INDICE
Capitolo I
1.1
REACH e Industria Conciaria
Pag.
4
1.1.1 L’industria conciaria italiana
4
1.1.2 Dati regionali
4
1.1.3 Produzione per tipologia d’animale e destinazione d’uso
5
1.1.4 Mercati di esportazione
6
1.1.5 Mercati di approvvigionamento materia prima
6
1.1.6 Incidenza dell’Italia sul mondo
7
1.2
Il processo conciario
8
1.2. 1 Morfologia della pelle
10
1.2.2 Le fasi del processo conciario
11
1.2.3 Operazioni di riviera
12
1.2.4 Operazioni di concia
14
1.2.5 Dal wet-blue al crust : operazioni di post concia
15
1.2.6 Trasformazione della “pelle in crust” in cuoio finito: la rifinizione 17
1.3
Ruolo dell’industria conciaria in ambito REACH
19
1.3.1 Ruolo come utilizzatore a valle (downstream user)
20
1.3.2 Le sostanze SVHC
21
1.3.3 Obblighi per l’industria conciaria nei confronti di sostanze SVHC:
22
ruolo di importatori di articoli
1.3.4 Ruolo come produttore d’articoli a rilascio non intenzionale
28
Capitolo II
2.1
SVHC nel settore conciario
31
2.1.1 Derivati del boro e ftalati
31
2.2
32
I derivati del boro
2.2.1 Il Boro
32
2.2.2 L’acido borico
33
2.2.3 Tetraborato di sodio e tetraborato di sodio idrato
34
1
2.2.4 Uso dell’acido borico e derivati nell’industria conciaria
36
2.3
40
I requisiti ecotossicologici del cuoio
2.3.1 L’OEKO –TEX® Standard 100
41
2.3.2 Procedura per la determinazione del Boro nelle pelli
47
2.4
50
Le sostanze SVHC nella rifinizione del cuoio: Ftalati
2.4.1 Gli ftalati
52
2.4.2 Analisi degli ftalati nel cuoio
55
2.4.3 Potenziali sostituti dei derivati del boro e degli ftalati nel
59
processo conciario
Capitolo III
Conclusioni
63
Bibliografia
64
2
CAPITOLO I
3
1.1 REACH e Industria conciaria
1.1.1 L’industria conciaria italiana
Dai dati rilevati dall’unione nazionale industria conciaria (UNIC) a fine anno
2011 risulta che l’industria conciaria italiana era rappresentata da 1.309 imprese
e 17.996 addetti. I volumi di produzione (133 milioni di m2 e quasi 40 mila
tonnellate di cuoio suola) hanno raggiunto un valore di circa 4,9 miliardi di euro.
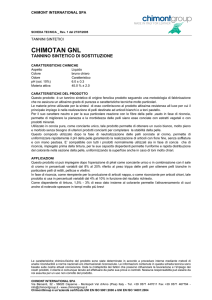
1.1.2 Dati regionali
La concia italiana si raggruppa in distretti, responsabili per oltre il 90% del valore
prodotto e che presentano peculiarità sia sul piano produttivo che su quello
industriale.
Il primo polo conciario per fatturato ed occupazione (oltre il 50% del totale
nazionale) è il Veneto, in particolare la valle del Chiampo, in provincia di
Vicenza, dove i grandi gruppi industriali convivono con imprese medio -piccole.
La
principale
specializzazione sono
le pelli
bovine grandi
destinate
all’arredamento imbottito, alla calzatura ed alla pelletteria.
Viceversa la Toscana è l’area che concentra il maggior
numero di aziende
conciarie, nella zona di S. Croce sull’Arno, Ponte a Egola e Fucecchio (province
di Pisa e Firenze). In questo contesto, caratterizzato da un elevato grado di
artigianalità e flessibilità, vengono lavorate soprattutto pelli bovine grandi e
vitelli destinate al sistema moda per un fatturato pari al 27% del totale italiano.
Nel distretto si concentra anche il segmento di produzione nazionale di cuoio
suola.
Gli altri due distretti sono invece specializzati soprattutto nella concia di pelli
piccole ovicaprine: la Campania (principalmente nella zona di Solofra, vicino ad
Avellino), con un valore della produzione pari al 10% del totale nazionale, e la
Lombardia (area magentina), 5% del totale nazionale. Le destinazioni d’uso
4
tipiche dei pellami prodotte in queste due regioni sono calzatura, pelletteria ed
abbigliamento.
Figura 1: L’industria conciaria in Italia
1.1.3 Produzione per tipologia d’animale e destinazione d’uso.
L’industria conciaria trasforma il sottoprodotto della macellazione in un materiale
pregiato e versatile. In virtù dello stretto legame con l’industria alimentare, la
principale tipologia animale processata è la bovina grande, che tradizionalmente
rappresenta oltre due terzi della produzione complessiva. Seguono le pelli
piccole, cioè le ovine, le caprine, i vitelli; meno dell’1% delle pelli italiane si
riferisce ai rettili ed ai suini. I principali clienti delle imprese conciarie sono
tradizionalmente i produttori di calzature, a cui viene venduta quasi la metà delle
pelli prodotte a livello nazionale. Segue l’industria dell’arredamento, della
pelletteria, dell’abbigliamento e degli interni d’auto.
5
1.1.4 Mercati di esportazione
L’importanza delle vendite all’estero per il fatturato di settore è cresciuta
enormemente negli ultimi venti anni ed è attualmente oltre tre quarti del totale.
Nel 2011, le esportazioni italiane di pelli conciate, destinate a 116 paesi, sono
state complessivamente pari a 3,7 miliardi di euro. Il maggior numero di
esportazioni vengono effettuate nell’Unione Europea, a seguire l’estremo Oriente
e l’area russo - balcanica.
1.1.5 Mercati di approvvigionamento materia prima
Uno dei fattori chiave nella competizione conciaria internazionale è la gestione
degli approvvigionamenti di pelli grezze e semilavorate, che sono la più
importante materia prima del settore. Il relativo fabbisogno dell’industria italiana
è coperto solo in minima parte (5%) dalle macellazioni nazionali e la restante
parte deve obbligatoriamente derivare dalle importazioni. Nel 2011, 823 mila
tonnellate di pelli sono state importate da 128 paesi. Questo è un dato
complessivo che raggruppa le pelli grezze, le semilavorate, wet-blue e crust. In
maggioranza la materia prima più usata nelle concerie italiane è il wet-blue,
seguito dal grezzo e dal crust.
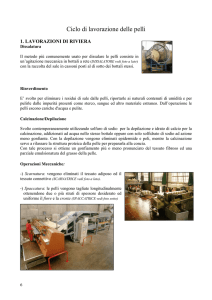
Storicamente il più importante bacino d’acquisto per le concerie italiane è
l’Unione Europea in cui si acquista il 54% della materia prima seguita
dall’America Latina con il 16%. Ci sono stati interessanti incrementi nei volumi
di approvvigionamento anche dal bacino africano e medio - orientale.
6
Figura 2: Import italiano di materia prima per area geografica (volume)
1.1.6 Incidenza dell’Italia sul mondo.
L’industria conciaria italiana detiene una posizione di leadership stabile ed
indiscussa a livello globale, pesando, in termini di valore della produzione, per
oltre 2/3 del totale comunitario e per quasi il 17% del totale mondiale. Il prodotto
italiano è indice di qualità; inoltre si tratta di un prodotto conciato secondo metodi
tecnologici e che seguono direttive ambientali. Per questo la nostra industria
subisce una concorrenza sleale da parte di paesi extraeuropei (India, Brasile, Cina
e Nigeria) che si avvantaggiano con pratiche di dumping in ambito sociale ed
ambientale e con politiche di protezionismo sulla loro materia prima.
7
1.2 Il processo conciario
La materia prima per la produzione del cuoio: la pelle grezza.
Il processo conciario è un processo molto complesso costituito da un alternarsi di
operazioni chimiche e meccaniche che portano alla conversione della pelle grezza
in cuoio finito; tali operazioni sono atte ad eliminare l’epidermide ed il tessuto
sottocutaneo dal restante derma che viene convertito in cuoio. La pelle grezza
passa da uno stato putrescibile, di poca resistenza e di forma irregolare, ad uno
stato in cui assume uno spessore pressoché costante e con caratteristiche quali
imputrescibilità, buona flessibilità, elevata resistenza alla trazione ed alla
abrasione, buona rifinizione estetica.
Il processo produttivo a ciclo completo comprende delle fasi in umido e delle fasi
a secco. Le fasi in umido comprendono i cosiddetti lavori di riviera cioè una serie
di operazioni che servono ad eliminare le parti della pelle
che non si
trasformeranno in cuoio, ossia epidermide, peli e tessuto sottocutaneo (operazioni
di dissalatura, rinverdimento, calcinazione, decalcinazione-macerazione), quelli
di concia propriamente detti ed operazioni di riconcia, tintura ed ingrasso.
Le fasi a secco riguardano alcune operazioni meccaniche ed il processo di
rifinizione.
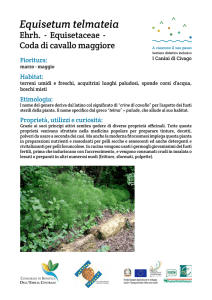
Le reazioni chimiche vengono effettuate generalmente in reattori rotanti, detti
bottali (figura 3) che sono sostanzialmente costituiti da un cilindro ruotante
intorno al proprio asse nel quale vengono immesse le pelli, l'acqua ed i prodotti
chimici necessari.
8
Figura 3 : bottali ( reattori per il processo conciario)
Tali operazioni chimiche sono intramezzate da una serie di operazioni
meccaniche che vanno effettuate sulle singole pelli. Il ciclo tecnologico conciario
è quindi caratterizzato da un continuo aggregarsi e disaggregarsi di lotti di pelli;
questi lotti vengono trattati come un tutto unico nelle operazioni chimiche e
invece vengono separati nelle singole pelli all’uscita del bottale per effettuare le
operazioni meccaniche. Ciò consta di un elevato numero di operazioni manuali
per separare le singole pelli dal lotto e per riunirle per formare nuovamente il
lotto.
E’utile descrivere dettagliatamente il materiale di partenza cioè la pelle prima di
analizzare le varie fasi del processo conciario.
9
1.2. 1 Morfologia della pelle
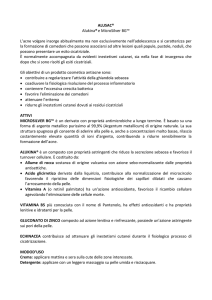
Le pelli dei mammiferi sono essenzialmente uguali per quanto riguarda la loro
costituzione istologica e nella loro sezione trasversale si possono distinguere tre
strati principali: epidermide, derma e strato sottocutaneo.
Figura 4 : struttura istologica della pelle
L’epidermide è la parte più esterna della pelle ed è quella che nelle lavorazioni
normali, esclusa la pellicceria, viene sempre eliminata mediante la fase di
lavorazione denominata “calcinaio” comprendente le operazioni di calcinazione e
depilazione.
Il derma è
situato al di sotto dell’epidermide e si estende fino al tessuto
sottocutaneo, costituendo l’84% dell’intera pelle; è la parte che viene trasformata
in cuoio dopo la fissazione del conciante. Nel derma sono presenti due strati a
struttura diversa:
10
- strato papillare o superiore, è lo strato più esterno del derma e si trova tra
l’epidermide e la base dei peli. E’ caratterizzato da un fitto intreccio di fibre
collageniche molto sottili orientate perpendicolarmente alla superficie della pelle;
tra le fibre collageniche sono inserite fibre elastiche che hanno il compito di
conferire elasticità alla pelle. Lo strato papillare è molto importante in quanto
costituisce la parte più pregiata della pelle che prende il nome di fiore.
- strato reticolare o inferiore, è lo strato più interno del derma e si trova a contatto
con il tessuto sottocutaneo. E’ caratterizzato da spessi fasci di fibre collageniche
che mostrano orientazione variabile fino a diventare paralleli alla superficie della
pelle negli strati più profondi del derma. Queste fibre che si intrecciano in più
direzioni sono le responsabili delle caratteristiche di resistenza fisica del cuoio e
vanno a costituire quella che normalmente prende il nome di crosta o quello che
normalmente viene denominato lato carne.
Il terzo strato, quello sottocutaneo, detto anche “strato adiposo”, ha la proprietà di
fissare la pelle alle varie parti del corpo. E’ costituito dal tessuto ricco di grasso
rimasto dopo la scuoiatura dell’animale; questo strato sottocutaneo viene poi
rimosso dalle pelli nell’operazione meccanica di “scarnatura” che avviene nelle
fasi iniziali del processo andando a costituire il cosiddetto “carniccio”.
