L A S E R
W E L D E R
C a t a l o g u e
SORGENTI LASER
DI SALDATURA
Tecnologia avanzata che mette d’accordo il sogno con il futuro!
Gamma sorgenti laser di saldatura
Soddisfazione garantita. Serie di sorgenti laser MIYACHI! Ampia gamma da 0,25 W a 600 W.
Feedback potenza
in tempo reale
ML-2050A
ML-2350A
ML-2550A
ML-2650B
ML-8050A
ML-6300A/ML-6500A
YAG (1064 nm)
7 W / 15 W / 25 W
YAG (1064 nm)
50 W / 70 W / 150 W
YAG (1064 nm)
300 W / 400 W
YAG (1064 nm)
500 W / 600 W
YAG-SHG (532 nm)
2W
Fiber (1040 - 1080 nm)
100 W / 300 W
Caratteristiche tecniche di base e prestazioni
Feedback potenza
in tempo reale
L’energia laser erogata campionata viene confrontata alla forma d’onda impostata
per ottenere una forma d’onda con erogazione d’energia ideale.
Specchi variabili
Eliminano la perdita di potenza laser mediante il bilanciamento migliorato delle
diramazioni.
Funzione controllo
forma d’onda
Funzione controllo
forma d’onda
Dotato di modalità fissa, con forme d’onda a tre livelli, come modalità base e
flessibile, che permettono di editare forme d’onda complesse.
Stato di controllo
potenza
Stato di controllo
potenza
Questa funzione controlla l’energia laser (J) e la potenza media (W) per rilevare
anomalie.
Pannello a sfioramento LCD a colori
Pannello a sfioramento LCD a colori
Il pannello con interfaccia GUI, può essere remotato dall’unità principale e
messo in funzione direttamente.
Comunicazione
esterna
Comunicazione
esterna
Le impostazioni dei parametri, i valori visualizzati etc. possono essere gestiti in
modo centralizzato.
?
?
?
?
?
?
Tipo con raffreddamento a circolazione
forzata d’aria
Tipo con raffreddamento a circolazione forzata d’aria
Tipo con raffreddamento a circolazione forzata d’aria senza necessità di
refrigeratori esterni.
Sistema laser a due
lunghezze d’onda
Sistema laser a due
lunghezze d’onda
Combinando un laser da 1064 nm e un laser da 532 nm, si possono realizzare
sistemi laser a due lunghezza d’onda.
Feedback potenza
in tempo reale
Specchi variabili
2
L A S E R
W E L D E R
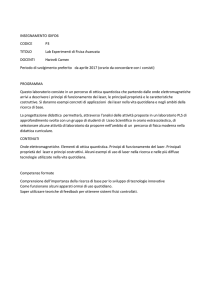
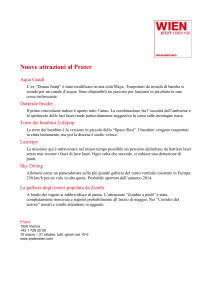
Feedback potenza in tempo reale
L’energia laser erogata nel modulo d’eccitazione a lampada viene
campionata in tempo reale.
L’energia laser erogata campionata viene confrontata alla forma d’onda
Specchio energia erogata
impostata e la potenza viene restituita in tempo reale, variando l’ingresso d’energia nella lampada per riprodurre la forma d’onda impostata e ottenere la forma d’onda di energia laser erogata ideale.
Monitor display
Specchio HR
Forma d’onda erogata di controllo
Controllo potenza laser
Alimentazione
eccitazione lampada
invertitore
Forma d’onda impostata
PUNTO LASER
senza funzione di feeback potenza
Unità CPU
PUNTO LASER
con funzione di feeback potenza
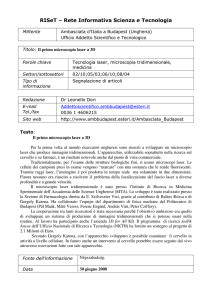
Composizione della forma d’onda
La funzione di formazione impulsi fornisce
programmi di saldatura ottimali per un’ampia
varietà di materiali senza soffiature e cricche.
È disponibile per inserire rapidamente forme
d’onda basate su forma d’onda a triplo step
in MODALITÀ FISSA. Ed è possibile impostare
un massimo di 20 punti reimpostati in
MODALITÀ FLESSIBILE.
MODALITÀ FISSA
MODAL
MODALITÀ FLESSIBILE
Potenza energia laser erogata : 0.0~200.0
~200.0
%%
Tempo energia laser erogata : 0.0~10.0ms
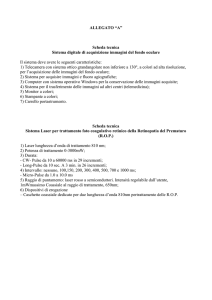
Il rapporto di riflessione
viene variato spostando
lo specchio.
