Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
METODI DI MISURA DELLA TEMPERATURA
La termometria é un settore consolidato della metrologia, anche se l'innovazione
tecnologica rende spesso disponibili sul mercato nuovi sensori e strumenti che possono
trovare anche applicazione nel settore industriale (termoresistenze miniaturizzate, sensori a
fibra ottica, termometri all'infrarosso). Nella pratica industriale prevale in genere l'uso di
strumenti tradizionali poco sofisticati e soprattutto di non elevato costo. La scelta é per lo più
limitata, vista la semplice trasducibilità elettrica dei relativi segnali, a termocoppie e
termometri a resistenza.
Una prima suddivisione tra i differenti metodi di misura utilizzati nel controllo di processo
e negli impianti civili ed industriali é quella che distingue tra:
-
metodi basati su fenomenologie di tipo elettrico;
-
metodi classici non elettrici.
Una tale suddivisione, anche se netta, non consente di effettuare i necessari confronti
applicativi. Per tale motivo è opportuno operare ulteriori differenziazioni tra i sensori sulla
base dei singoli principi di misura e delle tecnologie utilizzate, individuando famiglie aventi
caratteristiche metrologiche ed impiantistiche omogenee. Tutto ciò anche allo scopo di poter
effettuare le considerazioni necessarie per la scelta ottimale del sensore più idoneo alle
proprie esigenze.
In Tab. IV.1 e IV.2 vengono riportati i principi di misura e le principali caratteristiche dei
sensori di temperatura maggiormente utilizzati
.1 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Tab.IV.1 Principi di misura
TIPO
PRINCIPIO
FISICO
Termometro a
liquido
dilatazione
termica
Termometro a
gas
legge dei gas
perfetti
Termometro a
vapore
Termometro
bimetallico
Termometro a
resistenza
Termistore
Termocoppia
GRANDEZZA
TRASDOTTA
SENSORE
STRUMENTO
ASSOCIATO
spostamento del mercurio, toluene capillare graduato
liquido
o alcool etilico,
bulbo e capillare
pressione gas
gas in bulbo e
manometro
capillare
variazione della tensione vapore vapore saturo in
manometro
pressione del
bulbo metallico e
vapore saturo con
capillare
la temperatura
differente
differente
due placchette
amplificatore
dilatazione
dilatazione
aderenti e avvolte
meccanico
termica
metalli
a spirale o elica
variazione della resitenza elettrica fili di platino,
ponte in DC o
resistenza dei
rame, nickel, etc.
AC,
conduttori
potenziometro,
voltmetro
comparatore
variazione della
resistenza
semiconduttore
multimetro
resistenza dei
elettrica
semiconduttori
effetto Seebeck
f.e.m.
coppia
potenziometro,
termoelettrica
millivoltmetro
Termometro a
radiazione
monocromatico
(automatico o
manuale)
Termometro a
radiazione
ad infrarosso
legge di Planck
f.e.m.
legge di Planck
f.e.m.
Termometro a
radiazione
totale
legge di StefanBoltzmann
f.e.m.
Termometro a
radiazione
bicolore
legge di Planck
(rapporto delle
radiazioni)
f.e.m.
.2 -
fotodiodo,
ottica, lampada a
fotomoltiplicatoro filamento, filtro
occhio umano monocromatore,
servo sistema aut.
o man.
fotodiodo o
ottica, filtro
fotoconduttore
ottico,
millivoltmetro o
potenziometro
termopila,
ottica, voltmetro
bolometro o
o potenziometro
sensore
piroelettrico
fotodiodo o
ottica, filtri,
fotomoltiplicatore
voltmetro
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Tab.IV.2- Caratteristiche dei sensori di temperatura
Sensori a Contatto
Principio di misura
termometri a bulbo
termometri a riempimento
termometri bimetallici
termometri a resistenza
termistori
termocoppie
Caratteristiche
principio: dilatazione liquido
campo: -50÷400°C
(in funzione del
liquido)
incertezza: 0.05-2°C
uscita: meccanica
norme UNI 6893
principio: variazione pressione
di gas, vapore, liquido
campo: -50÷600°C
incertezza: 1-2°C
uscita: meccanica
norme UNI- CTI 9010
principio: dilatazione di
solidi
campo: 0÷600
incertezza: 1-5°C
uscita:: meccanica
norme UNI- CTI 9010
principio: variazione
resistenza
elettrica di metalli
campo -250÷850°C
incertezza: 0.01-0.1°C
uscita: elettrica
norme UNI-7937, IEC 751
principio: variazione
resistenza
elettrica di
semiconduttori
campo -100÷200°C
incertezza: 0.5-1°C
uscita: elettrica
principio: effetto Seebeck
campo <350°C (T)
<900°C(E)
incertezza: 0.5÷5°C
uscita: elettrica
norme UNI-CTI 7938
IEC 584-1/2/3
.3 -
Vantaggi/ Svantaggi
Vantaggi
- elevata stabilità
Svantaggi
- elevata costante di tempo
- campo di misura ridotto
Vantaggi
- lettura a distanza
Svantaggi
- elevata costante di tempo
- problematiche installazione
Vantaggi
- basso costo
Svantaggi
- scarsa precisione
- non utilizzabili a distanza
Vantaggi
- elevata affidabilità
- linearità
Svantaggi
- elevato costo
- elevata costante di tempo
Vantaggi
- basso costo
- elevata sensibilità
Svantaggi
- autoriscaldamento
Vantaggi
- basso costo
- piccola costante di tempo
Svantaggi
- non linearità
- bassa sensibilità
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Sensori a Distanza
Principio di misura
termometri monocromatici
termometri all'infrarosso
Caratteristiche
Vantaggi/ Svantaggi
principio radiazione emessa
nel visibile
campo -800÷5000°C
incertezza: 1-10°C
uscita: elettrica
principio radiazione emessa
nell'infrarosso
campo -50÷3000°C
incertezza: 1-10°C
uscita: elettrica
principio: radiazione totale
campo: 0÷2000°C
incertezza: 1-10°C
uscita: elettrica
Vantaggi
- misure a distanza
- piccole costanti di tempo
Svantaggi
- dip. emissività e elev. costo
Vantaggi
- misure a distanza
- piccole costanti di tempo
Svantaggi
- dip. emissività e elev. costo
Vantaggi
- misure a distanza
- medio costo
Svantaggi
- elevate costanti di tempo
- dipendenza propr. emissive
termometri a radiazione totale
(sensore termico)
Sono di tipo non elettrico i sensori basati su:
-
la variazione di pressione di un gas ( a volume costante) al variare della temperatura.
-
la variazione di volume di un liquido al variare della temperatura.
-
la variazione della pressione di un vapore al variare della temperatura.
-
la variazione delle dimensioni di un solido al variare della temperatura (Termometri
bimetallici).
Sono invece di tipo elettrico i sensori basati su:
-
la variazione della resistenza elettrica di un metallo e di un non metallo al variare della
temperatura (Termometri a resistenza-Termistori).
-
la variazione della f.e.m. ai capi di un circuito termoelettrico costituito da due metalli
differenti al variare della temperatura (Termocoppie).
-
la misura della temperatura di un corpo tramite la misura della radiazione emessa nel
campo del visibile o dell'infrarosso (Pirometri ottici-Termometri all'infrarosso).
.4 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
-
la misura della temperatura di un corpo tramite la misura della radiazione totale emessa
(termometri a radiazione totale).
Una seconda classificazione dei sensori di temperatura può essere effettuata sulla base del
campo di applicazione consigliato per ciascun metodo. Ma la classificazione che sembra
essere migliore è quella che divide tra loro:
-
i metodi di misura per contatto (termometri a dilatazione di gas, liquidi e solidi,
termocoppie, termometri a resistenza, termistori);
-
i metodi di misura a distanza (termometri a radiazione ottici, termometri all'infrarosso,
termometri a radiazione totale, termometri bicolore).
Questa classificazione è da considerarsi, insieme a quella basata sul campo di
applicazione, la più utile per la scelta del tipo di strumento da adottare anche perché le due
metodologie di misura per contatto ed a distanza sono affette da differenti incertezze che ne
determinano una migliore o peggiore affidabilità a seconda del tipo di misura di temperatura
che si va ad effettuare. Infatti la prima metodologia implica, per un corretto funzionamento,
un "intimo contatto" del sensore con il solido, liquido (il contatto in questo caso è
immersione) o gas di cui si vuole misurare la temperatura. Il sensore a contatto "sente
sempre la sua temperatura" e sarà il modello termico del contatto sensore ambiente di misura
(modello che coinvolge tutte le fenomenologie di scambio presenti) a caratterizzare lo
scostamento tra valore letto e valore misurato.
