Computer Integrated
Manufacturing
Sistemi per l’automazione
industriale
Ing. Stefano MAGGI
Dipartimento di Elettrotecnica
Politecnico di Milano
lunedì 10 novembre 2008
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Contenuti
Il processo e l’impianto industriale
Il sistema di controllo di processo
CIM: definizione, ambito, funzioni coinvolte,
benefici attesi, aspetti caratteristici
La piramide CIM e l’integrazione
Metodi di progettazione per il sistema di controllo
di processo
Il modello del controllo di processo
Stefano Maggi
lunedì 10 novembre 2008
1
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Il processo industriale
Il processo industriale può essere definito come
l’insieme delle operazioni che concorrono a trasformare
le proprietà di uno o più materiali, tipi di energia o
informazioni con un obiettivo predeterminato; esempi
tipici possono essere la produzione di un determinato
bene attraverso una lavorazione continua oppure
discreta di tipo manifatturiero, la produzione di energia
elettrica oppure il suo trasporto e distribuzione, la
raccolta – elaborazione – diffusione di informazioni.
Stefano Maggi
lunedì 10 novembre 2008
2
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
L’impianto industriale
L’impianto industriale è l’insieme degli apparecchi,
delle macchine e dei mezzi necessari all’esecuzione dei
compiti di trasformazione per cui il processo industriale
è concepito; il flusso principale di materiali – energia –
informazioni che entra nell’impianto per dar luogo al
flusso corrispondente a valle delle operazioni di
trasformazione delle loro proprietà è accompagnato da
un flusso analogo che si può definire flusso di servizio,
ossia necessario al corretto funzionamento di tutte le
parti dell’impianto.
Stefano Maggi
lunedì 10 novembre 2008
3
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Il sistema di controllo di processo
Il sistema che regola i comandi necessari al
funzionamento dell’impianto e quindi al perseguimento
dell’obiettivo del processo industriale, ne ottimizza le
fasi e ne verifica i risultati è detto sistema di controllo
di processo (PCS, Process Control System); oltre al
processo stesso su cui agisce direttamente il controllo,
questo è anche interfacciato al sistema superiore che
ne imposta i comportamenti in funzione degli obiettivi
che il processo deve conseguire.
Stefano Maggi
lunedì 10 novembre 2008
4
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
MES & ERP
Il “sistema superiore” può essere semplicemente il
personale addetto alla conduzione dell’impianto
oppure un sistema di pianificazione della
produzione (MES, Manufacturing Execution
System) oppure ancora un sistema di gestione
delle risorse aziendali (ERP, Enterprise Resources
Planning).
Le variabili quindi in ingresso e uscita dal sistema
di controllo sono sia scambiate con il sistema
superiore (impostazione delle variabili di
riferimento, delle soglie, segnalazioni di stati e
allarmi, misure, ecc), sia con il processo
controllato (rilevamento e misura delle variabili
controllate e di controllo, comandi, ecc).
Stefano Maggi
lunedì 10 novembre 2008
5
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
CIM: Definizione e Ambito
Definizione: impiego articolato e cooperante della
tecnologia informatica nei processi di
• progettazione,
• produzione,
• distribuzione,
per acquisire un durevole vantaggio competitivo.
Ambito: tutte le funzioni dell’impresa che possono
• essere assistite dall’elaboratore,
• essere automatizzate e quindi eseguite e
controllate dall’elaboratore,
• con un alto livello di integrazione.
Stefano Maggi
lunedì 10 novembre 2008
6
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
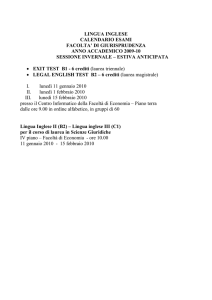
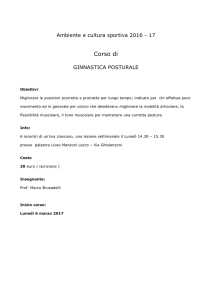
Funzioni coinvolte
Funzioni
amministrative
Sistemi informativi
di Produzione
Funzioni di
pianificazione &
controllo
produzione
Computer aided
manufacturing
(CAM)
Computer Aided
Design (CAD, CAE)
Funzioni di
progettazione
Flexible
Manufacturing
System (FMS)
Stefano Maggi
lunedì 10 novembre 2008
Funzioni di
produzione
7
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Benefici attesi
Incremento della flessibilità produttiva dei volumi
Riduzione dei tempi di consegna (time-to-market)
Miglioramento della qualità
Riduzione dei costi
Miglioramento dei servizi al cliente
Sopravvivenza dell’impresa in un ambiente
altamente competitivo
Stefano Maggi
lunedì 10 novembre 2008
8
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Aspetti caratteristici
Gli aspetti caratteristici dell’integrazione attuata
nella logica CIM sono:
•Basi di dati centralizzate e condivise dai diversi
processi
•Comunicazione di informazioni tra i diversi
sottosistemi di elaborazione
•Coordinamento e sincronizzazione delle varie
attività umane ed automatiche
•Ottimizzazione dei tempi e della flessibilità di
risposta in funzione delle condizioni di mercato
•Livello di qualità dei prodotti elevato e
controllato
Stefano Maggi
lunedì 10 novembre 2008
9
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
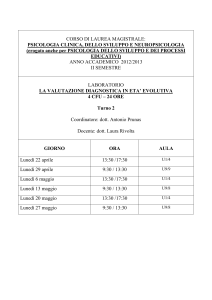
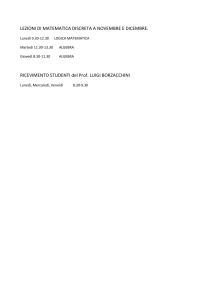
La piramide CIM
6 – A z ie n d a
5 – S ta b ilim e n to
4 – A re a
3 – R e p a rto / C e lla
2 – U n ità o p e ra tric e
1 – S e n s o re – A ttu a to re
0 – D is p o s itiv i M e c c a n ic i
Ad ogni livello sono svolte delle funzioni di base comuni
distinguibili in tre categorie:
•Di gestione dal livello superiore: scomposizione dei comandi ricevuti
in sottocompiti e rapporto delle attività svolte.
