La Sfida Tecnologica di Ansaldo Energia per la Gestione
Flessibile dei Cicli Combinati
L. Sala, F. Calzolari, R. Traverso
S. Tuscano, G. Bruschi, R. Gatti
Ansaldo Energia
1.
Introduzione
Nel corso dell’ultimo decennio il passaggio graduale dalla precedente fase di monopolio
all’introduzione di un mercato libero dell’energia elettrica, governato da meccanismi
complessi per la determinazione e remunerazione degli obblighi tecnici derivanti
dall’allacciamento al Sistema Elettrico, per l’identificazione delle priorità nel
dispacciamento e per la valorizzazione dei kilowattora realmente ceduti nelle diverse
fasi del mercato ha modificato notevolmente la gestione del sistema infrastrutturale di
produzione e trasporto dell’energia elettrica in Italia così come in molti paesi europei.
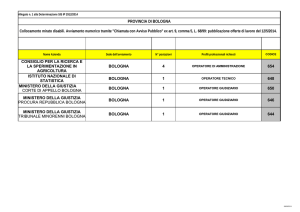
Negli ultimi anni tale fenomeno si è ulteriormente accelerato sia a causa della crisi
economica, che ha causato una forte contrazione della richiesta di energia (vedi Figura
1), sia per il crescente numero di installazioni di impianti ad energia rinnovabile.
31,0
Serie storica bilanci elettrici
mensili (Terna Report
Mensile Maggio 2012)
30,0
29,0
28,0
27,2
27,0
26,0
26,2
26,3
25,0
24,8
24,0
Figura 1 – Contrazione del fabbisogno in TWh da gennaio 2011 a maggio 2012
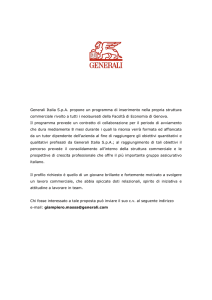
In particolare in Italia gli impianti eolici e fotovoltaici hanno raggiunto una potenza
complessiva di quasi 20 GW, di cui oltre 13 solo per il fotovoltaico.
10,80
Produzione degli impianti
fotovoltaici in Italia (GSE
Rapporto Statistico 2011)
1,91
0,04
0,19
0,68
2007
2008
2009
2010
2011
Figura 2 – Produzione degli impianti fotovoltaici in Italia in TWh
La combinazione di questi fattori ha comportato un cambiamento drammatico nel modo
di operare e gestire gli impianti termoelettrici, facendoli passare da un funzionamento
cosiddetto “base load” ad un funzionamento ciclico con frequenti variazioni di carico.
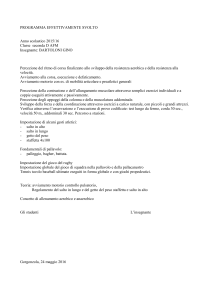
In Figura 3 è riportato il diagramma di fabbisogno nel giorno di punta del mese di
maggio 2012 (fonte: Terna Report Mensile Maggio 2012) dal quale si evince il
contributo delle diverse fonti energetiche a fronte della richiesta.
Figura 3 – Fabbisogno del giorno di punta del mese di maggio 2012
La flessibilità è diventata, quindi, una questione fondamentale nel mercato energetico
attuale, in particolare per i cicli combinati che, offrendo tempi di avviamento ridotti e
veloci variazioni di carico, sono intrinsecamente più adatti rispetto ad altre tipologie
d’impianto ad adattarsi alle nuove esigenze del mercato elettrico.
Inoltre, un importante fattore a vantaggio dei cicli combinati è rappresentato dalla loro
buona efficienza anche ai carichi parziali ed alle ridotte emissioni in atmosfera che li
rendono la tecnologia fossile con il più basso impatto ambientale. Il prezzo
dell’elettricità varia considerevolmente durante il giorno anche in funzione della
produzione degli impianti solari. Questa variazione del prezzo dell’elettricità spinge i
gestori degli impianti a vendere solo quando il megawattora viene maggiormente
remunerato. Per quegli impianti che non vengono spenti su base quotidiana è molto
importante potere ridurre la potenza prodotta durante le ore notturne al minimo possibile,
il cosiddetto “Minimum Environmental Load” (MEL), avendo allo stesso tempo la
capacità di aumentare velocemente il carico elettrico per poter fornire un supporto alla
rete elettrica in termini di regolazione primaria, secondaria o terziaria.