Il sensore a distanza, invece, è sempre un sensore di radiazione e non di temperatura, per
cui la temperatura letta dal sensore a distanza è legata a quella reale della superficie emittente
da un complesso modello termico radiativo che
descrive essenzialmente le proprietà
emissive della superficie di misura e dell'ambiente che si interpone tra sensore e superficie in
modo tale da consentire una valutazione dello scostamento tra ipotesi ideale (sensore puntato
su un corpo nero con mezzo di propagazione completamente trasparente) e situazione reale
(sensore puntato su corpo al più grigio e mezzo di propagazione non completamente
trasparente) .
.5 -
Dispense di Fondamenti di Metrologia Meccanica
Metodi di misura della Temperatura
Nei capitoli seguenti sono esaminati nel dettaglio solo i sensori classificati di tipo
elettrico, per la ovvia ragione che questi con la prepotente avanzata delle conoscenze nel
campo dell'elettronica e le sempre maggiori esigenze di controllo automatico degli impianti,
sono i metodi industrialmente più adottati e vanno via via sostituendo gli strumenti di tipo
non elettrico che trovano ancora applicazione solo in laboratorio o in specifiche situazioni
industriali in cui è richiesta solo una attività di verifica.
.6 -
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
TERMISTORI
I termistori (termine derivato dall'inglese "thermistor" crasi di "Thermal Sensitive
Resistors") sono elementi termometrici che presentano come sensore un semiconduttore
generalmente ottenuto da miscele di ossidi metallici sinterizzati. Questi composti, anche
tramite opportuni drogaggi, sono
caratterizzati sia da una spiccata mobilità con la
temperatura dei portatori di carica (elettroni o lacune), sia da una notevole dipendenza della
concentrazione di questi ultimi con la temperatura. Tutto ciò garantisce a questi elementi
sensibili una caratteristica di variazione della resistenza al variare della temperatura (curva
caratteristica) del tipo:
R = a eb/T
(VI.1)
dove a e b sono due costanti che dipendono dal materiale semiconduttore scelto.
La resistenza R dei termistori (ottenuti ottimizzando i rapporti di massa degli ossidi di
nichel, magnesio, cobalto, rame, ferro ed uranio, in modo da realizzare il miglior
compromesso fra resistività e sensibilità), a differenza di quanto accade per i termometri a
resistenza, è quindi decrescente al crescere della temperatura (Fig.VI.1) ed il loro coefficiente
di temperatura α (definito analogamente ai termometri a resistenza) è negativo e non costante
nel campo di temperatura di impiego ( più alto alle basse temperature e più basso alle alte).
Questa è la ragione per cui al termine termistore talvolta si aggiunge la sigla NTC
("Negative Temperature Coefficient") a sottolineare la negatività del coefficiente di
temperatura. Quest'ultimo che può assumere valori anche dell'ordine di 40.000÷60.000°C-1 é
comunque di almeno un ordine di grandezza superiore a quelli caratteristici dei termometri a
resistenza.
Esistono anche termistori PTC ("Positive Temperature Coefficient") basati sull'impiego di
materiali ferroelettrici (ad esempio il BaTiO3 opportunamente drogato con Sb) che sono
.1 -
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
caratterizzati da una resistività debolmente decrescente con la temperatura, ma ad una
temperatura caratteristica (detta critica) presentano una curva di resistenza che varia
positivamente e bruscamente di molti ordini di grandezza, per poi tornare alla caratteristica
precedente (fig. VI.2). Questa caratteristica fa si che i PTC vengano spesso utilizzati per
funzioni di allarme.
Per quanto riguarda i termistori NTC, che sono noti ed impiegati in campo elettrico da
decine di anni, è opportuno sottolineare che la loro utilizzazione come sensori di temperatura
si è via via affermata solo negli ultimi decenni in conseguenza: i) sia delle migliorate tecniche
di produzione per sinterizzazione (che hanno permesso di garantire la uniformità della
produzione e quindi l'intercambiabilità dei sensori), ii) sia per l'applicazione di tecniche di
invecchiamento/stabilizzazione, che hanno fortemente ridotto la non stabilità iniziale della
curva caratteristica dei termistori, garantendo così la produzione di unità riproducibili e
stabili.
Sono, infatti, ormai in produzione termistori speciali con curve caratteristiche unificate
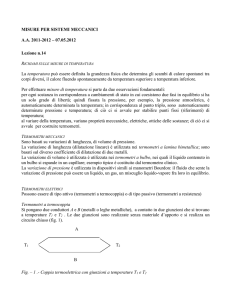
(Norme ISO ed UNI). che ne garantiscono la perfetta intercambiabilità. Le ISO curve (vedi
fig.VI.2) presentano valori di Ro (T=25˚C) da 0.5, 1, 2, 4, 15, 16, 25, 100, 400 kΩ. Le curve
proposte dall'UNI hanno invece valori di Ro (T=25˚C) di 0.1, 0.3, 0.5, 1, 2, 5, 10, 30, 50, 100
kΩ.
SONDE IN VETRO
BASTONCINI
SUPPORTO
PER GOCCE
RONDELLE
MINISONDE
A GOCCIA
A RISPOSTA RAPIDA
BUKBI
EVACUATI
O RIEMPITI DI
GAS
A FORMA DI DIODO
A DISCHI
Fig.VI.1 Termistori
.2 -
U HF
RISCALDATI
INDIRETTAMENTE
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
100 K
1K
400 K
R (Ω)
4K
100 K
10 K
1K
16 K
500 W
100
-50
2K
0
50
100
150
15 K
200
25 K
250
300
T (°C)
Fig.VI.2 Curve caratteristiche dei termistori (curve ISO)
Si noti che a differenza di quanto avviene per le termoresistenze (Pt 100 significa una
termoresistenza da 100 ohm a 0˚ C) i valori di resistenza di riferimento Ro di tali curve
caratteristiche sono valutati a 25˚C, retaggio questo che deriva dalla già citata origine elettrica
dei termistori.
Quanto su esposto ed il confronto tra le curve caratteristiche dei sensori consente di
confrontare il differente comportamento dei termometri a resistenza e dei termistori al variare
della temperatura. Appare subito evidente la maggiore variazione di resistenza a parità di
salto di temperatura che caratterizza i termistori (in un intervallo di 100˚ C si possono
ottenere variazioni di resistenza elettrica anche di 2 ordini di grandezza c.f.r fig. 5) e quindi la
loro maggiore capacità di misura di piccole differenze di temperatura, sebbene in un campo
molto limitato 0-300˚C rispetto ai campi tipici dei termometri a resitenza di platino e con una
ripetibilità ed un'affidabilità molto inferiore.
I vantaggi dei termistori possono essere così riassunti:
- basso costo unitario;
- piccole dimensioni;
- piccoli tempi di risposta;
- segnale molto elevato.
.3 -
Dispense di Fondamenti di Metrologia Meccanica
I Termistori
Per contro gli svantaggi risultano:
- campo di temperatura limitato (0-300˚C);
- curva caratteristica non lineare;
- possibile deriva;
- valore di misura da corregere per autoriscaldamento.
Per quanto riguarda quest'ultima affermazione è facile ricavare, dati gli elevati valori delle
resistenze caratteristiche Ro (ordine dei kiloohm o dei megaohm), che qualsiasi sia la corrente
di misura (anche pochi milliampere), l'autoriscaldamento è sempre elevato (ordine dei gradi)
per cui il valore letto dal termistore è sovrastimato rispetto al valore di misura e su questo
bisogna operare una correzione che è funzione del coefficiente di dispersione (noto solo per
alcune applicazioni caratteristiche e di solito fornito dal costruttore) caratteristico
dell'accoppiamento sensore/ambiente.
Va infine sottolineato che i ponti per l'alimentazione dei termistori non presentano i
problemi riportati nel capitolo precedente per i termometri a resistenza in quanto data l'elvato
valore della resistenza dell'elemento sensibile i problemi di collegamento e quelli
termoelettrici sono del tutto trascurabili.
I settori di applicazione in cui i termistori hanno maggiori probabilità di successo sono
quelli della regolazione degli impianti di condizionamento (caratterizzati dalla necessità di
rilevare e regolare piccole escursioni della temperatura) e tutte le applicazioni in cui prevale
l'esigenza di ottenere un elevata sensibilità pittosto che una elevata precisione di misura. Non
ultima fra le caratteristiche dei termistori è quella del basso costo che ne favorisce l'impiego
in molte applicazioni industriali e civili in cui sensori di più elevato pregio (termoresistenze o
termocoppie che costano almeno dieci volte di più come sensori ed altrettanto come
alimentatori e rilevatori) non possono trovare applicazione.