•Di gestione del proprio livello: assegnazione dei sottocompiti e delle
risorse, attuazione dei sottocompiti del livello.
•Di gestione verso il livello inferiore: assegnazione dei sottocompiti e
delle risorse e analisi delle informazioni di risposta ricevute dal
livello inferiore.
Stefano Maggi
lunedì 10 novembre 2008
10
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
L’integrazione
Due diverse tipologie di integrazione che è
necessario
attuare
a
ciascun
livello
per
raggiungere quella dell’intero sistema:
•Integrazione orizzontale: all’interno di ciascun
livello
•Integrazione verticale: tra un livello e quelli
adiacenti
Stefano Maggi
lunedì 10 novembre 2008
11
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Metodi di progettazione
(1/2)
La progettazione di un sistema CIM può essere
condotta per mezzo di due approcci:
•Approccio top-down
•Approccio bottom-up
Stefano Maggi
lunedì 10 novembre 2008
12
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Metodi di progettazione
(2/2)
La progettazione di tipo top-down è particolarmente
indicata per la realizzazione di sistemi nuovi in cui è
possibile far riferimento a modelli precisi di
architetture, dove è massimo il livello di integrazione e
la semplicità per raggiungerlo;
l’approccio bottom-up è indicato per situazioni già
esistenti, in cui si individuano interventi locali di facile
realizzazione, procedendo poi all’integrazione dei
diversi sottosistemi in modo però spesso difficoltoso
Stefano Maggi
lunedì 10 novembre 2008
13
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
L’approccio Top-Down
(1/3)
Nel percorso di progettazione top-down, ossia dall’alto
verso il basso altrimenti detta di tipo sistemistica, il
progetto viene impostato tipicamente in tre step:
•Analisi e stesura delle specifiche funzionali dell’intero
sistema integrato:
durante questa fase si stabiliscono e descrivono
dettagliatamente gli obiettivi ed i compiti del sistema
di automazione nel suo insieme; si deve notare che
l’impianto di processo è già stato definito nella sua
topologia e funzionalità a seguito dell’attività svolta
dai progettisti meccanici e di processo (Fase di
strategia).
Stefano Maggi
lunedì 10 novembre 2008
14
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
L’approccio Top-Down
(2/3)
•Progettazione dell’architettura di sistema:
in questo step vengono delineate le apparecchiature di
supervisione, controllo, attuazione e rilevazione
(interfacce uomo-macchina – controllori – attuatori –
sensori) necessarie all’espletazione delle funzioni e
compiti definiti nello step precedente; aspetto
essenziale nella definizione dell’architettura di sistema
è l’integrazione dei diversi dispositivi attraverso la
comunicazione delle informazioni tra di essi
(connessioni seriali o parallele, segnali analogici e
digitali, reti di comunicazione digitali e protocolli di
comunicazione) (Fase di pianificazione).
Stefano Maggi
lunedì 10 novembre 2008
15
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
L’approccio Top-Down
(3/3)
•Definizione dello schema elettrico e delle logiche
software:
nell’ultima parte della progettazione si concretizzano i
risultati ottenuti dalle fasi precedenti per mezzo della
stesura degli schemi elettrici di collegamento di tutti i
dispositivi (parte hardware) e delle logiche di
funzionamento di essi (parte software) (Fase di
implementazione).
Stefano Maggi
lunedì 10 novembre 2008
16
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
L’approccio Bottom-Up
L’approccio bottom-up si sviluppa in modo inverso
a quello di tipo top-down in quanto
concettualmente prende le mosse dall’analisi dei
dispositivi presenti nell’impianto in termini di
collegamenti e logiche di funzionamento;
Si procede poi alla definizione dell’architettura di
sistema e delle funzioni che è possibile realizzare
con ciò che si è stabilito iterando e correggendo se
eventualmente non tutte le funzioni desiderate
sono attuabili in prima battuta.
