Donda Francesco
Esposito Vincenzo
Ferrero Alessandro
Figoni Mirko
Filippig Sergio
Formicola Antonio
Gambaro Manuel
Golin Oscar
Grosso Gianfranco
Iacuzzo Sergio
Laudani Luca
Liguori Domenico
Losso Fabio
Lucchini Attilio
Masiello Raffaele
Meles Raffaele
Neri Salvatore
Padovan Marco
Pagano Fabio
Palomba Salvatore
Pisano Giovanni
Piscopo Gennaro
Poncina Sandro
Romano Domenico
Salvati Pietro
Sannino Raffaele
Schioppa Ciro
Sfolciaghi Rolando
Sgobbo Maurizio
Stingone Raffaele
Stombellini Ennio
Stombellini Stefano
Taccogna Aniello
Tagliavini Roberto
Tomasello Angelo Mario
Troia Giacomo
Verdi Giovan Battista
Voltolina Lorenzo
Zago Luigi
ELETTROIMPIANTI
MARCHINA snc
Marchina Angelo
ELETTROTERMICA
TREBESCHI srl
Zerbini Simone
GARDA CALOR
DI FLORIOLI & C. snc
Corani Piergiacomo
IDRATERM snc
Bontempi Yury
Casula Piermario
Pedroni Alessandro
IDRAULICA COMAI snc
Comai Giorgio
IDRAULICA
F.LLI DELLEDONNE
Delledonne Roberto
IDRAULICA
FRATELLI RAMPINI snc
Rampini Maurizio
IDRAULICAMENTE srl
Tognoli Roberto
IDROSERVICE
DI FERRARI & BRUNELLI
Maggioni Andrea
IEMEGI
DI MERITI GIOVANNI
Meriti Giovanni
OPI IMPIANTI IDRAULICI
DI ORITI NIOSI
Oriti Niosi Giuseppe
RIGEL SNC DI SUGHI & C.
Sughi Franco
SALETTI GIUSEPPE
Saletti Giuseppe
SOLAZZI UGO & C. snc
Cucco Eduardo
TA IMPIANTI IDRAULICI srl
Turla Roberto
TOBANELLI GIANCARLO
Tobanelli Alessio
19
Industrie che collaborano alla attività della rivista mensile
Industria & Formazione divise per ordine categorico
Per ogni informazione gli abbonati possono rivolgersi a nome di Industria & Formazione ai dirigenti
evidenziati nelle Industrie sottoelencate, oppure alla segreteria generale tel. 0142 / 452403
SCONTI PER GLI ISCRITTI ALLʼASSOCIAZIONE DEI TECNICI ITALIANI DEL FREDDO-ATF
PRODUZIONE
COMPONENTI
BITZER ITALIA
compressori
Pietro Trevisan
36100 Vicenza
Tel. 0444/962020
www.bitzer.it
CASTEL
valvole, filtri, rubinetti,
spie del liquido
Adalberto Salina
20060 Pessano c/Bornago
Tel. 02/957021 - 2153828
www.castel.it
DANFOSS
compressori, filtri, spie del
liquido, valvole
Massimo Alotto
10137 Torino
Tel. 011/3000511
www.danfoss.com
DATCOR
controlli di livello, valvole a
solenoide, valvole di non ritorno,
valvole pulsanti
Angelo Richelli
20132 Milano
Tel. 02/26142097
www.datcor.net
FRIGOR GAS
ricambi, riparazione e revisione
compressori
Alessandro Trezzi
20091 Bresso
Tel. 02/6100048
www.frigorgas.com
MARIEL
fluidi refrigeranti, attrezzatura,
carica e vuoto
Luciano Faccin
28013 Gattico
Tel. 0322/838319
www.mariel.it
RIVACOLD
gruppi frigoriferi preassemblati
Giorgio Signoretti
61020 Montecchio
Tel. 0721/919911
www.rivacold.com
SICCOM ITALIA
produttori pompe scarico condensa
Roberto Galvani
21047 Saronno
Tel. 02/96706890
www.siccom.com
TERMORAMA
componenti e compressori
Vittorio Massariello
20098 San Giuliano Milanese
Tel. 02/9881005
www.termorama.com
DENA
TESTO
DORIN
apparecchi di controllo,
sicurezza e regolazione
Fabio Mastromatteo
20019 Settimo Milanese
Tel. 02/335191
www.testo.it
accumulatori di liquido, filtri
Franco Deambrosis
15033 Casale Monferrato
Tel. 0142/454007
www.dena.it
compressori
Giovanni Dorin
50061 Compiobbi
Tel. 055/623211
www.dorin.com
EMBRACO EUROPE
compressori ermetici
Marek Zgliczynski
10023 Chieri
Tel. 011/9405625
www.embraco.com
EMERSON CLIMATE
TECHNOLOGIES
compressori, componenti
Floriano Servizi
21047 Saronno
Tel. 02/961781
www.ecopeland.com
20
VULKAN ITALIA
cercafughe, connessioni tubi,
giunti lokring
Massimo Grassi
15067 Novi Ligure
Tel. 0143/310265
www.vulkan.com
WIGAM
componenti, gruppi
manometrici, pompe vuoto,
stazioni di ricarica, lavaggio
Gastone Vangelisti
52018 Castel San Niccolò
Tel. 0575/5011
www.wigam.com
RIVENDITORI
COMPONENTI
CENTRO COTER
unità condensanti,
aeroevaporatori, accessori
Nicola Troilo
70032 Bitonto
Tel. 080/3752657
www.centrocoter.it
ECR ITALY
compressori, controlli, gas
refrigeranti chimici
Marco Curato
20128 Milano
Tel.02/25200879
www.ecritaly.it
ELVE
revisione compressori frigoriferi
Franco Boraso
30020 Fossalta di Piave
Tel. 0421/679944
www.elve.it
FRIGO PENTA
accessori per refrigerazione
e condizionamento
Giuseppe Sciarretta
09030 Elmas
Tel. 070/241160
FRIGOPLANNING
ventilatori, frigoriferi industriali
e componenti
Antonio Gambardella
83100 Avellino
Tel. 0825/780955
www.frigoplanning.com
KLIMAX SYSTEM
compressori, accessori, strumenti
di misura, condizionatori
Vittorino Pigozzi
20032 Cormano
Tel . 02/66304888
www.klimaxsystem.it
LF RICAMBI
ricambi per refrigerazione
commerciale e cucine
professionali
Michele Magnani
47522 Cesena
Tel. 0547/341111
www.lfricambi724.it
MORELLI
accessori per refrigerazione e
condizionamento, compressori,
condensatori, evaporatori
Fausto Morelli
50127 Firenze
Tel. 055/351542
www.morellispa.it
NEW COLD SYSTEM
componentistica per
refrigerazione e condizionamento
Madi Sakande
40131 Bologna
Tel. 051/6347360
www.coldsystem.it
RCP
parti di ricambio
per compressori frigoriferi
Armando Cannas
00040 Cecchina di Albano Laziale
Tel. 06/9341097
www.rcpsrl.com
RECO
componenti e impianti
per la refrigerazione e il
condizionamento
Stefano Natale
70123 Bari
Tel. 080/5347627
www.re-co.it
RECOM
compressori avvolgimenti
frigoriferi
Emiliano Diana
20068 Peschiera Borromeo
Tel. 02/55302288
www.recomsas.com
VIOLA
componenti per refrigerazione e
condizionamento, saldatura,
impianti
Vittorio Chinni
70123 Bari
Tel. 080/5050888
UNICOMP
componenti e accessori per
refrigerazione e condizionamento
Armando Cannas
00041 Albano Laziale
Tel. 06/9344411
www.unicompsrl.com
REFRIGERAZIONE
COMMERCIALE
FRAMEC
armadi e banchi frigoriferi, trasporti
refrigerati, armadi frigoriferi
Roberto Bovo
15020 S. Giorgio Monferrato
Tel. 0142/478211
www.framec.it
MONDIAL GROUP
armadi frigoriferi
Claudio Fossati
15020 S. Giorgio Monferrato
Tel. 0142/478211
www.mondialgroup.it
SANDEN VENDO EUROPE
distributori automatici
Valter Degiovanni
15030 Coniolo
Tel. 0142/335153
www.sandenvendo.com
FRIGORIFERI SPECIALI
ANGELANTONI FRIGORIFERI
camere climatiche, criogenia,
tecnologie avanzate
Cesare Angelantoni
20126 Milano
Tel. 02/2551941
www.angelantoni.it
PRODOTTI CHIMICI
N.C.R. BIOCHEMICAL
tecnologie chimiche per la
refrigerazione
Marco Novi
40050 Castello dʼArgile
Tel. 051/6869611
www.ncr-biochemical.it
STUDIO BORRI ROBERTO
prodotti chimici, torri
raffreddamento
10096 Collegno
Tel. 011/4056337
SALDATURA
BRASOTEK
saldatura
Raffaele Presutto
71016 San Severo
Tel. 0882/223726
www.brasotek.com
ITALBRAS
saldatura e brasatura
Nicola Bordin
36100 Vicenza
Tel. 0444/347569
www.italbras.com
RIV.O.GAS.
gas refrigeranti chimici
Paolo Secco
15033 Casale Monferrato
Tel. 0142/452202
www.rivogas.it
SALDOGAS
gas e componenti per la
saldatura
Antonio Marotta
80146 Napoli
Tel. 081/2280111
www.saldogas.it
OXYWELD
saldatura e brasatura
Diego Andreetta
33077 Sacile
Tel. 0434/737001
www.oweld.com
DANFOSS
CELLE FRIGORIFERE
ARREDAMENTI
FRIGORBOX
celle e magazzini frigoriferi,
pannelli isolanti
Contardo Fantini
42019 Scandiano
Tel. 0522/983565
www.frigorbox.it
REFRIGITAL
indumenti e accessori per il
freddo
Andrea Taccone
17100 Savona
Tel. 019/802426
www.refrigital.it
SPERANZA FRANCESCO
accessori per la refrigerazione
e condizionamento
89029 Taurianova
Tel. 0966/645463
CAMION FRIGORIFERI
COLD CAR
trasporti refrigerati
Giuseppe Morano
15040 Occimiano
Tel. 0142/400611
www.coldcar.it
FLUIDI FRIGORIGENI
HONEYWELL FLUORINE
gas espandenti, gas refrigeranti
chimici
Giancarlo Matteo
20020 Lainate
Tel. 02/892589600
www.honeywell.com
RIVOIRA
fluidi secondari monofasici, gas
refrigeranti chimici
Ennio Campagna
Alessandro Borri
20157 Milano
Tel. 02/35793309
www.rivoiragas.com
SOLVAY FLUOR ITALIA
gas refrigeranti chimici
Alberto Nicoletti
20146 Milano
Tel. 02/29092284
www.solvay.it
REGOLAZIONE
CAREL
regolazione elettronica,
sistemi di supervisione
Laura Galvani
35020 Brugine
Tel. 049/9716611
www.carel.it
compressori, filtri, spie del
liquido, valvole
Massimo Alotto
10137 Torino
Tel. 011/3000511
www.danfoss.com
ECONORMA
regolatori di temperatura e umidità
Mario Mattiuzzi
31020 San Vendemiano
Tel. 0438/409049
www.econorma.com
TESTO
apparecchi di controllo,
sicurezza e regolazione
Fabio Mastromatteo
20019 Settimo Milanese
Tel. 02/335191
www.testo.it
ENERGIE RINNOVABILI
CLER ENERGIE
ALTERNATIVE
installazione solare fotovoltaico
Giovanni Filippi
15033 Casale Monferrato
Tel. 0142/454216
www.clersrl.it
GMP ENGINEERING
impianti solari termici
Giuseppe Pullini
20093 Cologno M.se
Tel. 02/25410672
www.gmpengineering.it
ROBUR
tecnologie avanzate per la
climatizzazione a metano
Ferruccio De Paoli
24040 Verdellino
Tel. 035/888111
www.robur.it
TSE ACCOMANDITA
impianti solari termici
Claudio Minelli
43039 Salsomaggiore Terme
Tel. 0524/523668
www.accomandita.com
ARIA CONDIZIONATA
ARGOCLIMA
impianti condizionamento, split,
multisplit, VRF, pompe di calore
Domenico Zanchetta
21013 Gallarate
Tel. 0331/755111
www.argoclima.com
DAIKIN AIR
CONDITIONING ITALY
aria condizionata, vendita
condizionatori
Stefano Germagnoli
20097 S. Donato M.se
Tel. 02/516191
www.daikin.com
RECIR
riscaldamento e condizionamento
Giovanni Migliori
00159 Roma
Tel. 06/43534503
TERMOIDRAULICA
AGOSTINI
accessori condizionamento
Fabrizio Agostini
00178 Roma
Tel. 06/7183958
www.t-agostini.com
TORRI
DI RAFFREDDAMENTO
E CONDENSATORI
EVAPORATIVI
BALTICARE
torri di raffreddamento,
condensatori, assistenza
termoecologica
Massimo Moltoni
20052 Monza
Tel. 039/747582
www.balticare.it
MITA
torri di raffreddamento
Tommaso Fontana
27010 Siziano
Tel. 0382/67599
www.mita-tech.it
ENTI CERTIFICATORI
BUREAU VERITAS ITALIA
ente certificatore
Cristina Norcia
Massimo Dutto
20126 Milano
Tel. 02/27091307-27091230
www.bureauveritas.com/certificazione
IMQ - ISTITUTO MARCHIO
DI QUALITÀ
ente certificatore
Vincenzo Aiello
00184 Roma
Tel. 06/50991867
www.imq.it
SOFTWARE
ACCA SOFTWARE
software per riscaldamento,
condizionamento ed energie
rinnovabili
Antonio Cianciulli
83048 Montella
Tel. 0827/69504
www.acca.it
ENERCLIMA
software condizionamento,
refrigerazione
Marcello Collantin
35125 Padova
Tel. 049/8829652
21
Sommario
Direttore responsabile
Enrico Buoni
Responsabile di Redazione
M.C. Guaschino
Comitato scientifico
Marco Buoni, Enrico Girola,
PierFrancesco Fantoni, Luigi Nano,
Alfredo Sacchi
Redazione e Amministrazione
Centro Studi Galileo srl
via Alessandria, 26
15033 Casale Monferrato
tel. 0142/452403
fax 0142/525200
Pubblicità
tel. 0142/453684
Grafica e impaginazione
A.Vi. Casale M.
Fotocomposizione e stampa
A. Valterza - Casale Monferrato
E-mail: [email protected]
Tecnici specializzati negli ultimi corsi del Centro Studi Galileo
13
Industrie che collaborano all’attività della rivista mensile
Industria&Formazione divise in ordine categorico
20
Editoriale
La nuova regolamentazione europea
Patentini PIF e PEF
M. Buoni – Vice Presidente Air Conditioning and Refrigeration European
Association – AREA e Segretario Associazione dei Tecnici Italiani del Freddo – ATF
La riduzione graduale del consumo di HFC nell’UE:
valutazione delle implicazioni per il settore RAC
A. Voigt – Presidente EPEE European Partnership for Energy and the Environment
I refrigeranti naturali
M. Chasserot – Shecco
29
Compressori con ciclo transcritico a CO2 - Introduzione – Il sistema –
Risultati – Conclusioni – Il primo riscaldatore d’acqua a CO2 su misura
per i bisogni europei – Introduzione – Il sistema – Risultati – Osservazioni
della campagna di test sul campo – Soddisfazione degli utenti finali –
Sistema davvero ecologico – produzione locale – Riassunto.