Bilanciamento ripartizione ad alta efficienza
Lo specchio variabile di recentissima adozione elimina la perdita
della potenza laser e fornisce un bilanciamento della ripartizione del
raggio laser migliorato, con conseguente significativo miglioramento
a livello di precisione.
Potenza energia laser erogata : 0.0~200.0 %
Tempo energia laser erogata : 0.1~10.0ms
Principi base dello
specchio variabile
Alto
Rapporto di riflessione
Basso
Sistema di erogazione a fibre ottiche
Dato che la luce laser può essere trasmessa attraverso fibre ottiche,
il trattamento di processo è possibile in luoghi separati dalla sorgente
laser, condizione adatta a linee di produzione e processo. Inoltre,
un’ampia varietà di applicazioni può essere gestita scegliendo correttamente la fibra ottica e l’unità di focalizzazione.
* Particolari a pagina 4
ML-2050A
ML-2350A
Tipi di ripartizioni
Dato che può essere scelto il metodo di diramazione per trovare
l’adeguamento ottimale all’operazione di saldatura e alla quantità di
punti da saldare, è possibile scegliere le ripartizioni in modo efficace
per mettere in atto la condivisione di tempi, la condivisione di energia
Sistema ottico singolo
Sistema ottico simultaneo di
ripartizione di quattro energie
o una combinazione di entrambe. Dato che il numero massimo di
diramazioni e il metodo di diramazione dipendono dal dispositivo
laser, si raccomanda di consultare il nostro servizio tecnico.
Sistema ottico simultaneo di
condivisione di due energie in
due tempi
Sistema ottico simultaneo di
condivisione di tre energie
3
Fibra ottica
Per la maggior parte delle applicazioni, si raccomanda la fibra ottica
SI (Step Index). La piegatura di una fibra ottica oltre il proprio raggio
di piegatura potrebbe provocarne la rottura. Pertanto, si raccomanda
di non eccedere i valori prescritti.
Caratteristiche tecniche
Modello fibra ottica
Diametro nucleo/mm
Raggio di piegatura ammesso/mm
Diametro esterno/mm
SIH-02CA
ø 0.2
SIH-03CA
ø 0.3
100
SIH-04CA
ø 0.4
SIH-06CA
ø 0.6
150
SIH-08CA
ø 0.8
200
Raggio di piegatura
ø8
La funzione di rilevamento della rottura della fibra ottica e la funzione di controllo del della fibra (opzione) rilevano immediatamente
l’anomalia in caso di rottura di una fibra ottica.
Testa di focalizzazione
La testa di focalizzazione trasmette la luce laser proveniente dalla fibra
ottica. Sono disponibili diversi modelli, distinti per distanza di lavorazione, distanza focale, standard oppure con telecamera CCD, che
consente di visualizzare il punto di lavorazione durante il processo di
saldatura.
Dimensione della lente
Connettore
Dimensione
della lente
Connettore
Tipo standard
Distanza focale
(f) mm
FOL-10A
FOL-10A
FOL-20A
FOL-30A
FOL-30A
FOL-30A
FOL-30A
FOL-40A
FOL-40A
FOL-40A
FOL-50A
Distanza di lavora- Lunghezza
zione (WD) mm*
(L) mm
40
50
40
50
60
70
33.4
43.8
33.4
43.8
54.0
64.3
50
60
70
80
100
42.6
52.9
63.4
73.6
94.2
-STD
-STD
-STD
50
70
80
100
120
50
50
50
39.2
60.3
70.7
91.5
112.1
36.9
36.8
36.7
-7070
-7080
-STD
-70100
-70120
-100100 -STD
-12060D
-12070
-STD
-12080
-120100
70
80
100
120
100
60
70
80
100
58.4
69.0
90.0
110.8
90.2
44.8
59.3
69.9
91.0
-120120 -STD
120
105.9
-2040
-2050
-4040
-4050
-4060
-4070
-5050
-5060
-5070
-5080
-50100
-7050
-7070
-7080
-70100
-70120
-10050D
-15050D
-20050D
-STD
-STD
-STD
-STD
* Distanza fra supporto vetro protettivo e pezzo da lavorare.
4
Peso
g
45.6
70
64.2
80
80.8
100
107.8
140
Dimensione della lente
Dimensione
Connettore della lente
Unità con telecamera CCD integrata
Esistono tre tipi d’illuminazione, selezionabili per ottenere una corrispondenza ottimale alle necessità applicative. Si può scegliere il tipo
più adatto alla specifica applicazione. Per ciascuna applicazione,
possono essere scelti il diametro della lente e la sagoma del vetro
protettivo. Inoltre, è stato messo a punto un monitor a colori di
grandi dimensioni per migliorare e agevolare la visualizzazione.