Esistono naturalmente anche approcci misti alla
progettazione, in cui ad esempio si utilizza il
metodo top-down per lo studio delle diverse
sezioni di impianto e quello bottom-up all’interno
di ciascuna di esse.
Stefano Maggi
lunedì 10 novembre 2008
17
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
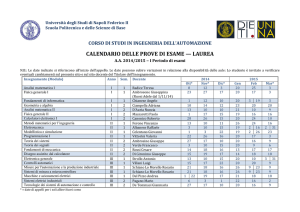
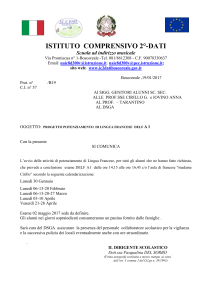
Il modello del controllo di processo
Stefano Maggi
lunedì 10 novembre 2008
18
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Livello 1: Sensori/Attuatori
E’ costituito dall’insieme dei sensori e degli attuatori,
ossia dai dispositivi di campo che vengono
interfacciati direttamente all’impianto industriale
costituendo la sezione di ingresso – uscita del
sistema di controllo.
La funzione del livello 1 è quella di riportare al livello
sovrastante le misure di processo e di attuare i
comandi ricevuti da esso. Il livello di intelligenza
richiesto ai dispositivi di campo è limitata, dovendo
essi soltanto trasdurre grandezze fisiche di varia
natura (es. temperatura, pressione, tensione, ecc.) a
segnali tipicamente di tipo elettrico (corrente e
tensione) e viceversa.
E’ bene notare come sia crescente la tendenza di
dotare sensori ed attuatori di intelligenza dedicata
anche alla gestione di una interfaccia di
comunicazione digitale e seriale.
Stefano Maggi
lunedì 10 novembre 2008
19
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Livello 2: Controllo di macchina
E’ costituito dai controllori, solitamente di tipo
automatico o semiautomatico, interfacciati con i
sensori e gli attuatori dei dispostivi meccanici facenti
parte di una stessa unità operatrice. Le
apparecchiature del livello 2 sono i controllori a
logica programmabile (PLC, Programmable Logic
Controller), semplici sistemi di controllo distribuito
(DCS, Distributed Control System), centri di
lavorazione a controllo numerico (CNC, Computer
Numeric Controller).
Le funzioni cui il controllo di macchina è preposto
sono la regolazione diretta delle variabili, la
realizzazione sequenziale di operazioni e di
interblocchi, ecc.; tali operazioni non sono in genere
molto complesse, ma devono essere coordinate con
quelle fatte eseguire alle altre macchine attraverso
l’operato del livello superiore.
Stefano Maggi
lunedì 10 novembre 2008
20
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Livello 3: Controllo di cella
I controllori costituenti questo livello regolano il
funzionamento di tutte le macchine operatrici
costituenti una cella di lavoro attraverso la
comunicazione con i relativi controllori; le operazioni
svolte a questo livello sono analoghe a quelle del
livello 2 risultando soltanto più complesse e a
maggior spettro in varietà e dimensioni.
In modo analogo i controllori PLC e DCS del livello 3
sono più potenti in termini di capacità elaborativa,
memoria, comunicazione, ecc.; crescente interesse,
soprattutto dal punto di vista economico, rivestono le
moderne soluzioni di automazione basate su Personal
Computer (PC).
Stefano Maggi
lunedì 10 novembre 2008
21
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Livello 4: Controllo di area
(1/2)
E’ costituito dal sistema di supervisione, controllo e
acquisizione dati (SCADA, Supervisory Control And
Data Acquisition); le apparecchiature su cui sono
implementate le piattaforme software sono
tipicamente Work Station (WS), con struttura client –
server, o PC nelle applicazioni più semplici.
Le funzioni svolte a livello 4 sono quelle legate alla
gestione dell’intero processo controllato: gestione
operativa intesa come impostazione del lotto da
produrre o dei cicli di lavorazione, gestione delle
situazioni di allarme, analisi dei risultati, ecc.
Stefano Maggi
lunedì 10 novembre 2008
22
Sistemi per l’automazione industriale
Computer Integrated Manufacturing
Livello 4: Controllo di area
(2/2)
Il controllo di area differisce sostanzialmente da
quello di macchina e di cella, in quanto i requisiti di
elaborazione real-time sono fortemente ridotti; le
funzioni infatti che devono essere svolte a questo
livello sono fortemente dipendenti dall’operatore
eventualmente coadiuvato, come si è accennato
precedentemente, da sistemi automatici di tipo
gestionale che però lavorano su orizzonti temporali e
con obiettivi completamente differenti.
Restano invece molto importanti i tempi di risposta
dell’intero sistema per quanto concerne la rilevazione
e segnalazione di eventuali situazioni di allarme in cui
l’operatore può e deve essere in grado di prendere
provvedimenti.
Stefano Maggi
lunedì 10 novembre 2008
23