.4 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
TERMOCOPPIE
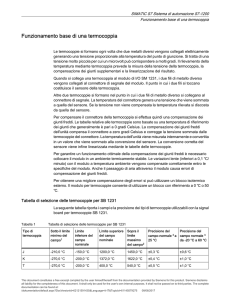
Uno strumento di misura della temperatura molto diffuso nelle applicazioni industriali e
basato su fenomenologie di tipo elettrico, é la termocoppia. Termine quest'ultimo con il quale
si identifica una coppia di fili di metalli diversi congiunti tra loro generalmente mediante
saldatura autogena. Tale giunto o coppia, inserito in un opportuno circuito genera, al variare
della sua temperatura, una f.e.m. funzione della coppia di metalli utilizzati e della
temperatura. Il più semplice circuito termoelettrico è quello ottenuto da due fili di metallo A
e B con i giunti A-B e B-A immersi in due pozzetti a temperatura diversa T1 e T0. La
differenza di potenziale EA,B che si rileva agli estremi è funzione della sola differenza T1 T0.
E' possibile affermare che in un ampio campo di temperature -200÷600˚C l'impiego delle
termocoppie è spesso alternativo alle più precise termoresistenze, rispetto alle quali le
termocoppie presentano, sia migliori caratteristiche dinamiche (tempi di risposta dell'ordine
dei decimi di secondi per giunto esposto e in acqua in movimento), sia un minore costo
dell'elemento sensibile. Tra gli svantaggi si annoverano quello di misurare temperature non
assolute ma relative (con conseguente necessità di un giunto di riferimento a temperatura
nota) e quella di presentare un sensibile decadimento delle prestazioni metrologiche (e
conseguentemente una bassa stabilità nel tempo).
Per temperature elevate le termocoppie si pongono, inoltre, in alternativa ai pirometri a
radiazione totale ea quelli ottici. In questi ultimi due casi, come si vedrà nel seguito, gioca a
favore delle termocoppie la semplicità del circuito di misura ed il minor costo, a sfavore la
possibilità di un rapido deterioramento in particolari condizioni ambientali.
1-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
T (°C)
2500
Soddisfacente
Soddisfacente (atm. < 0,5 % O2)
2000
Non raccomandato
0
- 200
Chroml
Alumel ( d )
Chromel
Alumel( s )
Fe - Cost.
( doppie )
Cu Cost.
500
Fe - Cost.
( sottili )
1000
Pt Rh - Pt
1500
WRe 3% - WRe
25%
Soddisfacente (atm. < 0,2 % O2)
Fig VII.2 Campo di impiego delle principali termocoppie
In figura VII.1 sono riportati i possibili campi di applicazione delle termocoppie più in uso
e le eventuali limitazioni per la presenza di atmosfere riducenti o ossidanti. Si noti che il
campo di applicazione è anche legato al diametro dei fili costituenti la coppia, nel senso che
fili di maggior diametro resistono meglio di quelli a fili sottili.
7.1 Leggi dei circuiti termoelettrici
Nel 1821 lo scienziato tedesco T.J. Seebeck descrisse i fenomeni collegati alla
termoelettricità, cioè alla produzione di forza elettromotrice in un circuito costituito da
metalli diversi quando i punti di giunzione vengono posti a differenti temperature. Le tre
leggi fenomenologiche che descrivono la termoelettricità sono:
1) la legge di Seebeck, che lega il potenziale (la forza elettromotrice f.e.m.) Es che si
genera ai capi di un giunto di metalli diversi, alla temperatura T del giunto ed ai due
metalli A-B costituenti il giunto stesso:
dEs = α A,B. dT
2-
(VII.1)
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
dove αA,B rappresenta il coefficiente di Seebeck, più noto come potere
termoelettrico della coppia A,B ed è funzione della sola temperatura T del giunto;
EA ,B
A
A
B
±QT
±QT
±QP
T1
±QT
T0
±QP
Fig.VII.2 Circuito termoelettrico
2) la legge di Peltier, che descrive l'assorbimento o la cessione di calore Qp che
avviene in un giunto di metalli diversi attraversato, in un verso o in quello opposto
(reversibilmente), da una corrente I:
dQp = ± π A,B. I. dθ
(VII.2)
dove πA,B rappresenta il coefficiente di Peltier, il cui valore dipende, per una
determinata coppia A-B, dalla sola temperatura T del giunto. Il coeficiente πA,B può
variare in valore e segno al variare della T, nel senso che, a parità di verso della
corrente I, in uno stesso giunto ci può essere assorbimento o cessione di calore Qp a
seconda della temperatura del giunto. Ovviamente esiste una temperatura T alla
quale tale effetto è nullo. Sulla base della fenomenologia ad effetto Peltier descritta
3-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
sono stati sviluppate sistemi di raffreddamento di ridotta potenza il cui maggiore
pregio, oltre alla sicurezza intrinseca, è quello di non presentare organi in
movimento e quindi di non essere soggetti a fenomeni di usura. Tali dispositivi
hanno trovato applicazione nel raffreddamento di ambienti di ridotte dimensioni e
nella termostatazione di elementi nella strumentazione;
3) la legge di Thomson, che descrive l'assorbimento o la cessione di calore QT, che
avviene in un conduttore omogeneo lungo il quale vi è un gradiente di temperatura,
al passaggio di una corrente I (anche di tipo termoelettrico):
⎡
dQT = ± ⎢
⎣
⎤
σ dT ⎥ I dθ
T1
⎦
∫
T2
(VII.3)
dove σ rappresenta il coefficiente di Thomson, il cui valore dipende dal materiale
del conduttore, dal gradiente di temperatura e dalla temperaura stessa. Si noti che il
coefficiente di Thomson viene spesso anche definito "calore specifico elettrico" in
quanto rappresenta la quantità di calore ceduta od assorbita in un singolo conduttore
sottoposto ad un gradiente unitario quando è percorso da una corrente unitaria.
I tre effetti su descritti sono tutti e tre presenti in un circuito termoelettrico a doppio giunto
(uno di misura ed uno di riferimento) come quello in figura VII.2.In particolare per il circuito
in oggetto si può scrivere la relazione che lega tra loro i tre effetti su descritti:
ES = π A,B⏐T2 − π A,B⏐T1 +
∫
T2
T1
σA dT −
∫
T2
T1
σB dT =
∫
T2
T1
α A,B. dT
(VII.4)
La descrizione fenomenologica della termoelettricità data dalle tre leggi su esposte non
definisce però in modo completo e chiaro la generazione della f.e.m. nei circuiti
termoelettrici.
4-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
E' comunque possibile formulare leggi , che hanno ricevuto innumerevoli conferme
sperimentali, che costituiscono la base per la utilizzazione delle termocoppie come strumenti
di misura della temperatura.
Tab.VII.1 Potere termoelettrico rispetto al Platino ΔS=ΔE /ΔT (µV/˚C)
Bismuto
-72
Alluminio
+ 3.5
Costantana
-35
Rodio
+ 7.0
Alumel
-15
Rame
+ 7.5
Nickel
-15
Ferro
+18.5
Ia legge del circuito omogeneo
In un circuito chiuso costituito da un solo materiale omogeneo non può circolare una
corrente termoelettrica per mezzo di soli scambi termici.
Ne consegue che, se in un circuito costituito da un solo materiale circola una corrente
termoelettrica, essa è dovuta alla presenza di inomogeneità nel materiale che, sottoposte a
gradienti di temperatura, generano f.e.m. termiche. Ed inoltre che, dato un circuito
termoelettrico con due giunti a temperatura diversa, la f.e.m. generata è indipendente dalla
distribuzione di temperatura lungo i fili supposti omogenei.
IIa legge dei metalli intermedi
La somma algebrica delle f.e.m. in un circuito costituito da un numero qualsiasi di metalli
diversi è nulla se tutto il circuito è isotermo.
Ne consegue che se un terzo metallo è inserito in un punto qualsiasi del circuito
termoelettrico in esame e le estremità di tale metallo sono mantenute isoterme non si hanno
variazioni di f.e.m..
