Automazione
Sicurezza
GRANDANGOLO
di Guido Furxhi e Daniela Roccia
Autistico
Ottimizzare il profilo
Negli anni Ottanta Meccanodora ha brevettato un sistema basato sull’impiego di
attuatori piezoelettrici per generare il profilo del tripode. L’applicazione della tecnologia si è allargata ad altri comparti che richiedono la creazione di profili con
precisione micrometrica. La soluzione utilizza un piezo di Physik Instrumente
La trasmissione dell’auto, cioè il cinematismo che trasmette il movimento
dal motore alle ruote, può sembrare un
sistema semplice e ben conosciuto,
considerando gli oltre 100 anni di storia. Ciò nonostante non è solamente
oggetto di continuo studio, miglioramento e innovazione, ma presenta
sempre nuovi problemi per i progettisti
dei processi di lavorazione e per i costruttori di macchine utensili. Uno dei
sistemi di trasmissione prevede l’impiego di un giunto detto ‘tripode’, progettato e brevettato nel 1936 e basato
su un ‘nucleo’ a 3 diti, caratterizzati da
una sezione non circolare. Questa sezione, ricavata con complessi calcoli
volti a ottimizzare il comportamento
sotto sforzo del giunto, è definita per
punti (distanziati di 7,5°).
La realizzazione di questo profilo è
sempre stata una sfida per i progettisti
di macchine utensili, che, nella storia,
hanno proposto soluzioni basate su:
sistemi meccanici di copiatura e sistemi idraulici. Nei sistemi meccanici di
copiatura, una camma riproduce –
con un fattore di scala – la forma da ottenere sul pezzo e guida la posizione
del pezzo, durante la rotazione. Le
controindicazioni di una tale soluzione
sono evidenti, a partire dalla difficoltà
di realizzazione della camma, alla
bassa velocità di rotazione ottenibile,
alla difficoltà di fare modifiche al profilo. Nei sistemi idraulici, tramite un movimento comandato da una servovalvola, pilotata da una camma o da una
memoria digitale, viene riportato il profilo teorico del pezzo.
Alla fine degli anni Ottanta Meccanodora ha brevettato un sistema basato
L
102
RMO n. 110 giugno 2007
sull’impiego di attuatori piezoelettrici
che si è dimostrato vincente e ineguagliabile finora. La soluzione proposta
è basata su di un sistema elastico (balestra), comandato da un piezo P.I
(Physik Instrumente), modello P-242,
in grado di generare uno spostamento
fino a 90 µm, con una forza di 12.000 N
e una rigidezza di 600 N/µm.
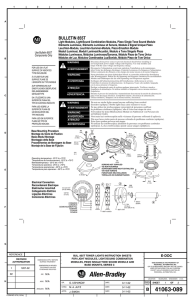
Il tripode è un giunto basato su un ‘nucleo’ a 3
diti caratterizzati da una sezione non circolare.
La sezione non circolare del tripode è definita
per punti distanziati di 7,5°.
La ripetibilità dell’attuatore è tale per cui la caratterizzazione iniziale
assicura che il profilo sia entro le tolleranze richieste.
La rigidezza della soluzione ha permesso di utilizzare un sistema ad anello aperto: gli sforzi di taglio – ovvero i
disturbi esterni – non sono tali da modificare il profilo. Eventuali errori, dovuti alla caratteristica isteresi dell’attuatore, possono essere compensati
in fase di caratterizzazione del sistema. La ripetibilità dell’attuatore – anche nell’arco di una vita prevista superiore a 13 anni – è tale per cui la caratterizzazione iniziale assicura che il
profilo sia entro le tolleranze richieste
(±2 µm generalmente).
UN’AZIENDA
SINERGICA
Meccanodora – che conta attualmente 90 dipendenti – inizia nei primi anni
Novanta la sua lunga marcia alla conquista del mercato delle macchine di
finitura per i componenti del giunto automobilistico. E inizia questo processo
con una macchina per rettificare i diti
‘ovali’ del tripode con una tecnologia
tuttora all’avanguardia. Nel complesso le macchine prodotte sono state
circa una sessantina e sono in grado
di produrre circa 30 milioni di giunti all’anno. Il percorso di Meccanodora si
è concluso – per ora – con l’acquisizione di una grossa fetta del mercato
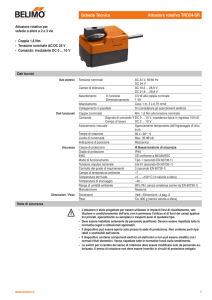
L’attuatore piezo è stato utilizzato per la prima volta nella costruzione di un
diamantatore capace di profilare mole con una bombatura piccola.
mondiale delle macchine per il giunto
automobilistico, e ha portato alla creazione di un gruppo forte di circa 200
persone e con macchine installate in
tutto il mondo, Giappone compreso. Il
Gruppo FMT nasce dall'unione di due
realtà industriali importanti nella costruzione di macchine utensili: Officina Meccanica Favretto con sede a Pino Torinese e Meccanodora con sede
a Bosconero (TO). FMT diventa così il
primo esempio italiano di accorpamento di aziende produttrici di macchine utensili, robot e automazione; in
particolare nel settore delle rettificatrici e delle macchine multitasking che
combinano operazioni di rettifica, tornitura e fresatura. La nuova società è
la risposta alla necessità di crescita
per penetrare capillarmente in tutti i
mercati ormai globalizzati e le aree a
maggiore intensità di crescita (in particolare Cina e India), aumentando la
competitività dell'offerta proposta e
presidiando le aree con un efficiente
servizio di assistenza tecnica. L'azienda, che peraltro manterrà gli stabilimenti produttivi attuali, godrà di tutte
le sinergie derivanti da una sola struttura centralizzata e da una maggiore
massa critica produttiva.