1.2.2 Le fasi del processo conciario
IL processo conciario può essere suddiviso in tre parti, corrispondenti ai diversi
stati in cui la pelle viene commercializzata:
- Pelle grezza (conservata per salatura)
- Pelle conciata (wet-blue)
- Pelle tinta essiccata (crust)
- Pelle rifinita
Il processo di trasformazione della pelle grezza in quella conciata (wet-blue)
coinvolge sostanzialmente le fasi comunemente denominate “Lavori di riviera” e
quella di concia comprendente l’operazione di piclaggio e la fase di concia vera e
11
propria. Spesso le concerie italiane importano il prodotto wet-blue dunque è
necessario porre attenzione su come questo si ottiene e su quali sono le sostanze
utilizzate nei vari passaggi dei “Lavori di riviera” e concia.
1.2.3 Operazioni di riviera
Dissalatura - Rinverdimento
Queste operazioni vengono effettuate per riportare la pelle nelle condizioni in
cui si trovava appena scuoiata, asportandone il sale usato nella conservazione,
detergendola dalla sporcizia e facendole assorbire l'acqua persa a seguito del
trattamento di conservazione.
I prodotti utilizzati, assieme a grosse quantità di acqua, sono costituiti da
tensioattivi, alcali (come carbonato di sodio, idrossido di sodio), cloruro di sodio
(usato solo per pelli non salate, come antigonfiante), battericidi ed enzimi
proteolitici.
Scarnatura in verde
La scarnatura è un’operazione che ha lo scopo di separare il tessuto sottocutaneo,
il grasso, e la carne dal derma.
Una prima scarnatura successiva al rinverdimento favorisce l’uniforme
penetrazione dei prodotti chimici del calcinaio; inoltre la manipolazione della
pelle rinverdita da scarnare viene facilitata dalla mancanza di scivolosità. Per
questa operazione si usa la macchina scarnatrice; le pelli scarnate vengono poi
sottoposte all’operazione manuale di “rifilatura”.
Rifilatura
Tale fase è un’operazione manuale effettuata con dei coltelli per eliminare tutte
quelle parti della pelle che non arriveranno mai ad essere trasformate in cuoio
finito. Le pelli scarnate vengono poi sottoposte all’operazione denominata
“allattamento”.
12
Allattamento
L’allattamento è un’operazione di depilazione che si effettua spalmando sul lato
carne delle pelli una pastina depilatoria costituita essenzialmente da calce e
solfuro di sodio. Per questa operazione ci si avvale dell’uso di una macchina
denominata “solforatrice”. Le pelli così trattate vengono impilate carne contro
carne e sostano per circa 4-6 ore; dopo tale periodo il pelo si allenta e tende a
staccarsi facilmente. In ogni caso nel successivo trattamento denominato
“calcinaio” è possibile completare la fase di depilazione delle pelli.
Calcinaio
Sinteticamente si può definire il calcinaio come l’operazione che determina
l’eliminazione completa dell’epidermide e del pelo e l’apertura ed il rilassamento
dell’intreccio fibroso del derma, al fine di aumentarne la reattività e la capacità di
assorbimento dei prodotti concianti. L’operazione avviene nello stesso bottale del
rinverdimento usando un bagno acquoso a pH alcalino contenente prodotti
chimici a base di idrossido di calcio e solfuro di sodio. Il trattamento dura
all’incirca 34 ore e successivamente le pelli vengono scaricate in appositi cassoni
per essere sottoposte ad una seconda operazione di scarnatura denominata “in
trippa” per l’aspetto della pelle che assume in questo stadio.
Scarnatura in trippa
E’ il processo meccanico che completa l’asportazione del tessuto sottocutaneo dal
derma. Si ha quindi la formazione del cosiddetto “carniccio” che deve essere
opportunamente smaltito.
Si usa la stessa macchina scarnatrice usata per la scarnatura in verde con un
processo sostanzialmente identico al caso precedente.
Decalcinazione/macerazione
13
Con il processo di decalcinazione viene rimossa dalla pelle gran parte della calce
usata nel processo di depilazione e si riduce il rigonfiamento delle pelli portando
il pH (che nella fase di calcinaio era superiore a 12) a circa 7,8-8,5 ai cui valori
sarà possibile effettuare l’operazione di macerazione. E’ un processo chimico che
si effettua in bottali contenti soluzione acquosa (debolmente acida) in cui
vengono usati prodotti chimici decalcinanti, generalmente sali solforici tamponati
come solfato di ammonio e bisolfito di ammonio. La macerazione avviene nello
stesso bottale della decalcinazione e consente, tramite l’utilizzo di enzimi, una
ulteriore apertura delle fibre del collagene per predisporre meglio le pelli alla
concia.
1.2.4 Operazioni di concia
Piclaggio
Dopo la decalcinazione le pelli si presentano con un pH leggermente alcalino
(pH circa 8,5), ma quasi tutte le concie richiedono pelli moderatamente acide.
Dunque il piclaggio viene effettuato per ridurre il pH della pelle e portarlo ad un
valore (2-3) adatto a consentire la penetrazione del materiale conciante. I prodotti
chimici impiegati in questa fase sono il sale (cloruro di sodio) e gli acidi,
generalmente si usa una miscela di acido solforico e di acido formico.
Le pelli restano a contatto con il bagno di piclaggio, nel bottale, per circa 16 ore
che è il tempo necessario per ottenere un pH nel bagno pari a circa 2-3.
A questo punto è possibile iniziare le fase di concia vera e propria.
Concia al cromo
La concia vera a e propria consiste nella impregnazione della pelle con sostanze
chimiche che si fissano irreversibilmente alle fibre di collagene e ne impediscono
la putrefazione,nsenza alterare la morbidezza, la flessibilità e la struttura fibrosa
originaria. La concia al cromo, che è il sistema più utilizzato al mondo, conferisce
alla pelle un elevato grado di stabilità.
14
Nello stesso bagno di piclaggio si usa un agente a base di cromo trivalente e
precisamente il solfato basico di cromo, così si ha la penetrazione del conciante
lungo tutto lo spessore della pelle; poi innalzando il pH con opportuni prodotti
denominati “basificanti” si ottiene la fissazione del conciante. Alla fine
dell’operazione le pelli conciate vengono scaricate dal bottale ed impilate su
pedana. Le pelli wet-blue vengono poi fatte sostare per la cosiddetta fase di
maturazione consentendo il completamento della fissazione del conciante.
La pelle wet-blue non è putrescibile pertanto tale semilavorato consente un facile
stoccaggio delle pelli ed un facile trasporto senza problemi di tempo e di
temperatura.
Concia al vegetale
In questo caso l’agente conciante è costituito prevalentemente da tannini naturali,
cioè composti di tipo fenolico ad alto peso molecolare. La concia avviene
spostando la pelle in vasche in cui è presente una concentrazione crescente di
estratti tanninici. A seconda della miscela di tannini che viene usata si possono
ottenere cuoi di diverse caratteristiche.
1.2.5 Dal wet-blue al crust: operazioni di post concia
Pressatura e rasatura
La pressatura è un’operazione meccanica che serve a ridurre il contenuto d’acqua
presente nelle pelli conciate. Per quest’operazione si usa la pressa rotativa a feltri.
La rasatura è un’operazione meccanica con lo scopo di uniformare lo spessore
della pelle; le pelli rasate vengono successivamente pesate in quanto nelle fasi di
riconcia, tintura e ingrasso, l’aggiunta dell’acqua e dei prodotti chimici viene
riferita al cosiddetto “peso rasato”.
15
Neutralizzazione
La neutralizzazione è un processo che avviene in bottali con una soluzione
acquosa di prodotti debolmente alcalini come acetato di sodio e bicarbonato di
sodio; in questo modo le pelli vengono portate ad un valore di pH ideale per i
successivi processi di riconcia, tintura ed ingrasso.
Riconcia-Tintura-Ingrasso
La riconcia, la tintura e l’ingrasso sono dei processi di tipo chimico che
avvengono nello stesso bottale con una durata totale pari a circa 9 ore.
La riconcia viene effettuata per migliorare la qualità del prodotto finale dando
consistenza e pienezza ai cuoi. Si possono usare prodotti chimici di vario tipo e
precisamente: sali minerali, riconcianti vegetali, tannini sintetici, riconcianti
polimerici.
La tintura è un’operazione che ha valenza puramente estetica, serve a conferire
alla pelle il colore desiderato. Si effettua in bottale con una rotazione a velocità
elevata, i coloranti usati generalmente sono di tipo anionico e si usa anche
dell’acido, in genere formico, che contribuisce all’esaurimento del bagno ed a
fissare il colorante sulla pelle.
L’ingrasso viene eseguito per lubrificare le fibre dermiche onde evitarne
l’incollaggio e per conferire pienezza e morbidezza all’articolo finito. Si usano
grassi animali e vegetali, grassi sintetici vari (paraffine solfoclorurate, esteri
sintetici di acidi grassi , etc.), ingrassanti polimerici.
Messa a vento ed essiccazione
Questa operazione permette di eliminare una gran quantità d’acqua dalle pelli.
Si usa un’apposita macchina (macchina a ritenere); dopo la messa a vento le pelli
contengono ancora un’elevata percentuale di acqua pari al 60-70%. Pertanto è
necessario sottoporle a un processo di essiccazione durante il quale le pelli
vengono poste per alcune ore a temperatura moderata in un tunnel dotato di
16
trasporto a barre, in modo da portare l’umidità interna delle pelli a valori molto
più bassi (10-20%).
Umidificazione
Si tratta di idratare la struttura fibrosa della pelle essiccata, mediante spruzzatura
di acqua in superficie in modo da ottenere una pelle contenente il 20-25% di
acqua.
Palissonatura ed inchiodaggio
E’ un’operazione meccanica che conferisce morbidezza alle pelli. Il trattamento
viene effettuato con un palissone che consente una energetica stiratura della pelle
in tutte le direzioni. In questo modo le fibre che si erano indurite ed incollate in
seguito all’evaporazione dell’acqua, riacquistano morbidezza ed elasticità. Dopo
la palissonatura, per aumentare al massimo la superficie della pelle, approfittando
anche dello scollamento delle fibre a questo stadio, le pelli subiscono un ulteriore
trattamento di inchiodaggio. Questo consente di distendere le pelli sotto tensione
su un telaio a pinze inserito in un tunnel di aria calda. L’umidità finale della pelle
sarà pari al 15-16%, dopo queste operazioni la pelle avrà una stabilità
dimensionale che le permetterà di affrontare le operazioni di rifinizione.
1.2.6 Trasformazione della “pelle in crust” in cuoio finito: la rifinizione.
La pelle tinta, ingrassata ed essiccata necessita di ulteriori trattamenti prima di
poter essere utilizzata per la produzione dei vari articoli finiti. Questi trattamenti
vengono realizzati nel reparto di rifinizione in cui si effettuano operazioni
meccaniche ed operazioni di ricoprimento atte a modificare e migliorare l’aspetto
superficiale delle pelli. Si mira quindi a migliorare non solo l’aspetto estetico
delle pelli ma anche ad aumentarne la resistenza agli agenti esterni ed all’usura.
La rifinizione consiste nell’applicazione sulla superficie del cuoio di sostanze
chimiche di varia natura, le quali una volta asciugate formano un film superficiale
17
più o meno trasparente, elastico o duro a seconda del tipo di rifinizione usato in
base alla destinazione d’uso del prodotto finito.
Ci sono varie tecnologie di applicazione della rifinizione (a velo, a rullo, transfer,
a spruzzo etc.), ma la più frequentemente usata è quella a spruzzo con aria
compressa.
Le pelli ricevono i prodotti tramite pistole montate su una giostra rotante e
successivamente entrano in un tunnel di essiccazione dove i prodotti sono
definitivamente fissati. I prodotti chimici usati in rifinizione quali pigmenti,
coloranti, plastificanti, caseina, resine impiegano come veicolante dispersioni
acquose (emulsione di prodotti in acqua) e solventi organici (emulsione di
prodotti in fase solvente).
Fondo
Il fondo consiste nell’applicazione mediante impianto a spruzzo di prodotti
chimici (leganti naturali e sintetici, cere, pigmenti etc.) che servono a chiudere la
superficie del cuoio ed ad assicurare l’ancoraggio dello strato di rifinizione nel
suo insieme.
