prima di copertina
La valorizzazione energetica
dei reflui industriali
Tecam presenta una tecnologia basata sulla
digestione anaerobica in grado di abbattere le
sostanze inquinanti organiche presenti nei reflui
producendo biogas
Tecam da quasi trent’anni è presente nel mercato per il trattamento delle acque di scarico primarie e di processo, e può
vantare un’ampia esperienza maturata nel settore che le permette di essere simbolo di garanzia per tutti i clienti in cerca di
soluzioni consone alle problematiche ambientali. Tramite il suo
operato nell’ambito del trattamento delle acque industriali è
in grado di impiegare tecnologie che permettono di rendere
i reflui idonei allo scarico in fognatura nel rispetto dei limiti di
scarico previsti dalle normative, oppure di renderli riutilizzabili
all’interno del ciclo produttivo soddisfacendo così la necessità
di massimizzare i recuperi economici di eventuali sottoprodotti
presenti.
Gli impianti, che sono costruiti in base alle esigenze specifiche
del cliente, usano le più moderne tecnologie, come la filtrazione
su membrana, lo scambio ionico, il trattamento chimico-fisico,
l’evaporazione a combustibili tradizionali e a pompa di calore,
i sistemi biologici a fanghi attivi, MBR, e diversi altri ancora. Vari
sono i settori della produzione industriale che si avvalgono dei
servizi di TECAM. Fra questi ricordiamo le industrie chimica e farmaceutica, meccanica e siderurgica, tessile, agroalimentare,
della verniciatura, oltre ad altri settori.
della frutta, zuccherifici), delle bevande, delle distillerie, delle
birrerie, dell’industria cartiera, delle biomasse liquide.
Tra le tecnologie che si servono dei fanghi granulari (UASB,
IC, EGSB) una delle più utilizzate è la UASB (Up-flow Anaerobic
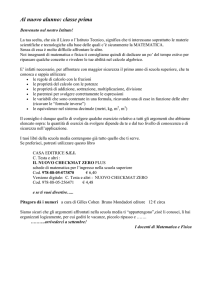
Sludge Blanket). Per sfruttare questa tecnologia Tecam propone un impianto detto reattore a biomassa trattenuta e flusso
verso l’alto, che contiene un letto di uno o due metri di altezza
di fanghi granulari attivi composti di batteri metanigeni. Il refluo
viene pompato dal basso e fatto passare attraverso lo strato di
fanghi attivi, che, grazie alla digestione del carbonio, abbassano il contenuto di COD presente in esso, producendo vapore
acqueo, anidride carbonica e metano. Il biogas così ottenuto
viene prelevato e convogliato in un motore di cogenerazione
che produce energia elettrica e termica. Il refluo uscente dal
reattore UASB, a basso contenuto di COD, può essere riciclato
all’interno del ciclo produttivo. L’utilizzo delle tecnologie anaerobiche a fanghi granulari favorisce il perseguimento dei principali obiettivi delle BREF: massimizzazione della quantità di acqua riciclata, riduzione della produzione di rifiuti (minimizzazione
della produzione di fanghi di supero rispetto alle tecnologie
aerobiche), aumento dell’efficienza energetica del processo di
riciclo.
Tecnologie anaerobiche
Le tecnologie anaerobiche a fanghi granulari attivi rappresentano delle efficaci e convenienti metodologie di trattamento dei reflui ad alto contenuto di COD (Chemical Oxygen Demand), dei quali consentono insieme il riciclo e la valorizzazione
energetica. Tali tecnologie sono basate sullo sfruttamento di
un processo biologico, la digestione anaerobica, in grado di
abbattere le sostanze inquinanti organiche presenti nei reflui
producendo biogas dal quale si può ricavare energia elettrica e termica. Le tecnologie anaerobiche sono applicabili a
reflui contenenti classi di composti organici facilmente biodegradabili, quali zuccheri, alcoli ed amidi. Esse trovano dunque
applicazione nel settore farmaceutico, alimentare (lavorazione
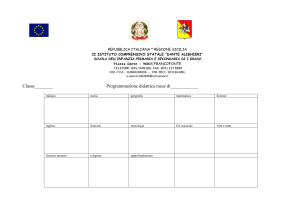
Schema 1 – Funzionamento di un reattore UASB.