Ansaldo Energia, in qualità di OEM ed EPC di impianti a ciclo combinato, ha colto la
sfida tecnologica che il mercato sta imponendo in termini di flessibilità e di efficienza
sviluppando le soluzioni di upgrade per rendere più flessibili gli impianti in esercizio
che oggi si devono adattare ad un mercato completamente diverso da quello esistente al
momento della costruzione.
2.
Ansaldo Energia Flexibility Packages
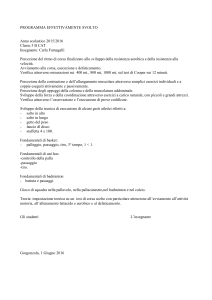
Le soluzioni tecnologiche sviluppate da Ansaldo Energia (Flexibility Packages)
migliorano le prestazioni dell’impianto in termini di:
• Riduzione del minimo tecnico
• Supporto di rete: aumento dei gradienti di carico
• Riduzione dei tempi di avviamento
• Incremento della Reliability ed Availability in avviamento
• Fuel saving
• Stress reduction
• Increase
participation in
MSD markets
• Satisfy grid code
requirements
• Increase
secondary
reserve
Minimum
Environmental Grid Support
Load
Start-up
Start-up Time
Repeatability
Reduction
& Reliability
• Start-up
optimization
• Avoid unbalance
loads
• Catch market
opportunities
• Reduce start-up
costs and
emissions
Figura 4 – Ansaldo Energia Flexibility Packages
Riduzione minimo tecnico
La riduzione del minimo tecnico (ovvero la potenza minima erogabile dall’impianto nel
rispetto delle normative sulle emissioni) può essere intrapresa attraverso una serie di
upgrade alla turbina a gas ed alla caldaia a recupero. I principali upgrade riguardano:
2.1.
• Introduzione dei bruciatori “VeloNOx”
• Secondary Air Control (SAC)
• Utilizzo sistema anti-icing
• Installazione di un catalizzatore CO
I bruciatori VeLoNOx, sono stati progettati da Ansaldo per ridurre le emissioni di NOx
al di sotto dei 50 mg/Nm3 e poter ridurre ulteriormente il minimo tecnico ambientale
della turbina a gas AE94.3A. La figura sottostante riporta i miglioramenti associati al
passaggio dai bruciatori della famiglia HR3 ai VeLoNOx.
Agendo sul posizionamento delle IGV (Inlet Guide Vanes) è possibile controllare
meglio il rapporto aria/combustibile anche ai bassi carichi evitando in questo modo
rapporti troppo bassi tra combustibile ed aria limitando così le emissioni di CO causate
da una non completa combustione. La figura sottostante riporta il confronto in termini di
emissioni tra i due tipi di bruciatori. Con l’introduzione dei VeLoNOx è stato possibile
ridurre il MEL della turbina a gas da un 60-55% sino ad un 48%.
Figura 5 – Riduzione emissioni con bruciatore VeLoNOx
Un’attività di ottimizzazione sul flusso di aria di raffreddamento (SAC) diretta al 2° e
3° stadio turbina ha consentito una ulteriore riduzione del minimo tecnico. Calcoli di
ottimizzazione sul flusso di aria secondaria hanno portato a modificare il settaggio delle
valvole di regolazione di tale flusso, da un set point fisso a set point variabile
rendendolo funzione del carico della turbina a gas. Combinando questa modifica
all’introduzione dei VeloNOx è possibile ridurre ulteriormente il MEL sino ad un 43%.
L’utilizzo del sistema anti-icing consente infine un’ulteriore possibilità di riduzione.
Tale sistema viene normalmente utilizzato quando la temperatura ambiente scende sotto
i 5°C, al fine di proteggere il compressore della turbina dalla possibile formazione di
ghiaccio. Il sistema prevede di estrarre una portata di aria da uno spillamento del
compressore ricircolandola all’aspirazione, in tal modo si incrementa la temperatura
media dell’aria evitando così la formazione di ghiaccio. Utilizzando tale sistema
nell’intorno del minimo tecnico della GT si riduce la portata aria in turbina e di
conseguenza la potenza erogata. Ansaldo Energia ha condotto test in cui ha dimostrato
una possibile riduzione del minimo tecnico sino al 37% come mostrato nella tabella
sottostante.