Feltratura
La feltratura è effettuata con una macchina il cui “rullo pulitore” effettua sia una
leggera abrasione che un riscaldamento con conseguente lucidatura del fiore della
pelle. Si ottiene in questo modo un fiore con pori chiusi e lisci.
Copertura
Applicazione di prodotti chimici (anilina, semianilina, pigmentato etc.) che
coprono i difetti della pelle, ne uniformano la superficie e ne conferiscono
corposità.
Lissatura
18
E’ la lucidatura della superficie delle pelli che avviene usando una macchina
chiamata lissa.
Stiratura
La stiratura si effettua con la pressa a stirare; si migliora l’adesione e l’ancoraggio
delle sostanze applicate in rifinizione e le pelli risultano più lucide e gradevoli al
tatto dopo la stiratura.
Scelta finale e misurazione
Dopo la rifinizione le pelli vengono selezionate e classificate in base alla qualità e
alla diversa commercializzazione.
L’ultima operazione da effettuare prima di inviare le pelli in magazzino è la
misurazione della superficie delle stesse. La misurazione avviene ad opera di una
macchina misuratrice che esprime la misura oltre che in metri quadrati anche in
piedi quadrati inglesi dove 1 piede quadrato equivale a 30,48 cm x 30,48 cm pari
a 9,29 dm2.
1.3 Ruolo dell’industria conciaria in ambito REACH.
L’introduzione del regolamento REACH (regolamento 1907/2006) ha interessato
molteplici realtà produttive tra cui l’industria conciaria. A causa dell’importanza
del settore conciario italiano, che da decenni è un settore di eccellenza del made
in Italy ed è da sempre leader per qualità, fantasia ed originalità, c’è stato un
notevole interesse del settore agli sviluppi del REACH sia dal punto di vista
tecnico che economico. Dal punto di vista tecnico si cerca di produrre un prodotto
migliore rispettando tutte le norme e le sostanze utilizzabili nei vari processi di
produzione, dal punto di vista economico si cerca di ovviare al problema che
sottostare al regolamento REACH potrebbe imporre un aumento dei costi e
quindi una minore competitività economica del prodotto europeo ed italiano
rispetto a quello extraeuropeo che non deve sottostare a tale regolamento.
19
Per prima cosa è necessario capire come si pone l’industria conciaria nei
confronti del regolamento REACH.
Ai sensi REACH l’industria conciaria riveste il ruolo di:
a) Utilizzatore a valle (uso di sostanze chimiche per realizzare gli articoli)
b) Importatore di articoli (pelli grezze, piclate, wet-blue e crust)
c) Produttore di articoli (cuoio)
1.3.1 Ruolo come utilizzatore a valle (downstream user)
La conceria si pone come utilizzatore a valle ai sensi REACH in quanto utilizza
sostanze chimiche per produrre il cuoio.
In quanto utilizzatore a valle deve ottemperare ad alcuni obblighi disciplinati dal
titolo V del REACH, che comprende gli articoli 37, 38 e 39; inoltre deve
adempiere a quanto sancito dagli articoli dal 31 al 36 che compongono il titolo IV
e disciplinano lo scambio di informazioni lungo la catena di approvvigionamento.
Inoltre ci si deve assicurare che tutti i prodotti utilizzati siano registrati per l’uso
conciario
previsto,
ciò
allo
scopo
di
garantire
la
continuità
dell’approvvigionamento. Infatti le responsabilità relative all’uso in sicurezza di
una sostanza non sono del produttore, ma di tutti gli attori della catena di
approvvigionamento.
In generale si può affermare che il ruolo degli utilizzatori a valle relativamente al
REACH consiste:
a. trasmettere informazioni lungo la filiera sia a monte che a valle
b. valutare la sicurezza chimica e individuare, applicare e raccomandare misure di
riduzione dei rischi.
Ne consegue, quindi che un adempimento fondamentale del conciatore in qualità
di Utilizzatore a valle è quello di :
verificare che il proprio uso di una sostanza sia contemplato nelle Schede Dati
di Sicurezza (SDS) inviate dal fornitore;
20
applicare le stesse condizioni descritte nella SDS o nello scenario adottando le
misure di gestione del rischio.
Inoltre per quanto riguarda l’uso di sostanze sottoposte ad autorizzazione il
regolamento REACH afferma:
gli utilizzatori a valle che utilizzano una sostanza a norma dell’articolo 56,
paragrafo 2 ne danno notifica all’Agenzia entro 3 mesi dalla prima fornitura
della sostanza (art.66, par.1)
l’Agenzia compila e tiene aggiornato un registro degli utilizzatori a valle che
hanno proceduto alla notifica di cui al paragrafo 1. L’Agenzia accorda alle
autorità competenti degli stati membri l’accesso a tale registro (art.66, par.2)
Considerando l’elevato numero di sostanze usate nel processo conciario, gli
adempimenti previsti come Utilizzatore a valle richiedono un’organizzazione ed
una competenza specialistica notevole, che generalmente solo le maggiori
industrie vantano al loro interno.
Prima di passare al ruolo di importatore e produttore di articoli è necessario
introdurre il concetto di sostanza SVHC.
1.3.2 Le sostanze SVHC
Il regolamento REACH
ha identificato una serie di sostanze estremamente
preoccupanti (Substances of Very High Concern, SVHC) inserendole in una lista
redatta dall’ECHA in continuo aggiornamento.
Non tutte le sostanze che presentano pericoli per l’uomo e l’ambiente
(sostanze pericolose) sono considerate “estremamente preoccupanti”.
L’articolo 57 del regolamento REACH identifica come sostanze estremamente
preoccupanti le:
sostanze
che rispondono ai criteri di classificazione come sostanze
cancerogene o mutagene o tossiche per la riproduzione (CMR), di categorie
21
1A o 1B, a norma del regolamento CLP - art.57 lettere a, b, c del regolamento
REACH;
sostanze persistenti, bioaccumulabili e tossiche (PBT), o molto persistenti e
molto bioaccumulabili (vPvB) secondo i criteri stabiliti nell’allegato XIII del
regolamento REACH – art.57 lettere d, e;
sostanze, identificate in base ad una valutazione caso per caso, per le quali
esiste l’evidenza scientifica di probabili effetti gravi per la salute umana o per
l’ambiente, come gli interferenti endocrini (art.57 lettera f).
L’identificazione di una sostanza come estremamente preoccupante viene
effettuata dall’Agenzia Europea per le sostanze chimiche (ECHA) sulla base di
un fascicolo, conforme all’allegato XV del regolamento REACH, presentato da
uno Stato membro o dall’ECHA stessa, su richiesta della Commissione Europea.
L’intenzione di proporre un fascicolo per l’identificazione di una delle sostanze
come SVHC viene resa pubblica attraverso il Registro delle Intenzioni (RoI), in
modo da fornire in tempo utile le informazioni necessarie all’industria e agli altri
soggetti interessati.
Una sostanza una volta identificata come estremamente preoccupante, è inclusa
nella Lista delle sostanze candidate all’autorizzazione (“Candidate List”of
Substances of Very High Concern for Authorisation).
La lista delle sostanze candidate all’autorizzazione viene pubblicata ed aggiornata
sul sito web dell’ECHA non appena è stata assunta una decisione sull’inclusione
di una sostanza. Il numero delle sostanze estremamente preoccupanti attualmente
contenute in Candidate List è di 138.
1.3.3 Obblighi per l’industria conciaria nei confronti di sostanze SVHC:
ruolo di importatore di articoli
Generalmente le concerie italiane acquistano dal mercato sia europeo che
extraeuropeo pelli grezze, oppure pelli semilavorate che possono essere pelli
piclate, o pelli già conciate come le wet-blue che sono state conciate al cromo o
22
le pelli in crust che oltre all’operazione di concia hanno subito anche operazioni
di riconcia, di tintura ed ingrasso. Le pelli acquistate a tali stadi necessitano di
ulteriori fasi di lavorazione per poter essere rivendute come articolo finito. Le
concerie risultano essere ai sensi REACH degli importatori (nel caso di acquisto
da paesi extraeuropei) di articoli a rilascio non intenzionale.
Un articolo è un oggetto a cui sono dati durante la produzione una forma,
una superficie o un disegno particolari che ne determinano la funzione in misura
maggiore della sua composizione chimica; si parla di rilascio non intenzionale
quando l’articolo non è prodotto con l’intento di rilasciare alcuna sostanza
chimica, tuttavia durante il suo ciclo di vita, che comprende l’uso, la
manutenzione e lo smaltimento, può dar luogo ad un rilascio di sostanze.
In generale è possibile asserire che le disposizioni del REACH relative alle
sostanze contenute negli articoli a rilascio non intenzionale riguardano
principalmente l’Autorizzazione e la Restrizione.
L’autorizzazione è regolamentata dal titolo VII, articoli da 55 a 66 e prevede
l’inclusione di una serie di sostanze SVHC nell’allegato XIV. La produzione,
l’importazione e l’uso nell’UE di queste sostanze è possibile solo previa
autorizzazione da parte dell’ECHA. L’obiettivo del titolo VII è quello di
assicurare che i rischi delle SVHC siano controllati e che queste sostanze siano
progressivamente sostituite da sostanze o tecnologie alternative nel caso queste
sino accettabili economicamente e fattibili tecnicamente (Art.55). Prima di
entrare a far parte dell’allegato XIV, le sostanze candidate per essere soggette
al’autorizzazione sono elencate nella Candidate List.
L’inclusione di una sostanza nella Candidate List fa scattare alcuni obblighi
giuridici per le imprese che fabbricano, importano, o utilizzano queste sostanze
nell’Unione Europea (UE) e nello Spazio Economico Europeo (SEE) – Islanda,
Liechtenstein e Norvegia.
L’industria conciaria in quanto produttore o importatore di articoli contenti
sostanze in Candidate List in concentrazione ≥ 0,1% peso/peso e in quantità >1
23
ton/anno ha l’obbligo di notificare all’ECHA, entro sei mesi dall’inserimento
della sostanza nella Candidate List, che il proprio articolo contiene una sostanza
in Candidate List ai sensi dell’articolo 7, paragrafo 2 del REACH.
Inoltre ogni produttore o importatore di un articolo che immette sul mercato un
articolo contenente sostanze in Candidate List
in concentrazione ≥ 0,1%
peso/peso deve fornire ai destinatari dell’articolo (utilizzatore industriale o
professionale o distributore) il nome della sostanza SVHC contenenti e sufficienti
informazioni per consentirne un uso sicuro; su richiesta deve fornire ai
consumatori entro 45 giorni dalla richiesta, sufficienti informazioni per consentire
un uso sicuro dell’articolo e comprendenti quanto meno il nome della sostanza ai
sensi dell’articolo 33 paragrafi 1 e 2.
La notifica all’ECHA delle SVHC negli articoli non è necessaria quando:
- il produttore o l’importatore di un articolo può escludere l’esposizione di esseri
umani e dell’ambiente durante l’uso e lo smaltimento di questo articolo. In tale
caso il P/I deve solo fornire informazioni adeguate al destinatario dell’articolo
(Art.7.3)
- la sostanza è già stata registrata per l’uso in articolo in ambito della stessa catena
di approvvigionamento (Art.7.6)
E’ opportuno precisare che una sostanza inclusa nella Candidate List non è una
sostanza vietata e che, purché siano rispettati gli obblighi di comunicazione, non
c’è alcun divieto di produrre o importare gli articoli contenenti tali sostanze.
Qualora una sostanza sia inserita nell’allegato XIV del REACH il suo uso sarà
soggetto ad autorizzazione ed ogni azienda che intende continuare il suo business
utilizzando tale sostanza dovrà richiedere all’ECHA un’autorizzazione per un uso
specifico. L’autorizzazione è sempre concessa per un tempo determinato (caso
per caso) ed è soggetta a revisione.
Come detto in precedenza gli utilizzatori a valle hanno l’obbligo di riferire
all’ECHA, mediante il portale REACH-IT, se l’uso della sostanza è fatto
nell’ambito di un’autorizzazione concessa ad un attore a monte della catena di
approvvigionamento, entro tre mesi dalla prima fornitura della sostanza
24
autorizzata in quanto tale o in quanto componente di un preparato. Sul sito web
dell’agenzia è possibile sapere se un attore a monte della catena di
approvvigionamento
ha
fatto
domanda
di
autorizzazione
per
l’uso
dell’utilizzatore a valle. Se ciò non è avvenuto, lo stesso utilizzatore a valle può
presentare una domanda di autorizzazione per il proprio uso se costui pensa di
poter controllare i rischi associati all’uso che fa della sostanza.
