Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
LAVORAZIONI SPECIALI (NON CONVENZIONALI)
Per la produzione di particolari meccanici si possono utilizzare, in alternativa all’energia
meccanica, anche altre forme energetiche quali:
•
•
•
L’energia termoelettrica
L’energia chimica
L’energia elettrochimica
Le lavorazioni “speciali” che utilizzano tali forme di energia alternativa sono denominate “non
tradizionali” o “non convenzionali” perché prescindono dalle macchine utensili tradizionali.
Le lavorazioni sono “inconsuete” perché l’asportazione di materiale, che si ha su pezzi metallici
ma anche non metallici, avviene non nella consueta forma di truciolo, utilizzando la consueta
energia meccanica. L’eliminazione del truciolo tradizionale ha consentito l’eliminazione degli
utensili tradizionali, costretti a possedere tenacità, resistenza all’usura ed al calore, durezza
superiore a quella del materiale da lavorare.
Questi metodi di fabbricazione sono entrati ormai nelle industrie determinando cambiamenti e
miglioramenti nel ciclo produttivo impensabili fino a qualche anno fa.
Lavorazioni non convenzionali per asportazione di materiale
Nelle lavorazioni per asportazione di truciolo tradizionali il materiale è rimosso grazie
all’energia meccanica a disposizione di un utensile reale o indefinito.
Vi sono altre forze capaci di rimuovere materiale, inoltre la stessa azione meccanica può essere
esercitata non solo con l’utilizzo di utensili taglienti.
Le lavorazioni non convenzionali si differenziano dalle lavorazioni convenzionali principalmente
per l’assenza di un utensile e dunque del contatto utensile-pezzo.
Vantaggi e svantaggi delle tecnologie non convenzionali
1) Possibilità di lavorare materiali “innovativi” quali:
• Materiali ceramici
• Fibre sintetiche
• Leghe di titanio
• Leghe di alluminio
• Leghe di silicio
• Superleghe
• Materiali polimerici
2) Lavorazioni di materiali più “classici” con caratteristiche meccaniche elevate o di forme e
finiture particolari (microfori, rugosità superficiale controllata e cavità di stampi) non
realizzabili per asportazione classica;
3) Finiture superficiali e tolleranze migliori di quelle ottenibili mediante processi tradizionali;
4) Lavorazioni di particolari troppo flessibili o sottili per sopportare elevate forze di taglio;
5) Ridotti incrementi locali di temperatura;
6) Ridotte tensioni residue nel pezzo in lavorazione.
A questo fa da contrappeso un elevato costo iniziale e la necessità di conoscenze teoriche e
tecniche di alto livello.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 1
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
GLI ULTRASUONI
Gli ultrasuoni sono vibrazioni meccaniche che si propagano in un mezzo (metallico o no) con
frequenza superiore al suono percepibile dall’orecchio umano (che va da 0,02 a 16 kHz).
La gamma di frequenza degli ultrasuoni varia solitamente tra 16 kHz e 25 MHz.
-
Richiamo di acustica
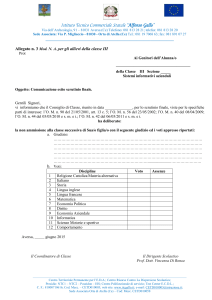
Le onde sonore si propagano nello spazio in tutte le direzioni
secondo una legge sinusoidale, come le onde luminose, e
sottopongono la materia ad una alternanza di compressioni e di
trazioni.
Essendo un fenomeno ondulatorio, il suono è caratterizzato da:
a = ampiezza di oscillazione = massima variazione di una
grandezza in una oscillazione periodica
λ = lunghezza d’onda [m] = spazio percorso dall’onda
ultrasonora in un periodo (distanza nello spazio tra due
massimi o due minimi di una funzione periodica, in questo caso
una sinusoide).
T = periodo [s] = tempo che una particella, investita dagli
ultrasuoni, impiega per compiere una oscillazione completa
(lunghezza d’onda λ). Il periodo è legato alla frequenza dalla
relazione:
T = 1/f
f = frequenza (Hz = cicli/s) = numero delle oscillazioni complete (una compressione seguita da
una depressione) che le particelle, investite dagli ultrasuoni, compiono nell’unità di tempo:
1 Hz = 1 · s -1
V = velocità di propagazione: spazio percorso in metri in un secondo.
Ricordando la definizione velocità = spazio / tempo, si ha:
V = λ/T = λ·f
da cui si può calcolare una delle tre grandezze λ, T, f (oppure T = 1/f) note le altre due.
In genere, le velocità massime si riscontrano nei materiali metallici, le minime nei gas; nel vuoto
la velocità di propagazione del suono è nulla:
Materiale
Acciaio
Ghisa
Bronzo
Acqua
Aria
Velocità m/s
5 000
4 050
3 430
1 460
344
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 2
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
LAVORAZIONE ABRASIVA DINAMICA (MEDIANTE ULTRASUONI)
La lavorazione mediante ultrasuoni USM (Ultra-Sonic Machining) è detta “abrasiva dinamica”
perché l’asportazione di truciolo avviene per mezzo di particelle abrasive in sospensione in un
liquido e messe in rapido movimento vibratorio da una sorgente di vibrazioni.
Il processo di lavorazione fu studiato ed utilizzato per la prima volta in Russia, negli anni ’60.
Il generatore di vibrazioni può essere a magnetostrizione o ad elettrostrizione.
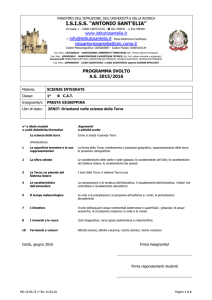
1) GENERATORE A MAGNETOSTRIZIONE
Il fenomeno della magnetostrizione consiste in una variazione di lunghezza che un materiale
(esempio il Nichel) subisce quando viene investito da una campo magnetico. Questa variazione,
positiva o negativa, può essere dell’ordine di 10 - 6 mm ed è anche funzione della temperatura.
Poiché nel caso del nichel il fenomeno scompare alla temperatura di 375 °C, occorre raffreddare il
magnetostrittore.
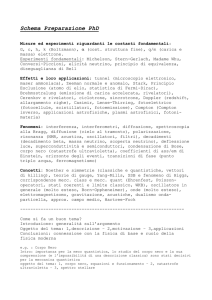
Il sistema è costituito da:
• Un pacco lamellare di materiale opportuno (nichel,
cobalto …) avente la proprietà di subire vibrazioni
quando è sottoposto a polarizzazione magnetica.