Modello standard – Tipo a Epi-illuminazione
139.3
191.0
242.4
160
180
220
Diametro incidente e lente radiazione:
ø 30 mm, ø 40 mm, ø 50 mm
Forma vetro protettivo: quadrato, circolare
Per lavorazione su superfici curve – Tipo d’illuminazione anulare
108.8
200
Diametro incidente e lente radiazione: ø 30 mm, ø 40 mm
Forma vetro protettivo: circolare
Forma illuminazione ad anello: ø 75 mm
136.8
230
Nota: in alcuni modelli, certi formati d’illuminazione
anulare non ammettono determinati diametri di lente.
160.3
260
Per lavorazione con rapporto alto di riflessione –
Tipo d’illuminazione laterale
Diametro incidente e lente radiazione: ø 30 mm, ø 40 mm
Forma vetro protettivo: quadrato, rotondo
178.0
1200
L A S E R
W E L D E R
CIRCUITO DI RAFFREDDAMENTO AD ARIA
CHE ELIMINA LA NECESSITÀ DI REFRIGERATORE
ESTERNO SU TUTTI I MODELLI
25 W · 15 W · 7 W · 0.25 W CLASS
ML-2150A
ML-2050A
ML-2051A
Saldatura d’alta efficienza e alta qualità
ML-2052A
È stata messa a punto un’alimentazione elettrica di alta efficienza che
elimina il problema delle alte frequenze per la tutela dell’ambiente.
Dotato di alimentazione elettrica a 200 V/220 V/240 V CA monofase
± 10%, permette l’utilizzo in qualsiasi ambiente di lavoro.
Controllo feedback
potenza in
tempo reale
Sorgente laser di
saldatura YAG
Velocità d’incremento e rendimento
d’energia migliorati
Il tempo di preparazione dell’erogazione d’energia laser è stato ridotto
a circa un ventesimo del livello riscontrabile sui modelli precedenti.
Inoltre, per saldature di breve durata sotto i 5 ms, l’ampiezza d’impulso
può essere impostata in unità di 0,02 ms, cinque volte il livello di precisione dei modelli precedenti.
Velocità ripetizione impulso
P
4kW
ML-2050A
Previous models
Miyachi's previous ML-2030B model
La saldatura e la lavorazione possono avere una velocità di ripetizione massima di 30 impulsi/secondo.
ML-2052A
t
50 s
1ms
L’oscillatore laser compatto ad alta luminosità consente un diametro
di condensazione luce di 40 µm. Ciò rende possibile un diametro di
saldatura a punti di 80 µm per acciaio inossidabile.
Sistema di erogazione a fibre ottiche
Si può realizzare un sistema massimo di tre ripartizioni, incluse diramazione energia e diramazione tempo simultanee.
Modello
Lunghezza d’onda d’oscillazione
Energia erogata nominale massima
Energia laser
erogata
Energia erogata massima
Controllo
energia erogata
Ampiezza impulso
ML-2150A
ML-2050A
ML-2051A
ML-2052A
1064 nm
25 W
15 W
7W
25 J/P
15 J/P
7 J/P
(Ampiezza impulso 5 ms)
(Ampiezza impulso 5 ms)
(Ampiezza impulso 5 ms)
0.2 - 10.0 ms (0.1 ms steps), 0.20 - 5.00 ms (0.02 ms steps): selectable
Velocità ripetizione impulso
Programmi saldatura
Contatore totale
Contatore
Contatore OK
Sistema ottico diramazione
Funzione comunicazioni esterne
Alimentazione elettrica richiesta
Tecnica di raffreddamento
Dimensioni esterne
Peso
0.2 W
0.25 J/P
(Ampiezza impulso 0.5 ms)
0.06 - 0.5 ms
(0.02 ms steps)
1 - 30 pps
32 schedules
9 digits
9 digits
Sistema ottico diramazione Fino a 3 ripartizioni
RS-485
Monofase AC200 V / 220 V / 240 V +10% -15% 50/60 Hz
Raffreddamento a circolazione forzata d’aria
310 (W) x 665 (D) x 700 (H) mm
70 kg
*Opzione
Caratteristiche tecniche di base e prestazioni
Feedback potenza
in tempo reale
Specchi variabili
Funzione controllo
forma d’onda
Stato di controllo
potenza
?
Tipo con raffreddamento a circolazione
forzata d’aria
Sistema laser a due
lunghezze d’onda
5
MODELLI CON CIRCUITO DI RAFFREDDAMENTO
AD ARIA FORZATA
150 W · 70 W · 50 W CLASS
ML-2450A
ML-2350A·AF
Gamma con raffreddamento ad aria
ML-2351A·AF
Laser raffreddati tramite circolazione forzata d’aria che non utilizzano
acqua refrigerante esterna.
