Cap I - Temperatura Termodinamica
CAP. I
TEMPERATURA TERMODINAMICA
Nella definizione della grandezza temperatura e nella sua conseguente misura é possibile
imbattersi in affermazioni che, ad una prima analisi, possono apparire discordanti, ma che
invece celano considerazioni termodinamiche e metrologiche di estrema complessità.
Fissato un sistema ed una proprietà fisica P (ad es. il volume di un gas o di un liquido, la
resistenza elettrica, ecc.), é possibile definire la temperatura in base alla variazione della
proprietà prescelta con la temperatura stessa. Ciò equivale a definire la temperatura Θ tramite
una relazione del tipo:
Θ − Θb =
Θ a− Θ b
. (P − P )
b
Pa − Pb
(I.1)
nella quale sono stati fissati assiomaticamente i valori assunti dalla temperatura Θ nei
punti a e b, caratterizzati da un valore certo della proprietà P, e si é assunto per quest'ultima
una dipendenza lineare con la temperatura.
La definizione ditemperatura empirica su riportata, anche se soggetta a limitazioni che
saranno discusse in seguito, é stata utilizzata, specie nel passato, nella definizione operativa
della scala di misura della temperatura ed é quella con cui nella pratica siamo abituati a
ragionare.
Per contro la grandezza temperatura termodinamica
T é definita invece in modo
postulatorio-deduttivo, dimostrando a posteriori la coincidenza fisica tra la grandezza così
definita e la temperatura empirica.
La definizione postulatorio-deduttiva della temperatura termodinamica necessita di
assiomi e postulati fondamentali:
- I.1 -
Cap I - Temperatura Termodinamica
- Legge zero della termodinamica
"Due corpi si dicono alla stessa temperatura se sono in equilibrio termico tra loro".
L'equilibrio termico é definito come lo stato al quale tendono sistemi termodinamici separati
da pareti diatermane; pertanto se due corpi sono in equilibrio termico con un terzo, essi sono
a loro volta in equilibrio termico tra loro.
E' possibile quindi associare all'insieme delle temperature, un insieme numerico cardinale.
- Postulati dell'equilibrio termodinamico
In un sistema semplice monocomponente all'equilibrio termodinamico sono definibili le
funzioni continue, derivabili e monotone energia interna U ed entropia S rispettivamente
funzioni della massa M e del volume V e reciprocamente l'una dell'altra:
U=U(S,V,M)
S=S(U,V,M)
(I.2)
La temperatura termodinamica T viene definita, come la funzione derivata dell'energia
interna rispetto all'entropia (a volume costante):
ŽU ⎞
T = ⎛⎝
ŽS ⎠ V,m
= cost
(I.3)
Da tali postulati é facile ricavare:
- la proprietà di monotonia della funzione entropia con l'energia interna (e cioè
(∂s/∂u)v>0)) implica che la temperatura termodinamica T é una grandezza sempre
positiva (che assume per il postulato di Nernst valore zero quando l'entropia S é uguale
a zero);
- poiché, in un sistema isolato alla rimozione dei vincoli interni, l'entropia si
massimizza compatibilmente ai vincoli non rimossi, all'equilibrio la temperatura
termodinamica T del sistema é uniforme ed il calore fluisce spontaneamente da sorgenti
a temperatura più elevate a sorgenti a temperature più basse.
Esiste cioè per la temperatura una relazione d'ordine.
- I.2 -
Cap I - Temperatura Termodinamica
- il legame esistente tra la temperatura termodinamica e l'energia interna é (∂T/∂u)v>0,
e cioé in una trasformazione a volume costante ad una somministrazione di energia in
modo calore corrisponde sempre un innalzamento della temperatura termodinamica.
La temperatura termodinamica definita come sopra (I.3) non ha significato dal punto di
vista pratico in quanto, pur essendo in accordo con l'esperienza, non presenta alcuna relazione
con grandezze direttamente misurabili, come accade invece per la relazione (I.1).
Analoghe considerazioni possono essere effettuate sui metodi utilizzati nella
termodinamica classica per introdurre la temperatura termodinamica:
Definizione sviluppata da Caratheodory
"La temperatura termodinamica viene definita come il divisore integrante del differenziale
non esatto del calore reversibile δQrev":
δQrev
= dS
T
(I.4)
Tale definizione può essere facilmente ricavata dalla (I.3) per mezzo della prima legge, ed
é quindi ad essa perfettamente equivalente senza fornire ulteriori elementi sulla misurabilità.
Definizione sviluppata da Lord Kelvin
In un ciclo termodinamico reversibile (ciclo di Carnot), operante tra due SET (Serbatoio di
Energia Termica) a diverse temperature T e To; é possibile dimostrare che vale la relazione:
T
Q
=⏐ ⏐
To
Qo
(I.5)
dove Q e Qo sono le energie scambiate dal sistema (in modo calore) rispettivamente con i
SET a temperatura T eTo.
La relazione (I.5) presenta il pregio rispetto alla (I.3) di legare la temperatura
termodinamica a grandezze teoricamente misurabili (Q e Qo ) e di risultare come la (I.3) e la
(I.4) indipendente dalla particolare sostanza costituente il sistema.
- I.3 -
Cap I - Temperatura Termodinamica
Tali pregi, che non sono attribuibili alla relazione (I.1) sono però solo apparenti in quanto
la (I.5) non può essere applicata a processi reali che sono inevitabilmente irreversibili.
Si noti infine che le relazioni (I.3), (I.4) e (I.5), comunque non definiscono univocamente
la temperatura, ma in esse sussiste un'arbitrarietà rispetto ad una costante di integrazione. E'
necessario quindi definire il valore associato ad un punto fisso (punto fisso fondamentale ),
storicamente scelto corrispondente al punto triplo dell'acqua, a cui é attribuito il valore
arbitrario To pari a 273,16 K, esatto per definizione.
In definitiva le definizioni (I.3), (I.4) e (I.5) sono utili solo per rappresentare la grandezza
sempre positiva e ordinabile, temperatura termodinamica, ma non forniscono alcuna
possibilità di misura.
Particolari realizzazioni della temperatura termodinamica possono invece essere ottenute
associando, alla definizione di temperatura termodinamica, alcune leggi particolari della
fisica. Queste realizzazioni pur essendo ancora strettamente connesse al concetto di
temperatura termodinamica, sono inevitabilmente legate a generi di sostanze (gas, sostanze
paramagnetiche, etc.), pur non essendo relative alla particolare sostanza utilizzata come nel
caso della temperatura empirica.
E' possibile cioè costruire degli strumenti che consentono di realizzare e quindi misurare la
temperatura termodinamica (tabella I.1).
Si riporta in seguito una breve trattazione del principio di funzionamento dei suddetti
strumenti, ad eccezione dei termometri a radiazione, che saranno ampliamente trattati nel
seguito.
Tabella I.1 - Termometri termodinamici
LEGGE FISICA
MODELLO
TIPO DI TERMOMETRO
legge di Boyle-Mariotte gas ideale
termometro a gas
legge di Laplace
gas ideale
termometro acustico
legge di Curie-Weiss
paramagnete ideale
termometro magnetico
legge di Stefan-Boltzman corpo nero
termometro a radiazione totale
legge di Planck
corpo nero
termometro a radiazione spettral
legge di Nyquist
conduttore ideale
termometro a rumore
- I.4 -
Cap I - Temperatura Termodinamica
Termometro a gas
Nella misura della temperatura termodinamica il termometro a gas assume una particolare
importanza sia per l'ampio campo di misura, che per la elevata precisione. Esso é inoltre dal
punto di vista storico lo strumento principe nella realizzazione della temperatura
termodinamica. Il termometro, come noto, si basa sulla legge dei gas ideali, che applicata ad
una trasformazione a volume costante da:
T
p
=
To po
(I.6)
T
V
=
To Vo
(I.7)
o in una trasformazione a pressione costante:
Dalle relazioni (I.6) e (I.7) risulta evidente che, in base ad una misura di pressione o di
volume é possibile realizzare la misura della temperatura termodinamica. Uno schema di
massima del termometro a gas a volume costante é mostrato in figura I.1.
Fig.I.1 - Termometro a gas a volume costante
- I.5 -
Cap I - Temperatura Termodinamica
Il gas contenuto nel bulbo B é messo in comunicazione con una colonna di mercurio M
mediante un tubo capillare, con il quale é possibile misurare la pressione del gas stesso. La
costanza del volume viene garantita dalla regolazione dell'altezza del recipiente R.
La semplicità dello schema nasconde la effettiva complessità costruttiva e funzionale di
tali termometri, realizzati solo in poche unità in alcuni centri di metrologia primaria. Nella
misura di temperatura con tali termometri occorre infatti tener conto di numerosi effetti
secondari quali ad esempio la dilatazione del bulbo e del capillare con la temperatura, la
diffusione del gas attraverso le pareti, i gradienti di temperatura, la presenza di uno spazio
morto, ecc.. Bisogna inoltre evidenziare che il modello di gas ideale descrive il
comportamento del gas solo in determinate condizioni termodinamiche, mentre in generale
può assumersi valida l'equazione di stato del viriale:
⎛
⎞
pV
n
n2
⎜
= ⎜ 1 + B + C 2 + ... ⎟⎟
nRT ⎝
V
⎠
V
(I.8)
con B, C, .. funzioni solo della temperatura. Ne consegue che:
pV ⎞
T = lim ⎛⎝
⎠
n →0 Rn
(I.9)
o equivalentemente che:
T
pV ⎞
= lim ⎛⎝
To n →0 po Vo ⎠
(I.10)
Per misurare la temperatura termodinamica sulla base di tali relazioni é possibile utilizzare
due diversi metodi:
a) il metodo delle isoterme (anche detto di Berthelot);
b) il metodo a volume costante ( anche detto di Goff).
- I.6 -
Cap I - Temperatura Termodinamica
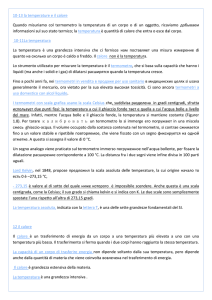
Nel primo metodo, utilizzando un termometro a volume costante, o a pressione costante, si
effettuano una serie di misurazioni della pressione e del volume a pressioni sempre più basse
e a temperatura costante, svuotando gradualmente il bulbo. In tal modo é possibile costruire
un diagramma pv-p (figura I.2a) costituito da diverse isoterme ed estrapolare da esso
mediante una semplice costruzione geometrica il prodotto (pv)o per p che tende a zero.
Pertanto per un termometro a volume costante si ha:
T
OD ⎞
(pv)o
⎛
= lim
=
To p →0 ⎝ OB ⎠ v =cost (p v )o
o o
(I.11)
dove i segmenti OD e OB sono le intercette della retta a volume costante v=k1 con le
isoterme T e To.
Invece per un termometro a pressione costante si ha:
o
T
AC ⎞
(pv)
= lim ⎛⎝
=
⎠
To p→0 AB p=cost (p v )o
o o
(I.12)
dove i segmenti AC e AB sono le intercette della retta a pressione costante p=k2 con le
isoterme T e To.
(pv) 02
C
(pv) 01
T2
B
p = k2
v = k1
0
A
p
Gas A
Gas B
(pv) 02
pv
(pv) 01
Fig.I.2 -
(a)
T1
pv
0
D
gas ideale T2
Gas A
gas ideale T1
Gas B
pd
pc
p
pb
(b)
pa
Metodi sperimentali per la determinazione della temperatura assoluta:
a) metodo di Berthelot; b) metodo di Goff
- I.7 -
Cap I - Temperatura Termodinamica
Con il metodo a volume costante é possibile evitare la misura del volume riducendo
progressivamente la pressione in un bagno termostatato. Estrapolando ancora il prodotto
(pv)o per p che tende a zero, analogamente al metodo di Berthelot, é possibile determinare la
temperatura termodinamica (fig. I.2b).
I gas più utilizzati in tali termometri sono l'elio e l'idrogeno che consentono di realizzare
temperature comprese tra circa 2 K e 1400 K. Per la sua precisione il termometro a gas viene
normalmente utilizzato, come specificato in seguito, per la determinazione dei valori della
temperatura dei punti fissi della Scala Internazionale.
Termometro acustico
La termometria acustica si fonda anch'essa sul modello di gas ideale e in particolare sfrutta
la relazione funzionale che lega la velocità di propagazione del suono in un gas perfetto alla
sua temperatura:
v=
kRT
M
(I.13)
dove v é la velocità del suono, k il rapporto tra i calori specifici a pressione e volume
costante cp/cv ed M il peso molecolare del gas. Anche in tal caso, essendo la (I.13) derivata
dalla legge dei gas ideali, é necessario a rigore tener conto dei coefficienti del viriale. Tale
tecnica appare comunque molto interessante in quanto, essendo la velocità del suono una
proprietà intensiva, vengono eliminati le incertezze connesse alla variazione dei parametri
estensivi quali la variazione della massa dovuta ai fenomeni di assorbimento e la variazione
di volume dovuta allo spazio morto. La misura avviene in una cavità in cui viene instaurato
un treno di onde stazionarie in campo sonoro o ultrasonoro. Mediante la variazione della
lunghezza caratteristica della cavità pari ad un numero intero di lunghezze d'onda é possibile
ottenere una misura della velocità del suono. L'apparecchio che realizza tali condizioni é per
l'appunto l'interferometro acustico.
- I.8 -
Cap I - Temperatura Termodinamica
Termometro magnetico
La termometria a gas ha il suo principale limite alle bassissime temperature, dove le forze
di interazione molecolari sono rilevanti e rendono le funzioni di stato notevolmente
complesse rispetto a quelle del modello di gas ideale. La termometria magnetica consente di
effettuare misure anche per temperature dell'ordine del decimo di kelvin. La tecnica
termometrica classica é quella a suscettività magnetica che si basa sulle proprietà dei sali
paramagnetici che seguono la legge di Curie-Weiss:
x =
C
T
(I.14)
dove x é la suscettività magnetica e C é la costante di Curie del sale impiegato. La misura
viene realizzata mediante un ponte di misura a mutua induttanza
e sali paramagnetici
prossimi al comportamento ideale.
Termometro a rumore
Un'ulteriore tecnica di misura della temperatura termodinamica é basata sul legame
funzionale esistente tra il rumore elettrico ai capi di un conduttore e la temperatura
termodinamica. Tale relazione dimostrabile sulla base delle leggi della termodinamica
statistica é nota col nome di legge di Nyquist:
V2eff = 4 k. T. R. ∆f
(I.15)
dove k é la costante di Boltzmann, R la costante universale dei gas, ∆f l'ampiezza della
banda di frequenza entro cui si misura il valore efficace della tensione Veff.
La termometria a rumore, nonostante le buone potenzialità specie a temperature elevate,
presenta numerosi problemi pratici legati alla presenza di altri tipi di rumore inevitabilmente
generati dalle apparecchiature elettroniche ed alla probabile presenza di capacità elettriche
parassite.
- I.9 -
Cap II - Scale di Temperatura
CAP.II
SCALE DI TEMPERATURA
La temperatura é una delle sette grandezze fondamentali del Sistema Internazionale, ma a
differenza delle altre la definizione della scala di misura é un compromesso tra il desiderio
teorico di definire una scala assoluta e la necessità pratica di disporre di una scala affidabile e
riproducibile .
Per lungo tempo infatti la misura della grandezza temperatura é stata realizzata per mezzo
degli effetti indotti da una sua variazione quali,ad esempio, la variazione di volume, la
variazione della resistenza elettrica di una particolare sostanza usata come base del sensore.
Una scala di temperatura definita su queste basi risulta inevitabilmente non univoca, in
quanto strettamente dipendente dalla sostanza prescelta e dal tipo di strumento di misura. Il
vantaggio di avere una scala facilmente riproducibile é pertanto inficiato dalla circostanza di
non avere in questo modo una scala assoluta.
Si consideri ad esempio uno strumento basato sulla dilatazione termica di una particolare
sostanza. Una volta fissati i punti estremi della scala di misura (ad esempio 0˚C e 100˚C
rispettivamente per il punto di solidificazione ed ebollizione dell'acqua) ed assumendo noto e
lineare il comportamento della sostanza termometrica si è, in modo univoco, fissata una scala
particolare. E' facile comprendere che la scala così definita é funzione della sostanza assunta
come campione. E' possibile, infatti, dimostrare sperimentalmente che la legge di dilatazione
ha andamento diverso sostanza per sostanza (uno strumento basato sulla dilatazione lineare
del rame misurerebbe 50˚C quando lo stesso costruito utilizzando tungsteno ne misurerebbe
54˚C). La ragione di ciò è evidentemente l'arbitraria assunzione di dilatazione lineare del
materiale termometrico. Tale arbitrarietà é anche riscontrabile nella scelta della proprieta'
- II.1 -
Cap II - Scale di Temperatura
termometrica (nell'esempio descritto la dilatazione dei corpi) e dei punti fissi (gli estremi
della scala 0˚C e 100˚C) oltre che nella scelta della sostanza.. Per esprimere in modo colorito
tale situazione é come se la scala di temperatura avesse un campione paragonabile ad un
elastico nelle misure di lunghezza.
Una scala ideale dovrebbe di converso essere assoluta, proprietà quest'ultima certamente
non soddisfatta da leggi fenomenologiche, ma caratteristica delle leggi universali . E'
possibile infatti definire una temperatura termodinamica o assoluta (indipendente dalla
sostanza termometrica) utilizzando le leggi generali della termodinamica . Tale definizione
però, anche se è estremamente rispondente dal punto di vista logico, risulta del tutto
inadeguata sul piano metrologico in quanto la realizzazione di un campione basato su tale
definizione (ad esempio Macchina di Carnot) risulta improponibile.
La scala termodinamica è però riproducibile tramite relazioni termodinamiche(quali quelle
riportate nel capitolo precedente) che consentono una soddisfacente realizzazione (ad
esempio termometro a gas) della scala stessa, pur se limitata, vista la relativa complessità
delle apparecchiature, a pochissimi laboratori metrologici . Per tali motivi fin dal 1927 è
stata affiancata alla definizione di temperatura termodinamica (e quindi del kelvin come
unità di misura), una scala pratica di misura (IPTS), parallela alla prima e costruita sulla base
di campioni pratici riproducibili con grande esattezza, ma non assoluti quali : il termometro a
resistenza di platino, la termocoppia platino/platino rodio ed il pirometro ottico , ciascuno in
ben determinati campi di misura e con specifiche caratteristiche realizzative definite dalla
IPTS.
La coincidenza numerica tra le due scale é assicurata dai continui aggiustamenti adottati in
ambito internazionale: man mano che vengono messe a punto tecniche più sofisticate di
misura della temperatura termodinamica
per i valori dei
punti fissi e dei polinomi
interpolatori; e con il miglioramento delle tecnologie produttive per i campioni pratici.
Lo scostamento tra le due scale é quindi minimo; esso é stato infatti stimato,prima del
recente allineamento avvenuto con lintroduzione della
ITS'90, dell'ordine di 10-6 K a
temperature prossime a quella ambiente e nullo in prossimità del punto triplo dell'acqua
(esatto per definizione). Mentre per temperature superiori ai 1000 ˚C è dell'ordine del kelvin.
- II.2 -
Cap II - Scale di Temperatura
2.1 Scale empiriche
Pur essendo la misura della temperatura indispensabile in molte attività tecniche, la
comparsa dei primi strumenti di misura, nonché la definizione delle prime scale empiriche
risalgono solo al tardo rinascimento. Probabilmente ciò é conseguenza, sia del fatto che la
grandezza temperatura non aveva una grossa influenza sulle misure connesse alle attività di
scambio commerciale come quelle di peso, lunghezza o volume, sia alla natura intensiva
della temperatura che ne rendeva complessa la misura senza una definizione della scala ed
una connessa teoria scientifica.
E' Galileo Galilei lo studioso al quale si attribuisce il merito di aver realizzato il primo
termometro. Il Barotermoscopio era però notevolmente influenzato dalle variazioni della
pressione ambiente (solo successivamente valutate da Torricelli!) e non è ancora chiara la
scala graduata adottata. Prima di Galileo, la valutazione della temperatura avveniva
esclusivamente sulla base delle percezioni sensoriali associate alla temperatura di un corpo.
La percezione tattile di caldo o di freddo consentiva infatti la valutazione di temperature,
prossime alla temperatura ambiente, relativamente alla temperatura corporea (Galeno II
secolo d.c.). Inoltre l'emissione di energia luminosa ad elevate temperature era già
sicuramente nota ai greci e la lavorazione dei metalli o del vetro avveniva, prima ancora che
esistesse uno strumento di misura della temperatura.
E' sulla scorta delle idee di Galileo che i termoscopi trovano grande successo negli studi
dell' Accademia del Cimento voluta da Ferdinando II dei Medici. Qui essi furono
brillantemente modificati sigillando lo strumento (rendendolo così insensibile alla pressione
barometrica) e sostituendo la sostanza termometrica, e cioè l'aria, con l'alcool di vino dando
luogo ai cosidetti "termometri infingardi" in cui sfere di materiale diverso "affondano" al
variare della temperatura. Nell'Accademia vennero, ancora per la prima volta, effettuati studi
sulla transizione di fase e sui fenomeni di dilatazione dei liquidi e solidi. La definizione di
una scala era però ancora lontana, e perciò tali strumenti più che misurare la temperatura
ambiente erano in grado di apprezzare le variazioni di questa.
- II.3 -
Cap II - Scale di Temperatura
Sembra che la proposta di definire una scala termometrica basata su due punti fissi e
riproducibili possa essere fatta risalire alla scuola padovana di Galileo, e cioé al matematico
Carlo Renaldini, ed al professore napoletano Sebastiano Bartolo che per primi intuirono la
isotermia e riproducibilità dei passagi di fase dell'acqua . Tali contributi non furono però
purtroppo apprezzati e vennero presto dimenticati.
L'idea dei punti fissi per definire la scala venne poi ripresa da Newton che scelse come
punto inferiore quello di fusione del ghiaccio e come punto superiore quello della
"temperatura del sangue di un cittadino inglese in buona salute" (probabilmente per rendersi
indipendente dall'influenza della pressione barometrica sulla temperatura di ebollizione
dell'acqua). I due fenomeni isotermi prescelti davano luogo a scale più o meno fitte che, visti
gli usi del tempo, erano calcolate su base duodecimale (0-12, 0-48, 0-96)
Agli inizi del '700 Daniel Gabriel Fahrenheit , abile artigiano nonché costruttore di
strumenti ad Amsterdam, finalmente costruiva il suo primo termometro a mercurio, la cui
taratura era basata su punti fissi. Dapprima la scala era basata sul punto di fusione del
ghiaccio, posto pari a 32 gradi, e sul valore della temperatura media corporea dell'uomo,
posta pari a 96. Successivamente, con l'intento di ampliare l'applicabilità dei suoi termometri,
Fahrenheit adotto come punto isotermo superiore il punto di ebollizione dell'acqua posto pari
a 212 gradi e come punto inferiore il più basso valore ottenibile dalla solidificazione di una
miscela di acqua e sali di ammonio posto 0 nella sua scala. Quest'ultima scelta era legata
all'interesse di misurare le basse temperature ambientali tipiche dei paesi nordici che erano il
mercato dei suoi strumenti.
Nel 1742 Anders Celsius, professore ad Uppsala, propose una scala con lo zero nel punto
di fusione del ghiaccio e 100 in quello di ebollizione dell'acqua (in una prima versione
sembra che la scala proposta aveva i valori invertiti: 100 per il ghiaccio e 0 per l'ebollizione!).
Solo in seguito fu chiaro che né due, né tre, né infiniti punti fissi bastavano alla definizione
univoca di una scala se non si assumeva uno strumento ed una procedura di interpolazione di
riferimento.
Da quanto esposto si evince che per la temperatura non é possibile riferirsi semplicemente
ad un campione materiale al pari di tutte le
- II.4 -
grandezze estensive come la massa o la
Cap II - Scale di Temperatura
lunghezza, ma é necessario ricorrere ad una operazione più complessa che consiste nella
definizione di una scala dotata dei requisiti indispensabili agli scopi pratici di misura.
Tali requisiti possono essere così sintetizzati:
- la scelta di una sostanza e di una proprieta' termometrica . Ad esempio il mercurio e la
sua dilatazione termica;
- la definizione della legge fenomenologica atta a descrivere il fenomeno termometrico
scelto e cioè una relazione termometrica tra temperatura e proprieta' termometrica. Ad
esempio la dilatazione del mercurio può essere considerata come una funzione lineare della
temperatura; in tal caso la relazione termometrica cercata é ∆L = α Lo ∆T;
- la scelta dei punti fissi, cioè l'attribuzione di
valori determinati di temperatura a
particolari stati termici scelti in base alla loro riproducibilità. Ad esempio il valore 0 per la
temperatura di solidificazione dell'acqua e 100 per la temperatura di ebollizione.
Evidentemente il numero minimo dei punti fissi necessari alla definizione della scala,
nell'intervallo in cui si é assunta valida la relazione termometrica, dipende dal tipo di
relazione adottata. Nel caso di una relazione lineare, come quella della dilatazione termica del
mercurio prima vista, é necessario fissare almeno due punti fissi; per una relazione
polinomiale di grado n almeno n+1 punti.
2.2 Scala Internazionale di temperatura
La necessità di un campione pratico riproducibile con grande esattezza fu sentita già
dall'inizio del XX secolo, ma occorre attendere la VII Conferenza Internazionale di Pesi e
Misure del 1927 perché venga promulgata per la prima volta una scala pratica di temperatura.
Lo scopo dichiarato di tale scala era quello di ricalcare la scala termodinamica realizzabile
con un termometro a gas, ma con un metodo semplice e riproducibile.
La scala ITS-27 era basata inizialmente su 6 punti fissi (tab.II.1), scelti ovviamente per
questioni di riproducibilita' negli stati di passaggio di fase di sostanze pure, misurati mediante
termometri termodinamici. La scala era sostanzialmente suddivisa in quattro intervalli in
ciascuno dei quali era fissato uno strumento campione ed una relazione termometrica di
interpolazione (tab.II.2).
- II.5 -
Cap II - Scale di Temperatura
Nel primo intervallo -190÷0˚C lo strumento campione (una termoresistenza al platino di
elevata purezza R100/R0>1,390) veniva tarata sulla base della resistenza misurata nei punti
fissi mediante la relazione detta di Callendar-VanDusen:
3
t
⎛ Rt −R0 ⎞ .
⎞ ⎛ t ⎞ + β . ⎛ t −1⎞ ⎛ t ⎞
⎟ 100 + δ. ⎛⎝
t = ⎜⎝
−1
⎝ 100 ⎠ ⎝ 100 ⎠
R100 −R0 ⎠
100 ⎠ ⎝ 100 ⎠
(II.1)
dove i valori delle costanti R0, R100, δ e β vengono determinati sulla base dei punti fissi
predefiniti (p.f.H2O, p.e.H2O, p.f.S e p.e.O2).
Nel secondo intervallo 0÷660˚C erano definiti ancora con la termoresistenza al platino, ma
la relazione interpolante era di tipo parabolica:
t
t ⎞
⎛ Rt −R0 ⎞ .
⎟ 100 + δ. ⎛⎝
t=⎜
−1⎞⎠ ⎛⎝
⎝ R100 −R0 ⎠
100
100 ⎠
(II.2)
con le costanti determinate mediante le temperature dei punti fissi (p.f.H2O, p.e. H2O e
p.f.S)
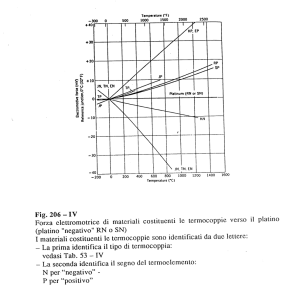
Nel terzo intervallo 660÷1063˚C la temperatura era definita sulla base della forza
elettromotrice misurata ai capi di una termocoppia Pt-PtRh10%; la relazione termometrica
prescelta era ancora di tipo parabolica:
E = a + b. t + c. t2
(II.3)
con le costanti a,b,c definite dalla temperatura di solidificazione dell'antimonio (misurata
con il termometro a resistenza al platino) e dai punti fissi dell'argento e dell'oro.
Nell'ultimo intervallo, e cioè per temperature maggiori di 1063˚C, la temperatura era
definita tramite il pirometro ottico standard in base al quale é possibile confrontare la
temperatura incognita di un corpo nero con la temperatura di un corpo nero mantenuto alla
temperatura di fusione dell'oro. Sulla base della legge di Wien é possibile quindi scrivere la
relazione:
- II.6 -
Cap II - Scale di Temperatura
Jt
J Au
C2
⎤
⎡
exp⎢ .
⎥
λ
(t
+
273,16)
Au
⎦
⎣
=
C
⎤
⎡
2
exp⎢⎢
⎥⎥
.
⎣ λ (t + 273,16) ⎦
(II.4)
dove la costante C2 é una costante universale fissata nel '27 pari a 0,01432.