• Una bobina eccitatrice che avvolge il pacco lamellare
e che è percorsa da corrente alternata ad alta frequenza,
così da creare nel pacco lamellare stesso un campo
magnetico proporzionale all’intensità della corrente ed al
numero delle spire della bobina.
• Un magnete permanente che crea un campo magnetico
costante, che si somma a quello generato dalla corrente
alternata producendo un campo alternato pulsante.
La vibrazione così ottenuta è trasmessa all’utensile.
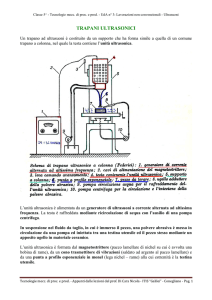
TRAPANI ULTRASONICI
Un trapano ad ultrasuoni è costituito da un supporto che ha forma simile a quella di un comune
trapano a colonna, nel quale la testa contiene l’unità ultrasonica.
L’unità ultrasonica è alimentata da un generatore di ultrasuoni a corrente alternata ad altissima
frequenza. La testa è raffreddata mediante ricircolazione di acqua con l’ausilio di una pompa
centrifuga.
In sospensione nel fluido da taglio, in cui è immerso il pezzo, una polvere abrasiva è messa in
circolazione da una pompa ed iniettata tra una testina utensile ed il pezzo stesso mediante un
apposito ugello in materiale ceramico.
L’unità ultrasonica è formata dal magnetostrittore (pacco lamellare di nichel su cui è avvolta
una bobina di rame), da un cono trasmettitore di vibrazioni (saldato ad argento al pacco lamellare) e
da una punta a profilo esponenziale in monel (lega nichel – rame) alla cui estremità è la testina
utensile.
La corrente alternata ad alta frequenza (circa 25 kHz), alimentando l’avvolgimento di rame,
crea un campo magnetico alternato che agisce sul pacco lamellare di nichel.
Un magnete permanente fissato al pacco lamellare determina un ulteriore campo magnetico
continuo.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 3
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
L’azione combinata dei due campi causa le vibrazioni (circa 25 000 al secondo con ampiezza
di 0,01 mm) del pacco e, quindi del supporto risonante, che le trasferisce senza perdite all’utensile
tramite una punta a profilo esponenziale (che amplifica le vibrazioni).
Le particelle di polvere abrasiva, iniettata tra la testina utensile ed il pezzo, sono accelerate
dalle vibrazioni ultrasonore della testina e proiettate contro il pezzo, erodendolo con facilità anche
se è molto duro, e senza provocare riscaldamenti.
•
Polveri abrasive
Le più adoperate sono il carburo di boro (per lavorare materiali duri), il carburo di silicio e
l’ossido di alluminio (per lavorare materiali di media durezza).
•
Materiale asportato
E’ proporzionale all’ampiezza delle vibrazioni dell’utensile. A parità di ampiezza della
vibrazione e per un dato abrasivo, per superfici da 8 a 20 cm2 il materiale asportato varia da 10 a
150 mm2 al minuto.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 4
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
•
Grado di finitura della superficie lavorata
Dipende dalla natura e dalla grossezza dell’abrasivo adoperato:
•
-
Grana abrasivo
Rugosità in µ
Grossa
Media
Fine
Finissima
5,5
4,2
3
1,5
Impieghi
Foratura (semplice o sagomata
Taglio di qualsiasi materiale (acciai temprati e nitrurati, carburi metallici, pietre
preziose, vetro, ceramica …)
Esecuzione di impronte decorative anche su materiali durissimi, impiegando come
utensili gli stessi oggetti da riprodurre (anche se di materiale più tenero)
Costruzione di stampi (con riduzione del costo dell’80 %)
La lavorazione con ultrasuoni non provoca deformazioni o riscaldamento del pezzo.
La precisione può raggiungere i 10 µm.
Non è necessario che l’utensile (sonotrodo) sia duro; può essere anche un comune acciaio al
carbonio.
SALDATURA PER ULTRASUONI
E’ una saldatura a freddo, perché le superfici
dei pezzi sono unite allo stato solido senza
riscaldare e senza portare a fusione le parti da unire.
Lo schema del magnetostrittore è analogo a
quello visto precedentemente e di seguito illustrato.
La saldatura è assimilabile a quella elettrica a
punti o a rulli.
Anche se il fenomeno fisico non è ben chiaro, si
pensa che le vibrazioni ultrasonore trasmesse dalla
punta frantumino lo strato superficiale del pezzo,
provocando lo scorrimento dei cristalli. Cioè si ha
una deformazione plastica dei reticoli, che scorrono
e si compenetrano, rimanendo saldamente uniti
grazie a mutue attrazioni molecolari.
In pratica il martellamento a frequenza
ultrasonica provoca un impasto superficiale dei
materiali a contatto.
La saldatura per ultrasuoni presenta ottima resistenza meccanica ed i pezzi collegati non
presentano alterazioni né deformazioni.
La saldatura per ultrasuoni, oltre che nei normali materiali metallici (ferrosi e non ferrosi), può
essere utilizzata particolarmente per saldare lamierini molto sottili e per unire particolari in resine
sintetiche.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 5
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
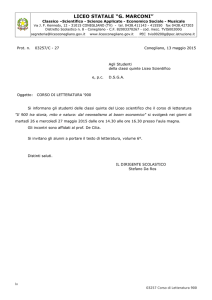
2) GENERATORE A ELETTROSTRIZIONE
Il principio di funzionamento degli apparecchi a elettrostrizione è basato sul fenomeno
piezoelettrico.
Una placchetta di quarzo, tagliata
secondo piani perpendicolari agli assi di
cristallizzazione, se sottoposta ad un
campo elettrico variabile di data
frequenza, alternativamente si contrae e
si dilata con la stessa frequenza della
corrente eccitatrice.
Il fenomeno è reversibile. Cioè:
- se si esercita uno sforzo di
compressione
sulle
facce
opposte della placchetta, si
determinano delle cariche elettriche sulle facce perpendicolari alla retta d’azione dello
sforzo;
- se si esercita uno sforzo di trazione sulle stesse facce del cristallo, si nota un’inversione di
segno delle cariche elettriche.