Controllo feedback
potenza in
tempo reale
Sorgente laser di
saldatura YAG
Saldatura di alta qualità
Le potenti funzioni di controllo feedback e forma d’onda rendono
possibile una saldatura di alta qualità per un’ampia varietà di materiali.
Programmi saldatura multipla
Si può realizzare un sistema massimo di sei diramazioni, incluse
diramazione energia e diramazione tempo simultanee (opzione).
32 tipi di condizioni di processo e controllo di forme d’onda possono
gestire molte diverse applicazioni.
Velocità ripetizione impulso
La saldatura e la lavorazione possono avere una velocità di ripetizione
massima di 200 impulsi/secondo.
Modello
Lunghezza d’onda d’oscillazione
Energia erogata nominale massima
Energia
Energia erogata massima
laser erogata
Ampiezza impulso
Controllo
energia erogata
Ampiezza impulso
Velocità ripetizione impulso
Programmi saldatura
Contatore
Contatore totale
Contatore OK
Sistema ottico diramazione
Funzione comunicazioni esterne
Alimentazione elettrica richiesta
Tecnica di raffreddamento
Dimensioni esterne
Peso
Sistema di ripartizione a fibre ottiche
ML-2450A
Risparmio di spazio, design compatto
Il design compatto integra in un'unica unità tutti gli elementi compresa
l’ unità di refrigerazione. Il cablaggio avviene direttamente nella parte
frontale, così come la sostituzione del filtro e le altre operazioni di
manutenzione.
ML-2350A
ML-2351A
ML-2350AF
ML-2351AF
1064 nm
150 W
70 W
50 W
70 W
50 W
70 J/P
70 J/P
50 J/P
70 J/P
50 J/P
10 ms
0.3 - 100.0 ms
0.3 - 30.0 ms (0.1 ms steps)
(0.1 ms steps)
0.25 - 5.00 ms (0.05 ms steps): selectable
1 - 200 pps
32 schedules
9 digits
9 digits
Sistema a fibre ottiche Fino a 3 diramazioni
RS-485*
3-phase AC200 V / 380 V / 400 V ±10% 3-phase AC220 V +10% -15% 50/60 Hz
Pressione acqua di raffreddamento: 294 kPa (3 kgf/cm2) max.
Pressione differenziale: 98 - 294 kPa (1 - 3 kgf//cm2)
Flusso: 20 L/minuto
Flusso: 4 L/minuto a 25°C,
a 25°C (per acqua
Raffreddamento a circolazione forzata
18 L/minuto pura a 32°C
d’aria pura a 30°C)
Temperatura dell’acqua: 5-32 diametro interno tubo 15 mm
495 (W) x 995 (D) x 990 (H) mm
530 (W) x 995 (D) x 990 (H) mm
230 kg (AC200 V /
210 kg (AC200400 V / 220 V specification)
220 V specification)
220 kg
250kg (AC380 V /
240kg (AC380 V / 400 V specification)
400 V specification)
*Opzione
Caratteristiche tecniche di base e prestazioni
Feedback potenza
in tempo reale
6
Specchi variabili
Funzione controllo
forma d’onda
Stato di controllo
potenza
Comunicazione
esterna
?
?
Tipo con raffreddamento a circolazione
forzata d’aria
Sistema laser a due
lunghezze d’onda
L A S E R
W E L D E R
UN’ EFFICACE PRESTAZIONECON
GAMMA COMPLETA DI FUNZIONI
400 W · 300 W CLASS
ML-2550A
ML-2551A
Saldatura ad alta velocità e qualità
ML-2552A
Sono possibili giunzioni e processi ad alta velocità, con alte velocità
di ripetizione fino a 500 impulsi/secondo. Inoltre, le potenti funzioni
di controllo feedback e forma d’onda rendono possibile una saldatura
di alta qualità per un’ampia varietà di materiali.
Supporta agevolmente qualsiasi tipo
di integrazione
Controllo feedback
potenza in
tempo reale
Sorgente laser di
saldatura YAG
Controller sezione funzionamento
Questi dispositivi sono dotati di vari segnali di ingresso/uscita in
modo da essere facilmente collegati ad apparecchiature automatiche. Il controller può essere distaccato dall’unità principale e messo in
funzione direttamente.
Sistema di erogazione a fibre ottiche
ML-2552A
Si può realizzare un sistema massimo di quattro ripartizioni, incluse
diramazione energia e diramazione tempo simultanee. (Opzione)
Modello
Lunghezza d’onda d’oscillazione
Energia erogata
Energia laser
nominale massima
erogata
Energia erogata massima
Controllo energia Ampiezza impulso
erogata
Velocità ripetizione impulso
Programmi saldatura
Contatore totale
Contatore
Contatore OK
Sistema ottico diramazione
Funzione comunicazioni esterne
Alimentazione elettrica richiesta
Questo dispositivo è per la saldatura continua ad alta velocità utilizzando come standard fibra ottica di tipo SI con Ø 0,3.