Refrigerazione commerciale:
quale refrigerante-tecnologia emergerà?
E. Winandy, G. Hundy – Emerson Climate Technologies, Belgium
www.EUenergycentre.org
per l’attività in U.K. e India
Introduzione – Tipologie di sistemi – Condizioni al contorno e caratteristiche del sistema – Casi analizzati – Comparazione del consumo di energia – Costi di investimento – Conclusioni.
www.associazioneATF.org
per l’attività dell’Associazione dei
Tecnici del Freddo (ATF)
Principi di base del condizionamento dell’aria
Corrispondente in Francia:
CVC
La rivista viene inviata a:
1) installatori, manutentori, riparatori, produttori e progettisti di:
A) impianti frigoriferi industriali,
commerciali e domestici;
B) impianti di condizionamento e
pompe di calore.
2) Utilizzatori, produttori e rivenditori di componenti per la refrigerazione.
3) Produttori e concessionari di gelati e surgelati.
N. 364 - Periodico mensile - Autorizzazione
del Tribunale di Casale M. n. 123 del
13.6.1977 - Spedizione in a. p. - 70% Filiale di Alessandria - Abbonamento annuo
(10 numeri) € 36,00 da versare sul ccp
10763159 intestato a Industria & Formazione. Estero € 91,00 - una copia € 3,60 arretrati € 5,00.
52
25
Consumo e domanda – La necessità di una riduzione graduale precoce
dell’HFC 404A – Uso di refrigeranti leggermente infiammabili – Risultati
per i 7 principali settori di mercato – Conclusioni dello studio.
www.centrogalileo.it
continuamente aggiornato
Corrispondente in Argentina:
La Tecnica del Frio
23
32
38
Funzionamento delle pompe di calore geotermiche con basse
temperature del sottosuolo
P.F. Fantoni – 139ª lezione
Introduzione – Il problema dei congelamenti dello scambiatore freddo –
Analisi delle temperature di lavoro – Temperature del sottosuolo.
41
Refrigeranti alternativi
E. Campagna – Rivoira
Glicole etilenico e propilenico – Idrocarburi per refrigerazione – Altri gas
“non fluorurati” – Solvostar: il fluido ideale per la pulizia degli impianti frigoriferi
44
Consigli pratici per valvole termostatiche
M. Della Ragione – Danfoss
Introduzione – Surriscaldamento – Sottoraffreddamento – Equalizzazione
della pressione esterna – Cariche – Scelta della valvola di espansione
termostatica – Identificazione – Installazione – Taratura – Valore –
Cambiamento dell’insieme orificio.
Accorgimenti per limitare le fughe di refrigerante dal circuito
frigorifero: prevenire è meglio che curare
P.F. Fantoni – 159ª lezione
48
Introduzione – Quando l’impianto funziona scarico – Obbligatorietà dei
controlli – Ogni fuga di gas è un danno per l’ambiente – Altri danni –
Cosa fare per evitare le perdite di refrigerante.
Glossario dei termini della refrigerazione e del condizionamento
50
(Parte centoventitreesima) – A cura di P. Fantoni
Aggiungi agli amici
“Centro Studi Galileo”
su Facebook
Diventa follower di
“Centro Studi Galileo”
su Twitter
Cerca i video di
“Centro Studi Galileo”
su YouTube
Editoriale: il Patentino Frigoristi CSG è diventato un modello mondiale
La nuova regolamentazione europea
Patentini PIF e PEF
Metti in mano all’istituto di formazione N° 1 in Italia
e all’Estero la tua formazione e la tua
certificazione per la tua Qualifica Patentino
Italiano Frigoristi.
Il tuo lavoro è importante!
MARCO BUONI
Vice-Presidente Air Conditioning and Refrigeration European Association - AREA
Segretario Generale Associazione deiTecnici italiani del Freddo - ATFCoordinatore
pratico dei corsi nazionali del Centro Studi Galileo
L’uscita della proposta di revisione
della regolamentazione europea
842/06 è alle nostre spalle ed è stata
dibattuta ampiamente negli ultimi due
numeri della rivista per il tecnico del
freddo e del condizionamento
Industria&Formazione. La proposta,
passata la fase tecnica della
Commissione Europea in cui è stata
formulata (da noi seguita negli ultimi 4
anni), giungerà alla fase politica di
dibattimento nelle aule del Parlamento
e del Consiglio Europeo.
Ora restano i numerosi pareri a favore
o contro tale proposta; nell’anno lavorativo che ci apprestiamo ad incominciare saranno argomenti di fondamentale importanza che entreranno prepotentemente nelle abitudini lavorative di tutti i Tecnici del Freddo italiani
ed europei a partire dal 2014.
Alcuni aspetti verranno probabilmente
modificati o integrati, rispetto alla
attuale normativa sull’uso dei gas
refrigeranti fluorurati, tra i quali:
– L’obbligo di usare altri gas refrigeranti, eliminandone o sostituendone
alcuni con alternative (ad esempio
R404 e R507).
– L’estensione del nostro patentino
appena conseguito anche ai gas refrigeranti naturali ammoniaca, idrocarburi e anidride carbonica.
– L’effettuazione del controllo delle
perdite su un numero maggiore di
impianti, diminuendo la quantità di
refrigerante per cui questa operazione
diventa obbligatoria, estendendola
anche ai camion.
– L’abolizione della precarica di refrigerante negli impianti split.
L’Europa parla di futuro ma in Italia
dobbiamo ancora adeguarci al presente.
Ancora molti tecnici non sanno che:
– Per tutti gli impianti con più di 3 kg
bisogna compilare il registro dell’apparecchiatura.
– Tutti gli impianti con più di 3 kg devono essere ispezionati almeno una
volta all’anno, con trascrizione dei
risultati sul registro.
– Gli impianti possono essere ispezionati, installati, manutenuti e riparati
solo da personale e aziende in possesso della relativa certificazione, il
Patentino Italiano Frigoristi PIF.
Il responsabile del registro, ovvero il
responsabile dell’Ente che ha in
gestione da parte del Ministero
dell’Ambiente per conto delle Camere
di Commercio il registro e che deve
occuparsi del suo corretto funzionamento e implementazione, Marco
Botteri di EcoCerved al recente convegno svolto il 30 novembre per spiegare e chiarire lo stato dell’arte, in
materia di certificazione, ha affermato
che le persone/aziende che già ora si
adeguano e ottengono il patentino
avranno un vantaggio competitivo in
quanto rientreranno per primi nei termini di legge; infatti da quando la
notizia dell’attivazione del registro
telematico sarà pubblicata sulla
Gazzetta Ufficiale della Repubblica
Italiana ci saranno solo 2 mesi di
tempo per ottenere la certificazione
e l’iscrizione a tale albo, estendibile
di altri 6 mesi se si comprova la pluriennale esperienza dell’ operatore
nel settore.
Già oggi sono molte le aziende di refrigerazione, condizionamento e pompe
di calore che richiedono il possesso del
patentino, come si può anche vedere
sul sito ufficiale www.centrogalileo.it
nella pagina “Richieste Assunzioni”.
Per quanto riguarda gli appalti, inoltre,
la richiesta di tale certificazione da
parte degli enti pubblici quali scuole,
ospedali, comuni, enti partecipati sarà
inevitabile e quindi sarà pure inevitabile la corsa di tutti gli operatori verso
l’ottenimento del Patentino Italiano
Frigoristi PIF, con il rischio che ciò
potrà accadere in un momento dell’anno poco adatto a “pause formative”
rispetto alle esigenze di mercato di chi
lavora nel condizionamento, dettate
dal clima e dalle temperature.
Da oltre 2 anni, il CSG dà la possibilità
di ottenere il PIF (prima il PEF) realizzando in ogni regione italiana l’esaminazione, avvalendosi di esaminatori
altamente qualificati e docenti che forniscono una preparazione ottimale ai
candidati, spiegando compiutamente
ogni argomento e fornendo quindi gli
elementi necessari per superare egregiamente l’esame sia nella sua fase
teorica sia nella fase pratica.
La grandissima esperienza di formazione in questo settore, che contraddistingue il Centro Studi Galileo come
istituto di formazione primo in Italia fin
dal 1975 ed ora punto di riferimento
anche delle Nazioni Unite, permette di
superare tale sfida che il candidato
può affrontare in maniera serena e
ricco di informazioni che solo la competenza di un ente con così grande
esperienza può trasmettere.
23
Scegliendo infatti l’istituto numero uno
in Italia il candidato ha la possibilità di
rapportarsi con docenti, esaminatori e
assistenti che svolgono tali attività con
il Centro Studi Galileo da oltre 20 anni
(alcuni quasi 30) come: Giuseppe
Bisagno, Fabio Braidotti, Donato
Caricasole,
Marcello
Collantin,
Gianfranco Cattabriga, PierFrancesco
Fantoni, Ennio Gricini.. Questa
profonda competenza viene trasmessa a ciascun candidato per permettergli di passare positivamente questa
prova, indispensabile per la continuazione della propria carriera lavorativa
da Tecnico che installa, ripara, fa
manutenzione, assistenza, controllo
perdite, recupero di refrigerante sugli
impianti di refrigerazione, condizionamento e pompe di calore.
Le 2 giornate di preparazione all’esame, anche queste condotte dai più
importanti esperti e docenti a livello
nazionale (che a loro volta sono
esperti anche di fama internazionale),
sono molto importanti perché danno
all’allievo un inquadramento generale
rispetto all’esame che affronterà il 3°
giorno.
Nella prima giornata, infatti, viene presentata tutta la teoria che è alla base
delle domande dell’esame teorico,
trattando in particolare: unità di misura, (divise tra fondamentali e derivate),
conversioni tra unità, diagramma
entalpico del refrigerante (definendo
pressioni e temperature nelle varie
fasi dell’impianto quali compressione,
condensazione, espansione, evaporazione, calcolando sottoraffreddamento
e surriscaldamento) e tutte le normative di riferimento che su questo patentino si basano per permettere al tecnico di svolgere le operazioni tipiche del
suo lavoro.
La seconda giornata si svolgerà sugli
stessi impianti che verranno utilizzati
per esaminare i candidati nelle operazioni pratiche tipiche del lavoro del frigorista e cioè: si effettueranno, su
impianto didattico, le operazioni di
controllo delle temperature-pressioni
con verifica e report sul funzionamento dell’impianto, fasi di recupero, carica, vuoto, controllo perdite, messa in
pressione. Su apposito scheletro, infine, verrà costruita una tubazione con
cartelle, bicchierino, brasatura in
ambiente in presenza di azoto, pressatura con azoto e verifica della tenu-
24
ta della tubazione così costruita dal
tecnico come da competenza 10 della
regolamentazione 303 sul Patentino
Frigoristi.
Il candidato che risponde correttamente al 60% delle domande e che supera
il 60% delle operazioni pratiche svolte
con buona manualità, avendo una
media ponderata su entrambe le prove
di almeno il 70% supera correttamente
la prova del Patentino Italiano Frigoristi
e potrà svolgere quindi tutte le opera-
zioni tipiche del frigorista.
L’iscrizione al registro nazionale
avverrà automaticamente da parte
dell’Ente di certificazione. Alla data di
stesura di questo articolo il CSG ha
già patentato in tutta Italia con schema
di certificazione italiano PIF oltre 300
Tecnici del Freddo che all’uscita del
registro potranno subito operare sugli
impianti, primi fra tutti, avendo già
adempiuto a tutte le procedure del
caso.
IL CSG N° 1 NEI PATENTINI
IL CENTRO STUDI GALILEO IN COLLABORAZIONE CON EUROPEAN
ENERGY CENTRE - UK, ASSOCIAZIONE TECNICI DEL FREDDO, UNITED NATIONS ENVIRONMENT PROGRAMME E NEI CONVEGNI PURE
CON L’INTERNATIONAL INSTITUTE OF REFRIGERATION E LE MAGGIORI ASSOCIAZIONI ED ENTI MONDIALI HA DIMOSTRATO DI ESSERE IL
N° 1 NELLE CERTIFICAZIONI/PATENTINI IN ITALIA E ALL’ESTERO.
Già quasi quarant’anni fa, quando è iniziata l’attività del CSG, con i suoi corsi
e convegni di formazione e informazione, il Centro Studi Galileo era il n°1 in
Italia nella refrigerazione e aria condizionata. Da allora già negli anni ’70 - ’80
con le sue migliaia di corsi e centinaia di convegni con tutte le maggiori industrie, enti pubblici e privati il CSG ha portato avanti un’iniziativa capillare didattica unica (abbiamo un grosso volume di documenti, provenienti dai media, che
hanno capillarmente seguito passo passo lo svolgimento di tutta l’attività di
questi primi decenni).
Ora, per rispondere in modo ottimale alle richieste di un mercato e di una
società sempre più globali, le nostre certificazioni (patentini), provviste di valore legale a livello sia italiano sia europeo, consentono di ottemperare agli obblighi di legge, e sono anche conseguibili dai privati, al fine di proporsi sul mercato del lavoro in maniera più appetibile.
In conclusione al fine di ottimizzare più di qualunque altra organizzazione italiana ed estera la formazione per i frigoristi, il CSG ha impostato una
completa procedura organizzativa comprensiva di numerose attività:
1) e-learning,
2) aggiornamento e approfondimento sulle certificazioni e i patentini grazie alla collaborazione con le Nazioni Unite e la Commissione europea,
3) collaborazione con molte associazioni estere, per le quali da tempo
siamo un modello,
4) informazione/formazione mediante appositi ausilii informatici,
5) informazione/formazione mediante la ns rivista Industria & Formazione,
6) informazione/formazione a livello internazionale grazie alla ns rivista
ISI 2012-2013 (International Special Issue), distribuita pure a tutti i
Summit dell’ONU e da noi pubblicata in collaborazione appunto con le
Nazioni Unite,
7) organizzando a livello formativo ed informativo convegni europei/mondiali sull’argomento, come il XV convegno europeo sulle ultime tecnologie con riferimento ai patentini che si terrà il 7/8 giugno 2013
presso il Politecnico di Milano.
VEDERE DOCUMENTAZIONE PER OGNI PUNTO SU WWW.CENTROGALILEO.IT
E SUI PRECEDENTI NUMERI DI INDUSTRIA & FORMAZIONE
Enrico Buoni
Speciale impatto revisione regolamentazione europea sull’industria
La riduzione graduale del consumo
di HFC nell’UE:
valutazione delle implicazioni
per il settore RAC
ANDREA VOIGT
Presidente EPEE European Partnership for Energy and the Environment
Consumo e domanda di refrigerante in Europa
Domanda e consumo di refrigerante, Mtonnes CO2
21. C'è una differenza tra il consumo di refrigerante nell'UE
(definizione del Protocollo di Montreal che esclude l'import / export di apparecchi precaricati) e la domanda
nell'UE (che include tali import / export). La differenza
sostanziale è legata al mercato dei condizionatori d'aria
di dimensioni ridotte, nel quale vi sono livelli significativi
di importazioni di prodotti precaricati. La differenza tra
previsioni di consumo e di domanda nell'SKM
Refrigerants Model è illustrata in Figura ES 5.
NB: il riutilizzo del refrigerante recuperato non è incluso
nelle definizioni di consumo e domanda, che comprendono solamente l'uso di refrigerante vergine.
In questo rapporto, la parola “consumo” si riferisce sempre alla definizione di consumo del Protocollo di Montreal
e la parola “domanda” si riferisce sempre a consumo +
importazioni di prodotti – esportazioni di prodotti.
