POLITECNICO DI MILANO
Facoltà di Ingegneria
Corso di Laurea Specialistica in Ingegneria Meccanica
Analisi vibrazionale e monitoraggio di un Banbury per la miscelazione della
gomma da pneumatico
Relatore:
Ch.mo Prof. Quirico SEMERARO
Correlatori:
Ch.mo Prof. Paolo PENNACCHI
Ing. Davide Abramo CONTI
Tesi di Laurea di:
Marco Lorenzo PUTIGNANO
Anno Accademico 2014 – 2015
Matr.819386
INDICE
ABSTRACT ......................................................................................................................... 1
INTRODUZIONE ............................................................................................................... 3
1.
IL CASO PIRELLI ................................................................................................... 7
1.1
1.2
1.3
1.4
2.
PIRELLI TYRE S.P.A.......................................................................................................................... 7
STRUTTURA DI UNO PNEUMATICO ............................................................................................. 10
IL PROCESSO DI PRODUZIONE DI UNO PNEUMATICO ............................................................... 13
IL BANBURY: IL PROCESSO DI MESCOLAZIONE DELLA GOMMA ............................................. 16
SISTEMA DI ACQUISIZIONE ............................................................................ 19
2.1
2.2
ACCELEROMETRI MEMS ............................................................................................................... 19
CENTRALINA DI ACQUISIZIONE DEI DATI E SOFTWARE DI DIAGNOSI ................................... 25
3.
BACKGROUND: L’ANALISI DELLE VIBRAZIONI NEL MONDO
DELL’INDUSTRIA .......................................................................................................... 26
3.1 CONDITION BASED MAINTENANCE ............................................................................................ 27
3.1.1
Data acquisition ...................................................................................................................... 28
3.1.2
Data processing ....................................................................................................................... 30
3.1.3
Maintenance decision-making ......................................................................................... 33
3.1.3.1
3.1.3.2
Diagnostica delle macchine ......................................................................................................................... 33
Prognostica delle macchine ......................................................................................................................... 34
3.2 L’ANALISI VIBRAZIONALE DI UN GEARBOX ............................................................................... 35
3.2.1
Le difettosità tipiche di un gearbox ............................................................................... 37
3.2.2
Cause di guasto nei cuscinetti a elementi volventi.................................................. 50
3.2.3
Diagnostica dei cuscinetti................................................................................................... 57
I
INDICE
II
4.
DEFINIZIONI DELLE REGIONI DI CONTROLLO PER IL
GEARBOX ......................................................................................................................... 61
4.1 LA CAMPAGNA SPERIMENTALE .................................................................................................. 61
4.2 PRE-PROCESSING DEI DATI ......................................................................................................... 63
4.3 ANALISI DEI DATI.......................................................................................................................... 66
4.3.1
Correlazione media rms-deviazione standard rms ................................................ 66
4.3.2
Plot esplorativi ......................................................................................................................... 67
4.3.3
Scatterplot ................................................................................................................................. 72
4.4 ANALISI DELLA VARIANZA........................................................................................................... 74
4.5 COSTRUZIONE DELLE CARTE DI CONTROLLO ........................................................................... 83
4.5.1
Definizione dei cluster .......................................................................................................... 83
5
CONCLUSIONI E SVILUPPI FUTURI .............................................................. 93
BIBLIOGRAFIA ............................................................................................................... 96
APPENDICE A ................................................................................................................. 98
ELABORAZIONE DEI DATI ................................................................................................................ 98
A.0.1 Analisi dei residui .......................................................................................................................... 98
A.0.2 Serie storiche dei segnali......................................................................................................... 100
A.0.3 Scatterplot – Regioni di controllo applicate ai cluster ............................................. 102
Elenco delle figure
Figura 1.1-Lo stabilimento Pirelli alla bicocca, 1922 .................................................................... 8
Figura1.2-Componenti di uno pneumatico .....................................................................................11
Figura 1.3-Come nasce uno pneumatico ..........................................................................................15
Figura 1.4-Schema del processo di mescolazione della gomma .............................................18
Figura 2.1-Dimensioni della componentistica di un accelerometro MEMS .......................20
Figura 2.2-Principio di funzionamento di un accelerometro MEMS.....................................21
Figura 2.3-Accelerometro mems utilizzato per la campagna sperimentale ......................21
Figura 2.4-Scelta dei punti di posizionamento ..............................................................................23
Figura 2.5-Centralina di acquisizione per la raccolta dei dati utiulizzata per la
campagna sperimentale ..........................................................................................................................25
Figura 3.1-Il gearbox.................................................................................................................................36
Figura 3.2-Difetti tipici di un riduttore ad ingranaggi ................................................................38
Figura 3.3-Posizione dei picchi sullo spettro..................................................................................39
Figura 3.4-Ingranaggi ...............................................................................................................................40
Figura 3.5-Rapporto di trasmissione reale......................................................................................41
Figura 3.6-Errore di trasmissione .......................................................................................................41
Figura 3.7-Sbilanciamento(sinistra) e disallineamento(destra) ............................................45
Figura 3.8-Sbilanciamento rotore / Disallineamento albero ...................................................46
Figura 3.9-Fenomeno di risonanza .....................................................................................................47
Figura 3.10-Fenomeno di modulazione ............................................................................................49
Figura 3.11-Bande laterali di modulazione .....................................................................................50
Figura 3.12-Geometria di un cuscinetto ...........................................................................................50
Figura 3.13-Stadi successivi della sfaldatura .................................................................................52
Figura 3.14-Usura(sinistra) e dentellatura(destra) della guida di un anello esterno di
un cuscinetto causata da particelle abrasive ..................................................................................53
Figura 3.15-Surface distress di un elemento volvente(sinistra) e scalfiture di un
anello(destra) ..............................................................................................................................................54
Figura 3.16-Corrosione dell’anello .....................................................................................................54
Figura 3.17- “Fluting” provocato dal passaggio di corrente elettrica negli anelli esterni
............................................................................................................................................................................55
Figura 3.18-Sfaldatura dovuta ad errato montaggio ...................................................................56
Figura 3.19-Incisioni e scalfiture dovute a sovraccarico ...........................................................56
Figura 3.20-Caratterizzazione geometrico-cinematica di un cuscinetto ............................58
III
ELENCO DELLE FIGURE
IV
Figura 4.1-Posizione e numerazione degli accelerometri sul riduttore ..............................62
Figura 4.2-Numerosità di ciascuna ricetta.......................................................................................63
Figura 4.3-Serie storica singola campagna temporale segnale 9, ricetta D .......................64
Figura 4.4-Taglio dei dati per la singola campagna temporale segnale 9, ricetta D .......65
Figura 4.5-Scatterplot valore RMS vs deviazione standard, segnale 4 ................................66
Figura 4.6-Valore RMS, albero veloce in ingresso ........................................................................68
Figura 4.7-Valore RMS, alberi intermedi di riduzione ................................................................69
Figura 4.8-Valore rms, primo albero di uscita ...............................................................................70
Figura 4.9-Valore RMS, secondo albero di uscita..........................................................................71
Figura 4.10-Scatterplot dei 12 segnali, ricetta D, data-set dopo la pulizia.........................73
Figura 4.11-Scatterplot valore medio RMS9 vs valore medio RMS2 ......................................75
Figura 4.12-Individual value plot del valore medio RMS rispetto a segnale, ricetta e
campagna temporale per il modello ridotto ...................................................................................76
Figura 4.13-Main effect plot del valore medio RMS rispetto a segnale, ricetta e
campagna temporale per il modello ridotto ...................................................................................77
Figura 4.14-Interaction plot del valore medio RMS rispetto a segnale, ricetta e
campagna temporale per il modello ridotto ...................................................................................77
Figura 4.15-Scatterplot RMS2 vs RMS4 per tutte le osservazioni del data-set ..................86
Figura 4.16-Scatterplot RMS2 vs RMS4 per la media RMS .........................................................87
Figura 4.17-Scatterplot RMS1 vs RMS2 per tutte le osservazioni del data-set ..................88
Figura 4.18-Scatterplot RMS1 vs RMS2 ..............................................................................................88
Figura 4.19-Control chart I gruppo.....................................................................................................90
Figura 4.20-Control chart II gruppo ...................................................................................................91
Figura 4.21-Control chart III gruppo .................................................................................................92
Figura A.1-Scatterplot SRES vs FITS; valore medio RMS ...........................................................98
Figura A.2-Probability plot dei residui con il modello ridotto ................................................98
Figura A.3-Test di autocorrelazione sui residui con il modello ridotto...............................99
Figura A.4-Serie storica ricetta A, ricetta E .................................................................................. 100
Figura A.5-Serie storica ricetta G, ricetta H .................................................................................. 100
Figura A.6-Serie storica ricetta K, ricetta M ................................................................................. 101
Figura A.7-Serie storica ricetta N, ricetta U .................................................................................. 101
Figura A.8-Scatterplot RMS2 vs RMS12 ............................................................................................ 102
Figura A.9-Scatterplot RMS4 vs RMS12 ............................................................................................ 103
ABSTRACT
Una problematica fondamentale nella manutenzione dei macchinari industriali
è la definizione di strumenti e metodi adeguati per garantire la più lunga vita
possibile della macchina. In questa ottica si inserisce l’analisi vibrazionale.
In particolare il presente lavoro di tesi si inserisce nel contesto di un progetto
pilota presso il Nuovo Polo Tecnologico Italiano di Settimo Torinese per
l’azienda Pirelli Tyre S.p.a che ha lo scopo di determinare la regione di
controllo del sistema riduttore-motore di un Banbury (nome che identifica la
linea dedicata alla produzione di differenti tipi di mescole all’inizio del
processo di lavorazione dello pneumatico). L’obiettivo del lavoro consiste nella
caratterizzazione sperimentale attraverso analisi vibrazionale, delle condizioni
di buon funzionamento del sistema riduttore-motore.
La conoscenza delle condizioni di buon funzionamento rappresenta il primo
passo nella progettazione di un sistema di monitoraggio in grado di segnalare
con sufficiente anticipo eventuali guasti.
Tale analisi deve far fronte a diverse sfide, prima fra tutte la difficoltà di dover
trattare correttamente le diverse condizioni operative del sistema. Infatti il
mescolatore opera secondo cicli continui molto differenti a seconda della
mescola che si vuole ottenere e con un numero di giri e coppia estremamente
variabili nel corso del tempo.
Il lavoro di tesi si è articolato in due fasi: una prima fase di definizione del
problema e del caso specifico Pirelli, seguita da una esplorazione volta ad
inquadrare il contesto al’interno del quale si sviluppa il lavoro di tesi ed una
seconda che riporta soluzione, analisi e risultati ottenuti.
La soluzione proposta si basa sull’installazione di dodici accelerometri fissi e
quattro centraline di acquisizione dei dati.
Tramite la strumentazione sono stati acquisiti i dati relativi al valore di
vibrazione RMS (root mean square) del riduttore proveniente dai sensori
installati in differenti posizioni.
1
ABSTRACT
2
L’analisi dei segnali ha permesso la caratterizzazione della macchina in
presenza di diverse mescole, la correlazione presente tra segnali da sensori
installati in diversi punti del sistema e di stimare le regioni di controllo che
possono essere usate per il monitoraggio continuo dell’impianto.
INTRODUZIONE
La sempre maggiore disponibilità di sensori e strumenti di monitoraggio a
basso costo e poco instrusivi permette di sviluppare nuovi strumenti e nuove
strategie per il controllo del processo e dei sistemi produttivi.
Il presente lavoro di tesi si inserisce nel contesto del monitoraggio in linea di
macchinari per la produzione di gomma da pneumatico, presso gli stabilimenti
dell'azienda Pirelli Tyre S.p.A.
Nel seguente lavoro si tratta l’analisi delle vibrazioni applicata al caso del
riduttore di una linea Banbury all’interno del Nuovo Polo Tecnologico Italiano
di Settimo Torinese.
La linea Banbury è costituita da una serie di macchinari, posti all’origine del
processo di produzione dello pneumatico, che si occupano della mescolazione
della gomma allo scopo di ottenere differenti tipi di mescole, che saranno la
base per le lavorazioni successive, al fine di ottenere le differenti componenti
di uno pneumatico.
La macchina più critica ed interessante della linea è definita Mixer (o
mescolatore chiuso), costituita da due rotori controrotanti e preposta alla vera
e propria mescolazione delle materie prime.
All’interno del mescolatore vengono inviate, oltre a queste (gomma naturale e
sintetica), delle cariche rinforzanti (nerofumo e silice) e dei plastificanti. La
somma di questi componenti costituisce circa il 90% delle mescole, il restante
10% circa è costituito da altri componenti con specifiche funzioni quali, per
esempio, agenti acceleranti, antiossidanti, vulcanizzanti ecc. I plastificanti, il
nerofumo e la silice sono stoccati in silos dedicati e inviati al mescolatore
all’interno del quale avviene la prima lavorazione della mescola. Questa viene
quindi scaricata su un mescolatore aperto composto da due grossi cilindri, al
fine di completarne la mescolazione e ottimizzarne la dispersione. A seguire, la
foglia di mescola viene immersa in una vasca per il raffreddamento.
3
INTRODUZIONE
4
Il processo che avviene all’interno del mescolatore è particolarmente critico
perchè è un processo discontinuo e lavora a condizioni operative
estremamente variabili (soprattutto coppia e numero di giri).
E’, inoltre, uno dei più importanti dal momento che in base alla sua buona
riuscita dipendono tutte le successive operazioni che porteranno alla
realizzazione dello pneumatico.
L’elemento più soggetto a guasti è il riduttore del mescolatore, in conseguenza
delle condizioni particolarmente stressanti cui è sottoposto quotidianamente.
Nasce, quindi, un progetto pilota il cui scopo è conoscere il reale stato di salute
della macchina, attraverso un sistema di monitoraggio in continuo della linea.
Il problema è particolarmente sfidante poichè è la prima volta che si affronta la
tematica delle vibrazioni da questo punto di vista in Pirelli, tanto è vero che,
fino ad ora, le misurazioni sono state effettuate con strumentazione portatile a
scadenze fissate, senza avere la possibilità di verificare in maniera costante la
condizione effettiva di salute della macchina.
Questo progetto ha lo scopo finale di mettere a punto un metodo valido ed
affidabile per raccogliere informazioni sulla macchina, tracciare una regione di
controllo per il riduttore ed utilizzare questo dato come riferimento per
identificare eventuali anomalie su riduttori simili, presenti all’interno del
gruppo Pirelli. In questo modo potranno essere adottate eventuali
contromisure atte ad allungare la vita del riduttore; si potranno, inoltre,
utilizzare le soglie delle regioni di controllo come riferimento per i riduttori
della restante linee Banbury della fabbrica ed, eventualmente, estendere tale
sistema alle fabbriche Pirelli nel mondo.
Per perseguire tale obiettivo, innanzitutto, si è scelto il sistema di
monitoraggio, considerando sia l’aspetto tecnico che quello economico,
acquistando sul mercato quello che garantisse l’acquisizione, l’analisi e
l’interpretazione coerente dei dati.
La soluzione finale proposta è stata quella di strumentare con dodici
accelerometri fissi e quattro centraline di acquisizione il riduttore in esame.
Attraverso la strumentazione sono stati acquisiti i dati relativi al valore di
velocità di vibrazione RMS (root mean square, espresso in mm/s) del riduttore,
proveniente dai sensori installati in differenti posizioni.
INTRODUZIONE
5
Questi hanno permesso di caratterizzare la macchina in presenza di mescole
differenti, di analizzare la correlazione tra i diversi segnali e di stimare le
regioni di controllo, che potranno essere utilizzate per il monitoraggio in
continuo dell’impianto.
Per stimare le regioni di controllo si è tenuto in considerazione il fatto che il
processo di mescolazione della gomma è un processo il cui buon
funzionamento è misura di modi operativi differenti.
Avendo a disposizione segnali con distribuzioni diverse, provenienti da
differenti zone del riduttore contemporanemente, la tesi propone di applicare
delle carte di controllo multivariate (carta di controllo T2).
Ecco nel dettaglio come è strutturata la tesi:
Il capitolo 1 introduce al lettore il caso Pirelli che si tratterà nel corso delle
seguenti pagine. Prima viene esposto il contesto industriale presentando una
breve storia dell’azienda; successivamente viene esposto nei dettagli la
composizione di uno pneumatico e il processo di produzione dello stesso,
concentrandosi sulla mescolazione della gomma e mostrando le particolarità
da tenere in considerazione durante le analisi dei dati.
Nel capitolo 2 sono riportate le caratteristiche del sistema di acquisizione,
descrivendo la strumentazione utilizzata e le motivazioni che hanno portato a
questa scelta.
Nel capitolo 3 si mette in luce la tematica delle vibrazioni relativa alle
macchine con organi rotanti, all’interno del quale il lavoro di tesi è inserito. Si
approfondiscono gli strumenti più diffusi per la manutenzione dei macchinari
industriali, focalizzandosi sul concetto di Condition Based Maintenance (CBM)
e dedicando particolare attenzione al modo di procedere per l’acquisizione e
l’elaborazione dei dati.
Si espongono, in seguito, le problematiche relative all’ analisi vibrazionale
relative ad un gearbox, analizzando i principali difetti connessi al suo
funzionamento e trattando, in particolare, i casi di errori dovuti ad
ingranamento e cuscinetti volventi.