ML-2550A
ML-2551A
1064 nm
ML-2552A
400 W
300 W
300 W**
80 J/P (pulse width 10 ms)
50 J/P (pulse width 10 ms)
20 J/P (pulse width 4 ms)
0.3 - 100.0 ms (0.1 ms steps), 0.25 - 5.00 ms (0.05 ms steps): selectable
1 - 500 pps
32 schedules
9 digits
9 digits
Sistema a fibre ottiche Fino a 3 diramazioni
RS-485
3-fase AC200 V / 380 V / 400 V ±10%, 3-fase AC220 V +10% -15% 50/60 Hz
Pressione acqua di raffreddamento: 294 kPa (3 kgf/cm2) max. Pressione differenziale: 98 - 294 kPa (1 - 3 kgf/cm2)
Tecnica di raffreddamento
Temperatura dell’acqua: 5 - 35°C Flusso: 16 L/minuto a 30°C, 25 L/minuto a 35°C Diametro interno tubo di collegamento: 15 mm
530 (W) x 1350 (D) x 1170 (H) mm
Dimensioni esterne
400 kg (AC200 V / 220 V specification) 450 kg (AC380 V / 480 V specification)
Peso
*Opzione ** Quando il range d’impostazione dell’ampiezza di un impulso è da 0,8 a 15,0 ms e la potenza di picco è 1,5 kW o superiore.
Al di fuori di questi range di condizioni, la potenza massima erogata è di 250 W.
Caratteristiche tecniche di base e prestazioni
Feedback potenza
in tempo reale
Specchi variabili
Funzione controllo
forma d’onda
Stato di controllo
potenza
Comunicazione
esterna
?
?
7
FORNISCE SALDATURE CONTINUE
AD ALTA VELOCITÀ E ALTA QUALITÀ
600 W · 500 W CLASS
ML-2650B
ML-2651B
Saldatura ad alta velocità e alta qualità
Controllo feedback
potenza in
tempo reale
Sorgente laser di
saldatura YAG
Sono possibili giunzioni e processi ad alta velocità, con alte velocità
di ripetizione fino a 500 impulsi/secondo. Inoltre, le potenti funzioni
di controllo feedback e forma d’onda rendono possibile una saldatura
di alta qualità per un’ampia varietà di materiali.
Aumento graduale d’intensità/
Diminuzione graduale d’intensità
L’energia laser erogata viene variata gradualmente per evitare marcature all’inizio e al termine della saldatura continua e per garantire una
finitura uniforme anche nelle sezioni sovrapposte per saldatura continua sulla circonferenza.
Funzione di controllo potenza
L’energia laser (J) e la potenza media (W) possono essere monitorate
e se non si raggiunge il valore impostato, scatterà un segnale d’allarme.
Si può ottenere un efficace controllo qualità.
Senza diminuzione graduale
d’intensità
Con diminuzione graduale
d’intensità
Sistema di erogazione a fibre ottiche
Si può realizzare un sistema massimo di quattro diramazioni, incluse
diramazione energia e diramazione tempo simultanee. (Opzione)
Pannello a sfioramento LCD a colori
Questo pannello di controllo ampio e facile da visualizzare può essere
distaccato dall’unità principale e messo in funzione direttamente.
Modello
Lunghezza d’onda d’oscillazione
Energia erogata
Energia laser
nominale massima
erogata
Energia erogata massima
Controllo energia Ampiezza impulso
erogata
Velocità ripetizione impulso
Programmi saldatura
Contatore totale
Contatore
Contatore OK
Sistema ottico diramazione
Funzione comunicazioni esterne
Alimentazione elettrica richiesta
Tecnica di raffreddamento
Dimensioni esterne
Peso
ML-2650B
ML-2651B (High-brightness type)
1064 nm
600 W
500 W
100 J/P (pulse width 10 ms)
80 J/P (pulse width 10 ms)
0.3 - 100.0 ms (0.1 ms steps), 0.25 - 5.00 ms (0.05 ms steps): selectable
1 - 500 pps
32 schedules
9 digits
9 digits
Sistema a fibre ottiche Fino a 3 diramazioni
RS-485
3-phase AC200 V / 380 V / 400 V ±10%, 3-phase AC220 V +10% -15% 50/60 Hz
Pressione acqua di raffreddamento: 294 kPa (3 kgf/cm2) max. Pressione differenziale: 98 - 294 kPa (1 - 3 kgf/cm2)
Temperatura dell’acqua: 5 - 35°C Flusso: 25 L/minuto a 25°C, 55 L/minuto a 32°C Diametro interno tubo di collegamento: 19 mm
550 (W) x 1780 (D) x 1200 (H) mm
540 kg
Caratteristiche tecniche di base e prestazioni
Feedback potenza
in tempo reale
8
Specchi variabili
Funzione controllo
forma d’onda
Stato di controllo
potenza
Pannello a sfioramento LCD a colori
?