La necessità di una riduzione graduale
precoce dell'HFC 404A
22. L'analisi mostra la relativa importanza dell'HFC 404A in
termini di consumo ed emissioni. L'SKM Refrigerants
Model mostra che l'HFC 404A costituirà circa il 50%
delle emissioni dirette nel periodo compreso tra il 2015
e il 2020, secondo lo Scenario A.
23. Alcuni recenti rapporti, come l'Oko Recherche 2011,
l'Erie Armines 2011 e il TEAP 2012 non evidenziano
l'importante opportunità rappresentata da una riduzione graduale e precoce dell'HFC 404A. Il TEAP 2012 fa,
invece, riferimento a un gruppo singolo di refrigeranti
con “GWP medio / alto” che inserisce l'HFC 134a nello
stesso gruppo dell'HFC 404A, nonostante i fattori di
GWP siano 3 volte maggiori. Questo semplifica troppo
la categorizzazione dei refrigeranti e dà a chi detiene il
potere decisionale scarsa assistenza circa le migliori opzioni
Figura ES 5: Domanda e consumo, Mtonnes CO2
disponibili per la riduzione graduaTutti i settori RAC, Scenario D, EU 27
le dell'HFC. Nessuno dei rapporti
summenzionati fa preciso riferimento all'uso precoce di altri refrigeranti con GWP medio per
impianti nuovi nel breve termine,
né alla possibilità di effettuare un
retrofilling con un prodotto alternativo nei sistemi esistenti.
EU Domanda
EU Consumo
24. Evitare l'uso di refrigeranti con
GWP molto alto presenta il vantaggio della riduzione delle emissioni
dirette del 50% - 70% (presupponendo percentuali di fuga uguali).
Le politiche di riduzione graduale
dell'HFC dovrebbero permettere
agli utenti finali di comprendere
quest'opportunità. Chi decide su
tali politiche deve capire che l'uso a
25
breve termine di altri HFC con GWP medio sarà un
vantaggio per l'ambiente. Nel periodo che va dal 2013
al 2018, l'uso dell'HFC 404A può essere ridotto sostanzialmente mediante l'uso di prodotti alternativi con
GWP medio. Nello stesso periodo, possono essere
usati anche refrigeranti con GWP molto bassi, come la
CO2, ma solamente in impianti nuovi.
25. L'analisi mostra che una riduzione graduale precoce
dell'HFC404A è essenziale per il raggiungimento del
target di riduzione graduale del 30% entro il 2020.
Uso di refrigeranti leggermente infiammabili
26. Probabilmente l'uso di refrigeranti leggermente infiammabili sarà una strategia importante per ottenere
tagli profondi nel consumo di HFC. Refrigeranti come
l'HFC 32, gli HFO e le miscele di HFO offrono GWP
bassi o molto bassi uniti a una buona prestazione.
Tuttavia, è probabile che barriere “istituzionali” legate
ai Codici Deontologici e alla normativa nazionale sulla
sicurezza ne limiteranno l'uso nel breve termine. Per
l'industria RAC è importante facilitare la comprensione dei rischi connessi ai refrigeranti leggermente
infiammabili e per le autorità interessate è importante
aggiornare gli standard e le norme al fine di consentirne un uso più diffuso.
Risultati per i 7 principali settori di mercato RAC
27. La Figura ES 6 mostra la suddivisione nel consumo di
refrigerante, misurato in tonnellate di CO2 equivalente,
tra i 7 principali settori di mercato RAC. La figura mostra
che il mercato maggiore è quello della refrigerazione
commerciale, con il suo 40% del consumo totale nel
2010 e 46% nel 2020. Nei seguenti paragrafi sono riassunti i risultati principali per ogni settore di mercato.
28. Il settore della Refrigerazione Domestica rappresenta solamente lo 0,2% del consumo di gas refrigeranti a effetto serra del 2010. Il valore è basso perché
(a) il settore fa già un ampio uso di refrigeranti con
GWP molto basso (HC) e (b) i livelli di fuga sono molto
bassi, quindi il consumo per la manutenzione è minimo. Nel 1990 il settore domestico rappresentava circa
il 15% del consumo, a causa dell'uso del CFC 12 che
ha un GWP molto elevato. Il settore domestico rappresenta il 10% del consumo totale di elettricità del
2010 nell'industria RAC. Questo dimostra che il settore domestico è molto più ampio di quanto indichino i
dati sul consumo di gas refrigeranti a effetto serra nel
2010. Si stima che, in questo settore, il 90% dei nuovi
impianti usi già gli HC. Il resto usa l'HFC 134a. È possibile che, nei nuovi impianti, l'R134a possa essere
sostituito con HC o con l'HFO 1234yf prima del 2020.
29. Il settore della Refrigerazione Commerciale rappresenta il 40% del consumo di gas refrigeranti a effetto serra del 2010. La maggior parte di questo consumo
(85%) è imputabile ai grandi impianti di refrigerazione
dei supermercati, che impiegano un refrigerante con
GWP elevato, l'HFC 404A, nella maggior parte dei casi.
Il resto del consumo si divide tra i piccoli sistemi ermetici e le unità condensanti singole. Le percentuali di fuga
sono storicamente elevate nel settore commerciale. Nel
settore dei supermercati verranno testate molte nuove
tecnologie ed è probabile che, in futuro, verranno
ampiamente usati impianti di refrigerazione a CO2.
Anche le miscele di HFO e gli HC avranno probabilmente un ruolo importante nel settore commerciale. Il
potenziale per la sostituzione (retrofill) dell'HFC 404A
con l'HFC 407A o con il 407F nei sistemi esistenti è
buono. Questi prodotti alternativi hanno un GWP pari
a circa la metà di quello dell'HFC 404A e possono
inoltre offrire un miglioramento in termini di efficienza
energetica.
Consumo di refrigeranti ad effetto serra, Mtonnes CO2
Figura ES 6: Consumo di refrigeranti ad effetto serra, Mtonnes CO2
Tutti i settori della refrigerazione, Scenario A, EU 27
26
7 - Condizionamento auto
6 - Pompe di calore
Chillers e Hydronic
5 - Stazioni fisse di aria
condizionata, pompe di calore
4 - Refrigerazione industriale
3 - Trasporti refrigerati
2 - Refrigerazione commerciale
1 - Refrigerazione domestica
30. Il settore dei Trasporti refrigerati rappresenta il 2% del consumo di gas refrigeranti a effetto
serra del 2010. Questo settore
include la refrigerazione usata in
furgoni, camion e container. I
sistemi attuali fanno un uso significativo del refrigerante ad elevato
GWP HFC 404A. In questo settore, il passaggio ai refrigeranti
alternativi è stato molto contenuto.
Nel breve termine, i refrigeranti
con GWP medio, come l'HFC
407A o il 407F, potrebbero essere
impiegati al posto dell'HFC 404A.
Entro il 2020, le miscele di HFO
potrebbero rappresentare l'alternativa economicamente più vantaggiosa. Anche la CO2 potrebbe
trovare applicazione in questo settore.
31. Il settore della Refrigerazione Industriale rappresenta il 15% del consumo di gas refrigeranti a effetto serra
del 2010. Questo è un settore complesso con un'ampia
gamma di requisiti in termini di dimensione dei sistemi
e di livello di temperatura. E’ ancora in uso una quantità
significativa di HCFC 22 che dovrà essere gradualmente vietato entro la fine del 2014 in base al
Regolamento sulla Protezione dello Strato di Ozono.
L'ammoniaca è ampiamente usata nei sistemi di grandi dimensioni. Gli HFC vengono usati principalmente in
sistemi industriali relativamente piccoli (tra i 20 e i 200
kW). I sistemi attuali che impiegano l'HFC fanno un uso
significativo del refrigerante ad elevato GWP HFC
404A. Possono essere adottate varie alternative.
L'ammoniaca è adatta ai sistemi di grandi dimensioni e
anche la CO2 potrebbe avere un suo ruolo, specialmente se il recupero del calore diventasse un vantaggio secondario, ma utile. Entro il 2020, le miscele di
HFO potrebbero rappresentare un'importante alternativa per i sistemi di piccole dimensioni.
32. Il settore del Condizionamento dell'Aria Fisso e delle
Pompe di Calore rappresenta il 15% del consumo di
gas refrigeranti a effetto serra del 2010. Questo settore,
in rapida crescita, include vari tipi di sistemi aria/aria tra
cui unità per solo raffreddamento, unità reversibili (che
offrono condizionamento dell'aria in estate e pompaggio
di calore in inverno) e pompe di calore per solo riscaldamento. Attualmente il refrigerante prescelto per molti
sistemi è l'HFC 410A, un refrigerante con GWP medio
(2.088). Questo refrigerante offre elevati livelli di efficienza energetica e rende i sistemi più compatti (grazie alla
dimensione ridotta del compressore). Nel breve termine,
per questo settore non sono disponibili prodotti alternativi ininfiammabili con un'applicazione economicamente
vantaggiosa. Se potessero essere accettati i refrigeranti
leggermente infiammabili, attualmente l'opzione disponibile sarebbe l'HFC 32 (GWP 675). Entro il 2020, probabilmente sarà ampiamente disponibile anche una miscela di HFO leggermente infiammabile e vantaggiosa.
L'elevato livello di crescita di questo mercato porterà a un
maggiore consumo di HFC finché non verranno introdotti prodotti alternativi con GWP inferiore. In questo settore
le pompe di calore daranno un importante contributo alla
riduzione delle emissioni di CO2 connesse all'energia,
specialmente quando la fornitura di elettricità diventerà
decarbonizzata.
33. Il settore dei Refrigeratori (chiller) e delle Pompe di
Calore idroniche rappresenta il 9% del consumo di
gas refrigeranti a effetto serra del 2010. Questo settore
include vari tipi di sistemi idronici (basati sull'acqua) tra
cui refrigeratori ad acqua , refrigeratori ad adqua per
raffreddamento et per riscaldamento e pompe di calore
per solo riscaldamento. Le percentuali di fuga sono
basse rispetto a molti altri settori di mercato perché a
maggior parte degli impianti è realizzata in fabbrica. Per
i sistemi di dimensioni piccole e medie c'è un buon
potenziale per l'uso di prodotti alternativi leggermente
infiammabili come l'HFC 32 o miscele di HFO. Nei
sistemi più grandi, si sta già testando l'HFO 1234ze
come alternativa all'HFC 134a; possono inoltre essere
presi in considerazione ammoniaca e HC.
34. Il settore del Condizionamento dell'Aria Mobile
(MAC) rappresenta il 20% del consumo di gas refrigeranti a effetto serra del 2010. Questo settore include il
condizionamento dell'aria delle auto e il condizionamento dell'aria in veicoli più grandi come bus e treni. Il
consumo e le emissioni che interessano questo settore
si ridurranno rapidamente dopo il 2020, quando l'impatto della Direttiva MAC avrà il suo massimo effetto. Il
consumo nel settore MAC delle auto scenderà dai 18
milioni di tonnellate di CO2 del 2010 ad appena 0,04
milioni di tonnellate di CO2 nel 2030. Il consumo in bus
e treni non scenderà altrettanto rapidamente, perché
non sono ancora disponibili prodotti alternativi così vantaggiosi. Entro il 2020 potrebbe essere disponibile una
miscela di HFO ininfiammabile adatta all'uso.
Conclusioni dello Studio
35. Le principali conclusioni dello studio sono le seguenti:
a) Fare previsioni precise per un periodo di 20 - 30 anni
è molto difficile, specialmente perché alcuni dei refrigeranti che verranno usati non sono ancora in commercio o sono ancora nelle prime fasi del loro sviluppo commerciale.
b) La prevenzione delle fughe è una strategia determinante volta alla riduzione graduale dell'HFC. Le
fughe comportano il 60% della domanda di refrigerante, se consideriamo lo Scenario A. Applicando
l'attuale Regolamento sui Gas Fluorurati, ci sono ottime possibilità di ridurre notevolmente le fughe. Le
misure supplementari, previste dal Regolamento
revisionato, finalizzate a minimizzare le fughe aiuteranno a raggiungere la riduzione graduale degli
HFC.
c) La riduzione graduale del consumo dell'HFC 404A
può portare a tagli precoci e profondi. Per questo
refrigerante con un GWP elevato ci sono già dei prodotti alternativi disponibili per praticamente tutti i tipi
di impianti nuovi e in molti sistemi esistenti l'attuale
refrigerante può essere sostituito con refrigeranti con
GWP medio.
d) L'efficienza energetica continua ad avere un'importanza cruciale. L'80% del totale delle emissioni RAC
nel 2015 deriveranno dall'energia, di cui il 20% dalle
perdite dirette di refrigerante. La proporzione di emissioni legate all'energia aumenterà con l'effettiva riduzione graduale degli HFC. Gli sforzi finalizzati a
migliorare l'efficienza non devono essere compromessi da limitazioni inadeguate sull'uso del refrigerante.
e) I vantaggi energetici derivanti dalle pompe di calore
sono potenzialmente maggiori rispetto ai risultati di
una riduzione graduale dell'HFC. Nel 2030, le riduzioni di emissioni nette ottenute grazie alle pompe di
calore (rispetto alle caldaie a gas) potrebbero supe-
27
rare i 150 milioni di tonnellate di CO2, rispetto alla
diminuzione di circa 65 milioni di tonnellate di CO2
proveniente dalla riduzione graduale degli HFC. Per
massimizzare tale beneficio, è di vitale importanza
che si renda disponibile un refrigerante per pompe di
calore efficiente dal punto di vista energetico.
f) Le linee di riferimento delle proposte di riduzione graduale di Nord America (NA) e UE RED non sono realistiche, essendo basate sul consumo dei periodi 2005
- 2008 e 2004 - 2006. Non tengono conto degli
aumenti del consumo dal 2008 e, di conseguenza,
impediscono di raggiungere i primi stadi della riduzione graduale. Le linee di riferimento definite per il periodo 2010 - 2012 offrirebbero un miglior punto di partenza per delineare un profilo di riduzione graduale.
g) Per avvicinarsi alla proposta NA di riduzione graduale sono necessari profondi tagli al consumo.
Smettere di usare l'HFC 404A il prima possibile (attraverso l'uso di HFC con un GWP medio in tempi brevi)
e lanciare iniziative finalizzate alla riduzione delle
fughe sono strategie importanti e poco costose. L'uso
di CO2, ammoniaca, HC, HFO e miscele di HFO negli
impianti nuovi dei relativi mercati porterà alla maggior
parte dei tagli agli HFC sul lungo termine.
h) I profili di riduzione graduale UE RED et RED 10
sono troppo difficili da raggiungere in maniera economicamente vantaggiosa. I tagli precoci sono
eccessivi (a causa di linee di riferimento irrealistiche
che non riflettono la crescita di mercato) e anche lo
step finale è troppo profondo (10% della linea di riferimento rispetto alla proposta NA del 15%).
i) La rapida disponibilità e lo sviluppo commerciale
delle miscele HFO potrebbero avere un'importante
influenza in certi settori di mercato, specialmente nei
mercati in rapida crescita di condizionamento dell'aria e pompe di calore.
j) Gli sforzi per rimuovere le barriere all'uso di refrigeranti leggermente infiammabili (es.: modifiche alle
norme antincendio nazionali o ai codici di sicurezza)
permetteranno un ingresso molto più rapido dei prodotti alternativi con GWP basso.
k) Il vantaggio economico medio delle misure di riduzione graduale nei settori RAC nel loro insieme rientra nell'intervallo €15 - €25 per tonnellata risparmiata. Questi dati risentono dei presupposti iniziali: si
possono pertanto ottenere costi di abbattimento nel
range €4 - €43 per tonnellata risparmiata.
l) Il vantaggio economico medio delle misure di riduzione graduale nei settori non RAC è migliore: circa
€10 per tonnellata risparmiata per aerosol, schiume
e protezione antincendio.
m) E’ importante capire la distinzione tra consumo in
UE (senza HFC nei prodotti precaricati) e domanda
in UE (che prende in considerazione anche gli HFC
nei prodotti precaricati importati). Un processo di
riduzione graduale che guarda unicamente al consumo potrebbe permettere l'importazione illimitata di
impianti precaricati contenenti gas soggetti a riduzione graduale: questa “falla”, all'interno di una politica
volta alla riduzione graduale, va ovviamente evitata.
