è una iniziativa di
Soluzioni innovative
per la protezione dell’alluminio
L’alluminio e le sue leghe, a causa della loro scarsa
durezza superficiale, risultano essere particolarmente
vulnerabili al graffio e all’usura abrasiva e tendono ad ossidarsi
spontaneamente innescando anche pericolosi fenomeni di
corrosione.
Per queste ragioni con questi materiali vengono
sempre utilizzati trattamenti superficiali come la verniciatura,
l’ossidazione anodica o altri trattamenti galvanici che fungono
da strato protettivo dell’alluminio stesso. In particolar
modo, per le leghe di alluminio, ad oggi il trattamento più
comunemente utilizzato è l’ossidazione anodica, che risulta il
trattamento protettivo più adatto e sicuro perché difficile da
asportare.
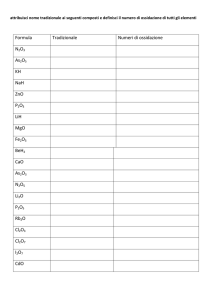
L’ossidazione anodica (detta anche anodizzazione)
è un processo elettrochimico irreversibile durante il quale
l’alluminio della superficie si trasforma in ossido di alluminio
(Al2 O3).
Esistono in realtà due tipologie di anodizzazione. Si
parla infatti di anodizzazione normale quando si forma uno
strato sottile di ossido (spessori da qualche micron a 15-20
micron) in grado di conferire maggior appeal estetico e di
proteggere dalla corrosione ma non dall’usura. Si ricorre invece
a un’anodizzazione dura quando serve una buona resistenza
all’usura, all’abrasione e una durezza superficiale elevata, con
uno spessore che va dai 25 ai 50 micron. Lo strato protettivo
che si viene a creare è di tipo ceramico, molto duro (fino a 500600 Vickers di durezza), refrattario al calore e inasportabile.
L’ossidazione naturale si presenta di colore argento
ma, tramite pigmenti adeguati, si possono ottenere vari tipi
di colorazioni: nero, rosso, blu, oro, verde e arancio. Nel caso
invece dell’anodizzazione dura il trattamento è autocolorante
e la colorazione varia dal grigio, al bronzo e al nero antracite a
seconda della lega utilizzata e dello spessore.
Canotto mandrino per macchine utensili con ioni argento
© PST Galileo - Novembre
em
2012
A tal proposito si segnala una nuova tipologia di
ossidazione dura che consente di offrire tutte le prestazioni
tecniche dell’anodizzazione dura tradizionale (resistenza
all’usura, attrito, corrosione e abrasione) con in aggiunta tutte
le colorazioni vivaci ottenibili fino ad oggi solo con la tecnica
dell’ossidazione normale.
Questo nuovo processo presenta un altro grande
vantaggio: se con le tecniche tradizione di anodizzazione,
sia normale che dura, lo spessore di ossido che si viene a
formare penetra per metà all’interno del pezzo, con questa
nuova soluzione la penetrazione dell’ossido avviene per il
90-95% del totale; di conseguenza la variazione di quote del
pezzo originale è minima se non trascurabile, mentre con le
anodizzazioni note è assolutamente necessario tener conto
dell’aumento delle dimensioni durante la progettazione,
soprattutto in caso di accoppiamento o inserimento con
scorrimento dei pezzi.
In alcuni casi è possibile diminuire la resistenza
all’attrito e rendere autolubrificante la superficie del pezzo
tramite un ulteriore trattamento di impregnazione al PTFE o al
Bisolfuro di Molibdeno che non varia lo spessore dell’ossido e
va ad integrazione del processo di anodizzazione dura.
Per quanto riguarda lo strato di ossido che si viene
a formare, il suo spessore è variabile e dipende dalla natura
dell’elettrolita, dalla geometria del campo applicato e dalla
durata del trattamento.
Se si analizza questo strato protettivo formatosi
sulla lega di alluminio su scala micrometrica, è possibile
osservare che i cristalli che compongono l’ossido di alluminio
presentano una struttura esaedrica molto dura e compatta
con un foro capillare (diametro nell’ordine di 1/30 di micron)
al centro degli esaedri, che penetra quasi fino alla base degli
stessi.
