Università degli studi di Padova
Scuola di Ingegneria
DIPARTIMENTO DI TECNICA E GESTIONE DEI SISTEMI INDUSTRIALI
Corso di Laurea Triennale in Ingegneria Gestionale
TESI DI LAUREA
Sistemi di separazione e filtraggio magnetico per fluidi lubrificanti,
cibi, medicinali e il recupero di materie prime dai rifiuti
Magnetic filtering and separation systems for lubricating fluids,
food, drugs and waste recycling.
Relatore: Ch.mo Prof. GIUSEPPE CHITARIN
Laureando: FILIPPO LOTTO
Matricola: 1075627
ANNO ACCADEMICO 2016 – 2017
INDICE
Introduzione ...............................................................................................5
CAPITOLO 1: INTRODUZIONE AI MATERIALI MAGNETICI ............................7
1.1. Classificazione dei materiali magnetici ................................................7
1.2. Materiali ferromagnetici ......................................................................8
1.3. Classificazione dei materiali ferromagnetici ......................................11
1.3.1. Materiali magnetici dolci ...............................................................11
1.3.2. Materiali magnetici duri (magneti permanenti) ..............................12
1.4. Tipologie di magneti permanenti .......................................................16
1.4.1. Magneti permanenti in acciaio .......................................................17
1.4.2. Leghe Alnico (Alnico alloys).............................................................17
1.4.3. Ferriti ..............................................................................................18
1.4.4. Samario-Cobalto .............................................................................19
1.4.5. Neodimio-Ferro-Boro ......................................................................21
CAPITOLO 2: FORZE COINVOLTE IN UN SEPARATORE MAGNETICO ..........23
2.1. Forza magnetica di trazione ...............................................................24
2.2. Calcolo della forza magnetica tramite flusso del tensore di maxwell ...... 27
2.3. Forze competitive: forza idrodinamica e forza gravitazionale ...........29
2.4. Efficienza di un separatore magnetico: grade e recovery ..................31
3
CAPITOLO 3: FILTRAGGIO MAGNETICO DI OLI LUBRIFICANTI E NEI
PROCESSI DI PRODUZIONE ALIMENTARE ..................................................35
3.1. Separatore magnetico a griglia (grate separator) ..............................36
3.2. Separatore per liquidi (liquid trap magnets) ......................................37
3.3. High Gradient Magnetic Separator (HGMS) .......................................38
CAPITOLO 4: STRUTTURE MAGNETICHE E SISTEMI DI SEPARAZIONE IN
CAMPO BIOMEDICO .................................................................................43
4.1. Particelle nanomagnetiche ................................................................43
4.2. Separazione immunomagnetica (MACS) ............................................46
4.3. Forze coinvolte nei dispositivi per la separazione cellulare ...............48
4.4. Dipole separator (separatore a due magneti) ....................................50
4.5. Separatore a due coppie di magneti (quadrupole separator) ............51
4.6. Drug delivery......................................................................................52
CAPITOLO 5: SEPARAZIONE MAGNETICA NEI PROCESSI DI TRATTAMENTO
DEI RIFIUTI ................................................................................................53
5.1. Il processo di gestione dei rifiuti: fasi principali .................................53
5.2. Separazione magnetica dei rifiuti ......................................................54
5.3. Separatore magnetico a nastro (overbelt) .........................................55
5.4. Separatore magnetico a tamburo ......................................................57
5.5. Induzione e correnti indotte ..............................................................59
5.6. Correnti parassite e di Foucault .........................................................61
5.7. Separatore a correnti indotte ............................................................62
Conclusioni ...............................................................................................65
Bibliografia................................................................................................67
Sitografia ..................................................................................................67
4
INTRODUZIONE
La possibilità di sfruttare i campi magnetici al fine di realizzare processi di recupero di materiali in
genere, filtraggio di sostanze e liquidi viscosi tramite l’utilizzo di dispositivi di separazione, nasce
intorno agli anni ’90 del settecento.
Il primo brevetto di un sistema di separazione magnetica risale all’anno 1792 ad opera di William
Fullarton nel campo della lavorazione del ferro.