5-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Per questa ragione uno strumento per la misura della f.e.m può essere inserito in un
qualsiasi punto di un circuito termoelettrico senza alterare la lettura, se i giunti così formati
hanno eguale temperatura. E che inoltre è possibile prevedere il comportamento di una
coppia qualsiasi di metalli se si conosce il potere termoelettrico di ciascun metallo rispetto ad
un metallo di riferimento che di solito è il platino (Tabella VII.1).
III legge delle temperature intermedie
La f.e.m. termica di una coppia avente i giunti a temperatura T1 e T2 è la somma
algebrica delle f.e.m. delle stesse coppie aventi i giunti ordinatamente alle temperature T1,
T2 e T3, T2
ET T = ET T + ET T
1 2
1 3
(VII.5)
3 2
Conseguenza di questa legge è che il giunto di riferimento di un circuito può essere posto
anche ad una temperatura nota e diversa dallo 0˚C (temperatura per la quale sono ricavate le
tabelle del potere termoelettrico). Situazione quest'ultima che si verifica spesso nei circuiti di
misura "termocompensati" mediante un sensore di riferimento (generalmente una
termoresistenza) interno al dispositivo elettrico di lettura (effettuando una misura della
temperatura di riferimento all'interno del dispositivo).
Nella realtà nessun materiale è tecnologicamente ottenibile in fili sottili con una perfetta
omogeneità, presentando inoltre alterazioni dovute a deformazioni e contaminazioni con
conseguente nascita di f.e.m parassite che inficiano la precisione delle misure. Il contributo di
queste f.e.m. all'incertezza di misura, essendo legato a fenomenologie non deterministiche, è
quindi di tipo accidentale.
6-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
7.2 Curve caratteristiche delle termocoppie
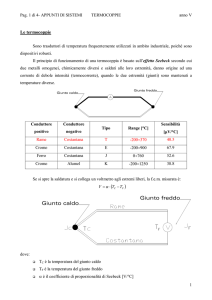
Le caratteristiche dei metalli utilizzabili per la costituzione di termocoppie sono:
- la f.e.m. generata non deve variare con l'uso per fenomeni di ricristallizzazione o di
stabilizzazione termica dei metalli. Per questa ragione tutti i metalli utilizzati sono
sottoposti a trattamenti di stabilizzazione e ricottura;
- la resistenza all'ossidazione ed alla riduzione deve essere la più elevata possibile;
- il potere termoelettrico deve presentare lo stesso segno nel campo di temperatura di
applicazione.
70
us
ver
s
m
Cr o
us
er s
el v
um
Al
el
er
s us
40
Ch
ro m
el
v
fem (mV)
50
Ir o
n
Co
ns
ta
n ta
n
Co
ns t
a
nt
an
60
30
u
ers
rv
e
pp
Co
20
10
s
an
nt
s ta
n
Co
n/26%
ngst e
rsus Tu
um ve
um
Rhe ni
ni
% Rh
at inum
gs te n/5
s us Pl
Tun
ium ver
ium num /13% Rod
n
e
Rh
Pla ti
n/ 26%
atinum
ngs te
ve rsus pl
sus Tu
hodium
r
ve
n
10% R
e
/
m
st
g
nu
Pl ati
T un
0
0
250
500
750
1000
1250
1500
T (°C)
Fig VII.3 Curve caratteristiche delle termocoppie
Una volta verificate queste tre condizioni la curva caratteristica (f.e.m.-temperatura) di
una termocoppia (Fig.VII.3) è di solito espressa, per sensori industriali, da polinomi di grado
ennesimo del tipo:
E = At + Bt2 + Ct3+ Dt4 + ...
7-
(VII.6)
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
dove i coefficienti A,B,C,D sono caratteristici della coppia di metalli e del campo di
temperatura. I coefficienti delle curve caratteristiche nominali sono definiti per le
termocoppie normalizzate dalla UNI 7938. In tabella VII.2 vengono riportati, a titolo di
esempio, i valori dei coefficienti dei polinomi per una termocoppia normalizzata ramecostantana (tipo T).
Nell'utilizzo di queste tabelle bisogna però tener conto che, essendo quest'ultime ricavate
su dati medi di taratura di più termocoppie standard prodotte da diversi costruttori, esistono
deviazioni non trascurabili dovute alla non perfetta riproducibilità del prodotto industriale. Il
valore di tale deviazione é dell'ordine di grandezza di ±2˚C per le termocoppie normali e di
±1˚C per quelle in esecuzione speciale "premium Grade". Se per determinate applicazioni è
necessaria una incertezza inferiore a quella garantita dall'uso delle tabelle è necessario
procedere ad una taratura di ciascuna coppia utilizzata.
Tab.VII.2 Coefficienti dei polinomi per una termocoppia tipo T
Intervallo
di temperatura
Grado
-270÷0°C
14
0÷400°C
8
Coefficienti
3,8740773840E01
4,4123932482E-2
1,1405238498E-4
1,9974406568E-5
9,0445401187E-7
2,2766018504E-8
3,6247409380E-10
3,8648924201E-12
2,8298678519E-14
1,4281383349E-16
4,8833254364E-19
1,0803474683E-21
1,3949291026E-24
7,9795893156E-28
3,8740773840E01
3,3190198092E-2
2,0714183645E-4
-2,1945834823E-6
1,1031900550E-8
-3,0927581898E-11
4,5653337165E-14
-2,7616878040E-17
8-
Termine
T
T2
T3
T4
T5
T6
T7
T8
T9
T10
T11
T12
T13
T14
T
T2
T3
T4
T5
T6
T7
T8
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Tra i tanti tipi di termocoppie resi possibili dall'abbinamento a due a due di metalli diversi,
nella pratica commerciale sono disponibili differenti tipi di termocoppie normalizzate che
coprono un esteso campo di misura. La scelta di una o dell'altra dipende, come vedremo dalle
caratteristiche di ciascuna coppia e dalle caratteristiche dei singoli materiali costituenti quali:
l'omogeneità, la stabilità, la resistenza all'ossidazione o alla riduzione, il valore del potere
termoelettrico.
Nel seguito vengono discusse le principali caratteristiche delle termocoppie normalizzate,
sinteticamente riportate nella tabella VII.3.
Termocoppie tipo S - Platino/Platino rodiato (10% Rh)
E' la termocoppia utilizzata in passato per definire la IPTS'68 da 630,74˚C a 1064,43˚C.
Essa, come tutte le termocoppie costituite da metalli nobili, presenta una elevata precisione
specie nel campo al di sopra dei 500˚C, inoltre al di sotto di tale temperatura fino a 0˚C
garantisce un'incertezza inferiore a ±1,5˚C.
Ne è comunque sconsigliato l'uso per valori non elevati della temperatura a causa del
basso valore del potere termoelettrico. Questa termocoppia viene usata in atmosfera inerte od
ossidante per la sua forte inerzia chimica e per la sua elevata stabilità alle alte temperature.
Per contro teme molto le atmosfere riducenti e quelle con presenza di vapori metallici (vapori
di ferro), che comportano un cambiamento delle caratteristiche del Platino. La scarsa
resistenza alle temperature elevate in atmosfere riducenti è comunque una caratteristica
comune a tutti i materiali per termocoppie; é possibile però ovviare a tale inconveniente
usando opportune guaine di protezione realizzate di solito con un doppio strato di porcellana
internamente e metallo esternamente. La presenza di dette guaine in sensori per applicazioni
industriali provoca, per l'inerzia termica da esse introdotta, un peggioramento delle loro
caratteristiche dinamiche. Ultimo svantaggio comune anch'esso a tutte le termocoppie
costituite di metalli nobili è l'elevato costo dei fili costituenti la coppia.
9-
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Termocoppia tipo R - Platino/Platino rodiato (13% Rh)
Presenta le stesse caratteristiche della tipo S da cui è derivata dopo l'adozione della IPTS
'68 per adeguare le risposte dei vecchi strumenti di lettura non adatti all'uso dei fili di platino
molto puro immessi sul mercato negli anni '60. E' quindi una termocoppia destinata ad andare
in disuso.
Termocoppie Tipo B - Platino Rodiato 30% / Platino Rodiato 6%
E' molto adatta a lavorare a temperature elevate dell'ordine dei 1700˚C. Presenta le stesse
caratteristiche dei tipi R ed S ed è inoltre adatta a lavorare anche sotto vuoto.
Termocoppia tipo T - Rame / Costantana
E' una termocoppia molto usata nel campo - 184÷370˚C dove può essere adoperata anche
in alternativa alle termocoppie a base Platino in quanto garantisce incertezze dello stesso
ordine di grandezza ±1˚C. E' molto usata per il suo basso costo e per il suo elevato potere
termoelettrico e per questo è l'unica termocoppia per la quale nelle norme vengono garantiti
valori al di sotto di 0˚C. La limitazione superiore del campo di applicazione è dovuta alla
rapida ossidazione del rame alle elevate temperature.