28
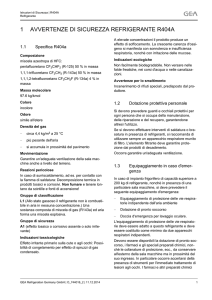
ULTIME NOTIZIE
■ LEGISLAZIONE
Revisione del Regolamento sugli F-gas – La Commissione
Europea ha pubblicato la versione definitiva della sua proposta di revisione del Regolamento 842/2006 sui gas ad effetto
serra.
Rispetto alla bozza, la versione definitiva attenua l’abolizione
di certe apparecchiature, rende la certificazione un cammino
più impegnativo (attraverso la formazione obbligatoria dei
candidati) e differisce leggermente nel tempo l’abolizione
delle apparecchiature pre-caricate.
L’AREA ha elaborato una propria proposta di modifica costituita da alcuni suggerimenti, ritenuti migliorativi rispetto a
quanto elaborato dalla Commissione, basati sulle seguenti
priorità:
• Formazione e certificazione
• Assistenza e manutenzione di impianti che utilizzano refrigeranti con GWP > 2500
• Eliminazione delle apparecchiature di refrigerazione, condizionamento e pompe di calore pre-caricate e non ermeticamente sigillate
(Pagina 3 della Newsletter AREA su bit.ly/AREA6-2012)
Direttiva PED – Non è necessario rivedere le disposizioni della
Direttiva sulle attrezzature in pressione, in quanto attualmente
essa è conforme alle necessità. Questo il risultato di uno studio
effettuato, che stabilisce anche alcune raccomandazioni per la
sua piena e completa implementazione, nonchè alcuni aspetti di
difficile applicabilità nel campo della refrigerazione e del condizionamento dell’aria.
(Pagina 4 della Newsletter AREA su bit.ly/AREA6-2012)
Ecolabel per pompe di calore – La Commissione Europea ha
annunciato il prolungamento del marchio Ecolabel per le pompe
di calore anche per il 2013. Dopo questa scadenza tale prolungamento risulta incerto. In base alla bozza di certificazione le
pompe di calore ad acqua dovrebbero rimanere incluse nel
marchio Ecolabel per i generatori di calore, mentre quelle ariaacqua e quelle terreno-acqua dovrebbero rimanerne escluse.
(Pagina 4 della Newsletter AREA su bit.ly/AREA6-2012)
Ecodesign per la refrigerazione commerciale – La
Commissione Europea sta valutando i risultati della consultazione condotta tra le aziende produttrici di apparecchiature per
la refrigerazione commerciale riguardo la futura Direttiva
Ecodesign, in particolare per quanto riguarda i seguenti settori:
• unità condensanti
• chiller per processi indistriali
• armadi frigoriferi
• celle frigorifere
• abbattitori di temperatura
In particolare dovranno essere individuati alcuni requisiti minimi per i chiller per processi industriali e migliorati gli standard
per le piccole celle frigorifere (per ulteriori dettagli vedi il
seguente link).
(Pagina 4 della Newsletter AREA su bit.ly/AREA6-2012)
Speciale nuove tecnologie nei refrigeranti
I refrigeranti naturali
MARC CHASSEROT
Shecco
COMPRESSORI CON
CICLO TRANSCRITICO
A CO2
GIACOMO PISANO
Dorin
Dorin entrò nel campo della refrigerazione nel 1932 con la sua prima
gamma di compressori centrifughi. Il
primo tipo transcritico a CO2 fu commissionato nel 1999. Dorin produce
più di 70.000 compressori all’anno.
devono essere superate alcune sfide,
soprattutto collegate alle caratteristiche termodinamiche del refrigerante,
come le alte temperature di scarico
(fino ai 200 °C), che hanno un impatto
sulla temperatura dell’olio e sulla temperatura del refrigerante sulla linea di
aspirazione e sulla densità.
Questo influenza la lubrificazione e
anche il rendimento volumetrico e
isoentropico
del
compressore.
Diverse idee di progettazione hanno
un impatto sul trasferimento e dissipazione di calore del compressore.
Migliorando la dispersione di calore
del gas di scarico è possibile aumentare l’affidabilità e il rendimento del
compressore. I principali risultati di
alcuni esperimenti sono riassunti e
descritti qui di seguito.
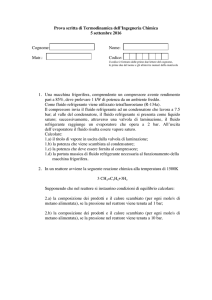
Figura 1.
Esperimento A.
Il sistema
È stata messa a punto una nuova
generazione di compressori transcritici per CO2, con una cilindrata del compressore che va da 1.1 m3/h a 26.6
m3/h e un motore da 1.5 hp a 40 hp.
Le gamme di compressori più recenti
(CD200, CD300, CD400) offrono una
scelta più ampia in termini di modelli
disponibili, rendendo possibile realizzare installazioni di qualsiasi misura,
da quelli residenziali a quelli commerciali e industriali. I compressori sono
stati sviluppati con piattaforme
semiermetiche con 2 e 4 cilindri. La
capacità operativa dei compressori
abbraccia un ventaglio di applicazioni
molto ampio, con una pressione di
esercizio fino a 150 bar; i test di duraFigura 2.
Esperimento B.
Introduzione
L’anidride carbonica (R744 - CO2) è
considerata oggi giorno una delle più
interessanti soluzioni a lungo termine
per molti tipi di applicazioni. Il compressore rappresenta uno dei componenti più critici nelle applicazioni a
ciclo transcritico a CO2. Nella progettazione dei compressori con CO2
29
Figura 3.
Temperatura di mandata e dell’olio
per esperimenti A e B.
ta hanno evidenziato la robustezza dei
compressori, in grado di funzionare
con pressioni differenziali fino a 120
bar e 200°C di temperatura di scarico.
Il modello di compressore testato è
stato CD1900H, 11.62 m3/h, 20 hp.
Per via di un’eccellente temperatura di
compressione, è stata data particolare
attenzione alla dispersione di calore
nello stadio di alta pressione del compressore. Due importanti esperimenti
(A e B) sono stati portati a termine e
testati come viene illustrato nella
Figura 1 e Figura 2.
L’ipotesi B ha l’intenzione di separare
ermeticamente la testa dello stadio di
alta pressione (rosso) dallo stadio di
bassa pressione (blu) e il corpo del
compressore. Dissipando il calore nell’ambiente grazie alla convezione nell’atmosfera circostante, questo evita o
limita la conduzione al corpo del compressore e, in particolar modo, al serbatoio dell’olio.
RISULTATI
il modello di compressore CD1900H
fu minuziosamente testato in due progetti e fu dotato di sensori di pressione e temperatura per monitorare il suo
comportamento e le sue prestazioni:
● è stato usato un flussimetro di Coriolis per misurare il flusso del refrigerante e un Wattmetro per misurare il consumo energetico del compressore;
● è stato usato un olio 68 cSt con viscosità nominale (PAG) come lubrificante.
Le due ipotesi furono testate con equi-
30
Figura 4.
Efficienze volumetriche e isoentropiche
per esperimenti A e B.
valenti condizioni di valutazione e
furono registrati e analizzati i principali parametri operazionali.
I risultati della fase sperimentale sono
riassunti e mostrati nella figura 3 e 4.
La figura 3 mette in evidenza aspetti
importanti correlati all’affidabilità del
compressore. Il progetto dell’esperimento B causa una consistente riduzione del livello di temperatura sia del
compressore sia del lubrificante grazie alla summenzionata dissipazione
termale del calore. Perciò, l’esperimento B è preferibile dati alcuni vantaggi, per esempio:
– livello più basso della temperatura
della compressione, riducendo al
minimo il rischio di decomposizione
dell’olio
– temperatura del lubrificante più
bassa, che porta ad aumentare la lubricità dell’olio con conseguente aumento
della durata del compressore
La figura 4 offre una chiara indicazione del perché il progetto dell’esperimento B venga preferito, dato che funziona decisamente meglio dell’esperimento A in termini di prestazione volumetrica e isoentropica.
CONCLUSIONI
Come già annunciato, benefici consistenti emergono dal miglioramento del
calore di dissipazione dallo stadio di
alta pressione del compressore verso
l’ambiente circostante, sia in termini di
affidabilità sia in termini di prestazione.
É ora disponibile una nuova generazione di compressori con ciclo transcritico a CO2.
IL PRIMO
RISCALDATORE
D’ACQUA A CO2
SU MISURA PER
I BISOGNI EUROPEI
SYLVAN GILLAUX
Sanden
Introduzione
La riduzione delle emissioni CO2
suona come un chiaro leitmotiv per
coloro che sono interessati al pianeta.
Obiettivi concreti sono stati ora adottati dall’Unione Europea per promuovere le tecnologie ecologiche e ridurre il
consumo dell’energia attraverso il
famoso “20-20-20”. In rapporto a questo scenario, SANDEN ha deciso di
usare le conoscenze nel campo della
tecnologia del riscaldamento e raffreddamento per il consumo dell’energia
primaria nelle singole dimore familiari
di ~50 kWhpe/m2 all’anno (kWh di
energia primaria su metri quadrati
all’anno), cercando di progettare sistemi migliori di Acqua Calda Sanitaria
Domestica (domestic hot Water DHW).
Il sistema
SANDEN sta mettendo a disposizione
le cosiddette soluzioni “Eco Cute” per
il mercato giapponese da alcuni anni.
Tuttavia, l’importazione di questa tecnologia adattata ai specifici bisogni
degli utenti nipponici non corrisponde
AquaECO2
significa migliorare il fattore SPF diminuendo le perdite statiche.
Conseguentemente alla sua alta capacità di riscaldamento, AquaECO2, è in
grado di fornire sufficiente acqua calda
a diverse famiglie (da 2 a 12 persone).
Sistema davvero ecologico
AquaECO2 combina un consumo
molto basso di energia attraverso le
sue alte prestazioni con un refrigerante veramente ecologico. Senza considerare i vantaggi della prestazione, la
scelta del refrigerante rappresenta in
sé ampi risparmi in termini di emissioni di CO2.
alla sua filosofia: la tecnologia deve
essere adatta al mercato, non viceversa. Questa è la ragione per cui è stata
condotta un completa osservazione ai
bisogni del mercato per definire i criteri di progettazione che condurrebbero
a migliori prestazioni prima di iniziare
qualsiasi progresso.
La conclusione di questo studio è stata
che la CO2 rappresenta il miglior refrigerante possibile per raggiungere ottimi livelli di prestazione stagionale (il
coefficiente stagionale di prestazione
“sCOP” o fattore di prestazione stagionale “SPF”). Questo si deve a una
modalità termodinamica 100% superiore alla piena gamma di temperature,
all’assenza di un back-up elettrico, alle
proprietà termofisiche della CO2 e di
trasporto. Attraverso la combinazione
di queste prestazioni con le sue qualità
veramente ecologiche, la CO2 sta
superando chiaramente i classici refrigeranti HFC utilizzati, come l’R134a.
Per confermare in loco queste caratteristiche, si è deciso di condurre una
campagna di controllo su 10 prodotti
in una delle zone più fredde della
Francia. Sono stati necessari due anni
e mezzo per raggiungere il prodotto
finale, soddisfacendo tutti i requisiti
per gli utenti finali e fornendo anche al
mercato europeo una soluzione per
produrre acqua calda “domestica”
veramente in modo ecologico.
RISULTATI
Osservazioni della campagna
di test sul campo
Sono state raggiunte le prestazioni
reali in loco e i livelli di comfort, assicurando la completa soddisfazione di
10 famiglie da quasi tre anni. Inoltre, le
due ultime generazioni di prototipi
sono state installate un anno dopo per
avvalorare la nostra produzione di
massa: queste stanno funzionando da
quasi 2 anni.
SANDEN ha osservato un livello SPF
che ha raggiunto l’iniziale obiettivo di
2, significa che una pompa di calore
sfrutta chiaramente le proprietà della
CO2, permettendo di riscaldare l’acqua durante l’anno senza un back-up
elettrico. Una caratteristica chiave di
questa campagna di test sul campo è
la prestazione del sistema in estreme
condizioni (fuori la gamma di temperatura teorica) con una temperatura
esterna di -19 °C: il livello del COP era
a 1.6, che è praticamente il doppio di
qualsiasi caldaia con resistenza elettrica. Questo spiega il perché la CO2
permette un SPF migliore se confrontato con qualsiasi altra caldaia termodinamica che usa gli HFC e che non
può funzionare senza un back-up elettrico con temperature fredde.
Soddisfazione degli utenti finali
il comfort è un indicatore chiave per
valutare un sistema DHW: il vantaggio
per una pompa di calore DHW è quello di riuscire a riscaldare molto velocemente. Iniziando da un serbatoio
pieno di acqua fredda, sono sufficienti
20 minuti per farsi una doccia e 2 ore
per riscaldare interamente l’acqua
immagazzinata. Questa caratteristica
permette una riduzione nel volume del
serbatoio con 150 litri a 165°C, che
Installazione e facilità
di manutenzione
AquaECO2 è stato progettato per
un’installazione interna estremamente
facile, per assicurare che il suo livello
di innata prestazione non sia danneggiata da un’installazione non ottimizzata. Inoltre, la disposizione flessibile
del prodotto (verticale o orizzontale)
permette di adattarlo a qualsiasi tipo
di casa.
Produzione locale
Seguendo un progetto congiuntamente diretto da un team di ingegneri giapponesi e francesi, la produzione è
esclusivamente gestita dal già esistente impianto di produzione europea
SANDEN Manufacturing Europe a
Tinténiac (Bretagna, Francia).
Riassunto
Acqua calda sanitaria DHW sempre
disponibile
● Intelligentemente adattato ai bisogni
europei
● Sistema effettivamente ecologico
– Alta prestazione: in cima alla classe
SPF per le basse bollette di energia
– Naturale, non infiammabile, refrigerante non tossico
– Analisi del ciclo vitale: fissa nuovi
riferimenti
● COP = 3.2 secondo le condizioni
standard EN16147
● Molto silenzioso (40 dBA)
● Affidabile: basato su una tecnologia
(invertitore CO2) usato da alcuni
anni in Giappone e testato nel
campo in Europa
● Facile installazione interna (verticale
o orizzontale) e mantenimento
● Fabbricato in Francia
●
31
Speciale il futuro delle applicazioni di refrigerazione
Refrigerazione commerciale:
quale refrigerante-tecnologia
emergerà?
WINANDY E. - HUNDY G.