GT MEL
VeLoNOx
VeLoNOx + SAC
VeLoNOx + SAC + Anti-icing
48%
43%
37%
Riducendo ulteriormente il carico della turbina a gas si incorre in un aumento delle
emissioni di CO dovute ad una combustione non completa. Con l’installazione
all’interno della caldaia a recupero di un catalizzatore CO è possibile mantenere le
emissioni entro i limiti di legge anche a carichi inferiori al 37%. Il costo aggiuntivo per
l’installazione ed il mantenimento di questo ausiliario (a base platino) è ampiamente
compensato dal risparmio sul combustibile che si ottiene riducendo il minimo tecnico
dell’impianto nelle ore in cui il prezzo dell’elettricità è basso. Attraverso
l’implementazione del catalizzatore CO è possibile ridurre il minimo tecnico della
turbina a gas sino ad un 30% come mostrato nella tabella sottostante.
GT MEL
VeLoNOx
VeLoNOx + SAC
VeLoNOx + SAC + CO catalyst
48%
43%
30% - 35%
Supporto di rete
La rete continentale sta rapidamente cambiando il mix di generatori connessi in virtù
dell’aumento della quota delle energie rinnovabili. Rispetto ai cicli convenzionali gli
impianti a ciclo combinato offrono la capacità di effettuare grandi variazioni di carico
per compensare le variazioni della frequenza di rete causata da problemi sulla linea od a
causa della natura volatile degli impianti solari o eolici. Ansaldo Energia come OEM di
impianti a ciclo combinato è particolarmente attenta a questo servizio che è
indispensabile fornire alla rete elettrica. Attraverso la partecipazioni a gruppi di lavoro
ed associazioni di categoria è sempre in linea con le evoluzioni dei requisiti di rete e
grazie alle proprie competenze può offrire ai propri clienti impianti in grado di rispettare
i più stringenti requisiti di rete. Un esempio di questa capacità sono le recenti attività in
Russia ed in Congo, di seguito descritte.
2.2.
2.2.1. Case Study supporto di rete: Russia
Ansaldo Energia ha installata in Russia una flotta di 11 Turbine a Gas Modello
AE64.3A ed ha recentemente ottenuto (dicembre 2011) un’importante certificazione dei
suoi regolatori di tensione e della relativa parametrizzazione presso i laboratori NIIPT di
San Pietroburgo (Russia), che riproducono con generatori e carichi elettrici in scala il
comportamento fisico della rete russa.
Grazie a tale certificazione, Ansaldo Energia è stata abilitata dal gestore della rete ad
effettuare la regolazione di alternatori connessi al sistema elettrico russo.
Figura 6 – Laboratorio NIIPT di San Pietroburgo
La morfologia delle reti e la natura dei sistemi di generazione possono determinare dei
modi di oscillazione di potenza tra diverse aree geografiche, o tra il singolo generatore e
la rete, che possono portare a distacchi delle unità di produzione. Questi inconvenienti
risultano accentuati in caso di dorsali elettriche lunghe e sovraccaricate. Per contrastare
questi fenomeni è necessario dotare i regolatori di tensione di un dispositivo
stabilizzatore denominato PSS (Power System Stabilizer) che, agendo sull’anello di
regolazione della tensione, è in grado di smorzare le oscillazioni elettromeccaniche. La
taratura del PSS richiede uno studio specifico ad hoc per il singolo gruppo di
produzione, perché dipende dalle caratteristiche del generatore, dalla rete, dai generatori
limitrofi e dai loro regolatori. Il gestore della rete russo richiede l’effettuazione di prove
speciali tramite un modello fisico della rete e dei generatori in scala ridotta.
Tale Ente è uno degli organismi più severi nella verifica di questi requisiti e si avvale
del Power Transmission Research Institute NIIPT di San Pietroburgo, dove è installato
il più grande modello fisico di rete per simulazioni elettrodinamiche esistente, che
consiste in una settantina di generatori con potenze tra 1,5 e 30 kVA (alcuni dei quali
con rotori intercambiabili, inerzie modificabili o costanti di tempo variabili), progettati
per resistere a sovracorrenti e sovratensioni prolungate, oltre a circa 150 trasformatori,
160 carichi, 700 linee di trasmissione ed una sala controllo equipaggiata con la
strumentazione di comando, misura e registrazione che prevede l’acquisizione di 32
canali in parallelo.