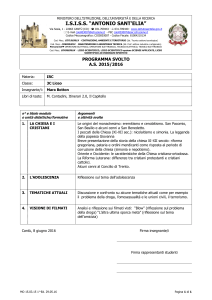
Con riferimento alla figura, il
generatore ad alta frequenza produce un
campo elettrico alternato secondo l’asse
di una bobina.
All’interno della bobina è disposto il
materiale piezoelettrico, con gli assi
paralleli a quello del campo, in modo che
il conseguente allungarsi e accorciarsi del
cristallo stesso comporti una vibrazione
dall’alto in basso (e viceversa)
dell’utensile.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 6
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
ELETTROEROSIONE
Le macchine ad elettroerosione trovano largo impiego nelle lavorazioni interne di taglio,
foratura, alesatura, brocciatura … di pezzi in materiale metallico duro, soprattutto quando si tratta di
eseguire profili complicati con tolleranze ristrette.
L’elettroerosione ha permesso di sviluppare sistemi di lavorazione rivoluzionari, rendendo
possibile l’esecuzione di figure volumetriche e geometriche irrealizzabili con gli altri metodi di
lavorazione dei metalli.
I materiali lavorabili devono essere conduttori di elettricità, anche a conducibilità minima.
Sono degli impulsi di corrente, brevi e concentrati sul materiale metallico, che causano la
distruzione localizzata del materiale stesso.
La generazione di tali impulsi da parte di un condensatore, provoca infatti delle scariche
elettriche istantanee (scintillamento) fra due elettrodi.
Si ha una successione di scariche, ognuna delle quali lascia un segno e nella zona interessata da
queste scariche la temperatura sale moltissimo. In queste condizioni anche il materiale più duro
fonde come “burro”. Quando termina la scarica, nella superficie resta un cratere.
CLASSIFICAZIONE DELLE MACCHINE AD ELETTROEROSIONE
La lavorazione per elettroerosione si divide in due categorie:
-
elettroerosione a tuffo (EDM)
elettroerosione a filo (WEDM).
L’una si differenzia dall’ altra principalmente per “l’utensile” utilizzato, visto che l’EDM utilizza
come “utensili” degli elettrodi mentre l’WEDM utilizza un sottilissimo filo; anche le applicazioni
delle due tecnologie sono differenti dato che: la prima viene utilizzata principalmente per le
lavorazioni di forme complicate o per l’esecuzione di spigoli vivi o anche per l’esecuzione di
lavorazioni nelle quali le macchine utensili non riescono ad arrivare; la seconda invece utilizza il
filo per il taglio di precisione di qualsiasi materiale ferroso.
Elettroerosione a tuffo (EDM - Electrical Discharge Machining)
Il processo elettroerosivo a tuffo, o EDM, ideato nel 1943 dai fratelli sovietici Lazarenko, a
partire dall’inizio degli anni ’80 ha conosciuto il suo sviluppo, in particolare nel settore della
produzione di stampi.
L’elettroerosione a tuffo avviene nel modo seguente. Con riferimento alla figura sopra,
l’elettrodo positivo (anodo) costituisce l’utensile, che è posto ad una certa distanza dal pezzo e la
cui forma riproduce quella che si desidera sul pezzo.
L’elettrodo negativo (catodo) è costituito dal materiale in lavoro (pezzo).
Per certe lavorazioni le polarità possono anche essere invertite.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 7
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
La resistenza deve essere proporzionata in modo che la durata di carica del condensatore abbia il
valore più adatto. Essa stabilisce cioè il tempo di ricarica del condensatore dopo ogni scoccare di
scintilla.
Per effetto della rotazione del generatore, nasce una differenza di potenziale tra anodo e catodo e
tra le armature di un condensatore. Quando la D.D.P. tra elettrodo e pezzo raggiunge un
determinato valore, sufficiente a perforare il liquido interposto, scocca una scintilla tra l’estremità
dell’elettrodo ed il pezzo, il condensatore si scarica bruscamente e la scintilla, come se fosse un
minutissimo tagliente, asporta un microscopico truciolo di forma sferica ad una temperatura di 5000
– 6000 °C.
Le dimensioni delle particelle sono di 100 ÷ 400 µm nel caso di sgrossatura e di 50 µm nel caso
di finitura.
Per mantenere invariata la distanza tra il pezzo e l’utensile, la macchina è fornita di un
appropriato dispositivo che provoca l’avanzamento automatico man mano che il materiale viene
asportato.
La frequenza delle scariche è di circa 10 milioni al secondo.
IL CANALE IONIZZATO
La polarità adottata per una macchina ad
elettroerosione può essere diversa rispetto a quella
prima indicata e quindi l’elettrodo (utensile) può
rappresentare anche il polo negativo ed il pezzo in
lavorazione quello positivo.
Il processo di elettroerosione si avvia avvicinando
i due elettrodi. Quando tra questi scocca la scintilla
elettrica, dal catodo si
liberano elettroni che si
spostano nel liquido
dielettrico
verso
l’anodo.
Nel
movimento urtano con
le molecole del liquido,
generando ioni positivi
ed elettroni i quali, in
un processo a catena,
determinano a loro
volta la scomposizione di altri atomi.
In sostanza il dielettrico diviene un conduttore, lasciandosi
attraversare dalla scarica elettrica (formazione di un canale ionizzato).
La scarica colpisce violentemente l’anodo, aumentandone localmente
la temperatura con conseguente rammollimento, fusione ed
evaporazione del pezzo in lavorazione.
Dielettrico
Per ottenere una fortissima concentrazione delle scariche, evitando dannose ramificazioni nelle
scintille, si immergono gli elettrodi in un liquido dielettrico (isolante) costituito da petrolio oppure
da una soluzione glicerina-acqua. Il dielettrico ha anche la funzione di refrigerare sia il pezzo che
l’utensile e di trasportare i prodotti di lavorazione (schegge).
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 8
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Elettrodi
L’elettrodo costituisce uno dei principali elementi della lavorazione per elettroerosione. Nella
lavorazione “a tuffo” il risultato è un negativo della forma dell’elettrodo.
Il materiale per tali utensili deve essere:
-
facilmente lavorabile
buoni conduttore di elettricità
di poco costo
tale da dare una buona finitura
I più utilizzati sono quelli in:
-
grafite
lega stagno – zinco
alluminio, ottone, rame
lega rame – tungsteno
Elettrodo
Pezzo
L'esperienza ha portato alla diffusione di due tipi di materiale: la grafite e il rame.