Emerson Climate Technologies, Belgium
Questo studio teorico prende in
considerazione differenti sistemi e
refrigeranti per applicazioni tipiche
nei supermercati: sono stati
analizzati i consumi annuali, le
emissioni CO2 e i costi di
investimento per un totale di 14 casi
relativi a 5 tipologie di sistemi. Sono
inoltre state considerate condizioni
di funzionamento realistiche sia per
il nord che per il sud Europa,
mentre i dati prestazionali dei
compressori sono stati ricavati dai
software ufficiali dei costruttori
insieme alle condizioni tipiche di
surriscaldamento e
sottoraffreddamento. L’analisi
mostra che un sistema transcritico
a R744, con un consumo annuale
equivalente a quello di un sistema
centralizzato ad R404A, può fornire
il miglior TEWI nel nord Europa, ma
con costi più elevati.
I sistemi a espansione diretta con
R407A possono fornire ottimi
risultati e nel sud Europa possono
essere migliori anche rispetto a
sistemi ad R744.
negli ultimi 10 anni. La scelta di utilizzare un refrigerante con un GWP inferiore può ridurre significamente l’impatto delle emissioni dirette. La tipologia
del sistema, il refrigerante e l’ubicazione determinano l’impatto ambientale e
i costi di esercizio. Sono stati considerati solamente nuovi supermercati poiché questi permettono l’applicazione
delle più recenti soluzioni costruttive.
Come riferimento è stato considerato
un supermercato di circa 10001200m2 con un sistema centralizzato a
R404A: i carichi frigoriferi sono di 18kW
per il sistema a bassa temperatura (LT)
e di 75kW per la media temperatura
(MT). Per i sistemi in cascata il carico
MT è stato aumentato per considerare
il calore generato dal circuito LT.
In totale sono state considerate 14
combinazioni tra tipologie di sistemi e
refrigeranti. Non sono state considerate
soluzioni integrate tra condizionamento, riscaldamento e recupero di calore.
Il Caso 1 viene preso come riferimento
per valutare tutte le altre alternative.
TIPOLOGIE DI SISTEMI
INTRODUZIONE
Negli ultimi anni si sono intensificate le
discussioni in merito alla scelta del
miglior refrigerante per applicazioni
nella refrigerazione commerciale.
Studi relativi alle perdite di refrigerante hanno rivelato il reale effetto delle
emissioni HFC nei sistemi centralizzati. Oggi in Europa l’R404A è il refrigerante più utilizzato nei sistemi avviati
32
Sono stati considerati i seguenti 5
sistemi illustrati nella figura 1:
1. Sistema centralizzato ad espansione diretta (DX) con HFC sia per la
bassa che per la media temperatura
(centrale compressori con condensatore esterno raffreddato ad aria).
2. Sistema distribuito DX con unità
posizionate vicino ai banchi frigoriferi
(compressori più piccoli posizionati in
prossimità del condensatore).
3. Sistema in cascata in cui il calore del
circuito LT viene smaltito nello stadio in
aspirazione del circuito MT (il sistema
MT è ad espansione diretta).
4. Sistema in cui il refrigerante secondario distribuisce nel supermercato il
raffreddamento MT, mentre il circuito
LT funziona come un sistema in
cascata.
5. Sistema booster ad R744 transcritico con un sistema in cascata per LT e
transcritico per MT.
CONDIZIONI AL CONTORNO E
CARATTERISTICHE DEL SISTEMA
Per poter comparare i diversi sistemi
sono state fissate le condizioni di funzionamento e sono state fatte alcune
semplificazioni.
Profilo annuale temperatura
ambiente
Per il nord Europa è stata considerata
una temperatura di condensazione di
25°C mentre per il sud Europa è stato
considerato un valore di 30 °C. Il valore per il nord Europa tiene conto di
una temperatura media di 15 °C con
una differenza di temperatura al condensatore di 10K e una temperatura
minima di 20 °C. I dati Meteonorm
(2009) mostrano una temperatura
ambiente tra 14 e 16 °C per un certo
numero di città del nord Europa e
quindi 15 °C rappresenta una scelta
corretta. Il valore di 10 °C è stato considerato anche per le ore con temperatura ambiente inferiore a causa del
limite di 20 °C sulla temperatura di
Figura 1.
Tipologie di sistema.
condensazione minima. Lo stesso
ragionamento è stato applicato ad una
tipica città del sud Europa che ha una
temperatura ambiente tra 18 e 20 °C.
Condizioni al contorno
Le condizioni al contorno sono riassunte nella tabella 1. Inoltre il surriscaldamento è stato considerato 10K
in tutti i casi e il sottoraffreddamento è
stato considerato nullo, tranne che per
il caso con R744 transcritico in cui è
stato ottimizzato. La differenza di temperatura nello scambiatore per il sistema in cascata è 5K con conseguente
abbassamento delle condizioni MT. Il
valore di “Evap. kW” si riferisce ai ventilatori, illuminazione, defrost e il consumo per la circolazione del fluido nel
circuito secondario è pari a 1kW.
Consumo e COP
Il COP, definito come rapporto tra
capacità frigorifera e potenza assorbita, è il parametro che determina il consumo annuo: il carico frigorifero diviso
per il COP e moltiplicato per le ore
annuali fornisce il consumo annuo. Il
carico è stato considerato costante in
tutti i casi analizzati.
I dati prestazionali sono stati ricavati
33
Tabella 1.
Carichi e condizioni operative.
Bassa Temperatura
Sistema
DX
Central.
e Distrib.
Carico kW
Temp. Evap. °C
Temp. Conden. °C
Fan Conden. kW
Evap. kW
18
-35
25 o 30
1
4
DX in
DX
cascata e
in cascata
secondario
R410A
R744
18
-35
-5
0
4
dal software Copeland Select 7.3 e dai
software e cataloghi degli altri costruttori di compressori. Nel caso in cui i
dati non erano disponibili si è considerata l’efficienza tipica dei compressori
scroll. Per quanto riguarda i sistemi ad
R744, la tecnologia e il metodo con
cui viene applicata insieme al tipo di
controllo hanno una significativa
influenza sull’efficienza del sistema: il
funzionamento in condizioni subcritiche può offrire una migliore efficienza
rispetto agli attuali sistemi convenzionali, ma questo vantaggio è annullato
dalla bassa efficienza in funzionamento transcritico quando si hanno temperature ambiente elevate.
Recenti studi hanno mostrato che nel
nord Europa sistemi transcritici ottimizzati ad R744 sia per LT che per MT
possono operare con COP medi simili
a quelli dei sistemi ad R404A. Questa
considerazione viene normalmente
fatta quando si valutano i meriti di una
soluzione che impiega un refrigerante
totalmente naturale: in questo caso il
sistema deve operare in condizioni
34
Media Temperatura
18
-32
-5
0
4
R744
Booster
DX
Central.
e Distrib.
Cascata
Secondario
R744
transcritico
18
-32
ottimizzato
0
4
75
-5
25 o 30
3.5
10
97
-10
25 o 30
4.5
10
97
-10
25 o 30
4.5
10
97
-5
ottimizzato
4.5
10
Figura 2.
COP per sistemi HFC e R744, con controllo di mandata per HFC.
COP
R744 subcritico
R744
migliore
HFC
HFC controllo
alta pressione
R744
peggiore
R744 transcritico
0
20
Temperatura aria esterna
subcritiche per la maggior parte del
tempo e questo succede quando la
temperatura ambiente è inferiore a
circa 18 °C. Il vantaggio del sistema ad
R744 deriva anche dalle basse perdite
40
di carico e al migliore scambio termico
che permettono di ridurre il lavoro del
compressore. Anche il sottoraffreddamento aiuta i sistemi ad R744 e normalmente nei sistemi ottimizzati alcuni
K di sottoraffreddamento sono necessari per raggiungere il COP e quindi i
consumi annui dei sistemi convenzionali. Nei sistemi ad R744 la pressione
può essere fatta variare con temperature inferiori a 20 °C.
La figura 2 mostra le variazioni del
COP in funzione della temperatura
esterna. Considerando tutti questi
benefici, il sistema booster ad R744
può raggiungere lo stesso COP medio
di una soluzione tipica nel nord
Europa. Nel sud Europa il sistema
transcritico risulta avere un COP inferiore del 10% rispetto a un sistema
HFC di media temperatura a causa
delle maggiori ore di funzionamento in
condizioni transcritiche.
Sono stati considerati la potenza ausiliaria per le vetrine (4kW per LT e
10kW per MT), i ventilatori del condensatore (11kW in totale) e 1kW per
la pompa di circolazione.
Tasso di perdite e carica
refrigerante
E’ stato considerato un fattore di generazione medio di 0.4kg CO2/kWh per
l’Europa in base all’European
Commission Directorate-General for
Transport and Energy (EU DGTREN), 2003.
Per rappresentare le tipiche prestazioni dei nuovi sistemi DX ad R404A in
Europa è stato considerato un tasso di
perdita annuale del 15%. Nel caso dei
sistemi DX distribuiti, le unità condensanti possono essere assemblate in
fabbrica permettendo di controllarne la
qualità: la carica di refrigerante e le
perdite sono inferiore grazie all’impiego di tubazioni di diametri inferiori. Per
il circuito secondario MT viene utilizzata una carica di refrigerante inferiore e
le perdite sono ridotte grazie alla
costruzione in fabbrica. La carica per
un sistema DX distribuito è stata considerata il 75% di quella equivalente ad
un sistema centralizzato e per i sistemi
in cascata la carica media kg/kW è la
stessa dei sistemi DX. I valori di carica
del secondario MT sono quelli tipici dei
chiller assemblati in fabbrica.
Per l’analisi del TEWI è stata considerata una vita di 10 anni in base alle
indicazioni del British Refrigeration
Association/Institute of Refrigeration.
E’ stato assunto che il 95% della carica di refrigerante sia recuperata dopo
il periodo di 10 anni. I valori di GWP
Tabella 2.
Tasso Perdite Refrigerante e carica sistema.
Sistema
Tasso perdita
% carica pa
Carica kg/kW
carico
DX Bassa Temperatura
DX Bassa Temperatura - Sistema distribuito
DX Media Temperatura
DX Media Temperatura - Sistema Distribuito
Media Temperatura Secondario
Media Temperatura - Sistema Secondario ad R290
Media Temperatura - Sistema Secondario HFO
15
10
15
10
5
5
5
4
3
2
1.5
0.5
0.75
1
Tabella 3.
Riassunto dei casi.
Caso
1
Modello
DX
Ref LT
R404A
Ref MT
R404A
2
DX
R404A
R404A
3
DX
R404A
4
5
6
7
8
9
10
11
12
13
14
DX
DX distrib
DX distrib
Cascata
Cascata
Cascata
Cascata
Secondario
Secondario
Secondario
CO2 Booster
R404A
R404A
R407A
R744
R744
R744
R744
R744
R744
R744
R744
Tecnologia LT Tecnologia MT
Scroll EVI
Scroll
Semiermetico Semiermetico
standard
standard
Semiermetico
Discus
R407A
Scroll EVI
R404A
Scroll EVI
R407A
Scroll EVI
R404A
Scroll
R407A
Scroll
R134a
Semi
R134a
Scroll
R410A chiller
Scroll
R290 chiller
Scroll
HFO chiller
Scroll
R744
Scroll e Semi
R134a
sono quelli forniti dal IPCC
(Intergovernmental Panel on Climate
Change) Fourth Assessment Report:
Climate Change 2007. Sono invece
stati ignorati il contenuto di carbone nei
Semiermetico
Discus
Scroll
Scroll
Scroll
Scroll
Scroll
Discus
Scroll
Scroll
Scroll
Scroll
Semi
materiali utilizzati per costruire l’impianto di refrigerazione, l’energia utilizzata
per la costruzione e la distribuzione.
CASI ANALIZZATI
Sono stati analizzati quattordici casi. Il
Caso 1 viene preso come riferimento
e considera la tecnologia più recente
con compressori scroll dotati di iniezione di vapore (EVI) e compressori
scroll ZB per la media temperatura. Gli
altri casi con sistemi DX considerano
vari tipi di refrigeranti e compressori. I
sistemi distribuiti normalmente utilizzano compressori scroll più piccoli
rispetto ai modelli semiermetici. Per i
sistemi distribuiti sono stati considerate due opzioni di refrigerante: il refrigerante R134a non è stato considerato in quanto la necessità di avere una
capacità superiore di circa il 70%
35
Figura 3.
Consumo annuale di energia.
Consumo energetico, MWh/Anno, Sud Europa
Bassa temperatura
comporta componenti con ingombri
superiori, più pesanti e più costosi e
quindi vengono eliminati i vantaggi di
questa tipologia di sistemi.
I sistemi in cascata considerano un circuito ad R744 per il circuito LT e vari
Media temperatura
refrigeranti alternativi per il circuito MT.
I sistemi con circuito secondario, che
non hanno il circuito MT all’interno del
supermercato, possono utilizzare refrigeranti infiammabili o HFO in quanto il
refrigerante rimane al di fuori delle aree
pubbliche. Un sistema completo a
R744 è esaminato nel Caso 14.
I Casi 13 e 14 sono visti come possibili soluzioni future e quindi sono stati
considerati per mostrare le possibili
implicazioni ambientali e di costo.
Figura 4.
Comparazione TEWI.
Emissione CO2 ciclo vita, Ton (TEWI), Sud Europa
MT Energia
36
BT Energia
MT Perdite
BT Perdite
Figura 5.
Costi di investimento.
Compressori
COMPARAZIONE DEL CONSUMO
DI ENERGIA
Nella figura 3 sono mostrati i consumi
annuali di elettricità in kWh inclusi
compressori, vetrine, pompa del circuito secondario per ogni tipologia di
sistema.
COSTI DI INVESTIMENTO
Una comparazione dei costi è stata
fatta utilizzando i costi differenziali tra
ciascun elemento come riportato nella
figura 5. Sono stati considerati tutti i
componenti del sistema di refrigerazione tranne le vetrine.
CONCLUSIONI
Nessuna tecnologia è risultata vincente su tutti i fronti. L’espansione diretta è
la miglior soluzione per l’efficienza
Altri componenti
Installazione
energetica e per i costi di investimento
specialmente nel caso in cui il design
dell’edificio ne permetta l’ottimizzazione impiantistica. Per le emissioni di
CO2, o il TEWI, il sistema a R744 transcritico può risultare vincente nel caso
in cui sia ottimizzato in modo tale da
ottenere un consumo annuo di energia simile a quello di un sistema DX.
Questo è usualmente l’obiettivo dei
progettisti di questi sistemi e non può
essere ottenuto in applicazioni nel Sud
Europa. E’ probabile che nell’immediato futuro la soluzione CO2 transcritica
sia penalizzata in termini di costo.
Sistemi a circuito secondario possono
essere una buona alternativa.
Oggi un buon compromesso è costituito dal R407A o da un altro refrigerante
della serie R407 nel caso in cui le perdite possano essere controllate e limitate poiché le emissioni dirette sono
inferiori in proporzione ai valori di GWP.
Migliori sistemi di controllo delle perdite
Condensatore
Refrigerante
porteranno a ulteriori migliori vantaggi
nell’utilizzo del R407A.
Attualmente la ricerca di nuove soluzioni è dettata dall’attenzione per le
nuove legislazioni e la necessità di trovare soluzioni sempre più ecologiche.