I regolatori sottoposti ai test presso NIIPT sono stati forniti in due esemplari, collegati a
due dei generatori del modello fisico e sottoposti ad una serie di 81 test in varie
configurazioni di rete, durante i quali si sono analizzate le risposte ai vari tipi di
transitorio quali: corti circuiti monofase e bifase, gradini di riferimento del set-point del
regolatore di tensione, variazioni a gradino della rete, dinamiche delle funzioni di
limitazione in sovra e sotto eccitazione, verifica della capacità del PSS di smorzare
oscillazioni locali della macchina con la rete ed oscillazioni interarea e connessione
diretta tra due generatori, a dimostrazione della capacità dei regolatori di prevenire
ricircoli di potenza reattiva.
Al fine di poter riprodurre transitori di rete e di semplificare la procedura di taratura del
regolatore di tensione, si sta inoltre sviluppando una libreria aziendale di modelli
Simulink in grado di riprodurre il Power System Stabilizer.
2.2.2. Case Study supporto di rete: Congo
Ansaldo Energia ha fornito nel 2009 ad ABB (EPC Contrator) due Turbine a Gas
modello AE94.2 per la centrale CEC (Centrale Electrique du Congo – Pointe Noire) per
il Cliente finale ENI Congo.
La rete elettrica della Repubblica del Congo si presenta divisa in due parti, la prima
nella regione costiera (intorno a Pointe Noire), con diverse attività industriali ed
insediamenti urbani; la seconda intorno a Brazzaville, la capitale, all’interno e vicino al
confine con la Repubblica Democratica del Congo. La produzione elettrica è garantita
da centrali idroelettriche e da alcuni turbogas. Inoltre è presente un collegamento con la
rete elettrica della vicina Repubblica Democratica del Congo, nella quale si trova la
centrale idroelettrica di INGA.
Le due parti della rete al momento delle prove risultavano non interconnesse poiché il
collegamento tra l’area di Pointe Noire e quella di Brazzaville non era ancora stato
ripristinato dopo la sua interruzione a causa della guerra civile da poco terminata. Sulla
prima porzione di rete, molto limitata e quindi non in grado di realizzare una rete
prevalente, avvenivano diverse disconnessioni/connessioni di rami di rete durante il
giorno con variazioni della potenza elettrica richiesta a volte superiore ai 30-35 MW.
Era inoltre previsto che la centrale CEC (Centrale Electrique du Congo ), nella quale
operavano i due turbogas AE94.2 a gas naturale di Ansaldo Energia, potesse da sola
sostenere la rete di Pointe Noire a seguito dei fuori servizio delle restanti centrali.
Le variazioni notevoli e ripetute di carico, in assenza di qualsiasi informazione da parte
della rete, hanno reso impossibile gestire la situazione con il normale funzionamento dei
turbogas, in controllo di carico e partecipazione di frequenza. Le simulazioni eseguite in
sede ed i ritorni dal campo hanno mostrato come le protezioni di sotto-sovra frequenza
più volte dovessero intervenire per il superamento dei limiti normali di esercizio, con la
conseguente azione di Load Rejection e la caduta di tutta la rete di Pointe Noire.
Si è quindi individuata come soluzione l’esercizio dei due turbogas in modalità
combinata, uno in controllo di frequenza e l’altro in controllo di carico puro. In
particolare, considerando un valore massimo assorbibile dal turbogas in controllo di
frequenza pari a 40 MW, si è previsto di mantenere questo ad un carico di 50 MW e di
utilizzare il turbogas in controllo di carico per coprire il restante fabbisogno della rete.
In tal modo la macchina in speed control ha la possibilità di acquisire e soprattutto
perdere la massima variazione di potenza elettrica in rete. Per gestire eventuali trip di
una delle due macchine, si è prevista la logica che, in automatico, fa selezionare il
controllo di frequenza alla macchina superstite.