?
L A S E R
W E L D E R
SI PUÒ SALDARE ANCHE IL RAME!
Primo al mondo! Dalla “saldobrasatura” alla “saldatura laser”
Nuova tecnologia per la saldatura di componenti in rame!
Nuove possibilità! Vera rivoluzione!
Che cos’è il laser SHG?
ML-8050A
Il laser SHG (generazione seconda armonica) è un laser “verde” che
sfrutta elementi ottici non lineari. Possiede una lunghezza d’onda di
532 nm, che è la gamma di luce visibile e metà di quella del laser
con lunghezza d’onda fondamentale (1064 nm).
Controllo feedback
potenza in
tempo reale
Sorgente laser di
saldatura YAG-SHG
Spettro
Generazione seconda armonica 532 nm
Luce verde
380 nm
Onda base 1064 nm
780 nm
Luce visibile
Luce ultravioletta (non visibile)
Luce infrarossa (non visibile)
Sistema di saldatura a due lunghezze
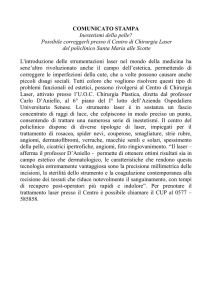
Perché è adatto alla saldatura del rame? d’onda
Il laser YAG SHG ha un buon rapporto d’assorbimento per rame e
oro e altri metalli conduttori. È all’incirca più alto da 4,5 a 20 volte
del laser con lunghezza d’onda fondamentale.
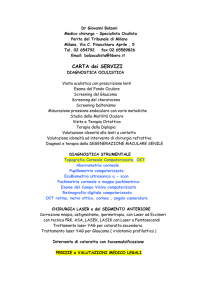
Lunghezza d’onda laser e rapporto d’assorbimento
80
70
60
50
d’assorbimento 40
[%] 30
20
10
0
532 nm
1064 nm
Cu
Au
Combinando l’energia erogata da un laser YAG SHG e quella erogata
da un laser YAG a onda base nell’unità di messa a fuoco e sovrapponendole sullo stesso asse, la profondità di saldatura e il diametro
di fusione del rame sono
sorprendentemente
migliorati in confronto
alla saldatura con
forma d’onda singola.
AI
400
500
600
700
800
900
Modello
Lunghezza d’onda d’oscillazione
Energia erogata
Energia laser
nominale massima
erogata
Energia erogata massima
Controllo energia Ampiezza impulso
erogata
Velocità ripetizione impulso
Potenza massima di picco
Programmi saldatura
Contatore totale
Contatore
Contatore OK
Compatibilità ottica
Sistema ottico diramazione
Funzione comunicazioni esterne
Alimentazione elettrica richiesta
Tecnica di raffreddamento
Dimensioni esterne
Peso
1000
Fe
Lunghezza d’onda
2000
[nm]
ML-8050A
532 nm (YAG-SHG)
2W
2 J/P
1.5 kW (Ampiezza impulso 5 ms)
0.20 - 3 ms (0.02 ms steps)
1 - 12 pps
32 schedules
9 digits
9 digits
ø 0.3 - 0.6 mm Fibra ottica di tipo SI (si raccomanda sistema ottico di tipo SI con ø 0,3 mm)
Solo diramazione singola
RS-485
Monofase AC200 V / 220 V / 240 V +10% -15% 50/60 Hz
Raffreddamento a circolazione forzata
310 (W) x 802 (D) x 700 (H) mm
84 kg
Caratteristiche tecniche di base e prestazioni
Feedback potenza
in tempo reale
Specchi variabili
Funzione controllo
forma d’onda
Stato di controllo
potenza
?
Tipo con raffreddamento a circolazione
forzata d’aria
Sistema laser a due
lunghezze d’onda
9
LE PRIME SORGENTI LASER IN FIBRA MIYACHI!
SaldatRICI da 100 W e 300 W usciti in contemporanea!
Caratteristiche dei laser a fibre
●
●
●
●
●
●
●
Nessun effetto lente termico
Stessa funzione di feedback potenza in tempo reale della serie ML
Teste di focalizzazioni con dimensioni inferioi e distanza di lavoro
maggiore
Maggiore efficenza operativa (circa 8 volte più efficace di una
sorgente laser a eccitazione di lampada)
Possibilità di passare da modo continuo CW ad oscillazione a impulsi
Condivisione tempo/energia disponibile con un massimo di 3 diramazioni
Più facile da integrare in linea di produzione grazie alla sua configurazione “All-in-One”
Saldatura senza effetto
lente termico
Dato che la luce laser viene emessa all’interno
della fibra ottica, possono essere evitati problemi dovuti a “effetto lente termico”.