Tab.II.1 Confronto tra i punti fissi nella scala internazionale di temperatura
Punti fissi
ITS-27 [°C] ITS-48 [°C] IPTS-48
IPTS-68 ITS-90 [°C]
[°C]
[°C]
-259,34
-259,3467
p.t. idrogeno
-256,108
-256,15
l.v. idrogeno
-252,87
-252,85
p.e. idrogeno
-248,5939
p.t. neon
-246,048
p.e. neon
-218,789
-218,7916
p.t. ossigeno
-189,3442
p.t. argon
-182,97
-182,970
-182,97
-182,962
p.e. ossigeno
- 38,8344
p.t. mercurio
0,000
0
p.s. acqua
0,01
0,01
0,01
p.t. acqua
100,000
100
100
100
p.e. acqua
29,7646
p.f. gallio
156,5985
p.s. indio
231,928
p.s. stagno
419,58
419,527
p.s. zinco
444,60
444,600
444,6
p.e. zolfo
660,323
p.s. alluminio
960,5
960,8
960,8
961,93
961,78
p.s. argento
1063,0
1063,0
1063
1063,43
1064,18
p.s. oro
1084,62
p.s. rame
alcuni punti fissi secondari
231,9
231,91
231,9681
p.s. stagno
327,3
327,3
327,502
p.s. piombo
419,5
419,505
p.s. zinco
444,674
p.s. zolfo
630,5
630,5
630,74
p.s.antimonio
660,1
660,1
660,37
p.s.alluminio
p.t. = punto triplo; l.v.= equilibrio liquido- vapore (p= 333606 Pa)
p.e.*= punto di eboillizione; p.f.*= punto di fusione; p.f.*= punto di solidificazione;
* (p=101325 Pa)
Nel 1948 la scala di temperatura subiva numerose modifiche che davano luogo ad una
seconda scala definita ITS-48. I cambiamenti riguardavano essenzialmente l'eliminazione
- II.7 -
Cap II - Scale di Temperatura
delle estrapolazioni delle relazioni termometriche al di là dei punti fissi dell'ossigeno da un
lato, e dell'antimonio dall'altro. Inoltre si evidenziò la maggiore ripetibilità del punto triplo
dell'acqua rispetto a quello di solidificazione; altri punti fissi furono leggermente ritoccati e
furono introdotti dei punti fissi secondari che, seppure meno ripetibili dei primi, rivestono
tuttora una notevole importanza perché di più facile realizzazione e meno costosi (vedi
tabb.II.1 e II.2). Inoltre, la relazione di Wien valida solo in determinate ipotesi, veniva
sostituita con la legge di Plank:
C1 . λ 5
Jn,λ=
⎛ C2 ⎞
exp⎝
−1
λ T⎠
(II.5)
con C1 e C2 costanti universali di Planck.
Infine vennero ridefinite alcune caratteristiche degli elementi campione quali la costante
resistiva α dei termometri a resistenza vincolata a valori più elevati di 1,3910 e per l'elemento
sensibile Pt-PtRh10% i seguenti vincoli sulla f.e.m.:
EAu = 10310 ±30 µV
EAu-EAg = 1185+0,158[EAu-10310] ±3 µV
EAg-ESb = 4776+0,631[EAu-10310] ±5 µV
Nel 1960 l'XI Congresso Internazionale dei Pesi e Misure apportava altre sei modifiche
alla scala empirica ridefinendola IPTS-48. L'aggettivo pratica fu' aggiunto a sottolineare il
fatto che ogni laboratorio, sotto le specifiche individuate nella scala, poteva realizzarla
indipendentemente. Il 48 fu invece congelato a causa del fatto che i punti fissi rimasero
pressappoco invariati. Un passo fondamentale fu invece la sostituzione tra i sei punti fissi del
punto di solidificazione dell'acqua con il punto triplo; fatto singolare in quanto proprio su tale
punto era definita la scala termodinamica. A ciò si aggiunse la ridefinizione di alcune
proprietà della termocoppia campione quali:
R100/R0=1,3920
- II.8 -
Cap II - Scale di Temperatura
EAu = 10300 ±30 µV
EAu-EAg = 1183+0,158[EAu-10300] ±4 µV
EAg-ESb = 4776+0,63[EAu-10300] ±8 µV
In tale sede si riconobbe inoltre l'evidente scostamento tra la scala pratica e la scala
termodinamica, ma il principio di evitare il più possibile cambiamenti nella scala lasciò
immutati i valori dei punti fissi.
- II.9 -
Cap II - Scale di Temperatura
Tab.II.2 Confronto tra strumenti e relazioni nella scala internazionale di temperatura
Intervallo
ITS-27 [°C] ITS-48 [°C] IPTS-48
IPTS-68 ITS-90 [°C]
di misura
[°C]
[°C]
0,65÷5,0 K
1° intervallo
strumento
campione
pvs=f(T)
relazione
interpolante
2° intervallo
(eq.II.8)
3,0÷24,6 K
strumento
campione
termometro
a gas interp.
relazione
interpolante
3° intervallo
-190÷0
-182,970÷0
-182,97÷0
-259,34÷0
(eq.II.9)
-259,34÷,01
strumento
campione
termoresist.
al platino
termoresist.
al platino
termoresist.
al platino
termoresist.
al platino
relazione
interpolante
4° intervallo
CallendarVanDusen
(4° grado)
0÷660
CallendarVanDusen
(4° grado)
0÷630,5
CallendarVanDusen
(4° grado)
0÷630,5
0÷630,74
strumento
campione
termoresist.
al platino
termoresist.
al platino
termoresist.
al platino
termoresist.
al platino
relazione
interpolante
Callendar
(2° grado)
Callendar
(2° grado)
Callendar
(2° grado)
strumento
campione
Callendar
0,01÷962°C
modificata
(2° grado)
termoresist.
660÷1063,0 630,5÷1063 630,5÷1063 630,74÷
al platino
1064,43
termocoppia termocoppia termocoppia termocoppia
Pt-PtRh10% Pt-PtRh10% Pt-PtRh10% Pt-PtRh10% tab.II.6
relazione
interpolante
6° intervallo
parabola
(2° grado)
oltre 1063,0
parabola
parabola
(2° grado)
(2° grado)
oltre 1063,0 oltre 1063
parabola
(2° grado)
da 1064,43
oltre 962
strumento
campione
pirometro
ottico
pirometro
ottico
pirometro
ottico
pirometro
ottico
pirometro
ottico
relazione
interpolante
legge
di Wien
legge
di Planck
legge
di Planck
legge
di Planck
legge
di Planck
5° intervallo
- II.10 -
(eq.II.6)
termoresist.
al platino
(a capsula)
tab.II.6
Cap II - Scale di Temperatura
Bisognerà attendere la XIII Conferenza, e cioé la IPTS-68, perché le due scale vengano
nuovamente riallineate sulla base dei nuovi risultati sperimentali delle misure di temperatura
termodinamica. I cambiamenti possono essere così riassunti:
a) tutti i punti fissi furono oggetto di aggiustamenti (tranne evidentemente il punto triplo
dell'acqua, esatto per definizione). Ad essi vengono inoltre aggiunti ulteriori punti fissi
necessari all'estensione della scala verso le basse temperature e al calcolo delle costanti nelle
relazioni termometriche interpolanti (divenute più complesse);
b) adozione del termometro a resistenza al platino (R100/R0>1,3925) in un più esteso
intervallo di temperatura (13,81÷903,89 K). L'aumentata ampiezza dell'intervallo di
definizione non consentiva però l'utilizzo di un'unica equazione interpolatrice, si rese pertanto
necessaria una suddivisione in 4 sottointervalli dell'intervallo 3 di tab.II.1. In tale campo la
relazione di Callendar-VanDusen fu cambiata come segue:
20
⎡
⎤
i⎥
⎢
T = ⎢ 273,15 +
Ai (ln Wref) ⎥
⎣
⎦
i=1
∑
(II.6
con le costanti Ai definite in tab.II.3 e le resistenze ridotte Wref=Wm-∆W calcolate in
ogni singolo sottointervallo a partire dalle relazioni riportate in tab. II.4. Si noti che la
resistenza ridotta W, introdotta per motivi di indipendenza dalle dimensioni e quindi dalla
resistenza di riferimento, é uguale al rapporto tra i valori della resistenza R e della resistenza
R(273,15 K) calcolata alla temperatura di 273,15 K.
Tab. II.3 Coefficienti Ai dell'equazione (II.6)
i
Ai
i
Ai
1
0,2508462096788033 E 03
11 0,7679763581708458 E 01
2
0,1350998699649997 E 03
12 0,2136894593828500 E 01
3
0,5278567590085172 E 02
13 0,4598433489280693 E 00
4
0,2767685488541052 E 02
14 0,7636146292316480 E-01
5
0,3910532053766837 E 02
15 0,9693286203731213 E-02
6
0,6556132305780693 E 02
16 0,9230691540070075 E-03
7
0,8080358685598667 E 02
17 0,6381165909526538 E-04
8
0,7052421182340520 E 02
18 0,3022932378746192 E-05
9
0,4478475896389657 E 02
19 0,8775513913037502 E-07
10 0,2125256535560578 E 02
20 0,1177026131254774 E-08
Tab. II.4 Equazioni di deviazione
Campo di validità Equazione interpolante
- II.11 -
Determinazione
costanti
Cap II - Scale di Temperatura
13,81÷ 20,28 K
∆W1 = A1 + B1 . T + C1 . T2 + D1 . T3
20,28 ÷ 54,361 K
∆W2 = A2 + B2 . T + C2 . T + D2 . T
54,361÷ 90,188 K
∆W3 = A3 + B3 . T + C3 . T2
90,188 ÷ 273,15 K
3
∆W4 = A4 . t + C4 . t . (t − 100)
2
3
p.t.H2, p.e.H2,
n.p.e.H2, d(∆W2)/dt
p.e.H2, p.e.Ne,
p.t.O2, d(∆W3)/dt
p.t.O2, p.e.O2,
d(∆W4)/dt
p.e.O2, p.e.H2O
Per l'intervallo 4, invece, la relazione di Callendar fu solo leggermente modificata
correggendo la temperatura t ', utilizzata nella relazione, come segue:
t = t' +∆t
(II.7)
con la correzione ∆t pari a:
t' ⎞ ⎛ t'
t'
t'
∆t = 0,045 ⎛⎝
− 1⎠⎞ ⎛⎝
− 1⎠⎞ ⎛⎝
− 1⎠⎞
⎝
⎠
100 100
419,58
630,74
c) ridefinizione di alcune proprietà della termocoppia campione quali:
R100/R0=1,3920
EAu = 10334 ±30 µV
EAu-EAg = 1186+0,17[EAu-10334] ±3 µV
EAg-ESb = 4782+0,63[EAu-10334] ±5 µV
2.3 La scala internazionale di temperatura ITS-90
L'attuale scala internazionale ITS-90, in vigore dal 1 gennaio 1990, apporta sostanziali
modifiche alla scala precedente sia in merito all'aggiornamento dei punti fissi, che agli
strumenti interpolanti. Infatti l'ITS-90 differisce dall'IPTS-68 per i seguenti punti:
- il campo di definizione della scala si estende a più basse temperature (0,65 K invece che
13,8 K);
- migliora ulteriormente l'accordo con la scala termodinamica attraverso la ridefinizione
dei punti fissi (Tab.II.1) e la ridefinizione delle relazioni interpolanti (Tab.II.6);
- migliora,rispetto alla precedente, aspetti di continuità tra relazioni e strumenti campioni e
riproducibilità di questi ultimi;
- II.12 -
Cap II - Scale di Temperatura
- introduce un nuovo concetto di flessibilità che consente di scegliere tra diversi campi
parzialmente sovrapposti o tra diversi sottocampi a seconda delle necessità di impiego (tutto
ciò mantenendo sostanzialmente equivalenti le definizioni) (Fig.II.1);
- introduce il termometro a gas tra gli strumenti di definizione della scala;
- eleva il limite superiore di definizione del termometro a resistenza al platino (da 630˚C a
circa 962˚C) eliminando la discontinuità esistente nella precedente scala a 630˚C;
- elimina la termocoppia Pt-10%Rh-Pt dagli strumenti di definizione della scala;
- porta il limite inferiore di definizione del termometro a radiazione ad un valore ancora
inferiore (il punto di solidificazione dell'argento anziché dell'oro) ed introduce allo stesso
tempo la possibilità di utilizzare come punto fisso uno qualsiasi tra i due su citati ed il punto
di solidificazione del rame.
La principale innovazione rispetto alle precedenti scale risiede probabilmente nel nuovo
principio con cui vengono trattati alcuni campi che si sovrappongono e nell'introduzione di
alcuni sottocampi ristretti, derivanti da campi di definizione eccessivamente estesi. I vantaggi
di tale innovazione risiedono fondamentalmente nell'adattare alle esigenze di una più vasta
utenza la definizione della scala. In tal modo é possibile riprodurre questa anche in un più
ristretto intervallo, più rispondente a quello di reale interesse e con evidenti vantaggi
economici e tecnologici. Infatti non risulta più necessario utilizzare termometri che
funzionino in campi di utilizzo eccessivamente estesi e riprodurre punti fissi al di fuori del
reale campo di interesse. Lo scotto che inevitabilmente bisogna pagare per tale flessibilità é la
conseguente la perdita di coerenza ed unicità rispetto ad una scala che non presenta
sovrapposizioni.
In seguito sono peraltro riportati i principali dettami della ITS-90:
a) intervallo 0,65 K÷ 5,0 K (Equazione temperatura - tensione di vapore He)
In tale intervallo la temperatura é definita sulla base della relazione tra temperatura e
tensione di vapore di 3He ed 4He:
- II.13 -
Cap II - Scale di Temperatura
termometro a gas
3H e
4 He II
0,65K
1,25K
pressione di
vapore He
0,65K
3K
4 He I
2, 18K
3K 3,2K
termometro a gas
5K
14K
5K
termometro a resistenza al platino
17K
20K
25K
54K
84K
234K
termometro a resistenza al platino
-39°C
(234K )
0°C
30°C
157°C
232°C
420°C
273,16K
termometro a radiazione
660°C
962°C
1064°C
1085°C
Fig.II.1 Rappresentazione schematica della ITS-90
⎡
T90 = ⎢⎢ A0 +
⎣
9
∑
i =1
⎤
ln p − B ⎞ i ⎥
Ai ⎛⎝
C ⎠⎥
⎦
(II.8)
con Ai, B e C definiti in tabella II.5
b) intervallo 3,0 K÷ 24,5561 K (termometro a gas)
In tale intervallo la temperatura é definita sulla base di un termometro a gas (3He o 4He) a
Tab.II.5 Valori delle costanti per l'equazione (II.8) della pressione di vapore dell'elio
3He
4He
4He
0,65K÷3,2K
1,25K÷2,1768K
2,1768K÷5,0K
A0
A1
A2
A3
A4
A5
A6
A7
A8
A9
B
C
1,053 447
0,980 106
0,676 380
0,372 692
0,151 656
-0,002 263
0,006 596
0,088 966
-0,004 770
-0,054 943
7,3
4,3
1,392 408
0,527 153
0,166 756
0,050 988
0,026 514
0,001 975
-0,017 976
0,005 409
0,013 259
0
5,6
2,9
- II.14 -
3,146 631
1,357 655
0,413 923
0,091 159
0,016 349
0,001 826
-0,004 325
-0,004 973
0
0
10,3
1,9
Cap II - Scale di Temperatura
volume costante calibrato su tre punti; il punto triplo del neon, il punto di ebollizione del
idrogeno e una temperatura compresa tra 3,0 e 5,0 k determinata mediante la relazione (II.7).
La relazione interpolante utilizzata deve tener in conto dei secondi coefficienti del viriale B3
e B4 (funzioni a loro volta della stessa temperatura), quando si considera una temperatura
inferiore a 4,2 K, in caso contrario essi potranno essere ritenuti unitari:
T90 =
a + b p + c p2
1+ Bx (T) . N/V
(II.9)
dove i coefficienti a,b e c sono ottenuti per mezzo di taratura nei tre punti su citati ed N/V
rappresenta la densità del gas contenuto nel termometro.
c) intervallo 13,8 K÷ 1234,93 K (termometro a resistenza al platino)
In tale intervallo la temperatura é definita per mezzo del termometro a resistenza al platino
tarato su determinati punti fissi definiti in Tab.II.1 ed esplicitati in Fig.II.1 per mezzo dei
polinomi interpolatori definiti in Tab.II.6. Si noti però che non esiste alcun termometro in
pratica che può essere utilizzato sull'intero campo di definizione 13,8K÷ 1234,93K con
adeguata precisione, ma la scelta del campo di utilizzo dovrà essere effettuata sulla base delle
limitazioni costruttive del termometro.
La temperatura viene calcolata sulla base del rapporto di resistenza R(T90) alla
temperatura T90 e la resistenza R(273,16 K) al punto triplo dell'acqua. Tale rapporto a
differenza del passato é stato pertanto definito come:
W(T90 ) = R(T90 )/ R(273,16 K)
(II.10)
L'ITS-90 fornisce inoltre alcuni requisiti che il termometro al platino deve soddisfare in
termini di purezza, tensioni residue e valori di resistenza; infatti tale termometro deve
soddisfare almeno una delle condizioni W(29,7646 ˚C) = 1,11807 oppure W(-38,8344˚C)
= 0,844235, inoltre se esso deve operare per temperature superiori al punto di solidificazioni
dell'argento deve soddisfare la condizione W(961,78˚C) = 4,2844. In ciascuno dei campi di
- II.15 -
Cap II - Scale di Temperatura
definizione disponibili la temperatura é ottenuta in base alle relazioni definite in Tab.II.6 e la
deviazione W(T90) - Wr(T90). La funzione di deviazione diversa a seconda del campo
prescelto risulta essere del tipo (II.11) o (II.12) a seconda che la temperatura sia
rispettivamente inferiore o superiore allo 0˚C.
W(T90 ) − Wr (T90 ) = a [W(T90 ) − 1] + b [W(T90 ) − 1]2 +
5
+
∑
ci [ln W(T90 )]i + n
i =1
- II.16 -
(II.11)
Cap II - Scale di Temperatura
Tab. II.6 - Polinomi interpolanti per termometri a resistenza al platino
Campo validità
Equazione interpolante
12
13,8033÷273,16 K ln [Wr (T90 )] = A0 +
∑
i =1
15
13,8033÷273,16 K T90 / 273,16 K = B0 +
(a meno di 0,1 mK)
9
273,16÷ 961,78 K Wr (T90 ) = C0 +
∑
i =1
⎡ ln (T90 / 273,16 K) + 1,5 ⎤
Ai ⎢
⎥
1,5
⎣
⎦
∑
i =1
⎡ W (T )1/6 −0,65
r 90
Bi ⎢
0,35
⎣
⎡ T90 / K + 754,15 ⎤
Ci ⎢
⎥
481
⎣
⎦
9
273,16÷ 961,78 K
(a meno di 0,1 mK) T90 /K − 273,15 = D0 +
∑
i=1
⎤i
⎥
⎦
i
⎡ W (T ) − 2,64 ⎤
r 90
⎥
Di ⎢
1,64
⎣
⎦
i
(II.13)
(II.14)
(II.15)
i
Tab II.7 Coefficienti Ai, Bi, Ci e Di delle equazioni (II.13-II.16)
i
Ai
Bi
Ci
Di
0
- 2,135 347 29
0,183 324 722
2,781 572 54
1
3,183 247 20
0,240 975 303
1,646 509 16
2
- 1,801 435 97
0,209 108 771
-0,137 143 90
3
0,717 272 04
0,190 439 972
-0,006 497 67
4
0,503 440 27
0,142 648 498
-0,002 344 44
5
- 0,618 993 95
0,077 993 465
0,005 118 68
6
- 0,053 323 22
0,012 475 611
0,001 879 82
7
0,280 213 62
-0,032 267 127
-0,002 044 72
8
0,107 152 24
-0,075 291 522
-0,000 461 22
9
- 0,293 028 65
-0,056 470 670
0,000 457 24
10
0,044 598 72
0,076 201 285
11
0,118 686 32
0,123 893 204
12
- 0,052 481 34
-0,029 201 193
13
-0,091 173 542
14
0,001 317 696
15
0,026 025 526
(II.16)
439,932 854
472,418 020
37,684 494
7,472 018
2,920 828
0,005 184
-0,963 864
-0,188 732
0,191 203
0,049 025
W(T90 ) − Wr (T90 ) = a [W(T90 ) − 1] + b [W(T90 ) − 1]2 +
(II.12)
+ c [W(T90 )−1] + d [W(T90 ) − W(660,323°C)]
dove i coefficienti a, b, ci e d sono determinati dalle misure di resistenza nei punti fissi.
- II.17 -
Cap II - Scale di Temperatura
d) al di sopra di 1234,93 k(Legge di Planck)
Per temperature superiori a 961,78˚C, la temperatura é definita sulla base della legge di
Planck mediante un pirometro ottico standard in base al quale é possibile confrontare la
temperatura incognita di un corpo nero T90, con la temperatura di un corpo nero mantenuto
alla temperatura di uno dei punti fissi scelto tra: il punto di fusione dell'argento, dell'oro o del
rame T90(X). La relazione (II.13), derivata dalla legge di Planck, fornisce la temperatura
misurando il rapporto tra le radianze spettrali nel vuoto alla temperatura incognita Jλ[T90] e
alla temperatura del punto fisso Jλ[T90(X)].
C2
⎡
⎤
exp⎢ .
⎥−1
Jλ[T90 ]
λ
(T
(X)
+
273,16)
90
⎦
⎣
=
J λ[T90 (X)]
C2
⎤
⎡
exp⎢⎢
−1
. (T + 273,16)⎥⎥
λ
⎣
90
⎦
dove la costante C2 é definita uguale 0,014388 m K.
- II.18 -
(II.17)
Cap II - Scale di Temperatura
- II.19 -
Cap III - Problematiche di misura della temperatura
CAP.III
PROBLEMATICHE DI MISURA DELLA TEMPERATURA
Ogni misura di temperatura è, al tempo stesso, sia un problema metrologico che un problema
di trasmissione del calore. Infatti, da un lato la presenza stessa del sensore modifica il campo
termico dell'ambiente di misura, dall'altro il sensore per poter effettuare la misura deve portarsi
alla temperatura dell'ambiente di misura, e quindi sono sempre presenti fenomeni di scambio
termico connessi a differenze di temperature.
E' possibile quindi affermare che il segnale di uscita di un sensore di temperatura, come ad
esempio una termocoppia od un termometro a resistenza, fornisce la temperatura del sensore
stesso, la quale rappresenta solo un'approssimazione della temperatura dell'ambiente di misura,
sia esso fluido o solido. Una notevole quantità di fattori, infatti, possono provocare deviazioni tra
il segnale di misura generato dal sensore e l'effettiva temperatura nel punto di interesse (in
assenza della sonda).
Primo tra tutti, vi è il fatto che la presenza della sonda stessa può modificare le condizioni
termiche nel punto di misura e nelle regioni circostanti, alterando la distribuzione di temperatura.
Ciò può avvenire, per esempio, quando un flusso termico conduttivo viene trasferito dal giunto
di misura di una termocoppia verso l'esterno (o viceversa) attraverso i fili stessi costituenti il
sensore, i quali, esposti ad un gradiente termico dovuto alla differenza tra la temperatura di
misura e quella ambiente, agiscono da conduttori termici.
Un secondo importante fattore da considerare è rappresentato dal fatto che il sensore può
"comunicare" con altri ambienti circostanti oltre a quello propriamente di misura (di cui si
- III.1 -
Cap III - Problematiche di misura della temperatura
intende misurare la temperatura). Ad esempio, una termosonda preposta alla misura della
temperatura di una corrente gassosa può scambiare energia termica (secondo i tre meccanismi di
trasmissione del calore) con le pareti del condotto le quali, evidentemente, possono essere a
temperatura diversa da quella della corrente gassosa. All'equilibrio termico, quindi, il sensore
può raggiungere una temperatura non coincidente con quella del gas di misura.
Inoltre, ulteriori fonti di incertezza d'installazione nelle misure di temperatura possono derivare
da alcuni fenomeni caratteristici dei processi di scambio termico o da quelli di accumulo
termico. Ne sono un esempio i fenomeni di dissipazione viscosa (riscaldamento aerodinamico)
che si verificano nello strato limite generato da un corpo immerso in una corrente fluida ad
elevata velocità, oppure, nei processi in transitorio termico, nei quali la diversa capacità termica
del sensore rispetto a quella del fluido può determinare una differenza tra la temperatura del
sensore e quella del fluido.
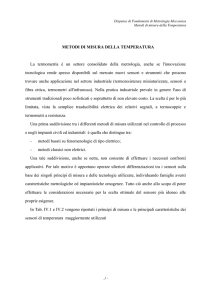
Per illustrare la natura dei problemi di scambio termico che si possono incontrare nell'analisi
delle incertezze connesse ad una misura di temperatura, in Fig.III.1 vengono schematicamente
riportati i "percorsi" dei vari meccanismi di trasmissione del calore presenti quando viene
utilizzata una termosonda per la misura della temperatura di una corrente gassosa.
La sonda è posizionata nel punto di misura per mezzo di un supporto, costituito, ad esempio, dai
fili stessi della termocoppia. Le linee tratteggiate stanno a rappresentare i "percorsi" dei vari
meccanismi di scambio termico presenti. Come si può osservare dalla figura, il sensore
comunica con vari ambienti, oltre a quello di misura, che in genere hanno differenti temperature.
Pertanto sono contemporaneamente presenti più meccanismi di trasmissione del calore:
•
conduzione: attraverso il supporto e/o i fili stessi della termocoppia, il sensore interagisce
con la parete del condotto;
•
irraggiamento: il sensore scambia energia termica con una o più superfici "in vista" e con la
corrente gassosa (purchè il gas sia radiativamente partecipe, e cioè abbia un'emissività non
trascurabile);
•
convezione: l'energia termica fluisce tra il sensore e la corrente fluida che lo investe.
- III.2 -
Cap III - Problematiche di misura della temperatura
SUPERFICI IN VISTA
PARETE
CONVEZIONE FORZATA
NE
O
UZ I
O
O
NT
ME
GIA
AG
IA
M
EN
T
CON
D
I RR
IR
RA
G
G
IRRAGGIAMENTO
Tf
CONVEZIONE FORZATA
FILI DELLA
TERMOCOPPIA
E SUPPORTO
GAS
IRRAGGIAMENTO
SENSORE
Fig.III.1 - Meccanismi di trasmissione del calore nella misura su una corrente gassosa.
In genere ne' le superfici "viste" dal sensore ne' la corrente gassosa hanno temperature uniformi
nello spazio, il che ovviamente rende ancora più complessa un'analisi termica del processo che,
quindi, non può che essere approssimata. Inoltre, anche il supporto della sonda (o semplicemente
i fili della termocoppia) scambia energia termica sia per irraggiamento che per convezione, con
le pareti del condotto e con il gas, e questi contributi possono avere un'influenza significativa sul
fenomeno conduttivo tra il sensore e le pareti stesse.
Alla luce di quanto detto, risulta un po' più complessa la definizione di incertezza nelle misure di
temperatura. Questa infatti, secondo la corrente definizione metrologica, è da intendersi come la
differenza tra il "valore osservato" (fornito dal sensore) ed il "valore ritenuto vero" (true value)
della grandezza da misurare. Il "valore osservato" risulta di facile identificazione: è il valore
della temperatura fornita dallo strumento di misura dopo le opportune correzioni e/o
compensazioni. Il "valore ritenuto vero", invece, è indubbiamente qualcosa di meno concreto e
di difficile individuazione. A conferma di ciò, si consideri nuovamente l'esempio
precedentemente introdotto riguardante la misura della temperatura di una corrente gassosa
- III.3 -
Cap III - Problematiche di misura della temperatura
effettuata per mezzo di una termocoppia. Esistono almeno quattro temperature che potrebbero
essere scelte come "valore ritenuto vero" della temperatura:
- T1: la temperatura del giunto della termocoppia. In questo caso verrebbero considerate solo le
incertezze "strumentali", e cioè le componenti accidentali e sistematiche di ogni elemento
costituente la catena di misura del sistema; la correzione in questo caso sarebbe quella
derivante da una appropriata procedura di taratura;
- T2: la temperatura del gas nel punto in cui è collocato il giunto di misura della termocoppia.
In questo caso nella lista delle possibili incertezze occorre aggiungere quelle derivanti
dall'interazione sensore-ambiente di misura (l'irraggiamento termico, la velocità del fluido e la
convezione forzata, la conduzione attraverso lo stelo). La temperatura del gas deve pertanto
essere dedotta dalla temperatura fornita dal sensore, introducendo le correzioni relative alle
suddette incertezze di misura. Tali correzioni, a loro volta, sono affette dal grado di
approssimazione con cui sono stati descritti i problemi di trasmissione del calore, e quindi
dalle incertezze con cui sono stati valutati i coefficienti di scambio termico;
- T3: la temperatura che il gas avrebbe nel punto in cui è collocato il giunto di misura della
termocoppia se il sistema di misura non disturbasse la distribuzione di temperatura. In questo
caso ogni disturbo sul sistema introdotto dallo strumento di misura deve essere individuato e
corretto. L'usuale raccomandazione di utilizzare un sensore il più piccolo possibile
(relativamente all'ambiente di misura) è infatti rivolta a minimizzare questo disturbo
(rendendo ad esempio minimo l'effetto di "bloccaggio" della sonda);
- T4: la temperatura media di massa che il gas nel condotto avrebbe, nel punto di
posizionamento del giunto della termocoppia, se il sistema di misura non disturbasse sia la
distribuzione di temperatura che quella di velocità. In questo caso gli effetti delle alterazioni
subite sia dal campo termico che da quello fluidodinamico devono essere aggiunti alla lista
- III.4 -
Cap III - Problematiche di misura della temperatura
delle possibili fonti di incertezza, e, di conseguenza, devono essere introdotti opportuni
fattori di correzione.
Nel presente capitolo viene fornita un'analisi semplificata delle incertezze non strumentali (e
cioè non imputabili alle qualità metrologiche proprie del sensore) connesse alle misure di
temperatura. Va, peraltro, ribadito che alcune delle incertezze connesse ai fenomeni di
trasmissione del calore possono essere corrette, sia attraverso un'attenta progettazione della
sonda di misura, sia mediante un'approfondita analisi degli effetti di installazione. Ad esempio, i
coefficienti di scambio termico convettivo possono essere incrementati andando ad aumentare
localmente la velocità del fluido che lambisce il termometro, oppure andando ad intervenire sulla
forma e sulle dimensioni del sensore stesso. Gli scambi radiativi con le superfici circostanti
possono essere ridotti schermando opportunamente il sensore.
L'obiettivo dell'analisi nel seguito riportata è quello di fornire formule e relazioni di calcolo, più
o meno precise, che consentano di correggere il segnale di uscita del termometro. Tuttavia, nella
realtà i problemi di trasmissione del calore presenti durante una misura di temperatura spesso
sono piuttosto complessi e di difficile trattazione analitica. Nonostante la ormai ampia e diffusa
disponibilità di sistemi elettronici di elaborazione numerica, di fatto si preferisce adottare
modelli analitici semplificati, di maggiore facilità e rapidità di impiego. Pertanto, si può
affermare che un realistico obiettivo di tale analisi sia l'individuazione degli ordini di grandezza
delle incertezze in gioco nelle misure di temperatura.