Soluzioni nel breve termine tramite
semplici imposizioni legislative possono andare contro l’obiettivo comune di
riduzione delle emissioni specialmente se non si da all’industria il tempo
necessario per effettuare i necessari
investimenti. Ciascuna delle alternative ai sistemi centralizzati ad R404A
vede la ricerca di soluzione ai limiti
della tecnologia in termini di riduzione
delle perdite, integrazione con i sistemi energetici degli edifici e nel recupero del calore. Non di meno diventano
importanti efficaci sistemi di monitoraggio per controllare e mantenere nel
tempo le prestazioni energetiche dei
sistemi.
●
37
Speciale corso di climatizzazione per i soci ATF
Principi di base
del condizionamento dell’aria
139ª lezione
Funzionamento delle pompe di calore geotermiche
con basse temperature del sottosuolo
(Continua dal numero precedente)
PIERFRANCESCO FANTONI
CENTOTRENTANOVESIMA
LEZIONE DI BASE SUL
CONDIZIONAMENTO DELL’ARIA
Continuiamo con questo numero il
ciclo di lezioni di base semplificate
per gli associati sul
condizionamento dell’aria, così come
da 15 anni sulla nostra stessa rivista
il prof. Ing. Pierfrancesco Fantoni
tiene le lezioni di base sulle tecniche
frigorifere. Vedi www.centrogalileo.it.
Il prof. Ing. Fantoni è inoltre
coordinatore didattico e docente del
Centro Studi Galileo presso le sedi
dei corsi CSG in cui periodicamente
vengono svolte decine di incontri su
condizionamento, refrigerazione e
energie alternative.
In particolare sia nelle lezioni in aula
sia nelle lezioni sulla rivista vengono
spiegati in modo semplice e
completo gli aspetti teorico-pratici
degli impianti e dei loro componenti.
È ORA DISPONIBILE
LA RACCOLTA COMPLETA
DEGLI ARTICOLI
DEL PROF. FANTONI
Per informazioni 0142.452403
È vietata la riproduzione dei disegni su
qualsiasi tipo di supporto.
38
INTRODUZIONE
A differenza del condizionamento dell’aria, nel funzionamento di una
pompa di calore esiste la possibilità
che l’evaporatore si brini durante il suo
funzionamento o che la temperatura
al suo interno scenda al di sotto dello
zero nel caso di utilizzo di scambiatori
a piastre.
Tale tipo di scambiatori risulta essere
particolarmente delicato sotto questo
punto di vista, per cui è necessario
tenere sempre presente quali sono le
minime temperature possibili che possono entrare in gioco, conducendo
un’analisi dettagliata di esse a partire
dalle temperature tipiche che può
avere durante la stagone più fredda il
terreno in cui sono posizionate le
sonde.
IL PROBLEMA DEI CONGELAMENTI
DELLO SCAMBIATORE FREDDO
Una delle tipiche problematiche legata
al funzionamento di una pompa di
calore è quella relativa alla necessità
di dover procedere allo sbrinamento
periodico dello scambiatore che preleva il calore dalla sorgente fredda
quando le temperature di evaporazione scendono al di sotto di 0 °C. Tale
Figura 1.
Schema del flusso del calore in una pompa di calore geotermica.
evento si verifica allorquando la temperatura della sorgente non necessariamente è negativa: considerando,
infatti, che il ∆t in evaporazione può
essere, ovviamente a seconda del tipo
di applicazione, mediamente compreso tra 5 e 10 °C, questo significa che
se la temperatura della sorgente da
cui si attinge il calore cala al di sotto di
10 °C può accadere che la temperatura di evaporazione del refrigerante
scenda a valori negativi.
Nelle pompe di calore ad aria il fenomeno del brinamento dell’evaporatore
è anche legato al contenuto di umidità
dell’aria, per cui risultano particolarmente critiche, sotto questo punto di
vista, le condizioni di lavoro in cui la
temperatura dell’aria esterna si aggira
attorno ai 5-6 °C, o meno, ed il suo
contenuto di umidità è molto elevato,
dell’ordine dell’80-90%, o più.
In tali situazioni la batteria alettata
posta sull’unità esterna tende a brinarsi in maniera consistente ed è necessario ricorrere al periodico e costante
sbrinamento di essa attraverso l’inversione del ciclo frigorifero.
Nelle pompe di calore ad acqua non
esiste il problema del brinamento
esterno dello scambiatore a piastre,
bensì c’è la possibilità che l’acqua da
cui si attinge il calore possa solidificarsi all’interno dello scambiatore stesso
a causa del calore che le viene sottratto dal refrigerante nel caso in cui
essa abbia una temperatura di entrata
che si approssimi a 0 °C.
ANALISI DELLE TEMPERATURE
DI LAVORO
Nelle pompe di calore geotermiche la
fonte di calore è rappresentata dal sottosuolo. L’utilizzo del calore del sottosuolo, però, non avviene in maniera
diretta da parte della pompa di calore,
ossia lo scambiatore freddo non viene
posizionato direttamente nel terreno.
Per attingere tale calore viene utilizzato un circuito di captazione costituito
da un insieme di sonde al cui interno
scorre un fluido. Tale fluido ha il compito di veicolare il calore dal sottosuolo allo scambiatore a piastre della
pompa di calore, che è generalmente
sistemata all’interno dell’edificio da
riscaldare (vedi figura 1).
All’interno dello scambiatore a piastre
Figura 2.
Esempio delle possibili temperature di lavoro dello scambiatore freddo
di una pompa di calore geotermica.
Figura 3.
Vista in sezione del possibile andamento delle temperature
del terreno nelle vicinanze di una sonda del circuito di captazione
di una pompa di calore.
il trasferimento del calore tra il fluido
proveniente da circuito di captazione
ed il refrigerante è favorito da un
certo differenziale di temperatura tra i
due fluidi.
A seguito di tale scambio il refrigerante acquista il calore necessario per
evaporare mentre il fluido di lavoro
subisce un rafreddamento.
Tale raffreddamento, ovviamente,
dipende da una serie di fattori ma possiamo stimarlo indicativamente in
circa 5-7 °C.
Nella figura 2 viene rappresentata, a
titolo di esempio, una possibile situazione di lavoro. Il fluido proveniente
dal circuito di captazione della
pompa di calore entra nello scambiatore ad una temperatura di + 6°C,
cede calore e si raffredda fino alla
temperatura di +1 °C.
La temperatura di evaporazione del
refrigerante è di circa -3 °C. Nel caso
in cui il fluido di lavoro sia semplicemente acqua, tale situazione rappresenta un caso limite, dato che un ulteriore abbassamento della temperatura
dell’acqua porterebbe alla possibilità
di un suo congelamento all’interno
dello scambiatore a piastre, con blocco della circolazione e seri danni allo
scambiatore stesso.
TEMPERATURE
DEL SOTTOSUOLO
La temperatura del fluido di lavoro che
circola nelle sonde della pompa geotermica dipende dalla temperatura
media della sorgente fredda da cui si
attinge il calore, cioè generalmente il
terreno.
Tale temperatura risulta essere sem-
39
pre maggiore della temperatura del
fluido per garantire il flusso termico
desiderato.
Nel caso di posizionamento delle
sonde orizzontalmente gli strati di terreno interessati risultano essere quelli più superficiali, ossia quelli maggiormenti soggetti a variazioni di temperatura durante l’anno. Nel caso di posizionamento delle sonde verticalmente, invece, si può ritenere più costante
la temperatura del terreno durante
l’arco dell’intero anno.
Quindi la problematica del monitoraggio della temperatura del fluido di
lavoro all’interno dello scambiatore a
piastre della pompa di calore risulta
essere più significativo nel caso in
cui il circuito di captazione è disposto
orizzontalmente, dato che in questo
caso il terreno può risentire maggiormente delle fluttuazioni della temperatura ambiente che si verificano
durante l’anno.
A seconda delle caratteristiche del
terreno e delle modalità di posa delle
sonde è possibile registrare variazioni
di temperatura anche di 4-5 °C con
cadute della temperatura anche al di
sotto di 10 °C, valore che comincia ad
essere di allarme.
Un ulteriore considerazione va fatta,
però, in merito. La temperatura del terreno nei dintorni della sonda di captazione può tendere a diminuire significativamente rispetto alla temperatura
media del terreno quando il terreno
stesso non è in grado di “rimpiazzare”
il calore che gli viene sottratto dal fluido
che circola nella sonda.
Si possono creare, così, dei gradienti di temperatura (vedi figura 3) che
portano ad un ulteriore abbassamento della temperatura del fluido di
lavoro che così giungerà all’ingresso
dello scambiatore a piaste ancora
più freddo, con ulteriore aggravio
della situazione.
Il raffreddamento che il fluido di lavoro subisce all’interno dello scambiatore a piastre risulta dipendere anche
dalle portate dei due fluidi che si
scambiano il calore.
Quindi, oltre ad un attenta analisi dell’andamento delle temperature del terreno, risulta necessario pensare
attentamente alle quantità di refrigerante e di fluido di lavoro che scorrono
all’interno dell’evaporatore.
●
40
CALENDARIO CORSI 2013
ed esami certificazione Frigoristi
Per programmi, informazioni e dettagli: Tel. 0142 452403 - Fax 0142 341009
www.centrogalileo.it (alla voce “corsi”)
Speciale refrigeranti alternativi
Refrigeranti alternativi
ENNIO CAMPAGNA
Rivoira
I Glicoli comunemente utilizzati sono:
• Glicole Etilenico: è il fluido più economico e più largamente utilizzato per
lo scambio termico.
• Glicole Propilenico: ha una minore
tossicità rispetto al Glicole Etilenico ed
è pertanto raccomandato per applicazioni di tipo alimentare.
GLICOLE ETILENICO
E PROPILENICO
I fluidi di trasferimento calore sono
utilizzati nei grandi impianti di refrigerazione, quando si vuole ridurre
la quantita di gas refrigerante da
utilizzare nell’impianto, o quando si
utilizzano gas potenzialmente pericolosi (ammoniaca, idrocarburi,
ecc.) ed e necessario, per motivi di
sicurezza, mantenere il circuito
contenente il gas refrigerante lontano dalle aree aperte al pubblico.
Cubo glicole
I Glicoli sono poi addittivati con inibitori
di corrosione, che servono ad evitare la
corrosione dei metalli con i quali andra
in contatto la soluzione glicolata.
Rivoira, per le applicazioni di refrigerazione, propone tre tipi differenti di
Glicole:
• Glicole Etilenico Inibito
• Glicole Propilenico Inibito
• Dowcal N: Glicole Propilenico
Inibito, con inibitori certificati per usi
alimentari.
La presenza di inibitori contrasta la
formazione di acidità nel circuito,
estende la vita delle apparecchiature,
riduce i costi di manutenzione e rende
più sicuro ed affi dabile il funzionamento dell’impianto.
Glicole Propilenico
* incluso il Dowcal N
Glicole Etilenico
N.B.: si sconsiglia una miscelazione superiore al 60% in peso, per i seguenti motivi:
- oltre al 60% di Glicole non si riduce più il punto di congelamento.
- al crescere della % di Glicole aumenta molto la viscosita della soluzione e quindi la potenza assorbita dalle pompe di circolazione.
41
Confezioni disponibili:
• Fusti a perdere da 220 / 230 kg.
• Cubi a perdere da 1000 kg.
I Glicoli non sono utilizzati puri, ma
vengono miscelati con acqua (si raccomanda l’uso di acqua demineralizzata) in varie percentuali, in funzione
del grado di protezione al congelamento richiesto dall’applicazione, permettendo l’utilizzo di queste soluzioni
in un campo di temperature di -45 °C
a +120 °C.
La percentuale di diluizione va quindi
scelta in modo da ottenere una tempe-
ratura di congelamento inferiore alla
minima raggiungibile dall’impianto, ma
senza eccedere troppo, per evitare che
la soluzione diventi troppo viscosa.
I punti di congelamento in funzione
della diluizione in acqua sono indicati
nella tabella qui sotto riportata.
IDROCARBURI
PER REFRIGERAZIONE
zati, ma solo prevedendo una centrale
frigorifera confinata e l’utilizzo di un
fluido termovettore.
L’utilizzo di idrocarburi come gas
refrigeranti negli ultimi anni ha
avuto un certo sviluppo per la tendenza sulla spinta del Protocollo di
Kyoto, ad utilizzare fluidi ad effetto
serra ridotto o nullo.
Gli idrocarburi più utilizzati in refrigerazione sono i seguenti:
Le bombole per Idrocarburi hanno le
seguenti caratteristiche:
• capacita di 40 o 12,5 litri;
• ogiva di colore ROSSO;
• pressione di bollo: 48 bar;
• valvola con attacco UNI 4405;
• bombole ricaricabili.
Gli idrocarburi sono però dei gas altamente infiammabili e, per motivi di sicurezza, si utilizzano prevalentemente in
sistemi con piccole cariche di gas.
Impianti di refrigerazione con cariche
di gas elevate possono essere realiz-
• R-290
(Propano per refrigerazione)
Si usa in piccoli refrigeratori commerciali, in genere a temperatura positiva
ed in qualche impianto industriale,
anche per temperature negative.
• R-600a
(Isobutano per refrigerazione)
E’ utilizzato prevalentemente nei frigoriferi domestici.
ALTRI GAS “NON FLUORURATI”
La gamma dei fluidi refrigeranti Rivoira
è completata da altri gas “non fluorurati” e da una serie di prodotti per la
pulizia degli impianti frigoriferi.
42
I principali gas non fluorurati Rivoira
sono qui a fianco elencati. Nella tabella sottostante, sono riportate le caratteristiche principali dei fluidi refrigeranti non fluorurati.
• Ammoniaca anidra (NH3);
• Anidride carbonica (CO2);
• Azoto.
SOLVOSTAR: IL FLUIDO IDEALE PER LA PULIZIA
DEGLI IMPIANTI FRIGORIFERI
Il fluido “SolvoStar” è una miscela azeotropica di pentafluoropropano e dicloroetilene, pressurizzata con azoto, utilizzabile per la pulizia degli impianti di
refrigerazione e condizionamento.
La pulizia del circuito frigorifero e un
requisito indispensabile al buon funzionamento di un impianto di refrigerazione o condizionamento. In particolare è necessario intervenire con un
agente pulente quando si verifica la
bruciatura del compressore, quando si
effettua un retrofit che preveda la totale eliminazione del vecchio olio lubri-
ficante, o quando, in occasione di
manutenzioni periodiche, si deve eliminare la presenza di particelle di
metallo, di morchie, o di olio acido nel
circuito.
Il SolvoStar non distrugge lo strato di
ozono ed è quindi il sostituto del R141b (solvente ormai vietato nella
Comunita Europea).
Vantaggi
• Buon grado di solubilità con i lubrificanti utilizzati con i refrigeranti
HCFC ed HFC: olii minerali, alchilbenzenici ed esteri di poliolo (POE).
• Prodotto sicuro: non infiammabile,
non tossico, non dannoso per lo
strato d’ozono.
• Compatibile con la maggior parte
dei materiali correntemente impiegati negli impianti di refrigerazione.
• Facilità d’uso: essendo pressurizzato con azoto, per caricare il prodotto
in un circuito, non è necessaria una
pompa.
• Facilità di estrazione dal sistema:
dato il basso punto di ebollizione,
l’asciugatura del sistema è rapida e
non restano residui di solventi nel
circuito.
Nella tabella sottostante, sono riportate le caratteristiche principali del
Solvostar.
RIVISTA DIGITALE
Tutte le riviste possono essere pure
sfogliate online in formato digitale.