Il capitolo 4 è dedicato alla descrizione delle analisi che hanno portato alla
definizione di una control chart per il riduttore del Banbury, partendo dalla
INTRODUZIONE
6
campagna sperimentale e proseguendo con le elaborazioni svolte per
modellare in maniera corretta i valori di vibrazione provenienti dai sensori
disposti in punti diversi del riduttore. Sono esposte, infine, le regioni di
controllo identificate per la macchina.
In ultimo, il capitolo 5 riporta le conclusioni relative al lavoro di tesi svolto e
riflette su possibili sviluppi futuri che il progetto potrà avere all’interno
dell’azienda Pirelli Tyre S.p.A.
1. IL CASO PIRELLI
In questo primo capitolo, dopo una breve introduzione sull’azienda si spiegano
quali sono le caratteristiche del processo produttivo, focalizzandosi sul
processo di mescolazione della gomma.
I dati che si analizzano sono relativi al valore di vibrazione RMS (root mean
square) proveniente dal riduttore del mescolatore della gomma, pertanto è
fondamentale conoscere bene il processo e quali sono le particolarità del
macchinario su cui si effettuano delle misurazioni per interpretare in maniera
corretta le elaborazioni eseguite nel seguito del lavoro di tesi.
1.1
PIRELLI TYRE S.P.A
La "Pirelli & C." fu fondata a Milano nel 1872 dall'ingegnere Giovanni Battista
Pirelli, allo scopo di produrre "articoli tecnici" di caucciù vulcanizzato.
Sostanzialmente si trattava di tele gommate, cinghie di trasmissione, manicotti
e raccorderie in gomma.
Immediatamente venne avviata la costruzione del primo opificio, nell'area
adiacente via Ponte Seveso, poi rinominata via Fabio Filzi, ove oggi sorge il
"Pirellone". La struttura era costituita da due fabbricati a due piani di diversa
dimensione: quello più grande adibito alla lavorazione e l'altro per negozio,
uffici e servizi. L'originaria dotazione di macchinari consisteva in depuratore,
masticatore, mescolatore e calandra, costruiti in Francia, oltre a caldaie di
vulcanizzazione di costruzione italiana. La produzione iniziò nel giugno 1873.
Data l'estrema duttilità del materiale, con l'entrata in società dell'esperto
commerciante Francesco Casassa, furono previsti vari impieghi e la gamma
produttiva fu ampliata con altre applicazioni, come cavi telegrafici
sottomarini, giocattoli, tappeti, impermeabili, materiale per sale chirurgiche e
imbottiture anatomiche da applicare a reggiseni e culotte.
All'inizio degli anni Novanta del XIX secolo, dopo l'invenzione
dello pneumatico per bicicletta, la Pirelli sfruttò immediatamente il knowhow acquisito nella produzione di manicotti in tela gommata per sperimentare
quel nuovo tipo di manufatto, in collaborazione alla Bianchi, e realizzarlo per il
mercato.
7
1.1 Pirelli tyre S.p.a
8
Terminata la primigenia fase della "produzione di sviluppo", nel 1897 fu
brevettato lo pneumatico per bicicletta tipo "Flexus". Due anni dopo la Pirelli
pose in vendita i suoi primi pneumatici per veicoli a motore, in questo caso
per motocicletta, seguiti nel 1901 da quelli per autovettura. Il primo treno di
pneumatici sperimentali per automobile fu realizzato dalla Pirelli nel 1900, su
commissione della Prinetti & Stucchi, per equipaggiare un loro prototipo
di quadriciclo quadrimotore, progettato da Ettore Bugatti.
A partire dal 1899, tutti gli pneumatici Pirelli furono contrassegnati con il logo
in rilievo, rappresentante una stella a cinque punte iscritta in un cerchio e, per
questo motivo, furono a lungo popolarmente chiamati "pneumatici marca
stella".
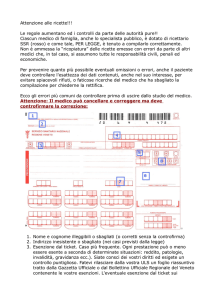
FIGURA 1.1-LO STABILIMENTO PIRELLI ALLA BICOCCA, 1922
La produzione di questi articoli, per l'epoca tecnologicamente avanzatissimi,
riscosse un grande successo di vendite, tanto da costringere l'azienda a
costruire un nuovo stabilimento in zona Bicocca e trasferirvi, nel 1906, buona
parte della produzione. Nel 1918 viene acquistato anche il villino della Bicocca
degli Arcimboldi, utilizzata dapprima come sede del museo della gomma e
1.1 Pirelli tyre S.p.a
9
scuola materna, successivamente come sede di rappresentanza dell'azienda
stessa.
Nel 1907 arriva la prima affermazione sportiva di grande rilievo, con la Itala
35/45 HP, nel raid Pechino-Parigi. All'inizio del Novecento, inoltre, inizia
l'espansione internazionale, prima in Spagna (1902), poi anche in Gran
Bretagna (1914) e in Argentina (1919).
Negli anni venti ha inizio la presenza nelle gare automobilistiche, che è
proseguita fino ai giorni nostri e che ha visto numerose vittorie di gran premi
di Formula 1, Rally, Superbike e nella Mille Miglia.
Nel settore pneumatici, è da ricordare l'introduzione, agli inizi degli anni
cinquanta, del radiale Cinturato (riproposto recentemente in versione
supertecnologica ed eco-compatibile), e negli anni ottanta quella dello
pneumatico ribassato. Il nuovo millennio vede un'altra rivoluzione: la
realizzazione, nel 2000, del processo produttivo MIRS (Modular Integrated
Robotized System) per la fabbricazione automatizzata di pneumatici ad alte
prestazioni. Nel 2002 entra in funzione la futuristica sala mescole
automatizzata CCM (Continuous Compound Mixing). Nel comparto dei cavi, le
principali tappe tecnologiche arrivarono nel 1927, con la produzione del primo
cavo con isolamento in olio, e negli anni ottanta con la realizzazione dei cavi
a fibre ottiche.
Negli anni settanta il gruppo diede vita a una fusione con la britannica Dunlop,
e nel 1986 tentò invano di acquistare la tedesca Continental. Fallite le due
operazioni, nel 1992, Marco Tronchetti Provera succede a Leopoldo Pirelli alla
guida del gruppo, posizione che mantiene anche in seguito ai cambi
d'azionariato che interesseranno l'azienda.
Attualmente Pirelli è tra i principali produttori mondiali di pneumatici con un
posizionamento distintivo sull’alto di gamma, pneumatici Premium ad elevato
contenuto tecnologico. Attraverso partnership con le migliori case auto
Prestige e Premium, Pirelli dispone di un portafoglio di oltre 1.200 pneumatici.
Presente in 13 paesi con 19 stabilimenti, Pirelli produce pneumatici per auto,
moto, autocarro, autobus e macchine agricole; il gruppo ha un’ampia presenza
commerciale (oltre 160 paesi) equamente distribuita tra mercati maturi ed
emergenti.
1.2 Struttura di uno pneumatico
10
Pirelli si distingue per una lunga tradizione industriale da sempre coniugata
con capacità di innovazione, qualità del prodotto e forza del brand. Una forza
ulteriormente valorizzata attraverso la Formula 1™, di cui Pirelli è fornitore
esclusivo per il triennio 2014-2016, esteso poi fino al 2018.
In linea con la strategia 'green performance', la ricerca e sviluppo Pirelli opera
con una costante e crescente attenzione a prodotti e servizi a elevata qualità e
tecnologia e basso impatto ambientale.
1.2
STRUTTURA DI UNO PNEUMATICO
In questa sezione si spiega brevemente la struttura dello pneumatico: Questo è
costituito da diverse parti che possono essere riassunte in:
Battistrada: è l'elemento a contatto con l'asfalto, assicura la trazione del
mezzo, resiste all'usura e protegge la carcassa, viene prodotto con
la gomma (in passato naturale, ora sintetica, per trasmettere e ricevere
gli attriti radenti e volventi che si generano con il movimento).
Pacco cintura o cinture e cintura radiale: strati multipli di corde o fili
d'acciaio (materiale più usato), nylon, poliestere o rayon (in disuso)
interposte tra la carcassa e il battistrada, che aumentano la resistenza dello
pneumatico, stabilizzano il battistrada garantendo protezione contro urti e
forature e garantendo una migliore distribuzione delle forze sull'impronta
laterale del battistrada e quindi anche una maggiore impronta a terra,
questi fili sono disposti nella cintura con un'angolazione ridotta di 15-25° e
incrociati tra loro, oppure sono disposti con un'angolazione di 0° rispetto
alla mediana dello pneumatico ed eventualmente presentano anche altre
cinture a diverse angolazioni per la distribuzione delle forze, in
quest'ultimo caso il pacco cintura può essere sostituito da una "cintura
radiale" caratterizzata da un filo metallico o da tanti fili senza giunture
disposti
sempre
a
0°.
Questo elemento non è usato su tutti gli pneumatici con carcassa a tele
incrociate, i quali se provvisti di queste cinture prendono il nome di
cinturato, ma è una consuetudine per quelli con una carcassa a tele radiali.
1.2 Struttura di uno pneumatico
11
Fianco dello pneumatico o spalla: protegge le tele dagli agenti atmosferici e
chimici e inoltre si oppone alla flessione a cui è sottoposto durante
l'impiego.
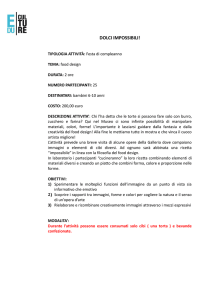
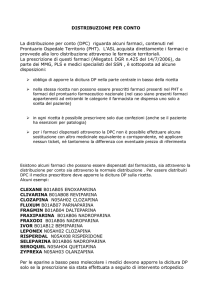
Pneumatico radiale:
1: Battistrada
2: Bordo del battistrada
3: Carcassa
4: Fianco dello pneumatico o Spalla
5: Pacco cintura
6: Rinforzi laterali del pacco cintura
7: Cerchietti
8: Tallone
FIGURA1.2-COMPONENTI DI UNO PNEUMATICO
Carcassa o tela: consente la trasmissione di tutte le forze di carico tra la
ruota e il terreno come quelle che si sprigionano durante la frenata e nelle
manovre di sterzatura, inoltre garantisce la resistenza alla pressione di
gonfiaggio e successivamente di esercizio durante tutte le manovre. Questo
elemento è composto principalmente da fili di Nylon affiancati (tela) che
possono essere di diverso spessore e conferire una maggiore resistenza o
scorrevolezza, infatti con l'aumento della sezione dei fili e di conseguenza
una loro diminuzione di fili per pollice si aumenta la resistenza e rigidezza
della carcassa ma diminuendone la scorrevolezza.
1.2 Struttura di uno pneumatico
Diagonale o a tele incrociate o bias: le tele si estendono in diagonale da
un tallone all'altro dello pneumatico formando un angolo di 30-40° con
la linea mediana dello pneumatico stesso, dove ogni tela o strato
successivo di filo va in direzione opposta e quindi incrociandosi.
Cinturato o bias belted: si tratta di una carcassa diagonale provvista del
pacco cintura, la quale conferisce caratteristiche analoghe ai
pneumatici radiali.
Radiali: le tele si estendono da un tallone all'altro con un angolo di 90°
con l'asse mediano dello pneumatico.
Nervatura fascio o cerchietti: sono fasce d'acciaio poste nel tallone,
accomodano lo pneumatico sul cerchione e lo mantengono in posizione,
evitando un suo eventuale sfilamento.
Riempimento: generalmente è costituito da gomma ed è posto nella zona
del tallone e del fianco per consentire un passaggio graduale dalla zona
rigida del tallone a quella flessibile del fianco.
Rivestimento interno: strato di gomma inserito all'interno degli pneumatici
tubeless, studiato appositamente per evitare perdite d'aria.
Tallone o incavo del tallone: strato di tela gommata che impedisce l'usura
provocata dallo sfregamento del tallone contro il bordo del cerchio e che
garantisce l'attrito necessario per evitarne la rotazione sullo stesso.
12
1.3 Il processo di produzione di uno pneumatico
1.3
13
IL PROCESSO DI PRODUZIONE DI UNO
PNEUMATICO
Prima di approfondire le performance di processo, sono qui descritte le fasi
produttive che portano alla realizzazione di uno pneumatico. Due le fasi
principali:
realizzazione delle mescole in gomma utilizzate per le varie componenti
dello pneumatico: battistrada, fianchi, liner, riempimento tallone ecc.;
costruzione della struttura di base, un vero e proprio “tessuto”
gommato, che supporta tutti i componenti.
La parte gommosa dello pneumatico (battistrada, fianchi e tele) è una
particolare miscela, più nota con la dizione “mescola”, composta per lo più da
gomma (sia naturale sia sintetica), da cariche rinforzanti (principalmente
nerofumo e silice) e da plastificanti. La somma di questi componenti costituisce
circa il 90% delle mescole, il restante 10% circa è costituito da altri
componenti con specifiche funzioni quali, per esempio, agenti acceleranti,
antiossidanti, vulcanizzanti ecc. I plastificanti, il nerofumo e la silice sono
stoccati in silos dedicati e inviati a un mescolatore chiuso (banbury), all’interno
del quale avviene la prima lavorazione della mescola. Un computer controlla e
gestisce le quantità degli ingredienti provenienti dai silos. Gli ingredienti di
minor peso vengono invece predosati con opportuni sistemi di controllo. In
una seconda fase di mescolazione sono inseriti altri particolari ingredienti,
quali vulcanizzanti e acceleranti. La mescola viene quindi scaricata su un
mescolatore aperto composto da due grossi cilindri, al fine di completarne la
mescolazione e ottimizzarne la dispersione. A seguire, la foglia di mescola
viene immersa in una vasca (batchoff) per il raffreddamento.
La mescola pronta è destinata al battistrada e/o agli altri componenti dello
pneumatico; essa passa nella successiva fase di trafilatura o di calandratura e
assume la forma adeguata alle successive operazioni. Il cuore della struttura
1.3 Il processo di produzione di uno pneumatico
14
dello pneumatico è rappresentato dalle tele, che sono formate essenzialmente
da fili longitudinali (trama) e possono essere di vari materiali.
Le tele vengono quindi tagliate con un certo angolo rispetto alla direzione
longitudinale (di marcia, di rotolamento o della trama). Altre parti
fondamentali dello pneumatico sono il battistrada e il tallone.
Il primo garantisce prestazioni importantissime quali, per esempio, la frenata
su asciutto e bagnato. Il secondo coincide con la zona vicina al cerchio
metallico; la base del tallone è costituita dal cerchietto, che fornisce rigidità alla
zona a contatto con il cerchio ed è composto a sua volta da una serie di fili
d’acciaio. Per arrivare ad avere uno pneumatico finito, si deve eseguire un vero
e proprio assemblaggio (confezione) dei semilavorati prodotti, ovvero dei
componenti sinora descritti (battistrada, talloni, tessuti gommati, fianchi ecc.),
effettuato mediante apparecchiature confezionatrici. Lo pneumatico così
ottenuto (denominato “crudo”) è inviato alla successiva fase di
vulcanizzazione, vera e propria reazione chimica condotta in fase solida. Dopo
il raffreddamento, lo pneumatico vulcanizzato viene innanzitutto sottoposto a
sbavatura per togliere eventuali imperfezioni che ne alterino l’aspetto; si
procede quindi a un’ispezione visiva sia interna sia esterna, per gli pneumatici
Truck seguita anche da un controllo ai raggi X in apposite aree schermate. Gli
pneumatici vengono quindi controllati per uniformità e bilanciatura.
1.3 Il processo di produzione di uno pneumatico
FIGURA 1.3-COME NASCE UNO PNEUMATICO
15
1.4 Il Banbury: il processo di mescolazione della gomma
1.4
16
IL BANBURY: IL PROCESSO DI MESCOLAZIONE
DELLA GOMMA
Nel paragrafo precedente è stato spiegato il processo di produzione dello
pneumatico; in questo invece ci si concentra sulla mescolazione della gomma e
sulla linea Banbury, che si occupa proprio di questa fase. Si è visto che la parte
gommosa dello pneumatico (battistrada, fianchi e tele) è una particolare
miscela, più nota con la dizione “mescola”, composta per lo più da gomma (sia
naturale sia sintetica), da cariche rinforzanti (principalmente nerofumo e
silice) e da plastificanti. La somma di questi componenti costituisce circa il
90% delle mescole, il restante 10% circa è costituito da altri componenti con
specifiche funzioni quali, per esempio, agenti acceleranti, antiossidanti,
vulcanizzanti ecc. I plastificanti, il nerofumo e la silice sono stoccati in silos
dedicati e inviati al Banbury all’interno del quale avviene la prima lavorazione
della mescola. La mescola viene quindi scaricata su un mescolatore aperto
composto da due grossi cilindri, al fine di completarne la mescolazione e
ottimizzarne la dispersione. A seguire, la foglia di mescola viene immersa in
una vasca (batchoff) per il raffreddamento.
La mescola ottenuta sarà inviata nel reparto dei semilavorati ed è dunque la
base per ottenere le restanti componenti dello pneumatico.
La linea Banbury è costituita dunque da una serie di macchinari ma quello
principale è un mixer (o mescolatore chiuso) la cui funzione è quella di
mescolare quantità differenti di gomma naturale, sintetica, cariche rinforzanti
e plastificanti di vario tipo per ottenere diverse tipologie di mescole. Il
macchinario che prendiamo in considerazione lavora diverse ricette, e
ciascuna di queste è ripetuta ad intervalli temporali differenti e composta da
diversi batch di produzione.