3.1 Scopo della misura di temperatura
La scelta del sensore di temperatura più idoneo deve essere condotta tenendo ben presente i
requisiti imposti dal caso specifico. Ad esempio, un termometro a dilatazione (a riempimento di
fluido) per la misura della temperatura ambientale posizionato in prossimità di una finestra, in
una fredda giornata invernale, fornisce una misura influenzata dai seguenti fenomeni:
- III.5 -
Cap III - Problematiche di misura della temperatura
1. dall'irradiazione termica che, attraverso la finestra, si instaura tra il termometro e l'ambiente
esterno (per ridurre tale effetto in genere si provvede ad una schermatura del bulbo del
termometro, per mezzo di un'opportuna camicia forata);
2. dalla convezione naturale generata dal termosifone, solitamente situato sotto la finestra stessa
(moti convettivi ascensionali in prossimità della superficie del corpo scaldante, e moti
convettivi discendenti nelle zone in cui avviene il mescolamento con aria a temperatura
inferiore);
3. dalla conduzione che si può instaurare tra il bulbo e la parete su cui il termometro è fissato
(anche questo effetto può essere ridotto dalla presenza di materiale isolante, quale legno o
plastica, su cui è normalmente montato il termometro).
La collocazione del sensore stesso nell'ambito delle correnti d'aria convettive presenti
nell'ambiente deve essere fatta tenendo sempre ben presente qual'è lo scopo precipuo della
misura, ossia individuando quale temperatura dell'aria si intende misurare.
Ad esempio, se si desidera valutare le condizioni di benessere termoigrometrico, occorre
posizionare il sensore là dove sono presenti le persone che occupano il locale, ma in questo caso
il contributo radiativo proveniente dalla finestra non deve essere escluso.
Pertanto, si può affermare che nella scelta e nell'installazione del sensore di temperatura occorre
sempre aver ben presente qual'è lo scopo della misura di temperatura.
3.2 Inerzia termica del sensore
L'immersione di un termometro in un fluido la cui temperatura sia maggiore di quella del
termometro determina un "raffreddamento" localizzato del fluido. In realtà, questo cosiddetto
effetto di raffreddamento è spiegabile con il fatto che, in virtù della differenza di temperatura
esistente tra fluido e sensore, si verifica un flusso termico dal fluido verso il sensore, necessario
per portare quest'ultimo alla temperatura di equilibrio. Questo fenomeno di trasmissione del
- III.6 -
Cap III - Problematiche di misura della temperatura
calore si realizza in un certo intervallo di tempo, durante il quale il sistema è in regime di
transitorio termico. Il suddetto effetto di raffreddamento è proporzionale alla massa (m), al
calore specifico (c) del sensore, nonchè alla variazione della sua temperatura, (T1-T2), tra
l'istante in cui si è realizzata l'inserzione del sensore e l'istante finale (di equilibrio). Pertanto,
l'energia termica che dal fluido viene trasmessa al termometro può essere espressa in termini di
variazione di energia interna:
T2
∆U =
∫ mcdT
(III.1)
T1
Nell'ipotesi in cui il calore specifico può ritenersi costante, la relazione precedente si semplifica:
∆U = mc ( T2 − T1 )
(III.2)
Laddove le dimensioni dell'ambiente di misura siano ridotte, occorre che anche il sensore di
temperatura sia piccolo, al fine di prevenire possibili alterazioni del campo di temperatura del
misurando. La massa ed il calore specifico del termometro devono essere valutati con attenzione;
l'equazione (III.2) può essere utilizzata per determinare l'effetto prodotto dall'inserimento del
sensore sul campo termico dell'ambiente di misura .
In alcuni sistemi, quali ad esempio particolari sistemi biologici, le variazioni di temperatura
prodotte dall'inserimento di un sensore di temperatura possono risultare addirittura critiche. In
altri sistemi, invece, è necessario un lungo intervallo di tempo perchè l'ambiente di misura si
riporti in equilibrio termico, dopo che in esso è stato introdotto un sensore di temperatura.
Pertanto, si può affermare che ogni sensore deve avere un'inerzia termica compatibile con la
specifica applicazione. Ad esempio, nei fenomeni caratterizzati da transitori termici, si dovranno
utilizzare sonde miniaturizzate.
3.3. Incertezze di misura relative all'immersione del sensore
Quando un sensore, come un termometro a stelo, viene introdotto nell'ambiente di misura, si crea
un "percorso" termico conduttivo tra l'estremità libera del sensore stesso e l'estremità fissata alla
- III.7 -
Cap III - Problematiche di misura della temperatura
parete del condotto o del recipiente. Inoltre, possono essere presenti fenomeni di scambio
termico sia di tipo radiativo che di tipo convettivo riguardanti lo stelo del sensore.
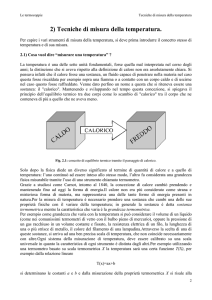
Un modello semplificato per valutare l'incertezza di misura associata all'immersione del sensore
è quello schematizzato in Fig.III.2. Si assuma che il sensore di temperatura sia costituito da un
sottile stelo cilindrico fuoriuscente dalla parete di un condotto, al fine di misurare la temperatura
del fluido contenuto al suo interno. Se il fluido è più caldo del sensore, una potenza termica
viene trasmessa per conduzione attraverso la lunghezza dello stelo alla parete del condotto.
Inoltre, sulla superficie laterale dello stelo è presente anche un fenomeno di scambio termico
superficiale, dovuto all'azione in parallelo di convezione ed irraggiamento.
parete del
condotto
Tf
stelo del
sensore
Ts
Tsens
L
Temperatura
x
Tf
Tsens
Ts
L x
Fig.III.2 - Modello semplificato del comportamento del sensore
- III.8 -
Cap III - Problematiche di misura della temperatura
Nelle ulteriori ipotesi semplificative di: (1) materiale costituente lo stelo omogeneo ed isotropo;
(2) assenza di gradienti radiali di temperatura nello stelo; (3) conduttanza unitaria superficiale
(h=hc+hi) costante ed uniforme su tutta la superficie di scambio, si può scrivere:
kA
d2T
dx
2
= hP ( T f − T )
(III.3)
dove A e P rappresentano, rispettivamente, l'area ed il perimetro della sezione retta dello stelo.
L'area della superficie laterale del cilindro-stelo è stata assunta quale area della superficie di
scambio termico tra sensore e fluido, avendo trascurato, per comodità, l'area dell'apice dello
stelo.
La relazione (III.3) può essere riscritta (Fig.III.2):
h 2 πr ( T f − T ) 2 h
d 2 T hP
(T f − T ) =
=
(T f − T )
=
rk
rk
dx 2
πr 2 k
(III.4)
Risulta a questo punto conveniente introdurre φ=(Tf-T); la (III.4) pertanto diventa:
d2φ
dx
2
=
2h
φ
rk
(III.5)
L'integrale generale dell'equazione differenziale (III.5) è:
φ = C 1e
( 2 h / rk ) x
+ C2 e −
( 2 h / rk ) x
(III.6)
Se lo stelo è molto sottile, si possono considerare trascurabili gli scambi termici in
corrispondenza dell'estremità libera (il che equivale ad adottare il modello di aletta di lunghezza
finita con estremità termicamente isolata). In tal caso la pendenza del profilo di temperatura
lungo lo stelo (Fig.III.2) presenta una tangente orizzontale (dt/dx=0) all'estremità libera dello
stelo stesso. Una condizione al contorno in questo caso è
dφ
=0
,
x=L
dx
Derivando la (III.6) ed applicando la (III.7) si ottiene:
dφ
2 h ( 2 h / rk ) L
= C1
− C2
e
dx
rk
- III.9 -
2h −
e
rk
(III.7)
( 2 h / rk ) L
=0
(III.8)
Cap III - Problematiche di misura della temperatura
In corrispondenza della parete del condotto, dove x=0, si ha s=Tf-Ts: sostituendo questa
ulteriore condizione al contorno nella (III.6) si ha
φ s = (T f − Ts ) = C1 + C 2
(III.9)
Dividendo la relazione (III.6) per la relazione (III.9) e sostituendo i valori delle costanti di
integrazione C1 e C2 derivanti dall'equazione (III.8), si ricava:
φ e
=
φs
( 2 h / rk ) ( L− x )
e
( 2 h / rk ) L
+ e−
+e
( 2 h / rk ) ( L − x )
− ( 2 h / rk ) L
=
[ ( 2h / rk ) ( L − x )]
cosh[ ( 2 h / rk ) L ]
cosh
(III.10)
All'estremità libera (x=L), dove di solito è posto l'elemento sensibile del termometro, l'incertezza
nella misura della temperatura si ricava dalla relazione (III.10):
T f − Ts
φs
φ i = T f − T sen s =
=
cosh ( 2 h / rk ) L
cosh ( 2 h / rk ) L
[
]
[
]
(III.11)
dove Tsens rappresenta la temperatura del sensore.
Dalla (III.11) si ricava che l'incertezza dovuta all'inserzione del sensore è direttamente
proporzionale alla differenza tra la temperatura del fluido e quella della superficie del condotto
(Tf-Ts). Pertanto riducendo il gradiente termico tra le due estremità del sensore si riduce l'entità
di questa incertezza. Spesso risulta conveniente isolare termicamente l'attacco del sensore alla
parete della tubazione di processo. Inoltre, dalla (III.11), si deduce che è opportuno ridurre sia il
raggio dello stelo sia la sua conducibilità termica; analogamente è consigliabile aumentare la
conduttanza unitaria superficiale così come la lunghezza dello stelo. Talvolta il coefficiente di
scambio h viene incrementato aumentando la velocità con cui il fluido investe il sensore, tramite
un opportuno restringimento della sezione del condotto.
Da quanto esposto precedentemente si deduce che la valutazione dell'incertezza associata
all'immersione nell'ambiente di misura del sensore non può che essere approssimata. Le ipotesi
semplificative poste alla base del modello teorico sopra esposto talvolta si discostano
significativamente dalla realtà dei fatti: la geometria del sensore spesso non è ragionevolmente
riconducibile a quella cilindrica, così come l'ipotesi di stelo molto sottile non sempre trova
effettivo riscontro pratico. Pertanto, anzicchè ricorrere ad un'analisi teorica come quella qui
- III.10 -
Cap III - Problematiche di misura della temperatura
esposta, si può ricorrere ad una determinazione sperimentale dell'incertezza di immersione.
Durante la procedura di taratura, infatti, si fa variare la profondità di immersione del termometro
fino a quando non si rilevano variazioni significative del segnale di misura.
Quando invece la termosonda ben si adatta al modello di stelo lungo e sottile, le correzioni da
apportare alla misura di temperatura tramite la (III.11) risultano soddisfacenti.
In questo paragrafo si riporta lo studio dei fenomeni di scambio termico presenti sia nel caso di
singolo filo con isolante, che nel caso di doppio filo. Entrambi i modelli risultano utili nel caso
in cui il sensore di temperatura sia una termocoppia.
Nel caso di singolo filo con isolante (Fig.III.3) si assumono le seguenti ipotesi di base al
modello:
•
nello strato di isolante il flusso termico assiale (conduttivo) si considera nullo; pertanto nel
suddetto strato di isolante il flusso termico è solo di tipo radiale (T=T(r));
•
nel filo metallico non vi sono gradienti radiali di temperatura, e cioè la temperatura varia
solo lungo l'asse del conduttore (T=T(x)).
Onde evitare confusione, nel seguito si indicheranno col pedice "f" le grandezze riferite al fluido,
col pedice "w" (dall'inglese wire) quelle riferite al filo metallico, e con "i" le grandezze riferite
all'isolante.
In base a quanto detto, la potenza termica conduttiva assiale nel filo può esprimersi come:
dT
Qx = −k w A w
(III.12)
dx
dove con kw e Aw si sono indicate rispettivamente la conducibilità termica e l'area della sezione
retta del filo.
Il flusso termico conduttivo radiale, espresso per unità di lunghezza, è dato dalla:
dQ r
2πk i ( T − Ts )
=
dx
ln( ri / rw )
(III.13)
ove con Ts si è indicata la temperatura sulla superficie esterna dello strato di isolante (Fig.III.3),
e con ki la conducibilita termica dell'isolante stesso.
- III.11 -
Cap III - Problematiche di misura della temperatura
zona isoterma
filo
isolante
rw
ir
Ts
x
sensore
Fig. III.3 - Schama cavo isolato di in sensore di temperatura
In condizioni di regime permanente, il flusso termico radiale espresso dalla (III.13) deve essere
uguale a quello che per convezione e/o irraggiamento lascia la superficie esterna dell'isolante:
dQ r = h (2π ri dx )( Ts − T f )
(III.14)
avendo indicato con h la conduttanza unitaria superficiale (introducendo un'ulteriore ipotesi
semplificativa si potrebbe trascurare l'irraggiamento termico e considerare h solo come
coefficiente di scambio termico convettivo).
Combinando la (III.13) e la (III.14) si ottiene:
T − Tf
dQr
=
dx
R
(III.15)
dove (T-Tf) rappresenta la differenza di temperatura tra il filo ed il fluido, avendo posto
ln( ri / rw )
1
R=
+
(III.16)
h2 π ri
2 πk i
La (III.16) esprime la resistenza globale, somma delle due resistenze in serie, quella superficiale
e quella conduttiva.
Attraverso le relazioni (III.12), (III.15) e (III.16) è possibile studiare e risolvere il problema del
filo singolo con isolante. In realtà la relazione (III.12) tende a sottostimare il flusso conduttivo
- III.12 -
Cap III - Problematiche di misura della temperatura
assiale. Una relazione alternativa, che valuti meglio la potenza termica assiale Qx, si ottiene
sostituendo al prodotto kwAw della (III.12) la seguente grandezza
kA = k w Aw + k i Ai
(III.17)
In pratica, per le termocoppie sono di solito costituite da due fili metallici, ognuno dei quali è
ricoperto da isolante, a loro volta racchiusi in un ulteriore strato di isolante, così come
schematizzato in Fig.III.4. I fili metallici costituenti una termocoppia, in genere, hanno identici
raggi (rw), ma differenti conducibilità termiche (kw1, kw2). Ipotizzando che, per una fissata
ascissa assiale x, i due fili abbiano la medesima temperatura, la potenza termica conduttiva
assiale può scriversi come (ritenendo, come già fatto in precedenza, trascurabile la conduzione
assiale lungo l'isolante):
Q x = − kA
dT
dx
(III.18)
dove
kA = ( k w1 + k w 2 ) A w
isolante del filo
filo 1
(III.19)
filo 2
Ts
L2
r
w
rw
guaina
esterna
isolante
L1
Fig.III.4.Schema di massima cavo di una termocoppia
- III.13 -
Cap III - Problematiche di misura della temperatura
La conduzione in senso radiale, o trasversale, dai fili verso la superficie esterna della guaina
(Fig.III.4), può studiarsi assimilando l'intera termocoppia ad un modello geometrico composto
da un cilindro costituito da un conduttore centrale e da uno strato anulare di isolante. In questa
ipotesi, si possono indicare con r1 e r2 rispettivamente il raggio interno e quello esterno del
cilindro costituente il modello geometrico (Fig.III.4):
r1 = 2 rw
r2 =
L1 + L2
4
(III.20)
Pertanto il flusso conduttivo radiale attraverso lo strato di isolante, per unità di lunghezza, può
esprimersi con una relazione del tutto simile alla (III.13):
dQr
2 πk i ( T − Ts )
=
ln( r2 / r1 )
dx
(III.21)
Per quanto riguarda lo scambio termico superficiale sulla superficie esterna della guaina isolante,
questo può essere ancora descritto dalle relazioni (III.15) e (III.16) che, con le opportune
sostituzioni, forniscono:
T − Tf
dQr
=
dx
R
ln( r2 / r1 )
1
R=
+
h2 π r2
2 πk i
(III.22)
(III.23)
3.4. Misure di temperatura in solidi: temperatura superficiale di un solido relativamente
grande.
Esistono vari modelli fisici atti a valutare le incertezze che si commettono quando si effettuano
le misure di temperatura di solidi, in regime stazionario. Tipicamente esistono tre diverse
situazioni di misura della temperatura che possono incontrarsi nella pratica: valutazione della
temperatura superficiale di un solido di notevoli dimensioni (rispetto alla termosonda), misura
con una termosonda (di solito termocoppia) annegata nel pezzo solido, misura della temperatura
di una lastra sottile. Di queste, nel seguito verrà trattata, per brevità, solo la prima situazione. Per
ulteriori approfondimenti si consultino i riferimenti bibliografici.
- III.14 -
Cap III - Problematiche di misura della temperatura
In Fig.III.5
viene schematicamente raffigurata la situazione relativa alla misura della
temperatura superficiale, Ts, di un corpo solido relativamente grande, per mezzo di un sensore "a
contatto". Il giunto caldo (o di misura) di una termocoppia è reso solidale alla superficie del
corpo solido; l'installazione della termocoppia si ritiene essere molto accurata, in modo da poter
trascurare la resistenza di contatto. Si suppone che i fili della termocoppia passino attraverso un
ambiente contenente un fluido alla temperatura Tf, diversa da Ts.
Questa configurazione del sensore di temperatura, come si vedrà nel seguito, può alterare il
campo termico del solido nel punto di contatto con la superficie, dando luogo ad errate
informazioni.
Se la temperatura del fluido (normalmente aria) che lambisce la parete solida è inferiore a quella
superficiale del solido, la termocoppia favorisce un flusso termico conduttivo dalla superficie del
solido verso l'esterno. In molti casi la quantità di energia termica sottratta alla superficie solida
per unità di tempo e per unità di area (e cioè il flusso termico) dalla termocoppia è
sostanzialmente maggiore di quella corrispondente agli scambi termici convettivi tra la
superficie solida ed il fluido.
Conseguentemente, nel solido si generano gradienti termici che causano flussi termici verso il
giunto di misura della termocoppia. Quanto maggiore è il flusso termico, tanto minore sarà la
temperatura del giunto di misura: ne consegue che la termocoppia leggerà valori della
temperatura della superficie inferiori a quelli reali, ossia la sottostimerà.
- III.15 -
Cap III - Problematiche di misura della temperatura
Tf
Ts
Fig.III.5 - Schema di misura della temperatura di un corpo solido per contatto
Al contrario, se la temperatura del fluido è maggiore di quella del solido, allora la termocoppia
fungerà da conduttore attraverso cui il flusso termico fluisce all'interno del corpo solido,
generando pertanto un locale incremento della temperatura superficiale. Corrispondentemente, la
termocoppia sovrastimerà.
Si indichino con Ts la temperatura della superficie del solido (in assenza della termocoppia), con
Ttc la temperatura rilevata dalla termocoppia, e con r1 il raggio della sezione retta circolare dei
fili costituenti la termocoppia (essendo questa costituita da due fili, ciascuno di raggio rw, allora
r1 sarà: r1=⎟2 rw). Per semplicità di trattazione si suppone, inoltre, che la temperatura della
sezione circolare di contatto tra il giunto di misura della termocoppia e la superficie del solido
sia uniforme, e pari a Ttc. Se i fili della termocoppia sono isolati, il raggio esterno equivalente
dell'isolante r2 è espresso dalla (III.20).
La grandezza kA, per la conduzione assiale lungo i fili della termocoppia, così come la
resistenza globale R, riferita allo scambio termico in direzione radiale, sono state già introdotte
nel precedente paragrafo.
Inoltre, la lunghezza dei fili della termocoppia viene indicata con L, la conducibilità termica del
solido con ks e il coefficiente di scambio termico convettivo tra superficie solida e fluido con hs.
I risultati di questa analisi possono essere descritti attraverso tre gruppi adimensionali. Il primo
di questi rappresenta l'incertezza di misura della temperatura adimensionalizzata:
- III.16 -
Cap III - Problematiche di misura della temperatura
Ts − Ttc
Ts − T f
(III.24)
Al numeratore dalla (III.24) compare proprio l'incertezza di misura (Ts-Ttc), mentre a
denominatore compare la differenza di temperatura caratteristica del problema (Ts-Tf).
Il secondo gruppo dimensionale è definito come:
−
kA / R tanh( kAR )
πr1 k s
1
2
L
(III.25)
In molte applicazioni la lunghezza dei fili L è sufficientemente grande, tale da poter considerare
la tangente iperbolica (tanh) uguale ad 1.
Infine, il terzo gruppo adimensionale è il numero di Biot del solido:
hsr1
ks
(III.26)
I risultati dell'analisi delle incertezze sono presentati nei diagrammi di Fig.III.6. Il modulo del
gruppo in ascissa (III.25) fornisce una misura della conduttanza della termocoppia rispetto a
quella del solido. L'analisi della Fig.III.6 mostra che, per un assegnato valore del numero di Biot,
l'incertezza di misura è accentuata quando la termocoppia possiede una conduttanza
relativamente alta rispetto a quella del solido. D'altra parte, l'incertezza di misura risulta essere di
minor importanza quando la conduttanza del solido è maggiore di quella della termocoppia.
Resta infine da osservare che l'incertezza di misura adimensionalizzata può assumere valori
negativi sotto certe particolari condizioni: ciò accade in quelle sfortunate situazioni in cui la
termocoppia funziona da isolante anzicchè come conduttore.
- III.17 -
Cap III - Problematiche di misura della temperatura
0.20
0
TS -Tf
T S-Ttc
0.15
0.1
0.25
0.5
0.75
1
1.25
1.5
1.75
0.10
2
0.05
0
0
0.4
0.8
1.2
1.6
2.0
2.4
1.0
hS r1
=0
kS
0.6
TS -Tf
T S-Ttc
0.8
0.75
0.5
0.25
1
2
0.4
4
7
0.2
10
0
-0.2
0
2
4
6
8
10
kA/R
πr 1kS
12
tanh
14
16
kA/R
Fig.III.6 - Analisi dell'incertezza di misura della temperatura
3.5. Misure di temperatura in fluidi in movimento
In un fluido in moto, un sensore di temperatura che si muova insieme alla corrente fluida,
leggerà un valore differente da quello letto da un sensore fermo rispetto alla corrente stessa, in
quanto l'energia cinetica del fluido, nell'impatto con la termosonda, incrementerà il valore locale
della temperatura del fluido stesso. Ovviamente, tale incremento sarà tanto maggiore quanto
maggiore sarà il contributo cinetico della corrente (e cioè quanto maggiore sarà il numero di
Mach, Ma). Al di sotto di certi valori di Ma, questo effetto può essere ragionevolmente
trascurato.
Nell'ipotesi di misure di temperatura in regime stazionario, uno schema del tutto generico del
problema è riportato in Fig.III.7. I fili, od il supporto, del sensore (ad esempio una termocoppia)
- III.18 -
Cap III - Problematiche di misura della temperatura
sono solidali ad una parete la cui temperatura è Tp. La temperatura del fluido indisturbato (ossia
inarrestato, a monte della sonda) è Tf , detta anche "temperatura statica". Nell'ipotesi che gli
effetti cinetici siano trascurabili (piccoli numeri di Mach), a causa della conduzione termica nei
fili (o nel supporto), la temperatura letta dal giunto di misura della termocoppia sarà compresa
tra Tp e Tf .
Se la corrente fluida è costituita da un gas piuccheperfetto ad elevata velocità, gli effetti cinetici
giocano un ruolo fondamentale nel problema in esame. In tal caso, infatti, il fluido, arrestato
completamente dalla sonda secondo una trasformazione adiabatica, assume (nella parte anteriore
della sonda, ed in particolare lungo la generatrice di ristagno) una temperatura, To, detta
temperatura "totale" o "di ristagno":
γ −1
⎤
⎡
T0 = T f ⎢1 +
Ma 2 ⎥
2
⎦
⎣
(III.27)
dove è il rapporto tra i calori specifici (cp/cv) e Ma è il numero di Mach (Ma = v/c, definito
come il rapporto tra la velocità v del fluido e la velocità locale c del suono, riferita alla
temperatura del fluido indisturbato: c = ⎟RTf).
Tp
L
x
Tf
T sens
Fig. III.7 - Misura della temperatura di un fluido in moto
- III.19 -
Cap III - Problematiche di misura della temperatura
Va a questo punto precisato che, in generale, il sensore non misura la temperatura di ristagno,
To. Infatti, la temperatura misurata dalla sonda, nell'ipotesi che questa si comporti
adiabaticamente, è la temperatura "adiabatica di parete", o "temperatura di recupero", Tr:
γ −1
⎡
⎤
Tr = T f ⎢ 1 + r
Ma 2 ⎥
2
⎣
⎦
dove il fattore di recupero, r, è così definito:
Tr − T f
r=
T0 − T f
(III.28)
(III.29)
Tale fattore dipende dalle proprietà diffusiva, termica e viscosa del fluido. Nel campo di numeri
di Prandtl compresi tra 0,7 e 13 esso è approssimativamente esprimibile come:
r = Pr
(III.30)
Per i casi di fili rispettivamente ortogonali e paralleli al vettore velocità del fluido, sono stati
valutati sperimentalmente i seguenti valori del fattore di recupero in aria:
r = 0,68 ± 0,07 per fili ortogonali;
r = 0,86 ± 0,09
per fili paralleli
Nel caso limite di Pr=1, ovviamente To=Tr; per gli aeriformi (Pr ≅ 0,7) l'ordine di grandezza del
fattore di recupero è unitario.
Nell'ipotesi, realistica, di non trascurabilità degli effetti conduttivi lungo lo stelo della
termocoppia, ricordando quanto già esposto in precedenza sull'effetto aletta, si può scrivere:
Ttc − Tr
1
(III.31)
=
1
Tp − Tr
−
cosh( kAR ) 2 L
che, insieme alla (III.29), consente di risalire dal valore misurato Ttc alla temperatura del fluido
Tf. La temperatura Ttc misurata dalla termocoppia sarà quindi compresa tra Tp e Tr.
La (III.31) è stata ricavata nelle ipotesi di trascurabilità delle variazioni dei coefficienti di
scambio termico, del fattore di recupero e della temperatura del fluido lungo i fili (o il supporto)
della termocoppia. In realtà i moderni sensori di temperatura, grazie al loro elevato grado di
- III.20 -
Cap III - Problematiche di misura della temperatura
miniaturizzazione, limitano gli effetti dovuti all'arresto della corrente fluida, per cui gli
scostamenti tra l'effettiva temperatura del fluido e quella letta dal sensore stesso possono essere
minori di quelli previsti dalla (III.31).
Per ridurre le incertezze di misura dovute all'immersione della sonda in fluidi in movimento, è
consigliabile installare il sensore di temperatura in un gomito. In tal caso, i supporti sono
riscaldati (o raffreddati) dal fluido incrementando (o diminuendo) la loro temperatura in modo da
ridurre il gradiente di temperatura dal sensore (parte sensibile o giunto) verso i supporti, e di
conseguenza anche l'incertezza di misura.
3.5. Incertezze di misura connesse allo scambio termico radiativo
Lo scambio radiativo con un sensore può alterare il valore indicato della temperatura.
Normalmente, un sensore è posizionato in un ambiente convettivo, con pareti più fredde:
pertanto è possibile che si verifichi uno scambio termico radiativo netto dal sensore verso le
pareti del locale. Poichè non vi sono le condizioni per poter considerare nere le superfici
interessate al fenomeno, bisogna considerare le emittenze sia del sensore che delle pareti.
Il flusso termico radiativo, qrad , in accordo con la legge di Stefan-Boltzmann, può esprimersi
come:
q rad = σ ( ε c Tc4 − ε f T f4 )
(III.32)
dove con si è indicata la costante di Stefan-Boltzmann, con l'emittenza delle superfici supposte
grigie, con T la temperatura assoluta, e riferendo gli indici "c" e "f" rispettivamente alle superfici
calda e fredda (in genere, alla luce di quanto detto, la superficie calda è quella del sensore e
quelle fredde sono le pareti dell'ambiente).
Una scrittura alternativa alla relazione (III.32) è quella che esprime il flusso termico radiativo in
termini del coefficiente di scambio termico radiativo, hrad:
q rad = hrad (T c − T f )
Combinando le (III.32) e (III.33) si ha
- III.21 -
(III.33)
Cap III - Problematiche di misura della temperatura
hrad =
σε( Tc4 − T f4 )
Tc − T f
(III.34)
Se la differenza di temperatura (Tc - Tf) è piuttosto piccola rispetto a Tf, allora hrad può
esprimersi come:
hrad ≈ 4εσ T f3
(III.35)
La radiazione termica incidente sulla superficie del sensore (e/o dei suoi fili o supporti)
generalmente proviene da superfici solide (come ad esempio le pareti di un condotto) o dal gas
adiacente. Molti gas comuni (aria, azoto, ossigeno, etc.) virtualmente non partecipano allo
scambio radiativo, se non a temperature molto elevate. Altri gas (vapor d'acqua, anidride
carbonica) partecipano invece già a temperature intermedie. Tra i gas più attivi nello scambio
termico radiativo si annoverano i gas combusti ed i flussi gassosi contenenti particolato solido
sospeso.
Nei casi in cui si prevede che i fenomeni radiativi alterino significativamente la misura di
temperatura, conviene proteggere il sensore con un opportuno schermo, in modo da ostruirne la
"vista" con le superfici solide.
La potenza termica scambiata convettivamente con la superficie del sensore deve, in condizioni
di regime stazionario, uguagliare gli scambi radiativi, nell'ipotesi che la potenza termica
conduttiva sia trascurabile e che il gas presente nell'ambiente sia trasparente. In tal caso si potrà
scrivere:
4
4
Qconv = hc A (T f − Tsen s ) = Qrad = σA ( ε sen s Tsen
s − ε p Tp )
(III.36)
dove Tf è la temperatura del fluido, Tsens è la temperatura del sensore e Tp è la temperatura
delle pareti della cavità.