Al seguente link:
http://bit.ly/rivista9-2012
può prendere visione delle ultime
notizie dal mondo della refrigerazione
e del condizionamento
43
Assistenza tecnica agli abbonati - soci ATF
Consigli pratici
per valvole termostatiche
MARIARITA DELLA RAGIONE
Danfoss
INTRODUZIONE
Una valvola di espansione termostatica è costituita da un
elemento termostatico (1) che
è separato dal corpo valvola
mediante una membrana.
Un tubo capillare collega l’elemento con un bulbo (2), un
corpo valvola con sede della
valvola (3) e una molla (4).
Funzionamento
della valvola di espansione
termostatica:
Il funzionamento della valvola
di espansione termostatica è
determinato da 3 pressioni
fondamentali:
P1: Pressione del bulbo, che
agisce sulla parte superiore della membrana e tende ad aprire la valvola.
P2: Pressione di evaporazione che agisce sulla parte inferiore della membrana e tende a chiudere la valvola.
P3: Pressione della molla che agisce ugualmente sulla parte
inferiore della membrana e tende a chiudere la valvola.
La regolazione della valvola di espansione termostatica è
basata sull’equilibrio sulle 3 forze descritte.
La molla viene utilizzata per tarare il surriscaldamento.
SURRISCALDAMENTO
Il surriscaldamento viene
misurato nel punto della tubazione di aspirazione dove è
montato il bulbo ed è la differenza tra la temperatura al
bulbo e la pressione/temperatura di evaporazione nello
stesso posto.
44
Il surriscaldamento viene misurato in Kelvin (K) e viene
usato come segnale per regolare l’iniezione di liquido attraverso la valvola di espansione.
SOTTORAFFREDDAMENTO
Il sottoraffreddamento viene
definito come la differenza
tra la temperatura di condensazione e quella del liquido
all’entrata della valvola di
espansione.
Il sottoraffreddamento viene
misurato in Kelvin (K). Il sottoraffreddamento del refrigerante liquido è necessario per evitare bolle di vapore nel
refrigerante a monte della valvola di espansione. La presenza di bolle di vapore nel refrigerante liquido riduce la
capacità della valvola di espansione facendo diminuire l’alimentazione di liquido all’evaporatore.
Nella maggior parte dei casi è adeguato un sottoraffreddamento di 4-5 Kelvin.
EQUALIZZAZIONE
DELLA PRESSIONE ESTERNA
Bisogna sempre impiegare
valvole di espansione con
equalizzazione esterna se si
usano distributori di liquido.
L’impiego di distributori comporta una caduta di pressione
di 1 bar su distributore e ranghi del distributore.
Si raccomanda l’impiego di valvole di espansione con
equalizzazione esterna in impianti frigoriferi con evaporatori o scambiatori di calore a piastre, in cui la caduta di
pressione sarà normalmente superiore a quella corrispondente a 2K.
CARICHE
Le valvole di espansione termostatica possono avere uno
dei 3 differenti tipi di carica:
1. Carica universale
2. Carica MOP
3. Carica MOP con ballast, di serie per le valvole di espansione Danfoss con MOP.
Carica universale
Le valvole con carica del 1°
tipo sono usate nella maggior
parte degli impianti frigoriferi,
in cui non è necessaria una
limitazione della pressione e
in cui il bulbo può essere
posto in è posizione più calda dell’elemento oppure con
alte temperature/ pressioni di evaporazione.
La carica universale ha una carica di liquido nel bulbo.
Grazie alla grande quantità di carica, nel bulbo ci sarà un
residuo di carica anche se l’elemento è più freddo o più
caldo del bulbo.
Carica MOP
Le valvole di espansione con
carica MOP sono usate
soprattutto su unità di fabbricazione industriale, per le
quali si desideri una limitazione della pressione di aspirazione in fase di avviamento, per esempio nel settore trasporti ed in impianti di condizionamento aria.
Tutte le valvole con MOP hanno una piccolissima carica
nel bulbo.
Ciò significa che la valvola o l’elemento devono essere
posti in posizione più calda del bulbo. In caso contrario può
verificarsi una migrazione della carica dal bulbo all’elemento e la valvola di espansione cessa di funzionare.
La carica MOP ha una carica limitata nel bulbo.
MOP significa Maximum Operating Pressure ed è la massima pressione di aspirazione/ evaporazione permessa
nella tubazione di aspirazione/evaporazione.
La carica sarà evaporata, quando la temperatura avrà raggiunto il punto MOP. Mano a mano che aumenta la pressione di aspirazione la valvola di espansione comincia a
chiudersi a circa 0,3/0,4 bar sotto il punto MOP e sarà
completamente chiusa quando la pressione di aspirazione
è uguale al punto MOP.
II MOP viene spesso chiamato “Protezione da sovraccarichi del motore”.
Carica MOP a ballast
Le valvole di espansione con
cariche MOP a ballast si
usano soprattutto in impianti
frigoriferi con evaporatori “ad
alta dinamicità”; per esempio
in impianti di condiziona
mento aria e evaporatori a piastra con grande trasmissione di calore.
Con cariche MOP a ballast si può ottenere un surriscaldamento inferiore di 2-4 K rispetto ad altri tipi di carica.
Il bulbo della valvola di espansione termostatica contiene un
materiale a grande porosità e superficie in rapporto al peso.
La carica MOP con ballast ha una funzione di attenuazione sulla regolazione della valvola di espansione.
La valvola si apre lentamente con l’aumentare della temperatura del bulbo e si chiude rapidamente se la temperatura del bulbo si abbassa.
SCELTA DELLA VALVOLA
DI ESPANSIONE TERMOSTATICA
La valvola di espansione termostatica può essere scelta
quando si conoscono i dati seguenti:
• Tipo di refrigerante
• Capacità dell’evaporatore
• Pressione di evaporazione
• Pressione di condensazione
• sottoraffreddamento
• Caduta di pressione attraverso la valvola
• Equalizzazione della pressione interna ed esterna.
IDENTIFICAZIONE
L’elemento termostatico è
provvisto di un’iscrizione al
laser sulla parte superiore
della membrana.
Il codice indica il tipo di refrigerante per cui la valvola è
stata progettata:
B = R410A
N = R134a
S = R404A/RS07
X = R22
Z = R407C
Questa incisione indica il tipo di valvola (con il codice
numerico), il campo di temperatura di evaporazione, il
punto di MOP, il refrigerante e la massima pressione di
esercizio. (PS/MWP).
Nelle TE20 e TES5, la capacità nominale è stampigliata su
una fascetta che si trova sul corpo valvola.
L’insieme orificio per T2 e TE2
è contrassegnato con le
dimensioni dello stesso (es
06) e con la data di produzione, contrassegnata dalla settimana e dall’ultimo numero
dell’anno (es 279). Il codice dell’orificio è anche indicato sul
tappo del suo contenitore di plastica.
Sulle TE 5 e TE 12 la stampigliatura superiore indica su
quale valvola si può usare l’orificio in questione. Quella
inferiore indica la dimensione
dell’orificio (01).
Sulle TE 20 e TE 55 la stampigliatura inferiore (50/35 TR
45
N/B) indica la capacità nominale nei due campi di temperatura di evaporazione N e B e il refrigerante (50/35TR=
175kW in campo N e 123kW in campo B).
La stampigliatura superiore (TEX55) indica il tipo di valvola con cui l’orificio può essere utilizzato.
INSTALLAZIONE
La valvola di espansione
viene montata sulla tubazione del liquido a monte
dell’evaporatore e il suo
bulbo viene fissato sulla
tubazione di aspirazione il
più vicino possibile all’evaporatore. Se c’è equalizzazione della pressione esterna, la
tubazione di equalizzazione viene collegata con la tubazione di aspirazione immediatamente dopo il bulbo.
Si raccomanda di montare il
bulbo su un tratto orizzontale
della tubazione di aspirazione
e in una posizione corrispondente alle lancette dell’orologio tra l’1 e le 4. La posizione
dipende dal diametro esterno
del tubo.
Nota: Il bulbo non va mai montato sul fondo della tubazione
di aspirazione, poiche riceverebbe falsi impulsi di comando
a causa dell’olio presente in fondo al tubo stesso.
Il bulbo deve essere in grado
di percepire la temperatura
del vapore surriscaldato aspirato e non deve perciò essere
collocato in modo tale da
essere influenzato da altre
fonti di freddo o di calore. Se
il bulbo si trova esposto a correnti di aria calda, si raccomanda di isolarlo. La fascetta fissabulbo Danfoss consente un’installazione sicura del bulbo
sulla tubazione, assicurando un contatto termico ideale tra
il bulbo e la tubazione. Utilizzando una chiave TORX per
fissare la fascetta, viene garantito il contatto termico senza
rischiare di danneggiare la fascetta.
Il bulbo non deve essere
montato dopo uno scambiatore di calore, poiche ne deriverebbero falsi impulsi di
comando alla valvola di
espansione.
Il bulbo non deve essere
montato vicino a componenti
con grande massa, poi che
anche questo provocherebbe
un falso impulso di comando
alla valvola di espansione.
46
Come menzionato precedentemente, il bulbo deve essere
installato nella parte orizzontale della tubazione di aspirazione, immediatamente a
valle dell’evaporatore. Non
deve essere installato su un
collettore o un tubo verticale dopo una sacca d’olio.
Il bulbo della valvola di espansione deve essere sempre
montato a monte di trappole
di liquido.
TARATURA
La valvola di espansione
viene fornita con una taratura
di fabbrica che andrà bene
nella maggior parte dei casi.
Qualora sia necessaria una
taratura ulteriore, vi si potrà
procedere per mezzo dell’asta di regolazione della
valvola di espansione.
Facendo ruotare l’asta in
senso orario, si aumenta il surriscaldamento della valvola
di espansione, mentre facendola ruotare in senso antiorario si diminuisce il surriscaldamento.
Per le T /TE 2 un giro di rotazione dell’asta fa variare il surriscaldamento di circa 4 K a una temperatura di evaporazione di 0 °C.
VALORE
Per le TE 5 e grandezze successive una rotazione di un
giro dell’asta fa variare il surriscaldamento di circa 0,5 K a
una temperatura di evaporazione di 0 °C.
Per TUA /TUB e grandezze
successive una rotazione di
un giro dell’asta fa variare il
surriscaldamento di circa 3 K° a una temperatura di evaporazione di 0 °C.
La pendolazione nell’evaporatore può essere eliminato adottando la
seguente procedura: Per
eliminare la pendolazione
dell’evaporatore, aumentare il surriscaldamento
ruotando più volte l’asta
di regolazione in senso
orario, fino ad arrestarla. Ruotare l’asta in senso antiorario
gradino per gradino finche non ricomincia la pendolazione.
Da questa posizione ruotare l’asta di un giro in senso orario,(solo 1/4 di giro per le valvole T/TE 2). A questa taratura l’impianto frigorifero non pendola e l’evaporatore viene
pienamente utilizzato. Un’oscillazione del surriscaldamento di 1 K non viene considerata pendolazione.
Se il surriscaldamento
nell’evaporatore è troppo
alto, ciò può essere dovuto ad una insufficiente
alimentazione di liquido
refrigerante.
Il surriscaldamento si può
ridurre ruotando l’asta di
regolazione della valvola
di espansione gradino per gradino in senso antiorario fino
a constatare la pendolazione.
Da questa posizione ruotare l’asta di circa un giro completo in senso orario, (soltanto 1/4 di giro per T /TE 2). Con
questa taratura l’evaporatore è pienamente utilizzato.
Un’oscillazione del surriscalda mento di 1 K non viene considerata pendolazione.
CAMBIAMENTO DELL’INSIEME ORIFICIO
Se non si trova una taratura di surriscaldamento, in
cui l’evaporatore non pendoli, ciò può essere dovuto al fatto che la capacità
della valvola è troppo
grande e che l’insieme orificio o la valvola devono
essere sostituiti con altri di
capacità minori.
Se il surriscaldamento dell’evaporatore è troppo grande,
la capacità della valvola è troppo piccola e l’insieme orificio deve essere sostituito da uno di capacità maggiore.
Le valvole TE, T2, TUA, TCAE sono fornite con orificio
intercambiabile.
ULTIME NOTIZIE
■ LEGISLAZIONE
Direttiva Efficienza energetica – Il 14 novembre è stata pubblicata in Gazzetta Ufficiale la Direttiva sull’Efficienza Energetica. Ora gli
Stati membri hanno 18 mesi di tempo (entro maggio/giugno 2014)
per recepire all’interno delle leggi nazionali la maggior parte delle
disposizioni della Direttiva ed implementarle. Alcune disposizioni
dovranno essere recepite in tempi minori come, ad esempio, quella riguardante la comunicazione dei progetti nazionali di efficienza
energetica (entro un anno). Altre hanno scadenza maggiore, come
ad esempio la valutazione delle possibilità di attuazione di impianti
di teleriscaldamento e cogenerazione (fine 2015)
Nel primo semestre del 2014 la Commissione valuterà i risultati
ottenuti nel perseguimento dell’obiettivo del 20% di efficienza
energetica e su eventuali ulteriori misure necessarie per il suo
ottenimento.
(Pagina 5 della Newsletter AREA, dettagli su bit.ly/AREA6-2012)
■ REFRIGERANTI
Direttiva Ecodesign e refrigeranti – AREA ed EPEE hanno elaborato una dichiarazione comune (sottoscritta poi anche da ASERCOM) in disaccordo riguardo l’intento di assoggettare l’uso di refrigeranti alla Direttiva Ecodesign. Questo, infatti, comporterebbe tre
rischi:
1. la regolamentazione dell’uso dei refrigeranti ricadrebbe sotto
diverse Regolamentazioni, con il rischio di poca chiarezza in merito
2. la Direttiva Ecodesign tratta dell’efficienza energetica e non può
entrare nel merito sull’utilizzo di determinati refrigeranti
3. le prestazioni e l’efficienza energetica delle apparecchiature frigorifere non dipende unicamente dal GWP del refrigerante che
impiegano, ma da un numero molto maggiore di parametri.
Limitarsi a considerare il solo GWP porterebbe inevitabilmente a
peggiorare le prestazioni di tali apparecchiature
(Pagina 3 della Newsletter AREA, dettagli su bit.ly/AREA6-2012)
Vendita illegale di refrigeranti su internet – Il problema della vendita illegale di refrigeranti (proibiti e non) su internet è all’ordine del
giorno in molti Paesi. Molte volte, infatti, manca la comunicazione
riguardante i relativi Regolamenti da rispettare, la necessità di essere certificati per poter acquistare refrigerante, gli obblighi normativi per i rivenditori. In Francia sono state programmati per Google
degli avvisi di allerta per la seguente lista di parole-chiave:
Refrigerante, Freon, R12, R502, R22, R134a, R143a, R404A,
R407C, R410A, R417A, R507A. Si intende inoltre procedere contro quei siti che vendono refrigerante in maniera illegale.
(Pagina 6 della Newsletter AREA, dettagli su bit.ly/AREA6-2012)
False etichette sui compressori – La consuetudine di impiegare false etichette per esportare apparecchiature caricate con CFC
aumenta sempre di più. In Svezia è stato scoperto un caso di
false etichette di diverse marche tutte riportanti lo stesso modello e numero di produzione. ACR News ha anche riferito su alcuni
casi di frigoriferi dismessi contenenti CFC ed indicati invece
come R600a.