Le Restrizioni all’uso non sono una novità introdotta dal regolamento REACH,
ma il sistema di restrizioni introdotto dalla direttiva 76/769/CEE è stato trasposto
nel regolamento REACH prescindendo dal limite quantitativo di 1 ton/anno.
Qualsiasi modifica delle restrizioni adottata a norma della direttiva 76/769/CEE a
partire dal 1° giugno 2007 è incorporata nell'allegato XVII con effetto dal 1°
giugno 2009.
Una restrizione può essere stabilita con procedura rapida, su proposta di uno stato
membro o per iniziativa della stessa Commissione.
Una sostanza quindi può essere ristretta ad un determinato uso.
Nel caso delle concerie che importano pelli semi lavorate da paesi extraeuropei il
loro ruolo di importatori di articoli impone di :
verificare l’eventuale presenza di sostanze SVHC ; questa verifica può essere
effettuata sia tramite richiesta diretta ai fornitori attraverso una politica volta
alla selezione o tramite analisi di laboratorio. Nel caso di presenza di SVHC ,
l’azienda cliente dovrà essere informata della presenza di tale sostanza di cui
dovrà essere indicato almeno il nome (art.33)
effettuare una notifica all’ECHA nel caso in cui la sostanza sia in
concentrazione superiore allo 0,1% e se la quantità complessiva di articolo
importato è superiore ad 1 ton/anno
verificare l’esistenza di restrizioni all’uso di determinate sostanze come i
nonilfenoli, gli azocoloranti che liberano ammine aromatiche e così via.
25
In tabella 1 è riportata una lista di sostanze che possono essere coinvolte nella
produzione conciaria, relativamente alle pelli semilavorate di importazione extra
UE.
“Candidate List” SVHC
-
Acido borico
Sostanze soggette a restrizione
-
Coloranti azoici che possono sviluppare
ammine aromatiche vietate (Allegato XVII
-
Sodio tetraborato
-
Cloroalcani, C10-13
REACH punto 43-Reg.552/2009)
-
Cloroalcani, C10-13, (paraffine clorurate a
(paraffine clorurate a
catena corta-SCCP) (Allegato XVII Reg.
catena corta)
REACH Punto 42-Reg.552/2009) “Candidate
List” Sostanze SVHC
-
Composti del cromo VI
(es. cromato di sodio)
-
Pentaclorofenolo (PCP) e i suoi sali ed esteri
(Allegato XVII Reg. REACH punto 22 -
-
Composti del cobalto (es.
Reg.552/2009
cobalto cloruro)
-
Nonilfenolo e nonilfenoli etossilati (Allegato
XVII Reg. REACH punto 46 - Reg.552/2009)
Tabella 1: Sostanze che potenzialmente possono essere coinvolte nelle pelli semilavorate
importate da paesi extra UE.
La lista riporta sia le sostanze estremamente preoccupanti (SVHC) elencate nella
Candidate List aggiornata al 19 dicembre 2012, sia le sostanze soggette a
restrizioni indicate nel regolamento (CE) n.552/2009, che è l’aggiornamento
dell’allegato XVII del REACH, e che riguardano in maniera specifica il settore
conciario ed il cuoio.
Nella tabella seguente sono riportate le sostanze da controllare in base al tipo di
pelle importata (pelle piclata, pelle conciata al cromo o in crust).
26
Pelli piclate
Pelli Wet-blue
Pelli in crust (tinte)
Acido borico
Acido borico
Acido borico
Sodio tetraborato
Sodio tetraborato
Sodio tetraborato
Pentaclorofenolo (PCP)
Nonilfenolo
PCP
Nonilfenolo
Nolinfenolietossilati
Nonilfenolo
Nonilfenolietossilati
Cromo esavalente
Nonilfenolietossilati
Cromo esavalente
Azocoloranti che liberano
ammine aromatiche vietate
Cobalto
Cloroalcani C10-13
Tabella 2: Pelli semilavorate importate da paesi extra UE e sostanze da verificare in
funzione del tipo di pelle
Nel caso delle pelli piclate, ossia le pelli non ancora conciate e tinte, è
sufficiente verificare la presenza di sostanze SVHC come l’acido borico ed il
tetraborato di sodio (borace) usati prevalentemente come battericidi nel processo
di conservazione delle pelli, ma usati anche nel processo di decalcinazione e la
presenza
di
alcune
sostanze
soggette
a
restrizioni
come
il
PCP
(pentaclorofenolo) tempo fa utilizzato come conservante per evitare la
formazione di microorganismi ed i nonilfenilietossilati che possono essere usati
come tensioattivi nei processi di sgrassaggio, rinverdimento, ingrasso e per il
lavaggio dei macchinari delle concerie.
Per le pelli in crust, specialmente per quelle tinte, si deve verificare la presenza
di ulteriori sostanze come le paraffine clorurate, (SCCP) che possono essere
contenute in alcuni ingrassanti e possono essere usate anche per migliorare la
solidità alla luce e all’ingiallimento, ma anche coloranti azoici che liberano
ammine aromatiche pericolose, il cromo esavalente ed il cobalto che può essere
contenuto nei coloranti metallo-complessi.
Come è noto l’80-90% delle pelli sono conciate al cromo, con l’uso di solfato
basico di cromo che è sottoforma di cromo trivalente (Cr III).
Tuttavia in alcuni casi è possibile una parziale trasformazione del “Cromo III” in
“Cromo VI” , cosa che può essere evitata usando un processo idoneo, con
27
prodotti riducenti che possano trasformare il Cr(VI) a Cr(III) appena si forma.
Nel caso particolare di pelli importate è necessario controllare la presenza di
Cr(VI).
La verifica della presenza di tali sostanze, come detto in precedenza, può essere
effettuata o mediante esplicita richiesta al fornitore o tramite analisi di
laboratorio.
Esistono dei metodi analitici specifici solo per alcune sostanze, come ad esempio
il PCP, gli azocoloranti etc.; invece per sostanze come ad esempio l’acido borico
ed il sodio tetraborato, l’identificazione e la successiva quantificazione può
avvenire solo in maniera indiretta e cioè verificando, inizialmente, la presenza
del boro nella pelle ed esprimendo poi, mediante un calcolo stechiometrico, la
quantità di boro riscontrata in acido borico e/o in sodio tetraborato.
1.3.4. Ruolo come produttore d’articoli a rilascio non intenzionale
Il ruolo principale del conciatore ai sensi REACH è quello di produttore di
articoli a rilascio non intenzionale di sostanza. Questi articoli vengono poi
destinati a vari usi, ad esempio pelli finite o cuoio per arredamento, pelletteria,
abbigliamento o calzature.
Il conciatore in quanto produttore di articoli deve ottemperare agli stessi obblighi
degli importatori di articoli da paesi extra UE.
Pertanto le azioni da intraprendere devono essere rivolte prevalentemente a:
-
verificare l’eventuale presenza di sostanze SVHC
-
in caso di presenza di sostanze SVHC, effettuare la notifica al cliente
-
in caso di presenza di sostanze SVHC, effettuare la notifica all’ECHA
-
verificare l’eventuale presenza di sostanze soggette ad ulteriori restrizioni
(norme nazionali ed internazionali, marchi ecologici, capitolati del cliente
etc.).
Nel caso di produzione di articoli la lista delle sostanze SVHC deve essere estesa
a tutte le sostanze che possono essere usate in fasi successive del processo di
28
lavorazione, ad esempio le fasi di rifinizione, che la conceria deve effettuare per
la realizzazione delle pelli finite.
Nei processi di rifinizione il cuoio può essere trattato con sostanze quali ad
esempio i plastificanti a base di ftalati, l’1-metil-2-pirrolidone utilizzato come
solvente in diversi preparati e il solfocromato di piombo che è usato talvolta
come pigmento.
A tal riguardo è opportuno sottolineare il fatto che diverse sostanze a base di
cromato di piombo come il giallo di piombo solfocromato (Cas 1344-37-2) ed il
piombo cromato molibdato solfato rosso (Cas 12656-85-8) sono stati inclusi nel
febbraio 2012 nell’allegato XIV (Regolamento n. 125/2012) in qualità di
sostanze soggette ad autorizzazione.
29
CAPITOLO II
30
2.1 SVHC nel settore conciario
2.1.1. Derivati del boro e ftalati
La conoscenza dei processi che portano alla produzione del cuoio possono
favorire la gestione della verifica delle sostanze che sono in Candidate List, in
Autorizzazione e Restrizione.
Di seguito una lista completa di sostanze SVHC che riguardano il settore
conciario:
Substance name
EC number
CAS number
Date of inclusion
Reason for inclusion
Acido borico
233-139-2,
10043-35-3,
18/06/2010
Tossico per
234-343-4
11113-50-1
la riproduzione
(Art.57 c)
Tetraborato di
235-541-3
12267-73-1
18/06/2010
sodio forma idrata
Tossico per
la riproduzione
(Art.57 c)
Tetraborato di
215-540-4
1303-96-4,
18/06/2010
Tossico per
sodio forma
1330-43-4,
la riproduzione
anidra
12179-04-3
(Art.57 c)
Cloroalcani C10-13
287-476-5
85535-84-8
28/10/2008
PBT e vPvB
(Art.57d ,57e)
Composti del
Cromo VI, es.
-Cromato di
231-889-5
7775-11-3
18/06/2010
Sodio
-Cromato di
CMR (Art.57a
57b, 57c)
232-140-5
7789-00-6
18/06/2010
potassio
Cancerogeno e
mutageno
(Art.57 a, 57b)
Composti del
cobalto, es.
cloruro di cobalto
231-589-4
7646-79-9
20/06/2011
Cancerogeno e tossico
28/10/2008
per la riproduzione
(Art.57 a,57c)
31
Ftalati es.
-DEHP
204-211-0
117-81-7
28/10/2008
-BBP
201-622-7
85-68-7
28/10/2008
Tossici per la
-DBP
201-557-4
84-74-2
28/10/2008
riproduzione (Art.57c)
-DIPP
210-088-4
605-50-5
19/12/2012
1-metil-2-
212-828-1
872-50-4
20/06/2011
pirrolidone
Tossico per la
riproduzione(Art.57c)
Tabella 3: Sostanze SVHC che potenzialmente possono essere coinvolte nella produzione
di pelli finite
2.2 I derivati del boro
Recentemente (Regolamento UE 790/2009), acido borico e borati sono stati
classificati come Reprotossico di categoria 2 (opp. 1B), con la conseguenza che
essi ricadono nel campo di applicazioni delle misure di riduzione del rischio
previste dal Regolamento REACH. In particolare, Acido Borico, Tetraborato
di sodio anidro e Tetraborato di sodio idrato soddisfano i criteri per la
definizione di sostanze ad alto rischio (SVHC – Substance of Very High
Concern Art.57(c) del REACH).
A partire dal 18 giugno 2010, Acido Borico (EC: 233-139-2; EC 234-343-4);
Tetraborato di sodio anidro (EC: 215-540-4); Tetraborato di sodio idrato
(EC:235-541-3) sono stati inseriti dall’ECHA nella Candidate List di SVHC.
2.2.1 Il Boro
Il boro è un elemento relativamente scarso in natura (meno di 10 ppm nella
crosta terrestre e circa 5 ppm nelle acque marine), ma si trova concentrato in
depositi superficiali in combinazione con ossigeno ed altri elementi sottoforma
di acido borico o sali organici generalmente indicati come “borati”. Noto fin
dall'antichità sotto forma di borace, venne isolato come elemento impuro per la
prima volta nel 1808 e fu ottenuto allo stato puro solo circa un secolo più tardi.
32
2.2.2 L’acido borico
L’acido borico, H3BO3, è presente in natura come minerale in maniera
ubiquitaria in quanto ricorre nelle acque, nella frutta, nei vegetali, nei cereali e
costituisce un nutriente essenziale per le piante e per diversi organismi.
Si presenta sotto forma di cristalli lamellari incolori come mostrato in figura 5.
Figura 5: Cristalli lamellari di acido borico
Formula dell’acido borico
E’ caratterizzato da una bassa solubilità in acqua a temperatura ambiente, ma si
dissolve rapidamente in acqua ad alte temperature, in alcol e glicerina.
