Un primo passo verso PAT
Un’applicazione di controllo preventivo
Sommario
¾Situazione iniziale: linea di produzione con controllo peso off-line
¾ Cambiamento vs. una linea con controllo peso automatico on-line
¾ Controllo peso automatico al 100% e scarto su superamento di un
valore di soglia prefissata
¾ Ricerca di un modello statistico per controllo peso su base
campionaria
¾ Integrazione di criteri statistici di valutazione della capacità del
processo
¾ Ricerca di correlazioni tra la capacità di processo e le cause/eventi
macchina
¾ Evoluzione del controllo vs. la valutazione on-line del trend della
capacità istantanea di processo
Un passo verso il
Process Analytical Technology (PAT)?
¾ Se il PAT è inteso come un metodo/sistema di progetti, analisi e
controlli attraverso opportune misure, da eseguire durante il processo,
di attributi di qualità e di prestazioni, di materiali e di processi, con lo
scopo di assicurare la qualità del prodotto finale
¾ Se il significato chiave del PAT implica la conoscenza del processo
per la riduzione del numero di deviazioni e delle variabilità di processo
e per la robustezza dei processi produttivi e la riduzione dei tempi di
ciclo e degli scarti
¾ Se il PAT rappresenta uno sforzo integrato basato su un nuovo modo
di pensare e sull‘analisi dei dati
Allora SI,
Il lavoro svolto è nella giusta direzione!
Ambito
Azienda pharma :
¾ Produzione di flaconi di polvere di prodotto finito, in
ambiente sterile
¾ Formati 500 e 1000 mg
¾ Microdosatrice flaconi
¾ Sistema di dosaggio automatico (circa 100.000 fl/gg)
¾ Modalità di controllo peso off line con prelievo di 20
campioni ogni 30 minuti
Prima fase
¾ Revamping della linea di produzione per l’integrazione
di un sistema di controllo automatico del peso ai fini di:
¾ Eliminazione controllore manuale (riduzione costi di
controllo)
¾ Eliminazione delle perdite per le pesature manuali per
svuotamento flaconi (riduzione costi operativi)
¾
Aumento produttività
¾ fino a 150 fl/min per il formato 1000
¾ fino a 240 fl/min per il formato 500
Risultati della prima fase
Nonostante il successo del revamping della linea di
produzione permanevano alcuni problemi:
¾ Problemi generali di funzionamento della macchina
¾ Ripetuti interventi di messa a punto e taratura del sistema da
parte del fornitore della macchina
¾ Insufficiente rendimento del sistema
¾ Insufficiente precisione a accuratezza delle bilance
¾ Uso dei parametri di controllo “ereditati”/”arbitrari”?
¾ Incognite sulle influenze di variabili esterne
eccessivi scarti
Seconda fase
¾
Valutazione di soluzioni migliorative (meccaniche / elettriche /
sistema di controllo) con il fornitore della macchina
¾
Valutazione dell’incidenza delle variabili esterne
¾
Definizione di metodi e di parametri per il controllo di qualità
della produzione
¾
Valutazione della possibilità di attuazione di un sistema di
controllo peso su base statistica
studio del fenomeno
metodologia
team
obiettivi
misure
controlli
Metodo DMAIC (da LEAN SIX SIGMA)
CTQs : Critical to
Quality
Fase di Define
¾ Scelta di un Team interfunzionale:
¾ Produzione, Qualità, Ingegneria, Manutenzione, IT, Fornitore
¾ Esperti di matematica e statistica (università di Milano)
¾ Definizione degli obiettivi:
¾ Livello di qualità, stabilità, ripetibilità, campo di tolleranza
Qual’è la capacità del nostro processo?
In quali campi di valore medi dobbiamo attestarci?
Quale è l’errore ammesso?
Quale variabilità è accettabile?
¾ Limite di farmacopea= ±10% del valore nominale
Fase di Measure
Da Metodologia six sigma:
¾ I limiti di accettabilità del processo sono i limiti e le tolleranze
fissate per la distribuzione sulla base della variabilità misurata
(precisione) del processo produttivo e della sua centratura
(accuratezza) rispetto al valore nominale.