Nel 1852 a New York viene sviluppato il primo dispositivo in grado di operare una separazione tra
magnetite ed apatite.
Dopo le prime applicazioni, moltissime aziende nel campo della trasformazione e lavorazione dei
metalli adottano all’interno dei loro impianti di produzione i separatori magnetici.
Il principio su cui si basa la produzione di sistemi di separazione magnetica è il fatto che diversi
materiali (ognuno avente differenti momenti magnetici) sono in grado di esprimere diverse forze
se sottoposti a campi magnetici variabili nel tempo.
In questo senso, la scoperta di materiali e leghe più performanti dal punto di vista magnetico ha
condizionato la produzione dei separatori magnetici: mantenendo lo stesso principio di
funzionamento delle prime applicazioni, negli anni sono stati sviluppati dispositivi in grado di
garantire un’efficienza di separazione sempre maggiore, sfruttando le elevate proprietà
magnetiche di alcuni materiali che garantiscono elevati gradienti di campo magnetico.
Inoltre, il continuo sviluppo di dispositivi innovativi con nuove configurazioni di campo magnetico,
capaci di garantire ottimi gradi di separazione, ha permesso l’applicazione in diversi ambiti.
In particolare, a partire dal campo della lavorazione del ferro e dalla conseguente gestione e
trattamento dei rifiuti, si sono sviluppati sistemi di separazione magnetica adibiti al filtraggio di oli
lubrificanti ed idraulici in grado di garantire maggiore vita utile ai macchinari in cui quest’ultimi
vengono utilizzati.
A partire dagli anni ’30 del novecento i filtri vengono utilizzati anche in campo alimentare, con
dispositivi adibiti al controllo della purezza delle materie prime e dei liquidi, coerentemente con le
politiche igieniche.
Infine, le svariate applicazioni dei campi magnetici hanno coinvolto recentemente anche il campo
biomedico, grazie allo sviluppo di microstrutture a carattere magnetico che permettono la
separazione a livello molecolare.
Nel primo capitolo viene presentata una sintesi dei diversi materiali magnetici, con particolare
attenzione ai materiali ferromagnetici duri.
Di tale categoria, si analizzano le principali caratteristiche dei materiali più utilizzati per la
realizzazione di separatori magnetici: la magnetite, i magneti in acciaio, le leghe alnico, le leghe
samario-cobalto e i magneti al Neodimio-Ferro-Boro.
Nel secondo capitolo vengono affrontate le forze coinvolte in un dispositivo di separazione,
focalizzandosi sul delicato rapporto tra forza magnetica e forze competitive.
Della forza magnetica, si ricava l’espressione in termine elettromagnetici e tramite l’introduzione
del tensore di Maxwell, ed inoltre viene approfondita la particolare dipendenza dal gradiente di
campo magnetico e dalla dimensione delle particelle catturate dal separatore magnetico; per le
forze competitive si analizza la loro variazione in base alle caratteristiche della sostanza coinvolta
nel processo.
5
Infine si analizzano i diversi indici di efficienza e la loro variazione in base ai valori delle forze
coinvolte e le caratteristiche della sostanza trattata.
Nel terzo capitolo si analizzano i diversi dispositivi di separazione utilizzati nei processi di
produzione alimentare e nel filtraggio di oli lubrificanti ed idraulici.
In particolare si pone particolare attenzione ai dispositivi ad alto gradiente di campo magnetico
(HGSM), elencando i diversi tipi di separatori sviluppati nel corso degli anni con relative
caratteristiche ed efficacia di separazione.
Nel quarto capitolo si affronta un argomento di recente sviluppo, l’applicazione di campi magnetici
e di sistemi di separazione in ambito biomedico.
Dopo un introduzione sulle microstrutture a carattere magnetico, si tratta l’immunoseparazione
magnetica (MACS) e si analizzano le forze coinvolte in tale processo.
Infine, si elencano i due principali tipi di dispositivi in cui viene realizzata la tecnica MACS con un
analisi del loro principio di funzionamento e delle loro caratteristiche fondamentali, ed inoltre si
accenna alla tecnica di conduzione di medicinali tramite campi magnetici (drug delivery).