L’ampiezza del raggio laser non cambia nel
tempo e permette che le saldature avvengano
con diametro di punto stabile.
ML-6300A
ML-6500A
Modello da 100 W
Diametro del raggio
laser ridotto per cui
risulta anche estremamente efficace
per la saldatura della
plastica.
Modello
Lunghezza d’onda d’oscillazione
Energia laser erogata
(erogazione nominale massima)
Controllo
energia
erogata
Ampiezza impulso
Velocità ripetizione
impulso
Programmi saldatura
Contatore totale
Contatore
Contatore OK
Sistema ottico diramazione
Funzione comunicazioni esterne
Richiesta fonte d’alimentazione
Metodo di raffreddamento
Peso
Controllo feedback
potenza in
tempo reale
Sorgente laser di
saldatura YAG
Modello da 300 W
Disponibile anche per sistema
di saldatura laser a scansione
ML-6500A
ML-6300A
1040 - 1080 nm
300 W
100 W
Modalità impulso: 0.1 - 100.0 ms (0.1 ms steps);
CW/Modalità modulazione: 0.1 - 100.0 sec. (0.1 s steps)
Modulation width: 0 - 50%; Frequency: 10 - 600 Hz; Duty ratio: 10 - 90%
1 - 500 pps
A seconda del gruppo, sono possibili fino a 256
9 digits
9 digits
Sistema a fibre ottiche, massimo 3 diramazioni (opzioni)
RS-485
3-phase AC200 V / 380 V /400 V
±10% 50/60 Hz
Single phase AC200 V / 220 V / 240 V
3-phase AC220 V
+10% -15% 50/60 Hz
+10% -15% 50/60 Hz
Raffreddamento esterno ad acqua
300 kg
200 kg
PRECISIONE DI CONTROLLO MIGLIORATA PER LA
POTENZA DEL LASER!
Strumento d’analisi per il controllo qualità della saldatura laser
Il rilevatore saldatura laser MML-100A è un dispositivo di controllo per saldatrici
laser, in grado di misurare la potenza del raggio laser e determinare i limiti di
tolleranza sui valori programmati.
●
●
●
●
●
10
Controlla l’energia laser erogata dalla fibra ottica: misura la potenza
e monitorizza i parametri.
Rileva le variazioni del raggio erogato dalla fibra: fluttuazione
dell’energia laser / anomalie delle fibre ottiche
Rileva le variazioni del raggio erogato dalla fibra dal punto di saldatura:
- anomalie della distanza di lavorazione
- variazioni della condizione di lavorazione
- macchie sul vetro protettivo / danni al vetro protettivo
- fluttuazione erogazione energia laser, etc.
I dati di misurazione vengono salvati nella memoria interna dell’unità
principale e su compact flash card: i dati possono essere utilizzati per
analisi di saldatura
Utilizzabili su sorgenti laser YAG Miyachi
MML-100A
Testa di focalizzazione
Monitor saldatrici
laser
Rilevatore saldatrici laser
L A S E R
W E L D E R
SISTEMA DI SALDATURA LASER CON TESTA GALVO
Grazie alla combinazione fra testa galvo ad alta velocità e sorgenti della
serie ML con dispositivi di feedback potenza in tempo reale, è possibile
saldare punti multipli ad alta velocità.
Prestazioni di scansione
raggio ad alta stabilità e
alta precisione
Consente una velocità massima di ripetizione
laser di 70 impulsi/secondo. Grazie alla funzione di feedback potenza è facile ottenere
una saldatura a punti a condizioni multiple in
grado di trattare materiali diversi e diversi
spessori nella stessa area di lavoro.
Driver
Testa Galvo
Saldatura a punto ad alta Caratteristiche tecniche
velocità, a punti multipli e Modello
a condizioni multiple
Sezione testina trattata
Area di processo
Alimentazione elettrica
Consumo di alimentazione elettrica
PC
OS
Interfaces
Controllando la temperatura della testa Galvo,
la stabilità viene mantenuta anche se la temperatura ambiente subisce fluttuazioni. La
precisione di posizione è entro 10 µm in un
range di temperatura ambiente da 20 a 35°C.