La grafite resiste bene alle scariche (per via dell’alto punto di fusione), è relativamente facile da
lavorare, è insensibile agli sbalzi di temperatura e questo gli fa mantenere le sue caratteristiche
anche ad elevate temperature. La grafite inoltre ha bassa densità e pesa poco. Come caratteristiche
negative, la grafite durante la lavorazione di parti sottili (alette, nervature, ecc..) tende a scheggiarsi,
mentre gli spigoli tendono ad arrotondarsi, inoltre le scariche tendono a rovinarne la superficie,
impedendo di realizzare superfici ben finite (cioè con bassa rugosità). Inoltre, durante la lavorazione
della grafite si genera un pulviscolo che, se non viene eliminato con appositi aspiratori, può
insinuarsi negli organi in movimento della macchina utensile (in genere le guide) e causarne il
rapido deterioramento.
Il rame resiste abbastanza bene alle scariche (la sua alta conducibilità termica tende a dissipare il
calore delle scariche), si può lavorare molto facilmente (permettendo di realizzare particolari
estremamente fini) e le scariche rovinano poco la sua superficie, permettendo lavorazioni
particolarmente rifinite (in qualche caso sino alla lucidatura). Per quanto riguarda gli aspetti
negativi il rame non resiste altrettanto bene con alte correnti di scarica (tipiche della lavorazione di
sgrossatura) e ovviamente è un materiale costoso.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano -
Pag. 9
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Capacità di asportazione
Il volume di truciolo asportato con l’elettroerosione a tuffo è 1,6 ÷ 4,8 cm3 /min.
Questo è un limite per tale tipo di lavorazione se si pensa che al tornio sono possibili
asportazioni di 160 ÷ 480 cm3 /min.
Finitura superficiale
Con l’elettroerosione a tuffo si possono ottenere rugosità di 0,5 ÷ 3 µ.
Precisione sulle quote
La tolleranza ottenibile è di 5 µm.
Consumo dell’elettrodo
E’ circa il 5 ÷ 25 % del consumo del pezzo in lavoro.
Tensione di alimentazione
E’ piuttosto alta: 200 ÷ 300 volt e risulta pericolosa anche se si pongono dispositivi di sicurezza
per l’operatore.
La lavorazione è possibile sui pezzi temprati ed inoltre è tale da non provocare modifiche della
struttura del pezzo.
CICLO DELL’ELETTROEROSIONE
La lavorazione mediante elettroerosione avviene
generalmente in due o più fasi successive di
sgrossatura e finitura.
La fase di SGROSSATURA, che prevede una
massa maggiore di materiale asportata nell’unità di
tempo, si esegue facendo erogare alla macchina una
potenza maggiore.
Nelle fasi successive di FINITURA, le potenze
erogate sono proporzionalmente minori.
La superficie lavorata, al microscopio, si presenta
costituita da tanti minuscoli crateri. Ad ogni scarica
corrisponde la formazione di un cratere.
Maggiore è il numero di scariche nell’unità di
tempo, cioè maggiore è la frequenza, tanto minore sarà
la dimensione dei singoli crateri e quindi tanto migliore
la rugosità superficiale del pezzo.
Minore è la frequenza, maggiore è il volume di
truciolo asportato nell’unità di tempo.
L’asportazione dipende anche dall’intensità della
corrente e quindi è proporzionale all’amperaggio
impiegato.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 10
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
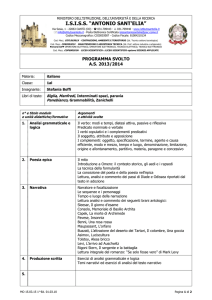
La figura a lato rappresenta la microfotografia di una particella
di acciaio al Cr-Ni asportata mediante elettroerosione.
Attorno alla cavità centrale è visibile la struttura dendritica
(ingrandimento 300 x).
La piastra seguente contiene le 12 classi di rugosità
dell’elettroerosione, che vanno da 0,4 a 18 [μm].
Con bassa intensità di corrente si ottiene una superficie del pezzo con una piccola rugosità
superficiale, a discapito però dell’asportazione di materiale che diminuisce in modo evidente; con
una elevata intensità di corrente si ottiene invece una grande rugosità superficiale, favorendo
l’asportazione di materiale e aumentando però il consumo dell’elettrodo.
IL GAP : LA DISTANZA DI SCARICA
Il “GAP” è una delle caratteristiche più importanti del processo elettroerosivo, il cui valore
permette o meno l’avvio del processo di lavorazione senza il contatto tra pezzo ed elettrodo.
Il valore del GAP varia a seconda del tipo di operazione e di regime impiegato.
Il GAP può essere:
-
GAP statico: si ha quando, dopo essere scoccata la scintilla di lavoro, l’elettrodo rimane
fermo e quindi si hanno altre scintille, ma quando le successive scariche sottraggono
materiale da erodere all’elettrodo, la scintilla non scocca più fino a quando l’elettrodo non si
muove.
-
GAP frontale e GAP laterale: sono termini usati per definire il GAP misurato
perpendicolarmente e frontalmente rispetto all’asse di avanzamento dell’elettrodo. Durante
la lavorazione il GAP laterale cresce man mano che l’elettrodo penetra nel pezzo fino ad un
valore massimo che è circa il doppio di quello frontale e non superiore; questo fino a quando
l’elettrodo penetra nella stessa direzione, dato che è come se fosse GAP statico.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 11
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Nel
caso
in
cui
l’avanzamento viene bloccato,
il gap frontale assume lo stesso
valore di quello laterale.
Regolando il GAP frontale si
regolano quindi sia i valori
dell’asportazione di truciolo sia
quelli dell’usura dell’elettrodo.
Durante
il
processo
elettroerosivo si producono
delle scariche erosive, meno
intense ma con continuità,
anche sulle pareti laterali del
pezzo, con il risultato di
provocare l’allargamento della
sede nel pezzo; quindi per
evitare questo problema è
necessario che l’elettrodo sia
costruito più piccolo per compensare l’aumento dimensionale.
È da tenere presente inoltre che la velocità di erosione e anche la rugosità finale non sono
identiche sul fondo e sui fianchi perché l’ampiezza e la durata degli impulsi non producono lo
stesso effetto sul fondo e sui fianchi.