Anodizzazione dura colorata
è realizzato da
è una iniziativa di
Questa particolare caratteristica dei cristalli conferisce
allo strato protettivo una certa porosità, che può rappresentare
un problema. I micropori creati dall’ossidazione anodica,
infatti, fungono dai canali che mettono in comunicazione la
base dell’alluminio con l’ambiente esterno, non garantendo
la completa e totale protezione dell’alluminio stesso; inoltre,
i micropori possono diventare un ricettacolo di sporco e di
batteri che contribuisce a peggiorare la qualità superficiale
dell’alluminio specialmente dal punto di vista estetico ed
igienico.
Per ovviare a questo difetto presente in superficie, è
stata messa a punto una speciale ossidazione anodica dura in
cui è previsto un processo brevettato di post-ossidazione in
grado sigillare le microporosità frutto dall’ossidazione anodica
stessa.
La sigillatura delle microporosità viene eseguita
mediante una microdiffusione di ioni d’argento sullo strato di
ossidazione. Il connubio fra lo strato di ossido anodico e questa
speciale sigillatura dei micropori conferisce all’alluminio e
alle sue leghe caratteristiche particolari quali: resistenza alla
corrosione, autolubrificazione, basso coefficiente d’attrito,
resistenza all’usura e all’abrasione, elevata conducibilità
termica ed elettrica, resistenza al fuoco e al calore, capacità
di assorbire calore e di riemetterlo con onde ultra-infrarosse,
antistaticità.
Inoltre, per la particolare composizione chimica della
sigillatura dei micropori, questo speciale processo galvanico
conferisce all’alluminio anche elevate proprietà antibatteriche
e antimuffa, un’elevata durezza superficiale e una refrattarietà
al calore.
Test tribologici hanno dimostrato che questa speciale
ossidazione anodica dura garantisce una resistenza all’usura
abrasiva più elevata rispetto ai comuni coating antiusura
come Nichel-Teflon e Nichel chimico, che presentano valori di
durezza più elevati.
Dissipatore calore con ioni argento
© PST Galileo - Novembre
em
2012
Questo evidenzia il fatto che la resistenza all’usura
non dipende solo dalla durezza superficiale del materiale ma
anche da caratteristiche esterne quali l’autolubrificazione,
che questa speciale ossidazione anodica dura è in grado di
assicurare tramite appunto la sigillatura dei micropori.
L’anodizzazione tradizionale, grazie alla protezione
dalla corrosione e alle colorazioni realizzabili, trova
applicazione in architettura e edilizia, nell’automotive per
componenti sia funzionali che estetici, nell’industria navale,
alimentare, del mobile, della gioielleria e bigiotteria e
dell’articolo sportivo.
Il trattamento di ossidazione anodica dura a spessore
è applicata in tutti i settori, compresi quelli più critici come
l’alimentare e il farmaceutico. Sono abitualmente utilizzati in
campo meccanico, motociclistico e ciclistico, automobislistico,
militare, aeronautico, nautico, marino, domotico, casalingo,
del confezionamento e tessile.
L’ossidazione dura con ioni d’argento, oltre a fornire
valide risposte nel campo della meccanica, dell’automotive,
dei trasporti e dello stampaggio materia plastiche, viene
impiegato nel settore alimentare grazie alle sue particolari
proprietà batteriostatiche; si possono trattare pentole,
padelle, teglie e elementi di elettrodomestici, principalmente
per migliorare e proteggere la qualità del cibo e per assicurare
una cottura uniforme grazie all’elevata conducibilità termica.
Si sottolinea inoltre che questo rivestimento
superficiale, durissimo e refrattario al calore, è inasportabile
e sopporta qualsiasi tipo di usura. Infine, sempre per la sua
particolare batteriostaticità e antistaticità, trova impiego in
tutti quelle applicazioni dove è richiesta un’elevata qualità
igienica e antibatterica come ad esempio nelle macchine
automatiche confezionatrici di alimenti e medicinali, parti di
canali di scolo acqua, filtri per condizionatori d’aria, accessori
casalinghi come pettini e piastre per capelli.
Piastra e film con anodizzazione dura con ioni argento
è realizzato da