¾ I limiti di accettabilità del processo sono misurati attraverso
due specifici indici identificativi della “capacità del processo”:
• Capacità potenziale del processo (Cp)
• Capacità effettiva del processo Cpk
Variabilità delle distribuzioni
In generale le distribuzioni misurate presentano livelli di precisione ed
accuratezza che sono propri del sistema/processo.
¾ L’ampiezza della distribuzione rappresenta la
precisione del processo
¾ Lo scostamento del valore medio dal valore atteso (errore
sistematico) rappresenta il livello di accuratezza del
processo.
Concetti statistici
¾
Definizione dei limiti di specifica affinchè la probabilità
dell’intera distribuzione sia per almeno il 99,7% contenuta nei
limiti di accettabilità del lotto (limiti farmacopea)
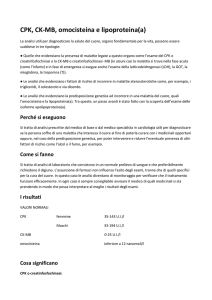
Capacità potenziale del processo (Cp)
1. Cp misura la capacità del processo di soddisfare i
limiti di specifica; è il rapporto tra la variabilità
ammissibile e quella reale (definita come 6 volte
la deviazione standard, corrispondente al 99,7%
dell’area sottostante la gaussiana).
2. A livello matematico si definisce come il rapporto tra
la specifica (USL-LSL) e 6σ:
Probabilità dello 0,27% di avere
valori fuori dai limiti di specifica
3. È un indice della precisione del processo. Sarà da
considerarsi un valore accettabile Cp >1.
4. Dalla misura della capacità del processo si deduce
la misura della difettosità intesa come percentuale
della distribuzione oltre i limiti
Probabilità di avere valori fuori dai
limiti di specifica quasi nulla
Capacità effettiva del processo (Cpk)
1. Cpk è una misura della capacità del processo che tiene
conto della centratura della curva rispetto alla specifica.
2. È definita come il rapporto tra la deviazione ammessa,
misurata come la distanza tra la media e il limite di specifica
più vicino, e 3 volte la deviazione standard della curva:
3. È un indice dell’accuratezza del processo.
Sarà da considerarsi un valore accettabile Cpk >1,3.
4. Cpk è negativo quando la media è fuori specifica
Cpk è calcolato rispetto alla specifica più vicina alla media
(quella più critica)
Cpk=Cp con la distribuzione perfettamente centrata sul target
Cpk considera anche lo
scostamento, in questo caso pur
avendo Cp=2 (preciso), Cpk < 1,3
(non accurato)
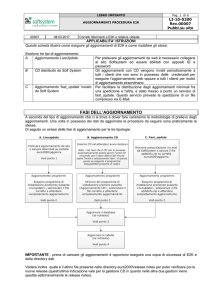
Parti per milione di difetti (PPM)
Define
Probabilità di presenza di difetti in parti
per milione (PPM), in funzione del
rapporto tra i limiti di accettabilità e
l’ampiezza/centratura della distribuzione
Measure
Analyze
Improve
Control
no shift, cp=cpk
shift 1,5 σ, cp≠cpk
probabilità %
soglia
68,27
±1σ
317.300
690.000
95,45
±2σ
45.500
308.537
99,73
±3σ
2.700
1
99,9937
±4σ
63
99,999943
±5σ
99,9999998