È necessario costruire l’elettrodo sgrossatore e quello finitore con dimensioni opportunamente
ridotte in quanto bisogna tener conto dei valori del GAP laterale e frontale.
Elettroerosione a filo (WEDM - Wire Electrical Discharge Machining)
Il principio di funzionamento non si discosta
sostanzialmente da quello a tuffo. La differenza
è costituita dalla presenza di un filo scorrevole
che funge da elettrodo e dal dielettrico che è
generalmente acqua deionizzata.
Nella lavorazione "a filo", l'elettrodo si
comporta come un seghetto, tagliando il pezzo,
mantenendo pur sempre una debita distanza dal
pezzo.
I tipi di lavorazione che è possibile eseguire
sono:
-
tagli di qualsiasi forma
fori di qualsiasi sezione
contornature con profili anche complessi
Le macchine per elettroerosione a filo sono usate specificatamente per il taglio da blocchi di
materiale di sagome con contorno semplice o complesso; il taglio può essere retto, con il filo
parallelo all’azze Z, oppure obliquo, inclinato di un numero di gradi rispetto all’asse Z.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 12
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
I vantaggi della tecnica WEDM a filo sono molti, ad esempio: l’eliminazione della rettifica dopo
il taglio perché la superficie tagliata che si ottiene con una o più passate di finitura è buona.
Altro vantaggio delle macchine a filo è che non c’è il sistema di cambio dell’elettrodo, perché
l’elettrodo è un filo.
Al giorno d’oggi però esistono macchine con più bobine di filo, questo per soddisfare le diverse
lavorazioni da effettuare. Con
questo sistema quindi la macchina
al suo interno ha varie bobine di che
differiscono tra loro per il diametro
del filo; provvederà poi la macchina
in base alle esigenze a sostituire il
filo.
Il filo è costituito da un materiale
ad alta conducibilità come rame od
ottone; il quale si svolge a una
determinata velocità da una bobina,
e dopo aver attraversato la zona di
lavoro, si riavvolge in una bobina di
recupero o viene tagliato in pezzi e
recuperato in un contenitore.
Nella zona di lavoro il filo è
tenuto in posizione da due guide
filo; quella superiore deve essere
avvicinata il più possibile alla parte
superiore del pezzo, per evitare
eccessive flessioni del filo e
migliorare la precisione di taglio.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 13
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Materiali per il filo sono:
-
rame puro
ottone
bronzo
molibdeno
tungsteno
…….
placchetta in
widia
filo
foro del getto
d'acqua
Il diametro del filo varia
da 0,025 a 0,3 mm.
La velocità di scorrimento
del filo varia da 10 a 150
mm/sec.
grano
In quasi tutte le nuove
macchine l’inserimento del
filo lungo tutto il percorso avviene automaticamente, sia all’inizio della lavorazione sia nel caso di
rottura dello stesso. Nel caso di lavorazioni che richiedono più infilaggi, o nel caso ci siano rotture
del filo, l’eliminazione di questo dalla cavità e il reinfilaggio avvengono automaticamente.
In quest’ultima operazione il filo viene guidato nel foro mediante un getto d’acqua ad alta
pressione, che lo fa passare all’interno delle due testine guida-filo, fini al raggiungimento delle
cinghie posizionate sotto la testina guida-filo inferiore.
Capacità produttiva
Il volume di truciolo asportato con l’elettroerosione a filo è 200 ÷ 1000 mm3 /min.
Finitura superficiale
La rugosità ottenibile con l’elettroerosione a filo è Ra = 0,15 ÷ 0,5 µm.
Il dielettrico è costituito da acqua deionizzata, cioè priva di sali minerali o ioni metallici, che
aumenterebbero la conducibilità elettrica e, quindi, la dispersione.
Possiede inoltre le seguenti caratteristiche:
-
provvedere alla deionizzazione dell’interspazio tra elettrodo e pezzo, necessaria per
l’elettroerosione
evacuare dalla zona di lavoro le particelle metalliche asportate durante la lavorazione
raffreddare la zona di lavoro
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 14
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
IL LASER
PREMESSA
La parola “LASER” deriva dalle iniziali dell’espressione inglese “Light Amplification by
Stimulated Emission of Radiation” che significa:
Amplificazione della Luce mediante Emissione Stimolata di Radiazioni.
L’atomo è costituito da un nucleo di carica positiva intorno al quale ruotano, lungo orbite a
livelli energetici crescenti verso
l’esterno, un certo numero di elettroni
di carica negativa.
In condizioni normali ogni elettrone
possiede una energia ben definita che è
la somma della sua energia cinetica e
della sua energia potenziale.
Lo stato in cui si trova normalmente
un
atomo
è
detto
“Stato
fondamentale”, che è quello in cui i
suoi elettroni occupano quei livelli
energetici in cui è minima l’energia (i
più interni).
Tr
amit
e azioni esterne (per esempio l’arrivo di una radiazione
elettromagnetica γ) si può fare passare l’atomo dallo “stato
fondamentale” ad uno “stato eccitato”.
Nel passaggio inverso, dal livello eccitato più esterno al livello
di minore energia (cui l’atomo sempre tende), l’atomo restituisce
i “fotoni” di energia precedentemente acquistati emettendo
radiazioni elettromagnetiche.
Il passaggio dallo stato eccitato allo stato fondamentale può avvenire in due modi:
1) EMISSIONE SPONTANEA
Avviene senza alcun stimolo esterno; direzione e fasi delle
radiazioni emesse sono casuali (radiazioni incoerenti). Vedi
figura (b).
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 15
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
2) EMISSIONE STIMOLATA
Avviene quando l’atomo allo stato eccitato viene colpito da
un “fotone” (quantità indivisibile di energia elettromagnetica)
che ne provoca la diseccitazione (passaggio al livello
energetico inferiore) attraverso l’emissione di un secondo
fotone avente stessa frequenza, direzione e fase del fotone
incidente. (radiazione coerente). Vedi figura (a).
IL LASER NELLE LAVORAZIONI MECCANICHE
Il laser è un apparecchio capace di generare onde elettromagnetiche coerenti a frequenza ottica.
•
Principio di funzionamento
Consideriamo
un
sistema
atomico
in
possesso di due diversi
livelli di energia.