A temperatura superiore a 100°C, l’acido borico perde gradualmente acqua
formando acido metaborico (HBO2); per ulteriore riscaldamento forma triossido
di boro (B2O3), di cui la forma cristallina fonde a 450°C.
A temperature superiori a 300°C si trasforma in acido tetraborico (anche noto
come acido piroborico H4B4O7).
Il composto è prodotto principalmente a partire da diversi borati naturali, per
reazione con acido solforico in soluzione acquosa.
33
Nome sostanza (ESIS)
Acido Borico
Formula molecolare
H3BO3
Peso molecolare
61,83 g/mol
Stato fisico
solido bianco cristallino
inodore (T20°C, 101.3kPa)
Punto di fusione
168-170°C
Punto di ebollizione
300°C
Densità
1.435 mg/L (T 15°C)
Solubilità in acqua
47200 mg/L (T 20°C)
pH
6,1 a 0,1 w/W a 20°C
Tabella 4: Caratteristiche tecniche di H3BO3
Nella tabella 4 sono riportate le principali caratteristiche tecniche di H3BO3
(Fonte Ministero dell’Ambiente, database DESC - Database Ecotossicologici
sulle Sostanze Chimiche)
2.2.3 Tetraborato di sodio e tetraborato di sodio idrato
Il borace (Na2B4O7·10H2O, sodio borato o sodio tetraborato decaidrato),
anticamente noto col nome di tinkal o borace veneziano, è un importante
composto del boro. È un cristallo morbido bianco, che si dissolve facilmente
nell’acqua dando una reazione acida. Se lasciato esposto all’aria secca, perde
lentamente l’acqua di idratazione e diventa una sostanza gessosa bianca. Il
borace venduto commercialmente è di solito completamente disidratato.
Il tetraborato di sodio anidro presenta formula chimica Na2B4O7.
Quando il tetraborato di sodio decaidrato è riscaldato (in uno spazio aperto) a
temperatura
superiore
a
circa
62°C,
perde
gradualmente
acqua
di
cristallizzazione, formando prima il pentaidrato, Na2B4O·5H2O, e con ulteriore
riscaldamento, forma tetraborato di sodio anidro, Na2B4O7, il cui cristallo
scioglie a 742°C. Le due forme idrate non fondono come tali.
34
L’eptaossido di tetraboro e di sodio idrato Na2B4O7·xH2O forma gli stessi
composti in soluzione acquosa del tetraborato di sodio anidro.
La soluzione acquosa del borace ha reazione alcalina (pH della soluzione 0.1 %
= 9.2) e il pH varia poco con temperatura e concentrazione per cui esso
costituisce un eccellente prodotto per soluzioni tampone.
Il tetraborato di sodio ha varie applicazioni: nell’industria inorganica viene
impiegato per la fabbricazione di acido borico raffinato se decomposto da acidi,
e diversi borati di cui in particolare il perborato di sodio con H2O2, il metaborato
con NaOH, il NaF con il fluoroborato. Le principali caratteristiche tecniche del
tetraborato di sodio anidro sono riportate in tabella 5.
Nome sostanza
Sodio tetraborato anidro
Formula molecolare
Na2B4O7
Peso molecolare
237.25 g/mol
Stato fisico
solido bianco cristallino inodore
(20°C, 101.3 kPa)
Punto di fusione
742,5°C
Punto di ebollizione
1575°C
Densità
2,37 mg/L
Solubilità in acqua
47,1g/L a 20°C
pH
9,2 a 47,1g/L e 20°C
(costante su ampio range di concentrazione)
Costante di dissociazione
pKa = 9 (T 25°C)
(acido borico in soluzioni diluite B 0,025M)
Granulometria
d50 = 210-850 m
(forma granulare o polvere)
Tabella 5: Principali caratteristiche tecniche di Na2B4O7
35
2.2.4 Uso dell’acido borico e derivati nell’industria conciaria
L’acido borico, il tetraborato di sodio anidro e tetraborato di sodio idrato
vengono usati con le stesse applicazioni nel processo conciario per le seguenti
proprietà: 1. conservante per le pelli (biocida), 2. decalcinante, 3. neutralizzante
per la concia, 4. sbiancante, 5. coadiuvante nella tintura.
La base tecnico - scientifica di dette applicazioni è offerta dalle speciali
proprietà di questi prodotti: in virtù delle loro azioni di battericidi, fungicidi e
disinfettanti possono essere usati nel processo di conservazione delle pelli senza
mai poter danneggiare la fibra.
Possono servire benissimo da neutralizzanti, in tal caso non alterano in alcun
modo la pelle anche se, per errore, sono usati in eccesso. La loro azione che non
si limita alla superficie della pelle ma penetra attraverso i pori negli strati interni,
è blanda e nello stesso tempo assoluta e definitiva.
In genere l’uso appropriato dell’acido borico e del borace specie nella
lavorazione delle pelli delicate, facilita la produzione di merce a grana molto
morbida e più pulita. Il borace ha inoltre il grande vantaggio di rendere meno
dura l’acqua, eliminando così uno dei più gravi inconvenienti che nelle
operazioni di concia di possono verificare, cioè la precipitazione di sali calcarei
che si depositano sulla superficie della pelle, ne otturano i pori e rendono tutte le
operazioni meno efficaci, meno regolari e più lunghe e costose.
Salatura
La salatura che si applica sulle pelli freschi per conservarle, viene gradualmente
migliorata se al sale fresco si aggiunge dal 3 al 5% di borace. I due prodotti in
polvere devono essere ben miscelati ed applicati dalla parte della carne. Il borace
ha due effetti utilissimi: per la sua proprietà antisettica riduce sensibilmente la
quantità di sale necessaria; sostituisce poi i comuni denaturanti del sale stesso,
che possono danneggiare o sporcare le pelli. In pratica, la possibilità di
36
diminuire la quantità di sale rende le pelli meno dure e più facili al
rammollimento.
Bagni di rinverdimento
L’aggiunta di borace al bagno di rinverdimento dà ottimi risultati, perché
corregge la durezza dell’acqua; con la sua blanda ma sensibile alcalinità,
emulsiona e saponifica i grassi e favorisce l’allontanamento dei grumi di sangue
e croste. Inoltre con la sua azione antisettica, impedisce l’inizio della
putrefazione .
Decalcinazione
Il procedimento ottiene due obiettivi :
1) eliminare la calce ancora presente sulle fibre come residuo delle lavorazioni
precedenti;
2) portare il pH da 12,5 fino ad un valore di 7,5–8,5 che rappresenta il pH
ottimale per l’azione enzimatica nella macerazione.
Il calcio, presente nella pelle in trippa, si trova sia nella forma legata (a formare
collagenato di calcio) che nella forma non legata (come ione Ca2+ ); una quantità
minore sarà rappresentata da Ca(OH)2 non dissociato nella soluzione interna.
Questo metallo deve essere eliminato quasi totalmente; infatti, forma dei sali
poco solubili con molti anioni e questo induce la precipitazione di alcuni
coloranti ed ingrassanti sulla superficie, creando macchie. Inoltre all’interno
delle fibre ne ostacola lo scorrimento provocando la così detta gessatura delle
pelli.
Abbassando o innalzando il pH è possibile far regredire il processo di
gonfiamento delle pelli, richiamando dalla pelle l’acqua prima assorbita. In
teoria, tutti gli acidi ed i sali a reazione acida, formando composti solubili col
37
calcio, hanno azione decalcinante. L’operazione può dunque essere condotta con
acidi forti ed acidi deboli, sali a reazione acida, e anidride carbonica.
Gli acidi deboli come l’acido formico, acetico o borico consentono una sicurezza
maggiore e la possibilità di una precisione inferiore nelle pesate. L’acido borico
neutralizza la calce ed in soluzione forma borato di calcio il quale è solubile in
acqua.
Rispetto all’acido formico che è più economico, l’acido borico ha il vantaggio di
non intaccare minimamente la pelle, mentre l’acido formico se usato più
concentrato rende la pelle dura e fragile. Con gli acidi deboli però non si ha la
certezza di decalcinare totalmente la pelle, per eliminare la calce legata alla pelle
è necessario usare un acido con una costante di acidità Ka maggiore di quella
dell’acido borico ( Ka = 10-7 ).
Neutralizzazione dei bagni rinforzati di concia vegetale
Il borace può essere impiegato per la neutralizzazione dei bagni di estratti
tannici usati e rinforzati. Gli estratti preparati contengono tutti bisolfito, che con
l’andare del tempo rende i bagni di concia acidi per acido solforico. In tali
condizioni il processo di concia avviene male, le pelli rischiano di essere troppo
gonfie e sono facilmente intaccate. L’uso del borace rappresenta quindi un modo
per neutralizzare l’acidità in eccesso contenuta nei bagni di concia vegetale
rinforzati, ed il suo uso provoca due vantaggi: essendo il borace un acido debole,
la neutralizzazione avviene con una reazione blanda e quindi non si ha alcuna
alterazione del bagno stesso; inoltre nella reazione si libera acido borico che, con
la sua azione disinfettante, evita l’eventuale fermentazione dei bagni di concia
vegetale rinforzata.
38
Neutralizzazione post concia al cromo
Dopo la concia al cromo è necessario portare le pelli ad un valore di pH ideale
per i successivi processi di riconcia, tintura ed ingrasso. Ciò avviene in bottali e
si può utilizzare sodio tetraborato (borace) che sciolto in acqua si idrolizza in
una miscela equimolare di acido borico H3BO3 e borato biacido di sodio
NaH2BO3.
Sbianca delle pelli
Il lavaggio con il borace conferisce alle pelli conciate, un colore uniforme e
chiarissimo quasi bianco e l’effetto è stabile. L’uso di acidi più forti rende la
pelle di tono chiaro, ma per esposizione all’aria il colore scurisce e diventa
facilmente macchiata.
Rifinizione del cuoio: solubilizzazione dei pigmenti caseinici
Nei pigmenti caseinici la caseina viene resa solubile in acqua mediante un
trattamento alcalino con ammoniaca oppure borace. La caseina esplica l’azione
di colloide protettore nei confronti dei pigmenti e li rende solubili in acqua.
Essendo una sostanza proteica, essa è sensibile all’azione batterica; pertanto può
subire una degradazione veloce, soprattutto in condizioni climatiche calde. Per
evitare la sua decomposizione vengono aggiunti agenti battericidi.
Diverse dichiarazioni dei fornitori di prodotti chimici affermano che il sodio
tetraborato (Borace), è presente in diversi preparati a base di pigmenti in una
concentrazione che può variare da un minimo di 0,26% ad un massimo di
0,58%.
39
2.3 I requisiti ecotossicologici del cuoio
A partire da fine anni ’90 si è diffusa sempre più la necessità di produrre
secondo dei requisiti che garantissero non solo la qualità del prodotto ma anche
il rispetto dell’ambiente.
Attualmente nella produzione degli articoli in cuoio il rispetto dei requisiti
ecotossicologici,
sia
commercializzazione
durante
del
il
prodotto
processo
finito,
produttivo
rappresenta
una
che
nella
condizione
fondamentale per la conformità delle norme relative alla sicurezza generale ed
alla tutela del consumatore.
A tal proposito la conformità ai criteri ecotossicologici del cuoio deve essere
assicurata non solo attraverso il rispetto delle legislazioni preposte, come ad
esempio il REACH, ma anche attraverso il rispetto dei limiti imposti da altre
regolamentazioni a carattere volontario e talvolta di natura privata (es. norme
tecniche, marchi ecologici, capitolati tecnici e/o specifiche del cliente).
Ad esempio la Norma UNI 10594-aprile 2010 concernente “Le caratteristiche
dei cuoi destinati all’industria calzaturiera”, riporta fra i requisiti essenziali del
cuoio anche alcuni parametri tossicologici legati all’analisi del cromo VI,
coloranti azoici, formaldeide libera, pentaclorofenolo e tetraclorofenolo.
Inoltre sono stati creati vari marchi ecologici come ad esempio l’Ecolabel per
calzature ed il marchio Oëko-Tex Standard 100 che prevedono ulteriori criteri
ecologici come ad esempio la valutazione dei metalli pesanti senza però
considerare l’eventuale presenza del boro e suoi derivati.
40
2.3.1 L’OËKO–TEX® Standard 100
L’OËKO-TEX® Standard 100 è un sistema di controllo e certificazione
indipendente per tutto il mondo tessile dalle materie prime, ai semilavorati e ai
prodotti finiti in tutte le fasi di lavorazione.