±6σ
PPM
Cp,cpk
PPM
Cp
Cpk
66.807
1
0,5
1,33
6.210
1,33
0,83
0,57
1,67
233
1,67
1,17
0,002
2
3,4
2
1,5
SPECIFICHE DI CONTROLLO
¾ Cosa controllare
¾ Limiti di specifica prodotto
¾ Limiti di controllo del processo
¾ Le carte di controllo
LSL
USL
LCL
UCL
USL
UCL
LCL
LSL
I limiti di controllo sono determinati dalla prestazione del processo
I limiti di specifica sono determinati dal cliente
Misura del processo
Studio del fenomeno AS IS
¾ Analisi della macchina
¾ Creazione di un campione omogeneo di circa 2000
flaconi a peso noto (±5mg)
¾ Valutazione delle variabili esterne (velocità, LAF)
¾ Valutazione delle bilance
¾ Valutazione degli errori
¾ Analisi statistica delle distribuzioni
¾ Definizione del campione statistico
rappresentativo
¾ Valutazione delle distribuzioni dei
pesi netti
¾ Definizione dei valori limite di
controllo in base al ±3σ misurato
sulle distribuzioni:
≈ ±5% per il formato 500
≈ ±7% per il formato 1000
Distribuzione dei lotti pesati
manualmente
Fase di Improve
¾ Upgrade della macchina e del sistema di controllo da parte del
fornitore
¾ Convalida del metodo di controllo del peso
¾ Produzione di 2400 flaconi
¾ Pesatura manuale di tutti i 2400 flaconi
¾ Campionamento e pesatura automatica del campione
¾ Analisi statistica della distribuzione del campione
¾
Esecuzione dei lotti di convalida
¾
Verifica dell’affidabilità e dei limiti di processo
¾
Verifica dei limiti di specifica (vs. Limiti di farmacopea)
Verifica delle distribuzioni
¾ 6 lotti di convalida- formato 1000
¾ 6 lotti di convalida- formato 500
Cpk vs.LIMITI DI SPECIFICA
¾formato
Lot Name
500 mg
Cp
¾formato
1000 mg
Lot Name
Cp
Cpk
2A0821
1,847
1,728
Cp > 2,5
Cpk > 2,35
2A0822
1,590
1,577
2A0823
1,751
1,702
PPM < 3,4
2A0824-1
1,250
1,150
1,979
1,970
2,056
2,032
Cpk
2B08D04
2,581
2,556
2B08D07
3,238
2,919
2B08D08
3,852
3,434
2B08D09
2,700
2,668
2B08D10
2,567
2,351
2A0824
2B08D11
3,747
3,481
2A0825
1,25 < Cp < 2
1,35 < Cpk < 2
PPM > 6210
Cpk vs.LIMITE DI PROCESSO
¾formato
Lot Name
500 mg
¾formato
Cp
Cpk
2B08D04
1,340
1,315
2B08D07
1,681
1,362
2B08D08
1,999
1,582
2B08D09
1,401
1,370
2B08D10
1,332
2B08D11
1,944
1000 mg
Lot Name
Cp
Cpk
2A0821
1,293
1,174
2A0822
1,113
1,101
2A0823
1,225
1,177
2A0824-1
0,875
0,775 PPM > 6210
1,117
2A0824
1,386
1,376
1,679
2A0825
1,439
1,415
1,33 < Cp < 2
1,11 < Cpk < 1,7
PPM<6210
0,8< Cp < 1,4
0,77 < Cpk < 1,4
Prime valutazioni
¾ Il formato 500 appare ben dimensionato e ben tarato
¾ Il formato 1000 non presenta la stessa precisione e accuratezza
¾ Quale è la reale capacità del nostro processo?
¾ Che sappiamo sulle possibilità di deriva del sistema/processo ?
¾
Come si comporterà nel tempo il nostro processo?
¾ Come possiamo controllare la capacità di processo?
¾ Quali strumenti?