Nel Febbraio 2011 si è svolta una campagna di test nella quale è stata validata con
successo la soluzione prevista. Grazie alla collaborazione dell’Ente Elettrico Congolese
(SNE – Société Nationale d’Electricitè), si sono scollegati e collegati porzioni della rete
sino a generare variazioni di carico pari a 42 MW. La CEC ha dimostrato durante queste
prove di poter gestire questi eventi garantendo la continuità del servizio e mantenendo
quindi alimentata la rete elettrica Congolese. Tutte le prove sono state superate con
successo ed in particolare, durante quelle più gravose (caduta di carico pari a 28,2 e 42.1
MW) la frequenza massima è rimasta ben al di sotto dei limiti imposti per le protezioni
di sovra frequenza (51,5 Hz).
Figura 7 – Prova effettuata sulla rete Congolese
Riduzione tempi di avviamento & start up reliability & repeatability
Nel mercato energetico attuale è importante poter assicurare al cliente l’affidabilità
degli avviamenti visto il maggior numero di ciclaggi che vengono effettuati rispetto al
passato. L’affidabilità e la capacità di fornire una ripetitività delle azioni garantisce al
cliente la sicurezza nell’esercizio dell’impianto potendo fare affidamento su tempi di
avviamento brevi e senza inconvenienti. Tempi di avviamento brevi consentono di
ridurre al minimo possibile il periodo di non profittabilità dell’impianto, comportando in
questo modo una riduzione dei costi di esercizio (es. risparmio di combustibile) ed una
maggiore remunerazione dell’impianto. Sono molteplici gli impatti sui
sistemi/componenti/materiali degli impianti che devono essere valutati onde garantire
tale affidabilità così come i miglioramenti tecnologici che possono essere apportati.
2.3.
Figura 8 – Sfide tecnologiche per riduzione tempi e ripetibilità avviamenti
2.3.1. Improved instrumentation: nuove sfide
Volendo prendere ad esempio la turbina a gas questa è dotata di strumentazione
standard per il controllo ed il monitoraggio a partire da semplice funzione di
visualizzazione fino alla funzione di blocco, passando per le funzioni di controllo ed
allarme. Al fine di una misura ed un monitoraggio dei parametri caratteristici legati ai
nuovi regimi di funzionamento, è opportuno l’utilizzo di strumentazione dedicata,
customizzata e ridondante rispetto a quella già presente. La strumentazione addizionale
copre un campo di utilizzo diffuso su tutta la turbina a gas, con particolare interesse per
le grandezze ed i componenti delle discipline coinvolte nell’aumento della
flessibilizzazione, quali:
• Meccanica
o Dilatazioni assolute, differenziali e parziali rotore e turbina
o Giochi radiali palette rotore (compressore e turbina)
o Giochi assiali rotore
o Monitoraggio cuscinetti
• Dilatazioni
o Monitoraggio diffuso temperature esterne casse
o Monitoraggio temperature componenti interni
• Aria secondaria
o Monitoraggio funzionamento linee raffreddamento
• Combustione
o Distribuzione del profilo di temperatura dei materiali interni alla camera
di combustione
Figura 9 – Strumentazione avanzata
2.3.2. Materiali: il ruolo dei laboratori Ansaldo nella conoscenza dei materiali.
E’ di fondamentale importanza la caratterizzazione meccanica dei materiali, al fine di
fornire i dati di progetto per il calcolo termo-strutturale, a sua volta impiegato sia in fase
di progetto sia in fase di valutazione della vita residua dei componenti.
I laboratori di Ansaldo Energia sono attrezzati ed hanno esperienza nella conduzione di
prove sui materiali base, coating metallici e barriere termiche e sono in grado di
riprodurre le condizioni operative delle turbine, per quanto riguarda caratterizzazione
meccanica, metallografica ed evoluzione micro-strutturale allo scopo di comprendere i
meccanismi del degrado. Molta attenzione è prestata al ritorno dal campo, infatti un
altro importante compito dei laboratori è quello di esaminare pale o parti di esse esercite
per ottenere importanti indicazioni sullo stato dei componenti. Lo studio dei materiali
soggetti a particolari condizioni di fatica richiede anche prove dedicate quali ad esempio
le prove di ossidazione ciclica e di shock termico.