Schema 1 – Funzionamento di un reattore UASB.
Fattori limitanti e pretrattamenti
28 l’ambiente
●
5/13
L’estensione dell’applicazione delle tecnologie anaerobiche a fanghi
Fattori limitanti e pretrattamenti
L’estensione dell’applicazione delle tecnologie anaerobiche a fanghi granulari a diverse tipologie di reflui è stata
possibile non tanto grazie alle migliorie apportate ai processi
anaerobici stessi, quanto piuttosto grazie all’abbinamento di
pretrattamenti volti a rimuovere dai reflui le sostanze che inibiscono l’azione dei batteri metanigeni, tra le quali:
• i solidi sospesi;
• l’azoto ammoniacale;
• i sali in alta concentrazione;
• un COD con valori troppo bassi o troppo alti.
La presenza di solidi sospesi e di azoto ammoniacale e l’alta concentrazione salina impediscono la sopravvivenza dei
batteri metanigeni. I solidi sospesi possono essere rimossi attraverso un processo di flottazione o di sedimentazione, l’azoto
ammoniacale tramite lo strippaggio, la precipitazione o la
separazione selettiva, l’alta concentrazione salina con la diluizione del refluo. Anche temperature troppo basse non consentono l’azione dei batteri metanigeni. A questo problema
si può ovviare con il riscaldamento dell’impianto, ma ovviamente tale scelta non sempre si rivela opportuna dal punto
di vista economico.
La digestione anaerobica trova applicazione efficace su
reflui con valori di COD da 2.000 a 20.000 ppm (il valore ideale
è 8.000 ppm). Ovviamente più elevati sono i valori di COD
presente nel refluo, maggiore è la quantità di biogas e dunque di energia che è possibile produrre attraverso il processo
di digestione (0,35 me/h di metano per ogni kg di COD). Se la
presenza di COD è troppo bassa si può optare per una concentrazione del refluo, se troppo alta per una sua diluizione.
Applicazioni
ACQUE DI LAVAGGIO PET E VETRO
Normalmente le acque di lavaggio PET e vetro da raccolta differenziata vengono trattate solo da separatori di solidi
(sedimentatori, flottatori) ma a causa degli alti valori di COD
che rimangono presenti nel refluo così trattato, non è possibile
reimmettere nel ciclo di lavaggio più del 20-25% dell’acqua.
La quantità di acqua riciclabile è dunque molto bassa e il
carico inquinante inviato a depurazione risulta considerevole
(ad esempio, per un impianto di lavaggio da 1.500 Kg/h di
PET il carico inquinante risulta pari a 1.500-2.000 Kg/giorno di
COD).
Tecam suggerisce un post-trattamento anaerobico del
refluo che, applicato successivamente al trattamento di separazione dei solidi sospesi, permette l’abbassamento del
carico di COD, con notevoli vantaggi ambientali in termini
di aumento della quantità di acqua riciclata (dal 20 - 25% al
90-95%) e di diminuzione della quantità di COD residuo (da
2.000 Kg al giorno a meno di 500 Kg al giorno) nei reflui da
inviare ai successivi trattamenti di depurazione. Nel caso di un
impianto di lavaggio PET da 1.500 Kg/h, l’applicazione della
tecnologia anaerobica permette la valorizzazione energetica del refluo trattato grazie alla produzione di biogas, da cui
si può ottenere una quantità di energia elettrica pari a circa
150 kWh, grazie alla quale il ritorno dell’investimento può essere conseguito in pochi anni.
PERCOLATO DA F.O.R.S.U.
I trattamenti anaerobici a fanghi granulari, previ trattamenti
di rimozione dell’azoto ammoniacale, possono ottimizzare la
produzione energetica di reattori anaerobici a secco impiegati per la digestione mesofila della F.O.R.S.U. (Frazione Organica del Rifiuto Solido Urbano) o di altre frazioni organiche dei
rifiuti. L’applicazione del trattamento a fanghi granulari al percolato uscente dal reattore anaerobico a secco permette di
ridurre la quantità di COD presente nel refluo – consentendo
in tal modo il riciclo di una parte del percolato, che può essere
reimmesso nelle celle a secco – e di massimizzare la quantità
di energia elettrica ottenibile attraverso il trattamento dei rifiuti organici. Ad esempio, nel caso di una cella anaerobica a
secco da 30.000 ton/anno di F.O.R.S.U. (tempo di maturazione
= 30 giorni) con riciclo di 230 mc/giorno di percolato, l’applicazione al percolato di un trattamento anaerobico a fanghi
granulari permette di aumentare la produzione di energia di
circa 150 kWh, riducendo sensibilmente i quantitativi di COD
nei reflui da destinare ai successivi trattamenti.