(Pagina 6 della Newsletter AREA, dettagli su bit.ly/AREA6-2012)
47
Speciale corso di tecniche frigorifere per i soci ATF
Accorgimenti per limitare le fughe
di refrigerante dal circuito frigorifero:
prevenire è meglio che curare
159ª lezione di base
PIERFRANCESCO FANTONI
ARTICOLO DI
PREPARAZIONE AL
PATENTINO FRIGORISTI
CENTOCINQUANTANOVESIMA
LEZIONE SUI CONCETTI
DI BASE SULLE TECNICHE
FRIGORIFERE
Continuiamo con questo numero il
ciclo di lezioni semplificate per i
soci ATF del corso teorico-pratico
di tecniche frigorifere curato dal
prof. ing. Pierfrancesco Fantoni.
In particolare con questo ciclo di
lezioni di base abbiamo voluto, in
questi 15 anni, presentare la
didattica del prof. ing. Fantoni, che
ha tenuto, su questa stessa linea,
lezioni sulle tecniche della
refrigerazione ed in particolare di
specializzazione sulla
termodinamica del circuito
frigorifero.
Visionare su www.centrogalileo.it
ulteriori informazioni tecniche
alle voci “articoli”
e “organizzazione corsi”
1) calendario corsi 2013,
2) programmi,
3) elenco tecnici specializzati negli
ultimi anni nei corsi del Centro
Studi Galileo divisi per provincia,
4) esempi video-corsi,
5) foto attività didattica.
È ORA DISPONIBILE
LA RACCOLTA COMPLETA
DEGLI ARTICOLI
DEL PROF. FANTONI
Per informazioni 0142.452403
48
Introduzione
Il problema delle perdite di gas dai circuiti frigoriferi è la spina nel fianco di
alcuni tecnici frigoristi, che non pongono la dovuta attenzione a tale tipo di
eventi. Oltre alle normative, che assegnano all’individuazione delle eventuali fughe da un impianto la priorità
delle operazioni di manutenzione
periodica da effettuare, sussistono
numerose conseguenze che suggeriscono di porre molta attenzione nell’individuazione e soprattutto nella
prevenzione dei difetti di tenuta.
Per tutte le tipologie di refrigeranti di
natura sintetica esistono precise
disposizioni che obbligano ad eseguire controlli periodici del circuito frigorifero e ad adoperarsi affinchè la riparazione delle perdite sia la più immediata possibile.
Quando l’impianto funziona scarico
Sono numerose le ragioni che devono
essere tenute in considerazione per
giustificare il fatto che in un circuito frigorifero il rischio fughe deve essere
sempre ridotto al minimo.
La conseguenza della perdita di efficienza dell’impianto è una delle più
importanti. Una fuga anche di piccole
dimensioni può portare a diminuzioni
dell’efficienza energetica che possono
essere comunemente dell’ordine del
10-15%, mentre fughe di entità importanti possono portare anche a dimezzare la capacità frigorifera dell’impianto in poco tempo con raddoppio dei
consumi energetici e dei relativi costi
di funzionamento.
Studi effettuati presso laboratori di
prova specifici hanno dimostrato
come la diminuzione di carica del circuito dovuta ad una perdita di gas
risulta avere un modesto effetto sulla
potenza impegnata dal compressore.
Notevole, invece, è la conseguenza
sulla capacità di raffreddamento dell’impianto, che diminuisce già del 45%
anche per perdite dell’ordine del 15%.
Obbligatorietà dei controlli
Dal punto di vista normativo sia per i
refrigeranti clorofluorocarburi che per
gli idroclorofluorocarburi e idrofluorocarburi è previsto che il proprietario
dell’impianto faccia eseguire con
periodicità delle verifiche sulla tenuta
del circuito frigorifero qualora la carica
di refrigerante non sia inferiore a 3 chilogrammi.
Per i refrigeranti CFC e HCFC è
vigente il Regolamento Europeo
1005/2009 che impone che le imprese
che gestiscono apparecchiature di
refrigerazione, condizionamento d’aria o pompe di calore facciano eseguire periodicamente dei controlli secondo quanto riportato nella tabella 1.
Inoltre prescrive che, quando individuata, una fuga vada riparata il più
presto possibile e comunque entro 14
giorni dalla sua individuazione. In
aggiunta a ciò, una volta riparata la
fuga, è necessario eseguire un’ulteriore verifica sul circuito entro 1 mese
dalla riparazione per verificare se
Tabella 1.
Frequenza
dei controlli
Ogni 12 mesi
Ogni 6 mesi
Ogni 3 mesi
Tipo di circuito
Non ermeticamente
Ermeticamente
sigillato
sigillato
Circuito con carica
Circuito con carica
pari o superiore a 3 kg
pari o superiore a 6 kg
di CFC o HCFC
di CFC o HCFC
Circuito con carica pari o superiore a 30 kg
di CFC o HCFC
Circuito con carica pari o superiore a 300 kg
di CFC o HCFC
essa è stata efficace ed ha portato ad
una totale eliminazione della fuga.
Ricordiamo che tali disposizioni sono
vigenti, ad esempio, per i vecchi circuiti ancora funzionanti a R12 o R502
e per i circuiti frigoriferi degli impianti
un po’ più recenti caricati con R22.
Sempre per i refrigeranti CFC ed
HCFC in Italia vige il Decreto del
Presidente della Repubblica n. 147 del
2006. In esso si stabilisce che “qualora si rilevi una perdita che richieda una
ricarica superiore al 10 per cento del
contenuto totale del circuito frigorifero,
l’impianto o l’apparecchiatura deve
essere riparato entro trenta giorni
dalla verifica e può essere messo in
funzione solo dopo che la perdita sia
stata riparata”.
Per i refrigeranti HFC vige il Regolamento Europeo 842 del 2006 che
stabilisce per gli impianti frigoriferi controlli periodici analoghi a quelli riportati
in tabella 1. Inoltre anch’esso impone
che “Le applicazioni sono controllate
per individuare perdite entro un mese
dalla riparazione della perdita per
accertare che la riparazione sia stata
efficace”. Appartengono a tale famiglia
di gas l’R134a, l’R404A, l’R407C,
l’R410A, l’R507 e molte altre miscele
presenti oggigiorno sul mercato.
utilizzo è gia definitivamente cessato o
è prossimo ad esserlo. I refrigeranti
HFC sono sostanze che contribuiscono ad aumentare l’effetto serra e quindi comportano un aumento della temperatura media della Terra.
In via del tutto indicativa possiamo stimare che nelle piccole apparecchiature frigorifere commerciali (vetrine,
armadi refrigerati, piccole celle frigorifere, ecc.) che mediamente hanno
una carica fino a 4-5 chilogrammi di
gas le perdite siano dell’ordine del 1015%. Appropriati e specifici accorgimenti possono portare il tasso di perdita al di sotto dell’ 1%. Anche nei circuiti frigoriferi di più grandi dimensioni,
con cariche di decine e decine di chilogrammi di refrigerante (ad esempio
chiller, magazzini refrigerati, ecc.) in
cui si può stimare un tasso medio di
perdita del 4% è possibile ridurre l’entità delle perdite fino a valori inferiori
all’1%. Questo significa evitare l’immissione in atmosfera di una grande
quantità di refrigerante e quindi attenuare notevolmente l’inquinamento
ambientale. Probabilmente se tali
attenzione fossero state poste con
maggiore decisione in passato non si
sarebbe arrivati all’emanazione di
norme così restrittive e vincolanti
come quelle attuali in materia di uso di
determinate tipologie di refrigeranti.
Ogni fuga di gas è un danno
per l’ambiente
Altri danni
I refrigeranti utilizzati in refrigerazione
e condizionamento, vecchi e nuovi,
hanno una stabilità chimica notevole
che permette loro di permanere in
atmosfera per decine e decine di anni
e raggiungere, così, gli strati più esterni dell’atmosfera. I refrigeranti CFC e
HCFC sono sostanze che contribuiscono ad impoverire lo strato di ozono
stratosferico, e per tale ragione il loro
La presenza di fughe dal circuito frigorifero comporta problemi di funzionamento all’impianto. Oltre a perdere la
propria potenza frigorifera, che significa una diminuzione della capacità di
raffreddamento, l’impianto tenderà a
funzionare con pressioni basse, elevati valori di surriscaldamento, temperature di lavoro del compressore molto
alte. Le caratteristiche dell’olio di lubrificazione vengono intaccate ed esso
tenderà a carbonizzarsi, con produzione di microparticelle solide che porteranno a problematiche di funzionamento del compressore stesso e di
sostanze acide. I rischi sono bruciature degli avvolgimenti del motore, corrosione degli isolamenti dei conduttori
elettrici, rischi di rigature dei cilindri e
dei pistoni, malfunzionamento delle
valvole e molti altri inconvenienti.
Figura 1.
Perdita di refrigerante da una
giunzione individuata attraverso
l’utilizzo di una soluzione
acqua/sapone.
La ridotta capacità frigorifera porta
come conseguenza l’aumento delle
temperature dei locali raffreddati e la
possibilità che le derrate conservate
subiscano dei danni irreparabili.
Cosa fare per evitare le perdite
di refrigerante
Il costante e periodico monitoraggio
del circuito frigorifero per rilevare la
presenza di eventuali perdite è sicuramente una pratica utile al fine di limitare le conseguenze negative causate
dalla presenza di fughe. Tuttavia esso
non permette di evitare tali fughe, dato
che è un accorgimento che permette
di intervenire a posteriori, ossia solo
quando la fuga si è già verificata.
Molto più redditizie, sotto questo
punto di vista, sono alcune pratiche
che quando entrano a far parte delle
abituali lavorazioni del frigorista consentono di prevenire il verificarsi di
fughe risultando, così, molto più efficaci nel limitare la possibilità di difetti
di tenuta del circuito frigorifero.
●
È vietata la riproduzione dei disegni su
qualsiasi tipo di supporto.
49
GLOSSARIO
DEI TERMINI
DELLA
REFRIGERAZIONE
E DEL
CONDIZIONAMENTO
(Parte centoventitreesima)
A cura dell’ing.
PIERFRANCESCO FANTONI
Densità: Rappresenta la massa
contenuta in un volume pari a 1 m3 di
una certa sostanza. Mentre la densità
dei solidi e dei liquidi può essere
considerata sostanzialmente costante
al variare della temperatura, quella
dei gas dipende invece da essa.
All’aumentare della temperatura,
infatti, la densità di un gas diminuisce,
in quanto a parità di massa, il volume
del gas aumenta. Ciò risulta
particolarmente importante
nell’ambito del ciclo frigorifero, dove la
quantità in peso di gas aspirato dal
compressore ad ogni ciclo dipende
proprio dalla sua densità.
A parità di pressioni di lavoro, il
compressore è in grado di aspirare ad
ogni ciclo sempre il medesimo
volume di refrigerante allo stato
gassoso.
A seconda della densità del gas, a
tale volume corrisponde una quantità
in peso diversa. Così, ad esempio,
maggiore è la densità del vapore che
percorre la linea di aspirazione,
maggiore è la massa di gas che viene
aspirata ad ogni ciclo e minore deve
essere il lavoro compiuto dal
compressore per spostare una
determinata quantità in peso di
refrigerante dal lato di bassa a quello
di alta pressione. La densità nel
Sistema Internazionale si esprime in
kg/m3.
EUROVENT/CECOMAF:
Associazione nata nel 1996 a Lione
(Francia) dall’unione delle due
omonime associazioni. Fanno parte di
50
EUROVENT/CECOMAF 15
associazioni nazionali in
rappresentanza di 11 nazioni, anche
non propriamente appartenenti
all’Unione Europea. Tali associazioni
raggruppano al loro interno i
costruttori di apparecchi per la
refrigerazione, di condizionamento
dell’aria e di ventilazione.
Eurovent/Cecomaf ha lo scopo di
sviluppare programmi di certificazione
per le industrie produttrici di
componenti per impianti aeraulici e di
refrigerazione; di partecipare ai
programmi di standardizzazione
internazionali; di divulgare le novità
inerenti l’uso dei refrigeranti, dei
risparmi energetici e della qualità
dell’aria interna; di sviluppare ricerche
di cooperazione, di rappresentare in
sede internazionale tutti i costruttori
aderenti all’associazione. Eurovent
esegue programmi di certificazione
per le seguenti apparecchiature:
condizionatori d’aria di benessere,
condizionatori per centri di calcolo,
ventilconvettori, chiller, scambiatori di
calore, torri di raffreddamento, centrali
di trattamento aria, banchi refrigerati,
ecc. Un’apparecchiatura, una volta
certificata, può fregiarsi del marchio
Eurovent Certified Performance: essa
garantisce che i prodotti immessi sul
mercato sono stati controllati e che
sono conformi alle caratteristiche
dichiarate dal costruttore.
LCCP: Life Cycle Climate
Performance (prestazione ambientale
del ciclo di vita). È una misura delle
emissioni complessive di un impianto
frigorifero, per la refrigerazione o il
condizionamento dell’aria, che
provocano effetto serra.
Tale misura prende in considerazione
l’intero arco di vita di un impianto, dal
momento della sua nascita a quello
della sua dismissione. Concorrono a
determinare il valore dell’LCCP le
procedure di produzione dei
refrigeranti, le emissioni che si
verificano durante la sua vita
lavorativa, nonché le emissioni
derivanti dai cicli di produzione dei
componenti impiegati per la
fabbricazione dell’impianto. Per tale
ragione l’LCCP viene considerato il
più oggettivo parametro per
quantificare l’impatto sull’effetto serra
di un impianto frigorifero.
MPG: Mono Propylenic Glycol (glicole
mono propilenico). Sostanza che
viene impiegata come fluido
secondario negli impianti di
refrigerazione ad espansione
indiretta. Tra le sue caratteristiche
principali vi è il basso punto di
congelamento, per cui tale fluido può
venire pompato in forma liquida negli
impianti di raffreddamento anche a
basse temperature.
Ossiacetilenica, saldatura: Tecnica
di saldatura che porta alla giunzione di
due pezzi mediante l’apporto di
materiale esterno, senza che via sia
fusione del materiale dei due giunti.
L’energia calorifica necessaria alla
fusione del materiale d’apporto viene
fornita da una fiamma generata dalla
combustione di ossigeno ed acetilene.
Tale combustione permette alla
fiamma di raggiungere temperature
all’incirca di 3000 °C. La tecnica della
saldatura ossiacetilenica è stata
sviluppata tra la fine del XIX e gli inizi
del XX secolo e viene ancor oggi
largamente utilizzata laddove non è
disponibile l’energia elettrica o non è
possibile utilizzare la saldatura ad
arco per ragioni di sicurezza.
I materiali che meglio si prestano a
tale tipo di saldatura sono il rame e
l’acciaio.
Raffreddamento misto: Tipologia di
raffreddamento delle derrate alimentari
che avviene contemporaneamente sia
per convezione che per conduzione. Il
raffreddamento per convezione viene
realizzato attraverso un evaporatore
statico o ventilato e l’impiego di un
fluido vettore intermedio
(generalmente aria) che consente il
duplice scambio di calore tra
l’evaporatore stesso e la merce da
raffreddare mentre il raffreddamento
per conduzione avviene mediante
delle piastre raffreddate che fungono
anche da supporto per la merce, che
può quindi essere direttamente
collocata su di esse.
La combinazione dei due tipi di
raffreddamento può venire utilizzata,
ad esempio, nelle vetrine frigorifere
ove si ha la necessità di conservare
particolari tipi di prodotti.
●
E’ severamente vietato riprodurre anche parzialmente il presente glossario.
cop_freddo_08_12
23-01-2013
9:42
Pagina 51
cop_freddo_08_12
23-01-2013
9:42
Pagina 52