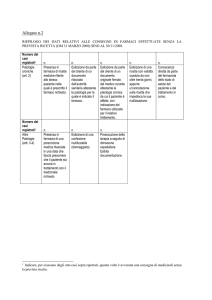
Questa macchina lavora a differenti condizioni operative e ogni ciclo di
lavorazione è costituito da molte fasi, le cui principali possono essere
considerate le seguenti (riportate anche nella figura 1.4):
1.4 Il Banbury: il processo di mescolazione della gomma
17
Inizialmente la materia prima (gomma naturale e/o sintetica) viene
tagliata e insieme alle cariche rinforzanti viene posizionata su un nastro
pesato finché non si è raggiunta la composizione desiderata per la
ricetta.
Una volta che il materiale ha raggiunto la quantità prevista viene
trasportata su un secondo nastro dove attende che il ciclo precedente
abbia finito e attende il comando dell’operatore per entrare nel
mescolatore ed iniziare la lavorazione.
Quando è il momento di iniziare la lavorazione si apre una porta che
permette al materiale di essere inglobato all’interno del macchinario
che tramite due rotori controrotanti e un peso pressatore inizia la vera
e propria fase di lavorazione nella quale le molecole della gomma
vengono decomposte e si cerca di ottenere una mescola omogenea.
Per mescolare nella miglior maniera possibile gomma e additivi si
ricorre a un pistone idraulico che viene mosso dall’alto e rimane in
posizione abbassata per tenere spinta la gomma contro i rotori e
permettere una mescolazione più omogenea.
Infine quando è terminato il tempo ciclo previsto per la lavorazione si
apre una porta posizionata nella parte inferiore del macchinario (che
fino a quel momento era stata chiusa) e l’impasto viene scaricato su un
nastro posto sotto questa porta. A questo punto la mescola viene
lavorata da un mescolatore aperto, successivamente raffreddata e
impilata sotto forma di fogliati su dei bancali per poi poter essere
inviata al reparto dei semilavorati dove si otterranno le varie
componenti che costituiscono uno pneumatico.
1.4 Il Banbury: il processo di mescolazione della gomma
18
PESATURA e ATTESA
SCARICO ALLA FASE
SUCCESSIVA
LAVORAZIONE DELLA GOMMA
TRA ROTORI CONTROROTANTI
FIGURA 1.4-SCHEMA DEL PROCESSO DI MESCOLAZIONE DELLA GOMMA
Questa spiegazione è fondamentale perché successivamente ci aiuterà a capire
ed interpretare i dati che si ottengono dalle analisi.
2. SISTEMA DI ACQUISIZIONE
2.1
ACCELEROMETRI MEMS
Le vibrazioni sui macchinari possono essere misurati con diversi sensori.
Nel lavoro di tesi lo strumento utilizzato sono gli accelerometri; in particolare
sono stati scelti quelli con tecnologia MEMS.
La sigla MEMS è l’acronimo di Micro Electro-Mechanical Systems e identifica
una categoria di dispositivi di varia natura (meccanici, elettrici ed elettronici)
integrati in forma altamente miniaturizzata su uno stesso substrato di silicio,
che coniugano le proprietà elettriche degli integrati a semiconduttore con
proprietà opto-meccaniche. La tecnologia MEMS è considerata una delle
innovazioni più promettenti del XXI secolo, capaci di rivoluzionare sia il mondo
industriale, sia quello dei prodotti di largo consumo. La miniaturizzazione dei
sensori costruiti utilizzando tale tecnologia, unita all’integrazione del circuito
necessario ad ottenere l’output di misura, ne ha consentito l’introduzione in
molteplici dispositivi (palmari, console di giochi, realtà virtuale, sistemi di
misura, sistemi di controllo di posizione utilizzati congiuntamente alla
tecnologia GPS, etc.) ove si vuole effettuare la misura di diverse grandezze
fisiche (accelerazioni, velocità, spostamenti, rotazioni, pressioni, etc.).
Questa tecnologia ha portato alla realizzazione di accelerometri MEMS in grado
di misurare lungo tre assi. Si basano principalmente sulla misura di variazioni
capacitive, indotte dalle accelerazioni cui il sensore è sottoposto. I processi di
microincisione permettono di realizzare condensatori costituiti da più
armature, che possono oscillare attorno ad una posizione di equilibrio,
provocando variazioni capacitive (alcuni schemi sono illustrati nella pagina
seguente). Tali variazioni sono dell’ordine di 10-18 ¸ 10-21 F e possono essere
rilevate proprio grazie alla tecnologia costruttiva dei MEMS che integra
l’elettronica all’interno del sensore.
19
2.1 Accelerometri mems
Questi sensori presentano molteplici caratteristiche favorevoli:
precisione e rapporto segnale rumore elevati;
ampia banda passante a partire da 0 Hz, sono dunque in grado di
misurare le accelerazioni statiche;
affidabilità;
consumi limitati;
produzione su larga scala e omogeneità della lavorazione;
miniaturizzazione.
FIGURA 2.1-DIMENSIONI DELLA COMPONENTISTICA DI UN ACCELEROMETRO MEMS
20
2.1 Accelerometri mems
FIGURA 2.2-PRINCIPIO DI FUNZIONAMENTO DI UN ACCELEROMETRO MEMS
FIGURA 2.3-ACCELEROMETRO MEMS UTILIZZATO PER LA CAMPAGNA SPERIMENTALE
21
2.1 Accelerometri mems
22
E’ importante sottolineare che la bontà di una misura di vibrazioni è
fortemente legata al tipo di attacco tra il sensore e il punto della macchina su
cui viene effettuato il rilievo. In generale più l’attacco è rigido e migliore è la
qualità della misura.
La questione è soprattutto legata alla frequenza della vibrazione che vogliamo
analizzare. Infatti mentre per l’analisi delle vibrazioni fino ad 1 kHz la tipologia
di attacco non incide molto, la cosa cambia completamente man mano che si
sale in frequenza.
Il problema si pone soprattutto quando si vogliano diagnosticare problemi
legati a cuscinetti e riduttori, proprio come nel caso in esame, che per loro
natura possono evidenziare sullo spettro picchi a frequenze elevate. In questo
caso se l’attacco non è sufficientemente rigido si rischia di leggere valori di
vibrazioni molto più bassi del loro valore reale.
Di norma, un guasto alla pista del cuscinetto non può essere rilevato tramite il
livello di vibrazioni a bassa frequenza finché il difetto non diventa piuttosto
grave. Questo succede perché quando gli elementi rotanti passano sull’area
danneggiata della pista, si crea un impulso d’urto che, in un primo momento,
può essere individuato solo nelle alte frequenze.
Per il momento non esiste uno standard accettato a livello internazionale, e
perciò attualmente si trovano in uso molte tabelle e diagrammi con valori
differenti.
Una caratteristica tipica di tutti i cuscinetti a rotolamento è che i loro valori
dipendono da vari fattori, quali: la velocità di rotolamento, lo smorzamento del
segnale, il carico e la lubrificazione del cuscinetto.
Questa è la ragione per cui è praticamente sempre necessario effettuare delle
misure di riferimento in buone condizioni o normalizzare le letture rispetto a
una buona condizione.
2.1 Accelerometri mems
23
FIGURA 2.4-SCELTA DEI PUNTI DI POSIZIONAMENTO
E’ sempre importante scegliere il giusto punto di misura, ove ci sia la miglior
trasmissione del segnale vibratorio.
Se è possibile, nel caso di un supporto di cuscinetto è conveniente misurare
nella parte inferiore del supporto, in tal modo incide sia il carico dinamico sia il
carico statico della macchina.
Fin tanto che la lubrificazione è in buono stato, le superfici della pista e della
sfera sono separate da uno strato di film lubrificante e quindi le vibrazioni
dovute al rotolamento delle sfere sulle piste sono molto basse.
Ma man mano che la lubrificazione si esaurisce le due superfici di metallo si
avvicinano aumentando in maniera costante le vibrazioni dovute al
rotolamento delle sfere (o rulli) sulle piste.
Ogni qualvolta un elemento rotante (sfera o rullo) passa sulla parte
danneggiata si avrà un micro impatto che genererà un’improvvisa vibrazione
“pulsante “. Talvolta si può effettuare una prima diagnosi sulla macchina senza
l’utilizzo dell’analisi in frequenza, ma andando a verificare eventuali variazioni
sui valori globali di vibrazione. E’ importante, in questo caso, verificare in
quale direzione si sia manifestata la maggiore variazione. L’aumento del livello
vibrazionale in una certa direzione può essere associato a ad una causa
2.1 Accelerometri mems
24
specifica. Ad esempio un aumento del livello vibrazionale nella direzione
orizzontale può essere ricondotto ad un problema di sbilanciamento mentre
un aumento nella direzione assiale ad un disallineamento. In generale i punti
su cui effettuare la misura sono i vincoli su cui la vibrazione si scarica e quindi i
supporti dei cuscinetti. Per quanto riguardo il rilievo della condizione dei
cuscinetti, è fondamentale effettuare la misura il più vicino possibile alla sede
posizioni di misura del cuscinetto.
2.2 Centralina di acquisizione dei dati e software di diagnosi
2.2
25
CENTRALINA DI ACQUISIZIONE DEI DATI E
SOFTWARE DI DIAGNOSI
Per acquisire i dati si sceglie di utilizzare quattro centraline della casa IFM
Electronic GmbH in grado di acquisire simultaneamente al massimo quattro
accelerometri. Queste sono in grado di accettare anche segnali di natura
differente (rpm, proximity, ecc.) e riescono a funzionare anche a condizioni
operative differenti, incluse coppie e velocità variabili tipiche della macchina
che abbiamo considerato.
Il software di diagnosi si chiama Efector Octavis ed è un sistema di
monitoraggio delle vibrazioni con il quale non vengono soltanto acquisiti i dati
delle vibrazioni ma è anche in grado di eseguire l'analisi del segnale e la
diagnosi direttamente sul macchinario.
Lo scopo della tesi prevede l’utilizzazione delle centraline solo strumento di
acquisizione dei dati, ma guardando anche al futuro, sono state scelte proprio
perché se sarà richiesto si potranno analizzare gli spettri in frequenza ed
individuare problematiche specifiche relative a diversi organi del riduttore.
FIGURA 2.5-CENTRALINA DI ACQUISIZIONE PER LA RACCOLTA DEI DATI UTIULIZZATA PER LA CAMPAGNA
SPERIMENTALE
3. BACKGROUND: L’ANALISI DELLE VIBRAZIONI NEL
MONDO DELL’INDUSTRIA
Il lavoro di tesi volto si inserisce all’interno del contesto delle analisi
vibrazionali e si focalizza sull’identificazione di regioni di controllo per il
macchinario, che costituiranno dei valori di riferimento per il riduttore in
condizioni di buon funzionamento da tenere in considerazione per identificare
in futuro eventuali anomalie, eventualmente da approfondire con ulteriori
strumenti.
Infatti il contesto delle analisi vibrazionali è molto ampio ed esistono
numerosissimi strumenti per la diagnosi di un macchinario industriale.
Il rumore e le vibrazioni negli ultimi anni stanno assumendo grande rilevanza
nel settore meccanico, sia per la necessità sempre più spinta di riduzione delle
emissioni sonore per esigenze di comfort e di adeguamento a normative di
certificazione sempre più restrittive, sia per problematiche di resistenza
meccanica e di ottimizzazione strutturale di componenti soggetti a importanti
fenomeni vibratori, sia infine per esigenze di incremento delle prestazioni,
conseguibili con il superamento di limitazioni funzionali dovute a fenomeni
vibratori.
Le problematiche evidenziate possono essere affrontate e risolte solo
studiando il sistema meccanico in modo unitario, tenendo conto delle influenze
reciproche tra le eccitazioni presenti e le caratteristiche vibro-acustiche del
sistema stesso, che nelle applicazioni industriali è di norma un sistema
complesso ed altamente non lineare. Le emissioni acustiche e vibratorie delle
macchine, se correttamente analizzate e interpretate, possono fornire utili
informazioni sul loro funzionamento.
Le finalità di tali attività di ricerca sono diverse a seconda delle applicazioni:
monitoraggio ed identificazione di guasti e di malfunzionamenti per motivi di
sicurezza, di controllo funzionale e di manutenzione; identificazione delle
sorgenti e delle modalità di propagazione delle vibrazioni e del rumore, per la
loro successiva riduzione; identificazione di malfunzionamenti, limitazioni
26
3.1 Condition based maintenance
27
funzionali o problematiche di resistenza strutturale imputabili ad eccessivi
fenomeni vibratori e di soluzioni progettuali atte alla loro eliminazione.
3.1
CONDITION BASED MAINTENANCE
É importante ricordare che i prodotti, seppur realizzati nel miglior modo
possibile, si deteriorano nel tempo soprattutto se operano sotto certe
condizioni di carico o stress. Questo è il caso delle macchine con organi rotanti
di cui mi sono occupato nel seguente lavoro.
La manutenzione è stata introdotta come un modo efficiente per assicurare un
livello soddisfacente di affidabilità durante la vita utile di un bene fisico.
Le prima tecnica di manutenzione è la basica manutenzione a rottura, che ha
luogo solamente nel momento della fermata di un macchinario. Una tecnica più
recente è la manutenzione preventiva che definisce un intervallo per mettere
in atto la preventiva indipendentemente dallo stato di salute del bene fisico.
Con il rapido sviluppo della tecnologia moderna, i prodotti sono diventati via
via più complessi mentre sono richiesti sempre maggior qualità ed affidabilità.
Questo hanno reso i costi della manutenzione preventiva sempre più elevati.
Alla fine la preventiva è diventata una spesa maggiore per la maggior parte
delle compagnie industriali.
Dunque, approcci più efficienti, come la condition-based maintenance (CBM),
sono stati implementati per far fronte alla situazione.
Condition-based maintenance (CBM) è un programma di manutenzione che
suggerisce le importanti decisioni di manutenzione basate sulle informazioni
raccolte attraverso il cosiddetto condition monitoring, argomento che
approfondiremo nel seguito della tesi.
3.1 Condition based maintenance
28
Si articola in tre fasi principali:
1. L’acquisizione dei dati (data acquisiton), per ottenere dati rilevanti sulla
salute del sistema.
2. L’analisi e l’elaborazione dei dati (processing data) per far fronte e
analizzare i dati o i segnali raccolti nella prima fase per una migliore
comprensione e interpretazione dei dati.
3. Supporto alla decisione di intervento (maintenance decision-making)
per raccomandare efficienti politiche di manutenzione.
3.1.1 DATA ACQUISITION
L’acquisizione dei dati è un processo di raccolta e immagazzinamento di
informazioni utili provenienti dai sistemi e dagli apparati designati come target
per le caratteristiche del CBM. Questo processo è uno step fondamentale nel
perfezionamento di un programma CBM che sia in grado di valutare i guasti dei
macchinari e dei sistemi. I dati raccolti in un programma di questo tipo
possono essere categorizzati in due tipi principalmente:
event data
condition monitoring data
I primi includono le informazioni riguardanti la storia del macchinario come la
sua installazione, i guasti, le revisioni subite etc. e pertanto quali operazioni
sono state eseguite su di esso (es. riparazioni di entità minori, manutenzione
preventiva, cambio olio etc.).
La Condition monitoring è la misurazione dei vari stati relativi ai parametri del
sistema. I dati raccolti possono essere molto diversi tra loro. Possono essere
dati di vibrazione, di cui mi sono occupato nel presente lavoro di tesi, dati
acustici, analisi di dati degli oli, temperatura, pressione, umidità, inquinamento
etc.
Per le diverse tipologie di dati esistono diversi sensori, come micro-sensori,
sensori ultrasonici, sensori per emissioni acustica e tanti altri che sono stati
progettati per raccogliere differenti tipi di informazioni.
3.1 Condition based maintenance
29
L’avvento e lo sviluppo delle tecnologie senza fili, (Bluetooth, Wireless LAN,
etc.), ha offerto una soluzione alternativa, semplice ed economica, alla
comunicazione dei dati.
Ad esse si è aggiunto lo sviluppo di Sistemi informatici di manutenzione, come i
sistemi per la gestione di manutenzione computerizzati (CMMS) o come i
Resource Planning System, i quali sono stati progettati in modo tale da
acquisire e raccogliere i diversi tipi di dati e gestirli effettuando il cosiddetto
“data Handling”.
La raccolta di dati evento richiede normalmente l’immissione manuale dei dati
nei sistemi di informazioni. Ciò che spesso accade, nella pratica CBM, è che le
persone tendano ad enfatizzare la raccolta dei condition-monitoring data e
trascurare la raccolta di dati evento, considerandoli, erroneamente, inutili
fintanto che gli indicatori di condizione sono accettabili.
Questa credenza è sbagliata in quanto i dati evento sono utili nello stimare le
performances degli indicatori di condizione e possono essere usati anche come
feedback al progettista per riconoscere un eventuale miglioramento del
sistema e degli stessi indicatori di condizione.
Tuttavia con il rapido sviluppo di computer e di tecnologie sensoristiche
avanzate, i sistemi di acquisizione dati sono divenuti più potenti e meno
costosi, portando la realizzazione di un sistema di acquisizione dati CBM più
economica e fattibile.
La maggioranza dei dati richiede quindi un’immissione manuale, da cui
discende il fatto che quando viene coinvolto un operatore umano, tutto diviene
più complicato e incline agli errori.
Per avere una buona gestione dei dati è necessario quindi perfezionare ed
automatizzare il più possibile la raccolta dei dati evento; a ciò è però legato un
incremento dei costi di sistema e quindi è l’azienda che valuta il giusto
compromesso tra costo e prestazioni di un sistema di acquisizione. Sistemi che
offrono ottime performances hanno ovviamente costi notevoli e quindi
necessitano di uno studio accurato che rapporti il beneficio delle alte
prestazioni all’ammontare del costo del sistema.