Nel caso di reflui ad alta concentrazione di azoto (come la
pollina o gli scarti di macello) è necessario applicare al percolato un trattamento di rimozione dell’azoto ammoniacale, allo
scopo di ridurne la concentrazione sotto i 3.000 mg/lt, valore
sopra il quale la presenza di questa sostanza costituisce un
inibitore dei processi anaerobici. L’impianto suggerito da Tecam per la rimozione dell’azoto per il caso da 230 mc/giorno
di percolato può essere costituito da un sistema a membrane
da 230 mc/giorno e da un evaporatore da 50 mc/giorno. In
seguito al trattamento di rimozione dell’azoto il percolato presenterà una concentrazione massima di questo pari a 1.000
mgr/lt, compatibile con i processi anaerobici.
PERCOLATO DA R.S.U.
Le caratteristiche quali-quantitative del percolato prodotto
in una discarica di rifiuti solidi urbani, oltre ad essere influenzate dalla natura dei rifiuti, dalle loro modalità di raccolta e
dagli eventuali pretrattamenti (selezione, triturazione, compattazione), subiscono nel tempo consistenti variazioni in relazione all’evoluzione dei processi biologici che avvengono nei
rifiuti durante la gestione della discarica. In genere, in seguito
ad un periodo iniziale di degradazione aerobica, si possono
Figura 2 - Unità di evaporazione mobile.
29 l’ambiente
●
5/13
prima di copertina
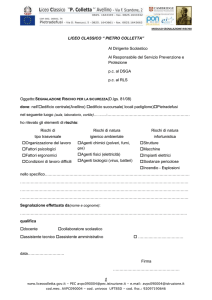
Figura 3 - Impianto trattamento percolato da discarica
materiale industriale (R speciali).
pesanti, solfati, etc.).
In conclusione il percolato di discarica dei rifiuti solidi urbani
presenta un carico inorganico costituito da forti concentrazioni di ammonio (1.000 - 3.000 ppm) e cloruri (1.000 - 5.000 ppm)
e dalla presenza di vari ioni (zinco, piombo, etc.) che in molti
casi superano il limite di accettabilità del decreto legislativo
152/06. Tali sostanze possono inibire per diverse ragioni la formazione di biogas da parte dei normali processi di fermentazione anaerobica dei rifiuti solidi urbani o di un trattamento
anaerobico a fanghi granulari del percolato in una piattaforma conto terzi. Anche in questo caso Tecam suggerisce l’applicazione di tecnologie a membrana (ultrafiltrazione, nanofiltrazione, osmosi inversa) per il pretrattamento del percolato.
Questo consente di ottenere un refluo ad alto carico di COD
e a basso carico di azoto e sali, ideale per la digestione anaerobica in un reattore a fanghi granulari. Il concentrato uscente
dal trattamento a membrana, ricco in azoto, può essere valorizzato separatamente.
definire le seguenti fasi:
a) fermentazione acida, durante la quale il percolato è caratterizzato da:
• pH acido (per le elevate concentrazioni di acidi grassi volatili): 5-6;
• elevate concentrazioni di BOD5 (per forte presenza di acidi organici): > 15.000 mg/l;
• elevati valori del rapporto BOD5/COD: > 0,7;
• elevate concentrazioni di ammoniaca: 500-1.000 mg/I;
• elevate concentrazioni di metalli pesanti (come Fe, Mn,
Mg, Zn, Ca), in quanto le condizioni di pH acido favoriscono la solubilizzazione;
• elevate concentrazioni di ioni inorganici (come Cl-, SO42-,
Ca2+, Mg2+, Na+).