Nel quinto ed ultimo capitolo viene affrontata la separazione magnetica negli impianti di
trattamento dei rifiuti.
Dopo una breve introduzione sui tipici trattamenti operati negli impianti di riciclaggio si pone
attenzione all’operazione di separazione magnetica e ai principali dispositivi di cui sono dotati tali
impianti.
Si approfondiscono il principio di funzionamento, le caratteristiche meccaniche, l’efficienza, le
configurazioni di montaggio ed i vantaggi di svariati dispostivi, tra cui il separatore per metalli non
ferrosi a cui precede una sintesi sull’induzione magnetica e le correnti parassite.
6
CAPITOLO 1:
MAGNETICI
INTRODUZIONE
AI
MATERIALI
1.1. CLASSIFICAZIONE DEI MATERIALI MAGNETICI
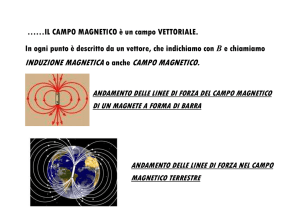
Si definisce magnete ogni corpo avente la proprietà di generare attorno a sé un campo magnetico, di
attrarre materiali ferromagnetici e di orientarsi in modo determinato rispetto al magnetismo terrestre [1].
Una classificazione dei materiali magnetici può essere data a partire dalla definizione di suscettività
magnetica e di permeabilità magnetica di un materiale.
SUSCETTIVITÀ MAGNETICA
La suscettività magnetica, indicata con χ , è definita come il coefficiente di proporzionalità tra
l’intensità di campo magnetico H e la magnetizzazione del materiale M :
𝜒=
𝑀
𝐻
tale coefficiente può essere o non essere una costante.
PERMEABILITÀ MAGNETICA
Il termine permeabilità magnetica indica l’attitudine di un materiale a magnetizzarsi sotto l’azione
di un campo magnetico.
Viene indicata con il simbolo μ, e rappresenta un coefficiente di proporzionalità tra H e l’induzione
magnetica B:
𝜇=
𝐵
𝐻
anche in questo caso tale coefficiente può essere o non essere una costante.
La classificazione più comune dei materiali magnetici tende a dividere tali materiali in tre gruppi
distinti [1]:
-
-
-
materiali diamagnetici: hanno un valore di suscettività magnetica basso e negativo,
𝜒 = −10−5. Tali materiali presentano una magnetizzazione avente verso opposto rispetto
al campo magnetico. Esempi di materiali diamagnetici sono oro, argento e berillio.
materiali paramagnetici: hanno una valore di suscettività magnetica basso ma positivo χ =
10−3 /10−5 . La loro magnetizzazione è debole ma allineata con il verso del campo
magnetico. Esempi di materiali paramagnetici sono alluminio, platino e manganese.
materiali ferromagnetici: hanno una valore di suscettività magnetica positivo e molto
maggiore a 1, in genere χ = 50 − 10.000 . Esempi di tali materiali sono ferro, cobalto,
nichel e le terre rare.
7
1.2. MATERIALI FERROMAGNETICI
Dal punto di vista sia teorico che pratico il gruppo di materiali magnetici più importante è
rappresentato dai materiali ferromagnetici.
In particolare, in ambito ingegneristico i ferromagneti sono ampiamente utilizzati per il loro alto
valore di permeabilità magnetica che permette di ottenere alti valori di induzione magnetica
attraverso l’applicazione di campi magnetici di modesta intensità, ed inoltre per la loro capacità di
mantenere la magnetizzazione (Retentivity) una volta che il campo magnetico a cui sono stati
sottoposti viene annullato, diventano loro stessi delle sorgenti di campo.
In particolare quest’ultima caratteristica deriva dal fatto che in un cristallo di materiale
ferromagnetico si ha una divisione in regioni, dette domini di Weiss, contenenti dai 104 ai 1021
atomi, nelle quali i momenti magnetici (che nei materiali ferromagnetici sono dovuti
essenzialmente allo spin degli elettroni) sono allineati lungo un'unica direzione.