Risolvendo la (III.36) rispetto alla differenza di temperatura tra fluido e sensore si ha:
σ
4
4
T f − Tsen s =
( ε sen s Tsen
s − ε pTp )
hc
(III.37)
Dalla (III.37) si deduce che l'incertezza di misura dipende principalmente dal coefficiente di
scambio termico convettivo, hc, dalla quarta potenza della temperatura del sensore, T4sens, e
- III.22 -
Cap III - Problematiche di misura della temperatura
dalla sua emittenza (sens). Incrementando hc e riducendo, per quanto possibile, sens si ridurrà
conseguentemente l'incertezza di misura. Appare comunque evidente dalle (III.36) e (III.37) che
piccoli valori dell'emittenza del sensore e delle pareti (come ad esempio nel caso di superfici
lucide o speculari) riducono in ogni caso gli effetti radiativi.
- III.23 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
METODI DI MISURA DELLA TEMPERATURA
La termometria é un settore consolidato della metrologia, anche se l'innovazione
tecnologica rende spesso disponibili sul mercato nuovi sensori e strumenti che possono
trovare anche applicazione nel settore industriale (termoresistenze miniaturizzate, sensori a
fibra ottica, termometri all'infrarosso). Nella pratica industriale prevale in genere l'uso di
strumenti tradizionali poco sofisticati e soprattutto di non elevato costo. La scelta é per lo più
limitata, vista la semplice trasducibilità elettrica dei relativi segnali, a termocoppie e
termometri a resistenza.
Una prima suddivisione tra i differenti metodi di misura utilizzati nel controllo di processo
e negli impianti civili ed industriali é quella che distingue tra:
-
metodi basati su fenomenologie di tipo elettrico;
-
metodi classici non elettrici.
Una tale suddivisione, anche se netta, non consente di effettuare i necessari confronti
applicativi. Per tale motivo è opportuno operare ulteriori differenziazioni tra i sensori sulla
base dei singoli principi di misura e delle tecnologie utilizzate, individuando famiglie aventi
caratteristiche metrologiche ed impiantistiche omogenee. Tutto ciò anche allo scopo di poter
effettuare le considerazioni necessarie per la scelta ottimale del sensore più idoneo alle
proprie esigenze.
In Tab. IV.1 e IV.2 vengono riportati i principi di misura e le principali caratteristiche dei
sensori di temperatura maggiormente utilizzati
.1 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Tab.IV.1 Principi di misura
TIPO
PRINCIPIO
FISICO
Termometro a
liquido
dilatazione
termica
Termometro a
gas
legge dei gas
perfetti
Termometro a
vapore
Termometro
bimetallico
Termometro a
resistenza
Termistore
Termocoppia
GRANDEZZA
TRASDOTTA
SENSORE
STRUMENTO
ASSOCIATO
spostamento del mercurio, toluene capillare graduato
liquido
o alcool etilico,
bulbo e capillare
pressione gas
gas in bulbo e
manometro
capillare
variazione della tensione vapore vapore saturo in
manometro
pressione del
bulbo metallico e
vapore saturo con
capillare
la temperatura
differente
differente
due placchette
amplificatore
dilatazione
dilatazione
aderenti e avvolte
meccanico
termica
metalli
a spirale o elica
variazione della resitenza elettrica fili di platino,
ponte in DC o
resistenza dei
rame, nickel, etc.
AC,
conduttori
potenziometro,
voltmetro
comparatore
variazione della
resistenza
semiconduttore
multimetro
resistenza dei
elettrica
semiconduttori
effetto Seebeck
f.e.m.
coppia
potenziometro,
termoelettrica
millivoltmetro
Termometro a
radiazione
monocromatico
(automatico o
manuale)
Termometro a
radiazione
ad infrarosso
legge di Planck
f.e.m.
legge di Planck
f.e.m.
Termometro a
radiazione
totale
legge di StefanBoltzmann
f.e.m.
Termometro a
radiazione
bicolore
legge di Planck
(rapporto delle
radiazioni)
f.e.m.
.2 -
fotodiodo,
ottica, lampada a
fotomoltiplicatoro filamento, filtro
occhio umano monocromatore,
servo sistema aut.
o man.
fotodiodo o
ottica, filtro
fotoconduttore
ottico,
millivoltmetro o
potenziometro
termopila,
ottica, voltmetro
bolometro o
o potenziometro
sensore
piroelettrico
fotodiodo o
ottica, filtri,
fotomoltiplicatore
voltmetro
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Tab.IV.2- Caratteristiche dei sensori di temperatura
Sensori a Contatto
Principio di misura
termometri a bulbo
termometri a riempimento
termometri bimetallici
termometri a resistenza
termistori
termocoppie
Caratteristiche
principio: dilatazione liquido
campo: -50÷400°C
(in funzione del
liquido)
incertezza: 0.05-2°C
uscita: meccanica
norme UNI 6893
principio: variazione pressione
di gas, vapore, liquido
campo: -50÷600°C
incertezza: 1-2°C
uscita: meccanica
norme UNI- CTI 9010
principio: dilatazione di
solidi
campo: 0÷600
incertezza: 1-5°C
uscita:: meccanica
norme UNI- CTI 9010
principio: variazione
resistenza
elettrica di metalli
campo -250÷850°C
incertezza: 0.01-0.1°C
uscita: elettrica
norme UNI-7937, IEC 751
principio: variazione
resistenza
elettrica di
semiconduttori
campo -100÷200°C
incertezza: 0.5-1°C
uscita: elettrica
principio: effetto Seebeck
campo <350°C (T)
<900°C(E)
incertezza: 0.5÷5°C
uscita: elettrica
norme UNI-CTI 7938
IEC 584-1/2/3
.3 -
Vantaggi/ Svantaggi
Vantaggi
- elevata stabilità
Svantaggi
- elevata costante di tempo
- campo di misura ridotto
Vantaggi
- lettura a distanza
Svantaggi
- elevata costante di tempo
- problematiche installazione
Vantaggi
- basso costo
Svantaggi
- scarsa precisione
- non utilizzabili a distanza
Vantaggi
- elevata affidabilità
- linearità
Svantaggi
- elevato costo
- elevata costante di tempo
Vantaggi
- basso costo
- elevata sensibilità
Svantaggi
- autoriscaldamento
Vantaggi
- basso costo
- piccola costante di tempo
Svantaggi
- non linearità
- bassa sensibilità
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Sensori a Distanza
Principio di misura
termometri monocromatici
termometri all'infrarosso
Caratteristiche
Vantaggi/ Svantaggi
principio radiazione emessa
nel visibile
campo -800÷5000°C
incertezza: 1-10°C
uscita: elettrica
principio radiazione emessa
nell'infrarosso
campo -50÷3000°C
incertezza: 1-10°C
uscita: elettrica
principio: radiazione totale
campo: 0÷2000°C
incertezza: 1-10°C
uscita: elettrica
Vantaggi
- misure a distanza
- piccole costanti di tempo
Svantaggi
- dip. emissività e elev. costo
Vantaggi
- misure a distanza
- piccole costanti di tempo
Svantaggi
- dip. emissività e elev. costo
Vantaggi
- misure a distanza
- medio costo
Svantaggi
- elevate costanti di tempo
- dipendenza propr. emissive
termometri a radiazione totale
(sensore termico)
Sono di tipo non elettrico i sensori basati su:
-
la variazione di pressione di un gas ( a volume costante) al variare della temperatura.
-
la variazione di volume di un liquido al variare della temperatura.
-
la variazione della pressione di un vapore al variare della temperatura.
-
la variazione delle dimensioni di un solido al variare della temperatura (Termometri
bimetallici).
Sono invece di tipo elettrico i sensori basati su:
-
la variazione della resistenza elettrica di un metallo e di un non metallo al variare della
temperatura (Termometri a resistenza-Termistori).
-
la variazione della f.e.m. ai capi di un circuito termoelettrico costituito da due metalli
differenti al variare della temperatura (Termocoppie).
-
la misura della temperatura di un corpo tramite la misura della radiazione emessa nel
campo del visibile o dell'infrarosso (Pirometri ottici-Termometri all'infrarosso).
.4 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
-
la misura della temperatura di un corpo tramite la misura della radiazione totale emessa
(termometri a radiazione totale).
Una seconda classificazione dei sensori di temperatura può essere effettuata sulla base del
campo di applicazione consigliato per ciascun metodo. Ma la classificazione che sembra
essere migliore è quella che divide tra loro:
-
i metodi di misura per contatto (termometri a dilatazione di gas, liquidi e solidi,
termocoppie, termometri a resistenza, termistori);
-
i metodi di misura a distanza (termometri a radiazione ottici, termometri all'infrarosso,
termometri a radiazione totale, termometri bicolore).
Questa classificazione è da considerarsi, insieme a quella basata sul campo di
applicazione, la più utile per la scelta del tipo di strumento da adottare anche perché le due
metodologie di misura per contatto ed a distanza sono affette da differenti incertezze che ne
determinano una migliore o peggiore affidabilità a seconda del tipo di misura di temperatura
che si va ad effettuare. Infatti la prima metodologia implica, per un corretto funzionamento,
un "intimo contatto" del sensore con il solido, liquido (il contatto in questo caso è
immersione) o gas di cui si vuole misurare la temperatura. Il sensore a contatto "sente
sempre la sua temperatura" e sarà il modello termico del contatto sensore ambiente di misura
(modello che coinvolge tutte le fenomenologie di scambio presenti) a caratterizzare lo
scostamento tra valore letto e valore misurato.
Il sensore a distanza, invece, è sempre un sensore di radiazione e non di temperatura, per
cui la temperatura letta dal sensore a distanza è legata a quella reale della superficie emittente
da un complesso modello termico radiativo che
descrive essenzialmente le proprietà
emissive della superficie di misura e dell'ambiente che si interpone tra sensore e superficie in
modo tale da consentire una valutazione dello scostamento tra ipotesi ideale (sensore puntato
su un corpo nero con mezzo di propagazione completamente trasparente) e situazione reale
(sensore puntato su corpo al più grigio e mezzo di propagazione non completamente
trasparente) .
.5 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Nei capitoli seguenti sono esaminati nel dettaglio solo i sensori classificati di tipo
elettrico, per la ovvia ragione che questi con la prepotente avanzata delle conoscenze nel
campo dell'elettronica e le sempre maggiori esigenze di controllo automatico degli impianti,
sono i metodi industrialmente più adottati e vanno via via sostituendo gli strumenti di tipo
non elettrico che trovano ancora applicazione solo in laboratorio o in specifiche situazioni
industriali in cui è richiesta solo una attività di verifica.
.6 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
TERMOMETRI A RESISTENZA
Le dizioni di termometro a resistenza e termistore appaiono, ad un primo esame, sinonimi
dal momento che, la prima sta genericamente ad indicare un elemento termometrico basato
sulla variazione della resistenza elettrica al variare della temperatura, mentre la seconda, di
origine anglosassone (deriva dalla crasi di "Thermal Sensitive Resistor" in "Thermistor") sta
ad indicare un elemento sensibile che varia fortemente la propria resistenza elettrica al
variare della temperatura. Nella metrologia applicata invece i termini su indicati individuano
due differenti categorie di sensori di temperatura. Il principio di misura comune è quello a
tutti ben noto della variazione della resistenza elettrica di un materiale al variare della
temperatura.
La differenza tra termometro a resistenza e termistore é praticamente legata al tipo di
materiale costituente l'elemento sensibile: un materiale metallico (platino, rame, nichel, ecc.)
nel primo caso ed un semiconduttore (ossidi metallici) nel secondo.
Il termometro a resistenza é generalmente costituito da un elemento metallico filiforme
avvolto o poggiato su di un supporto isolante (framework), il tutto contenuto in una guaina di
protezione dell'elemento sensibile (Fig. V.1). Talvolta per problemi di miniaturizzazione il
sensore è ottenuto per deposizione di un film metallico su di un supporto isolante.
Pozzetto termometrico
(Inconel o acciaio inox)
Elemento
resistivo
Isolatore
ceramico
Polvere
ceramica
.1 -
Sigillante
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Fig.V.1 Assembleggio di un termometro a resistenza industriale ad immersione
In particolare i termometri a resistenza, comunemente indicati con la sigla TRP o con
quella inglese RTD, adottano di norma come elemento sensibile fili di Platino. Tuttavia
esistono sul mercato sensori che impiegano altri metalli quali il palladio, il rame, il nichel, il
tungsteno o in casi particolari leghe metalliche.
La scelta del metallo è essenzialmente legata, oltre che alla lavorabilità in fili sottili, alla
caratteristica di
presentare una legge R=R(T) lineare almeno in un certo intervallo di
temperatura. La legge caratteristica dei termometri a resistenza é pertanto del tipo
R=Ro(1+αT) dove R rappresenta la resistenza elettrica alla generica temperatura T, Ro la
resistenza elettrica alla temperatura di 0˚C ed infine α il coefficiente di temperatura definito
dalla relazione:
α=
R100 − R0
1
1 dR
=
R0
R dT 100°C
Tale coefficiente, che ovviamente é sempre positivo per i metalli,
(V.1)
per i metalli
normalmente adoperati negli RTD risulta pressoché costante al variare della temperatura, e
questo avviene in special modo per il platino in un ampio intervallo (Fig.V.2).
I requisiti che portano a scegliere un materiale per la realizzazione dei termometri a
resistenza sono in generale:
- la costanza delle caratteristiche elettriche nel tempo, anche se il materiale è sottoposto a
cicli termici variabili;
- la riproducibilità della caratteristica: Resistenza/Temperatura;
- l'elevato valore del coefficiente di temperatura α, che è indice della sensibilità del
termometro.
A questi requisiti rispondono molto bene, come detto, il Platino, il Rame ed il Nichel. In
tabella V.1 sono riportate, in termini di campo di applicazione e coefficiente
caratteristiche termometriche di questi metalli.
.2 -
α, le
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
La denominazione dell'elemento sensibile viene composta utilizzando il simbolo chimico
del metallo (i.e. Pt, Cu, Ni) e la resistenza Ro a 0°C dell'elemento stesso (i.e. 25, 100, 1000Ω)
per formare la sigla caratteristica (i.e. Pt100, Ni1000, etc.).
In particolare il platino presenta gli ulteriori vantaggi:
- di essere un metallo nobile poco soggetto a corrosione;
- di essere estremamente duttile e cioè in grado di essere lavorato in fili sottilissimi, senza
che nei fili, ottenuti per estrusione, si instaurino stati tensionali che ne influenzino le
prestazioni;
- di avere un'elevato punto di fusione;
- di poter essere ottenuto in uno stato purissimo, garantendo così una elevata
riproducibilità, fondamentale per un termometro di precisione.
R(T)/R(273,15 K)
5
4
Pt
W
3
Ni
2
Cu
1
0
250
500
750
1000
T, K
Fig.V.2 Curve caratteristiche dei termometri a resistenza
.3 -
1250
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Tab.V.1 Caratteristiche termometriche dei principali metalli
Metallo
Intervallo di temperatura
α [°C-1]
Pt
-220÷800 °C
3,85 10-3
Cu
- 50÷150 °C
4,26 10-3
Ni
- 60÷180 °C
6,17 10-3
Per queste caratteristiche il termometro a resistenza di platino è alla base della Scala
Internazionale delle Temperatura ITS-90, nell'intervallo da 13.8033 K (temperatura del punto
triplo dell'idrogeno) a 1234,93 K (temperatura di solidificazione dell'argento).
In applicazioni industriali, il termometro a resistenza di platino, nel campo -220÷700˚C, è
quello che da maggiore affidabilità. In particolare è possibile raggiungere un'elevata
affidabilità:
±0,02
(nel campo - 50˚C ÷ +150˚C)
±0,1˚C (nel campo -200˚C ÷ +500˚C)
Infine in applicazioni di laboratorio è possibile ottenere mediante tali strumenti prestazioni
anche migliori (strumenti campione).
.4 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
5.3 Fattori di affidabilità per un termometro a resistenza
In tabella V.2 sono riportati i risultati ottenuti da un'indagine condotta su diversi tipi di
termometri a resistenza di platino commercialmente disponibili che permettono una
valutazione quantitativa dell'influenza dei vari fattori sulle prestazioni metrologiche dei
termometri a resistenza.
I fattori di affidabilità possono essere riassunti in:
- resistenza dei fili di collegamento;
- autoriscaldamento;
- f.e.m. termiche nel collegamenti;
- resistenza di isolamento;
- deriva della caratteristica;
- tempo di risposta;
- profondità di immersione (fattore comune a tutti i metodi di misura per contatto se usati
nella misura di fluidi).
Tab.V.2 Prove su 66 termometri a resistenza Pt100
Collegamento
Numero costruttori
Tipo
Deriva Massima (6000 h a 660° C)
Variazione massima (1000 cicli 250-650C°)
Costanti di tempo
Resistenza d'isolamento
a 4 fili
5
Pt 100
1°C
R0 ± 0.1; = ±0,4%
2÷8 s
70MΩ (a 25°C)
0,5MΩ (a 660°C)
.5 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Resistenza dei fili
La misura della resistenza dell'elemento sensibile viene effettuata utilizzando opportuni
fili di collegamento del termometro a resistenza vera e propria al sistema di misura o di
trasduzione. Questo inevitabilmente crea l'inconveniente che la resistenza della linea di
connessione viene a trovarsi in serie a quella dell' elemento sensibile, senza che sia possibile
valutare separatamente i due contributi. Problema che potrebbe apparire irrilevante nel caso
che si conosca a priori la resistenza dei fili di collegamento e si possa quindi correggere il
valore misurato della resistenza. Nella pratica, però, l'incertezza con cui é possibile valutare a
priori la resistenza dei collegamenti non sempre risulta trascurabile. Ciò a causa della
variabilità della resistività dei materiali, dell'incertezza sulla lunghezza dei fili, e soprattutto a
causa dei possibili ed invalutabili gradienti termici che si possono instaurare lungo i fili di
collegamento quando
Collegamento
a due fili
Collegamento
a quattro fili
fittizio
Collegamento
a tre fili
Collegamento
a quattro fili
Fig.V.3 Collegamenti elettrici.
questi sono di elevata lunghezza come spesso capita in applicazioni industriali. Per
comprendere meglio l'influenza della linea di connessione sulla misura si pensi che la
resistività del platino é circa pari a 0,10 Ωmm2/m, pertanto un collegamento di lunghezza 1m
.6 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
e di diametro pari a 0,2 mm presenta una resistenza totale dei soli fili circa pari a 2*3,18
Ω; considerando inoltre un gradiente costante lungo il filo da 200˚C a 500˚C il valore della
resistenza diventa circa il doppio. Trascurare tale resistenza comporterebbe rispettivamente
un errore di circa 20˚C e 40˚C per un termometro a resistenza Pt100.
Pertanto é necessario rendere indipendente la misura dalla linea di connessione. Questo si
ottiene con collegamenti del tipo "dummy" o del tipo a 3 ed a 4 fili (Fig.V.3). In particolare,
quest'ultimo è il più consigliato dal momento che ogni possibile errore dovuto alla linea di
connessione è del tutto eliminato (vedi par.5.4).
Autoriscaldamento
L'incertezza dovuta all'autoriscaldamento è connessa alla inevitabile presenza di corrente
elettrica che attraversa il termometro durante la misura, cioè dalla generazione interna RI2
che si verifica nell'elemento sensibile e dal modo con cui tale calore viene dissipato. La
misura di resistenza avviene alla temperatura del sensore e non a quella del mezzo di cui si
vuole effettuare la misura, per cui bisogna fare ogni possibile sforzo per far coincidere le due
temperature. E' comunque estremamente difficile calcolare a priori l'aumento di temperatura
dovuto all'autoriscaldamento. Si può, ad esempio, effettuare una doppia misura con correnti
diverse ed estrapolare i risultati a corrente nulla, tenendo conto che l'effetto varia con il
quadrato della corrente. Nella pratica, il costruttore fornisce indicazioni del coefficiente di
autoriscaldamento nelle due condizioni estreme d'aria ferma e di acqua in moto turbolento
con sensore ortogonale al flusso (in cross-flow), dalle quali è possibile estrapolare il dato
valido per le condizioni di prova. Ad esempio nelle prove sui termometri riportati in tabella
V.2 l'errore di autoriscaldamento è risultato pari a 0,11˚C per una corrente di misura di 5mA
in acqua in quiete e 0,35˚C per una corrente di 10 mA.
.7 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
F.e.m. nei collegamenti
L'incertezza dovuta alle forze elettromotrici termiche che si generano ai capi dell'elemento
sensibile dei TRP, per la presenza di giunti di materiali diversi, tipo Pt-Cu,è facilmente
determinabile con sistemi di alimentazione che permettono l'inversione del verso della
corrente nell'elemento sensibile. Facendo infatti la media fra le due letture (con versi opposti)
è possibile eliminare l'influenza di tali f.e.m.. Ovviamente l'ideale sarebbe alimentare i TRP
in corrente alternata. Nei casi in cui quanto su esposto è impossibile, bisogna misurare il
valore di tali f.e.m. a freddo ed estrapolarne i valori alle temperature di esercizio. Se,
comunque, all'interno della guaina di protezione le saldature ai capi dell'elemento sensibile
sono state realizzate in maniera tale da risultare in una posizione che ne garantisce la
isotermia i valori probabili delle f.e.m. saranno <10µV, che ad esempio in un sensore tipo Pt
100 a 650˚C corrisponderebbe ad un errore di 0,03˚C, del tutto trascurabile.
Resistenza di isolamento
Un altro importante fattore di affidabilità dei termometri a resistenza è la cosidetta
resistenza di isolamento. Infatti, se per qualche ragione si verifica una perdita di isolamento
elettrico tra il filo sensibile e la guaina esterna od il supporto isolante del termometro a
resistenza, ciò provoca formazione di uno shunt parallelo alla resistenza del termometro
(elemento sensibile) e di conseguenza un errore di valutazione della resistenza del TRP. Ad
esempio, una resistenza d'isolamento di 2.8MΩ posta in parallelo ad una Pt 100 a 650˚C
provoca un errore di 0,1˚C. Se la resistenza d'isolamento è presente nel termometro durante la
taratura, l'errore è compensato, tranne nel caso in cui la taratura viene effettuata ad una sola
temperatura e la resistenza d'isolamento non è stabile e varia con la temperatura (Tab. V.2).
E' molto difficile valutare la resistenza di isolamento senza materialmente sezionare il
termometro, distruggendolo quindi completamente; la valutazione viene di solito effettuata in
maniera grossolana, misurando la resistenza di isolamento tra i terminali del filo metallico in
uscita dal termometro ed un punto (di solito la punta) della guaina esterna. Il valore misurato
.8 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
nel modo descritto, senza dubbio varia al variare della temperatura in quanto varia la
resistenza del supporto isolante su cui il filo metallico sensibile è avvolto o poggiato, e, a
differenza di quanto avviene per il filo sensibile, la resistenza del supporto diminuisce
all'aumentare della temperatura.
Deriva dalla caratteristica
Tale incertezza è ovviamente ineliminabile ed è legata alle caratteristiche dell'elemento
sensibile. Normalmente valori di possibile deriva sono valutabili dalle dichiarazioni dei
costruttori. Nelle prove su citate si è verificato, ad esempio, una deriva di 1˚C per termometri
Pt 100 sottoposti per 6000 h a 660˚C.
Tempo di risposta
Questo fattore è uno dei punti deboli dei termometri a resistenza, che, per la loro stessa
struttura, di fili tesi su supporti isolanti e poi inguainati (vedi fig. V.1), presentano tempi di
risposta di solito abbastanza elevati rispetto agli altri misuratori di tipo elettrico, normalmente
più piccoli e compatti. Ad esempio, nelle prove riportate, i valori delle costanti di tempo
(tempo di risposta al 63.2%) per un'immersione da bagno di acqua e ghiaccio ad uno di acqua
in moto con velocità di 0.9 m/s sono dell'ordine dei secondi, in particolare da 2 a 8 secondi.
Valori questi che, ricordando le definizioni, portano a tempi di risposta dell'ordine delle
decine di secondi.
Profondità di immersione
La profondità di immersione è l'altezza minima di immersione di un termometro in un
bagno affinché la misura non risenta del valore della temperatura dell'ambiente. Infatti, a
causa delle perdite termiche lungo lo stelo, il termometro, se non è ben costruito, può non
raggiungere mai la temperatura di misura. I valori della profondità ottimale di immersione di
ciascun termometro vengono di solito forniti dai costruttori.
.9 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Bisogna infine sottolineare che le norme internazionali, sia per il caso di strumenti
campione a resistenza di platino (Scala Internazionale delle Temperature ITS '90), sia per il
caso di termometri a resistenza di tipo industriale con purezza inferiore ed α = 0,00385,
forniscono raccomandazioni per limitare l'influenza di tutti i fattori di affidabilità tramite
rapporti e criteri di valutazione e/o di misura.
5.4 Ponti per termometri a resistenza
La misura della resistenza dell'elemento sensibile che costituisce il termometro può essere
effettuata in diversi modi a seconda della precisione richiesta. Per misure di laboratorio sono
solitamente utilizzati metodi di zero (di ponte e di opposizione), mentre per misure di minore
precisione vengono utilizzati trasmettitori, multimetri o SAD (sistemi di acquisizione dati)
basati generalmente su metodi volt-amperometrici o di confronto.
In particolare, nel caso di misure di laboratorio, i metodi più diffusi sono quelli a ponte
(ponte di Siemens, ponte di Muller e ponte di Smith) e quello potenziometrico (fig.V.4). I
metodi a ponte praticamente sono sostanzialmente riconducibili a ponti di Wheatstone con
particolari rapporti dei lati. In particolare il ponte di Smith é un doppio ponte di Kelvin con
rapporto dei lati 100:1.
Il ponte di Siemens é la versione più semplice ed utilizzata dei metodi a ponte infatti,
essendo il rapporto tra i lati del ponte fisso (pari ad 1) risulta necessaria per la misura una
sola operazione di bilanciamento in serie (S).
Il ponte di Mueller ha, come il ponte di Siemens, un rapporto dei lati pari a 1, ma a
differenza di quest'ultimo ha un bilanciamento in parallelo (S3) più indicato per misure di
piccole variazioni di resistenza, ed un ulteriore bilanciamento differenziale in serie (S1 ed
S2). Tale ponte si presenta inoltre notevolmente stabile grazie all'uso di decadi con resistori di
basso valore (10 Ω), il che però comporta una notevole influenza delle resistenze dei contatti.
.10 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
In entrambi i casi é possibile compensare la resistenza dei fili di collegamento e dei
contatti collegando il termometro a resistenza in modo tale che le resistenze dei fili opposti si
compensino mutuamente (vedi figura V.5). L'eventuale differenza tra la resistenza dei fili può
essere in ogni caso compensata, nel caso di un termometro a resistenza a quattro fili,
invertendo la connessione dei terminali al ponte e mediando le due letture ottenute.
Il ponte di Smith (tipo III) é caratterizzato, come detto, un elevato valore del rapporto tra i
lati (100:1). Una tale configurazione se da un lato presenta l'indubbio vantaggio di rendere
minima l'influenza delle resistenze di contatto, per contro risulta meno stabile utilizzando
resistenze di elevato valore. Problema che viene in parte risolto tramite l'impiego di
particolari tecniche di avvolgimento delle decadi.
I metodi di confronto potenziometrici, infine, sono del tutto indipendenti dalle resistenze
dei contatti. La misura viene effettuata collegando i collegamenti amperometrici del
termometro a resistenza al potenziometro e facendovi circolare una corrente costante; la
caduta di tensione rilevata ai morsetti dei collegamenti voltmetrici é del tutto indipendente
dalla resistenza dei collegamenti se la misura di tensione viene effettuata con un metodo ad
opposizione.
.11 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
G
S3
R2
R1
S1
R1
S2
R2
S4
R0
G
t
S
t
T
T
c
C
c
RT
RT
C
PONTE DI SIEMENS
R
0
PONTE DI MUELLER
R1 = R2
R1 = R2
RT = S
RT = f (S1 , S2 , S3 )
I1
S
B
G
RC
ET
EC
a
T
I2
t C c
PONTE DI SMITH (Tipo III)
S = 10Ω
Metodo Potenziometrico
B = 1000Ω
a=b
S+A
B−S
ET
EC
. S + ( − ). S
RT = A
T C
B
B
=
RT
RC
Fig.V.4 Metodi di misura della resistenza
.12 -
ZERO
b
A
Se:
RT
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
TERMISTORI
I termistori (termine derivato dall'inglese "thermistor" crasi di "Thermal Sensitive
Resistors") sono elementi termometrici che presentano come sensore un semiconduttore
generalmente ottenuto da miscele di ossidi metallici sinterizzati. Questi composti, anche
tramite opportuni drogaggi, sono
caratterizzati sia da una spiccata mobilità con la
temperatura dei portatori di carica (elettroni o lacune), sia da una notevole dipendenza della
concentrazione di questi ultimi con la temperatura. Tutto ciò garantisce a questi elementi
sensibili una caratteristica di variazione della resistenza al variare della temperatura (curva
caratteristica) del tipo:
R = a eb/T
(VI.1)
dove a e b sono due costanti che dipendono dal materiale semiconduttore scelto.
La resistenza R dei termistori (ottenuti ottimizzando i rapporti di massa degli ossidi di
nichel, magnesio, cobalto, rame, ferro ed uranio, in modo da realizzare il miglior
compromesso fra resistività e sensibilità), a differenza di quanto accade per i termometri a
resistenza, è quindi decrescente al crescere della temperatura (Fig.VI.1) ed il loro coefficiente
di temperatura α (definito analogamente ai termometri a resistenza) è negativo e non costante
nel campo di temperatura di impiego ( più alto alle basse temperature e più basso alle alte).
Questa è la ragione per cui al termine termistore talvolta si aggiunge la sigla NTC
("Negative Temperature Coefficient") a sottolineare la negatività del coefficiente di
temperatura. Quest'ultimo che può assumere valori anche dell'ordine di 40.000÷60.000°C-1 é
comunque di almeno un ordine di grandezza superiore a quelli caratteristici dei termometri a
resistenza.
Esistono anche termistori PTC ("Positive Temperature Coefficient") basati sull'impiego di
materiali ferroelettrici (ad esempio il BaTiO3 opportunamente drogato con Sb) che sono
.1 -
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
caratterizzati da una resistività debolmente decrescente con la temperatura, ma ad una
temperatura caratteristica (detta critica) presentano una curva di resistenza che varia
positivamente e bruscamente di molti ordini di grandezza, per poi tornare alla caratteristica
precedente (fig. VI.2). Questa caratteristica fa si che i PTC vengano spesso utilizzati per
funzioni di allarme.