b) fermentazione metanigena instabile, durante la quale si
verifica la crescita dei batteri metanigeni, caratterizzata dai
seguenti fenomeni:
• diminuzione della concentrazione di solfati per riduzione
biologica;
• progressiva conversione degli acidi grassi;
• progressivo aumento del pH e dell’alcalinità;
• diminuzione della solubilità di calcio, ferro, manganese e
metalli pesanti (che possono essere precipitati come solfuri);
• rilascio di ammoniaca (che non viene convertita dal processo anaerobico): l.000 -3.000mg/l.
c) fermentazione metanigena stabile, durante la quale la
composizione del percolato è caratterizzata da:
• pH vicino alla neutralità;
• concentrazioni di BOD5 relativamente basse;
• bassissimi valori del rapporto BOD5/COD: 0,05 - 0,07 dopo
15 - 20 anni;
• significative concentrazioni di ammoniaca: >3.000 mg/l;
• basse concentrazioni di metalli pesanti;
• basse concentrazioni di solidi totali disciolti.
Il percolato di discarica in genere raggiunge i valori massimi di carico inquinante durante il primo e il secondo anno di
gestione, periodo successivamente al quale tali valori subiscono una progressiva riduzione. Questo tipo di andamento si riscontra per i parametri di inquinamento organico (COD, BOD,
TOC) e microbiologico e di presenza di ioni inorganici (metalli
30 l’ambiente
●
5/13
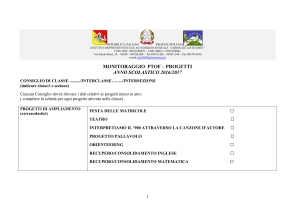
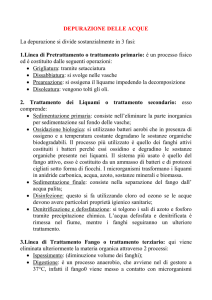
Schema 2 – Applicazione della tecnologia UASB al riciclo del percolato.
Schema 2 – Applicazione della tecnologia UASB
al riciclo del percolato.
Vantaggi e svantaggi:
Vantaggi
I principali
vantaggiedeisvantaggi:
trattamenti anaerobici rispetto a quelli aerobici sono:
il basso
consumo
energetico
e la produzione di energia: il reattore anaerobico abbatte
I principali vantaggi dei trattamenti anaerobici rispetto a
circa il 90% del COD in ingresso senza consumo di energia, ma anzi producendo
quelli aerobici sono:
biogas;
• il basso consumo energetico e la produzione di energia:
la riduzione della quantità di rifiuti prodotti: il trattamento anaerobico produce circa un
il reattore anaerobico abbatte circa il 90% del COD in indecimo della quantità di fanghi di supero prodotta dai sistemi aerobici, con
gresso senza consumo di energia, ma anzi producendo
conseguente abbassamento dei costi di smaltimento dei fanghi stessi;
biogas;
la massimizzazione della quantità di acqua riciclata;
• la riduzione della quantità di rifiuti prodotti: il trattamento
l’ottimizzazione del trattamento aerobico: il pre-trattamento anaerobico dei reflui
anaerobico produce circa un decimo della quantità di
aumenta la biodegradabilità complessiva del refluo, permettendo al comparto aerobico
fanghi di supero prodotta dai sistemi aerobici, con consefinitore di specializzarsi nell’abbattimento delle specie più biorefrattarie.
guente abbassamento dei costi di smaltimento dei fanghi
stessi;
I principali
svantaggi sono:
• la massimizzazione della quantità di acqua riciclata;
le dimensioni degli impianti (un reattore UASB può raggiungere un’altezza di 8 metri);
• l’ottimizzazione del trattamento aerobico: il pre-trattal’eventualità che sia necessario un ulteriore trattamento di depurazione delle acque
mento anaerobico dei reflui aumenta la biodegradabilità
prima dello scarico.
complessiva del refluo, permettendo al comparto aerobico finitore di specializzarsi nell’abbattimento delle specie
più biorefrattarie.
I principali svantaggi sono:
• le dimensioni degli impianti (un reattore UASB può raggiungere un’altezza di 8 metri);
• l’eventualità che sia necessario un ulteriore trattamento di
depurazione delle acque prima dello scarico.