3.1 Condition based maintenance
30
3.1.2 DATA PROCESSING
Il primo passo del data processing è la pulizia dei dati: quest’ultima assicura, o
almeno aumenta l'opportunità, che i dati usati per l'ulteriore analisi e
modellazione siano puliti ed esenti da errori; viene così minimizzata la
possibilità di incorrere nel fenomeno di “garbage in-garbage out”.
Gli errori sui dati evento sono causati tuttavia da molti fattori oltre al fattore
umano menzionato sopra; per ciò che riguarda invece i Condition Monitoring
Data, gli errori dei dati possono essere causati da guasti nei sensori. In questo
caso, determinato il sensore che crea problemi (processo non facile talvolta)
questo va posto in uno stato di isolamento in modo da analizzare i suoi output
per capire quali errori influiscono sul sistema. Spesso questo è l’unico modo di
ricavare informazioni utili e di valutare se sostituire il sensore, ritararlo
oppure effettuare altre procedure di intervento. Il passo successivo del data
processing è l’analisi dei dati. In generale, non esiste un modo univoco, efficace
ed automatico di pulire i dati e spesso viene quindi richiesto un esame
manuale, nonostante esistano una grande varietà di modelli ed algoritmi in
grado di eseguire questa procedura di “cleaning”; questo deriva dall’incapacità
di tali sistemi di interpretare e giudicare correttamente i dati esaminati.
I Condition Monitoring Data, possono essere suddivisi in tre categorie
principali:
Value type: sono dati raccolti ad uno specifico istante temporale per una
variabile condition-monitoring. Essi presentano un solo valore:
temperatura, pressione ed umidità sono tutti dati value type.
Waveform type: sono dati raccolti in uno specifico intervallo temporale
per una variabile condition-monitoring. Essi presentano quindi una
serie temporale di valori chiamata “time waveform”. Tra essi troviamo,
per esempio, dati di vibrazione e dati acustici.
Multidimension type: sono dati che presentano più variabili interne al
segnale (multidimensionali). I dati multidimensionali più comuni sono
dati di immagine come termografie, all’ infrarosso, immagini a raggi X,
immagini visuali, ecc.
3.1 Condition based maintenance
31
L’elaborazione di Waveform Data e Multidimension Data prende il nome anche
di “Signal Processing”; in letteratura tecnica sono presenti numerose tecniche
in grado di analizzare ed interpretare i dati sotto forma di onda, estraendo
informazioni utili alla diagnostica e prognostica (estrazione di caratteristiche).
Il Signal Processing per dati in più dimensioni implica generalmente una
complicazione maggiore, dovuta ad una o più delle dimensioni coinvolte,
rispetto al Signal Processing di dati Waveform.
In alcuni casi di analisi multidimensionali (elaborazione di immagini) capita
comunque che non sia necessaria l’applicazione di tecniche di elaborazione di
immagini dal momento che spesso le immagini grezze offrono sufficienti
informazioni atte a identificare i guasti.
In altri casi, invece, le immagini grezze, risultano contenere informazioni
complicate e non immediate per la valutazione di un guasto; si rendono
pertanto necessarie tecniche di elaborazione di immagini (condizione cui si
faceva riferimento in precedenza) che devono essere in grado di estrarre le
caratteristiche utili alla diagnostica e per questo sono spesso caratterizzate da
elevata complessità.
Ci sono numerose tecniche di Signal Processing (e altrettanti algoritmi) che
riguardano la diagnostica e la prognostica di sistemi meccanici. Al fine di poter
scegliere la tecnica più appropriata è necessario quindi analizzare
profondamente caso per caso, riuscendo così ad orientarsi fra i numerosi
strumenti a propria disposizione.
I principali dati Waveform nella pratica ingegneristica, sono i seguenti:
Emissioni acustiche;
Segnali di vibrazioni;
Segnali ultrasonici;
Correnti nei motori;
Scariche parziali.
I tipi di analisi che possono essere effettuate su dati Waveform sono svariati e
possono essere raggruppati nelle seguenti categorie, cui competono i rispettivi:
3.1 Condition based maintenance
32
Dominio delle ampiezze (o delle magnitudo);
Dominio del tempo;
Dominio delle frequenze;
Dominio del tempo e delle frequenze (congiunti).
Particolarmente importante e utilizzato è l'analisi nel dominio delle frequenze
che è basata sulla trasformazione del segnale nel dominio delle frequenze. La
principale caratteristica è la possibilità di identificare facilmente e estrapolare
certe componenti di interesse.
L’analisi convenzionale più largamente utilizzata è l’analisi dello spettro
ovvero la Fast Fourier Transform (FFT), con lo scopo di guardare sia all’intero
spettro sia di focalizzarsi su certe frequenze di interesse per estrarre le
caratteristiche dal segnale.
Lo spettro di frequenza di una macchina contiene il contributo di tutti gli
organi costituenti il sistema;
Caratterizzando in modo corretto la dinamica della macchina, è possibile
associare le varie componenti nello spettro ai vari elementi in gioco.
Sempre più spesso vengono monitorate le vibrazioni anche di macchine di
piccole o medie dimensioni, grazie alla sempre maggior accessibilità alle
apparecchiature per la misura delle vibrazioni in termini di costi e di facilità di
utilizzo delle strumentazioni.
Se tuttavia risulta facile associare le varie componenti nello spettro ad un
preciso fenomeno o ad un particolare organo del sistema, rimane comunque
difficile interpretarne l’ampiezza come espressione di un difetto intrinseco di
lavorazione o sintomo di un danno ingente.
3.1 Condition based maintenance
33
3.1.3 MAINTENANCE DECISION -MAKING
L’ultimo step di un programma di CBM è il supporto alla decisione di intervento
(il cosiddetto maintenance decision-making). Un sufficiente ed efficiente
supporto alla decisione sarebbe fondamentale per il personale di
manutenzione per decidere le azioni da intraprendere.
Le tecniche relative a questa attività possono essere divise in due categorie
principali:
Diagnostica
Prognostica
3.1.3.1 D IAGNOSTICA DELLE MACCHINE
Uno degli strumenti più utilizzati per approfondire i dati che derivano dalle
segnali vibratori è costituita dalla diagnostica delle macchine; questa riguarda
l’individuazione del difetto, l’isolamento e l’identificazione quando questo
accade. L’individuazione del difetto è l’attività che indica se qualcosa sta
andando storto nel sistema monitorato; l’isolamento del difetto localizza il
componente che è danneggiato; e l’identificazione determina la natura del
difetto una volta individuato.
La diagnostica è una procedura di mappaggio delle informazioni anche
chiamata ”pattern recognition”. Normalmente viene fatta manualmente con
l’ausilio di strumenti grafici come grafici dello spettro di potenza, grafico dello
spettro di cepstrum, grafico dello spettro di auto regressione, spettrogramma
etc. Comunque il “pattern recognition” manuale richiede esperienza nell’area
specifica di applicazione della diagnostica. Quindi è necessario personale
altamente formato e qualificato. É preferibile utilizzare un “pattern
recognition” automatico. Questo può essere realizzato tramite la classificazione
dei segnali basata sulle informazioni e/o sulle caratteristiche estratte dai
segnali.
3.1 Condition based maintenance
34
3.1.3.2 P ROGNOSTICA DELLE MACCHINE
La prognostica delle macchine è la predizione del danno prima che questo
accada. La predizione del danno è un’attività per determinare se un guasto è
impedente e per stimare quanto presto e quanto verosimilmente accadrà il
guasto. Mentre la diagnostica è un’analisi dell’evento a posteriori, la
prognostica è un’analisi dell’evento a priori. La prognostica è molto più
efficiente della diagnostica per raggiungere una performance con zero-fermate.
Infatti la prognostica è ad un livello superiore alla diagnostica nel senso che
può prevenire danni o guasti ed è eventualmente pronta per problemi, con la
possibilità di risparmiare costi extra dovuti a manutenzione non programmata.
Nella realtà la prognostica non può sostituire completamente la diagnostica
perché ci sono sempre dei guasti che non sono prevedibili. La diagnostica è
richiesta quando la predizione del danno non funziona e accade il danno.
Questo perché come tutti gli strumenti di previsione la prognostica non può
essere affidabile al 100%, perciò in quei casi in cui la predizione del danno
fallisce la diagnostica diventa uno strumento complementare per il supporto
alla decisione della tipologia di manutenzione. Inoltre, la diagnostica può
essere utile per migliorare la prognostica nel senso che le informazioni della
diagnostica possono essere un aiuto per preparare in maniera più accurata gli
event data e da qui costruire un miglior modello CBM per la prognostica.
I due modi per effettuare la prognostica sono:
-
Prevedere il tempo residuo prima che accada un guasto considerando
l’attuale condizione della macchina e il profilo delle operazioni nel
passato. Questo tempo viene usualmente chiamato vita residua utile
(remaining useful life, RUL)
-
Nei casi in cui un guasto può essere catastrofico (es. Impianti nucleari) è
preferibile predire le chance che ha una macchina senza che accada un
difetto o un danno fino ad un futuro periodo (es. Il successivo intervallo
di ispezione). Questo può essere un buon indicatore per il personale di
manutenzione per capire se il periodo programmato per l’ispezione è
adeguato oppure è da riprogrammare.
3.2 L’analisi vibrazionale di un gearbox
3.2
35
L’ANALISI VIBRAZIONALE DI UN GEARBOX
In questo paragrafo si approfondiscono le tematiche relative all’analisi delle
vibrazioni applicate ad un gearbox, indicando quali sono le difettosità causate
dalle vibrazioni e gli strumenti utilizzabili per prevenire possibili guasti. Il
condition monitoring di un riduttore (o più in generale di un macchinario con
organi rotanti) è l’attività che viene svolta monitorando, attraverso
misurazioni continue, le vibrazioni nei piani di riferimento solitamente legati ai
cuscinetti e qualche altra quantità (temperatura, pressione, corrente elettrica,
potenza attiva e reattiva) che sono relative alle condizioni operative della
macchina. Una delle attività più comuni collegate ai sistemi di condition
monitoring applicati alle macchine rotanti, o più in generale a sistemi vibranti,
è di definire delle regioni di accettazione per operare in sicurezza sulla base di
analisi statistiche dei dati monitorati.
Chi si occupa di questi sistemi implementa degli algoritmi che sono in grado di
definire in maniera dinamica nel tempo, sulla base dell’osservazione e delle
analisi statistiche dei dati vibrazionali monitorati, delle regioni di accettazione.
Possono essere impostati sia livelli di pre-allarme che di allarme e a seconda
della regione che si eccede vengono messe in atto differenti azioni. E’
importante stimare correttamente la regione di accettazione; infatti una
sottostima può provocare la segnalazione al di fuori della regione di
accettazione delle normali condizioni operative creando dei falsi allarmi o dei
passi falsi con una conseguente possibile perdita di produzione. Una
sovrastima della regione di accettazione può portare a considerare come
normali anche condizioni operative pericolose.
Nel caso di attivazione di un allarme, comincia la procedura di diagnostica.
Vengono presi in considerazione due aspetti:
-
Aspetto qualitativo
Aspetto quantitativo
Il primo individua il tipo di difetto attraverso tecniche sofisticate di analisi del
segnale, utilizzando anche tecniche speciali (logica fuzzy, reti neurali, sistemi
esperti).
3.2 L’analisi vibrazionale di un gearbox
36
Il secondo invece individua il tipo, la posizione e l’entità del difetto. Per fare ciò
sono necessari modelli affidabili del sistema meccanico e del
malfunzionamento rappresentato mediante eccitazioni equivalenti, tecniche di
identificazione che permettono una manutenzione predittiva in grado di
accorciare in maniera significative i periodi di fuori servizio ed evitare guasti
catastrofici.
Nel presente capitolo vengono richiamate le nozioni relative al tipo di
macchinario trattato, il riduttore ad ingranaggi, e sono analizzate le vibrazioni
di questo sistema meccanico, esponendo i vari tipi di difetti riscontrabili e
successivamente focalizzandosi sull’analisi dei cuscinetti volventi.
I riduttori sono macchine che consentono un efficiente accoppiamento, in
termine di numero di giri e rendimento, tra la macchina motrice e quella
operatrice.
FIGURA 3.1-IL GEARBOX
In un impianto il numero di giri e la coppia di spunto della macchina operatrice
sono prefissati dal processo di lavorazione; in generale, il numero di giri na ed
il momento torcente della macchina motrice non corrispondono generalmente
a questo parametro: il motore asincrono trifase, realizzato convenientemente a
3.2 L’analisi vibrazionale di un gearbox
37
2, 4, 6 poli e alimentato da rete con frequenza 50 Hz fornisce velocità di
rotazione in uscita fisse (circa 3000, 1500 e 750 rpm). In questi casi, si ricorre
all’utilizzo di riduttori.
Un riduttore è costituito sostanzialmente da tre elementi: un albero di
comando, un albero comandato, e una carcassa fissa all’interno della quale due
o più alberi sono tra loro accoppiati (meccanicamente, elettricamente,
pneumaticamente o idraulicamente); la carcassa trasmette un momento di
appoggio al telaio.
Il riduttore più diffusamente impiegato è il riduttore ad ingranaggi: garantisce
un’elevata versatilità in termini di posizioni degli assi, potenze, numeri di giri e
rapporti di trasmissione; la struttura semplice, l’elevata sicurezza in esercizio,
il rendimento elevato e la semplice manutenzione sono solo alcuni dei vantaggi
che hanno contribuito a decretarne il successo.
3.2.1 LE DIFETTOSITÀ TIPICHE DI UN GEARBOX
Occorre tuttavia tener presente che si tratta di una trasmissione che funziona
per accoppiamento geometrico, con tutto quello che ne consegue: trasmissione
rigida della forza, vibrazioni e irregolarità nel rapporto di trasmissione a causa
di scostamenti della dentatura e oscillazioni nella rigidezza dei denti.
Tutti questi fattori determinano spesso un funzionamento non soddisfacente e
rumoroso; risulta dunque evidente l’importanza dei diversi fenomeni legati
all’ingranamento non corretto nella determinazione di un comportamento
poco efficiente del riduttore.
I difetti più comuni che possono compromettere il corretto funzionamento di
un ingranaggio sono l’eccentricità, il gioco eccessivo, l’usura, il disallineamento
e la presenza di denti rotti.
Il comportamento vibratorio del riduttore è determinato principalmente dalle
dinamiche di ingranamento appena descritte, ma non bisogna trascurare i
segnali che derivano dagli altri organi che sono coinvolti nel meccanismo.
Per caratterizzare dunque in maniera efficace lo stato di funzionamento della
macchina ed interpretarne in modo corretto lo spettro acquisito non si può
3.2 L’analisi vibrazionale di un gearbox
38
prescindere dal considerare il comportamento vibrazionale degli organi che
contribuiscono al funzionamento del riduttore.
FIGURA 3.2-DIFETTI TIPICI DI UN RIDUTTORE AD INGRANAGGI
Si è già visto nella figura 3.2 quali siano gli organi coinvolti nel meccanismo che
contribuiscono al regime vibratorio della macchina.
3.2 L’analisi vibrazionale di un gearbox
39
FIGURA 3.3-POSIZIONE DEI PICCHI SULLO SPETTRO
Si analizzano brevemente i difetti tipici degli ingranaggi, quelli dovuti allo
sbilanciamento e disallineamento, il fenomeno della modulazione e della
risonanza arrivando infine alla trattazione dei difetti dei cuscinetti.
INGRANAMENTO
Vale la pena richiamare alcune nozioni di base sulla trasmissione con
ingranaggi, per comprendere i fenomeni intrinsecamente coinvolti durante il
funzionamento e che determinano le caratteristiche vibratorie
dell’ingranamento. In figura 2.4 è riportato un ingranaggio costituito da due
ruote dentate di raggio R1 e R2 e centro O1e O2 rispettivamente, in cui la ruota
1 è motrice e la ruota 2 è condotta.
3.2 L’analisi vibrazionale di un gearbox
40
FIGURA 3.4-INGRANAGGI
Il contatto tra i due denti in presa si sviluppa lungo il segmento N1e N2, detto
segmento di contatto. Il rapporto di trasmissione, definito come rapporto tra la
velocità angolare del cedente e la velocità angolare del movente, risulta:
𝛺2 𝑍1
=
𝛺1 𝑍2
Se il profilo del dente fosse perfettamente evolvente, il rapporto di
trasmissione risulterebbe costante per ogni posizione angolare delle ruote.
In realtà occorre tenere in considerazione gli inevitabili errori di lavorazione
delle ruote e i fenomeni di deformazione sotto carico; ne risulta un rapporto di
trasmissione variabile (a media costante).
Lo scostamento del rapporto di trasmissione reale da quello teorico viene
indicato come errore di trasmissione.
𝜏=
3.2 L’analisi vibrazionale di un gearbox
41
FIGURA 3.5-RAPPORTO DI TRASMISSIONE REALE
La figura 3.6 riporta un andamento volutamente esagerato, ma che evidenzia
bene alcuni fenomeni molto importanti; si nota un andamento fortemente
distorto, a causa della variazione periodica della rigidezza che si ha durante
l’ingranamento.