I test sulle sostanze nocive includono :
- sostanze vietate per legge
- sostanze il cui uso è regolamentato dalla legge
- sostanze chimiche notoriamente nocive per la salute ma non ancora
regolamentate per legge
- parametri per la salvaguardia della salute.
Nelle tabelle 6, 7 e 8 si riportano i requisiti eco tossicologici e prestazionali
previsti da questo tipo di etichetta ecologica molto diffusa anche per gli articoli
in cuoio.
41
Tabella 6: Oëko-Tex 100 – Valori limite e solidità, parte 1
I
II
III
IV
Bambino
a diretto
senza
Materiali da
contatto con
contatto con
decorazione
la pelle
la pelle
4.0 – 7.5
4.0 – 7.5
4.0 – 9.0
4.0 – 9.0
n.d.2
75
300
300
Sb (Antimonio)
30.0
30.0
30.0
As (Arsenico)
0.2
1.0
1.0
Pb (Piombo)
0.2
1.03
1.03
1.03
Cd (Cadmio)
0,1
0,1
0,1
0,1
Cr (Cromo)
1.0
2.0
2.0
2.04
Classe di prodotto
Valori di pH
Formaldeide [mg/kg]
legge 112
Metalli estraibili [mg/kg]
Cr (VI)
sotto il limite di rilevabilità5
Co (Cobalto)
1.0
4.0
4.0
4.0
Cu (Rame)
25.06
50.06
50.06
50.06
Ni (Nichel)7
0.5
1.0
1.0
1.0
Hg (Mercurio)
0.02
0.02
0.02
0.02
Pb (Piombo)
90.0
90.03
90.03
90.03
Cd (Cadmio)
50.0
100.03
100.03
100.03
0.5
1.0
1.0
1.0
Pentaclorofenolo(PCP)
0.05
0.5
0.5
0.5
Tetraclorofenolo(TeCP),Somma
0.05
0.5
0.5
0.5
Metalli in campioni mineralizzati
Pesticidi [mg/kg]9,10
Somma10
Fenoli clorurati [mg/kg]10
1
Eccezioni per i prodotti che devono ancora subire un trattamento a umido: 4.0 – 10-5; per le schiume:
4.0 – 9.0; per i prodotti in pelle di classe IV (ricoperti o laminati): 3.5 -9.0
2
n.d. corrisponde a un’unità di assorbenza inferiore a 0.05 resp. <16 mg/kg, in accordo con il metodo
di prova „Japanese Law 112
3
Nessun requisito per gli accessori di vetro
4
Per gli articoli in pelle 10.0 mg/kg
5
Limiti di rilevabilità: per Cr(VI) 0.5 mg/kg, per le arilammine 20 mg/kg, per i coloranti 50 mg/kg
42
6
Nessun requisito per gli accessori costituiti da materiale inorganico
7
Compresi i requisiti della Direttiva 94/27/CE
8
Per tutti gli accessori e i componenti non tessili e anche per le fibre tinte in massa e articoli
contenenti pigmenti
9
Solo per fibre naturali
10
Lista delle singole sostanze nell’Appendice 5
Tabella 7: Oëko-Tex 100 – Valori limite e solidità, parte 2
Classe di prodotto
I
II
III
IV
Bambino
a diretto
senza contatto
Materiali da
contatto con la
con la pelle
decorazione
pelle
Ftalati [w-%]11
DINP, DNOP, DEHP,
DIDP, BBP, DBP, DIBP,
DIHP, DHNUP, DHP,
DMEP, DPP,
Somma 10
Composti organo-stannici [mg/kg] 10
0.1
0.1
0.1
TBT
0.5
1.0
1.0
1.0
TPhT
0.5
1.0
1.0
1.0
DBT
1.0
2.0
2.0
2.0
DOT
1.0
2.0
2.0
2.0
OPP [mg/kg]10
50.0
100.0
100.0
100.0
Arilammine [mg/kg]10,12
nessuna 5
nessuna 5
nessuna 5
nessuna 5
PFOS [μg/m2]10,13
1.0
1.0
1.0
1.0
PFOA [mg/kg]10,13
0.1
0.25
0.25
1.0
SCCP
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
0.1
Altri residui chimici
[w-%]10
TCEP
[w-%]10
DMFu [mg/kg]10
43
Coloranti
Arilammine dissociabili
non utilizzati 5
Cancerogeni
non utilizzati 5
Allergenici
non utilizzati 5
Altri
non utilizzati 5
Somma
1.0
1.0
1.0
1.0
Idrocarburi Policiclici Aromatici (IPA)[mg/kg]14
Benzo[a]pirene12,14
0.5
1.0
1.0
1.0
Somma10
5.0
10.0
10.0
10.0
Prodotti biologici attivi
nessuno 15
Prodotti ignifughi
Generale
nessuno 15
PBB, TRIS, TEPA, pentaBDE, octaBDE,
DecaBDE, HBCDD , SCCP, TCEP 10
non utilizzati
11
Per articoli ricoperti, stampati plastisol, schiume flessibili e accessori composti di materie plastiche
12
Per tutti gli articoli contenenti poliuretano
13
Per tutti gli articoli con un finissaggio o spalmatura idro e oleo-repellente
14
Per tutte le fibre sintetiche, filati o fili e per i materiali plastici
15
Ad eccezione dei trattamenti accettati da Oeko-Tex® (vedi la lista all’indirizzo internet
http://www.oeko-tex.com)
44
Tabella 8: Oëko-Tex 100 – Valori limite e solidità, parte 3
Classe di prodotto
I
II
III
IV
Bambino
a diretto
senza contatto
Materiali da
contatto con la
con la pelle
decorazione
pelle
16,17
Residui di solvente [w-%]
NMP
0.1
0.1
0.1
0.1
DMAc
0.1
0.1
0.1
0.1
DMF
0.1
0.1
0.1
0.1
Residui di agenti tensioattivi o agenti imbibenti[mg/kg]
OP, NP, Somma
50.0
50.0
50.0
50.0
OP, NP, OP(EO)1-2,
NP(EO)1-9
Somma
500.0
500.0
500.0
500.0
All’acqua
3
3
3
3
Al sudore acido
3–4
3–4
3–4
3–4
Al sudore alcalino
3–4
3–4
3–4
3–4
Allo sfregamento a secco
4
4
4
4
Solidità dei colori (scarico)
18-19
Alla saliva e al sudore
Solido
Emissione di composti volatili [mg/m3]20
Formaldeide [50-00-0]
0.1
0.1
0.1
0.1
Toluene [108-88-3]
0.1
0.1
0.1
0.1
Stirene [100-42-5]
0.005
0.005
0.005
0.005
Vinilcicloesene
0.002
0.002
0.002
0.002
[4994-16-5]
0.03
0.03
0.03
0.03
Butadiene [106-99-0]
0.002
0.002
0.002
0.002
Cloruro di vinile [75-01-4]
0.002
0.002
0.002
0.002
Idrocarburi aromatici
0.3
0.3
0.3
0.3
Composti organici volatili
0.5
0.5
0.5
0.5
[100-40-3]
4-Fenilcicloesene
45
Determinazione dell’odore
nessun odore estraneo 21
Generale
SNV
195
651
(Modificato)20
3
3
3
3
Fibre vietate
Amianto
16
non utilizzato
Eccezione per i prodotti che devono ancora subire un trattamento a caldo
(ad umido o a secco): 3.0%”.
17
Per fibre, fili e articoli ricoperti, per i quali sono usati solventi in produzione.
18
Nessun requisito per gli articoli destinati al lavaggio.
19
Per pigmenti, coloranti al tino ed allo zolfo, si accetta un valore di solidità allo sfregamento
a secco di 3.
20
Per tappeti tessili, materassi, imbottiture ed articoli ricoperti per la maggior parte della loro
superficie non utilizzati per abbigliamento.
21
Nessun odore di muffa, di sostanze aromatiche derivanti da processi di cracking, di pesce,
di idrocarburi aromatici o profumi.
Dall’esame delle tabelle precedentemente riportate risulta evidente che l’analisi
del boro e di sodio tetraborato non è richiesta dall’OËKO-TEX®. Quindi norme
e capitolati non parlano di boro e suoi derivati, mentre invece ai sensi del
regolamento REACH è necessario conoscere la percentuale peso/peso di acido
borico, tetraborato di sodio e tetraborato di sodio idrato presente nell’articolo
cuoio, tenuto conto che trattasi di sostanze SVHC che possono essere utilizzate
in alcune fasi del processo produttivo conciario.
46
2.3.2 Procedura per la determinazione del Boro nelle pelli
Per effettuare l’analisi del boro si usa la metodica descritta nella norma
UNI EN ISO 17072-2:2011 Cuoio – Determinazione chimica del contenuto di
metalli – parte 2: contenuto totale di metallo.
Il procedimento si articola in tre fasi:
1 Digestione, nel digestore a microonde, del campione di pelle, circa 0,5 g,
con una miscela di acido nitrico (HNO3), acqua ossigenata H2O2 e acido
fluoridrico HF in rapporto 8:2:0,5.
2 Dopo mineralizzazione, la soluzione digerita viene trasferita in un
matraccio e portata ad un volume noto di 25 ml.
3 Infine si effettua la determinazione del Boro tramite ICP-AES, dopo aver
preparato una curva di calibrazione con quattro standard a concentrazione
nota preparati da una miscela di standard certificata.
4 Dopo la lettura effettuata mediante ICP-AES espressa in mg/L, si calcola,
considerando i grammi pesati di campione di cuoio e i volumi utilizzati, la
concentrazione espressa in mg/kg.
Apparecchiatura
- Mineralizzatore e/o digestore a microonde (MAD)
- ICP-AES (Inductively Coupled Plasma Atomic Emission Spectroscopy)
47
Metodo Analitico ICP-AES
(Inductively Coupled Plasma Atomic Emission Spectroscopy)
La spettroscopia di emissione atomica, spesso indicata con l'acronimo ICP-AES,
è una tecnica spettroscopica di emissione utilizzata in analisi chimica. Essa
sfrutta la somministrazione di energia relativamente elevata, tanto da provocare
la dissociazione in atomi e l'eccitazione di quest'ultimi. In base alla lunghezza
d'onda emessa è possibile risalire alla specie incognita, dato che gli spettri di
ciascuna sostanza sono caratteristici, mentre misurando l'intensità dell'emissione
si può effettuare anche l'analisi quantitativa.
L'ICP-AES è il risultato dell'applicazione di un generatore di radiofrequenza su
una corrente di gas Argon che sale attraverso un tubo di quarzo posto all'interno
di una spirale. Il segnale di radiofrequenza crea un campo magnetico all'interno
della spirale, con conseguente corrente circolare nel conduttore (Argon,
appunto).
Per dare inizio alla scarica ICP-AES viene applicato all'argon una scintilla o un
arco voltaico. Questa scarica assorbe energia dal campo magnetico e trasforma
l'argon in un plasma stabile la cui temperatura è di 10000K nella base al centro
del plasma.
Questa tecnica permette il raggiungimento di limiti di rilevabilità molto bassi
che vanno da poche unità di µg/L fino a frazioni centesimali di µg /L.
Il segnale risulta stabile e altamente riproducibile, con la possibilità di effettuare
agevolmente analisi multicomponenti avendosi basse interferenze chimiche.
48
Risultati
Da uno screening effettuato su 25 campioni di pelli di diversa provenienza
extraeuropea è emersa una non trascurabile presenza di boro.
In particolare nella Tabella 9, è riportato un esempio di valori riscontrati in
alcune pelli semilavorate (pelle wet-blue e pelle in crust)e su una pelle finita.
Parametro
Boro totale
Tipo di pelle
Wet-blue
Crust
Finita
253 mg/Kg
119 mg/Kg
131 mg/Kg
1443 mg/Kg
678 mg/Kg
750 mg/Kg
2226 mg/Kg
1048 mg/Kg
1158 mg/Kg
Boro espresso come
H3BO3
Boro espresso come
Na2B4O7 .10 H2O
Tabella 9: Risultati delle analisi del boro nelle pelli semilavorate e rifinite
Da questa tabella si evince che il boro è risultato essere presente in tutti i
campioni esaminati. Pertanto il monitoraggio effettuato conferma la necessità di
prevedere anche l’analisi del boro per il rispetto dei parametri ecotossicologici
previsti nell’ambito della normativa sul cuoio.
Infatti esprimendo il valore del boro come acido borico (H 3BO3) e sodio
tetraborato decaidrato (Na2B4O7 .10H2O) si ottengono dei valori che risultano
essere superiori al valore limite dello 0,1% (1000 mg/Kg) previsto per le
sostanze SVHC negli articoli prodotti e/o importati nella Comunità Europea.