Per quanto riguarda i termistori NTC, che sono noti ed impiegati in campo elettrico da
decine di anni, è opportuno sottolineare che la loro utilizzazione come sensori di temperatura
si è via via affermata solo negli ultimi decenni in conseguenza: i) sia delle migliorate tecniche
di produzione per sinterizzazione (che hanno permesso di garantire la uniformità della
produzione e quindi l'intercambiabilità dei sensori), ii) sia per l'applicazione di tecniche di
invecchiamento/stabilizzazione, che hanno fortemente ridotto la non stabilità iniziale della
curva caratteristica dei termistori, garantendo così la produzione di unità riproducibili e
stabili.
Sono, infatti, ormai in produzione termistori speciali con curve caratteristiche unificate
(Norme ISO ed UNI). che ne garantiscono la perfetta intercambiabilità. Le ISO curve (vedi
fig.VI.2) presentano valori di Ro (T=25˚C) da 0.5, 1, 2, 4, 15, 16, 25, 100, 400 kΩ. Le curve
proposte dall'UNI hanno invece valori di Ro (T=25˚C) di 0.1, 0.3, 0.5, 1, 2, 5, 10, 30, 50, 100
kΩ.
SONDE IN VETRO
BASTONCINI
SUPPORTO
PER GOCCE
RONDELLE
MINISONDE
A GOCCIA
A RISPOSTA RAPIDA
BUKBI
EVACUATI
O RIEMPITI DI
GAS
A FORMA DI DIODO
A DISCHI
Fig.VI.1 Termistori
.2 -
U HF
RISCALDATI
INDIRETTAMENTE
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
100 K
1K
400 K
R (Ω)
4K
100 K
10 K
1K
16 K
500 W
100
-50
2K
0
50
100
150
15 K
200
25 K
250
300
T (°C)
Fig.VI.2 Curve caratteristiche dei termistori (curve ISO)
Si noti che a differenza di quanto avviene per le termoresistenze (Pt 100 significa una
termoresistenza da 100 ohm a 0˚ C) i valori di resistenza di riferimento Ro di tali curve
caratteristiche sono valutati a 25˚C, retaggio questo che deriva dalla già citata origine elettrica
dei termistori.
Quanto su esposto ed il confronto tra le curve caratteristiche dei sensori consente di
confrontare il differente comportamento dei termometri a resistenza e dei termistori al variare
della temperatura. Appare subito evidente la maggiore variazione di resistenza a parità di
salto di temperatura che caratterizza i termistori (in un intervallo di 100˚ C si possono
ottenere variazioni di resistenza elettrica anche di 2 ordini di grandezza c.f.r fig. 5) e quindi la
loro maggiore capacità di misura di piccole differenze di temperatura, sebbene in un campo
molto limitato 0-300˚C rispetto ai campi tipici dei termometri a resitenza di platino e con una
ripetibilità ed un'affidabilità molto inferiore.
I vantaggi dei termistori possono essere così riassunti:
- basso costo unitario;
- piccole dimensioni;
- piccoli tempi di risposta;
- segnale molto elevato.
.3 -
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
Per contro gli svantaggi risultano:
- campo di temperatura limitato (0-300˚C);
- curva caratteristica non lineare;
- possibile deriva;
- valore di misura da corregere per autoriscaldamento.
Per quanto riguarda quest'ultima affermazione è facile ricavare, dati gli elevati valori delle
resistenze caratteristiche Ro (ordine dei kiloohm o dei megaohm), che qualsiasi sia la corrente
di misura (anche pochi milliampere), l'autoriscaldamento è sempre elevato (ordine dei gradi)
per cui il valore letto dal termistore è sovrastimato rispetto al valore di misura e su questo
bisogna operare una correzione che è funzione del coefficiente di dispersione (noto solo per
alcune applicazioni caratteristiche e di solito fornito dal costruttore) caratteristico
dell'accoppiamento sensore/ambiente.
Va infine sottolineato che i ponti per l'alimentazione dei termistori non presentano i
problemi riportati nel capitolo precedente per i termometri a resistenza in quanto data l'elvato
valore della resistenza dell'elemento sensibile i problemi di collegamento e quelli
termoelettrici sono del tutto trascurabili.
I settori di applicazione in cui i termistori hanno maggiori probabilità di successo sono
quelli della regolazione degli impianti di condizionamento (caratterizzati dalla necessità di
rilevare e regolare piccole escursioni della temperatura) e tutte le applicazioni in cui prevale
l'esigenza di ottenere un elevata sensibilità pittosto che una elevata precisione di misura. Non
ultima fra le caratteristiche dei termistori è quella del basso costo che ne favorisce l'impiego
in molte applicazioni industriali e civili in cui sensori di più elevato pregio (termoresistenze o
termocoppie che costano almeno dieci volte di più come sensori ed altrettanto come
alimentatori e rilevatori) non possono trovare applicazione.
.4 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
TERMOCOPPIE
Uno strumento di misura della temperatura molto diffuso nelle applicazioni industriali e
basato su fenomenologie di tipo elettrico, é la termocoppia. Termine quest'ultimo con il quale
si identifica una coppia di fili di metalli diversi congiunti tra loro generalmente mediante
saldatura autogena. Tale giunto o coppia, inserito in un opportuno circuito genera, al variare
della sua temperatura, una f.e.m. funzione della coppia di metalli utilizzati e della
temperatura. Il più semplice circuito termoelettrico è quello ottenuto da due fili di metallo A
e B con i giunti A-B e B-A immersi in due pozzetti a temperatura diversa T1 e T0. La
differenza di potenziale EA,B che si rileva agli estremi è funzione della sola differenza T1 T0.
E' possibile affermare che in un ampio campo di temperature -200÷600˚C l'impiego delle
termocoppie è spesso alternativo alle più precise termoresistenze, rispetto alle quali le
termocoppie presentano, sia migliori caratteristiche dinamiche (tempi di risposta dell'ordine
dei decimi di secondi per giunto esposto e in acqua in movimento), sia un minore costo
dell'elemento sensibile. Tra gli svantaggi si annoverano quello di misurare temperature non
assolute ma relative (con conseguente necessità di un giunto di riferimento a temperatura
nota) e quella di presentare un sensibile decadimento delle prestazioni metrologiche (e
conseguentemente una bassa stabilità nel tempo).
Per temperature elevate le termocoppie si pongono, inoltre, in alternativa ai pirometri a
radiazione totale ea quelli ottici. In questi ultimi due casi, come si vedrà nel seguito, gioca a
favore delle termocoppie la semplicità del circuito di misura ed il minor costo, a sfavore la
possibilità di un rapido deterioramento in particolari condizioni ambientali.
1-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
T (°C)
2500
Soddisfacente
Soddisfacente (atm. < 0,5 % O2)
2000
Non raccomandato
0
- 200
Chroml
Alumel ( d )
Chromel
Alumel( s )
Fe - Cost.
( doppie )
Cu Cost.
500
Fe - Cost.
( sottili )
1000
Pt Rh - Pt
1500
WRe 3% - WRe
25%
Soddisfacente (atm. < 0,2 % O2)
Fig VII.2 Campo di impiego delle principali termocoppie
In figura VII.1 sono riportati i possibili campi di applicazione delle termocoppie più in uso
e le eventuali limitazioni per la presenza di atmosfere riducenti o ossidanti. Si noti che il
campo di applicazione è anche legato al diametro dei fili costituenti la coppia, nel senso che
fili di maggior diametro resistono meglio di quelli a fili sottili.
7.1 Leggi dei circuiti termoelettrici
Nel 1821 lo scienziato tedesco T.J. Seebeck descrisse i fenomeni collegati alla
termoelettricità, cioè alla produzione di forza elettromotrice in un circuito costituito da
metalli diversi quando i punti di giunzione vengono posti a differenti temperature. Le tre
leggi fenomenologiche che descrivono la termoelettricità sono:
1) la legge di Seebeck, che lega il potenziale (la forza elettromotrice f.e.m.) Es che si
genera ai capi di un giunto di metalli diversi, alla temperatura T del giunto ed ai due
metalli A-B costituenti il giunto stesso:
dEs = α A,B. dT
2-
(VII.1)
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
dove αA,B rappresenta il coefficiente di Seebeck, più noto come potere
termoelettrico della coppia A,B ed è funzione della sola temperatura T del giunto;
EA ,B
A
A
B
±QT
±QT
±QP
T1
±QT
T0
±QP
Fig.VII.2 Circuito termoelettrico
2) la legge di Peltier, che descrive l'assorbimento o la cessione di calore Qp che
avviene in un giunto di metalli diversi attraversato, in un verso o in quello opposto
(reversibilmente), da una corrente I:
dQp = ± π A,B. I. dθ
(VII.2)
dove πA,B rappresenta il coefficiente di Peltier, il cui valore dipende, per una
determinata coppia A-B, dalla sola temperatura T del giunto. Il coeficiente πA,B può
variare in valore e segno al variare della T, nel senso che, a parità di verso della
corrente I, in uno stesso giunto ci può essere assorbimento o cessione di calore Qp a
seconda della temperatura del giunto. Ovviamente esiste una temperatura T alla
quale tale effetto è nullo. Sulla base della fenomenologia ad effetto Peltier descritta
3-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
sono stati sviluppate sistemi di raffreddamento di ridotta potenza il cui maggiore
pregio, oltre alla sicurezza intrinseca, è quello di non presentare organi in
movimento e quindi di non essere soggetti a fenomeni di usura. Tali dispositivi
hanno trovato applicazione nel raffreddamento di ambienti di ridotte dimensioni e
nella termostatazione di elementi nella strumentazione;
3) la legge di Thomson, che descrive l'assorbimento o la cessione di calore QT, che
avviene in un conduttore omogeneo lungo il quale vi è un gradiente di temperatura,
al passaggio di una corrente I (anche di tipo termoelettrico):
⎡
dQT = ± ⎢
⎣
⎤
σ dT ⎥ I dθ
T1
⎦
∫
T2
(VII.3)
dove σ rappresenta il coefficiente di Thomson, il cui valore dipende dal materiale
del conduttore, dal gradiente di temperatura e dalla temperaura stessa. Si noti che il
coefficiente di Thomson viene spesso anche definito "calore specifico elettrico" in
quanto rappresenta la quantità di calore ceduta od assorbita in un singolo conduttore
sottoposto ad un gradiente unitario quando è percorso da una corrente unitaria.
I tre effetti su descritti sono tutti e tre presenti in un circuito termoelettrico a doppio giunto
(uno di misura ed uno di riferimento) come quello in figura VII.2.In particolare per il circuito
in oggetto si può scrivere la relazione che lega tra loro i tre effetti su descritti:
ES = π A,B⏐T2 − π A,B⏐T1 +
∫
T2
T1
σA dT −
∫
T2
T1
σB dT =
∫
T2
T1
α A,B. dT
(VII.4)
La descrizione fenomenologica della termoelettricità data dalle tre leggi su esposte non
definisce però in modo completo e chiaro la generazione della f.e.m. nei circuiti
termoelettrici.
4-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
E' comunque possibile formulare leggi , che hanno ricevuto innumerevoli conferme
sperimentali, che costituiscono la base per la utilizzazione delle termocoppie come strumenti
di misura della temperatura.
Tab.VII.1 Potere termoelettrico rispetto al Platino ΔS=ΔE /ΔT (µV/˚C)
Bismuto
-72
Alluminio
+ 3.5
Costantana
-35
Rodio
+ 7.0
Alumel
-15
Rame
+ 7.5
Nickel
-15
Ferro
+18.5
Ia legge del circuito omogeneo
In un circuito chiuso costituito da un solo materiale omogeneo non può circolare una
corrente termoelettrica per mezzo di soli scambi termici.
Ne consegue che, se in un circuito costituito da un solo materiale circola una corrente
termoelettrica, essa è dovuta alla presenza di inomogeneità nel materiale che, sottoposte a
gradienti di temperatura, generano f.e.m. termiche. Ed inoltre che, dato un circuito
termoelettrico con due giunti a temperatura diversa, la f.e.m. generata è indipendente dalla
distribuzione di temperatura lungo i fili supposti omogenei.
IIa legge dei metalli intermedi
La somma algebrica delle f.e.m. in un circuito costituito da un numero qualsiasi di metalli
diversi è nulla se tutto il circuito è isotermo.
Ne consegue che se un terzo metallo è inserito in un punto qualsiasi del circuito
termoelettrico in esame e le estremità di tale metallo sono mantenute isoterme non si hanno
variazioni di f.e.m..
5-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Per questa ragione uno strumento per la misura della f.e.m può essere inserito in un
qualsiasi punto di un circuito termoelettrico senza alterare la lettura, se i giunti così formati
hanno eguale temperatura. E che inoltre è possibile prevedere il comportamento di una
coppia qualsiasi di metalli se si conosce il potere termoelettrico di ciascun metallo rispetto ad
un metallo di riferimento che di solito è il platino (Tabella VII.1).
III legge delle temperature intermedie
La f.e.m. termica di una coppia avente i giunti a temperatura T1 e T2 è la somma
algebrica delle f.e.m. delle stesse coppie aventi i giunti ordinatamente alle temperature T1,
T2 e T3, T2
ET T = ET T + ET T
1 2
1 3
(VII.5)
3 2
Conseguenza di questa legge è che il giunto di riferimento di un circuito può essere posto
anche ad una temperatura nota e diversa dallo 0˚C (temperatura per la quale sono ricavate le
tabelle del potere termoelettrico). Situazione quest'ultima che si verifica spesso nei circuiti di
misura "termocompensati" mediante un sensore di riferimento (generalmente una
termoresistenza) interno al dispositivo elettrico di lettura (effettuando una misura della
temperatura di riferimento all'interno del dispositivo).
Nella realtà nessun materiale è tecnologicamente ottenibile in fili sottili con una perfetta
omogeneità, presentando inoltre alterazioni dovute a deformazioni e contaminazioni con
conseguente nascita di f.e.m parassite che inficiano la precisione delle misure. Il contributo di
queste f.e.m. all'incertezza di misura, essendo legato a fenomenologie non deterministiche, è
quindi di tipo accidentale.
6-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
7.2 Curve caratteristiche delle termocoppie
Le caratteristiche dei metalli utilizzabili per la costituzione di termocoppie sono:
- la f.e.m. generata non deve variare con l'uso per fenomeni di ricristallizzazione o di
stabilizzazione termica dei metalli. Per questa ragione tutti i metalli utilizzati sono
sottoposti a trattamenti di stabilizzazione e ricottura;
- la resistenza all'ossidazione ed alla riduzione deve essere la più elevata possibile;
- il potere termoelettrico deve presentare lo stesso segno nel campo di temperatura di
applicazione.
70
us
ver
s
m
Cr o
us
er s
el v
um
Al
el
er
s us
40
Ch
ro m
el
v
fem (mV)
50
Ir o
n
Co
ns
ta
n ta
n
Co
ns t
a
nt
an
60
30
u
ers
rv
e
pp
Co
20
10
s
an
nt
s ta
n
Co
n/26%
ngst e
rsus Tu
um ve
um
Rhe ni
ni
% Rh
at inum
gs te n/5
s us Pl
Tun
ium ver
ium num /13% Rod
n
e
Rh
Pla ti
n/ 26%
atinum
ngs te
ve rsus pl
sus Tu
hodium
r
ve
n
10% R
e
/
m
st
g
nu
Pl ati
T un
0
0
250
500
750
1000
1250
1500
T (°C)
Fig VII.3 Curve caratteristiche delle termocoppie
Una volta verificate queste tre condizioni la curva caratteristica (f.e.m.-temperatura) di
una termocoppia (Fig.VII.3) è di solito espressa, per sensori industriali, da polinomi di grado
ennesimo del tipo:
E = At + Bt2 + Ct3+ Dt4 + ...
7-
(VII.6)
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
dove i coefficienti A,B,C,D sono caratteristici della coppia di metalli e del campo di
temperatura. I coefficienti delle curve caratteristiche nominali sono definiti per le
termocoppie normalizzate dalla UNI 7938. In tabella VII.2 vengono riportati, a titolo di
esempio, i valori dei coefficienti dei polinomi per una termocoppia normalizzata ramecostantana (tipo T).
Nell'utilizzo di queste tabelle bisogna però tener conto che, essendo quest'ultime ricavate
su dati medi di taratura di più termocoppie standard prodotte da diversi costruttori, esistono
deviazioni non trascurabili dovute alla non perfetta riproducibilità del prodotto industriale. Il
valore di tale deviazione é dell'ordine di grandezza di ±2˚C per le termocoppie normali e di
±1˚C per quelle in esecuzione speciale "premium Grade". Se per determinate applicazioni è
necessaria una incertezza inferiore a quella garantita dall'uso delle tabelle è necessario
procedere ad una taratura di ciascuna coppia utilizzata.
Tab.VII.2 Coefficienti dei polinomi per una termocoppia tipo T
Intervallo
di temperatura
Grado
-270÷0°C
14
0÷400°C
8
Coefficienti
3,8740773840E01
4,4123932482E-2
1,1405238498E-4
1,9974406568E-5
9,0445401187E-7
2,2766018504E-8
3,6247409380E-10
3,8648924201E-12
2,8298678519E-14
1,4281383349E-16
4,8833254364E-19
1,0803474683E-21
1,3949291026E-24
7,9795893156E-28
3,8740773840E01
3,3190198092E-2
2,0714183645E-4
-2,1945834823E-6
1,1031900550E-8
-3,0927581898E-11
4,5653337165E-14
-2,7616878040E-17
8-
Termine
T
T2
T3
T4
T5
T6
T7
T8
T9
T10
T11
T12
T13
T14
T
T2
T3
T4
T5
T6
T7
T8
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Tra i tanti tipi di termocoppie resi possibili dall'abbinamento a due a due di metalli diversi,
nella pratica commerciale sono disponibili differenti tipi di termocoppie normalizzate che
coprono un esteso campo di misura. La scelta di una o dell'altra dipende, come vedremo dalle
caratteristiche di ciascuna coppia e dalle caratteristiche dei singoli materiali costituenti quali:
l'omogeneità, la stabilità, la resistenza all'ossidazione o alla riduzione, il valore del potere
termoelettrico.
Nel seguito vengono discusse le principali caratteristiche delle termocoppie normalizzate,
sinteticamente riportate nella tabella VII.3.
Termocoppie tipo S - Platino/Platino rodiato (10% Rh)
E' la termocoppia utilizzata in passato per definire la IPTS'68 da 630,74˚C a 1064,43˚C.
Essa, come tutte le termocoppie costituite da metalli nobili, presenta una elevata precisione
specie nel campo al di sopra dei 500˚C, inoltre al di sotto di tale temperatura fino a 0˚C
garantisce un'incertezza inferiore a ±1,5˚C.
Ne è comunque sconsigliato l'uso per valori non elevati della temperatura a causa del
basso valore del potere termoelettrico. Questa termocoppia viene usata in atmosfera inerte od
ossidante per la sua forte inerzia chimica e per la sua elevata stabilità alle alte temperature.
Per contro teme molto le atmosfere riducenti e quelle con presenza di vapori metallici (vapori
di ferro), che comportano un cambiamento delle caratteristiche del Platino. La scarsa
resistenza alle temperature elevate in atmosfere riducenti è comunque una caratteristica
comune a tutti i materiali per termocoppie; é possibile però ovviare a tale inconveniente
usando opportune guaine di protezione realizzate di solito con un doppio strato di porcellana
internamente e metallo esternamente. La presenza di dette guaine in sensori per applicazioni
industriali provoca, per l'inerzia termica da esse introdotta, un peggioramento delle loro
caratteristiche dinamiche. Ultimo svantaggio comune anch'esso a tutte le termocoppie
costituite di metalli nobili è l'elevato costo dei fili costituenti la coppia.
9-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Termocoppia tipo R - Platino/Platino rodiato (13% Rh)
Presenta le stesse caratteristiche della tipo S da cui è derivata dopo l'adozione della IPTS
'68 per adeguare le risposte dei vecchi strumenti di lettura non adatti all'uso dei fili di platino
molto puro immessi sul mercato negli anni '60. E' quindi una termocoppia destinata ad andare
in disuso.
Termocoppie Tipo B - Platino Rodiato 30% / Platino Rodiato 6%
E' molto adatta a lavorare a temperature elevate dell'ordine dei 1700˚C. Presenta le stesse
caratteristiche dei tipi R ed S ed è inoltre adatta a lavorare anche sotto vuoto.
Termocoppia tipo T - Rame / Costantana
E' una termocoppia molto usata nel campo - 184÷370˚C dove può essere adoperata anche
in alternativa alle termocoppie a base Platino in quanto garantisce incertezze dello stesso
ordine di grandezza ±1˚C. E' molto usata per il suo basso costo e per il suo elevato potere
termoelettrico e per questo è l'unica termocoppia per la quale nelle norme vengono garantiti
valori al di sotto di 0˚C. La limitazione superiore del campo di applicazione è dovuta alla
rapida ossidazione del rame alle elevate temperature.
Termocoppie tipo J - Ferro-Costantana
E' la termocoppia più diffusa nelle applicazioni industriali nel campo 0÷750˚C, per la sua
elevata capacità di adattarsi ad atmosfere sia riducenti che ossidanti, per il suo elevato potere
termoelettrico ed ovviamente per il suo basso costo. E' meno precisa della termocoppia tipo T
per il fatto che il ferro è di solito ottenuto con un grado di omogeneità minore del rame e
questo fa nascere nell'interno del filo f.e.m. parassite dovute a gradienti di temperatura che
come già detto inficiano la precisione di misura. Si noti che i fili di costantana per le due
termocoppie T e J sono di solito diversi e quindi non sono intercambiabili tra loro.
10 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Termocoppia tipo K - Chromel (90% Ni, 10% Cr) /Alumel (94%Ni, 3%Mn, 2%Al, 1%Si)
E' una termocoppia nata per sostituire le termocoppie a metallo nobile alle elevate
temperature, infatti può essere utilizzata fino a 1260˚C con una incertezza di ±2˚C in
atmosfere inerti o ossidanti. Presenta però problemi di riproducibilità e di stabilità;
recentemente ne é stata proposta infatti la sostituzione con la tipo N (non ancora
normalizzata). Il campo tipico di applicazione é in tutte le applicazioni elettroniche. E' una
termocoppia che, ultima nata, va rapidamente affermandosi per il suo elevato potere
termoelettrico. Usata nel campo 0-870˚C con precisione ± 1.5˚C ha le stesse limitazioni della
coppia tipo T.
E' utile infine sottolineare che oltre alle su citate termocoppie normalizzate è possibile
trovare sul mercato anche tipi differenti come ad esempio la termocoppia tipo N
(Nicrosil/Nisil) riconosciuta in ambito IEC, le termocoppie W3 (Tungsteno Renio3% /
Tungsteno Renio 25%) e W5 (Tungsteno Renio 5% / Tungsteno Renio 26%), la coppia
Cobalto-Oro/Rame
usata
per
temperature
molto
basse
o
la
termocoppia
Tungsteno/Molibideno usata per le temperature elevatissime.
Di queste termocoppie non sempre esistono tabelle del potere termoelettrico in funzione
della temperatura ed è quindi necessario tararle di volta in volta.
7.3 Affidabilità di una termocoppia
Il problema dell'affidabilità di una termocoppia è un problema complesso, strettamente
legato al tipo di uso che si fa della termocoppia, alle condizioni di misura più o meno gravose
ed all'incertezza che si pretende dalla misura.
La prima causa di perdita di affidabilità delle termocoppie sta nella presenza di
inomogeneità nei fili causata da fattori di natura chimica o fisica quali: volatilizzazione di un
componente o contaminazione dovuta alla presenza di agenti corrosivi, stress meccanici quali
piegamenti o stiramenti, mutazione della struttura cristallina del materiale a causa di diversi
11 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
trattamenti termici subuti da differenti porzioni di filo. Per questa ragione è buona norma
l'uso di fili nuovi che sono esenti dalle suddette anomalie che possono verificarsi durante
l'uso. A titolo di esempio in uno studio sulla stabilità della termocoppia Platino /Platino
Rodio, si sono verificati i seguenti inconvenienti:
- rottura della termocoppia in seguito al riscaldamento per 10h a 1290˚C˚;
- deriva di 0,2˚C in seguito al riscaldamento per 10h a 1200˚C;
- deriva di 0,5˚C in seguito al riscaldamento per 35 giorni a 800˚C;
- deriva di 1˚C in seguito al riscaldamento per 25 ore a 1600˚C;
- deriva di 9˚C mantenendo per 3 anni a 1290˚C.
L'analisi di dati così discordanti dà una netta indicazione di come sia difficile stabilire a
priori il grado di affidabilità di una termocoppia ed in particolare la durata di validità di una
taratura, ne nasce solo una netta indicazione per l'uso di fili nuovi e/o tarature abbastanza
frequenti se si vuole avere una misura precisa.
7.4 Tecnologie costruttive delle termocoppie
La termocoppia "nuda" su descritta difficilmente viene utilizzata senza una adeguato
rivestimento di protezione. Inoltre la varietà dei problemi di misura ha portato nel tempo ad
una molteplicità di soluzioni costruttive delle termocoppie.
Una termocoppia assiemata é infatti caratterizzata oltre che dal tipo di coppia
termoelettrica, dalle dimensioni dei termoelementi, dal tipo di isolamento dei termoelementi
(elettrico, chimico e meccanico) e infine dal tipo di giunto di misura (tipo di saldatura ed
isolamento elettrico del giunto).
I termoelementi, cioé i singoli conduttori, si presentano solitamente in forma di fili di
diametro standard (0,3-0,5-0,8-1,6-2,3-3,2 mm) avvolti su rocchetti o matasse a seconda del
diametro. Per poter contenere le tolleranze in quelle indicate dalle norme, é necessario
accoppiare i fili secondo la fornitura del produttore.
12 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
A parte le differenti dimensioni dei fili, che come già accennato influiscono sulla
maggiore o minore resistenza e durata della termocoppia, una notevole importanza riveste il
tipo di isolamento e di protezione della termocoppia. Da tali caratteristiche dipende infatti
l'applicabilità della termocoppia in ambienti chimicamente non inerti, specie ad elevate
temperature.
La termocoppia viene generalmente rivestita di una guaina flessibile o di un materiale
ceramico resistente ad elevate temperature. Cio sia per garantire un adeguato isolamento
elettrico dei fili tra loro e con l'ambiente circostante, sia per proteggere i termoelementi
dall'attacco chimico. Al di sotto dei 1000˚C la resistenza d'isolamento dovrebbe essere
superiore a 1MΩ, mentre per temperature superiori possono essere tollerate resistenze
dell'ordine di 1/10 di MΩ.
Tab. VII.4 Caratteristiche degli isolanti
Materiale
T [°C]
Resistenz
a
Solventi
Abrasione
Clor
di -40÷104 buona
discret
polivinile
a
Nylon
-53÷149 ottima
buona
Kapton
-268÷316 ottima
buona
Teflon (PFA)
-268÷260 ottima
ottima
Teflon (FEP)
-268÷204 ottima
ottima
Gomma silicone -78÷200 discreta discret
a
Amianto
-78÷538 buona
ottima
Fibra di Vetro
-78÷482 scarsa
ottima
Acidi
Basi
Fiamma Umidità
buona
buona
buona
buona
scarsa
buona
ottima
ottima
scarsa
buona
buona
ottima
ottima
buona
scarsa
buona
ottima
ottima
scarsa
buona
ottima
ottima
ottima
buona
ottima
ottima
Refrasil
Nextel
-78÷871 scarsa
-18÷1427 discreta
ottima
ottima
buona
buona
MgO
<1650
scarsa
scarsa
Al2O3
BeO
<1540
<2315
scarsa
scarsa
discret
a
buona
buona
ottima ottima scarsa
ottima ottima discret
a
buona ottima scarsa
buona ottima discret
a
buona ottima buona
ottima
buona
buona ottima buona
ottima ottima buona
13 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Per basse e medie temperature (inferiori ai 300÷400˚C) vengono generalmente impiegati
guaine isolanti flessibili a base di teflon, cloruro di polivinile, nylon, ecc.(Tab.VII.4), mentre
per elevate temperature sono disponibili isolanti flessibili a base di fibre ceramiche, fibre di
vetro, fibre di silice ed amianto, oppure isolanti a base di polveri di ossidi refrattari
compattati (ossidi di alluminio, berillio, magnesio).Un pozzetto termometrico (Fig.VII.4) in
acciaio inox, inconel, molibdeno, tantalio o lega di platino protegge ulteriormente la
termocoppia e l'isolante da agenti meccanici (elevata pressione) e chimico-fisici.
Anche l'isolamento elettrico del giunto di misura riveste una notevole importanza. I
principali tipi di giunzioni sono (Fig.VII.5):
a) a giunto esposto;
b) a giunto a massa;
c) a giunto isolato.
Un giunto esposto risulta economico e comporta un tempo di risposta estremamente
ridotto. Lo svantaggio principale consiste nel rapido deterioramento se esposto ad agenti
corrosivi e nella necessità di un ingresso di fem differenziale.
Un giunto a massa é realizzato saldando direttamente il giunto caldo della termocoppia sul
pozzetto termometrico, pertanto pur essendo, come il giunto esposto, soggetto a loop contro
terra, presenta il vantaggio di essere parzialmente protetto da agenti esterni.
Testa di
connessione
Pozzetto di
estensione
Pozzetto
termometrico
Termocoppia
14 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Fig.VII.4 Termocoppia assiemata
(a)
(b)
(c)
Fig.VII.5 Tipi di giunto caldo: a) esposto, b) a massa, c) isolato.
Un giunto isolato, infine, é costruito in modo tale da essere completamente isolato dal
pozzettto termometrico. Ciò limita fortemente l'insorgere di loop contro terra e l'influenza di
fem parassite, inoltre aumenta la reiezione al rumore del sensore. Per contro aumenta il costo
della termocoppia ed il suo tempo di risposta.