FIGURA 3.6-ERRORE DI TRASMISSIONE
La rigidezza di ingranamento di una coppia di denti varia al variare della
posizione del punto di contatto; per comprendere questo fondamentale
3.2 L’analisi vibrazionale di un gearbox
42
fenomeno, si può pensare ai denti in presa come due mensole incastrate
posizionate frontalmente, caricate da una forza F che trasla lungo x:
La rigidezza del sistema globale è definita come la forza necessaria per
determinare uno spostamento relativo unitario delle due mensole; si ricava
che tale rigidezza è funzione del modulo di elasticità E, del momento di inerzia
della sezione rispetto all’asse neutro J, e della posizione x di applicazione dei
carico; poiché il sistema è simmetrico rispetto alla mezzeria delle mensole, si
deduce che tale rigidezza varia in modo periodico.
Questo fenomeno genera un segnale ad una frequenza caratteristica, la
frequenza di ingranamento GMF (Gear Meshing Frequency), che è alla base
dell’analisi di spettro per un ingranaggio.
Durante l’ingranamento, il fenomeno si ripete, per ogni rotazione completa di
una delle due ruote, tante volte quanti sono i denti della ruota stessa; risulta
dunque:
𝐺𝑀𝐹 = 𝑓1 • 𝑧1 = 𝑓2 • 𝑧2
Dove f1 e f2 indicano le frequenze di rotazione delle due ruote.
Vale la pena notare che la deformazione sotto carico risente direttamente
dell’entità della sollecitazione: le linee spettrali prodotte avranno dunque
ampiezza diversa in condizioni di carico diverse.
Se ne deduce che prove di tipo comparativo avranno validità solo per
condizioni di carico uguale. La distorsione del segnale relativo
all’ingranamento ha origine, come si è visto, dalla deviazione del profilo reale
del dente dal profilo ideale; questa deviazione può dipendere dalla
deformazione sotto carico, o dai difetti introdotti durante i processi di
lavorazione o dovuti al progredire dell’usura.
Gli errori dovuti alla lavorazione sono, statisticamente, comuni a tutti i denti;
anche in questo caso si genera un segnale alla frequenza di ingranamento e alle
sue armoniche.
In alcuni casi è possibile ritrovare nello spettro le cosiddette “componenti
fantasma”: si tratta di linee che corrispondono ad un ingranaggio con numero
di denti diverso da quello della ruota in esame; queste componenti sono
3.2 L’analisi vibrazionale di un gearbox
43
dovute a difetti periodici introdotti nella ruota durante il processo di taglio
della dentatura; corrisponderanno dunque ad una ruota con numero di denti
pari a quello della ruota solidale con il mandrino portapezzo della macchina
utensile. Le componenti fantasma sono poco sensibili alle variazioni di carico
in quanto dovute ad errori di tipo geometrico, e tendono a scomparire con il
procedere dell’usura; queste caratteristiche le rendono facilmente identificabili
nello spettro.
L’usura progredisce più velocemente nelle zone sul fianco del dente in cui si
hanno maggiori strisciamenti e pressioni specifiche; sarà dunque meno
accentuata in corrispondenza delle primitive. Anche questo difetto genera
componenti alla frequenza di ingranamento e alle sue armoniche; in
particolare, data la natura non localizzata del difetto, si riscontra una notevole
distorsione della forma d’onda corrispondente all’ingranamento: occorre
dunque estendere il campo di analisi almeno fino alla quarta armonica della
GMF.
Talvolta sono presenti nello spettro linee a frequenza fr, frazionaria rispetto a
quella di ingranamento. Tale fenomeno si verifica quando i numeri dei denti
delle ruote accoppiate hanno un fattore comune C (rapporto di trasmissione
improprio):
𝑓𝑓 =
𝐺𝑀𝐹
𝑀. 𝐶. 𝐷(𝑧1 , 𝑧2 )
In questo tipo di configurazioni un particolare difetto su un dente di una della
due ruote non viene disperso in modo uniforme su tutti i vani della seconda
ruota durante l’ingranamento, ma va a “segnare” ciclicamente sempre gli stessi
vani, amplificando gli effetti del difetto. Si tratta di un fenomeno
particolarmente gravoso che, oltre che introdurre problemi di rumorosità,
riduce pesantemente la vita utile dell’ingranaggio.
Un’altra frequenza tipica dell’ingranamento è quella alla quale gli stessi denti
ritornano ad essere in contatto.
Tale frequenza di ripetizione fr si ricava osservando che due denti tornano ad
ingranare tra loro quando è entrato in contatto un numero di coppie pari al
3.2 L’analisi vibrazionale di un gearbox
44
minimo comune multiplo dei numeri di denti delle due ruote. Il periodo che
trascorre tra i due eventi è, pertanto:
𝑇𝑟 =
1 𝑚. 𝑐. 𝑚(𝑧1 , 𝑧2 )
=
𝑓𝑟
𝐺𝑀𝐹
Da cui:
𝑓𝑟 =
𝐺𝑀𝐹
𝑚. 𝑐. 𝑚(𝑧1 , 𝑧2 )
I difetti più comuni che possono compromettere il corretto funzionamento di
un ingranaggio sono l’eccentricità, il gioco eccessivo, l’usura, il disallineamento
e la presenza di denti rotti, criccati o scheggiati.
L’eccentricità provoca in generale una modulazione del segnale alla frequenza
di ingranamento, ed è dunque rintracciabile sotto forma di componenti di
modulazione sullo spettro. In configurazioni con rapporto di trasmissione
improprio questo fenomeno tende ad amplificare la progressione dei difetti.
La ruota eccentrica trasmette il carico in modo non uniforme durante il
periodo di rotazione; poiché le stesse coppie di denti tornano periodicamente
in presa, viene generata una successione di denti più usurati sulla ruota
condotta. Nello spettro si riscontra dunque la comparsa della frequenza
frazionaria e delle sue armoniche, accompagnate da bande di modulazione.
La maggiore ampiezza delle bande destre indica la presenza di eccentricità.
Il gioco eccessivo e l’usura generano tipicamente spettri di rumore a larga
banda: le ruote si muovono in modo imprevedibile. In caso di gioco rilevante
sull’albero o sui cuscinetti, nello spettro si ritrovano bande distanziate della
frequenza di rotazione della ruota con gioco eccessivo.
In presenza di difetti di allineamento degli assi delle ruote, sullo spettro è
possibile ritrovare la frequenza di ingranamento e le sue armoniche, con
ampiezza decrescente. Se l’ampiezza della seconda armonica è superiore alle
altre, può esservi gioco eccessivo nella dentatura.
3.2 L’analisi vibrazionale di un gearbox
45
La presenza di denti rotti, criccati o scheggiati genera, durante l’ingranamento,
fenomeni impulsivi dovuti a variazioni più o meno brusche del carico. Il
fenomeno si ripete, ad ogni giro, tante volte quanti sono i denti difettosi: si
generano dunque linee spettrali a frequenza pari a:
fd = fr x zd
dove fr rappresenta la frequenza di rotazione della ruota, zd il numero di denti
difettosi.
Questi fenomeni impulsivi possono eccitare inoltre alcune delle frequenze
proprie delle ruote; queste frequenze sono identificabili nello spettro in quanto
non correlate alle frequenze di rotazione o di ingranamento.
SBILANCIAMENTO E DISALLINEAMENTO
FIGURA 3.7-SBILANCIAMENTO(SINISTRA) E DISALLINEAMENTO(DESTRA)
Si definisce sbilanciamento la distribuzione eccentrica della massa del rotore.
Si parla invece di disallineamento quando gli assi geometrici di rotazione di
due macchine accoppiate non giacciono sulla stessa retta durante la normale
condizione di servizio.
3.2 L’analisi vibrazionale di un gearbox
46
FIGURA 3.8-SBILANCIAMENTO ROTORE / DISALLINEAMENTO ALBERO
Durante la rotazione, la forza centrifuga dovuta allo sbilanciamento genera
vibrazioni aggiuntive sul rotore e sui cuscinetti.
Tali vibrazioni si verificano esattamente alla frequenza di rotazione.
Questo caratterizza lo spettro di una macchina sbilanciata; la frequenza di
rotazione si evidenzia come “picco”, con ampiezza elevata, e ciò può aumentare
in modo significativo le condizioni di vibrazione globali della macchina.
La necessaria ridistribuzione della massa del rotore si ottiene bilanciando il
rotore.
Il disallineamento dell’albero di macchine accoppiate direttamente provoca
prevalentemente vibrazioni ad una frequenza doppia rispetto a quella di
rotazione dell’albero, talvolta anche con un picco alla frequenza di rotazione
dell’albero anch’esso elevato.
3.2 L’analisi vibrazionale di un gearbox
47
Se il disallineamento radiale (cioè lo spostamento parallelo dell’albero) è
dominante, allora il picco è più pronunciato per misurazioni prese in direzione
radiale (perpendicolarmente agli alberi).
Se predomina il disallineamento angolare (gap di apertura del giunto), allora la
vibrazione sarà più significativa negli spettri di frequenza delle misure assiali.
RISONANZA
La condizione di risonanza di un sistema vibrante si manifesta quando la
frequenza della forza periodica esterna (forza eccitante) è uguale alla
frequenza propria del sistema.
Un sistema vibrante messo in condizione di risonanza è soggetto ad un forte
aumento dell’ampiezza di oscillazione della sua massa.
Analisi effettuate durante i transitori di avvio o arresto dei macchinari
permettono di identificare con accuratezza le frequenze proprie di un sistema.
FIGURA 3.9-FENOMENO DI RISONANZA
Una qualsiasi sistema quando sottoposto ad una forza pulsante, caratterizzata
cioè da una specifica frequenza, si comporta in modo diverso a seconda del
materiale di cui è composto, della massa, della struttura, ecc.
3.2 L’analisi vibrazionale di un gearbox
48
In funzione della frequenza della forza pulsante il sistema può amplificare o
smorzare la forza stessa oppure avere un comportamento neutro.
Quando la frequenza della forza pulsante coincide con una delle frequenze
proprie (frequenze di risonanza) del sistema, il sistema stesso è soggetto ad un
forte aumento dell’ampiezza di oscillazione della sua massa.
In generale un sistema che debba lavorare in condizione di risonanza tende a
danneggiarsi in brevissimo tempo.
Il grafico inserito nella slide indica la curva di risposta in frequenza di un
sistema oscillante di primo grado (massa, molla, smorzatore), i valori sull’asse
delle ordinate indicano il rapporto d’amplificazione tra risposta del sistema e
forza eccitante, i valori sull’asse delle ascisse indicano il rapporto tra la
frequenza della forza eccitante (ω) e la frequenza propria del sistema (ω0).
Quando la frequenza della forza eccitante coincide con la frequenza propria del
sistema (ω/ ω0 = 1) si raggiunge la condizione di risonanza, evidenziata nel
grafico con il picco di amplificazione.
Nel grafico 2.9 si possono identificare tutta una serie di curve caratterizzate da
differenti valori di ζ (coefficiente di smorzamento).
Come si può notare le curve nel grafico mostrano lo stesso andamento, ma a
seconda del valore di ζ i picchi alla risonanza sono più o meno ampi.
MODULAZIONE
Combinazione fra di loro di 2 segnali a frequenze diverse da cui si ottengono
altre frequenze, diverse, ma variamente correlate con quelle di partenza.
Sono indicate due forme d’onda con frequenza ed ampiezza differente (grafico
2.10).
La forma d’onda con frequenza più elevata e detta portante, quella con
frequenza più bassa modulante.
Una combinazione non lineare fra la modulante e la portante, in questo caso un
prodotto, genera la modulazione in cui l’onda con frequenza più bassa
(modulante) amplifica e riduce, secondo il proprio andamento, l’ampiezza di
quella con frequenza più alta (portante).
3.2 L’analisi vibrazionale di un gearbox
49
FIGURA 3.10-FENOMENO DI MODULAZIONE
Quando si passa alla fase di diagnosi e quindi da forma d’onda (dominio del
tempo) a spettro in frequenza, i due segnali protagonisti della modulazione
d’ampiezza, in cui quello a frequenza minore (Modulante) modula in ampiezza
quello a frequenza superiore (Portante), generano, oltre ai due picchi
corrispondenti alle frequenze delle singole forme d’onda, anche due picchi o
“Bande laterali” di intensità inferiore alla portante e con frequenza pari alla
somma ed alla differenza tra portante e modulante.
In alcuni casi, come quelli presentati nella figura 3.11, le bande laterali non
sono semplicemente 2 picchi ma una serie di picchi con frequenza pari alla
somma ed alla differenza tra la portante ed 1 volta, 2 volte, 3 volte, … la
modulante.
Il fenomeno della modulazione si riscontra sui motori elettrici quando
insorgono guasti sul rotore, sugli ingranaggi e sui cuscinetti.
3.2 L’analisi vibrazionale di un gearbox
50
FIGURA 3.11-BANDE LATERALI DI MODULAZIONE
3.2.2 CAUSE DI GUASTO NEI CUSCINETTI A ELEMENTI VOLVENTI
Il cuscinetto volvente è costituito da numerosi elementi in moto relativo:
anello interno, anello esterno, elementi volventi (sfere, rulli o rullini), gabbia;
questo tipo di cuscinetto è in grado di sostenere carichi in direzione radiale. Gli
elementi rotolanti del cuscinetto sono lubrificati ad olio o a grasso.
FIGURA 3.12-GEOMETRIA DI UN CUSCINETTO
3.2 L’analisi vibrazionale di un gearbox
51
Il contatto tra un rullino e la guida è una linea, mentre il contatto tra una sfera
e la linea è un punto. Quindi la capacità di supportare carichi dei cuscinetti a
rullini è superiore a quella dei cuscinetti a sfere.
I cuscinetti a sfere presentano un attrito molto basso e quindi possono essere
impiegati efficacemente ad elevate velocità e con carichi moderati. Sono i più
usati nei motori elettrici, anche grazie al basso rumore, conseguente al basso
attrito, e al basso costo.
Nei motori ad asse orizzontale il carico è prevalentemente radiale (anche se è
sempre presente una componente assiale), per cui è sufficiente utilizzare
cuscinetti a sfere.
Nel caso di carichi assiali pesanti, è necessario utilizzare cuscinetti assiali o
cuscinetti a rulli conici.
I cuscinetti a rulli conici sono dotati di piste coniche negli anelli interno ed
esterno, fra le quali sono disposti i rulli. Grazie alla loro esecuzione, essi sono
particolarmente adatti a sostenere carichi combinati radiali e assiali.
La capacità di carico assiale dei cuscinetti è determinata dall’angolo di
contatto, che corrisponde all’angolo della pista dell’anello esterno. Maggiore è
l’angolo, superiore la capacità del cuscinetto di sostenere carichi assiali.
Esaminiamo nel seguito le diverse cause che possono provocare guasti nei
cuscinetti a rotolamento.
Ciascuna produce una o più tipi di danno, che possono essere definiti primari, i
quali possono indurre a loro volta danni secondari.
3.2 L’analisi vibrazionale di un gearbox
52
Normale deterioramento dovuto a fatica
Tipo di danno: Sfaldatura(“flaking”)
L’area di contatto di un elemento rotolante è idealmente nulla. In realtà,
quando il cuscinetto è caricato, la deformazione è inevitabile. Nelle condizioni
operative normali questa deformazione porta a fatica il materiale di contatto.
Il periodo che precede l’apparizione del primo segno di fatica è funzione del
numero di giri eseguiti dal cuscinetto e dell’entità del carico.
La fatica è il risultato di sforzi tangenziali (“shear stresses”) che ciclicamente
appaiono immediatamente al di sotto della superficie portante del carico. Dopo
un po’ di tempo, questi sforzi provocano cricche(“cracks”) che gradualmente si
estendono a tutta la superficie.
Quando i corpi volventi passano sulle cricche, frammenti di materiale si
staccano: questo fenomeno prende il nome di sfaldatura (“flaking”).
La sfaldatura aumenta con il tempo e può rendere il cuscinetto inutilizzabile.
FIGURA 3.13-STADI SUCCESSIVI DELLA SFALDATURA
La vita di un cuscinetto è definita come il numero di giri che il cuscinetto può
eseguire prima che inizi a prodursi una sfaldatura.
Questo non significa che il cuscinetto non possa essere usato dopo l’inizio della
sfaldatura. La sfaldatura è un processo relativamente lungo e la sua presenza è
evidenziata da un aumento dei livelli di vibrazione e rumore del cuscinetto.
3.2 L’analisi vibrazionale di un gearbox
53
Particelle abrasive(impurità)
Tipo di danno: -Usura (“wear”) delle superifici di contatto
-Dentellatura (“indentation”)
Le particelle abrasive possono essere dovute a:
-
contaminazione del lubrificante;
difetti nelle tenute.
FIGURA 3.14-USURA(SINISTRA) E DENTELLATURA(DESTRA) DELLA GUIDA DI UN ANELLO ESTERNO DI UN
CUSCINETTO CAUSATA DA PARTICELLE ABRASIVE
Difetto del film lubrificante
Tipo di danno: -Piccole cricche superficiali (“surface distress”);
-incisioni, scalfiture (“smearing”).
Il film lubrificante può causare un difetto sia perché inadeguato (scarsa
lubrificazione) sia perché improprio.
Le piccole cricche superficiali che si formano non vanno confuse con le cricche
vere e proprie provocate da fatica; le incisioni che possono a loro volta
provocare cricche vere e proprie e sfaldatura.