Naturalmente c’è da precisare che una sostanza inclusa nella Candidate List non
è una sostanza il cui uso è vietato: dunque, non c’è alcun divieto di produrre o
importare articoli contenenti tali sostanze, purché siano rispettati gli obblighi di
comunicazione verso i clienti e di notifica all’ECHA.
49
2.4 Le sostanze SVHC nella rifinizione del cuoio: Ftalati
Nel processi di rifinizione delle pelli vengono normalmente utilizzate diverse
sostanze di natura polimerica contenenti differenti additivi fra i quali i
plastificanti.
I plastificanti sono sostanze che aggiunte ad alcuni materiali, quali le materie
plastiche, durante il processo di trasformazione di manufatti portano alla
formazione di prodotti flessibili, resistenti e facili da maneggiare.
La plastificazione può essere effettuata sia in fase di polimerizzazione,
introducendo lungo la catena della unità monometriche “flessibilizzanti”, che
diminuiscono l’energia necessaria per la rotazione di segmenti della catena
(plastificazione interna) o con l’aggiunta di quantità notevoli di additivi chiamati
“plastificanti” che diminuiscono le forze d’interazione tra le catene facilitando
le rotazioni di segmenti molecolari (plastificazione esterna).
La definizione generale di plastificante adottata dalla IUPAC (The Council of
the International Union of Pure and Applied Chemistry) nel 1951 è: “Un
plastificante è una sostanza o un materiale incorporato in un materiale
(generalmente plastica o elastomero) allo scopo di accrescerne la flessibilità,
lavorabilità o dilatabilità. Un plastificante può ridurre la viscosità di
rammollimento, abbassare la temperatura di transizione del secondo ordine o
ridurre il modulo elastico del prodotto”. Questo è dovuto al fatto che le molecole
di plastificante si inseriscono tra le catene polimeriche riducendone le forze
attrattive intramolecolari e permettendo il mutuo spostamento delle catene del
polimero: la loro presenza trasforma così un polimero duro e rigido in un
materiale morbido e flessibile.
Un buon plastificante deve essere compatibile con il polimero con cui è messo in
contatto, cioè non deve tendere a demiscelarsi e a migrare verso la superficie
( fenomeno dell’essudazione).
In generale un plastificante di successo deve avere buona compatibilità con il
PVC, bassa volatilità per non evaporare durante la vita in opera del manufatto
50
con conseguente aumento della fragilità, bassa solubilità nei mezzi con i quali
viene a contatto il prodotto finito e non deve essere un prodotto tossico; deve
inoltre essere dotato di una buona stabilità alla luce ed al calore, deve essere
inodore ed incolore, non deve presentare interazioni dannose con gli altri
componenti della miscela o compromettere le proprietà di utilizzo finale del
prodotto all’interno del quale viene impiegato e deve possedere un basso costo.
Aggiunto alla miscela si ottiene un composto che presenta delle caratteristiche di
lavorabilità più spiccate rispetto al materiale originale con delle importanti
differenze nelle grandezze che lo caratterizzano e nelle proprietà meccaniche. Si
evidenziano, infatti, una temperatura di transizione vetrosa, Tg, molto più bassa
insieme ad una riduzione di durezza e resistenza nonché un aumento della
resistenza ad impatto. E’ consuetudine comunque fare un mix di plastificanti
diversi per poter ottenere le prestazioni volute.
Si è definita una linea generale per quanto riguarda il legame tra la struttura
chimica del plastificante e la capacità di plastificazione. Tra le caratteristiche che
influenzano questa capacità ci sono:
-
Peso molecolare.
Volatilità , migrazione e capacità plastificante diminuiscono all’aumento del
peso molecolare del plastificante.
-
Polarità.
Aumentare la polarità con l’inserimento di gruppi polari sostitutivi di gruppi
residenti diminuisce la capacità plastificante, peggiorano le proprietà a bassa
temperatura del composto, migliora la resistenza all’estrazione.
-
Lunghezza catene alchiliche.
A parità di concentrazione l’aumento della lunghezza delle catene migliora
l’efficienza.
-
Linearità catene alchiliche.
Aumentare la linearità delle catene migliora l’efficienza del plastificante e la
flessibilità a bassa temperatura del composto plastificato.
51
Per quanto riguarda i costituenti, esistono diverse possibili classificazioni dei
plastificanti. Considerando la diffusione e l’utilizzo pratico, le classi in cui i
plastificanti si possono dividere sono:
Ftalati (esteri dell’acido ftalico)
Adipati (esteri dell’acido adipico)
Citrati ( derivano dall’acido citrico)
Polimerici ( poliesteri saturi)
2.4.1 Gli ftalati
Gli ftalati sono tra i plastificanti più utilizzati grazie alle loro prestazioni
tecniche,
versatilità
e
basso
costo,
infatti
in
commercio
esistono
approssimativamente 70 diversi tipi di plastificanti ma l’80% del consumo di
tutti i plastificanti ruota intorno a solo 3 di questi( tutti e 3 ftalati) :
1 il DEHP ( di-2-etilesilftalato)
2 il DINP (diisononilftalato)
3 il DIDP (diisodecilftalato)
Gli ftalati sono un gruppo di sostanze liquide, incolore ed inodore; sono esteri
dell’acido ftalico con alcoli a catena lunga , lineare o ramificata.
formula generale degli ftalati
52
DEHP (di-2- etilesilftalato)
DINP (diisononilftalato)
DIDP (diisodecilftalato)
Gli ftalati possono essere preparati a partire da differenti tipi di alcol, il range
generalmente usato per le applicazioni con il PVC comprende alcol aventi catena
composta da 4 fino a 8 atomi di carbonio. Ftalati prodotti a partire da alcol al di
sotto di C4 sono, di solito, troppo volatili, mentre quelli preparati da alcol più
grandi di C13 hanno compatibilità limitata col polimero.
Acido ftalico ed alcoli sono sostanze derivate dal petrolio, hanno bassa volatilità,
sono poco solubili in acqua e non sono persistenti nell’ambiente.
Queste sostanze sono conosciute ed utilizzate da molti anni ed il loro impiego
nell’industria conciaria avviene in fase di rifinizione, che è un’operazione finale,
si migliora l’aspetto e le caratteristiche del pellame donandogli un colore
brillante o opaco in funzione della richiesta e/o della destinazione d’uso.
In particolare gli ftalati sono usati nella rifinizione a base di nitrocellulosa.
53
I film di nitrocellulosa possiedono elevate proprietà meccaniche ma sono
generalmente molto duri, fragili e poco flessibili. L’utilizzo di nitrocellulose nel
settore di rifinizione del cuoio richiede pertanto l’aggiunta di plastificanti.
La nitrocellulosa è compatibile con un elevato numero di plastificanti che
conferiscono da un lato maggior flessibilità al film di rifinizione ma dall’altro
comportano
minori
resistenze
chimico-fisiche
e
minori
resistenze
all’invecchiamento.
I plastificanti tradizionalmente più utilizzati nella realizzazione di lacche nitro o
di nitro emulsioni sono comunque gli esteri dell’acido ftalico (dibutilftalato,
diottilftalato,
diisobutilftalato,
2-etilesilftalato,
etc.)
che
permettono
il
conferimento di buone elasticità anche a basse temperature e non influiscono
negativamente nella resistenza alla luce della nitrocellulosa (che comunque
risulta di per sé bassa). L’utilizzo di ftalati permette inoltre che si evitino
fenomeni di essudazione o di migrazione. L’utilizzo di tali prodotti comporta
però la manipolazione di sostanze altamente tossiche e di elevata pericolosità
ambientale.
L’uso degli ftalati è regolamentato dal REACH in quanto queste sostanze sono
classificate come tossiche per la riproduzione.
In particolare alcuni ftalati, DEHP(ftalato di bis(2-etilesile), DBP (ftalato di
dibutile), BBT (ftalato di butilbenzile) sono in allegato XVII alla voce 51 e non
sono ammessi come sostanze o costituenti di preparati in concentrazione
superiore allo 0,1% della massa del materiale plastificato nei giocattoli e negli
articoli di puericultura.
Sempre nell’ allegato XVII alla voce 52 si trovano il DINP (ftalato di
diisononile), il DIDP (ftalato di diisodecile) e il DNOP (ftalato di diottile) che
non sono ammessi come sostanze o costituenti di preparati in concentrazioni
superiori allo 0,1% della massa del materiale plastificato nei giocattoli e negli
articoli di puericultura che potrebbero essere messi in bocca dai bambini.
54
Alcuni ftalati sono presenti nella Candidate List e dunque la loro eventuale
presenza in articoli va analizzata per sottostare agli eventuali obblighi di
comunicazione ai clienti e notifica all’ECHA.
Gli ftalati presenti in Candidate List sono:
Numero CAS
Data d’inclusione
Ftalato di butilbenzile 201-622-7
(BBP)
85-68-7
28/10/2008
Ftalato di bis ( 2etilesile) (DEHP)
204-211-0
117-81-7
28/10/2008
Diisobutilftalato
Bis (2-metossietil)
ftalato
201-553-2
204-212-6
84-69-5
117-82-8
13/01/2010
19/12/2011
Diisopentilftalato
(DIPP)
210-088-4
605-50-5
19/12/2012
[Ftalato (2-)]
diossotrilato
273-688-5
69011-06-9
19/12/2012
776297-69-9
19/12/2012
Nome
Numero CE
N-pentilisopentilftalato
Tabella 10: Ftalati presenti in Candidate List
2.4.2 Analisi degli ftalati nel cuoio
Per l’analisi degli ftalati nel cuoio si segue la norma UNI/TS 11267:
Determinazione dei composti organici semivolatili in campioni di pelle, reflui e
rifiuti dell’industria conciaria.
Per effettuare quest’analisi si pesa una quantità precisa di campione compresa tra
i 5-10 g. avendo cura di miscelarlo con una pari quantità di sodio solfato anidro.
Si precede all’estrazione degli ftalati con un estrattore soxhlet, usando l’esano
come solvente. Successivamente si allontana il solvente con il rotavapor, si
pone l’estratto in una fiala che verrà poi inserita nell’autocampionatore del
gascromatografo collegato allo spettrometro di massa.
L’analisi qualitativa dei composti è basata sul confronto degli spettri di massa
con quelli dei composti presenti all’interno di una banca data di spettri di
55
sostanze organiche, e degli ioni caratteristici delle famiglie di composti da
determinare, dopo aver effettuato la sottrazione del background.
L’analisi quantitativa viene svolta per i composti ben separati gas
cromatograficamente e singolarmente identificabili .
Il Metodo Analitico GC/MS (acronimo per GasChromatography/ Mass
Spectrometry) è basato sulla combinazione in sequenza della gascromatografia
(GC) e della spettrometria di massa su un estratto organico ottenuto dal
campione di pelle con sistema Soxhlet.
Il GC sfrutta le differenti proprietà delle varie specie chimiche presenti in una
miscela gassosa per la loro separazione.
Apparecchiatura GC/ MS
56
Schema funzionamento Apparecchiatura GC/ MS
Per attuare la separazione, sul gascromatografo vengono di volta in volta
installate differenti colonne capillari (a seconda del tipo di sostanza da
determinare). Differenti impostazioni della temperatura (programmata o
mantenuta costante durante tutto il processo) consentono la riduzione dei tempi
di ritenzione delle molecole più pesanti. I singoli componenti della miscela, una
volta separati, vengono posti
all'interno dello spettrometro di massa, dove
vengono sottoposti a ionizzazione e conseguente frammentazione. La
spettrometria di massa (MS) rappresenta il sistema rivelatore applicato sui
componenti ottenuti mediante separazione cromatografica. Con il Metodo
Analitico GC/MS, l'identificazione degli analiti presenti nella miscela
57
sottoposta a gascromatografia viene attuata per confronto dei tempi di ritenzione
sperimentali (relativi a ciascuna colonna) con i tempi di ritenzione degli standard
di riferimento degli analiti ricercati. Infatti, a ciascun picco dello spettro
cromatografico corrisponde una specifica sostanza, identificabile sulla base di
uno specifico tempo di ritenzione. L'identificazione degli analiti separati da
ciascuna colonna e sottoposti a spettrometria di massa viene attuata anch'essa
per confronto, questa volta tra gli spettri ottenuti sperimentalmente dalla
frammentazione delle molecole con spettri noti, contenuti in appositi database
pubblicati dal NIST (National Institute of Standards and Technology). Infatti, gli
analiti appartenenti a famiglie di composti con caratteristiche simili (ad esempio
idrocarburi, aldeidi, IPA, etc.) mostrano spettri di massa molto simili e
caratterizzati dalla prevalenza degli stessi ioni caratteristici. Questa caratteristica
permette la quantificazione di composti di cui non si dispone lo standard, per
analogia con composti della stessa famiglia.