In
condizioni
di
equilibrio,
il
livello
inferiore è il più popolato,
cioè N1 > N2, ed un fascio
di radiazioni che incide
sul sistema viene in gran
parte assorbito.
Per ottenere l’amplificazione del fascio è necessario rendere il materiale “attivo”, cioè fare in
modo che il livello inferiore venga “spopolato” e contemporaneamente il livello superiore sia
popolato di elettroni. Questa operazione, che porta ad avere N2 > N1, e quindi l’energia [J] allo stato
eccitato maggiore di quella allo stato fondamentale E2 > E1, è detta “inversione della popolazione”.
L’inversione della popolazione viene effettuata mediante un processo detto “pompaggio”, che
determina l’eccitazione degli atomi del sistema per via elettrica, ottica od in altri modi.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 16
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Il sistema atomico in tali condizioni, sia colpito da una radiazione elettromagnetica di frequenza
f = E2 - E1 / h [Hz] uguale a quella del sistema, con h la costante di Plank:
h = 6,6256 ∙ 10-34 [J∙s]
Si producono allora scambi di energia tra il sistema e la radiazione. Il sistema viene stimolato ad
emettere radiazioni che hanno le stesse caratteristiche della radiazione che ha investito il sistema, e
che al contrario delle comuni radiazioni luminose, si propagano in uno stesso piano.
Pensando di prelevare la radiazione in uscita riportandola all’ingresso (ricorrendo alla riflessione
delle onde elettromagnetiche contro le pareti di una camera detta appunto “risonante”), ciascun
fotone provoca l’emissione di un altro fotone. Il sistema funziona cioè come un amplificatore.
In verità una certa quantità di energia viene assorbita dagli specchi (in modo particolare da
quello di uscita).
Per mantenere alto il numero di atomi sul livello superiore E2 si ricorre al già menzionato
“pompaggio”, cioè ad una appropriata radiazione ausiliaria.
Quando l’energia dei fotoni riflessi supera la perdita, i fotoni coerenti escono dalla cavità
risonante formando il “fascio laser”.
•
Proprietà
Il fascio laser ha le seguenti importanti proprietà:
- intensità elevatissima
- energia emessa estremamente localizzata
- coerenza estrema (propagazione unidirezionale ed in un solo piano)
•
Impieghi
Riuscendo a concentrare una grandissima quantità di energia in zone ristrette, il laser è molto
utilizzato nell’esecuzione di fori piccolissimi e di fusioni localizzate.
Essendo l’azione del laser localizzata, il materiale circostante al punto di lavorazione non risulta
danneggiato né alterato nella struttura, perché non ha il tempo di riscaldarsi.
Il laser è anche impiegato nelle saldature dei materiali ferrosi, non provocando riscaldamento
delle parti vicine ai lembi da unire, né tensioni interne, né deformazioni, né modificazioni della
struttura cristallina.
Il fascio laser è impiagato anche per eseguire il taglio di materiali ad elevato punto di fusione.
•
Modalità di funzionamento
Una sorgente laser può operare in due modi:
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 17
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
1) Modo continuo
In tale modalità il fascio laser
presenta una potenza costante nel
tempo, seppure non molto elevata;
2) Modo impulsato
In tale modalità si ottengono
impulsi di fasci laser 2 ÷ 8 volte
superiori ai precedenti.
Delle due modalità accennate, quella ad impulsi è migliore, per esempio nel taglio delle lamiere,
perché la qualità del taglio è più elevata essendo senza sbavature, come pure nell’esecuzione dei
fori sulle lamiere.
•
Classificazione delle apparecchiature laser
In base al materiale “attivo” utilizzato, si hanno
-
Laser allo stato solido
Laser allo stato gassoso
Laser a semiconduttore
Laser allo stato liquido
I laser allo stato liquido sono soprattutto impiegati nello studio dei materiali e quelli a
semiconduttore nel campo delle telecomunicazioni (potenze basse, meno di 1 [W]).
1) LASER ALLO STATO SOLIDO
Sono sostanzialmente costituiti da un elettrodo cavo nel cui interno è collocato il materiale
attivo, con l’asse ottico coincidente con quello dell’elettrodo.
Materiali attivi impiegati sono:
-
Rubini sintetici (nei laser utilizzati per eseguire microlavorazioni, forature di diamanti e di
metalli duri, saldature di fili sottili …);
Neodimio-glass (vetro) (nei laser utilizzati nelle lavorazioni di saldatura a punti, saldatura di
lamine sottili, di foratura …).
L’elemento attivo è una barretta cilindrica di uno dei materiali suddetti, avente pochi millimetri
di diametro ed alcuni centimetri di lunghezza.
L’eccitazione del materiale attivo è
solitamente ottenuta mediante una lampada
a spirale posta attorno al materiale stesso
(per esempio il rubino).
Il pompaggio è prodotto dagli impulsi di
luce (flash) di elevata intensità provenienti
da tale lampada a mercurio o a filamento di
tungsteno, alimentata ad alta tensione, che
investono la barretta.
La potenza ottenibile è di poche centinaia di watt.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 18
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
2) LASER A GAS
Sono così denominati perché il materiale attivo impiegato è un gas, o meglio una miscela di gas
contenuta in un tubo di vetro o quarzo, chiuso all’estremità da una coppia di specchi oppure da due
lamine di vetro inclinate (finestre di Brewster) inserite tra due specchi esterni.
-
Il laser all’elio-neon è soprattutto utilizzato nella metrologia e nei videodischi.
Il materiale attivo è il neon (20 %). L’elio (80 %) serve a migliorare il pompaggio.
In figura:
- S è uno specchio a
riflessione totale
- S’ è uno specchio a
riflessione parziale e
con
la
superficie
esterna leggermente
convessa
(per
compensare l’indice di
rifrazione del vetro usato e far uscire il fascio fotonico con fronte piano).
- B sono le finestre di Brewster
- C è il sistema di alimentazione (generatore di tensione continua con una resistenza in serie)
- A cavità ove è sistemato il gas
Il pompaggio è sempre ottenuto per via elettrica per mezzo di una scarica continua o alternata,
con frequenza di circa 27 MHz, che provoca l’eccitazione degli atomi di elio, eccitazione che si
trasferisce per collisione agli atomi di neon.
La potenza è di qualche watt (in continuo) o di qualche kW (a impulsi, con materiale attivo
pompato ad intermittenza).