Tuttavia domini adiacenti non presentano stessa direzione di magnetizzazione, in particolare nella
zone di confine tra le varie regioni, detta pareti di Bloch, l’orientazione dei momenti passa da
quella di un dominio a quella del dominio adiacente [2].
All’applicazione di un campo magnetico di intensità H i momenti dei vari domini tendono ad
allinearsi con la direzione del campo stesso fino al raggiungimento del valore di saturazione del
materiale.
Tale processo, che coinvolge anche lo spostamento delle pareti di Bloch, non è reversibile (tranne
nel caso di valori piccoli del campo H) a causa della presenza di impurezze e di imperfezioni nei
cristalli del materiale.
Dunque nel momento in cui il campo magnetico esterno viene annullato il materiale mantiene una
magnetizzazione residua.
SATURAZIONE MAGNETICA
Sottoporre un materiale ferromagnetico all’azione di un campo magnetico di intensità H causa la
magnetizzazione del materiale.
Incrementando linearmente il valore di H, la magnetizzazione del materiale aumenta
proporzionalmente fino a raggiungere un valore massimo, detto valore di saturazione magnetica
ed indicato con 𝑀0 .
Questo valore si misura in A/m (oppure Oersted) ed indica una particolare condizione in cui tutti i
dipoli magnetici del materiale in questione si trovano allineati nella stessa direzione del campo
magnetico.
Il valore di magnetizzazione corrispondente alla saturazione magnetica dipende unicamente dai
momenti magnetici m e dal numero di atomi per unità di volume n :
𝑀0 = 𝑛𝑚
8
RIMANENZA O INDUZIONE RESIDUA
Dopo aver magnetizzato un materiale e aver annullato il campo magnetico, permangono una
valore di induzione magnetica residua 𝐵𝑟 (remanent induction o remanence) e un valore di
magnetizzazione residua 𝑀𝑟 ( remanent magnetization), si misura in Tesla (o in Gauss) e in
particolare vale:
𝐵𝑟 = 𝜇0 𝑀𝑟
COERCITIVITÀ
L’induzione magnetica può essere ridotta a zero attraverso l’applicazione di un campo magnetico
inverso (coercitivo) di intensità 𝐻𝑐 . Tale valore di intensità del campo prende il nome di coercitività,
o Forza Coercitiva e si misura in A/m.
In altre parole la coercitività è l’intensità del campo magnetico necessaria per annullare la
magnetizzazione di un materiale quando questa ha raggiunto il suo valore massimo 𝑀0 .
TEMPERATURA DI CURIE (𝑇𝑐 )
Tutti i materiali ferromagnetici, quando raggiungono elevati valori di temperatura diventano
paramagnetici. Tale intervallo di temperatura prende il nome di temperatura di Curie.
A questa temperatura la permeabilità del materiale decresce rapidamente e la coercitività e la
rimanenza diventano praticamente nulle.
CICLO DI ISTERESI
A differenza dei materiali diamagnetici e paramagnetici, i materiali ferromagnetici, a parità di H
presentano valori di B enormemente più alti (fino a 106 volte). La relazione che intercorre tra B e
H non è né lineare né univoca. In particolare, è possibile tracciare un grafico che lega
qualitativamente le due variabili e prende il nome di ciclo di isteresi, nel quale la permeabilità
magnetica del materiale non è costante ma anzi dipendente dalla storia del materiale.
9
Ciclo di isteresi di un materiale ferromagnetico
Partendo da una situazione di magnetizzazione nulla del materiale ferromagnetico ( M=0, B=0 e
H=0), incrementando il valore di H aumenta anche B con un andamento non rettilineo ma secondo
una curva, detta curva di prima magnetizzazione, che evidenzia la relazione di non proporzionalità
tra le due variabili.
Per elevati valori di H il vettore induzione magnetica raggiunge il suo valore massimo in cui si ha
una valore di magnetizzazione M asintotico (valore di saturazione 𝑀0 ), che rappresenta il valore
limite di magnetizzazione alla quale il materiale può giungere.