Figura 10 – Laboratori Ansaldo per studio materiali
Attraverso lo studio delle proprietà meccaniche dei materiali utilizzati o che si prevede
di utilizzare nei prossimi sviluppi, si raccolgono dati specifici che vanno ad alimentare
il database aziendale utilizzato poi per l’analisi strutturale dei prodotti AEN. Attraverso
l’analisi strutturale della pala, si valuta il danno complessivo previsto punto per punto
della pala stessa per un certo tipo di modalità operativa, ad esempio ciclaggio
giornaliero. In questo modo si determinano le zone critiche che possono eventualmente
richiedere una revisione del progetto della pala stessa oppure, a pala già definita, ne
stabiliscono la previsione di vita. E’ chiaro come, in questo caso, la possibilità di avere
dati certi sugli stessi materiali od addirittura su campioni di materiali derivati da
componenti reali sia essenziale per l’affidabilità del risultato.
2.3.3. FEM - Analisi stress turbina a vapore e caldaia
I tempi di avviamento degli impianti a ciclo combinato, in particolare da freddo e da
tiepido, sono limitati dagli stress termo-meccanici e dal conseguente consumo di vita
che si instaurano nei componenti dotati di maggiore massa e quindi inerzia termica,
quali ad esempio il rotore TV ed il corpo cilindrico AP di caldaia.
Per questo Ansaldo Energia ha sviluppato un tool in grado di ottimizzare
consapevolmente i tempi di avviamento delle TV impiegate negli impianti predisposti
per il two-shift operation, nel rispetto della vita utile della macchina. Il tool si basa su un
modello agli elementi finiti per il calcolo della distribuzione termica e delle
sollecitazioni durante i transitori, da cui vengono ricavati lo stress ed il consumo di vita
nei punti critici del rotore TV attraverso il calcolo di stress e vita spesa durante un
avviamento definito a priori ed il calcolo dei parametri ottimali di start-up sulla base di
un target consumo di vita.
In questo modo è possibile avere un’ottimizzazione degli avviamenti sulla base del
numero totale di avviamenti previsti.
START
Process1:
Known startup cycle
Estimate HTC and
steam temperature
Mapping Thermal BCs to
ANSYS model & performing
thermal analysis
Process 2:
To optimize the start up cycle
Geometry Cleanup
Selection of optimal
parameters for next
increments
Estimate HTC and
steam temperature
Control Algorithm
Performing thermal
and stress calculation
No
Perform structural analysis
and Life Calculation
Selection of Initial/next
process parameter
Full Load
operation
reached
Estimate Consumed Life
due to transient operation
END
Output: Lifetime
consumption
Output : Optimal
start up cycle
Yes
Estimation of actual stress and
comparison with allowable
stress
Figura 11 – Overview delle due tipologie di calcolo previste
Per avere calcoli affidabili risulta di fondamentale importanza potere confidare sui dati
dei materiali. Pertanto Ansaldo Energia ha eseguito una serie di campagne di prova a
diverse temperature sui materiali utilizzati per i rotori turbina nei punti critici dal punto
di vista dello stress termomeccanico. In particolare si sono analizzate le caratteristiche
LCF ad alta temperatura ed è stato sviluppato un modello analitico del rotore, che può
essere implementato sul sistema di controllo e con cui è possibile svolgere un calcolo
termomeccanico on-line. Per tale modello si sono calcolati i fattori di concentrazione
degli sforzi confrontando gli stress risultanti con i valori calcolati dal modello agli
elementi finiti nei punti critici del rotore.
Per quanto riguarda la Caldaia a Recupero (Heat Recovery Steam Generator - HRSG),
Ansaldo Energia ha effettuato uno studio volto allo sviluppo di modelli per il calcolo
dello stress termomeccanico ed il consumo di vita del corpo cilindrico AP. L’attività,
condotta in collaborazione con l’Università di Genova (Dipartimento di Fisica e
DIMSET), ha avuto come scopo principale l’analisi teorica del Boiler Stress Evaluator
(BSE), correlata con le normative vigenti, ma ha considerato anche aspetti non presenti
negli studi precedentemente effettuati in AEN (asimmetrie tra lo scambio termico della
parte inferiore e superiore del cilindro, stress all’interfaccia tra sezione cilindrica e
fondello ed in corrispondenza degli innesti tubieri). Ne è quindi conseguito lo sviluppo
di un sistema proprietario Ansaldo integrabile nel simulatore d’impianto, di
fondamentale importanza per evidenziare la dipendenza dello stress dalla derivata
temporale della temperatura di saturazione del vapore nel CC, quantità direttamente
limitata dal regolatore.