- Il laser a CO2 è il laser industriale ad emissione continua, usato per il taglio di qualsiasi
materiale e per la saldatura di materiali metallici e plastici.
L’anidride carbonica (5 %) opera l’effetto laser. L’azoto ha il 15 % e determina l’inversione
della popolazione. L’elio ha l’80 % ed è utilizzato per lo smaltimento del calore.
Ha potenza fino a 15 ÷ 20 [kW].
•
Problemi di sicurezza
All’operatore si presentano i seguenti pericoli:
-
Rischio per la pelle e per gli occhi, a causa delle radiazioni emesse
Rischio elettrico
Infiammabilità, a causa delle gocce proiettate nell’ambiente
Rischio tossico, a causa del vapore emesso durante le lavorazioni.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 19
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
LAVORAZIONE CON PLASMA
Nelle lavorazioni con plasma (Plasma Arc Machining, PAM), un gas viene fatto passare
attraverso un arco elettrico, che lo ionizza, e raggiunge temperature superiori ai 30 000 °C.
Per produrre il plasma si fa generalmente ricorso ad una torcia.
Fenomeno della ionizzazione
Sottoponendo un gas all’azione di un campo elettrico di appropriata intensità (o portandolo a
temperatura molto elevata), si causa la rottura dei legami tra gli atomi, che sono costretti a scindersi
in particelle di carica opposta: elettroni e ioni positivi. Il gas che si trova in queste condizioni si dice
“ionizzato”.
II plasma, noto anche come quarto stato della materia (gli altri tre sono quelli tradizionali solido,
liquido, gassoso), viene ottenuto facendo passare una corrente continua di gas attraverso un arco
elettrico persistente che provoca un'intensa ionizzazione del gas stesso.
Le cariche oscillano come una massa gelatinosa (da cui il nome “plasma”).
Il plasma possiede una grandissima quantità di calore dovuta all’energia cinetica degli elettroni
liberi.
G = Generatore di corrente
H.F. = Generatore alta frequenza
R = Resistenza
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 20
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Sopra è rappresentato il tipo di torcia generalmente utilizzato per il taglio e la saldatura dei
metalli. Nella figura è visibile un arco voltaico che scocca tra l'elettrodo negativo di tungsteno e
(passando attraverso un anello di rame calibrato) il pezzo da saldare o da tagliare. Tra la parte
metallica che comprende l'anello di rame e il metallo base, è inserita una resistenza per evitare che
l'arco scocchi tra elettrodo negativo e l'anello di rame stesso.
La tensione tra elettrodo e pezzo è relativamente bassa: da 30 a 150 V; la corrente, generalmente
continua, è molto alta: da 200 a 4000 A. Quasi sempre sovrapposta alla corrente continua si
accompagna una corrente ad alta frequenza che forma un arco ausiliario di forte intensità.
La parte terminale della torcia e l’elettrodo negativo sono raffreddati energicamente da una
continua circolazione d’acqua.
Superiormente viene introdotto a una pressione di 0,2 ÷ 0,3 MPa, un gas inerte (normalmente
argon) che è costretto a lambire l’arco voltaico al quale assorbe una grande quantità di energia
termica e passando attraverso l’anello di rame che ha un foro calibrato di 2 ÷ 5 mm di diametro,
perviene, sotto forma di plasma, al pezzo.
Il passaggio del gas, attraverso una corrente continua molto intensa, genera un campo magnetico
che, per le forze di Lorenz, comprime il plasma riducendone la sezione trasversale, in modo da
aumentare ulteriormente la temperatura (> 15 000 °C), col risultato di un fascio di plasma filiforme
delle dimensioni minime di pochi decimi di millimetro e densità di potenza di 107 W/cm2 in grado
di vaporizzare qualsiasi materiale.
Il gas ionizzato passa entro il foro calibrato dell’anello di rame a grandissima velocità: 8 ÷ 10
km/s.
Per l'intercapedine più interna viene introdotto un gas che ha il compito di esercitare una
pressione trasversale al getto di plasma riducendone ulteriormente la sezione.
Per l'intercapedine più esterna viene introdotto un gas di protezione che evita il contatto del
plasma con l'aria.
Il contatto tra il gas e l’arco voltaico produce la scissione del gas in ioni positivi ed elettroni.
Nel gas fortemente riscaldato gli atomi, urtandosi violentemente per l’alta velocità loro impressa,
perdono alcuni elettroni, cosicché nella corrente gassosa compaiono ioni (+) ed elettroni (-) i quali,
urtando la superficie di lavoro, restituiscono, sotto forma di radiazioni calorifiche e luminose e di
energia cinetica, l’energia ricevuta dal gas nell’attraversare l’arco, tornando così allo stato iniziale.
Taglio al plasma
Il normale taglio al plasma delle lamiere non è molto
soddisfacente, dato che:
• il taglio avviene secondo un solco relativamente largo;
• la zona della lamiera prossima ai bordi di taglio risulta
termicamente alterata;
• i bordi dei tagli spesso sono inclinati, anziché perpendicolari, rispetto alla superficie della lamiera;
• appaiono irregolarità di taglio conseguenti alle variazioni di pressione e alle deviazioni del getto di
plasma;
• talvolta si ha la formazione di un doppio arco al plasma (tra ugello e lamiera) che riduce il
rendimento del processo e la durata
dell'ugello della torcia;
• il taglio di lamiere sottili è difficoltoso.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 21
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
TAGLIO AD ACQUA (Water jet)
Il taglio con getto d’acqua (WJ) è una tecnica di
taglio che utilizza, come mezzo necessario per la
lavorazione, un getto d’acqua ad altissima pressione (fino
a 9 000 bar = 900 MPa) per tagliare numerose tipologie di
materiali.
L’acqua può essere o no miscelata con un abrasivo
(silice, carburo di silicio, allumina ...).
A differenza del laser e del plasma, che utilizzano
energia termica per tagliare il materiale, il taglio con getto
d’acqua utilizza energia meccanica. L’energia di
pressione è convertita in energia cinetica ed è l’elevata
velocità del getto (da 500 a 1 100 m/s]) che realizza il
taglio. Nel caso di getto “idroabrasivo”, l’acqua
trasferisce la propria quantità di moto alle particelle
abrasive che, con la loro azione erosiva, asportano il
materiale.