Diminuendo il valore di H si osserva che la curva risulta diversa dalla precedente, in particolare per
H=0, il valore di B non è nullo ma pari a 𝐵𝑟 . Tale valore prende il nome di magnetizzazione residua
del materiale ed esprime la tendenza dei materiali ferromagnetici a rimanere magnetizzati anche
dopo l’annullamento del campo magnetico.
Invertendo il segno di H, all’aumentare del suo valore assoluto, B e M cominciano a decrescere: il
campo H in corrispondenza del quale B è nullo è detto campo magnetico coercitivo (𝐻𝑐 ).
Diminuendo ulteriormente H anche B diviene negativo fino ad ottenere il ciclo di isteresi completo.
10
1.3. CLASSIFICAZIONE DEI MATERIALI FERROMAGNETICI
È possibile classificare i materiali ferromagnetici in base al loro valore di coercitività magnetica [1].
Tuttavia va sottolineato che tale parametro, a differenza della saturazione magnetica, è
fortemente variabile in base ai trattamenti termici e meccanici a cui il materiale viene sottoposto.
Si distinguono i materiali ferromagnetici in:
-
materiali ferromagnetici duri: materiali che possiedono alti valori di coercitività, intorno ai
10 kA 𝑚−1 , che li mantiene a lungo magnetizzati. Caratterizzati inoltre da bassa
permeabilità magnetica (μ) e da una grande area del ciclo di isteresi;
-
materiali ferromagnetici dolci: materiali che possiedono bassi valori di coercitività, intorno
a 1 kA 𝑚−1, e dunque si smagnetizzano rapidamente. Inoltre hanno valori elevati di
permeabilità magnetica e un’area ridotta del ciclo di isteresi;
1.3.1. MATERIALI MAGNETICI DOLCI
Un materiale ferromagnetico dolce soddisfa le seguenti caratteristiche:
-
alta permeabilità magnetica μ;
alta induzione di saturazione;
forza coercitiva del ciclo di isteresi più bassa possibile (basso valore di coercitività).
Tali caratteristiche sono ben visibili nella rappresentazione generale del suo ciclo di isteresi:
Come evidenziato dalla figura, la maggior parte dei materiali magnetici dolci possiede un ciclo di
isteresi sottile ed allungato avente un area molto ridotta.
Questo si traduce in un elevato valore di saturazione magnetica e un basso valore di forza
coercitiva 𝐻𝑐 e di rimanenza 𝐵𝑟 .
Più il ciclo è ristretto più il materiale è facile da magnetizzare e più alta è la sua permeabilità
magnetica.
11
ELETTROMAGNETI
Un filo, in cui passa della corrente elettrica (elettroni in movimento), genera un campo magnetico
nelle sue vicinanze. L'intensità del campo magnetico dipende dall'intensità della corrente e dalla
forma del filo.
Qualsiasi filo attraversato da una corrente elettrica può considerarsi un elettromagnete.
Nei comuni elettromagneti il filo viene spesso avvolto fino a formare una bobina con diverse spire,
che viene anche chiamata solenoide al cui interno viene inserito un NUCLEO di materiale
magnetico.
nucleo in ferro dolce con bobina
La capacità dei materiali magnetici dolci di innalzare il valore di induzione magnetica B relativo ad
un determinato campo magnetico H a sua volta prodotto da una corrente elettrica e le
caratteristiche elencate precedentemente, fanno si che tali materiali siano i più impiegati nella
realizzazione del nucleo degli elettromagneti.
In questo senso il materiale più largamente utilizzato è il ferro dolce che presenta un valore di
coercitività di 80 A 𝑚−1 ed un valore di saturazione magnetica di 1.7 x 106 A 𝑚−1[2].
L’intensità del campo magnetico generato da un elettromagnete può essere regolata tramite il
controllo della corrente passante attraverso la bobina che avvolge il nucleo ferromagnetico.
Quest’ultimo, essendo un materiale magnetico dolce, è di facile magnetizzazione e amplifica
ulteriormente l’intensità del campo.