7.5 Circuiti termoelettrici e misura della forza elettromotrice
Un circuito termoelettrico elementare è costituito da due giunti e da un misuratore di
f.e.m. (Fig.VII.6). Quest'ultima dipende, come detto, dalla differenza di temperatura fra i due
giunti, quindi se si vogliono effettuare misure di temperatura assoluta è necessario mantenere
uno dei due giunti ad una temperatura costante e nota di riferimento. Questa di norma è scelta
pari a 0˚C, e viene ottenuta con pozzetti contenenti acqua e ghiaccio. Nelle applicazioni di
tipo industriale non è agevole l'uso di tali pozzetti per cui si usa mantenere il giunto di
riferimento a temperatura ambiente o si utilizzano apparecchiature di lettura autocompensate,
15 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
cioè contenenti un giunto di riferimento a temperatura nota Fig. VII.7 (cfr. Fig. VII.6). Per
misure di elevata precisione si utilizzano apparecchiature frigorifere in grado di mantenere
0˚C con una discreta stabilità, in appositi contenitori sigillati conteneti acqua pura e nei quali
è immerso il giunto di riferimento.
Molte volte in campo industriale non è conveniente dal punto di vista economico
estendere i fili della termocoppia sino al punto di misura a temperatura T1, per cui si realizza
un giunto di riferimento intermedio ad una generica temperatura T, collegando lo strumento
di lettura alla termocoppia per mezzo dei cosiddetti fili di compensazione. Questi altro non
sono che due fili aventi le stesse caratteristiche termoelettriche dei fili della termocoppia, ma
di qualità e quindi costo inferiore. In particolare questi fili sono particolarmente usati per
collegare le termocoppie di metallo nobile, di costo elevato, a punti di misura molto distanti
da quelli lettura. Nel caso di specie della termocoppia Pt /PtRh(10%) sono uno di rame e
l'altro di lega di rame con caratteristiche termoelettriche uguali a quelli della suddetta coppia.
Per quanto riguarda infine le misure di f.e.m., nella pratica industriale si é soliti leggere i
valori della f.e.m. con un galvanometro graduato. Tale pratica è però poco precisa, infatti la
f.e.m. così misurata EG non è coincidente con la f.e.m.
incognita ET generata dalla
termocoppia ma è ET = EG+(RTC+RC) i
Giunto di
misura
T1
T1
A
A
Cu
B
Cu
f. e. m.
Giunto di
riferimento
Giunto di
misura
B
A
Voltmetro digitale o
Ponte di precisione
Cu
Cu
B
T2
f. e. m.
Giunto di
riferimento
T3
16 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Fig VII.6 Collegamenti elettrici delle termocoppie
T1
Selettore Voltmetro
A
A
B
B
A
A
B
B
A
A
B
B
T0
Giunto di
riferimento
f. e. m.
T2
Selettore
A
A
B
B
T1 A
A
B
B
A
A
B
B
Fili di
compensazione
T2
f. e. m.
Voltmetro
autocompensato
Fig VII.7 Collegamenti elettrici multipli delle termocoppie
dove con i si è indicata la corrente che circola nel circuito di misura, RTC e RC le
resistenze della termocoppia e dei cavi di collegamento.
D'altro canto se è RG la resistenza del galvanometro di ha; EG=RGi e quindi:
RTC+ RC ⎤
⎡
ET = ⎢ 1 +
E
RG ⎥⎦ G
⎣
(VII.8
differenziando la (VII.8) si ottiene:
ΔET = EG
Δ(RTC + RC)
RTC + RC ΔRG ⎛
RTC + RC ⎞
⎟ ΔEG
− EG
+ ⎝⎜ 1 +
RG
RG
RG ⎠
RG
che, se come di norma di verifica, è RTC + RC <<RG diventa:
17 -
(VII.9
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
ΔET
Δ(RTC + RC)
ΔEG
=
+
ET
EG
RTC + RC + RG
(VII.10
Il secondo termine della (VII.10) dipende dalla classe del galvanometro usato, il primo
dall'accoppiamento circuito termoelettrico (cavi di compensazione, galvanometro). E' facile
ricavare che se la resistenza interna del galvanometro non è molto elevata la variazione di
resistenza dei fili della termocoppia esposti a notevoli gradienti termici può portare ad errori
anche dello 0,5% sul valore misurato di ET che, se si usano le tabelle, è noto con una
precisione non molto elevata per cui il metodo di misura risulta abbastanza impreciso.
Se il voltmetro di lettura è però un voltmetro elettronico o digitale con impedenze interne
dell'ordine dei megaohm la (VII.10) diventa ΔET/ET = ΔEG/EG = ΔV/V e quindi la precisone
nel determinare la f.e.m. dipende solo dalla classe dello strumento scelto.
Per misure molto precise della f.e.m generata da una termocoppia si utilizza di norma un
circuito del tipo potenziometrico la cui versione più semplice è riportata in Fig. VII.8. La
misura di f.e.m viene in tale caso effettuata paragonando la f.e.m. generata dalla termocoppia
con quella di una pila campione EC del tipo a cella di Weston (1.0186V) o al Cadmio
(1.019V).
E
R
Rc
Rx
T= Cost.
G
Ec
Et
Giunto di misura
Giunto di riferimento
18 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Fig VII.8 Circuito di misura potenziometrico
19 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Infatti, bilanciando il circuito di figura ed inserendo tramite il commutatore una volta la
pila ed una volta la termocoppia si ha:
ET =
RX
E
RC C
(VII.11
Poiché durante la misura non circola corrente attraverso la termocoppia la resistenza dei
fili e dei cavi di compensazione non interviene nella misura. La precisione di questi strumenti
è come detto molto elevata 0,015%, bisogna in ogni caso sottolineare che aumentare la
precisone di lettura della f.e.m. ET è inutile se non si conosce con precisone il legame tra ET e
la temperatura della termocoppia in uso e cioè non si è tarata a priori la termocoppia.
20 -
Cap VIII- Termometri a radiazione
CAP.VIII
TERMOMETRI A RADIAZIONE
Sono trascorsi più di 150 anni da quando il primo prototipo di termometro a radiazione
(denominato pirometro) veniva costruito da M'Sweeny, ma solo negli ultimi trenta anni tali
strumenti sono entrati a far parte dei misuratori di temperatura di uso comune. Ciò è
probabilmente dovuto sia alla modesta affidabilità e precisione dei primi termometri a
radiazione per applicazioni industriali, sia alla difficoltà di valutare la temperatura dalla
misura della radiazione termica emessa da una superficie.
L'etimologia della parola pirometro é "piros-metron", e cioé misura del fuoco,
perfettamente conforme al funzionamento dei primi termometri a radiazione, utilizzati nella
misura di elevate temperature. Il termine "pirometro" é però entrato a far parte della
terminologia corrente, a discapito della più corretta dizione di termometro a radiazione, per
indicare gli strumenti di misura della temperatura "a distanza" basati sulla misura della
radiazione termica emessa. Ciò é a rigore poco corretto dal momento che molti degli attuali
strumenti sono progettati per misurare temperature prossime a quelle ambientali.
Mentre dal punto di vista teorico un corpo qualsiasi emette una radiazione termica al di
sopra dello zero kelvin, in pratica non esistono sensori capaci di rilevare tale radiazione al di
sotto di livelli di soglia minimi (temperature di poco inferiori a quella ambiente). Le misure a
distanza della temperatura sono pertanto effettuabili con buona precisione solo se l'energia
radiante emessa dal corpo di misura è abbastanza elevata da poter essere rilevata dagli
elementi sensibili.
Le tecniche di misura "a distanza" della temperatura, per quanto detto, sono delle tecniche
di misura del flusso termico radiativo emesso da un corpo; quindi le equazioni e le
- VIII.1 -
Cap VIII- Termometri a radiazione
fenomenologie di seguito riportate sono valide anche per la descrizione del comportamento
delle apparecchiature per la misura dei flussi termici radiativi (termografi) che tanto successo
stanno avendo in questi ultimi anni in applicazioni di risparmio ed "auditing" energetico. E'
utile, infatti, ricordare che i rivelatori utilizzati nella termometria a radiazione sono gli stessi
delle apparecchiature termografiche. Queste ultime sono in grado di rilevare la distribuzione
di temperatura (con risoluzioni anche di un decimo di grado) della superficie in esame per
mezzo di un'opportuno sistema di scansione ottica (mappa termica).
Gli attuali termometri a radiazione sono caratterizzati da tecnologie notevolmente
differenti. Una possibile classificazione potrebbe ad esempio essere effettuata sia sulla base
del tipo di sensore utilizzato (l'occhio umano, un rilevatore termico o un rilevatore quantico),
sia sulla lunghezza d'onda operativa: termometro a radiazione monocromatico, a radiazione
totale, bicolore.
Al notevole pregio della misura "a distanza" della temperatura si contrappongono però
alcuni problemi metrologici ed economici quali ad esempio la non elevata affidabilità e la
notevole complessità costruttiva.
Ciò rende l'uso di tali strumenti particolarmente adatto solo in alcune applicazioni,
schematicamente elencate:
a) misure di temperatura elevate (generalmente al di sopra dei valori misurabili con
termocoppie e termoresistenze);
b) misure non intrusive "a distanza" (misure di oggetti in movimento, di oggetti non
accessibili, misure in ambienti pericolosi );
c) misura della temperatura media di superfici o di distribuzioni di temperatura (mappe
termiche);
d) misure di transitori termici o di fenomeni termici periodici di elevata frequenza.
8.1 Principio di misura
- VIII.2 -
Cap VIII- Termometri a radiazione
Tutti i corpi irradiano energia termica sotto forma di onde elettromagnetiche; tale
radiazione si propaga nel vuoto alla velocità costante di 2,99792458•108 m/s e la sua
lunghezza d'onda varia al variare dell'energia associata. Esiste cioé uno spettro di emissione
(fig.VIII.1) che, per la radiazione termica, va da 0,1 a 1000 µm.
L'energia totale emessa da un corpo non é funzione della sola temperatura, ma dipende
anche dalle caratteristiche superficiali della superfice emittente (composizione, finitura
superficiale). Una schematizzazione molto efficace nello studio dei fenomeni radiativi é
quella del corpo nero definito come un corpo che assorbe l'intera potenza termica raggiante
che su di esso incide. Da tale definizione ne consegue che, per il secondo principio della
termodinamica, il corpo nero é anche un emettitore ideale. Esso é cioé un corpo che emette la
massima potenza termica ad ogni prefissata temperatura. Tale potenza termica risulta essere
per la legge di Stefan-Boltzmann:
En (T) =
q
= σ T4
A
(VIII.1)
con σ definita come la costante di Stefan-Boltzmann pari a 5,67051•108 Wm-2K-4, A l'area
della superfice emittente e En il potere emissivo emisferico totale emesso per unità di area.
Per un corpo reale la radiazione effettivamente emessa é solo un aliquota di quella
massima. Tale aliquota espressa sotto forma di rapporto e denominata emissività (o
emittenza) é definita come:
εT =
E(T)
En (T)
(VIII.2)
λ (µm)
estremo UV
0,1
0,2 0,3
Vicino
0,05
0,5 0,7 1
Lontano
0,0
UV Visibile
- VIII.3 -
Vicino IR
5
10
Lontano IR
Cap VIII- Termometri a radiazione
Fig VIII.1 Spettro della radiazione elettromagnetica
La radiazione termica En(T) emessa da un corpo nero nell'intervallo spettrale (0.1÷1000
µm) non é però uniforme ma, come mostrato in figura VIII.2, dipende sensibilmente dalla
lunghezza d'onda e dalla temperatura. E' possibile descrivere la potenza termica spettrale
Enλ(T) emessa ad una assegnata lunghezza d'onda λ ed una assegnata temperatura T di un
corpo nero in base alla legge di Planck:
Enλ(λ,T) =
C1
(VIII.3)
λ 5 (eC2 /λT − 1)
con C1 e C2 costanti pari rispettivamente a 1,191044•108 W•µm4•m-2•sr-1 e 1,438769•104
µm•K.
La relazione (VIII.3) può essere semplificata, nel caso in cui λ•T << C3, nella relazione di
Wien:
Enλ(λ,T) =
C1
λ 5 . eC2 /λT
(VIII.4)
108
T= 5000 K
107
Enλ (W/m2 µ m)
106
3000 K
105
1500 K
104
1000 K
103
500 K
102
Luogo dei
massimi
101
0
violetto rosso
2
4
6
8
10
12
λ (µm)
visibile
Fig VIII.2 Potere emissivo spettrale di un corpo nero
- VIII.4 -
Cap VIII- Termometri a radiazione
Analogamente a quanto fatto per l'emissività (o emittenza) totale é possibile definire per i
corpi reali l'emissività (o emittenza) monocromatica come:
ελ =
Eλ(λ,T)
Enλ(λ,T)
(VIII.5)
Si noti che un corpo reale non solo emette una potenza termica totale inferiore a quella di
un corpo nero alla medesima temperatura ma, lunghezza d'onda per lunghezza d'onda può
emettere con una diversa emissività monocromatica.
Infatti da una posizione normale alla superficie emittente (Fig.VIII.3) viene intercettata un
area emittente pari a dA, mentre da un generico angolo di osservazione φ viene intercettata un
area pari a dA1= dA.
Per ciò che concerne la distribuzione spaziale della radiazione é opportuno rilevare che un
corpo nero segue la legge del coseno di Lambert, ovvero l'intensità di radiazione I (definita
come la potenza emessa dalla superficie raggiante per unità di angolo solido) emessa in una
generica direzione φ (Fig.VIII.3) risulta pari a:
Iφ=Incos(φ)
(VIII.6)
Se consideriamo un osservatore che guarda la superficie emittente attraverso un assegnato
angolo solido dφ, la radiazione R che esso percepisce, uguale al prodotto dell'intensità di
radiazione I per la superficie osservata, sarà sempre costante al variare dell'angolo di
osservazione φ:
R = In dA = Iφ dA/cos(φ)
(VIII.7)
Infatti da una posizione normale alla superficie emittente (Fig.VIII.3) viene intercettata un
area emittente pari a dA, mentre da un generico angolo di osservazione φ viene intercettata un
area pari a dA1= dA/cos(φ).
- VIII.5 -
Cap VIII- Termometri a radiazione
A
φ
d A1
dA
.
Fig VIII.3 - Superfice emittente intercettata
Ne consegue che, per un corpo lambertiano, la radiazione percepita su di un angolo solido
costante risulta indipendente dalla direzione di osservazione; condizione quest'ultima
strettamente necessaria per la misura della temperatura mediante un termometro a radiazione
senza dover posizionare il termometro in posizione ortogonale rispetto alla superficie
emittente.
Pertanto la deviazione dalle condizioni di emettitore ideale non deriva dalla sola
emissività dei corpi reali, ma anche dalla distribuzione non lambertiana della radiazione. Ciò
nonostante é possibile affermare che, sia per i corpi metallici che non, in un ristretto angolo
(circa 40°÷50°) si possa trascurare l'effetto della direzionalità.
Le relazioni su esposte sono alla base delle misure di temperatura effettuate con i diversi
termometri a radiazione. In tabella VIII.1 vengono riportate le relazioni notevoli che é
possibile utilizzare per effettuare una misura di temperatura T mediante:
a) la misura del flusso radiativo spettrale (termometro a radiazione monocromatico o a
banda):
- per confronto con quello di una sorgente a temperatura nota To (termometro a
radiazione "a filamento scomparente")
- utilizzando un elemento sensibile al flusso radiativo precedentemente tarato;
- VIII.6 -
Cap VIII- Termometri a radiazione
b) la misura del flusso radiativo totale utilizzando un elemento sensibile precedentemente
tarato (termometro a radiazione totale);
Tabella VIII.1 - Relazioni teoriche di funzionamento dei termometri a radiazione
Eλ(T)
e(C2 / λ T0) − 1
Termometro
a
radiazione
= ελ (C / λ T)
Eλ(T0 )
e 2
−1
monocromatico
(a filamento scomparente)
Termometro
a
radiazione
Eλ(λ,T) = ελ
C1
λ 5 . eC2 /λT
monocromatico
Termometro a radiazione totale
Termometro a radiazione bicolore
E(T) = ε σ T4
Eλ (T)
1
Eλ (T)
2
=
ελ
1
ελ
2
5
(C / λ T)
⎛ λ2 ⎞ e 2 2 − 1
⎜ ⎟
⎝ λ 1 ⎠ (C2 / λ1 T)
−1
e
c) la misura del rapporto tra i flussi radiativi spettrali a due o più lunghezze d'onda
(termometro a radiazione bicolore).
Esistono ovviamente grosse limitazioni pratiche all'applicazione delle relazioni teoriche di
funzionamento dei termometri a radiazione, infatti bisogna sottolineare che:
a) l'emissività spettrale e totale delle superfici é sempre diversa da quella di un corpo
nero (Fig.VII.4) ed é una funzione complessa della temperatura, della lunghezza d'onda, della
natura e condizione della superficie (oltre che in misura ridotta dell'angolo di emissione e
dello stato di polarizzazione).
- VIII.7 -
Cap VIII- Termometri a radiazione
corpo nero
Eλ
corpo grigio
superficie reale
λ
Fig.VIII.4 - Emittenza monocromatica per un corpo nero, grigio e reale
1.0
e
Superficie molto
ossidata
Superficie ossidata
(40 aria Tsup = 1033K)
0.8
0.6
Superficie ossidata
(30 aria Tsup = 933K)
0.4
Superficie ossidata
(30 aria )
0.2
Superficie pulita
0
200
400
600
800
1000
1200
T (°C)
Fig.VIII.5 - Emittenza monocromatica al variare dello stato di ossidazione
Il problema della conoscenza dell'emissività delle superfici di misura risulta tutt'altro che
trascurabile. I dati disponibili in letteratura infatti, quando esistenti, non sono noti con grande
accuratezza a causa della notevole dipendenza dalla natura e dalla condizione della superficie
(lavorazione superficiale, stato d'ossidazione, ecc.). A conferma di quanto su esposto, sono
riportate in Fig. VIII.5 le emissività totali normali di provini di rame al variare della
temperatura e con le seguenti caratteristiche superficiali: curva 1 superficie pulita e
- VIII.8 -
Cap VIII- Termometri a radiazione
speculare; curva 2 superficie ossidata per 30' in aria; curva 3 superficie ossidata per 30' in
aria a 933K; curva 4 superficie ossidata per 40' in aria a 1033K; curva 5 campione molto
ossidato .
Nella pratica, se non si conosce con esattezza il valore dell'emissività, è possibile ricorrere
ad un corpo nero "ausiliario" ponendo quando possibile nell'ambiente di misura un cilindro
refrattario con un rapporto L/D>10 chiuso ad un estremità e con l'altra estremità rivolta verso
il termometro a radiazione. In alternativa é possibile adoperare particolari vernici con
emissività nota.
b) specie a basse temperature misure di superfici con un basso valore dell'emissività
possono essere influenzate dalla riflessione della radiazione di altre superfici che incidono
sulla superficie di misura. Infatti essendo per la legge di conservazione dell'energia la somma
del coefficiente di assorbimento α, del coefficiente di riflessione ρ e del coefficiente di
trasmissione τ spettrali deve essere:
α λ + ρ λ + τλ = 1
(VIII.8)
α λ = ελ
(VIII.9)
Dalla legge di Kirchhoff:
ne consegue che nel caso di superfici opache (τ=0) come noto che:
ελ + ρ λ = 1
(VIII.10)
c) la radiazione emessa dalla superficie può essere significativamente attenuata dal mezzo
interposto tra la superficie e lo strumento di misura.
L'assorbimento dovuto all'atmosfera, specie per termometri a radiazione totale, inficia
l'accuratezza della misura per le bande di assorbimento dovute in particolare all'H2O ed alla
CO2. Tale assorbimento è chiaramente proporzionale alla distanza tra misurando e
misuratore e può essere generalmente del tutto trascurato in aria priva di sostanze inquinanti
per distanze di pochi metri. Il fenomeno dell'assorbimento può però risultare esaltato dalla
- VIII.9 -
Cap VIII- Termometri a radiazione
presenza di gas poliatomici ad elevato peso molecolare o quando le condizioni di misura
impongono distanze dell'ordine delle decine di metri. In ogni caso é possibile ovviare a tale
inconveniente scegliendo in modo opportuno la lunghezza d'onda in cui opera il termometro
a radiazione.
8.2 Tecnologie costruttive dei termometri a radiazione
I termometri a radiazione si differenziano sia per ciò che concerne il principio fisico
utilizzato (misura della radiazione totale, della radiazione emessa su di una assegnata banda,
della radiazione monocromatica, del rapporto di radiazione su due diverse lunghezze d'onda),
che per la tecnologia costruttiva dei sensori utilizzati (a stato solido, a film sottile, etc). Una
possibile classificazione tra questi potrebbe essere fatta sulla base della lunghezza d'onda
sulla quale essi operano. Si può in tal modo effettuare un distinguo tra:
- termometri a radiazione monocromatici (monocromatic pyrometers), anche denominati a
banda selettiva o a brillantezza (spectral-band, narrow-band or brightness pyrometers) basati
sulla misura della radiazione termica emessa da una sorgente su una determinata lunghezza
d'onda, o più precisamente su di una banda spettrale molto ristretta;
- i termometri a radiazione totale , anche denominati a banda larga, (total radiation or
wide-band pyrometers), basati sulla misura della radiazione termica su di un'ampia banda
spettrale;
- i termometri a radiazione bicolore o a rapporto (two colors or ratio pyrometers), che
misurano il rapporto tra la radiazione termica spettrale emessa da una sorgente su due distinte
lunghezze d'onda.
In ogni caso il termometro a radiazione si basa sulla misura della radiazione spettrale o
totale emessa da un corpo ed é sempre possibile distinguere tre componenti fondamentali:
a) un sistema ottico;
b) un sistema di rilevazione;
- VIII.10 -
Cap VIII- Termometri a radiazione
c) un sistema elettronico di condizionamento del segnale.
I possibili accoppiamenti di questi tre elementi dipendono essenzialmente dall'intervallo di
temperatura, dalla velocità di risposta e dall'incertezza tollerata.
Sistema ottico
Il sistema ottico assolve alle funzioni di puntamento, convogliamento e filtraggio del
segnale ottico. La funzione di puntamento rende possibile il corretto posizionamento dello
strumento rispetto alla sorgente di misura. Nelle versioni più sofisticate la porzione di
superficie misurata (target) é visivamente individuata dal sistema ottico di puntamento da un
contorno virtuale. Nella maggior parte dei casi, inoltre, il sistema é fornito di una lente di
protezione (windows) allo scopo di sigillare lo strumento dagli agenti esterni, nonché per
proteggere lo strumento dalle elevate temperature.
Il sistema ottico deve convogliare l'energia termica emessa dal corpo in un determinato
angolo solido, evitando nel contempo che in tale angolo sia convogliata radiazione spuria.
Tale scopo é di norma assolto da un disco opaco (Fig.VIII.6) che delimita il fascio luminoso
captato dallo strumento a quello di interesse, riducendo in tal modo gli effetti della luce
emessa o riflessa da eventuali altre sorgenti termiche. E' inoltre prassi comune dotare il
termometro a radiazione di un sistema di lenti che permette la messa a fuoco di sorgenti
radiative anche di dimensioni ridotte. Ad esempio un termometro a radiazione di dimensioni
normali puntato su di una superficie a circa 1m richiederebbe un "target" di circa 0,5 m di
diametro, contro i soli 5 cm necessari se si utilizzasse un sistema di lenti.
Il diametro del "target" é dunque funzione dell'apertura focale, della distanza dall'oggetto
di misura e della lunghezza focale (Fig.VIII.7). Allo scopo di consentire una scelta opportuna
delle dimensioni del "target" di misura sono commercialmente disponibili strumenti con
ottiche fisse intercambiabili o con messa fuoco variabile.
- VIII.11 -
Cap VIII- Termometri a radiazione
Giunto di
riferimento
Lente
area del
"target"
(a)
Giunto di misura
Specchio
Finestra protettiva
Specchio
(b)
Lente
Immagine del target
focalizzata nel piano
Fig.VIII.6 Esempi di sistemi ottici
a)
Target
T1
b)
c)
Target
d1
d2
1
d1
1
d2
1
f
Fig.VIII.7- Effetti sulle "dimensioni del target" di: a) apertura focale, b) distanza dal "target",
c) lunghezza focale
- VIII.12 -
Cap VIII- Termometri a radiazione
Purtroppo l'utilizzo di lenti comporta inevitabilmente aberrazioni cromatiche e
geometriche del flusso luminoso, oltre ad una attenuazione dovuta ad un coefficiente di
trasmissione diverso da 1. Per tale motivo sia la scelta del sistema ottico, che quella delle
finestre deve essere effettuata in concomitanza del tipo di termometro a radiazione. In altre
parole tutti gli elementi del sistema ottico devono essere trasparenti nella banda spettrale in
cui opera il rilevatore impiegato (Fig.VIII.8). Le caratteristiche delle lenti dipendono pertanto
sia dalla geometria (concava, biconcava, convessa, biconvessa, menisco, etc) sia dai materiali
utilizzati (vetri ottici, silicio, germanio, KSR-5, fluoruro di bario, etc.).
Filtri d'interferenza o di colore possono essere utilizzati allo scopo di limitare la risposta
spettrale del termometro a radiazione su una prefissata banda. I primi si basano sul fenomeno
di estinsione per interferenza delle radiazioni ottiche che si vogliono eliminare; i secondi
sull'assorbimento selettivo di alcuni materiali.
polietilene
ioduro di cesio
bromoioduro di tallio
bromuro di cesio
bromuro di argento
irtran 6 (CdFe)
InSb
bromuro di potassio
cloruro di argento
irtran 4 (ZnSe)
germanio
silicio
cloruro di sodio
irtran 2 (ZnS)
fluoruro di bario
trisolfuro di arsenico
irtrann 3 (CaF2)
irtran 5 (MgO)
irtran 1 (MgF2)
fluoruro di calcio
fluoruro di litio
zaffiro
alluminato di calcio
quarzo
vetro ottico
,01
,1
1
λ (µm)
10
100
1000
Fig.VIII.8-Campo di trasmissione dei comuni materiali ottici.
I filtri possono essere classificati anche come filtri passa-bassa, passa-alto, passa-banda a
seconda del tipo di filtraggio realizzato o ancora sulla base del campo operativo come filtri
- VIII.13 -
Cap VIII- Termometri a radiazione
UV, IR, visibili. In ogni caso, anche per i filtri più efficienti, il segnale di interesse subisce un
attenuazione.
Infine il sistema ottico può essere dotato di un sistema di interruzione periodico del fascio
luminoso detto "chopper", allo scopo di realizzare in uscita dal rilevatore un segnale
periodico. Condizione che consente oltre ad una maggiore stabilità nell'amplificazione del
segnale di uscita, una verifica dell'incertezza sistematica dello strumento (offset). Infatti,
specie quando si opera ad elevate lunghezze d'onda (cioé per misure di temperature non
elevate), il sensore riceve dalle parti interne dello strumento un flusso radiativo non più
trascurabile rispetto al flusso originato dalla sorgente di misura. In alcuni casi però, come per
i rilevatori piroelettrici, l'uso di un segnale ottico modulato é vincolato dal fatto che il sensore
sente esclusivamente variazioni di temperatura.
Sistema di rilevazione
Il sistema di rilevazione (sensore) assolve alla funzione di misura o confronto della
radiazione emessa dalla superficie di misura. In realtà non sempre tale radiazione viene
misurata mediante un rilevatore, infatti in taluni strumenti accade che essa viene confrontata
con la radiazione emessa da una sorgente di confronto a temperatura nota. E' il caso del
termometro a radiazione ottico a filamento scomparente dove la funzione di confronto é di
solito assolta dall'occhio umano o da un rilevatore fotoemissivo (fotomoltiplicatore).
La scelta del sensore (o rilevatore) è in ogni caso alquanto complessa ed è strettamente
legata alle diverse caratteristiche di impiego. Le caratteristiche variano infatti notevolmente
tra loro in termini di sensibilità, banda spettrale, tempo di risposta, temperatura di
funzionamento e per tale ragione influenzano in modo determinante le caratteristiche
metrologiche del termometro a radiazione.
I rilevatori possono essere suddivisi in due grosse categorie:
a) rivelatori termici
b) rivelatori fotonici o quantici
Il confronto della sensibilità e della risoluzione tra i diversi rivelatori può essere effettuato
sulla base del potere risolutivo Dλ* (detectivity) definito come:
- VIII.14 -
Cap VIII- Termometri a radiazione
D*λ =
√ A ∆f
NEP
(VIII.11)
dove A è l'area sensibile del rilevatore, ∆f la banda di frequenza, NEP è la potenza
equivalente di rumore e cioè il minimo valore di radiazione incidente sul rivelatore che
permette di ottenere un segnale equivalente al rumore di fondo. Quest'ultimo, infatti, é
sempre presente e si sovrappone al segnale di misura. Il rumore di fondo è dovuto al Rumore
Johnson (dovuto all'agitazione termica degli elettroni), al Rumore Flicker (dovuto ai
fenomeni di conduzione superficiale) ed al segnale spurio dovuto a tutta la radiazione
incidente sul rivelatore non proveniente dal corpo di misura.
Un valore elevato di Dλ* significa un basso NEP e quindi una buona soglia di sensibilità.
In fig.VIII.9 sono riportati i valori della sensibilità al variare della lunghezza d'onda dei più
comuni rilevatori.
1012
Si
Pbs (196 K)
In As (196 K)
1011
2
1
D l / (cm Hz / W)
In Sb
PbS
1010
Ge
Hg Cd Te
Pb Se
109
Piroelettrici
Bolometro
termopila
108
0
1
2
3
4
5
6
7
λ (µm)
Fig. VIII.9 Sensibilità spettrale dei rilevatori
I rivelatori termici misurano l'aumento di temperatura dello stesso rilevatore provocato
dall'assorbimento dell'energia radiante incidente. Appartengono a questa categoria
la
termopila, il bolometro ed i rivelatori piroelettrici. Essi hanno un potere risolutivo nettamente
- VIII.15 -
Cap VIII- Termometri a radiazione
inferiore rispetto a quelli quantici (circa 108 cm Hz1/2 W-1), ma una sensibilità spettrale
pressoché uniforme. Per tale motivo essi vengono generalmente impiegati per misure di
temperature non molto elevate dove é necessaria una banda di sensibilità molto estesa.