Il taglio water jet abrasivo e ad acqua pura è sempre
più utilizzato per tagliare un’ampia varietà di materiali,
grazie alla facilità di programmazione, ai costi contenuti
di taglio e per la possibilità di tagliare quasi tutti i
materiali, da quelli che hanno pochi decimi di millimetro
fino a quelli che hanno spessori di 250 [mm], con precisione del decimo di millimetro.
Con il getto ad acqua pura sono tagliati i materiali teneri come tessuti, pelli, materie plastiche,
legno, carta e cartone … Con il getto d’acqua miscelata con abrasivi sono tagliati i materiali duri
come gli acciai, le leghe leggere, il titanio, i materiali compositi, i ceramici, le rocce, il marmo, il
vetro … tutti i materiali che abbiano durezza inferiore a quella dell’abrasivo utilizzato.
Il taglio a getto d’acqua è utilizzato anche nel campo alimentare
(taglio di alimenti surgelati e non), naturalmente senza l’uso di abrasivi,
tagliando quindi con l’impiego di sola acqua.
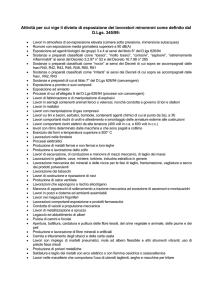
Processo di taglio
La tecnica di taglio utilizza acqua, liquido economico, disponibile e
di alcun impatto ambientale. L’acqua, prelevata dalla rete idrica, viene
dapprima depurata e quindi inviata in un sistema di pompaggio ove la
sua pressione è portata a quella voluta (fino a 900 MPa). Da qui
perviene all’iniettore (1).
La conversione dell’energia di pressione in energia cinetica avviene
nell’ugello (2) della testa di taglio rappresentata in figura. Tale ugello è
di diamante o zaffiro, ha piccole dimensioni (da 0,06 a 0,5 [mm]).
Attraverso il condotto (3) viene introdotto l’abrasivo, che viene unito
all’acqua nella camera di miscelazione (4) “custodita” nel tubo-guaina
(5). Il getto (6) esce ad una distanza di qualche centimetro dal materiale
da tagliare (7) su cui perviene ad una velocità di circa 900 [m/s].
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 22
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Il taglio a getto d’acqua è un taglio a freddo, quindi non altera le caratteristiche chimico-fisiche
del materiale tagliato.
Il taglio ad acqua non provoca alcuna alterazione fisica o deformazione meccanica del pezzo e
consente di tagliare materiali di spessore non uniforme e materiali compositi o stratificati.
La larghezza del solco di taglio è molto contenuta (0,5 ÷ 1,3 [mm]) permettendo di ottenere la
minima quantità di materiale asportato.
L’idrogetto consente il taglio di materiali preverniciati e/o rivestiti con pellicola di protezione;
inoltre le superfici originate dal taglio presentano poche sbavature (rugosità nei bordi di taglio Ra =
1 ÷ 2 μm).
La tecnologia a idrogetto permette il taglio
di tutti i materiali che il taglio a laser non
sarebbe in grado di effettuare senza
danneggiarli (gomma, sughero, pelle, cuoio,
materiali espansi, plastica, legno, fibre di
carbonio, ecc.) fino a spessori di 350 mm.
Altri materiali lavorabili sono: titanio,
ottone, rame, acciaio inossidabile, alluminio,
vetro, marmo, ceramica, ecc.
Sotto il pezzo in lavorazione è posta una
vasca di raccolta avente le seguenti funzioni:
- Raccolta del getto d’acqua
- Dissipazione dell’energia cinetica
- Raccolta del materiale asportato
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 23
Classe 5^ - Tecnologie mecc. di proc e prod. - UdA n° 2: Lavorazioni non convenzionali
Il taglio ad acqua si può considerare complementare al laser e non alternativo. Infatti il laser è
maggiormente utilizzato per il taglio di piccoli spessori, mentre il taglio ad acqua è più adatto per il
taglio di materiali aventi spessori maggiori.
Abrasivo
Aggiungendo sostanze abrasive all’acqua è possibile tagliare spessori maggiori o materiali più
duri con maggior velocità.
Gli abrasivi possono essere naturali (carburo di silicio SiC, quarzo, diamante …) o artificiali
(ottenuti per fusione o per reazione chimica).
L’abrasivo che solitamente si usa è una sabbia speciale di composizione almandina denominato
Garnet che proviene dall’Australia e dall’India. L’abrasivo Garnet ha due origini:
- sabbioso, che quindi si trova già in natura sotto forma di dune sabbiose
- roccioso, poi macinato nella granulometria richiesta.
La presenza dell’abrasivo si ripercuote sulla “vita” dell’ugello. La durata di un ugello in zaffiro è
di circa 100 ore, mentre quella di un ugello di diamante è di oltre 1 000 ore. Ma il costo dell’ugello
in diamante è di 10 ÷ 20 volte maggiore di quello in zaffiro o in rubino.
Anche la purezza dell’acqua influisce sulla vita dell’ugello: nel caso di acqua depurata, un ugello
in zaffiro può durare fino a 200 ore.
Applicazioni
È possibile tagliare forme in 2D di qualsiasi sagoma con precisioni di ± 0,1 [mm] con macchine
utensili a "3 assi" (x,y,z). Si possono inoltre utilizzare robot (5 o più assi) per tagliare materiali in
tridimensionale come per esempio caschi, interni auto, lavorazioni speciali nel campo
dell’aeronautica ecc.
I nomi delle 2 977 vittime degli attentati dell’11 settembre 2001 e quelli delle 6 vittime
dell’attentato al Trade Center del 1993, sono stati incisi sui pannelli di bronzo del 9/11 Memorial
mediante la tecnica del taglio ad acqua, utilizzando getti con pressione di 4 000 bar.
Svantaggi
-
Nel caso di taglio di piccoli spessori, la velocità di taglio (≈ 500 mm/min) è più bassa
rispetto a quella del laser (≈ 2 000 mm/min) o del plasma;
Il processo è rumorosa a causa della velocità supersonica del getto;
L’impianto è più costoso rispetto al laser e al plasma;
I costi di manutenzione sono elevati a causa della sostituzione dell’ugello usurato
dall’abrasivo;
Costi di smaltimento dell’abrasivo.
Tecnologie mecc. di proc. e prod. - Appunti dalle lezioni del prof. Di Cara Nicola - ITIS “Galilei” – Conegliano - Pag. 24