Termocoppie tipo J - Ferro-Costantana
E' la termocoppia più diffusa nelle applicazioni industriali nel campo 0÷750˚C, per la sua
elevata capacità di adattarsi ad atmosfere sia riducenti che ossidanti, per il suo elevato potere
termoelettrico ed ovviamente per il suo basso costo. E' meno precisa della termocoppia tipo T
per il fatto che il ferro è di solito ottenuto con un grado di omogeneità minore del rame e
questo fa nascere nell'interno del filo f.e.m. parassite dovute a gradienti di temperatura che
come già detto inficiano la precisione di misura. Si noti che i fili di costantana per le due
termocoppie T e J sono di solito diversi e quindi non sono intercambiabili tra loro.
10 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Termocoppia tipo K - Chromel (90% Ni, 10% Cr) /Alumel (94%Ni, 3%Mn, 2%Al, 1%Si)
E' una termocoppia nata per sostituire le termocoppie a metallo nobile alle elevate
temperature, infatti può essere utilizzata fino a 1260˚C con una incertezza di ±2˚C in
atmosfere inerti o ossidanti. Presenta però problemi di riproducibilità e di stabilità;
recentemente ne é stata proposta infatti la sostituzione con la tipo N (non ancora
normalizzata). Il campo tipico di applicazione é in tutte le applicazioni elettroniche. E' una
termocoppia che, ultima nata, va rapidamente affermandosi per il suo elevato potere
termoelettrico. Usata nel campo 0-870˚C con precisione ± 1.5˚C ha le stesse limitazioni della
coppia tipo T.
E' utile infine sottolineare che oltre alle su citate termocoppie normalizzate è possibile
trovare sul mercato anche tipi differenti come ad esempio la termocoppia tipo N
(Nicrosil/Nisil) riconosciuta in ambito IEC, le termocoppie W3 (Tungsteno Renio3% /
Tungsteno Renio 25%) e W5 (Tungsteno Renio 5% / Tungsteno Renio 26%), la coppia
Cobalto-Oro/Rame
usata
per
temperature
molto
basse
o
la
termocoppia
Tungsteno/Molibideno usata per le temperature elevatissime.
Di queste termocoppie non sempre esistono tabelle del potere termoelettrico in funzione
della temperatura ed è quindi necessario tararle di volta in volta.
7.3 Affidabilità di una termocoppia
Il problema dell'affidabilità di una termocoppia è un problema complesso, strettamente
legato al tipo di uso che si fa della termocoppia, alle condizioni di misura più o meno gravose
ed all'incertezza che si pretende dalla misura.
La prima causa di perdita di affidabilità delle termocoppie sta nella presenza di
inomogeneità nei fili causata da fattori di natura chimica o fisica quali: volatilizzazione di un
componente o contaminazione dovuta alla presenza di agenti corrosivi, stress meccanici quali
piegamenti o stiramenti, mutazione della struttura cristallina del materiale a causa di diversi
11 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
trattamenti termici subuti da differenti porzioni di filo. Per questa ragione è buona norma
l'uso di fili nuovi che sono esenti dalle suddette anomalie che possono verificarsi durante
l'uso. A titolo di esempio in uno studio sulla stabilità della termocoppia Platino /Platino
Rodio, si sono verificati i seguenti inconvenienti:
- rottura della termocoppia in seguito al riscaldamento per 10h a 1290˚C˚;
- deriva di 0,2˚C in seguito al riscaldamento per 10h a 1200˚C;
- deriva di 0,5˚C in seguito al riscaldamento per 35 giorni a 800˚C;
- deriva di 1˚C in seguito al riscaldamento per 25 ore a 1600˚C;
- deriva di 9˚C mantenendo per 3 anni a 1290˚C.
L'analisi di dati così discordanti dà una netta indicazione di come sia difficile stabilire a
priori il grado di affidabilità di una termocoppia ed in particolare la durata di validità di una
taratura, ne nasce solo una netta indicazione per l'uso di fili nuovi e/o tarature abbastanza
frequenti se si vuole avere una misura precisa.
7.4 Tecnologie costruttive delle termocoppie
La termocoppia "nuda" su descritta difficilmente viene utilizzata senza una adeguato
rivestimento di protezione. Inoltre la varietà dei problemi di misura ha portato nel tempo ad
una molteplicità di soluzioni costruttive delle termocoppie.
Una termocoppia assiemata é infatti caratterizzata oltre che dal tipo di coppia
termoelettrica, dalle dimensioni dei termoelementi, dal tipo di isolamento dei termoelementi
(elettrico, chimico e meccanico) e infine dal tipo di giunto di misura (tipo di saldatura ed
isolamento elettrico del giunto).
I termoelementi, cioé i singoli conduttori, si presentano solitamente in forma di fili di
diametro standard (0,3-0,5-0,8-1,6-2,3-3,2 mm) avvolti su rocchetti o matasse a seconda del
diametro. Per poter contenere le tolleranze in quelle indicate dalle norme, é necessario
accoppiare i fili secondo la fornitura del produttore.
12 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
A parte le differenti dimensioni dei fili, che come già accennato influiscono sulla
maggiore o minore resistenza e durata della termocoppia, una notevole importanza riveste il
tipo di isolamento e di protezione della termocoppia. Da tali caratteristiche dipende infatti
l'applicabilità della termocoppia in ambienti chimicamente non inerti, specie ad elevate
temperature.
La termocoppia viene generalmente rivestita di una guaina flessibile o di un materiale
ceramico resistente ad elevate temperature. Cio sia per garantire un adeguato isolamento
elettrico dei fili tra loro e con l'ambiente circostante, sia per proteggere i termoelementi
dall'attacco chimico. Al di sotto dei 1000˚C la resistenza d'isolamento dovrebbe essere
superiore a 1MΩ, mentre per temperature superiori possono essere tollerate resistenze
dell'ordine di 1/10 di MΩ.
Tab. VII.4 Caratteristiche degli isolanti
Materiale
T [°C]
Resistenz
a
Solventi
Abrasione
Clor
di -40÷104 buona
discret
polivinile
a
Nylon
-53÷149 ottima
buona
Kapton
-268÷316 ottima
buona
Teflon (PFA)
-268÷260 ottima
ottima
Teflon (FEP)
-268÷204 ottima
ottima
Gomma silicone -78÷200 discreta discret
a
Amianto
-78÷538 buona
ottima
Fibra di Vetro
-78÷482 scarsa
ottima
Acidi
Basi
Fiamma Umidità
buona
buona
buona
buona
scarsa
buona
ottima
ottima
scarsa
buona
buona
ottima
ottima
buona
scarsa
buona
ottima
ottima
scarsa
buona
ottima
ottima
ottima
buona
ottima
ottima
Refrasil
Nextel
-78÷871 scarsa
-18÷1427 discreta
ottima
ottima
buona
buona
MgO
<1650
scarsa
scarsa
Al2O3
BeO
<1540
<2315
scarsa
scarsa
discret
a
buona
buona
ottima ottima scarsa
ottima ottima discret
a
buona ottima scarsa
buona ottima discret
a
buona ottima buona
ottima
buona
buona ottima buona
ottima ottima buona
13 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Per basse e medie temperature (inferiori ai 300÷400˚C) vengono generalmente impiegati
guaine isolanti flessibili a base di teflon, cloruro di polivinile, nylon, ecc.(Tab.VII.4), mentre
per elevate temperature sono disponibili isolanti flessibili a base di fibre ceramiche, fibre di
vetro, fibre di silice ed amianto, oppure isolanti a base di polveri di ossidi refrattari
compattati (ossidi di alluminio, berillio, magnesio).Un pozzetto termometrico (Fig.VII.4) in
acciaio inox, inconel, molibdeno, tantalio o lega di platino protegge ulteriormente la
termocoppia e l'isolante da agenti meccanici (elevata pressione) e chimico-fisici.
Anche l'isolamento elettrico del giunto di misura riveste una notevole importanza. I
principali tipi di giunzioni sono (Fig.VII.5):
a) a giunto esposto;
b) a giunto a massa;
c) a giunto isolato.
Un giunto esposto risulta economico e comporta un tempo di risposta estremamente
ridotto. Lo svantaggio principale consiste nel rapido deterioramento se esposto ad agenti
corrosivi e nella necessità di un ingresso di fem differenziale.