OSSERVAZIONE E MONITORAGGIO SUL MEDIO LUNGO PERIODO
Monitoraggio di lungo periodo
Andamento
sequenziale dei
pesi netti
campionati
Andamento
temporale dei
campionamenti
Interruzioni del
processo
Distribuzione e
normalità
Verifica di lungo periodo
trend e correlazioni
¾ Distribuzione dei lotti
¾ Cpk dei lotti
¾ Bilance
¾ Incidenza materie prime
¾ Interruzioni e prestazioni
Analisi dei risultati di lungo periodo
¾ Il valore del Cpk misurato a posteriori a
fine lotto mostra un progressivo
miglioramento nel tempo del nostro
processo
¾ I valori di Cpk mediamente superiori al 2
indicano una bassa probabilità di
presenza di difetti in PPM
¾ L’alta variabilità del valore di Cpk ci
indica che il processo è migliorabile
¾ La variabilità del Cpk presenta
oscillazioni differenti nel tempo
¾ L’analisi delle interruzioni e la
correlazione con il Cpk presenta
ulteriori spunti di analisi
Valutazioni sul lungo periodo
¾
L’analisi statistica parametrica delle distribuzioni utilizzata sembra
rappresentare bene il processo e permettere valide stime probabilistiche
rispetto ai limiti di accettabilità
¾
Il fenomeno è però molto complesso:
¾
l’analisi a posteriori dei dati disponibili non dà informazioni sufficienti sulle
cause delle interruzioni e sulla loro incidenza sul cpk
¾
Gli eventi macchina e gli interventi operatore influiscono sul cpk sia con il
segno “+” sia con il segno “–” mediando il risultato finale
¾ Le singole variabili non incidono sulla capacità di processo in modo diretto
ma in modo indiretto, non osservabile o deducibile intuitivamente
¾
La macchina scarta automaticamente i flaconi con peso superiore al
valore di soglia predefinito ( ≈ ±5% per il formato 500 e ≈ ±7% per il formato
1000), ma rappresenta un intervento di tipo “curativo” non “preventivo”
Opportunità
¾ Come possiamo migliorare?
¾ Come rilevare le derive?
¾ Come intercettare l’insorgere di una causa e non limitarsi a controllare
gli effetti?
¾ Come possiamo controllare meglio il nostro processo, in modo
istantaneo e puntuale?
¾
Per il livellamento e il miglioramento della capacità di processo
occorre uno strumento che consenta di tracciare il trend durante
l’attività produttiva e indichi quale variabile sta derivando
(posizionamento del valore medio o ampiezza della distribuzione)
consentendo interventi preventivi e non solo correttivi
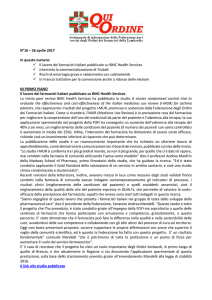
Cpk dinamico-on line e valori di controllo
Cpk=2
Cpk=1
±6σ, shift ±1,5
±3σ
±3σ
±6σ
Analisi del Cpk dinamico-on line
da 6000 a 7000 campioni
trend decrescente
scostamento del valor medio
aumento della deviaz. Std.
2.000 campioni in sovra
dosaggio, corrispondenti
a 20.000 flaconi di
prodotto
Breve intervento operatore,
a 7000 campioni,
riduzione variabilità ma
valore medio non centrato
Sostanziale interruzione per
intervento operatore, a 8000
campioni, valore medio
centrato ma variabilità
elevata
Conclusioni
¾ La ricerca del modello statistico ha consentito di individuare i
parametri di variabilità e di capacità del processo (Cpk) nelle diverse
condizioni di esercizio.
¾ L’integrazione delle metodologie six-sigma ha portato ad integrare
all’uso di valori di soglia, per la segnalazione di warning sui limiti di
peso e lo scarto dei flaconi pesati fuori limite, con la misura dinamica
on line dell’indice Cpk di capacità di processo.
¾ La rappresentazione dinamica del Cpk consente di ottenere una
informazione puntuale sulla qualità del processo in esecuzione e nel
contempo fornisce un trend previsionale sulla deriva del processo
stesso.
¾ La rappresentazione dinamica e on line del Cpk, completata con il
trend del posizionamento del valore medio e della deviazione
standard, fornisce all’operatore di linea lo strumento per valutare con
sufficiente anticipo su quale parametro produttivo intervenire per
“ricentrare” la capacità di processo nei valori definiti.
Nuovi obiettivi
Ma in particolare
¾ Il modello realizzato è esportabile e può essere applicato a
gran parte delle realtà produttive dell’azienda
¾ La cultura aziendale è cambiata, l’orientamento acquisito va
verso i controlli dinamici, on line, con interventi di natura
preventiva in sostituzione alle modalità di intervento reattivo
Ovviamente l’analisi prosegue!
¾ Il prossimo obiettivo è il miglioramento delle prestazioni, la
separazione delle cause dagli effetti, la correlazione della
variazione del Cpk con le cause primarie, l’integrazione della
metodologia 6σ con la metodologia LEAN
Grazie
Gino De Noni
OASI sas Consulting & Innovation
[email protected]