Dimensioni e peso
Controller
PC
Testina di saldatura laser di tipo a scansione
GWH-10/15/20-35
GWH-10/15/20-60
Testina di scansione
ø 35 mm
ø 60 mm
Monofase AC100 V / 240 V, 2 A, 50/60 Hz
Meno di 200 W
Compatibile IBM PC/AT
Windows Xp
USB: 1 RS232C: 2
[Testa Galvo ] 237 (W) x 440 (D) x 260 (H) mm 10 kg
[Controller] 360 (W) x 420 (D) x 122 (H) mm 7 kg
[Driver] 180 (W) x 300 (D) x 99 (H) mm 2 kg
Applicazioni tipiche
Parti interne di motori
Accendisigari per auto
Parti interne di trasformatori
Elementi hard disk
Connettori ottici
Sistemi integrati
MIYACHI offre anche workstation e sistemi che incorporano apparecchiature laser con gradi
di automazione da semiautomatica a completamente automatica.
Esempi di sistemi di saldatura
laser
●
●
Sistema di saldatura a punti multipli simultanea
Sistema di saldatura a punti multipli precisa
e ad alta velocità
Radiazioni Laser
1. Le apparecchiature laser MIYACHI sono di Classe 4. La luce diretta
dell’apparecchiatura laser o la luce riflessa o dispersa quando un
oggetto viene colpito dal raggio sono molto pericolose. Adottare
ogni cautela per evitare che la luce vi colpisca gli occhi!
2. Indossare sempre occhiali protettivi all’interno dell’area di lavoro,
dove il raggio laser potrebbe colpirvi. (Gli occhiali protettivi sono
inclusi negli accessori).
3. Non proiettare la luce laser sulla pelle. Provoca ustioni!
●
●
●
Sistemi di saldatura a sigillatura con giunzioni
laser
Sistema di saldatura a punti con rilevamento
posizione immagine
Sistema di saldatura con meccanismo di
rotazione pezzo, etc.
4. Non proiettare la luce laser liberamente in aria. Bloccare il raggio
laser con apposito beam-stopper (un oggetto con proprietà dispersive assorbenti resistente alle temperature elevate).
5. Non proiettare il raggio laser su materiali infiammabili e com
bustibili. Il raggio laser se proiettato su tali materiali può generare
incendio.
Alta tensione
1. Quando si sostituisce la lampada d’eccitazione o quando si rimuove
la protezione alimentazione elettrica, togliere l’alimentazione elettrica
e attendere almeno 5 minuti. Prima di iniziare qualsiasi intervento
elettrico, accertarsi che il condensatore si sia scaricato.
2. Eseguire sempre un collegamento di messa a terra del terminale
di massa del telaio.
Gestione delle apparecchiature laser
1. Designare un responsabile della sicurezza delle apparecchiature laser.
2. Allestire e gestire aree specifiche di trattamento laser.
3. Non modificare o trasformare l’apparecchiatura.
4. Per altri particolari, fare riferimento ai norme standard, etc.
11
G L O B A L
N E T W O R K
Germany (Munich)
France (Lyon)
Italy (Turin)
Czech Republic (Prague)
Japan (Tokyo / Sendai / Nagaoka / Matsumoto
/ Noda / Hamamatsu / Nagoya / Kanazawa /
Kyoto / Osaka / Hiroshima / Fukuoka)
China (Shanghai / Dalian / Tianjin / Guangzhou)
South Korea (Seoul, Gumi)
Taiwan (Taipei)
Thailand (Bangkok)
Tecnologia di classe superiore per microconnessioni
e microlavorazioni eccellenti
State cercando saldature precise?
MIYACHI ha organizzato una rete globale di
16 centri dislocati in oltre 10 paesi e fornisce
assistenza precisa e sollecita per un servizio
clienti di impareggiabile livello qualitativo.
State cercando le tecnologie più recenti per
ottenere risultati perfetti? MIYACHI è una
Laser
Welder
Laser
Marker
U.S.A. (Los Angeles / Massachusetts)
società unica nel suo genere, specializzata in
tecnologie combinate di saldatura a punti,
saldatura laser e marcatura laser. Vi serve la
migliore assistenza possibile? MIYACHI offre
alta qualità, ottime prestazioni, assistenza
perfetta e consegna affidabile.
Micro
Resistance
Welder
System
www.mec.miyachi.com
Miyachi Europe Corporation
Germany: Lindberghstr. 1, D-82178 Puchheim · Tel.: +49 (0) 89 83 94 03 - 0 · Fax: +49 (0) 89 83 94 03 - 10 · e-mail: [email protected]
Italy: Strada Cebrosa, 86 · I-10156 Torino · Tel.: +39 0112238316 · Fax: +39 0112749466
France: 2 Placette du Forgeron · F-17460 Chermignac · Tel.: +33 (0) 5 46 90 45 38 · Fax: +33 (0) 5 46 90 45 38
Parc Tech, 29 rue Ampère · F-69680 Chassieu · Tel.: +33 (0) 4 78 90 13 26 · Fax: +33 (0) 4 78 90 13 47