Un giunto a massa é realizzato saldando direttamente il giunto caldo della termocoppia sul
pozzetto termometrico, pertanto pur essendo, come il giunto esposto, soggetto a loop contro
terra, presenta il vantaggio di essere parzialmente protetto da agenti esterni.
Testa di
connessione
Pozzetto di
estensione
Pozzetto
termometrico
Termocoppia
14 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Fig.VII.4 Termocoppia assiemata
(a)
(b)
(c)
Fig.VII.5 Tipi di giunto caldo: a) esposto, b) a massa, c) isolato.
Un giunto isolato, infine, é costruito in modo tale da essere completamente isolato dal
pozzettto termometrico. Ciò limita fortemente l'insorgere di loop contro terra e l'influenza di
fem parassite, inoltre aumenta la reiezione al rumore del sensore. Per contro aumenta il costo
della termocoppia ed il suo tempo di risposta.
7.5 Circuiti termoelettrici e misura della forza elettromotrice
Un circuito termoelettrico elementare è costituito da due giunti e da un misuratore di
f.e.m. (Fig.VII.6). Quest'ultima dipende, come detto, dalla differenza di temperatura fra i due
giunti, quindi se si vogliono effettuare misure di temperatura assoluta è necessario mantenere
uno dei due giunti ad una temperatura costante e nota di riferimento. Questa di norma è scelta
pari a 0˚C, e viene ottenuta con pozzetti contenenti acqua e ghiaccio. Nelle applicazioni di
tipo industriale non è agevole l'uso di tali pozzetti per cui si usa mantenere il giunto di
riferimento a temperatura ambiente o si utilizzano apparecchiature di lettura autocompensate,
15 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
cioè contenenti un giunto di riferimento a temperatura nota Fig. VII.7 (cfr. Fig. VII.6). Per
misure di elevata precisione si utilizzano apparecchiature frigorifere in grado di mantenere
0˚C con una discreta stabilità, in appositi contenitori sigillati conteneti acqua pura e nei quali
è immerso il giunto di riferimento.
Molte volte in campo industriale non è conveniente dal punto di vista economico
estendere i fili della termocoppia sino al punto di misura a temperatura T1, per cui si realizza
un giunto di riferimento intermedio ad una generica temperatura T, collegando lo strumento
di lettura alla termocoppia per mezzo dei cosiddetti fili di compensazione. Questi altro non
sono che due fili aventi le stesse caratteristiche termoelettriche dei fili della termocoppia, ma
di qualità e quindi costo inferiore. In particolare questi fili sono particolarmente usati per
collegare le termocoppie di metallo nobile, di costo elevato, a punti di misura molto distanti
da quelli lettura. Nel caso di specie della termocoppia Pt /PtRh(10%) sono uno di rame e
l'altro di lega di rame con caratteristiche termoelettriche uguali a quelli della suddetta coppia.
Per quanto riguarda infine le misure di f.e.m., nella pratica industriale si é soliti leggere i
valori della f.e.m. con un galvanometro graduato. Tale pratica è però poco precisa, infatti la
f.e.m. così misurata EG non è coincidente con la f.e.m.
incognita ET generata dalla
termocoppia ma è ET = EG+(RTC+RC) i
Giunto di
misura
T1
T1
A
A
Cu
B
Cu
f. e. m.
Giunto di
riferimento
Giunto di
misura
B
A
Voltmetro digitale o
Ponte di precisione
Cu
Cu
B
T2
f. e. m.
Giunto di
riferimento
T3
16 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Fig VII.6 Collegamenti elettrici delle termocoppie
T1
Selettore Voltmetro
A
A
B
B
A
A
B
B
A
A
B
B
T0
Giunto di
riferimento
f. e. m.
T2
Selettore
A
A
B
B
T1 A
A
B
B
A
A
B
B
Fili di
compensazione
T2
f. e. m.
Voltmetro
autocompensato
Fig VII.7 Collegamenti elettrici multipli delle termocoppie
dove con i si è indicata la corrente che circola nel circuito di misura, RTC e RC le
resistenze della termocoppia e dei cavi di collegamento.
D'altro canto se è RG la resistenza del galvanometro di ha; EG=RGi e quindi:
RTC+ RC ⎤
⎡
ET = ⎢ 1 +
E
RG ⎥⎦ G
⎣
(VII.8
differenziando la (VII.8) si ottiene:
ΔET = EG
Δ(RTC + RC)
RTC + RC ΔRG ⎛
RTC + RC ⎞
⎟ ΔEG
− EG
+ ⎝⎜ 1 +
RG
RG
RG ⎠
RG
che, se come di norma di verifica, è RTC + RC <<RG diventa:
17 -
(VII.9
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
ΔET
Δ(RTC + RC)
ΔEG
=
+
ET
EG
RTC + RC + RG
(VII.10
Il secondo termine della (VII.10) dipende dalla classe del galvanometro usato, il primo
dall'accoppiamento circuito termoelettrico (cavi di compensazione, galvanometro). E' facile
ricavare che se la resistenza interna del galvanometro non è molto elevata la variazione di
resistenza dei fili della termocoppia esposti a notevoli gradienti termici può portare ad errori
anche dello 0,5% sul valore misurato di ET che, se si usano le tabelle, è noto con una
precisione non molto elevata per cui il metodo di misura risulta abbastanza impreciso.
Se il voltmetro di lettura è però un voltmetro elettronico o digitale con impedenze interne
dell'ordine dei megaohm la (VII.10) diventa ΔET/ET = ΔEG/EG = ΔV/V e quindi la precisone
nel determinare la f.e.m. dipende solo dalla classe dello strumento scelto.
Per misure molto precise della f.e.m generata da una termocoppia si utilizza di norma un
circuito del tipo potenziometrico la cui versione più semplice è riportata in Fig. VII.8. La
misura di f.e.m viene in tale caso effettuata paragonando la f.e.m. generata dalla termocoppia
con quella di una pila campione EC del tipo a cella di Weston (1.0186V) o al Cadmio
(1.019V).
E
R
Rc
Rx
T= Cost.
G
Ec
Et
Giunto di misura
Giunto di riferimento
18 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Fig VII.8 Circuito di misura potenziometrico
19 -
Dispense di Fondamenti di Metrologia Meccanica
Le Termocoppie
Infatti, bilanciando il circuito di figura ed inserendo tramite il commutatore una volta la
pila ed una volta la termocoppia si ha:
ET =
RX
E
RC C
(VII.11
Poiché durante la misura non circola corrente attraverso la termocoppia la resistenza dei
fili e dei cavi di compensazione non interviene nella misura. La precisione di questi strumenti
è come detto molto elevata 0,015%, bisogna in ogni caso sottolineare che aumentare la
precisone di lettura della f.e.m. ET è inutile se non si conosce con precisone il legame tra ET e
la temperatura della termocoppia in uso e cioè non si è tarata a priori la termocoppia.
20 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
TERMOMETRI A RESISTENZA
Le dizioni di termometro a resistenza e termistore appaiono, ad un primo esame, sinonimi
dal momento che, la prima sta genericamente ad indicare un elemento termometrico basato
sulla variazione della resistenza elettrica al variare della temperatura, mentre la seconda, di
origine anglosassone (deriva dalla crasi di "Thermal Sensitive Resistor" in "Thermistor") sta
ad indicare un elemento sensibile che varia fortemente la propria resistenza elettrica al
variare della temperatura. Nella metrologia applicata invece i termini su indicati individuano
due differenti categorie di sensori di temperatura. Il principio di misura comune è quello a
tutti ben noto della variazione della resistenza elettrica di un materiale al variare della
temperatura.
La differenza tra termometro a resistenza e termistore é praticamente legata al tipo di
materiale costituente l'elemento sensibile: un materiale metallico (platino, rame, nichel, ecc.)
nel primo caso ed un semiconduttore (ossidi metallici) nel secondo.
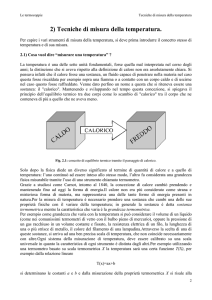
Il termometro a resistenza é generalmente costituito da un elemento metallico filiforme
avvolto o poggiato su di un supporto isolante (framework), il tutto contenuto in una guaina di
protezione dell'elemento sensibile (Fig. V.1). Talvolta per problemi di miniaturizzazione il
sensore è ottenuto per deposizione di un film metallico su di un supporto isolante.