L'incertezza di misura dei rivelatori termici è influenzata sia dalla inaffidabilità dei valori
dell'emittenza totale disponibili in letteratura (la dipendenza dell'incertezza sulla temperatura
dall'incertezza sulla emittenza, come sarà in seguito evidenziato, risulta in tal caso maggiore
rispetto ad un rilevatore selettivo), sia dalla banda di assorbimento atmosferico dovuta alla
inevitabile presenza di H2O e CO2 e di eventuali altri gas inquinanti.
Per quanto riguarda più specificamente le caratteristiche costruttive:
- La termopila è ottenuta collegando in serie un certo numero (ordine di grandezza di 10100) di termocoppie in modo da avere agli estremi un segnale in tensione sufficientemente
elevato (Fig.VIII.10a). La radiazione viene fatta incidere sui giunti caldi mentre quelli freddi
sono schermati o posizionati in modo da non essere colpiti dalla radiazione. Il tempo di
risposta tipico é dell'ordine di 0,1÷1s.
- Il bolometro altro non è che una coppia di termometri a resistenza miniaturizzati
costituiti da sottili striscie di nickel, argento o platino (termoresistenze a film) o sottili strati
di ossido di cobalto o manganese (termistori) dotati di elevato coefficiente di variazione della
resistenza al variare della temperatura. L'elemento esposto al flusso Rs viene opportunamente
annerito, l'altro Rr funge da riferimento (Fig.VIII.10b). La costante di tempo per le piccole
masse in gioco può raggiungere valori molto ridotti (anche dell'ordine di 1÷5 ms).
- Il rilevatore piroelettrico (Fig.VIII.10c), infine, è basato sull'effetto di polarizzazione
spontanea, al variare della temperatura, di un cristallo dielettrico (solfato di triglicerina o
LiTaO3). Nei termometri a radiazione totale in cui viene utilizzato tale sensore, essendo
questo sensibile solo alla variazione della temperatura, é necessario un chopper che moduli il
segnale radiativo in ingresso. I tempi di risposta sono ridotti (dell'ordine dei millisecondi) e
l'unica grossa limitazione è quella della depolarizzazione spontanea del rilevatore. Fenomeno
che si verifica al superamento della temperatura di Curie, che per il solfato di triglicerina è di
circa 50°C, mentre per il LiTaO3 é sufficientemente elevata.
- VIII.16 -
Cap VIII- Termometri a radiazione
giunzione sensibile
giunzione di riferimento
E
(a)
∆E
∆E
elettrodi
(b)
(c)
Fig.VIII.10 Rilevatori termici: a)termopila; b)bolometro; c)rilevatore piroelettrico
I rivelatori fotonici sono caratterizzati da un elevato valore della detectivity Dλ*, ma tale
valore varia sensibilmente al variare della temperatura del rilevatore stesso (vedi fig.VIII.9)
in quanto per temperature molto basse (circa 77°K) diminuisce il rumore Johnson e
coseguentemente aumenta il valore di Dλ*. Per ragioni di costo i rilevatori quantici vengono
mantenuti alla temperatura ambiente (circa 300 K) negli strumenti industriali, nonostante in
tali condizioni il potere risolutivo sia come detto meno elevato. Inoltre i rilevatori fotonici, a
differenza dei rivelatori termici, presentano tempi di risposta molto ridotti che vanno dai
millisecondi ai nanosecondi ed una risposta spettrale molto selettiva con andamento a picco;
caratteristica del tipo di materiale semiconduttore scelto (Fig.VIII.9).
Il principio di funzionamento di tali rilevatori si basa sull'interazione tra i fotoni della
radiazione incidente ed i portatori di carica (elettroni) del semiconduttore che costituisce il
rilevatore stesso con una conseguente eccitazione di tali elettroni che passano così dalla
banda di valenza a quella di conduzione. Perché ciò sia possibile l'energia associata al fotone
E=hν deve essere sufficientemente elevata, e cioé avere una frequenza ν maggiore della
frequenza di soglia, caratteristica del tipo rilevatore e della sua temperatura (Fig.VIII.9).
- VIII.17 -
Cap VIII- Termometri a radiazione
Gli elettroni liberi, passati cioé alla banda di conduzione, possono andare ad incrementare:
a) la differenza di potenziale di una giunzione P-N, dando così origine ad un effetto fotovoltaico(Fig.VIII.11a);
b) la conducibilità elettrica del semiconduttore, di una giunzione P-N o di un transistore,
dando così origine ad un effetto foto-conduttivo (Fig.VIII.11b-c);
c) il potenziale catodico di un fotodiodo o di un tubo fotomoltiplicatore, dando così
origine ad un effetto foto-emissivo (Fig.VIII.11d);
d) una polarizzazione elettromagnetica, dando così luogo ad un effetto fotomagnetoelettrico(Fig.VIII.11e).
Semiconduttore A
(trasparente)
giunzione
Semiconduttore B
∆R
(b)
(a)
catodo
anodo
p
fotodiodo
n
(d)
n
collettore
fototransistor
p
emettitore
N
S
base
(c)
Fig.VIII.11 - Rilevatori quantici:
(e)
a)fotovoltaico;
b)fotoconduttivo;
c) giunzione fotoconduttiva;
d) fotoemissivo;
e) fotomagnetoelettrico
I rivelatori fotovoltaici sono costituiti da una giunzione di tipo P-N attraverso la quale
l'azione dell'energia raggiante provoca una migrazione di cariche, il cui flusso dipende
dall'intensità della radiazione incidente .Il sensore é pertanto autogenerante e quindi non
richiede alimentazione e può presentare in uscita un segnale in tensione, corrente o potenza.
- VIII.18 -
Cap VIII- Termometri a radiazione
I rilevatori fotoconduttivi sono costituiti da un materiale semiconduttore che cambia la
propria conducibilità elettrica al variare del flusso radiativo incidente. Tale variazione di
conducibilità risulta proporzionale al numero di elettroni che passano dalla banda di valenza
a quella di conduzione. La tecnologia normalmente utilizzata é quella basata sulla
deposizione di un film policristallino sensibile (quale PbS o PbSe) su di un substrato oppure
sulla tecnologia a stato solido basata invece su fenomeni di "bulk". In particolare alcuni
semiconduttori quali Si, GaAs, CdS, CdTe, mostrano una maggiore sensibilità alla radiazione
nel campo del visibile, mentre altri quali Ge,PbS,InSb, CdHgTe sono sensibili nel campo del
vicino IR. Infine CdHgTe, Ge:Hg, Ge:Cu , ancora poco utilizzati in applicazioni
metrologiche sono sensibili nel campo del lontano IR.
I rilevatori fotoemissivi sono invece basati sul fenomeno di emissione di elettroni da parte
di alcune sostanze esposte ad un flusso radiativo. Il rilevatore, nella sua forma più semplice
di cella fotoemissiva, é costituito da una cella in cui é praticato il vuoto e sulla cui parete
trasparente é depositata una sostanza fotoemissiva. Quest'ultima viene dunque polarizzata in
modo da funzionare da catodo. In tal modo ad un aumento del flusso radiativo corrisponde un
aumento linearmente proporzionale della corrente elettrica nel circuito elettrico associato. Il
flusso di elettroni emessi può essere opportunamente amplificato mediante una serie di
elettrodi intermedi, detti dinodi, interposti tra catodo ed anodo. In tale dispositivo,
denominato tubo fotomoltiplicatore, ciascun dinodo emette una quantita di elettroni secondari
pari a 5÷10 volte quelli ricevuti. Ne risulta una sensibilità più elevata, ma anche una
diminuzione della già non molto elevata stabilità. I tubi fotomoltiplicatori sono stati applicati
con successo ai termometri a radiazione ottici automatici.
Nel caso dei rilevatori fotomagnetoelettrici, in accordo alla legge di Lorentz, la radiazione
incidente (in una direzione ortogonale alla concentrazione delle cariche e al flusso magnetico
B imposto esternamente) genera una f.e.m.
- VIII.19 -
Cap VIII- Termometri a radiazione
Tab.VIII.2 - Caratteristiche di alcuni rilevatori termici e quantici
EFFETTO
RIVELATORE
BANDA
FISICO
TEMPO DI
SPETTRALE TEMPERATUR
RISPOSTA
[µm]
A [K]
[s]
FEM/ FV/ FC
2 ÷ 5,4
77/ 95/ 295
10-6
FV/ FC
2 ÷ 3,8
95/ 295
10-6
Germanio (Ge)
FC
0.85÷ 2
295
10-7
Germanio drogato oro (Ge:Au)
FC
1÷9
77
10-7
Germanio drogato mercurio (Ge:Hg)
FC
1÷14
30
10-7
Germanio drogato rame (Ge:Cu)
FC
1,5÷35
4.2
10-7
Germanio drogato zinco (Ge:Zn)
FC
1,5÷40
4.2
10-7
Seleniuro di Cadmio (CdSe)
FC
0.69÷0.74
-----
-----
Seleniuro di piombo (PbSe)
FC
1,2 ÷ 6,8
77/195/ 295
10-6
Silicio (Si Type I )
FV
0,6÷ 0,7
295
10-7
Silicio (Si Type II)
FV
0,7 ÷ 0,9
295
10-7
Silicio (Si Type II)
FV
0,75 ÷ 0,85
295
10-7
Silicio (Si Type III)
FV
0,84 ÷ 0,86
295
10-7
Solfuro di piombo (PbS)
FC
1,2 ÷ 3,8
77/ 295
10-3
Solfuro di cadmio (CdS)
FC
0,55÷0,62
-----
-----
Solfuro di cadmio e zinco (ZnCdS)
FC
0,4
-----
-----
S-20
FMT
0,65
295
10-15
S-25
FMT
0,85
295
10-16
FV/ FC
8 ÷ 14
77
10-8
Telloruro di piombo (PbTe)
FC
-----
77
-----
Termopila
TP
< 20
295
10-1
Bolometro
BOL
< 20
295
10-1
Solfato di triglicerina
PYR
< 20
295
10-3
LiTaO3
PYR
< 20
295
10-3
Antimoniuro di indio (InSb)
Arseniuro di indio (InAs)
Telloruro di cadmio e merc.(HgCdTe)
Nota:
FV - fotovoltaico
FMT - fotoemissivo
FC - fotoconduttivo
TP - termoelettrico
FEM - fotomagnetoelettrico
PYR - piroelettrico
BOL - termoresistivo
Sistema elettronico di condizionamento
Il sistema elettronico di un termometro a radiazione deve essere caratterizzato da un basso
rumore ed una elevata stabilità di guadagno. In generale esso sovraintende alle seguenti fasi:
a) fase di eccitazione (presente solo per gli elementi passivi);
- VIII.20 -
Cap VIII- Termometri a radiazione
b) fase di condizionamento del segnale (linearizzazione, filtraggio, amplificazione, ecc.)
c) fase di preelaborazione (compensazione dalla temperatura ambiente, dall'emissività,
ecc.);
d) fase di conversione A/D (non sempre presente)
e) fase di elaborazione analogica o numerica del segnale
In base al grado di sofisticazione dello strumento é possibile operare direttamente funzioni
come la correzione dell'emissività della sorgente, integrazione del segnale nel tempo (che
equivale ad un tempo di risposta programmabile), rilevazione e memorizzazione dei picchi
massimi e minimi, nonche della differenza rispetto ad un valore precedentemente
memorizzato.
8.3 Termometro a radiazione monocromatico
I termometri a radiazione monocromatici (monochromatic radiation thermometers), più
correttamente denominati a stretta banda spettrale (narrow-band radiation thermometers), si
basano, come detto, sulla misura del flusso radiativo spettrale teoricamente su una
determinata lunghezza d'onda. In realtà la banda spettrale di sensibilità varia a seconda dello
strumento da qualche decina di nanometri per alcuni termometri di elevata precisione a
qualche micrometro nei termometri industriali. Per tale motivo bisognerebbe a rigore fare
riferimento ad una banda spettrale e non ad una singola lunghezza d'onda, ma per ovvi motivi
di semplicità si é soliti far riferimento ad un unica lunghezza d'onda definita come lunghezza
d'onda effettiva.
La lunghezza d'onda di funzionamento dei termometri monocromatici é notevolmente
variabile a seconda del tipo di temometro.
Nel caso dei termometri ottici a filamento scomparente la lunghezza d'onda prescelta é
quella di massima sensibilità dell'occhio umano (pari a circa 0,65 µm)
- VIII.21 -
Cap VIII- Termometri a radiazione
Nel caso dei termometri ottici , che utilizzano una ridotta lunghezza d'onda, questa viene
scelta nel campo del visibile. Il campo di variabilità é infatti compreso tra circa 0,5 µm e 0.78
µm.
Nel caso dei termometri ad infrarosso, che utilizzano un'elevata lunghezza d'onda, essa
varia tra circa 0,78 µm e 14 µm.
Nella scelta della lunghezza d'onda e dell'ampiezza della banda spettrale del rilevatore,
ovvero del tipo di termometro a radiazione, sussistono due aspetti talvolta contrastanti. Dal
punto di vista puramente teorico la scelta della lunghezza d'onda dovrebbe essere effettuata
sulla base della legge di Wien ragion per cui al diminuire della temperatura misurata
bisognerebbe scegliere una più elevata lunghezza d'onda; inoltre, poiché al diminuire della
temperatura diminuisce anche la radiazione emessa su tale lunghezza d'onda, per ottenere un
segnale sufficientemente elevato bisognerebbe aumentare la banda di sensibilità. Per contro
per minimizzare le incertezze occorrerebbe scegliere una lunghezza d'onda ed una banda di
sensibilità sufficientemente piccole affinché l'influenza dall'emissività sia la più ridotta
possibile. Infatti allargando la banda spettrale aumentano le incertezze a causa sia della
caratteristica delle superfici reali di presentare generalmente valori dell'emissività costanti
solo in una ristretta banda, sia della diversa sensibilità del rilevatore al variare della
lunghezza d'onda. Inoltre diminuendo la lunghezza d'onda diminuisce la dipendenza della
misura dall'emissività infatti applicando le note leggi di propagazione dell'incertezza e
trascurando i termini correlativi l'incertezza relativa sulla temperatura risulta funzione
dell'incertezza relativa della misura del flusso radiativo, dell'emissività spettrale e del
coefficiente di trasmissione spettrale:
∆T λ T
=
T
C2
2
2
⎛ ∆Eλ ⎞ ⎛ ∆ελ ⎞ ⎛ ∆τλ ⎞
⎜
⎟ +⎜
⎟ +⎜
⎟
⎝ Eλ ⎠ ⎝ ελ ⎠ ⎝ τλ ⎠
2
(VIII.12)
Dalla relazione VIII.12 emerge che la scelta della lunghezza d'onda e della banda spettrale
risulta altresì influenzata, oltre che da l'incertezza assoluta sull'emissività e sul coefficiente di
trasmissione, dal valore assunto da tali coefficienti. Pertanto é necessario non solo conoscere
- VIII.22 -
Cap VIII- Termometri a radiazione
con adeguata precisione il valore dell'emissività e del coefficiente di trasmissione spettrali,
ma ovviamente che tali coefficienti siano il più prossimi al valore unitario.
Ad esempio nel caso del vetro, delle plastiche o di altre applicazioni speciali esiste solo un
assegnato campo spettrale in cui la superficie emittente presenta un valore dell'emissività
spettrale sufficientemente elevato a garantire una misura affidabile.
Allo stesso modo la riduzione del coefficiente di assorbimento dell'atmosfera di lavoro o
la sua variabilità durante le operazioni di misura possono diventare intollerabili quando
risulta non trascurabile la distanza dal target di misura o la variabilità delle concentrazioni dei
gas poliatomici (ad esempio l'H2O e la CO2 come illustrato in Fig.VIII.5).
In definitiva sia a causa della maggiore sensibilità ad elevata temperatura, sia per la
minore dipendenza dall'incertezza sull'emissività, é buona regole scegliere la più piccola
lunghezza d'onda compatibilmente alle necessità di misura della temperatura, al tipo di
superficie emittente ed alle condizioni ambientali.
8.3.1.Termometro ottico a filamento scomparente
Tale strumento occupa un ruolo fondamentale nella termometria a radiazione sia dal punto
di vista storico, che da quello della metrologia primaria. Esso infatti é stato il primo
strumento utilizzato per le misure a distanza della temperatura e come campione di
trasferimento della Scala Internazionale di Temperatura per elevate temperature.
Il termometro a radiazione a filamento scomparente é basato sul confronto tra i flussi
radiativi del corpo di misura e quella del filamento di una lampada tarata, effettuato ad una
lunghezza d'onda pari a 0,65 µm.
filtro
assorbente
filtro
rosso
Target
lampada
lente
reostato
- VIII.23 -
occhio
Cap VIII- Termometri a radiazione
Fig.VIII.12 - Termometro ottico a filamento scomparente
Il sistema di misura é illustrato in Fig.VIII.12. L'obiettivo concentra l'immagine della
sorgente su un filamento piatto di tungsteno contenuto in un'ampolla in cui è praticato il
vuoto. Tale filamento è alimentato, e quindi riscaldato elettricamente da una pila e la corrente
circolante può essere regolata tramite un reostato. La temperatura di regime del filo è una
funzione nota della corrente che fluisce attraverso esso. Il fascio luminoso prima di giungere
all'occhio dell'operatore attraversa un filtro rosso e successivamente un sistema ottico che
ingrandisce l'immagine. La misura consiste nel far sparire il filamento nel campo illuminato
dall'obiettivo manovrando opportunamente il reostato di alimentazione e misurando la
corrente di alimentazione. La scelta della lunghezza d'onda 0,65 é in linea teorica del tutto
arbitraria e risponde ai due criteri di massima sensibilità del potere risolutivo dell'occhio e di
minima temperatura misurabile, che comunque non risulta mai inferiore a circa 700÷800°C.
E' opportuno comunque evidenziare che la suddetta affidabilità dell'occhio umano risulta
tale solo se si adopera un filtro molto stretto. In ogni caso la presenza di variazioni casuali
delle caratteristiche dell'occhio umano dalla media la riproducibilità delle misure termometri
a radiazioneche va da circa ±1 K a ±3 K alla temperatura di 2000°C.
Esiste una versione automatica di tale strumento che consiste nella sostituzione dell'occhio
con un rilevatore fotosensibile nel confronto tra le luminanze. In tal modo é possibile
automatizzare anche l'operazione di aggiustamento della corrente circolante nel filamento
mediante un sistema di regolazione asservito al rilevatore (costituito da un fotomoltiplicatore
o da un fotodiodo). Tale modifica consente tra l'altro di migliorare le prestazioni sia in
termini di risoluzione (fino ad un centesimo di grado), che in termini di affidabilità (si
eliminano infatti quelle incertezze sistematiche dipendenti da valutazioni soggettive
dell'operatore). Inoltre la versione automatica prevede un'uscita elettrica e quindi
l'interfacciabilità a sistemi di regolazione e controllo. Infine l'uso di un rilevatore permette di
utilizzare lunghezze d'onda precluse all'occhio umano con la conseguente possibilità di
misurare anche temperature ridotte (mediamente fino a 600°C).
- VIII.24 -
Cap VIII- Termometri a radiazione
8.3.2 Termometro ottico
Il termometro a radiazione ottico viene utilizzato sia nella metrologia primaria che nelle
applicazioni industriali per misure di elevate temperature. I rilevatori generalmente impiegati
sono quelli al silicio ed al germanio oltre ai fotomoltiplicatori praticamente utilizzati solo
nella metrologia primaria. La peculiarità dei termometri ottici sta infatti nell'essere usati sia
per realizzare la scala di temperatura ITS, che per disseminare la scala stessa per tutti i
termometri che misurano elevate temperature.
8.3.3 Termometro ad infrarosso
I termometri ad infrarosso consenntono di coprire una vasta gamma di problematiche di
misura a distanza di medie e basse temperature. L'uso di tali termometri é poi d'obbligo in
alcune situazioni speciali in cui é possibile misurare solo in ristrette bande spettrali.
L'elevato numero e differenziazione dei rilevatori disponibili ed il costo ridotto di alcuni di
essi ha consentito l'utilizzo esteso di tali termometri in campo industriale e civile. I rilevatori
utilizzati e le principali caratteristiche sono riportati in tabella VIII.3.
L'ottica utilizzata é generalmente quella rifrattiva di cui é riportato un esempio in figura
VIII.6a
Tab VIII.3 - Bande spettrali comunemente utilizzate in commercio
Banda
spettrale
(µm)
Campo di
misura
(°C)
Tipo
di
rilevatore
Campo di applicazione
(principali caratteristiche)
0,7÷1,1
400÷
Si
Generale (elevata precisione)
1,1÷1,7
200÷1000
Ge
Metalli e vetro
2,0÷2,5
2,8÷3,4
3,9
4,4÷4,6
Generale
30÷800
PbSe
(PbS)
Plastica (polimeri), olii, cere, vernici,
carta
Combustione in forni a gas o ad olio
800÷2400 Piroelettrico Combustione (temperature di fiamma)
- VIII.25 -
Cap VIII- Termometri a radiazione
4,8÷5,2
50÷1300
Piroelettrico Vetro e materiali ceramici
7,9 (6% amp.)
20÷400
Piroelettrico Plastica (poliesteri) e vetro
8.4 Termometro a radiazione totale
I termometri a radiazione totale (total radiation pyrometers), più correttamente denominati
termometri a banda larga (wide-band radiation thermometers) sono utilizzati sia per misure di
basse temperature (fino a -50°C), che per intervalli di misura estesi (generalmente nel campo
0÷1000°C). Nonostante la modesta affidabilità il loro utilizzo é comunque diffuso
principalmente a causa della loro robustezza e del basso costo.
Dal punto di vista costruttivo il termometro a radiazione totale é molto simile a quello
monocromatico ad infrarosso anche se presenta rilevatori di tipo termico e può essere
totalmente privo di filtri. Sebbene teoricamente la banda di sensibilità sia estesa a tutto il
campo della radiazione termica, preticamente essa risulta limitata dalle lenti e finestre di
protezione. La scelta di tali componenti risulta quindi maggiormente critica dal momento che
quest'ultime potrebbero ridurre tale sensibilità ed introdurre ulteriori incertezze. A tale scopo
l'ottica maggiormente utilizzata e quella a specchio (di tipo riflessivo) come illustrato in
figura VIII.6b.
Le bande spettrali generalmente utilizzate dai termometri a radiazione commerciali sono:
2÷20 µm
quando non viene utilizzato alcun filtro;
4,5÷20 µm in tal modo si ottiene un beneficio derivante dalla reiezione alla radiazione solare
riflessa dalla superficie di misura;
8÷14 µm
(la banda più diffusa) che si ottiene utilizzando appositi filtri allo scopo di
eliminare la banda inferiore agli 8 µm dove é particolarmente elevato
l'assorbimento della radiazione da parte dell'anidride carbonica e del vapor
d'acqua.(4÷8µm) e l'influenza dalla radiazione solare riflessa (inferiore a circa 3
µm).
- VIII.26 -
Cap VIII- Termometri a radiazione
Il principale difetto di tali strumenti é quello di non avere un'elevata precisione a causa
della propagazione delle incertezze derivanti dall'emissività della sorgente di misura, nonché
dal coefficiente di trasmissione atmosferico. Tale effetto risulta infatti:
∆T 1
=
T
4
2
⎛ ∆E ⎞ 2 ⎛ ∆ελ ⎞ ⎛ ∆τλ ⎞
⎟ +⎜
⎟
⎟ +⎜
⎜
⎝ E ⎠ ⎝ ελ ⎠ ⎝ τλ ⎠
2
(VIII.15)
La maggiore incertezza di misura non deriva però dal diverso valore del coefficiente di
sensitività (in taluni casi infatti questo risulta addirittura inferiore a quello dei
monocromatici), ma dal valore dell'incertezza sull'emissività (che essendo funzione della
temperatura raramente risulta valutabile a priori con un'elevata precisione) e sul coefficiente
di trasmissione (che comprendendo anche le zone di massimo assorbimento risulta anch'esso
difficilmente valutabile a priori con un'elevata precisione).
Un ulteriore fattore critico deriva dal fenomeno di autoemissione dello strumento. Infatti
la radiazione emessa dalle superfici interne dello strumento (a temperatura ambiente) risulta
non più trascurabile quando la radiazione della sorgente emittente é dello stesso ordine di
grandezza.
8.5 Termometro a radiazione bicolore
I termometri a radiazione bicolore (two-color radiation thermometers), vengono anche più
correttamente denominati termometri a rapporto di radiazione (radiation ratio thermometers).
Essi si basano sulla misura del rapporto tra la radiazione emessa alla stessa temperatura su
due prefissate lunghezze d'onda.
Lo strumento consiste di un sistema ottico, di un sistema di selezione di lunghezze d'onda,
e di uno o due rilevatori. Il sistema di selezione della lunghezza d'onda utilizza filtri ad
assorbimento, filtri ad interferenza o filtri selettivi. I rilevatori impiegati sono sia di tipo
termico, che quantico.
- VIII.27 -
Cap VIII- Termometri a radiazione
E' facile dimostrare che la misura della temperatura non dipende né dalle emissività
spettrali ελ1 e ελ2, né dai coefficienti di trasmissione spettrali dell'atmosfera τλ1 e τλ2 se alle
due lunghezze d'onda λ1 e λ2 tali coefficienti possono ritenersi pressoché uguali, né, infine,
dipende da eventuali ostacoli o polveri disposti sul cammino ottico se essi sono ad una
temperatura relativamente bassa. A rigore perché la misura di temperatura sia indipendente
dall'emissività, non é strettamente necessario che il corpo di misura sia grigio (ovvero che sia
ελ costante al variare di λ), ma é sufficiente che i due valori dell'emissività sulle due
lunghezze di lavoro siano uguali.
Sulla base della legge di Planck si ha infatti che per un corpo grigio essendo (ελ1=ελ2;
τλ1=τλ2):
R=
Eλ (T)
1
Eλ (T)
2
=
ελ
1
ελ
2
(C / λ T)
⎛ λ2 ⎞ e 2 2 − 1
⎜ ⎟
⎝ λ 1 ⎠ (C2 / λ1 T)
e
−1
5
(VIII.16)
In realtà la tecnica del bicolore non risolve affatto tutti i problemi legati all'emissività. Al
contrario per un corpo reale l'emissività spettrale risulta in genere fortemente variabile con la
lunghezza d'onda.
Applicando le leggi di propagazione emerge che l'incertezza di misura sulla temperatura
(eq.VIII.17) risulta fortemente condizionata dalla distanza tra le due lunghezze d'onda di
lavoro. Infatti sebbene matematicamente risulti un effetto favorevole all'aumentare di tale
distanza (infatti aumenta la sensibilità del termometro e diminuisce la sensibilità alle diverse
cause di incertezza), aumenta fortemente la probabilità di avere differenti emissività e
trasmittanze spettrali.
∆T
=
T
T
1
1 ⎞
−
C2 ⎛⎝
λ1 λ2 ⎠
2
2
∆(ελ −ελ ) ⎞ ⎛ 1 ⎞
1
2
⎛ ∆R ⎞ + ⎛ 1 ⎞ 2 ⎛⎜
⎟
⎟ ⎜
⎜
⎟
⎜
⎝ R ⎠ ⎝ ελ ⎠ ⎝ (ελ −ελ ) ⎟⎠ + ⎜⎝ τλ ⎟⎠
1
1
2
1
2
2
⎛ ∆(τλ1 −τλ2 ) ⎞
⎜⎜
⎟⎟
⎝ (τλ1 −τλ2 ) ⎠
(VIII.17)
- VIII.28 -
Cap VIII- Termometri a radiazione
Per tali ragioni il termometro a radiazione bicolore trova applicazione solo in applicazioni
speciali (ovvero dedicate ad una particolare classe di materiali) e per condizioni di misura
particolarmente avverse come quelle industriali.
- VIII.29 -
Cap IX -Taratura dei sensori
CAP.IX
TARATURA DEI SENSORI
Il processo di taratura dei sensori consiste nell'insieme delle operazioni necessarie alla
determinazione della curva di taratura, e cioé del legame funzionale esistente tra l'ingresso e
l'uscita del sensore, sotto specificate condizioni. Tale curva é rappresentabile graficamente,
analiticamente o in modo tabellare. Più in generale si parla anche di diagramma di taratura
(vedi fig.IX.1) riferendosi all'intera fascia di valori possibili (fascia di incertezza) a cavallo
della curva di taratura.
Nel caso specifico della grandezza temperatura per effettuare la taratura é necessario
potare il sensore, oggetto della taratura, ad un assegnato valore di temperatura, definito
tramite un campione riferibile alla Scala Internazionale di Temperatura (ITS-90), e
successivamente misurarne il valore di uscita. In generale occorre effettuare tale operazione
in più punti sperimentali scelti in base al tipo di sensore ed al tipo di taratura.
Esistono infatti due diversi metodi di taratura dei sensori di temperatura, e cioè il metodo
ai punti fissi ed il metodo per confronto, ciascuno dei quali
necessita di particolari
apparecchiature e strumenti di taratura.
Per evitare fin d'ora possibili confusioni é necessario distinguere tra le operazioni di taratura
(calibration) vera e propria e quelle di verifica e messa a punto dello strumento. La verifica
della taratura consiste in una ritaratura dello strumento senza però ricostruirne il diagramma
di taratura, ma semplicemente verificando se un dato insieme di punti di misura noti risultano
entro i limiti del diagramma di taratura predeterminato.
- IX.1 -
Cap IX -Taratura dei sensori
Y
Yi + ui
Yi
Yi - ui
curva di
taratura
Ii
I
Fig.IX.1 Diagramma di taratura
La calibrazione consiste invece in un insieme di operazioni effettuate sullo strumento di
misura (tipo regolazione dello zero e della sensibilità) al fine di riportarlo entro la fascia di
valori determinata nella taratura.