Preprocessor:
HTC e Tbulk Calculation
Steam Turbine
Postprocessor:
LCF Calculation
σ
Test Campaign for
Material Properties
pseu do elastic curve
σ ×ε = C 1
Cyclic stress – strain curve
B
FEM Calculation
Hysteresis stress - strain curve
(σmax , εmax )
Neu ber’s Hyperbola
∆σ ×∆ε = C2
ε
A
∆σ ep
∆σel
'
(σmin , εmin ) C ∆ε
ep
C
Collaborazione
Heat Recovery
Steam Generator
Target
•
Power Plant
Start-up Curves
∆ε el
•
Modello FEM
Life Consumption
Calculation
Implementation on
Automation System
Modelli sviluppati
Mux
T_v ap ore
3
T_ambiente
1
T (t , r ) = T (t , rest ) + T '(t , rest )
T_metallo d a T0 a T9
T _metallo da T 0 a T9
1
T_metallo d a T10 a T18
T_metallo da T10 a T18
sigma_equivalenti
2
T _co ibent e
3
p_vapore
Tmean = T (t , rest ) + T '(t , rest )
2
4
( r − rest )2
2a
( rest − rint )2 (rest + 3 rint )
12 a ( rest + rint )
p_ambiente
22 0
20 0
Calcolo Temperature nel Metallo e nel Co ibent e
Calcolo Sollecitazioni Termiche e Meccanich e nel Metallo
18 0
σ rT = 0
16 0
σ ϑT =
T [°C]
14 0
12 0
10 0
80
60
40
20
0
0
Modello Simulink
50 0
1000
1500
200 0
2 500
Tempo [s]
3 000
3500
4000
4500
σ zT =
Eα
∆T
(1 − ν )
Eα
∆T
(1 − ν )
Modello
analitico
50 00
Figura 12 – Approccio per lo sviluppo dei nuovi modelli di calcolo
2.3.4. Diagnostica
Al fine di aumentare l’affidabilità e la ripetibilità degli avviamenti è importante
conoscere l’efficienza e lo stato d’usura dei componenti dell’impianto. Il sistema di
monitoraggio e diagnostica ADA, sviluppato da Ansaldo Energia ed installato sugli
impianti, grazie all’acquisizione ed al postprocessing di centinaia di dati ogni secondo,
tramite software diagnostici sviluppati partendo dal know-how AEN, consente ai tecnici
di effettuare uno screening quotidiano sulla componentistica individuandone eventuali
criticità.
I tools diagnostici on-line sono sia di tipo strutturale sia funzionale: i primi sono
essenzialmente basati sull’analisi on-line delle vibrazioni i secondi sullo studio
termodinamico del ciclo termico: nel caso ad es, di un ciclo combinato l’analisi inizia
dalle condizioni ambiente e dal potere calorifico del gas e si conclude con la
quantificazione dell’energia prodotta e l’analisi dei fumi in uscita camino. Parlando di
diagnostica in fase di start-up dell’impianto non si può tralasciare la gestione delle
informazioni associate alla sequenza automatica d’avvio che, autonomamente
diagnostica problematiche legate alla strumentazione ed all’hardware, che pur non
essendo direttamente legati alla componentistica d’impianto, se non risolti, limitano
l’affidabilità e la ripetibilità degli avviamenti.
Engineering Departments
AEN Laboratories
Problem
Diagnostic Center
Customer support
Power Plant
Daily check of machinery parameters
Periodic & Problem report
RAM Analysis
Solution
Feedback for product development
Maintenance optimization
Figura 13 – Sala Diagnostica: attività
2.3.5. Sequenze di avviamento e fermata automatiche
L’impianto flessibilizzato deve essere gestito in modo completamente automatizzato,
cioè con sequenze automatiche di avviamento e fermata tali da consentire tempi di
avviamento ridotti controllando, nello stesso tempo, lo stress termo meccanico dei
componenti principali.