Pozzetto termometrico
(Inconel o acciaio inox)
Elemento
resistivo
Isolatore
ceramico
Polvere
ceramica
.1 -
Sigillante
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Fig.V.1 Assembleggio di un termometro a resistenza industriale ad immersione
In particolare i termometri a resistenza, comunemente indicati con la sigla TRP o con
quella inglese RTD, adottano di norma come elemento sensibile fili di Platino. Tuttavia
esistono sul mercato sensori che impiegano altri metalli quali il palladio, il rame, il nichel, il
tungsteno o in casi particolari leghe metalliche.
La scelta del metallo è essenzialmente legata, oltre che alla lavorabilità in fili sottili, alla
caratteristica di
presentare una legge R=R(T) lineare almeno in un certo intervallo di
temperatura. La legge caratteristica dei termometri a resistenza é pertanto del tipo
R=Ro(1+αT) dove R rappresenta la resistenza elettrica alla generica temperatura T, Ro la
resistenza elettrica alla temperatura di 0˚C ed infine α il coefficiente di temperatura definito
dalla relazione:
α=
R100 − R0
1
1 dR
=
R0
R dT 100°C
Tale coefficiente, che ovviamente é sempre positivo per i metalli,
(V.1)
per i metalli
normalmente adoperati negli RTD risulta pressoché costante al variare della temperatura, e
questo avviene in special modo per il platino in un ampio intervallo (Fig.V.2).
I requisiti che portano a scegliere un materiale per la realizzazione dei termometri a
resistenza sono in generale:
- la costanza delle caratteristiche elettriche nel tempo, anche se il materiale è sottoposto a
cicli termici variabili;
- la riproducibilità della caratteristica: Resistenza/Temperatura;
- l'elevato valore del coefficiente di temperatura α, che è indice della sensibilità del
termometro.
A questi requisiti rispondono molto bene, come detto, il Platino, il Rame ed il Nichel. In
tabella V.1 sono riportate, in termini di campo di applicazione e coefficiente
caratteristiche termometriche di questi metalli.
.2 -
α, le
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
La denominazione dell'elemento sensibile viene composta utilizzando il simbolo chimico
del metallo (i.e. Pt, Cu, Ni) e la resistenza Ro a 0°C dell'elemento stesso (i.e. 25, 100, 1000Ω)
per formare la sigla caratteristica (i.e. Pt100, Ni1000, etc.).
In particolare il platino presenta gli ulteriori vantaggi:
- di essere un metallo nobile poco soggetto a corrosione;
- di essere estremamente duttile e cioè in grado di essere lavorato in fili sottilissimi, senza
che nei fili, ottenuti per estrusione, si instaurino stati tensionali che ne influenzino le
prestazioni;
- di avere un'elevato punto di fusione;
- di poter essere ottenuto in uno stato purissimo, garantendo così una elevata
riproducibilità, fondamentale per un termometro di precisione.
R(T)/R(273,15 K)
5
4
Pt
W
3
Ni
2
Cu
1
0
250
500
750
1000
T, K
Fig.V.2 Curve caratteristiche dei termometri a resistenza
.3 -
1250
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Tab.V.1 Caratteristiche termometriche dei principali metalli
Metallo
Intervallo di temperatura
α [°C-1]
Pt
-220÷800 °C
3,85 10-3
Cu
- 50÷150 °C
4,26 10-3
Ni
- 60÷180 °C
6,17 10-3
Per queste caratteristiche il termometro a resistenza di platino è alla base della Scala
Internazionale delle Temperatura ITS-90, nell'intervallo da 13.8033 K (temperatura del punto
triplo dell'idrogeno) a 1234,93 K (temperatura di solidificazione dell'argento).
In applicazioni industriali, il termometro a resistenza di platino, nel campo -220÷700˚C, è
quello che da maggiore affidabilità. In particolare è possibile raggiungere un'elevata
affidabilità:
±0,02
(nel campo - 50˚C ÷ +150˚C)
±0,1˚C (nel campo -200˚C ÷ +500˚C)
Infine in applicazioni di laboratorio è possibile ottenere mediante tali strumenti prestazioni
anche migliori (strumenti campione).
.4 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
5.3 Fattori di affidabilità per un termometro a resistenza
In tabella V.2 sono riportati i risultati ottenuti da un'indagine condotta su diversi tipi di
termometri a resistenza di platino commercialmente disponibili che permettono una
valutazione quantitativa dell'influenza dei vari fattori sulle prestazioni metrologiche dei
termometri a resistenza.
I fattori di affidabilità possono essere riassunti in:
- resistenza dei fili di collegamento;
- autoriscaldamento;
- f.e.m. termiche nel collegamenti;
- resistenza di isolamento;
- deriva della caratteristica;
- tempo di risposta;
- profondità di immersione (fattore comune a tutti i metodi di misura per contatto se usati
nella misura di fluidi).
Tab.V.2 Prove su 66 termometri a resistenza Pt100
Collegamento
Numero costruttori
Tipo
Deriva Massima (6000 h a 660° C)
Variazione massima (1000 cicli 250-650C°)
Costanti di tempo
Resistenza d'isolamento
a 4 fili
5
Pt 100
1°C
R0 ± 0.1; = ±0,4%
2÷8 s
70MΩ (a 25°C)
0,5MΩ (a 660°C)
.5 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Resistenza dei fili
La misura della resistenza dell'elemento sensibile viene effettuata utilizzando opportuni
fili di collegamento del termometro a resistenza vera e propria al sistema di misura o di
trasduzione. Questo inevitabilmente crea l'inconveniente che la resistenza della linea di
connessione viene a trovarsi in serie a quella dell' elemento sensibile, senza che sia possibile
valutare separatamente i due contributi. Problema che potrebbe apparire irrilevante nel caso
che si conosca a priori la resistenza dei fili di collegamento e si possa quindi correggere il
valore misurato della resistenza. Nella pratica, però, l'incertezza con cui é possibile valutare a
priori la resistenza dei collegamenti non sempre risulta trascurabile. Ciò a causa della
variabilità della resistività dei materiali, dell'incertezza sulla lunghezza dei fili, e soprattutto a
causa dei possibili ed invalutabili gradienti termici che si possono instaurare lungo i fili di
collegamento quando
Collegamento
a due fili
Collegamento
a quattro fili
fittizio
Collegamento
a tre fili
Collegamento
a quattro fili
Fig.V.3 Collegamenti elettrici.
questi sono di elevata lunghezza come spesso capita in applicazioni industriali. Per
comprendere meglio l'influenza della linea di connessione sulla misura si pensi che la
resistività del platino é circa pari a 0,10 Ωmm2/m, pertanto un collegamento di lunghezza 1m
.6 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
e di diametro pari a 0,2 mm presenta una resistenza totale dei soli fili circa pari a 2*3,18
Ω; considerando inoltre un gradiente costante lungo il filo da 200˚C a 500˚C il valore della
resistenza diventa circa il doppio. Trascurare tale resistenza comporterebbe rispettivamente
un errore di circa 20˚C e 40˚C per un termometro a resistenza Pt100.
Pertanto é necessario rendere indipendente la misura dalla linea di connessione. Questo si
ottiene con collegamenti del tipo "dummy" o del tipo a 3 ed a 4 fili (Fig.V.3). In particolare,
quest'ultimo è il più consigliato dal momento che ogni possibile errore dovuto alla linea di
connessione è del tutto eliminato (vedi par.5.4).
Autoriscaldamento
L'incertezza dovuta all'autoriscaldamento è connessa alla inevitabile presenza di corrente
elettrica che attraversa il termometro durante la misura, cioè dalla generazione interna RI2
che si verifica nell'elemento sensibile e dal modo con cui tale calore viene dissipato. La
misura di resistenza avviene alla temperatura del sensore e non a quella del mezzo di cui si
vuole effettuare la misura, per cui bisogna fare ogni possibile sforzo per far coincidere le due
temperature. E' comunque estremamente difficile calcolare a priori l'aumento di temperatura
dovuto all'autoriscaldamento. Si può, ad esempio, effettuare una doppia misura con correnti
diverse ed estrapolare i risultati a corrente nulla, tenendo conto che l'effetto varia con il
quadrato della corrente. Nella pratica, il costruttore fornisce indicazioni del coefficiente di
autoriscaldamento nelle due condizioni estreme d'aria ferma e di acqua in moto turbolento
con sensore ortogonale al flusso (in cross-flow), dalle quali è possibile estrapolare il dato
valido per le condizioni di prova. Ad esempio nelle prove sui termometri riportati in tabella
V.2 l'errore di autoriscaldamento è risultato pari a 0,11˚C per una corrente di misura di 5mA
in acqua in quiete e 0,35˚C per una corrente di 10 mA.