3.2 L’analisi vibrazionale di un gearbox
54
FIGURA 3.15-SURFACE DISTRESS DI UN ELEMENTO VOLVENTE(SINISTRA) E SCALFITURE DI UN
ANELLO(DESTRA)
Acqua o altro materiale corrosivo all’interno del cuscinetto
Danno primario: corrosione
Danno secondario: sfaldatura o cricche
FIGURA 3.16-CORROSIONE DELL’ANELLO
Corrente nei cuscinetti
Tipo di danno: “Fluting”
Quando una corrente passa attraverso un cuscinetto, ossia da un anello
all’altro attraverso i corpi volventi e il lubrificante, si ha un effetto simile a
quello della saldatura elettrica ad arco, con temperature molto elevate e
circoscritte: il metallo si riscalda a temperature che vanno dai livelli di
temperatura a quelli di fusione. Nelle piste e nei rullini si ha un effetto di
3.2 L’analisi vibrazionale di un gearbox
55
increspatura (“fluting”) e si possono verificare bruciature localizzate, mentre
nelle sfere si ha un effetto di cambiamento di colore, dovuto alla formazione di
micro-crateri. La sfera a sinistra presenta una superficie con molti micro
crateri formatisi per il passaggio della corrente.
In generale, è difficile distinguere visivamente un danno dei cuscinetti
provocato da una corrente elettrica da quello provocato dalle vibrazioni. Nel
caso di danno provocato da corrente elettrica, l’increspatura presenta un
colore più scuro, mentre nel caso di danno provocato da vibrazioni
l’increspatura è più chiara o arrugginita. Un’altra differenza è che gli elementi
rotolanti non risultano danneggiati nel caso di “fluting” provocato da
vibrazioni. I danni possono essere causati da correnti sia alternate che
continue, anche di piccola intensità. I cuscinetti fermi sono più resistenti al
danno provocato dalla corrente elettrica rispetto ai cuscinetti in rotazione.
L’estensione del danno dipende da: intensità di corrente, durata, carico dei
cuscinetti, velocità, tipo di lubrificante.
FIGURA 3.17- “FLUTING” PROVOCATO DAL PASSAGGIO DI CORRENTE ELETTRICA NEGLI ANELLI ESTERNI
3.2 L’analisi vibrazionale di un gearbox
56
Errata pressione di montaggio
Danno primario: dentellatura
Danno secondario: sfaldatura
FIGURA 3.18-SFALDATURA DOVUTA AD ERRATO MONTAGGIO
La figura 3.18 mostra la sfaldatura dovuta a un errato montaggio. La forza di
montaggio, trasmessa alle sfere, ha provocato la formazione di dentellature
sulle piste, producendo la sfaldatura.
Sovraccarico meccanico
Tipo di danno: - incisioni, scalfiture (“smearing”)
- dentellature
FIGURA 3.19-INCISIONI E SCALFITURE DOVUTE A SOVRACCARICO
3.2 L’analisi vibrazionale di un gearbox
57
In aggiunta a un reale sovraccarico, si può avere un sovraccarico dovuto a un
disallineamento o a uno sbilanciamento del rotore. Altre cause di guasto
possono essere urti meccanici, surriscaldamento.
3.2.3 DIAGNOSTICA DEI CUSCINETTI
Trattiamo brevemente in questa sezione l’analisi delle vibrazioni dei cuscinetti.
Durante il funzionamento, il moto relativo e i carichi ciclici scambiati
attraverso le superfici di contatto portano all’insorgere di difetti caratteristici.
I sintomi dei danni nei cuscinetti sono rilevabili come corsa irregolare, ridotta
accuratezza di funzionamento, rumore inusuale. In generale, un guasto nei
cuscinetti provoca un aumento nel livello complessivo di vibrazione, ed un
aumento del livello delle componenti dello spettro a frequenze specifiche, a
seconda del tipo di difetto e dell’elemento su cui questo difetto si genera.
In particolare, è possibile suddividere i guasti che si generano durante il
funzionamento in due categorie:
- Difetti localizzati: producono vibrazioni cicliche, caratterizzati da frequenze
specifiche;
- Difetti non localizzati: producono rumore ad ampio spettro.
La sfaldatura in un anello o in un corpo volvente è un guasto ciclico, che
sollecita il sistema ad opportune frequenze, mentre la corrosione non è
rilevabile come difetto localizzato, per cui produce vibrazioni con un contenuto
in frequenza molto ricco.
La diagnostica dei cuscinetti a rotolamento è generalmente effettuata
rilevando le vibrazioni della cassa del cuscinetto attraverso un accelerometro.
I guasti ciclici, che si possono verificare nell’anello interno, nell’anello esterno,
nei corpi volventi o nella gabbia, producono componenti della vibrazione a
frequenze specifiche, che sono funzione della geometria dei cuscinetti e della
velocità di rotazione.
Una delle principali cause del danneggiamento dei cuscinetti volventi è la fatica
superficiale, che trae origine dal deterioramento della struttura cristallina del
3.2 L’analisi vibrazionale di un gearbox
58
materiale a seguito di sollecitazioni alternate imposte per grandi numeri di
cicli.
Ciò porta alla formazione di cricche che, propagandosi dagli strati subsuperficiali, possono dapprima raggiungere la superficie del pezzo (anelli di
rotolamento, corpi volventi), e successivamente causare il distacco di squame
di materiale, con relativa formazione di butterature o crateri (pitting). Il
passaggio delle superfici di contatto degli elementi volventi sopra una di
queste irregolarità dà luogo ad un urto.
La frequenza con cui gli urti si ripetono dipende sia dal numero degli elementi
volventi, sia dalla velocità relativa degli anelli. Per identificare tali frequenze
caratteristiche si deve fare riferimento alla caratterizzazione geometricocinematica del cuscinetto:
FIGURA 3.20-CARATTERIZZAZIONE GEOMETRICO-CINEMATICA DI UN CUSCINETTO
Per ogni tipologia di cuscinetto ad elementi volventi è possibile definire 4
differenti frequenze che corrispondono alle eventuali rotture dei singoli
componenti del cuscinetto stesso.
Più in dettaglio abbiamo la frequenza della pista interna, la frequenza della
pista esterna, la frequenza degli elementi rotanti e la frequenza di gabbia.
3.2 L’analisi vibrazionale di un gearbox
59
Le frequenze indicate sopra sono valide per un cuscinetto ideale. In realtà i
corpi volventi non rotolano solamente nelle guide, ma strisciano anche. Questo
fatto può essere tenuto in conto con un fattore di strisciamento che usualmente
assume valori tra 0,8 e 1.
Spesso nella pratica le equazioni precedenti sono sostituite da equazioni
approssimate.
3.2 L’analisi vibrazionale di un gearbox
60
Per un difetto nell’anello esterno: BPFO = 0,4 • N • f1
Per un difetto nell’anello interno: BPFI = 0,6 • N • f1
In questo modo le frequenze possono essere calcolate facilmente anche senza
conoscere le caratteristiche geometriche del cuscinetto.
4. DEFINIZIONI DELLE REGIONI DI CONTROLLO PER
IL GEARBOX
Nel capitolo precedente è stato descritto il mondo in cui si inserisce il progetto
pilota, mettendo a fuoco i diversi strumenti a disposizione per analizzare ed
interpretare in maniera corretta i segnali vibratori provenienti da un
macchinario con organi rotanti.
In questo capitolo si spiega la soluzione proposta per rispondere allo scopo
iniziale, ovvero per definire le regioni di controllo per il riduttore della linea
Banbury.
Si parte dalla descrizione della campagna sperimentale e successivamente si
mostrano le analisi e i risultati ottenuti.
4.1
LA CAMPAGNA SPERIMENTALE
I dati raccolti consistono nei valori RMS di vibrazione provenienti dal riduttore
del Banbury.
Il sistema di analisi vibrazionale installato sul riduttore prevede 12 sensori, di
cui 9 installati in posizione radiale e 3 in posizione assiale, e 4 centraline di
acquisizione dei segnali.
Nella figura sottostante si riporta l’immagine del riduttore con indicate le
posizioni in cui sono stati installati i sensori e la relativa numerazione cui far
riferimento nel seguito.
61
4.1 La campagna sperimentale
62
FIGURA 4.1-POSIZIONE E NUMERAZIONE DEGLI ACCELEROMETRI SUL RIDUTTORE
I sensori sono accelerometri MEMS (Micro electro-mechanical systems) con le
caratteristiche illustrate nel capitolo 2.
Il segnale di vibrazione viene registrato per tre settimane, ad intervalli regolari
e le centraline di acquisizione memorizzano i dati. Nel caso specifico i dati sono
stati acquisiti ogni minuto. Prima di proseguire è bene ricordare che sulla
macchina vengono lavorate 26 ricette durante l’arco delle tre settimane, alcune
di queste ripetute più volte ad intervalli di tempo differenti, ed ognuna con una
durata differente.
Per semplicità le ricette sono state chiamate con le lettere dell’alfabetico che
vanno dalla A alla Z perciò nel seguito si troveranno indicate in questo modo.
La produzione che avviene sulla macchina è definita per batch, ossia la stessa
ricetta contiene al suo interno diversi cicli che vengono appunto definiti batch
di produzione.
Fatta questa premessa possiamo illustrare le analisi che sono state effettuate
con lo scopo di ottenere una regione di controllo per la macchina in condizione
di buon funzionamento; queste informazioni potranno poi essere utilizzate in
futuro come riferimento e punto di partenza per valutare eventuali anomalie,
che suggeriscono una condizione fuori dal normale, da approfondire con degli
strumenti di diagnosi più specifici.
4.2 Pre-processing dei dati
63
4.2
PRE-PROCESSING DEI DATI
In questa sezione viene eseguita un analisi preliminare sui dati per indagare
più a fondo il comportamento e per ottenere un data-set esente da
osservazioni che potrebbero portare a conclusioni errate. Si parte
considerando la numerosità di ciascuna ricetta osservata nell’arco temporale
di acquisizione dei dati.
FIGURA 4.2-NUMEROSITÀ DI CIASCUNA RICETTA
Si vede chiaramente che non tutte le ricette sono state osservate lo stesso
numero di volte in quanto alcune di queste sono state ripetute più volte
durante le tre settimane.
Successivamente, partendo dai dati originali, così come scaricati dalle
centraline, vengono indagate le serie storiche dei segnali per capire come sono
distribuiti i dati all’interno delle campagne temporali acquisite.
Nelle analisi qui riportate sono state considerate solo le ricette:
A, D, E, G, H, K, M, N, U
perché sono le ricette con maggior numero di osservazioni, come si può vedere
da figura 4.2 mentre per le altre ricette sono state acquisite poche decine di
valori RMS per poter caratterizzare i segnali. Per semplicità si riporta solo
l’esempio di una serie storica perché è rappresentativo anche per gli altri
segnali e ricette.
4.2 Pre-processing dei dati
64
FIGURA 4.3-SERIE STORICA SINGOLA CAMPAGNA TEMPORALE SEGNALE 9, RICETTA D
Il grafico in figura 4.3 rappresenta una serie storica di una singola campagna
temporale della durata di un’ora e mezza che riporta l’andamento del segnale
9, ricetta D. Per questa singola ricetta, così come per le altre, all’interno di ogni
campagna temporale sono presenti più batch di produzione, ognuno dei quali
ha un tempo ciclo differente.
Ripetendo la stessa operazione anche per gli altri segnali si nota che si
alternano delle zone di transitorio a delle zone di lavoro a pieno carico spiegate
proprio dal tipo di processo.
Si hanno a disposizione la durata delle diverse campagne temporali, tuttavia
non di ogni singolo tempo ciclo, perciò purtroppo non è stato possibile
differenziare ogni singolo batch di produzione e nel seguito dell’analisi le serie
storiche dei segnali verranno segmentate in base alla campagna temporale ma
non ai batch che la costituiscono.
4.2 Pre-processing dei dati
65
FIGURA 4.4-TAGLIO DEI DATI PER LA SINGOLA CAMPAGNA TEMPORALE SEGNALE 9, RICETTA D
In figura 4.4 si mostra il riferimento preso per la rimozione del transitorio nel
caso del segnale 9, ricetta D. La soglia che viene scelta per la rimozione dei dati
è uguale per tutti segnali ma cambia in funzione dalla ricetta considerata,
avendo queste delle medie diverse, come si vedrà nel seguito.
La rimozione della fasi transitorie del data-set è stata eseguita tenendo in
considerazione il report di produzione ed eliminando dal data-set originale i
dati di ciascuna ricetta che possono essere considerati fase di transitorio
nell’arco delle 3 settimane, seguendo la logica spiegata nel seguito.
Per ciascuna ricetta sono noti gli istanti di inizio e fine dell’intera campagna
temporale ma non sono noti gli istanti di inizio e di fine di ogni batch; perciò si
è osservata la distribuzione dei dati delle fasi iniziali e finali di ciascuna
campagna temporale e si è fissata una soglia corrispondente al valore massimo
tra tutti gli istanti iniziali e finali delle campagne per ciascuna ricetta.
I grafici per le altre ricette sono riportate in appendice.
Tutte le analisi che seguono sono state applicate a valle di questa operazione di
depurazione dalle fasi transitorie ripetute per tutte le ricette e campagne
temporali.
4.3 Analisi dei dati
66
4.3
ANALISI DEI DATI
In questa sezione si riportano tutte le analisi dei dati eseguite. Queste
permettono, dopo l’esplorazione iniziale, di definire un modello valido che
descrive il comportamento del valore di vibrazione RMS per il riduttore in
esame.
4.3.1 CORRELAZIONE MEDIA RMS-DEVIAZIONE STANDARD RMS
L’analisi di correlazione ha mostrato una correlazione statisticamente
significativa tra la media dell’RMS e la sua deviazione standard (calcolati per
ogni campagna e per ogni segnale in ogni ricetta). A scopo di esempio si mostra
in fig. 4.5 il segnale 4 (per tutte le ricette) per il quale si ottiene una
correlazione superiore a 0,7. Data tale correlazione, le analisi presentate nel
seguito si riferiscono ai soli valori medi di RMS calcolati in ogni campagna.
Scatterplot of Valore Medio 4 vs Dev. Standard 4
0,9
Valore Medio 4
0,8
0,7
0,6
0,5
0,4
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
Dev. Standard 4
FIGURA 4.5-SCATTERPLOT VALORE RMS VS DEVIAZIONE STANDARD, SEGNALE 4
4.3 Analisi dei dati
67
4.3.2 PLOT ESPLORATIVI
Si riportano quattro grafici (figura 4.6, 4.7, 4.8 e 4.9) che mostrano
l’andamento della grande media dell’RMS per ciascuna ricetta suddividendo
ogni grafico per sensori installati sullo stesso albero. Questi sono suddivisi,
come si vede anche dalla disposizione e numerazione dei sensori riportati in
figura 4.2, nel seguente modo:
-
albero veloce di ingresso: sensori 9-1-10A;
alberi intermedi di riduzione: sensori 2-8-7-3;
primo albero di uscita: sensori 6-4-11A;
secondo albero di uscita: sensori 5-12A.
Per ciascun grafico sono messi in evidenza i valori relativi a quell’albero con
linee colorate e in background i valori degli altri sensori per facilitarne il
confronto.
4.3 Analisi dei dati
FIGURA 4.6-VALORE RMS, ALBERO VELOCE IN INGRESSO
68
4.3 Analisi dei dati
FIGURA 4.7-VALORE RMS, ALBERI INTERMEDI DI RIDUZIONE
69
4.3 Analisi dei dati
70
FIGURA 4.8-VALORE RMS, PRIMO ALBERO DI USCITA
4.3 Analisi dei dati
71
FIGURA 4.9-VALORE RMS, SECONDO ALBERO DI USCITA
Da questi grafici iniziali si nota che il valore RMS è influenzato dal segnale e
dalla ricetta considerata. Si osserva che la ricetta D per la maggior parte dei 12
segnali ha dei valori medi più alti di tutte le altre ricette e che alcuni segnali si
mantengono sistematicamente più bassi degli altri.
4.3 Analisi dei dati
72
4.3.3 SCATTERPLOT
Vengono riportati di seguito gli scatterplot per i 12 segnali (a scopo di esempio
si riportano gli scatterplot relativi alla ricetta D).
Seg. 12A
Seg. 5
Seg. 11A
Seg. 4
Seg. 6
Seg. 3
Seg. 7
Seg. 8
Seg. 2
Seg. 9
Seg. 10A
Seg. 9
Seg. 9
Seg. 1
Seg. 10A
Seg. 8
Seg. 7
Seg. 3
Seg. 6
Seg. 4
FIGURA 4.10-SCATTERPLOT DEI 12 SEGNALI, RICETTA D, DATA-SET DOPO LA PULIZIA
Seg. 2
Seg. 11A
Seg. 5
Seg. 12A
4.3Analisi dei dati
73
4.4 Analisi della varianza
74
La pulizia del data-set mostra una concentrazione dei dati in un'unica regione.
Come si nota in figura 4.10 permane qualche outlier che manterremo
comunque nel data-set non avendo per ora altre informazioni utili per la sua
rimozione.
4.4
ANALISI DELLA VARIANZA
In questo paragrafo sono riportati tutti i passaggi che ci hanno permesso di
svolgere in maniera completa ed approfondita il post processing dei dati. Viene
eseguita una analisi della varianza (ANOVA) per definire come i dati acquisiti
siano influenzati dalle variabili ricetta, segnale, campagna temporale e se esiste
qualche particolare trend da prendere in considerazione.