Inoltre è importante la riproducibilità delle fasi di start up e shut down, per rispettare i
requisiti di gestione dell’impianto, ed in particolare l’energia prodotta nelle fasi di
avviamento e fermata, dichiarata al Gestore della Rete.
Con un sistema di automazione così strutturato si può ottenere, negli impianti esistenti,
una riduzione dei tempi di avviamento, dovuta alla sola gestione in automatico dei passi
della sequenza, dell’ordine di circa 10 minuti nell’avviamento da caldo. Le operazioni
di avviamento e fermata dell’impianto possono essere anche eseguite mediante
l’attivazione di sequenze automatizzate a livello sistema/componente. All’interno di
ciascuna fase (passo) della sequenza automatica è prevista l’attivazione dei gruppi
funzionali e dei sottogruppi funzionali o di singole utenze. Le azioni richieste da ogni
passo sono automaticamente verificate ed eventualmente by-passate nel caso i sistemi
coinvolti siano già in esercizio.
L’automazione d’impianto viene dunque suddivisa in gruppi funzionali, comandati dal
sistema di controllo distribuito (DCS): i comandi gestiscono sia le sequenze di
avviamento e fermata dei gruppi funzionali sia le azioni di regolazione sia le singole
logiche dei componenti in base alle condizioni di processo. Quindi la sequenza
automatica di avviamento e fermata d’impianto coordinerà i vari gruppi funzionali e la
gestione automatica della regolazione di carico d’impianto.
Il successo della procedura di avviamento automatico dipende essenzialmente dai
seguenti fattori :
• Approfondita analisi di processo, corredata da verifiche con simulatore dinamico,
tanto più necessaria quanto più breve è il tempo di avviamento garantito
• Accurata configurazione del software di automazione
• Collaudi del sistema di automazione con il più alto grado di integrazione e
completezza possibile
• Priorità assoluta di un commissioning completo secondo adeguate procedure
dettagliate
Figura 14 – Esempio pagina video di sequenza automatica
2.3.6. Incremento della Reliability ed Availability in avviamento
Tutte le attività presentate nei paragrafi precedenti concorrono ad aumentare
l’affidabilità degli avviamenti, garantendo al cliente una riproducibilità nel tempo degli
eventi e delle azioni che portano l’impianto al set point desiderato una volta dato il
comando di avvio. In aggiunta a quanto descritto precedentemente è importante
condurre altre importanti verifiche e attività affinché tutti i passi della sequenza
funzionino correttamente, andando ad analizzare tutte le possibili cause di guasto e
prendendo in carico le dovute azioni correttive che vengono individuate dalle analisi.
Per effettuare in modo dettagliato questa attività sono necessarie le seguenti azioni:
• scomposizione funzionale dell’impianto nei suoi sottosistemi e componenti
• valutazione delle probabilità di guasto relativa al livello identificato al punto
precedente; per ottenere questi dati si fa riferimento sia a Data Base creati in
Ansaldo e basati sulle nostre esperienze operative/manutentive sia a Data Base
Internazionalmente riconosciuti (ORAP Data Base) che forniscono informazioni
a livello EBS (Equipment Breakdown Structure) relative a: forced outage
incidents – forced outage hours – unscheduled maintenance hours - unscheduled
maintenance incidents
• Costruzione degli alberi di guasto (Fault Tree Analysis)
• Valutazione dei modi e della criticità dei guasti
Da queste analisi si ha sia una valutazione delle principali criticità di impianto sia
indicazione sulle parti di ricambio più utili per garantire la continuità di servizio da
prevedere a magazzino.
3.
Conclusioni
Il nuovo scenario energetico richiede un significativo sforzo tecnologico allo scopo di
mutuare le nuove esigenze di flessibilità di conduzione con la tecnologia propria degli
impianti a ciclo combinato.
Ansaldo Energia conferma il proprio impegno in questa sfida che richiede di coniugare
valutazioni e studi tecnici approfonditi che garantiscano ai Clienti un funzionamento
affidabile con tempi di implementazione veloci. E’ però altrettanto importante che
l’intera filiera ovvero gli operatori della rete, i gestori degli impianti, i contractors ed i
fornitori condivida gli obiettivi con approccio collaborativo affinché si possa passare
dalla logica di Flexibility Requirements a quella di Flexible Solutions.