Da uno screening effettuato su circa 10 campioni di pelli rifinite è emerso che gli
ftalati sono presenti in quantità alquanto inferiore allo 0,1% p/p.
In particolare a titolo di esempio nella tabella si riportano alcuni valori
riscontrati per l’analisi del DINP - ftalato di diisononile - che è una sostanza
soggetta a restrizione presente nell’allegato XVII alla voce 52.
Campione
Metodo di prova
Risultato (mg/kg)
Pelle rifinita
UNI/TS 11267
201
Pelle rifinita
UNI/TS 11267
301
Pelle rifinita
UNI/TS 11267
211
Tabella 11: Risultati analisi del DINP in pelli rifinite
58
Tuttavia in qualche caso altri laboratori hanno riscontrato, sulle pelli rifinite,
valori di DINP di circa 0,5% e quindi superiore ai limiti previsti dalle vigenti
restrizioni in ambito REACH.
2.4.3
Potenziali sostituti dei derivati del boro e degli ftalati nel processo
conciario
Derivati del boro
I derivati del boro nell’industria del cuoio vengono utilizzati prevalentemente
nella fase di conservazione delle pelli ed in quella di decalcinazione.
La possibilità di sostituzione delle sostanze contenenti boro nel processo
conciario, in particolare nelle fasi di conservazione e decalcinazione è possibile
ma è legata spesso anche all’aumento dei costi di produzione.
Infatti nel caso della conservazione delle pelli grezze sono stati proposti dei
battericidi alternativi che però presentano dei costi notevolmente più elevati
rispetto all’acido borico.
I principi attivi di tali prodotti si basano prevalentemente in un caso sul
perossimonosolfato di potassio e nell’altro sul percarbonato di sodio.
Per quanto riguarda invece i prodotti alternativi da impiegare nella fase
di decalcinazione essi sono strettamente legati al loro potere decalcinante e
tamponante. Pertanto possono essere utilizzati acidi deboli come ad esempio gli
acidi bicarbossilici, l’acido lattico etc., oppure dei sali acidi come ad esempio il
solfato di ammonio.
Infine per la fase di neutralizzazione delle pelli, dopo la concia al cromo, è
possibile l’uso di sali con blanda azione alcalina come il bicarbonato di sodio,
l’acetato di sodio etc.
59
Ftalati
Nella filiera del cuoio l’uso del PVC, come è stato già detto, è specifico della
fase di rifinizione e può essere usato per produzione delle suole delle scarpe,
stivali di gomma, scarpe e borse verniciate etc.
I sostituti degli ftalati naturalmente non devono compromettere le proprietà
meccaniche del PVC e devono rispondere a quattro criteri indispensabili: devono
possedere una enorme compatibilità tra plastificante e polimero, devono
possedere una efficace azione plastificante, devono mantenere intatte le
proprietà plastificanti per tutta la vita del prodotto ed essere stabili termicamente
per non essere soggetti a fenomeni di decomposizione.
Tra i prodotti naturali dotati di tali caratteristiche ci sono gli oli vegetali ed i loro
derivati che sono stati usati nella chimica dei polimeri grazie alla loro natura
rinnovabile di anno in anno, alla relativamente facile reperibilità in svariati
ambienti geografici, al loro relativo basso costo ed al basso impatto ambientale.
I costituenti principali degli oli vegetali sono i trigliceridi (detti anche
triacilgliceroli), prodotto di esterificazione della glicerina con tre molecole di
acidi grassi: questi ultimi costituiscono il 95% in peso delle molecole dei
trigliceridi ed il loro contenuto è caratteristico di ogni tipologia di olio vegetale.
Alcuni oli vegetali come l’olio di soia epossidato, l’olio di lino epossidato, l’olio
di ricino ed il cardanolo, cioè un derivato dell’olio di anacardo distillato sono
usati come plastificanti.
Il cardanolo è un alchilfenolo ricavato dagli scarti inquinanti (acido anacardico)
della lavorazione delle noccioline di anacardo. I prodotti ottenuti, a differenza di
altri prodotti derivanti da fonti vegetali, sono in grado di sostituire efficacemente
e senza alcun impatto sulla catena alimentare, molecole funzionalmente simili,
derivate dal petrolio, in numerose applicazioni tipiche dell’industria delle
materie plastiche.
60
Struttura chimica del cardanolo acetato
Il cardanolo tecnico distillato di fresco è di solito un olio giallo pallido tendente
a scurirsi rapidamente se non appropriatamente stabilizzato, a causa di specie
chinoniche derivate dall’ossidazione di derivati del cardanolo contenuti nel
cardanolo distillato. La tendenza del cardanolo distillato a scurire costituisce
chiaramente un fattore limitante per alcune applicazioni nel campo della chimica
fine, quindi la conservazione di un buon grado di colore è molto importante per
questo prodotto.
Anche l’olio di ricino rappresenta uno degli elementi principali di un nuovo
plastificante.
Sono stati utilizzati in qualità di plastificanti anche l’estere di isosorbide
proveniente dall’olio vegetale e dal glucosio, l’estere di glicerolo acetilato
derivato dall’olio di palma e l’estere acetilato derivato dall’olio di colza.
Una caratteristica importante della maggior parte dei plastificanti vegetali è che
possono essere utilizzati senza restrizioni ed in qualsiasi concentrazione anche
nei materiali a contatto con alimenti. Risultano quindi una valida alternativa ai
prodotti a base di ftalati dal punto di vista della sicurezza e si cerca di
migliorarne le prestazioni per poter un giorno limitare di molto o addirittura
eliminare del tutto l’uso degli ftalati.
61
CAPITOLO III
62
3.0 CONCLUSIONI
Il regolamento REACH è stato emanato con lo scopo di assicurare un elevato
grado di protezione della salute umana e dell’ambiente, preservando i principi di
uguaglianza ed imparzialità tra imprese e promuovendone la competitività e
l’innovazione.
Il regolamento REACH ha introdotto il concetto di articolo, dando la giusta
importanza non solo alle sostanze e alle miscele ma anche al prodotto finito che
spesso può essere causa di pericolo non solo per chi lo produce ma anche per chi
lo utilizza.
Il rispetto di tale normativa si traduce in un miglioramento non solo della salute
dei cittadini ma anche in un beneficio economico per i vari paesi dell’Unione
Europea; considerando infatti che il trattamento dell’allergia costi circa 29
miliardi di euro l’anno, a giudizio della Commissione Europea, riuscire a ridurre
l’incidenza delle allergie e conseguentemente i costi sanitari, potrebbe già essere
sufficiente a giustificare l’esistenza del REACH.
Per quanto concerne l’industria conciaria, è necessario tenere sotto controllo tutti
quei parametri che possano influire negativamente sulla qualità e che possano
rendere il prodotto non conforme al regolamento REACH.
Dall’analisi specifica effettuata sui derivati del boro e sugli ftalati è emersa una
criticità significativa per i derivati del boro, mentre invece il problema degli
ftalati in realtà non ha un impatto significativo.
Tuttavia l’analisi degli ftalati è attualmente sempre richiesta nei capitolati
relativi ai parametri ecotossicologici nell’industria del cuoio, mentre i derivati
del boro non sono presenti come requisiti in tali capitolati.
In ogni caso è necessario sempre che l’industria conciaria europea ed in
particolare quella italiana, tenga sotto controllo attraverso le schede di sicurezza,
le schede tecniche e l’analisi del prodotto finito la presenza di sostanze SVHC,
in maniera tale da poter assicurare un prodotto sicuro e di qualità che sia
garanzia del made in Italy .
63
BIBLIOGRAFIA
1. Naviglio B., Tomaselli M., Romagnuolo M., Calvanese G. “L’impatto del
regolamento REACH nell’industria conciaria”; 34 CV NAZIONALE
SCIENZE MERCEOLOGICHE, Torino, 23-25 giugno 2009
2. Calvanese G., Naviglio B., Caracciolo D., Florio C. “Monitoraggio delle
sostanze estremamente preoccupanti nel cuoio alla luce delle nuove linee
guida dettate dal regolamento REACH”; 38 CV AICC, Lonigo (Vi), 2526 settembre 2009
3. Unione industriale pisana “I principali aspetti del regolamento REACH
che interessano gli utilizzatori a valle”; 39 CV AICC, Castelfranco di
sotto (Pi), 1 luglio 2010
4. Naviglio B. “La nuova normativa per la sicurezza chimica. Regolamento
REACH, CLP e le implicazioni della PMI (Piccola Media Impresa);
Doctormag, luglio 2010
5. Naviglio B.”L’applicazione del regolamento REACH ed il ruolo del
chimico”; Giornata di studio, Hotel Oriente, Napoli, 6 Marzo 2010
6. Naviglio B. “REACH e sicurezza dei prodotti”; XIII CV Ordine Chimici,
Hotel Oriente, Napoli 22-23 ottobre 2010
7. Ulivi P. “Regolamento REACH, scadenze, motivazioni“; Ars Tannery,
1(2), (pagg.44-46) 2010
8. Frontini S. “Il regolamento REACH, le sostanze SVHC ed il loro impatto
sulla clientela manufatturiera”; 1 CV Conferenza tecnologica, Milano, 2021 gennaio 2012
9. Calvanese G. “Prospettive e problematiche relative alla sostituzione di
sostanze chimiche nell’ambito dell’applicazione del REACH”; 1 CV
Conferenza tecnologica, Milano, 20-21 gennaio 2012
10. Nuti F. “Sostanze chimiche SVHC
e possibili alternative nella
lavorazione ad umido del processo conciario”; 1 CV Conferenza
tecnologica , Milano, 20-21 gennaio 2012
64
11. Naviglio B. “Concia,cuoio e requisiti eco tossicologici”; lezione al master
REACH, gennaio 2012
12. Vigezzi E. “L’acido borico ed il borace nella lavorazione delle pelli”;
Bollettino Ufficiale della Real Stazione Sperimentale per l’Industria delle
Pelli e delle Materie Concianti, settembre 1933
13. Touloumet M.L. “Sostituzione dell’acido borico”; CTC Enterprise,
settembre 2009
14. Candar V.”Possibilità di sostituzione di alcune sostanze chimiche in
campo conciario”; 1 CV Conferenza tecnologica, Milano, 20-21 gennaio
2012
15. Confindustria “Inserimento di sostanze nella Candidate List e
nell’allegato XIV del REACH. Osservazioni su Acido Borico, Tetraborato
di Sodio Anidro, Eptaossido di Tetraboro di Sodio Idrato”; febbraio 2011
16. Yunhang Zeng, Jiahong Lu, Xuepin Liao, Qiang He, Bi Shi.
“Decalcinazione esente da ammonio utilizzando esametafosfato di sodio e
acido borico”; Jalca, 106 (pagg. 257-263) settembre 2011
17. Allegrini R.”L’azione dell’acido borico sul tannino del castagno”; 10 CV
AICC, Torino (1961)
18. UNI ENI ISO 17072-2-2011
19. Unione Nazionale Industriale Conciaria (UNIC), Rapporto SocioAmbientale 2012
20. Naviglio B., Calvanese G., Comite G., Florio C., Bruno C., “REACH e
industria conciaria” maggio 2007
21. Ministero dell’Ambiente “Sostanze chimiche-ambiente e salute”;
Bollettino d’informazione febbraio 2013
22. ECHA “Candidate List” 19 dicembre 2012
23. UNI/TS 11267
24. Menrath J. “Plastificanti esenti da ftalati in nitrocellulosa (NC) e sistemi di
aceto butirrato di cellulosa (CAB); Word leather, dicembre/gennaio 2011
65
25. Issartel J., Compain P.,”REACH: sostituzione degli ftalati nel PVC
(Policloruro di vinile)
26. “REACH: Sostituzione degli ftalati nel PVC” CTC entreprise luglio 2010
27. Haquet C., Issartel J. “Dei plastificanti naturali nel PVC” parte 1 e 2
CTCentreprise aprile e novembre 2012
28. OËKO-TEX® Standard 100
66