In ogni caso il misurando, utilizzato nelle operazioni di taratura, verifica e messa a punto,
deve essere noto con un incertezza trascurabile rispetto a quella del sensore tarato. Ciò é
sicuramente verificato quando l'incertezza dello strumento utilizzato come riferimento é di
almeno un ordine di grandezza inferiore rispetto a quello in esame, oggetto di taratura. E'
necessario quindi individuare una vera e propria gerarchia tra gli strumenti campioni
necessari alla taratura, che ne garantisce la riferibilità ad uno stesso campione primario (vedi
fig.IX.2). Essa é definita dagli stessi organi preposti alla realizzazione, conservazione e
trasferimento dei campioni di misura. In Italia tale compito é assolto per la temperatura
dall'Istituto di Metrologia "Gustavo Colonnetti" del C.N.R. e dal servizio italiano di taratura
SIT da esso coordinato.
- IX.2 -
Cap IX -Taratura dei sensori
CAMPIONE PRIMARIO
IMGC / ITS-90
SECONDARI
IMGC
CAMPIONI E
STRUMENTI
CAMPIONI DI
I LINEA
CAMPIONI DI
II LINEA
STRUMENTI
CAMPIONI E
STRUMENTI
STRUMENTI
STRUMENTI
Fig. IX.2 Catena di riferibilità di un laboratorio di misura di temperatura
3.1 Metodo di taratura ai punti fissi
Il metodo di taratura ai punti fissi consiste nel realizzare in laboratorio i punti fissi
necessari all'interpolazione delle relazioni di funzionamento degli strumenti di misura
nell'intervallo di interesse.
Come si è accennato precedentemente un punto fisso è di norma un particolare stato
termodinamico di una sostanza pura in cui coesistono più fasi. In tali condizioni gli scambi
termici, dovuti alla non perfetta adiabaticità dei sistemi reali, vengono compensati dai termini
di accumulo dovuti al calore latente di evaporazione o solidificazione. E' possibile in tal
modo realizzare un ambiente isotermo ad un valore di temperatura noto.
L'ITS-90 stabilisce, come descritto al cap.II, un determinato numero di punti fissi, scelti
sulla base di fattori metrologici e considerazioni di carattere economico, e suddivisi in
primari e secondari a seconda del loro grado di riproducibilità. Il valore assegnato a tali punti
è noto per definizione per quanto concerne il punto triplo dell'acqua, mentre per gli altri punti
- IX.3 -
Cap IX -Taratura dei sensori
questi vengono assegnati dall'ITS-90 mediante misure di elevata precisione con termometri
termodinamici. Essi sono:
punto di solidificazione, consistente nello stato termodinamico di coesistenza della fase
solida e liquida di una sostanza pura (generalmente un metallo) alla pressione atmosferica
(101325 Pa);
punto di ebollizione, consistente nello stato di coesistenza tra la fase liquida e gassosa di
una sostanza pura (generalmente un gas bassobollente o l'acqua) ad una assegnata pressione,
scelta salvo diversa specifica coincidente alla pressione atmosferica;
punto triplo, consistente nello stato di coesistenza delle tre fasi, solida liquida e gassosa di
una sostanza pura.
Mentre alcuni di tali punti sono facilmente riproducibili nella maggior parte dei laboratori
di taratura e disponibili commercialmente, altri possono essere realizzati solo da laboratori
estremamente specializzati anche a causa dell'elevato costo.
La realizzazione pratica dei punti fissi si effettua mediante contenitori adiabatici ed
ermetici, detti celle, diverse a seconda del tipo di punto fisso e della sostanza utilizzata.
Particolare attenzione deve essere inoltre prestata affinchè la sostanza termometrica non
venga a contatto con il sensore in taratura contaminandolo.
Il punto triplo dell'acqua è sicuramente il più utile ed importante dei punti fissi definiti
dall'ITS-90. La cella consiste in un contenitore cilindrico in vetro nel quale è stato praticato il
vuoto, si è introdotto dell'acqua di elevata purezza e composizione normale ed infine è stato
siggillato ermeticamente (fig.IX.3).
Commercialmente sono disponibili diversi bagni, ma l'uso di essi é prerogativa solo dei
laboratori avanzati a causa sia dell'elevata cura, che del tempo che richiede la loro
preparazione. La riproducibilità di questi punti può raggiungere anche lo +/-0,00001 K, ma
ordinariamente è circa pari a +/-0,001 K con un livello di confidenza del 95%.
- IX.4 -
Cap IX -Taratura dei sensori
Fig.IX.3 Cella di taratura punto triplo dell'acqua
I punti di solidificazione vengono invece utilizzati in alternativa ai punti tripli per la loro
maggiore praticità e ai punti di ebollizione per la minore influenza della pressione ambiente
sul valore della temperatura di solidificazione. Ad esempio variazioni della pressione
barometrica da 28.5 a 31 inHg provocano variazioni sulla temperatura inferiori a 0.001°C sul
punto di solidificazione dell'acqua. La temperatura dell'interfaccia liquido-solido dipende dal
tipo e dalla concentrazione delle impurità presenti nella fase liquida oltre che dalle tensioni e
dalle dimensioni dei grani nella fase solida. Uno schema della cella è riportato in fig.IX.4.
- IX.5 -
Cap IX -Taratura dei sensori
Fig.IX.4 Cella di solidificazione.
Tra i diversi punti di solidificazione quello dell'acqua viene utilizzato in special modo
come giunzione di riferimento nelle termocoppie e come punto di calibrazione negli altri
termometri.
I punti di solidificazione dello stagno e dello zinco sono invece largamente utilizzati nella
taratura delle termoresistenze e di altri sensori.
I punti di ebollizione, a lungo utilizzati anche come punti primari nella scala
internazionale, sono stati declassati a punti secondari nella scala ITS-90 a causa della
notevole influenza della pressione barometrica sul valore della temperatura. Ad esempio
variazioni della pressione barometrica da 29.5 a 31.0 inHg comportano variazioni della
- IX.6 -
Cap IX -Taratura dei sensori
temperatura per l'acqua fino a 1,5 °C. Inoltre, comparativamente alle celle di solidificazione,
tali celle sono notevolmente più elaborate e difficili da utilizzare (fig.IX.5).
Fig IX.5 Cella di ebollizione
In ogni caso per migliorare le prestazioni delle celle é possibile ricorrere a complessi
apparati di regolazione automatici. Tale complessità, unita alla rigidità dei punti fissi, rende
poco pratico il metodo di taratura ai punti fissi, che per tale motivo resta ancora limitato alla
taratura dei campioni primari nei laboratori nazionali ed internazionali e invece ancora poco
utilizzato nei laboratori di taratura industriali .
3.2 Metodo di taratura per confronto
Il metodo di taratura per confronto consente, a differenza di quello ai punti fissi, di
costruire la caratteristica reale dello strumento per punti. La taratura consiste dunque
nell'associare ad una serie di misure effettuate con uno strumento campione, un serie
- IX.7 -
Cap IX -Taratura dei sensori
effettuata con il trasduttore in prova. Ciò é possibile dal momento che entrambi gli strumenti
vengono mantenuti virtualmente alla stessa temperatura.
Tab.IX.1 Caratteristiche dei sistemi di termostatazione
Sistema di
fluido termostatico
campo di misura
termostatazione
(blocco equalizzato)
criostato
termostato
forno
a letto fluido
forno ad asse
vetricale
forno ad asse
orizzontale
Acqua+liquido
anticong.
Alcol
Isopentano
Acqua
Olio siliconico
sali fusi
Polvere di
allumina
rame nichelato
inconel
inconel
uniformità e
stabilità tipica
-30÷0°C
-70÷0°C
-160÷0°C
0.05°C
15÷100°C
80÷260°C
280÷600°C
150÷600°C
0.02°C
0.02°C
0.07°C
500÷800°C
800÷1100°C
600÷1100°C
0.5°C
1°C
0.2°C
Il sistema di taratura in tal caso consiste di un ambiente termostatato a temperatura
regolabile di elevata stabilità ed uniformità, uno strumento di misura campione ed un sistema
di lettura.
L'ambiente termostatato si differenzia a seconda dei campi di temperatura e viene di volta
in volta denominato:
criostato;
bagno termostatico a liquido o a miscela di sali fusi;
forno a letto fluidizzato;
fornetto a blocco metallico equalizzatore.
Un discorso a parte meritano i sistemi di taratura dei pirometri, che saranno trattati nel
paragrafo 3.5.
In tabella IX.1 sono riportati tali apparecchiature con i rispettivi campi di utilizzo, nonché
i fluidi termostatici e la riproducibilità del sistema.
Nel campo delle basse temperature (-200-0°C) vengono solitamente utilizzati i criostati
(fig IX.7), mentre per temperature medio-basse (-100-0°C) i bagni termostatici a freon o ad
alcool, che verranno descritti in seguito. Nei criostati il termometro campione e il sensore da
- IX.8 -
Cap IX -Taratura dei sensori
tarare sono contenuti all'interno di un blocco di rame di elevata conducibilità termica che ha
la funzione di equalizzatore. Quest'ultimo é mantenuto alla temperatura desiderata mediante
un fluido in moto che lo lambisce esternamente e mantenuto in agitazione. Dell'azoto liquido
é inoltre contenuto in un apposito contenitore disposto sulla testa del criostato ed é immesso
nel liquido dal basso attraverso una serpentina regolata da una valvola a spillo, ma la
regolazione fine é delegata ad una riscaldatore elettrico. L'evaporazione dell'azoto é causa del
raffreddamento del liquido, e compensa in tal modo gli inevitabili scambi termici con
l'ambiente; quest'ultimi ridotti al minimo, al fine anche di garantire una migliore uniformità,
per mezzo di uno schermo radiativo.
- IX.9 -
Cap IX -Taratura dei sensori
Fig.IX.6 Criostato
I bagni termostatati sono costituiti da un ambiente mantenuto ad una determinata
temperatura mediante un sistema di riscaldamento o raffreddamento (fig.IX.8). L'uniformità
del bagno è garantita da appositi fluidi di scambio, caratterizzati da una elevata diffusività e
mantenuti continuamente in agitazione. Normalmente vengono utilizzati acqua deionizzata
per temperature in feriori alla temperatura di ebollizione, olii sintetici non conduttivi al di
sotto della temperatura di flash (l'olio DOW-CORNING 550 con un flash-point a 260°C ne é
un buon esempio) e per elevate temperature (fino a 500-600°C) miscele di sali fusi o metalli a
- IX.10 -
Cap IX -Taratura dei sensori
basso punto di fusione (ad es. lo stagno). Per temperature al di sotto dello zero sono invece
impiegati soluzioni di acqua e liquidi anticongelanti (fino a -30°C), oppure sostanze con una
bassa temperatura di solidificazione come alcool denaturato (fino a -70°C), metanolo (fino a 100°C), pentano o isopentano (fino a 160°C). Il fluido deve inoltre soddisfare altre proprietà
elettriche e di funzionamento, quali ad es. quella di essere un isolante elettrico e di mantenere
le stesse proprietà su tutto l'intervallo di funzionamento.
Fig.IX.7 Bagno di taratura
Sfortunatamente ciò non accade a temperature piuttosto elevate, dove sussistono inoltre
altri problemi quali l'infiammabilità, l'elevata corrosività e la possibilità di esplosione al di
sopra del flash-point.
I numerosi problemi esistenti nei bagni tradizionali a liquido di scambio ad elevate
temperature fanno dei bagni a letto di allumina fluidizzata una valida alternativa. Il bagno
unisce i vantaggio della maggiore sicurezza dei forni alle elevate proprietà termiche dei
liquidi di scambio. In esso infatti l'aria circolante contiene particelle di allumina finemente
- IX.11 -
Cap IX -Taratura dei sensori
mescolate ("fluidizzate") che forniscono al fluido delle proprietà simili ad un liquido, quali
l'elevata capacità termica e una maggiore conduttanza cosicché l'ambiente di taratura risulta
avere piccoli gradienti termici e cioé una maggiore uniformità. Il bagno é costituito da un
involucro cilindrico di acciaio inossidabile intorno al quale é avvolto un elemento
riscaldatore e alla cui base è disposto un setto poroso attraverso il quale l'aria insufflata porta
con se le finissime particelle di allumina che per gravità si depositerebbero sul fondo. Il
cilindro interno é a sua volta contenuto in altri due contenitori coibenti il primo dei quali
funzionante da schermo radiativo. Il riscaldatore interno oltre che a compensare gli scambi
termici verso l'esterno funge da preriscaldatore dell'aria insufflata nel bagno. Il bagno viene
normalmente impiegato nel campo 250-600°C, ma può essere utilizzato anche per
temperature più basse (150°C).
I forni di taratura (Fig.IX.8) sono esclusivamente utilizzati per la taratura dei sensori ad
elevate temperature. In essi infatti si hanno più elevati gradienti termici dovuti al fatto che il
fluido di scambio non é allo stato liquido. Per ovviare a tale problema che porterebbe a
incertezze intollerabili il forno é provvisto di opportuni blocchi equalizzatori. Quest'ultimi
sono solitamente costituiti di rame, o per elevate temperature a causa dei fenomeni di
ossidazione di inconel. In commercio sono disponibili diverse versioni con regolazioni
automatiche e manuali. Essi possono funzionare con accettabili uniformità e stabilità fino a
temperature di circa 1100°C.
Gli strumenti campione utilizzati nelle operazioni di taratura per confronto sono riferibili
allo stesso campione primario definito dalla ITS-90; essi sono stati dettagliatamente descritti
nel cap.II.
- IX.12 -
Cap IX -Taratura dei sensori
Fig.IX.8 - Forno di taratura
Il sistema di lettura é l'elemento finale del sistema di taratura. Esso provvede alla
trasduzione finale della grandezza di uscita del sensore in una grandezza numerica. E'
possibile suddividere tali strumenti in due grosse categorie:
strumenti di lettura analogici;
strumenti di lettura digitali.
I primi sono praticamente gli strumenti tradizionali che provvedono a seconda dei casi
nella misura della grandezza trasdotta dai sensori. Essi sono a seconda dei casi dei ponti di
precisione in c.c. o in c.a. con incertezze inferiori a poche decine di ppm, nel caso di
termoresistenze, oppure dei potenziometri nel caso delle termocoppie con incertezze sino a
0,1 µV.
Gli strumenti di lettura digitali meglio conosciuti come sistemi di acquisizione dati
forniscono in uscita direttamente la grandezza misurata espressa in codice binario. Per questo
motivo essi risultano più flessibili dei sistemi analogici in quanto possono essere direttamente
collegati ad un sistema elaborativo.
- IX.13 -
Cap IX -Taratura dei sensori
3.3 Analisi delle incertezze di taratura
L'incertezza di taratura, nel caso del metodo ai punti fissi, dipende fondamentalmente dalla
riproducibilità dei punti fissi (che nei dispositivi commerciali risulta circa pari a 0,05°C).In
fig.IX.9 viene riportata la propagazione delle incertezze dovute ai punti fissi, calcolata
analiticamente considerando l'influenza di un'incertezza unitaria su ciascun punto fisso preso
singolarmente. Il calcolo dell'incertezza globale di taratura può quindi essere effettuato
sommando statisticamente le incertezze dovute a ciascun punto fisso.
Nel metodo per confronto l'incertezza dipende essenzialmente dalla capacità del sistema di
portare e mantenere entrambi gli strumenti alla stessa temperatura, oltre che dalla incertezza
sulla grandezza di riferimento (campione di misura) e dall'incertezza del sistema di lettura. In
ogni modo, pur essendo in tal caso le incertezze totali di taratura superiori a quelle del
metodo ai punti fissi, esse soddisfano la gran parte delle richieste e in molti casi raggiungono
i limiti intrinseci dei trasduttori in esame .
Fig.IX.9 Propagazione delle incertezze di realizzazione dei punti fissi
- IX.14 -
Cap IX -Taratura dei sensori
Per realizzare la condizione di isotermia nello spazio in cui sono sistemati gli elementi
sensibili e nel tempo necessario alle operazioni di misura é necessario che il bagno soddisfi le
su citate condizioni di uniformità e stabilità.
Per migliorare l'uniformità del bagno è necessario non solo prevedere pareti isolanti in
modo da ridurre i gradienti termici, ma utilizzare appropriati fluidi con una elevata
diffusività, e mantenuti in moto all'interno del bagno in modo da massimizzare gli scambi
termici interni. Nel caso di forni e criostati mantenere trascurabili i gradienti termici é
sicuramente più complesso a causa dei maggiori gradienti di temperatura esistenti tra il bagno
e l'ambiente esterno e dell'impossibilità di utilizzare i fluidi di scambio convenzionali. In ogni
modo l'uniformità dell'ambiente interno viene ottimizzata ricorrendo a blocchi equalizzatori
in cui vengono introdotti entrambi i sensori e posizionando l'elemento sensibile in prova il
più vicino possibile allo strumento campione. E' necessario inoltre tenere in debito conto
l'effetto aletta che lo stesso sensore provoca; tale inconveniente può essere minimizzato
mantenendo una adeguata profondità di immersione. In linea di principio risulta conveniente
mantenere nelle operazioni di taratura la stessa profondità di immersione che il sensore deve
avere nelle condizioni di impiego, ma specie per i sensori elettrici di elevato diametro é
buona norma posizionare il sensore in modo che non risenta della temperatura ambiente. Nel
campo -100-260°C è possibile comunque limitare tale incertezza sistematica posizionando i
sensori ad una profondità di circa 20-30 volte il diametro esterno della guaina e verificando la
misura ripetendola ad una profondità superiore. Eventuali differenze di temperatura tra
sensore ed ambiente di misura possono essere imputabili oltre che alla disuniformità del
bagno alle perturbazioni derivanti dallo stesso sensore; ad esempio nel caso delle
termoresistenze e nei termistori può essere rilevante il fenomeno di autoriscaldamento.
La stabilità é invece fondamentalmente delegata al sistema di regolazione e quindi alla
sensibilità e alla prontezza del sensore e dell'intera catena di regolazione. In ogni modo per
ciascun punto sperimentale é opportuno effettuare più letture (minimo 5 letture) calcolando
così direttamente il valore medio. Tuttavia é possibile migliorare la stabilità mantenendo una
predeterminata sequenza nelle serie di misura. Ad es. misurare la temperatura mediante lo
standard all'inizio e alla fine di una serie di acquisizione sul sensore sotto test e cioé:
- IX.15 -
Cap IX -Taratura dei sensori
- campione, termometro in prova,..., termometro in prova, campione;
oppure in sequenza alternata:
- campione, termometro in prova, campione, termometro in prova, ...
L'incertezza sulla grandezza di riferimento é invece caratteristica del campione utilizzato
ed é deducibile dal certificato di taratura dello stesso campione oltre che da possibili
componenti dovuti alla deriva a lungo termine. Ulteriori incertezze possono derivare dalla
misura della grandezza trasdotta dal campione di misura (resistenza, fem, dilatazione
termica), dalle grandezze di influenza (umidità, pressione atmosferica, livelli di disturbo
meccanici e magnetici). Infine bisogna considerare che il metodo di interpolazione
inevitabilmente porta con se una incertezza tanto maggiore quanto più piccolo é il numero dei
punti di taratura utilizzati. Una stima di questa può essere ad esempio fatta a partire dal
calcolo dei residui.
3.4 Metodi di interpolazione ed elaborazione dati
La relazione matematica utilizzata é, nel caso dei campioni primari, definita dalla stessa
ITS-90, mentre nel caso di sensori industriali é spesso fornita dalle norme, o in mancanza di
esse dal costruttore, come caratteristica nominale. Essa può essere:
- lineare, e in tal caso in linea di principio è necessario effettuare la taratura in soli due
punti;
- non lineare, in tal caso è necessario ricorrere o ad una partizione della curva in più tratti
lineari (fig.) oppure come visto ad una interpolazione con una opportuna relazione ad
esempio un polinomio di grado n.
Le deviazioni del sensore dalla caratteristica standard dipendono per lo più dalle impurità
del materiale e per tale motivo vengono spesso anche chiamate incertezze del materiale
(materials tollerance).
Il numero dei punti fissi che occorre realizzare nella taratura di un particolare strumento
risulta funzione:
a) del termometro stesso;
- IX.16 -
Cap IX -Taratura dei sensori
b) della relazione matematica interpolatrice;
c) dell'intervallo di temperatura;
d) dell'incertezza desiderata.
In linea di principio aumentando il numero di punti e di ripetizioni é possibile migliorare
l'incertezza totale. Per entrambi i metodi di taratura l'operazione di taratura si effettua solo in
un numero discreto di punti. Per tale motivo é necessario scegliere i punti sperimentali di
misura in modo da coprire l'intera scala; inoltre, nel caso dei sensori ad uscita elettrica,
bisogna individuare una relazione matematica atta a descrivere la caratteristica.
Nel caso dei termometri a colonna di liquido in vetro i punti vengono scelti con passo
uniforme e in numero non superiore a 100. In ogni caso é necessario effettuare almeno 4
punti di misura sulla scala principale ed eventualmente il controllo dello zero in quella
ausiliaria. In tal modo é possibile definire una tabella di deviazione del termometro rispetto
alle temperature di riferimento in cui sono contenute le deviazioni dalla caratteristica
nominale.
Per i termometri a resistenza di platino le equazioni di interpolazioni e i punti fissi sono
definite per i termometri campioni dalla scala internazionale e riportate nel capitolo II,
mentre per i termometri industriali si può fare riferimento alle norme nazionali ed
internazionali. La norma UNI-CTI 7937, nonché la IEC 751, la DIN 43760 e la BS 1904,
prescrivono due diversi seguenti polinomi interpolatori a seconda del campo di temperatura.
Nel campo di temperatura tra 0 - 850°C un polinomio di 2° grado del tipo:
Rt
2
= 1 + A. t + B. t
R0
(IX.1
dove le costanti Ro, A e B possono essere determinate o dalla misura della resistenza ad
un numero minimo di 3 punti sperimentali applicando le seguenti relazioni algebriche:
Ro=R(0)
B=R(0)*(t3-t2)-R(t2)*t3+R(t3)*t2 /t3*t2*(t3-t2)
A=R
- IX.17 -
Cap IX -Taratura dei sensori
oppure attraverso il metodo dei minimi quadrati eseguendo la taratura in un numero
maggiore di punti che dovrebbe essere almeno pari a 2 volte il grado del polinomio più uno
(in tal caso almeno pari a 6).
E' possibile inoltre, per tener conto della diversa precisione con cui si é in grado di
riprodurre tali punti, applicare ad essi un diverso peso statistico. In particolare i punti di
taratura vengono scelti in modo più possibile uniforme. Per ovvie ragioni generalmente si
ricorre in tale campo ai punti: 0°C, 100°C la massima temperatura di lavoro. Quando però
quest'ultima è inferiore a 150°C risulta preferibile scegliere uniformemente i due punti di
taratura (ad esempio a 75°C e a 150°C). In ogni caso qualora si abbia un campo di lavoro
molto ristretto é sempre consigliabile eseguire la taratura in un campo minimo 0-100°C.
Infine é buona norma ricontrollare la taratura nel punto zero per verificare la riproducibilità.
Nel campo di temperatura tra -200 - 0 °C un polinomio del 3° grado:
Rt
= 1 + A. t + B. t2 + C. (t − 100). t3
R0
(IX.2
dove le costanti Ro, A, B e C possono essere valutate analogamente al caso del polinomio
di 2° grado mediante un'ulteriore punto scelto al di sotto dello zero.
Per la caratteristica nominale dei termometri a resistenza al nickel e al rame, di più
limitato uso, si può invece fare riferimento all'OIML (Organizzazione Internazionale di
Metrologia Legale), che raccomanda i rapporti R(100)/R(0).
In particolare l'elevata linearità dei termometri al rame consente di utilizzare una relazione
lineare:
Rt
= 1 + α. t
R0
(IX.3
Per ciò che concerne invece i termistori la relazione é possibile utilizzare la relazione
semplificata :
⎛1
R(T)
β. ⎜ −
=e ⎝T
R(Tref)
- IX.18 -
1 ⎞
⎟
Tref ⎠
(IX.4
Cap IX -Taratura dei sensori
Per quanto riguarda le termocoppie diversi sono i polinomi interpolatori a seconda del
tipo di sensore e dell'intervallo di temperatura. Ad esempio, l'IPTS-68 prevedeva per una
termocoppia tipo S l'utilizzo di una relazione di interpolazione del tipo:
E = a + b. t + c. t2
(IX.5
dove le costanti a,b e c erano determinate per taratura ai punti di solidificazione dell'oro,
dell'argento e dell'antimonio nell'intervallo 630,74-1064,43°C. Utilizzando inoltre anche il
punto di solidificazione dello zinco e la relazione:
E = a + b. t + c. t2 + d. t3
(IX.6
era possibile estendere il campo di utilizzo della termocoppia fino a 400°C senza
introdurre incertezze superiori a 0,1°C nell'intervallo 630,74-1064,43°C.
In tal modo é possibile ricavare una curva di taratura espressa direttamente in termini di T
e f.e.m..
In generale tale metodo é veramente poco utilizzato, e in linea di massima si preferisce
utilizzare la rappresentazione dei dati di taratura in termini di differenze tra i valori standard
(calcolati a partire dai coefficienti dei polinomi di riferimento definiti dalle norme stesse in
base a considerazioni statistiche) ed i valori delle f.e.m. misurate nei punti sperimentali. La
norma UNI-CTI 7938 stessa raccomanda l'applicazione del metodo delle differenze. In tal
modo é possibile ricavare una curva di deviazione mediante l'interpolazione di dette
differenze. La scelta del grado del polinomio più adeguato può essere effettuata a partire dal
grado più basso scartando quei polinomi in cui i valori sperimentali non sono contenuti
all'interno della fascia di incertezza. Solitamente un polinomio di terzo grado approsssima
bene i valori sperimentali.
La scelta del numero di punti sperimentali va per quanto detto valutata caso per caso e
comunque deve essere non inferiore a cinque e deve possibilmente coprire l'intero campo di
utilizzo. Inoltre, nel caso delle termocoppie, é buona norma prevedere un punto di controllo
per l'isteresi.
- IX.19 -
Cap IX -Taratura dei sensori
Sul problema della frequenza con cui dovrebbero essere ripetute le operazioni di taratura,
poco o nulla é specificato dalle norme, nonchè dalla letteratura. Inoltre una analisi accurata
dovrebbe essere fatta caso per caso data la ridotta stabilità di alcuni termoelementi.
L'esperienza consiglia comunque di eseguire la taratura almeno una volta all'anno qualora il
trasduttore sia impiegato saltuariamente, mentre per usi intensivi almedo dopo 300-500 ore di
funzionamento.
3.5 Taratura dei termometri a radiazione
Un discorso a parte merita la taratura dei pirometri sia per quel che riguarda gli strumenti,
che i mezzi di confronto. Il pirometro é infatti a rigore più che uno strumento di misura della
temperatura un misuratore della energia radiante emessa da una sorgente. La misura della
temperatura viene pertanto ricavata in modo indiretto e ricorrendo ad alcune ipotesi
semplificative, come si esporrà dettagliatamente in seguito.
Al di là del metodo di taratura ai punti fissi dei pirometri monocromatici primari, definito
dall'ITS-90 e di stretta pertinenza dei laboratori primari, esistono per il metodo di confronto
due diversi mezzi di taratura per confronto quali le lampade. ed i corpi neri. .
Le lampade presentano diversi vantaggi pratici rispetto ai corpi neri quali il breve tempo
di messa a regime dovuto alla ridotta inerzia termica ed il fatto di non necessitare di un
pirometro campione se la lampada é stata preventivamente tarata. Nel caso di taratura con
lampade pirometriche, quelle a vuoto presentano un campo di lavoro compreso tra 800 e
1500°C, quelle a gas hanno invece un campo più esteso che va da 1300 a 2300°C.
La taratura mediante corpi neri necessita invece oltre che di una apposita cavità di un
campione di trasferimento che può essere oltre ad uno stesso pirometro campione, una
termoresistenza o una termocoppia campione.
Un corpo nero, come noto, consiste di una superfice ideale che ha le seguenti proprietà:
- di assorbire l'intera radiazione incidente;
- di emettere per una qualsiasi lunghezza d'onda e temperatura la massima radiazione;
- IX.20 -
Cap IX -Taratura dei sensori
- di essere isotropico, ovverossia di emettere una radiazione che non dipende dalla
direzione e cioé che segue la legge del coseno di Lambert.
Il potere emissivo di un corpo nero segue allora esattamente la legge di Planck e la sua
emissività é praticamente uguale ad 1. In natura esistono realmente pochissime sostanze che
approssimano il comportamento dei corpi neri ed in generale l'emissività, oltre ad essere
minore di 1, é funzione della lunghezza d'onda, della temperatura e dell'angolo di incidenza.
Anche quei materiali che appaiono neri alla vista sono spesso tali solo nel visibile, la
distribuzione spettrale reale di un corpo é, come evidenziato in fig.IX.10a ben diversa da
quella ideale, inoltre la distribuzione direzionale é del tipo indicata in fig.IX.10b.
Per tale motivo più che ad una particolare sostanza si ricorre ad un particolare artificio
geometrico che fa si che l'energia incidente su una superfice non venga successivamente
riflessa. Un dispositivo pratico che approssima tale comportamento può considerarsi una
cavità isoterma. Infatti la probabilità che l'energia raggiante incidente sull'apertura della
cavità possa, una volta raggiunto l'interno della cavità, essere riflessa all'esterno é molto
bassa. Ciò a causa dell'elevato rapporto tra superfice interna della cavità ed apertura stessa.
Questa può assumere diverse forme alcune delle quali riportate in fig. IX.11.
La realizzazione pratica di cavità che approssimano un corpo nero é fondamentale alla
definizione della scala internazionale. Infatti per elevate temperature risulta praticamente
impossibile operare con termometri convenzionali. Per tale motivo la ITS-90 definisce, come
visto nel cap.II, al di sopra dei 961.78°C (punto di solidificazione dell'argento) la temperatura
sulla base della legge di Planck e misurata con un pirometro monocromatico.
- IX.21 -
Cap IX -Taratura dei sensori
(a)
(b)
Fig.IX.10 Radiazione emessa da una superfice reale:
a) distribuzione spettrale; b) distribuzione direzionale
Fig.IX.11 Forme più comunemente utilizzate per cavità
- IX.22 -
Cap IX -Taratura dei sensori
- IX.23 -