Prima di studiare nel dettaglio il modello si cerca di stabilire se esiste una
correlazione tra alcuni segnali e in questo caso ridurre il numero dei segnali da
considerare. Si ottiene una correlazione significativa tra le seguenti coppie di
segnali:
Correlazione 9-2: 0,963
Correlazione 2-8: 0,900
Correlazione 2-7: 0,906
Correlazione 5-11: 0,920
Correlazione 2-6: 0,896
4.4 Analisi della varianza
75
Scatterplot of Valore Medio 9 vs Valore medio 2
1,6
Valore Medio 9
1,4
1,2
1,0
0,8
0,6
0,4
0,2
0,2
0,4
0,6
0,8
1,0
1,2
1,4
Valore medio 2
FIGURA 4.11-SCATTERPLOT VALORE MEDIO RMS9 VS VALORE MEDIO RMS2
Nella figura 4.11 è riportato a scopo di esempio lo scatterplot che testimonia
l’effettiva correlazione tra una delle coppie di segnali. Per le altre coppie
valgono le stesse considerazioni. Si nota inoltre la presenza di due cluster, di
cui il gruppo con valori più elevati rappresenta i valori della ricetta D. Questo
conferma quanto già si osservava dai grafici di esplorazione iniziale.
Perciò si considera nell’analisi come variabile di risposta il valore medio RMS
soltanto per i segnali che non sono correlati:
2, 1, 10A, 3, 4, 5, 12
Poiché le analisi restituiscono un risultato equivalente sia per il modello
completo che per il modello ridotto ai soli segnali non correlati, si riportano
soltanto le analisi relative a quest’ultimo caso.
Si indaga il modello ridotto a partire dai grafici iniziali di individual value plot,
interaction plot e main effect plot.
4.4 Analisi della varianza
76
Individual Value Plot of valore medio RMS
1,50
valore medio RMS
1,25
1,00
0,75
0,50
CAMPAGNA TEMPORALE
24311651709821345643211651798021345643211657981021345632116547981021345632116547981023415632116547810923415632115416870923415621154368170923145621154316870912314562143165709812314564321165170981213456432116579810213456432116517980213456321165479810234156321165417980234156321165481709234156321154681709234156211543681709231456211543167098123145621431657098123145643211657098121345643211657981021345643211651798021345632116547981023415632116541798023415632116548170923415632115416870923415621154368170912314562115436170982314562431165709812314564321165170982134564321165798102134564321165179802134563211654798102341563211654179802341563211654817092341562115431687091231456211543681709123145621154361709823145624311657098121345643211651798021345643211657981021345643211651798021345632116547981023415632116547810923415632115416817092314562115431687091231456211543167098123145621431651709823145624311657098121345643211651798021345643211657981021345632116541798021345632116547981023415632115468170923415621154368170923145621154368170923145621154316709812314562143165170982314564321165709812134564321165798102134564321165179810213456321165417980234156
RICETTA
A D E G H KM N U A D E G H KM N U A D E G H KM N U A D E G H KM N U A D E G H KM N U A D E G H KM N U A D E G H KM N U
SEGNALE
1
2
3
4
5
10
12
FIGURA 4.12-INDIVIDUAL VALUE PLOT DEL VALORE MEDIO RMS RISPETTO A SEGNALE, RICETTA E CAMPAGNA
TEMPORALE PER IL MODELLO RIDOTTO
Dal grafico si nota una zona di valori più elevato in corrispondenza della ricetta
D, come ci si attendeva ed era evidente anche dai grafici 4.6, 4.7, 4.8 e 4.9.
Inoltre si evidenzia un trend atipico per la ricetta E, ovvero l’ultimo valore
della campagna temporale per ciascun segnale presenta un valore nettamente
più elevato rispetto a quelli delle altre campagne temporali.
Questo evento può essere influenzato dalla presenza di dati che sono a cavallo
della ricetta successiva e sono stati considerati erroneamente come
osservazioni della ricetta E.
Nel seguito delle analisi dovremo tenere conto di questo e perciò si costruisce
una nuova variabile che chiameremo:
Ricetta E
4.4 Analisi della varianza
77
Questa è una variabile dummy, o variabile binaria, che avrà valore 0 per tutti i
dati della ricetta E tranne per quello relativo all’ultimo dato della campagna
temporale (per tutti i 12 segnali) che avrà valore 1.
FIGURA 4.13-MAIN EFFECT PLOT DEL VALORE MEDIO RMS RISPETTO A SEGNALE, RICETTA E CAMPAGNA
TEMPORALE PER IL MODELLO RIDOTTO
FIGURA 4.14- INTERACTION PLOT DEL VALORE MEDIO RMS RISPETTO A SEGNALE, RICETTA E CAMPAGNA
TEMPORALE PER IL MODELLO RIDOTTO
4.4 Analisi della varianza
78
Dal grafico 4.13 si nota che c’è un effetto evidente della ricetta D e la variabile
ricetta sembra essere quella maggiormente significativa tra le tre, ma anche il
segnale e la campagna temporale presentano un trend che fa ipotizzare una
loro significatività.
Il grafico 4.14 invece mostra l’interazione tra segnale e ricetta e presenta una
parte di segnali e ricette che mostrano una interazione non trascurabile.
Per questo motivo si decide di partire costruendo un modello che prende in
esame come variabile di risposta il:
Valore medio RMS dei segnali non correlati
Si considerano come fattori invece le variabili:
Segnale;
Campagna temporale;
Ricetta E (variabile dummy);
Ricetta: si considerano solo le seguenti (come specificato in precedenza
nel paragrafo 4.1)
o A, D, E, G, H, K, M, N, U
Il modello include anche l’interazione tra segnale e ricetta.
Viene eseguita un’analisi ANOVA pesata, per tenere conto del fatto che i valori
medi di RMS sono calcolati sulla base di numeri differenti di osservazioni. Il
numero di osservazioni (in ciascuna ricetta) è usato come coefficiente di peso.
Prima di effettuare l’analisi della varianza si effettua una trasformazione
logaritmica in quanto con i dati originali non è superato il test di normalità.
4.4 Analisi della varianza
79
L’analisi restituisce questa risposta:
Method
Factor coding
(-1; 0; +1)
Factor Information
Factor
SEGNALE
RICETTA
CAMPAGNA TEMPORALE
13; 14; 15; 16
Ricetta E
Type
Fixed
Fixed
Fixed
Levels
7
9
16
Fixed
2
Values
1; 2; 3; 4; 5; 10; 12
A; D; E; G; H; K; M; N; U
1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12;
0; 1
Analysis of Variance
Source
SEGNALE
RICETTA
CAMPAGNA TEMPORALE
Ricetta E
SEGNALE*RICETTA
Error
Total
DF
6
8
15
1
48
615
693
Adj SS
1,9882
24,6115
0,7244
1,5325
2,7653
6,0373
38,5201
Adj MS
0,33136
3,07644
0,04829
1,53250
0,05761
0,00982
F-Value
33,75
313,39
4,92
156,11
5,87
P-Value
0,000
0,000
0,000
0,000
0,000
Model Summary
S
0,0990795
R-sq
84,33%
R-sq(adj)
82,34%
R-sq(pred)
79,85%
Si nota che i p-value relativi alle cinque variabili considerate restituiscono zero
e il valore di Rsq(adj) è in percentuale alto a riprova della bontà del modello
costruito. I test sui residui vengono superati (si rimanda all’appendice per i
risultati).
Pertanto possiamo affermare che le variabili considerate siano significative ai
fini dell’andamento del valore medio RMS.
4.4 Analisi della varianza
80
Un punto interessante da approfondire è la significatività di ciascun segnale,
ricetta e interazione tra loro. Di seguito ciò che il modello restituisce:
Coefficients
Term
Constant
SEGNALE
1
2
3
4
5
10
RICETTA
A
D
E
G
H
K
M
N
CAMPAGNA TEMPORALE
1
2
3
4
5
6
7
8
9
10
11
12
13
Coef
-0,2083
SE Coef
0,0216
T-Value
-9,65
P-Value
0,000
VIF
-0,03930
0,04592
-0,01967
0,0380
-0,10407
0,07964
0,00980
0,00993
0,00978
0,0100
0,00976
0,00978
-4,01
4,63
-2,01
3,80
-10,67
8,15
0,000
0,000
0,045
0,000
0,000
0,000
1,94
1,99
1,94
2,01
1,92
1,94
0,05897
0,44153
-0,1319
0,0291
-0,1214
-0,15473
-0,0371
-0,1105
0,00971
0,00974
0,0144
0,0148
0,0125
0,00971
0,0127
0,0109
6,07
45,32
-9,14
1,97
-9,72
-15,93
-2,93
-10,12
0,000
0,000
0,000
0,049
0,000
0,000
0,004
0,000
1,95
1,95
3,05
2,97
2,43
1,99
2,47
2,12
0,0310
-0,0468
-0,0202
-0,0190
-0,0539
-0,0437
-0,0063
-0,0303
0,0066
-0,0181
-0,0079
0,0399
-0,0109
0,0130
0,0129
0,0129
0,0134
0,0130
0,0129
0,0144
0,0144
0,0153
0,0166
0,0168
0,0184
0,0184
2,38
-3,62
-1,56
-1,42
-4,15
-3,38
-0,44
-2,10
0,43
-1,09
-0,47
2,17
-0,59
0,018
0,000
0,119
0,155
0,000
0,001
0,660
0,036
0,666
0,275
0,638
0,031
0,554
1,05
1,05
1,05
1,05
1,05
1,05
1,17
1,04
1,04
1,05
1,05
1,07
1,07
4.4 Analisi della varianza
SEGNALE*RICETTA
1 A
1 D
1 E
1 G
1 H
1 K
1 M
1 N
2 A
2 D
2 E
2 G
2 H
2 K
2 M
2 N
3 A
3 D
3 E
3 G
3 H
3 K
3 M
3 N
4 A
4 D
4 E
4 G
4 H
4 K
4 M
4 N
5 A
5 D
5 E
5 G
5 H
5 K
5 M
5 N
10 A
10 D
10 E
10 G
10 H
10 K
10 M
10 N
0,0959
-0,0238
-0,0112
0,0070
-0,0315
-0,0249
-0,0233
0,0600
-0,0712
0,2616
0,0062
-0,0934
-0,0034
-0,0073
-0,0328
-0,0358
-0,0163
-0,0409
0,0784
0,0073
-0,0224
0,0015
0,0248
-0,0039
0,0992
-0,0873
0,0154
0,0332
-0,0251
-0,0432
-0,0144
0,0107
0,0075
0,0196
0,0045
-0,0469
0,0489
-0,0216
-0,0274
0,0194
-0,0675
-0,0774
-0,0764
0,1180
-0,0847
0,0765
0,0900
-0,0754
81
0,0231
0,0231
0,0321
0,0346
0,0302
0,0231
0,0303
0,0263
0,0231
0,0231
0,0321
0,0372
0,0303
0,0226
0,0303
0,0263
0,0231
0,0231
0,0321
0,0346
0,0302
0,0225
0,0303
0,0263
0,0232
0,0232
0,0322
0,0372
0,0319
0,0226
0,0303
0,0264
0,0231
0,0236
0,0321
0,0346
0,0289
0,0231
0,0303
0,0263
0,0231
0,0231
0,0321
0,0346
0,0302
0,0225
0,0303
0,0263
4,16
-1,03
-0,35
0,20
-1,04
-1,08
-0,77
2,28
-3,08
11,30
0,19
-2,51
-0,11
-0,32
-1,08
-1,36
-0,71
-1,77
2,44
0,21
-0,74
0,07
0,82
-0,15
4,29
-3,77
0,48
0,89
-0,79
-1,91
-0,47
0,40
0,32
0,83
0,14
-1,36
1,69
-0,93
-0,91
0,74
-2,93
-3,35
-2,38
3,41
-2,80
3,39
2,97
-2,87
0,000
0,303
0,727
0,840
0,297
0,281
0,443
0,023
0,002
0,000
0,847
0,012
0,910
0,747
0,279
0,174
0,480
0,077
0,015
0,833
0,458
0,948
0,413
0,881
0,000
0,000
0,632
0,373
0,431
0,057
0,636
0,686
0,745
0,408
0,890
0,176
0,091
0,350
0,366
0,461
0,004
0,001
0,018
0,001
0,005
0,001
0,003
0,004
3,14
3,15
4,41
4,88
4,19
3,14
4,02
3,52
3,16
3,16
4,42
5,50
4,21
3,07
4,03
3,53
3,14
3,15
4,41
4,88
4,18
3,05
4,01
3,52
3,17
3,17
4,43
5,51
4,56
3,08
4,03
3,54
3,14
3,25
4,41
4,88
3,92
3,14
4,01
3,52
3,14
3,15
4,41
4,88
4,18
3,05
4,01
3,52
4.4 Analisi della varianza
82
I segnali e le ricette risultano essere quasi tutte significative, ad eccezione del
segnale 3 e della ricetta G. Ciò si spiega con il fatto che trattando molti dati
questo porta ad avere tanti gradi di libertà per il termine di errore nel modello.
Per quanto riguarda la campagna temporale si nota una significatività meno
evidente rispetto ai fattori ricetta e segnale, ma si segnala un andamento non
trascurabile soprattutto per quanto riguarda le prime osservazioni. Mentre
relativamente all’interazione segnale-ricetta ci sono alcune combinazioni di
segnali e ricette che risultano significative, in particolare la ricetta D e la A, e
sono significative associate alla maggior parte di segnali.
Abbiamo perciò dimostrato che le variabili:
Segnale;
Campagna temporale;
Ricetta: si considerano solo le seguenti (come specificato in precedenza
nel paragrafo 4.1)
o A, D, E, G, H, K, M, N, U
Interazione segnale-ricetta
Influenzano in maniera significativa l’andamento del valore medio RMS.
Nei paragrafi successivi si approfondisce il confronto tra ricette e segnali per
capire meglio quali sono statisticamente differenti per la costruzione di una
carta di controllo.
4.5 Costruzione delle carte di controllo
4.5
83
COSTRUZIONE DELLE CARTE DI CONTROLLO
In questo paragrafo si descrive in che modo sono state costruite le carte di
controllo e si analizza quale scelta è stata fatta per un processo così particolare,
il cui buon funzionamento è misura di modi operativi diversi.
4.5.1 DEFINIZIONE DEI CLUSTER
Prima di tutto si valuta quanto visto nelle analisi ANOVA e si può affermare che
si è in presenza di segnali i cui valori RMS hanno distribuzioni differenti a
seconda della ricetta e del segnale che si considera. Si possono perciò seguire
due strade:
-
Stimare un’unica regione di controllo che si adatti a tutti i cluster
Applicare carte di controllo distinte ai singoli cluster
Si stanno trattando delle variabili di cui bisogna tener conto del rapporto e
delle correlazioni; inoltre si vogliono controllare dodici variabili con
distribuzioni differenti contemporaneamente ed è dunque logico seguire la
seconda strada.
Si sceglie di utilizzare una carta di controllo multivariata.
Prima di costruire le carte però è necessario definire in maniera chiara quali
saranno i cluster. Si confrontano le diverse ricette e si confrontano le coppie di
ricette per il modello costruito e i risultati che si ottengono sono riassunti in
tabella 1 dove nella stessa colonna sono raggruppate le coppie di ricetta con
media statisticamente uguale mentre sono separate quelle che hanno media
statisticamente diversa.
4.5 Costruzione delle carte di controllo
D-A
E-A
G-A
H-A
K-A
M-A
N-A
U-A
E-D
G-D
H-D
K-D
M-D
N-D
U-D
G-E
H-E
K-E
M-E
N-E
U-E
H-G
K-G
M-G
N-G
U-G
K-H
M-H
N-H
U-H
M-K
N-K
U-K
N-M
U-M
U-N
Gruppo I
x
Gruppo II
84
Gruppo III
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
TABELLA 1 – CONFRONTO TRA LE RICETTE
4.5 Costruzione delle carte di controllo
85
Dalla tabella si nota l’esistenza di tre gruppi:
Uno è rappresentato dalla ricetta D, che differisce da tutti gli altri;
Il secondo invece contiene le ricette A, G, U che hanno medie
statisticamente differenti dalla ricetta D, ma simili tra di loro;
Il terzo contiene le restanti ricette che sono statisticamente differenti
sia da D che da A, G ed U ma statisticamente uguali tra loro.
Per costruire la control chart perciò si utilizzano tre Gruppi distinti:
I gruppo: ricetta D
II gruppo: ricetta A, G, U
III gruppo: ricette rimanenti E, H, K, M, N
Ultimo passo da fare prima della costruzione delle carte di controllo è una
verifica grafica tramite degli scatterplot delle regioni che si stanno prendendo
in considerazione.
Per ciascuna coppia di segnali si analizzano i grafici che tengono in
considerazione tutte le osservazioni del data-set successivamente alla
rimozione dei transitori raggruppati per ciascun cluster che abbiamo scelto. A
scopo esemplificativo si propongono gli scatterplot soltanto per due coppie di
segnali, ma questi grafici sono rappresentativi anche delle restanti coppie.
4.5 Costruzione delle carte di controllo
86
FIGURA 4.15-SCATTERPLOT RMS2 VS RMS4 PER TUTTE LE OSSERVAZIONI DEL DATA-SET
Dato il numero molto elevato di osservazioni (ben oltre 4000 dati) si propone
lo scatterplot equivalente, considerando la stessa coppia di segnali, anche per
la media RMS calcolata per ciascuna campagna temporale.
4.5 Costruzione delle carte di controllo
87
FIGURA 4.16-SCATTERPLOT RMS2 VS RMS4 PER LA MEDIA RMS
Nel seguito si riportano anche i grafici relativi alla coppia di segnali 1-2.
In appendice sono riportati tutti gli scatterplot relativi alla media RMS
calcolata per ciascuna campagna temporale anche per le altre coppie di segnali.