.7 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
F.e.m. nei collegamenti
L'incertezza dovuta alle forze elettromotrici termiche che si generano ai capi dell'elemento
sensibile dei TRP, per la presenza di giunti di materiali diversi, tipo Pt-Cu,è facilmente
determinabile con sistemi di alimentazione che permettono l'inversione del verso della
corrente nell'elemento sensibile. Facendo infatti la media fra le due letture (con versi opposti)
è possibile eliminare l'influenza di tali f.e.m.. Ovviamente l'ideale sarebbe alimentare i TRP
in corrente alternata. Nei casi in cui quanto su esposto è impossibile, bisogna misurare il
valore di tali f.e.m. a freddo ed estrapolarne i valori alle temperature di esercizio. Se,
comunque, all'interno della guaina di protezione le saldature ai capi dell'elemento sensibile
sono state realizzate in maniera tale da risultare in una posizione che ne garantisce la
isotermia i valori probabili delle f.e.m. saranno <10µV, che ad esempio in un sensore tipo Pt
100 a 650˚C corrisponderebbe ad un errore di 0,03˚C, del tutto trascurabile.
Resistenza di isolamento
Un altro importante fattore di affidabilità dei termometri a resistenza è la cosidetta
resistenza di isolamento. Infatti, se per qualche ragione si verifica una perdita di isolamento
elettrico tra il filo sensibile e la guaina esterna od il supporto isolante del termometro a
resistenza, ciò provoca formazione di uno shunt parallelo alla resistenza del termometro
(elemento sensibile) e di conseguenza un errore di valutazione della resistenza del TRP. Ad
esempio, una resistenza d'isolamento di 2.8MΩ posta in parallelo ad una Pt 100 a 650˚C
provoca un errore di 0,1˚C. Se la resistenza d'isolamento è presente nel termometro durante la
taratura, l'errore è compensato, tranne nel caso in cui la taratura viene effettuata ad una sola
temperatura e la resistenza d'isolamento non è stabile e varia con la temperatura (Tab. V.2).
E' molto difficile valutare la resistenza di isolamento senza materialmente sezionare il
termometro, distruggendolo quindi completamente; la valutazione viene di solito effettuata in
maniera grossolana, misurando la resistenza di isolamento tra i terminali del filo metallico in
uscita dal termometro ed un punto (di solito la punta) della guaina esterna. Il valore misurato
.8 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
nel modo descritto, senza dubbio varia al variare della temperatura in quanto varia la
resistenza del supporto isolante su cui il filo metallico sensibile è avvolto o poggiato, e, a
differenza di quanto avviene per il filo sensibile, la resistenza del supporto diminuisce
all'aumentare della temperatura.
Deriva dalla caratteristica
Tale incertezza è ovviamente ineliminabile ed è legata alle caratteristiche dell'elemento
sensibile. Normalmente valori di possibile deriva sono valutabili dalle dichiarazioni dei
costruttori. Nelle prove su citate si è verificato, ad esempio, una deriva di 1˚C per termometri
Pt 100 sottoposti per 6000 h a 660˚C.
Tempo di risposta
Questo fattore è uno dei punti deboli dei termometri a resistenza, che, per la loro stessa
struttura, di fili tesi su supporti isolanti e poi inguainati (vedi fig. V.1), presentano tempi di
risposta di solito abbastanza elevati rispetto agli altri misuratori di tipo elettrico, normalmente
più piccoli e compatti. Ad esempio, nelle prove riportate, i valori delle costanti di tempo
(tempo di risposta al 63.2%) per un'immersione da bagno di acqua e ghiaccio ad uno di acqua
in moto con velocità di 0.9 m/s sono dell'ordine dei secondi, in particolare da 2 a 8 secondi.
Valori questi che, ricordando le definizioni, portano a tempi di risposta dell'ordine delle
decine di secondi.
Profondità di immersione
La profondità di immersione è l'altezza minima di immersione di un termometro in un
bagno affinché la misura non risenta del valore della temperatura dell'ambiente. Infatti, a
causa delle perdite termiche lungo lo stelo, il termometro, se non è ben costruito, può non
raggiungere mai la temperatura di misura. I valori della profondità ottimale di immersione di
ciascun termometro vengono di solito forniti dai costruttori.
.9 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
Bisogna infine sottolineare che le norme internazionali, sia per il caso di strumenti
campione a resistenza di platino (Scala Internazionale delle Temperature ITS '90), sia per il
caso di termometri a resistenza di tipo industriale con purezza inferiore ed α = 0,00385,
forniscono raccomandazioni per limitare l'influenza di tutti i fattori di affidabilità tramite
rapporti e criteri di valutazione e/o di misura.
5.4 Ponti per termometri a resistenza
La misura della resistenza dell'elemento sensibile che costituisce il termometro può essere
effettuata in diversi modi a seconda della precisione richiesta. Per misure di laboratorio sono
solitamente utilizzati metodi di zero (di ponte e di opposizione), mentre per misure di minore
precisione vengono utilizzati trasmettitori, multimetri o SAD (sistemi di acquisizione dati)
basati generalmente su metodi volt-amperometrici o di confronto.
In particolare, nel caso di misure di laboratorio, i metodi più diffusi sono quelli a ponte
(ponte di Siemens, ponte di Muller e ponte di Smith) e quello potenziometrico (fig.V.4). I
metodi a ponte praticamente sono sostanzialmente riconducibili a ponti di Wheatstone con
particolari rapporti dei lati. In particolare il ponte di Smith é un doppio ponte di Kelvin con
rapporto dei lati 100:1.
Il ponte di Siemens é la versione più semplice ed utilizzata dei metodi a ponte infatti,
essendo il rapporto tra i lati del ponte fisso (pari ad 1) risulta necessaria per la misura una
sola operazione di bilanciamento in serie (S).
Il ponte di Mueller ha, come il ponte di Siemens, un rapporto dei lati pari a 1, ma a
differenza di quest'ultimo ha un bilanciamento in parallelo (S3) più indicato per misure di
piccole variazioni di resistenza, ed un ulteriore bilanciamento differenziale in serie (S1 ed
S2). Tale ponte si presenta inoltre notevolmente stabile grazie all'uso di decadi con resistori di
basso valore (10 Ω), il che però comporta una notevole influenza delle resistenze dei contatti.
.10 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
In entrambi i casi é possibile compensare la resistenza dei fili di collegamento e dei
contatti collegando il termometro a resistenza in modo tale che le resistenze dei fili opposti si
compensino mutuamente (vedi figura V.5). L'eventuale differenza tra la resistenza dei fili può
essere in ogni caso compensata, nel caso di un termometro a resistenza a quattro fili,
invertendo la connessione dei terminali al ponte e mediando le due letture ottenute.
Il ponte di Smith (tipo III) é caratterizzato, come detto, un elevato valore del rapporto tra i
lati (100:1). Una tale configurazione se da un lato presenta l'indubbio vantaggio di rendere
minima l'influenza delle resistenze di contatto, per contro risulta meno stabile utilizzando
resistenze di elevato valore. Problema che viene in parte risolto tramite l'impiego di
particolari tecniche di avvolgimento delle decadi.
I metodi di confronto potenziometrici, infine, sono del tutto indipendenti dalle resistenze
dei contatti. La misura viene effettuata collegando i collegamenti amperometrici del
termometro a resistenza al potenziometro e facendovi circolare una corrente costante; la
caduta di tensione rilevata ai morsetti dei collegamenti voltmetrici é del tutto indipendente
dalla resistenza dei collegamenti se la misura di tensione viene effettuata con un metodo ad
opposizione.
.11 -
Dispense di Fondamenti di Metrologia Meccanica
Termometri a resistenza
G
S3
R2
R1
S1
R1
S2
R2
S4
R0
G
t
S
t
T
T
c
C
c
RT
RT
C
PONTE DI SIEMENS
R
0
PONTE DI MUELLER
R1 = R2
R1 = R2
RT = S
RT = f (S1 , S2 , S3 )
I1
S
B
G
RC
ET
EC
a
T
I2
t C c
PONTE DI SMITH (Tipo III)
S = 10Ω
Metodo Potenziometrico
B = 1000Ω
a=b
S+A
B−S
ET
EC
. S + ( − ). S
RT = A
T C
B
B
=
RT
RC
Fig.V.4 Metodi di misura della resistenza
.12 -
ZERO
b
A
Se:
RT