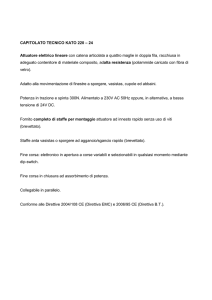
Altre applicazioni sperimentali sono state nell’ambito della tornitura di finitura.
ALCUNE
APPLICAZIONI
L’applicazione della tecnologia piezoelettrica non si è limitata alla generazione del profilo del tripode, ma si è
allargata ad altri comparti che richieRMO n. 110 giugno 2007
103
GRANDANGOLO
Cos’è un attuatore piezo
Il termine piezo deriva dalla parola greca ‘pressione’. Nel
1880 Jacques e Pierre Curie notarono che applicando una
pressione a un cristallo di quarzo si generava un potenziale elettrico: definirono questo fenomeno ‘effetto piezo’.
Col tempo i due scienziati scoprirono che, applicando viceversa un potenziale elettrico, il materiale piezoceramico
cambiava forma. Questo fenomeno venne chiamato ‘effetto piezo inverso’. I materiali piezoelettrici vengono utilizzati per convertire energia elettrica in energia meccanica e viceversa, essi sono disponibili in diverse combinazioni e sono oggi utilizzati maggiormente per applicazioni
ove si necessita di una precisa attuazione. La divisione PICeramic di PI sviluppa e produce materiali piezoelettrici
che dopo essere opportunamente trattati (pressati, riscaldati e sinterizzati), vengono tagliati in diverse forme. La
forma ‘cilindrica’ viene utilizzata per ricavare i singoli dischi, i quali dopo essere stati corredati di elettrodi (applicati per ‘sputtering’ o ‘screen printing processing’) vengono polarizzati in bagni di olio riscaldato attraversato da un campo elettrico di parecchi
KV/mm. È in questa ultima fase della produzione che la ceramica acquista le proprietà macroscopiche piezoelettriche. Applicando una tensione agli elettrodi, il disco piezo è ora
pronto per deformarsi lungo il proprio asse di polarizzazione (d33: espansione parallela al
vettore di polarizzazione della ceramica e quindi dello spessore TH). Poiché il singolo disco
piezo con spessore di 1 mm è in grado di spostarsi di circa 1 µm a seguito di una tensione
applicata di 1 KV, per spostamenti maggiori, si necessita di impilare più dischi (collegati
elettricamente in parallelo) al fine di realizzare l’attuatore piezoelettrico. Gli attuatori piezoelettrici possono muoversi ad alta frequenza e con risoluzione nanometrica, sono in grado di
spostare carichi elevati ed essendo privi di parti mobili, non si usurano.
Nel campo della rettifica, la più recente applicazione è la creazione di una slitta X/Y piana.
dono la generazione di profili con precisione dell’ordine del micron.
L’attuatore piezo è stato utilizzato per
la prima volta nella costruzione di un
diamantatore capace di profilare mole
104
RMO n. 110 giugno 2007
con una bombatura piccola, cioè una
forma circolare con raggio superiore a
2000 mm: difficilmente si possono ottenere forme precise con le viti a sfere.
Il gioco all’inversione della vite – anche se corretto dai sistemi elettronici
dei più moderni controlli numerici digitali – lascia un segno non sempre accettabile sul profilo. Un sistema elastico, realizzato per una società svizzera
produttrice di cuscinetti a sfere di alta
precisione, assicura un movimento
piccolo e senza giochi all’inversione.
Altre applicazioni sperimentali sono
state nell’ambito della tornitura di finitura: un utensile attivo in grado di muoversi fino a 100 µm, con una rigidezza
di circa 700 N/µ e con frequenza fino a
quasi 1000 Hz è stato sperimentato
per la creazione di una rugosità ‘artificiale’ su particolari che non possono
accettare il tipico filetto della tornitura.
Il più recente sviluppo è, sempre nel
campo della rettifica, la creazione di
una slitta X/Y piana, caratterizzata dal
La forma ‘cilindrica’ della ceramica viene utilizzata per ricavare i
singoli dischi, facendone acquistare le proprietà macroscopiche
piezoelettriche.
fatto che i movimenti dell’asse X e dell’asse Y vengono ottenuti con una
struttura a sospensione elastica, pilotata da 2 attuatori piezo che possono
essere utilizzati: asse X per il posizionamento superpreciso della mola e
del pezzo; asse Y per una oscillazione
sinusoidale di ampiezza/frequenza
programmabili, che assicura una rugosità bassa.
La straordinaria affidabilità e l’eccezionale forza ottenibile da un attuatore
piezoelettrico (fino a 30.000 N in un cilindro di 60 mm di diametro) ne fanno
uno strumento agile e potente nelle
mani di progettisti senza scrupoli.
readerservice.it n.11
Guido Furxhi e Daniela Roccia svolgono la loro
attività presso FMT – Meccanodora Unit.