4.5 Costruzione delle carte di controllo
FIGURA 4.17-SCATTERPLOT RMS1 VS RMS2 PER TUTTE LE OSSERVAZIONI DEL DATA-SET
FIGURA 4.18-SCATTERPLOT RMS1 VS RMS2
88
4.5 Costruzione delle carte di controllo
89
Nei grafici 4.15 e 4.17 si nota la presenza di tre regioni distinte che
corrispondono proprio ai gruppi che si evidenziavano nel confronto tra ricette;
nei grafici 4.16 e 4.18 la distinzione è ancora più evidente perché osserviamo
soltanto la media RMS e le regioni si distinguono in maniera più chiara. Gli
stessi grafici si ottengono per tutte le coppie di segnali e quindi si può
concludere che i cluster scelti per la costruzione delle carte di controllo sono
validi.
E’ importante sottolineare che il primo gruppo si distingue in maniera
rilevante dagli altri due, mentre il gruppo II e il gruppo III hanno valori simili
tra loro tanto è vero che una parte delle osservazioni del II gruppo si
sovrappongono a quelle del III gruppo; tuttavia è corretto trattarli in maniera
separata altrimenti avremmo una regione di controllo non più ellissoidale, ma
di una forma non più stimabile da una carta di controllo e questa restituirebbe
un numero di out of control molto elevato.
Si decide di utilizzare una carta di controllo T2 e si procede alla
rappresentazione delle carte per i tre gruppi tenendo conto che ciascuna di
esse rappresenta una regione di controllo per tutti i dodici segnali
contemporaneamente e stima dunque una regione in dodici dimensioni.
L’errore di primo tipo target per tutte le carte di controllo è:
α= 0,0027
Di seguito sono riportate le carte di controllo T2 con i corrispondenti errori di
primo tipo, ossia il rapporto tra numero di outlier e numero totale di dati
osservati.
4.5 Costruzione delle carte di controllo
90
Control chart Tsquared - Gruppo I
50
UCL=44,29
Tsquared
40
30
20
Median=17,07
10
0
1
64
127
190
253
316
379
442
505
568
631
Sample
FIGURA 4.19-CONTROL CHART I GRUPPO
L’errore di primo tipo calcolato risulta
α’(I GRUPPO) =
𝑁° 𝑂𝑢𝑡 𝑜𝑓 𝑐𝑜𝑛𝑡𝑟𝑜𝑙
𝑁° 𝑡𝑜𝑡.𝑑𝑎𝑡𝑖
3
= 630 = 0,00476
Nella figura 4.19 si può vedere la carta di controllo T2 costruita per il I gruppo
(ossia il gruppo che contiene solo la ricetta D). I dati presi in considerazione
sono relativi al data-set ripulito e abbiamo considerato tutti i 12 segnali per
valutare se questi sono simultaneamente in controllo.
Non si evidenziano trend anomali; sono presenti tre out of control rispetto a
630 osservazioni, con un errore di primo tipo calcolato equivalente a 0,0047.
Adesso si costruiscono le stesse carte di controllo per il II gruppo (che contiene
le ricette A, G, U) e per il III gruppo (ricetta E, H, K, M, N) sempre rispetto a tutti
i dodici segnali.
4.5 Costruzione delle carte di controllo
91
Control chart Tsquared - Gruppo II
50
UCL=44,79
Tsquared
40
30
20
Median=17,03
10
0
1
152
303
454
605
756
907
1058
1209
1360
Sample
FIGURA 4.20-CONTROL CHART II GRUPPO
α’(II GRUPPO) =
𝑁° 𝑂𝑢𝑡 𝑜𝑓 𝑐𝑜𝑛𝑡𝑟𝑜𝑙
𝑁° 𝑡𝑜𝑡.𝑑𝑎𝑡𝑖
5
= 1500 = 0,0033
In fig. 4.20 vediamo la control chart per il gruppo II. Anche in questo caso non
ci sono andamenti anomali da segnalare ma abbiamo qualche out of control
concentrato nella parte finale delle osservazioni; il numero degli out of control
è leggermente superiore alla situazione precedente ma era ipotizzabile in
quanto in questo specifico caso il numero di osservazioni che stiamo
analizzando è superiore a 1500 ma l’errore di primo tipo calcolato è basso, pari
a 0,0033.
4.5 Costruzione delle carte di controllo
92
Control chart Tsquared - Gruppo III
50
UCL=44,87
Tsquared
40
30
20
Median=17,03
10
0
1
195
389
583
777
971
1165
1359
1553
1747
Sample
FIGURA 4.21-CONTROL CHART III GRUPPO
α’(III GRUPPO) =
𝑁° 𝑂𝑢𝑡 𝑜𝑓 𝑐𝑜𝑛𝑡𝑟𝑜𝑙
𝑁° 𝑡𝑜𝑡.𝑑𝑎𝑡𝑖
6
= 1800 = 0,00315
Guardando la figura 4.21 si può fare un’osservazione analoga al gruppo II;
nessun andamento particolare ma l’unica differenza sono gli out of control che
sono più distribuiti nell’arco di tutte le osservazioni; anche l’errore di primo
tipo calcolato risulta simile a quello del gruppo precedente.
Tutte le carte di controllo dunque presentano un andamento che non evidenzia
trend anomali; si notano alcuni out of control (che corrispondono ai valori al
limite o appena al di fuori della regione come si vede in figura 4.15, 4.16, 4.17 e
4.18) ma dato un numero di osservazioni così elevato sono da considerarsi
casuali e non imputabili a problematiche specifiche.
Si può affermare che le carte di controllo per i tre gruppi differenti sono
rappresentative del riduttore che si analizza e costituiscono un riferimento
valido per le osservazioni future.
5 CONCLUSIONI E SVILUPPI FUTURI
Oggi la tematica delle vibrazioni associate ai macchinari industriali sta
assumendo sempre più importanza nel mondo delle industrie manifatturiere.
Soprattutto dal punto di vista manutentivo, sono sempre più numerosi gli
strumenti utilizzati per avere dati precisi e indicativi per valutare lo stato del
macchinario e prevenire eventuali guasti con anticipo. Anche dal punto di vista
economico è fondamentale avere delle corrette informazioni per capire in che
modo agire ed evitare eventuali perdite di produzione inaspettate.
Pirelli è ben consapevole di questa situazione e il lavoro di tesi si inquadra
bene in questa ottica tanto che è si tratta di uno studio che rappresenta il
primo step per ulteriori confronti e approfondimenti.
L’obiettivo del lavoro di tesi aveva proprio il compito di rispondere a questa
esigenza ed è stato messo in pratica un progetto pilota che applicasse l’analisi
vibrazionale al riduttore di un Banbury, mescolatore della gomma, con lo scopo
di definire delle carte di controllo relative alle diverse ricette lavorate sul
macchinario.
Partendo da un indagine preliminare dei dati, il data-set è stato poi modificato
ed esplorato più a fondo per capire se il valore medio RMS fosse influenzato dai
sensori posti in differenti zone del riduttore e se fossero influenzati dalle
diverse ricette e dalla campagna temporale.
L’attività svolta ha permesso di ottenere risultati significativi e ha dato un
contributo importante nel campo della manutenzione del gruppo dei riduttori
associati ai mescolatori della gomma.
Dalle elaborazioni è risultato che la variabile di risposta analizzata è
influenzata sia dal segnale, quindi da quale sensore stiamo considerando, sia
dalla ricetta, sia dalla loro interazione e presenta anche un leggero trend
rispetto alla campagna temporale.
La risposta dei segnali rispetto alla ricetta indica che non tutte le ricette sono
significative allo stesso modo, anzi hanno comportamenti molto diversi a
seconda del segnale. In particolare la ricetta D su tutte ha dei valori medi più
93
5 Conclusioni e sviluppi futuri
94
alti delle altre ricette e risulta essere così per tutti i segnali considerati, mentre
ci sono altri gruppi di ricette significative che presentano valori medi simili.
Perciò si sono confrontate le diverse ricette in maniera più specifica e in
seguito ai risultati del modello costruito si sono identificati tre Gruppi distinti
di ricette che sono stati utilizzati per trovare delle control chart T2 che
potessero definire una certa regione di controllo per ciascun sottogruppo che
ora potrà essere presa come riferimento per il riduttore in esame.
Lo studio condotto nella tesi ha mostrato che l’uso di strumenti, come
accelerometri, per l’analisi vibrazionale permette di indagare nel dettaglio
l’effetto di differenti ricette in relazione al valore di vibrazione RMS.
Il punto di maggior interesse che è emerso dallo studio di questo problema la
possibilità di utilizzare delle carte di controllo multivariate per la definizioni di
regioni associate a 12 variabili differenti, ognuna dei quali corrispondente al
segnale derivante da un accelerometro.
Si ottiene una regione che si distingue in maniera molto evidente dalle altre e
corrisponde al gruppo I.
Le altre due regioni invece presentano meno differenze e valori simili ma
presentano una differenza statistica perciò è corretto considerarle in maniera
separata.
La campagna di prove effettuata ha permesso inoltre di ottenere per la prima
volta in azienda i valori di riferimento per il comportamento del riduttore in
condizioni sane, rispetto a cui valutare acquisizioni successive su riduttori
simili che lavorano alle stesse condizioni operative. Ad esempio, le nuove
regioni per gli stessi gruppi di ricette potranno essere confrontate con le
regioni di riferimento, al fine di rilevare eventuali differenze o anomalie.
Quindi tutto questo fornisce un utilissimo strumento per il monitoraggio e la
diagnostica futura del riduttore.
Infatti il lavoro svolto è solo il primo fondamentale passo che dovrà essere
tenuto in considerazione nelle analisi future del gearbox.
Il sistema di monitoraggio IFM (strumentazione utilizzata per la campagna
sperimentale) è infatti in grado anche di analizzare gli spettri in frequenza
relativamente a possibili problemi di ingranamento, sbilanciamento dei
5 Conclusioni e sviluppi futuri
95
cuscinetti e altri problemi tipici di un riduttore individuabili a frequenze
specifiche.
Al termine dell’attività svolta, l’esperienza maturata permette di effettuare
alcune ulteriori considerazioni, che possono costituire degli spunti per un
approfondimento futuro del lavoro.
L’attività svolta sul riduttore ha permesso di acquisire competenze e sensibilità
nell’utilizzo della strumentazione per l’analisi vibrazionale. L’esperienza
maturata può essere utilizzata per migliorare la qualità dei risultati ottenuti,
valutando con maggiore attenzione gli effetti delle diverse ricette in relazione
al ciclo di lavorazione.
Con particolare riferimento alle esigenze aziendali, si potrebbe pensare (ed
attualmente in parte già si sta provvedendo a farlo) ad una strumentazione di
tutti i riduttori nuovi del gruppo Pirelli con lo stesso sistema di monitoraggio
per eseguire la campagna di prove per la caratterizzazione oggettiva dello stato
di salute di tutte le tipologie di riduttori.
In questo modo si otterrebbe un database contenente i risultati di riferimento
rispetto ai quali valutare con sicurezza le prestazioni di un riduttore che, al
momento dell’installazione o dopo un certo periodo di lavoro, presenti un
comportamento difforme dalle aspettative.
BIBLIOGRAFIA
[Jar05] A.K.S. Jardin, D.Lin, D. Banjevic, A review on machinery diagnostics and
prognostics implementing condition-based maintenance, 2005
[Pol14] Fondazione Politecnico di Milano, Danieli & C. Officine Meccaniche
s.p.a. Modulo 1: Introduzione alla diagnostica dei sistemi meccanici, 2014
[Ant14] J. Antoni, Signal processing for machine diagnosis: the quest for hidden
information, Laboratoire Vibration Acoustique, University of Lion, France, 2014
[Ran10] R. B. Randall, J. Antoni, Rolling element bearing diagnostics-a tutorial,
Mechanical system and signal processing section 2010
[Sob15] A. Soba, Linee guida nell’analisi degli stati vibratori”, Soba Engineering
Srl, 2015
[Sob15] A. Soba, Macchine rotanti di potenza, catene cinematiche complesse:
fondamenti e applicazioni, Soba Engineering Srl, 2015
[Fro06] L. Frosini, Analisi delle vibrazioni per la diagnostica delle macchineParte 3°, Dipartimento di Ingegneria Industriale e dell’Informazione, Univeristà
di Pavia, 2006
[Mac95] J.F MacGregor and T.Kourti, Statistical process control of multivariate
process, Chemical Engineering Department, Hamilton, Ontario, 1995
[Gra14] M. Grasso, B. M. Colosimo, Q. Semeraro and M. Pacella, A comparison
Study of Distribution-Free Multivariate SPC Methods for Multimode Data, 2014
[Mon00] Montgomery D.C., Controllo statistico della qualità, MacGraw Hill,
Milano, 2000
96
BIBLIOGRAFIA
97
[Mas95] R. L. Mason, N. D. Tracy, J. C. Young, Decomposition of T2 for
Multivariate Control Chart Interpretation, Journal of quality technology, Vol.27,
No.2, 99-108, 1995
[Mas96] R.L. Mason, N. D. Tracy, J. C. Young, Monitoring a multivariate step
process, Journal of quality technology, Vol.28, No.1, 39-50, 1996
[Ber06] S. Bersimis, S. Psarakis, J. Panaretos, Multivariate Statistical Process
Control Charts: An Overview, Quality and relaiability engineering international,
Vol.23, 517-543, 2006
APPENDICE A
ELABORAZIONE DEI DATI
A.0.1 ANALISI DEI RESIDUI
Di seguito si riportano i test sui residui relativi al modello ridotto studiato con
l’analisi della varianza(ANOVA). Si parte con la verifica dello scatterplot dei
residui.
Scatterplot of SRES vs FITS; valore medio RMS
0,50
FITS_1
3
0,75
1,00
1,25
1,50
valore medio RMS
2
SRES_1
1
0
-1
-2
-3
0,4
0,6
0,8
1,0
1,2
FIGURA A.1-SCATTERPLOT SRES VS FITS; VALORE MEDIO RMS
FIGURA A.2-PROBABILITY PLOT DEI RESIDUI CON IL MODELLO RIDOTTO
98
Appendice A: Elaborazione dei dati
99
In figura A.1 il test relativo allo scatterplot sui residui non sembra mostrare la
presenza di outlier o di valori anomali.
Il test sulla normalità dei residui in figura A.2 è superato. Per quanto riguarda
l’omogeneità in varianza si segnala che non ci sono sufficienti gradi di libertà
per effettuare il test.
Pertanto si può affermare che le variabili considerate siano significative ai fini
dell’andamento del valore medio RMS.
Autocorrelation Function for Residui
(with 5% significance limits for the autocorrelations)
1,0
0,8
Autocorrelation
0,6
0,4
0,2
0,0
-0,2
-0,4
-0,6
-0,8
-1,0
1
5
10
15
20
25
30
35
40
45
50
55
60
65
70
Lag
FIGURA A.3-TEST DI AUTOCORRELAZIONE SUI RESIDUI CON IL MODELLO RIDOTTO
Il test di autocorrelazione in figura A.3 evidenzia una leggera autocorrelazione
ai primi lag ma si può accettare l’ipotesi nulla di assenza di autocorrelazione.
Appendice A: Elaborazione dei dati
100
A.0.2 SERIE STORICHE DEI SEGNALI
Di seguito le serie storiche utilizzate per la rimozione del data-set. I grafici
riportano soltanto la serie storica del segnale 9; per quanto riguarda la soglia, il
valore di riferimento varia da ricetta a ricetta ma rimane uguale per tutti i
segnali. Per ciascuna ricetta sono noti gli istanti di inizio e fine dell’intera
campagna temporale ma non sono noti gli istanti di inizio e di fine di ogni
batch; perciò si è osservata la distribuzione dei dati delle fasi iniziali e finali di
ciascuna campagna temporale e si è fissata una soglia corrispondente al valore
massimo tra tutti gli istanti iniziali e finali delle campagne.
FIGURA A.4-SERIE STORICA RICETTA A, RICETTA E
FIGURA A.5-SERIE STORICA RICETTA G, RICETTA H
Appendice A: Elaborazione dei dati
101
FIGURA A.6-SERIE STORICA RICETTA K, RICETTA M
FIGURA A.7-SERIE STORICA RICETTA N, RICETTA U
Nei grafici da A.4 ad A.7 sono riportate le serie storiche per tutte le ricette
considerate nelle analisi; queste evidenziano delle zone di transitorio alternate
alle zone di lavoro a regime.
Con la linea rossa viene rappresentata la zona al di sotto dei quali sono stati
rimossi i dati facenti parte dei transitori intermedi tra i differenti batch di
produzione.
Appendice A: Elaborazione dei dati
102
A.0.3 SCATTERPLOT – REGIONI DI CONTROLLO APPLICATE AI CLUSTER
Di seguito gli scatterplot che mostrano come si distribuiscono i dati in
relazione ai cluster scelti. Si notano le tre zone distinte, con il primo gruppo che
si contraddistingue in maniera evidente e gli altri due gruppi con valori simili
ma da considerare separate per mantenere una regione di controllo stimabile
tramite la carta di controllo T2.
FIGURA A.8-SCATTERPLOT RMS2 VS RMS12
Appendice A: Elaborazione dei dati
103
FIGURA A.9-SCATTERPLOT RMS4 VS RMS12
Sia in figura A.8 che in figura A.9 si nota che la maggior parte dei valori si
concentra in zone rappresentano la regione di controllo che è stata stimata con
la carta T2; non si evidenziano osservazioni anomale, ad ulteriore conferma
della bontà della scelta dei tre cluster.