Inoltre, nel momento in cui non risulta più attraversato da corrente, il materiale perde la sua
magnetizzazione rapidamente.
Infine si noti come l’utilizzo di elettromagneti permetta di generare campi magnetici di intensità
superiore ai 2.0 T.
1.3.2 MATERIALI MAGNETICI DURI (MAGNETI PERMANENTI)
I materiali magnetici duri, come già accennato, sono caratterizzati da una elevata forza coercitiva
(𝐻𝑐 ) e da una elevata induzione magnetica residua (𝐵𝑟 ). L’area delle curve di isteresi dei materiali
magnetici duri sono ampie, rendendo difficile la loro magnetizzazione e smagnetizzazione.
12
ciclo di isteresi di un materiale ferromagnetico duro
Grazie a tali caratteristiche, i materiali magnetici duri vengono utilizzati per la realizzazione di
magneti permanenti.
Un magnete permanente è definito come un dispositivo passivo in grado di mantenere la propria
magnetizzazione dopo essere stato sottoposto ad un campo magnetico, diventando esso stesso
una sorgente di campo [1].
Tale magneti non necessitano di un flusso di corrente perché venga mantenuto il campo
magnetico e dunque trovano applicazione in campi in cui è difficile garantire una potenza elettrica
oppure dove restrizioni geometriche o di spazio non consentano l’uso di elettromagneti.
I magneti permanenti trovano forte applicazione nel campo dei motori e dei generatori, in diversi
sistemi di controllo, negli hard disk, nei sistemi di levitazione magnetica e nei dispositivi di
separazione.
I principali tipi di materiali utilizzati come magneti permanenti sono la ferrite dura, il neodimioferro-boro, il samario-cobalto e le leghe alnico.
In particolare, nel 2007 si è stimata una vendita di magneti permanenti per otto miliardi di dollari e
di undici miliardi di dollari nel 2010. La più grossa percentuale di tali vendite è detenuta dai
magneti in terre rare (64%), seguono quelli in ferrite dura (34%), ed infine le leghe alnico (1%)[1].
Inoltre, si stima una crescita annuale di tale mercato del 12% causata principalmente da una
progressiva presa di posizione da parte dei magneti realizzati in neodimio-ferro-boro [1].
COERCITIVITÀ
Come già detto il valore di coercitività permette la distinzione tra materiali magnetici morbidi e
duri.
Dato che i magneti permanenti operano senza l’azione di un campo magnetico esterno, è
necessario che essi abbiano una buona resistenza alla demagnetizzazione, conseguentemente si
utilizzano materiali magnetici duri che hanno valori elevati di coercitività ( attorno ai 10 𝑘𝐴 𝑚−1 ) .
In questo senso la ricerca di materiali è in continuo progresso.
13
Tuttavia, se nei materiali magnetici morbidi la densità di flusso B è approssimativamente uguale a
𝜇0 𝑀, nei magneti permanenti la magnetizzazione non è una semplice funzione lineare di B.
In particolare vale:
𝐵 = 𝜇0 (𝐻 + 𝑀)
dove il valore del campo magnetico H è nettamente superiore a quello dei magneti morbidi.
Data la precedente espressione è necessario distinguere due diversi valori di coercitività per i
magneti permanenti:
-
coercitività intrinseca 𝐻𝑐𝑚 , definita come il valore del campo magnetico a cui la
magnetizzazione M del materiale è nulla;
coercitività 𝐻𝑐𝑚 , definita come il valore del campo magnetico a cui la densità di flusso B del
materiale è nulla;
Nei materiali duri tali valori sono differenti l’uno dall’altro, in particolare maggiore è la differenza
tra i due più il materiale è efficace come magnete permanente.
Si noti come la coercitività intrinseca è sempre maggiore della coercitività 𝐻𝑐𝑚 .
RIMANENZA
Nel caso dei magneti permanenti, oltre ad un elevato valore di coercitività è necessario un alto
valore di rimanenza.
La rimanenza 𝑀𝑟 è definita come la massima magnetizzazione residua che può essere ottenuta in
un circuito chiuso dove non è presente un campo demagnetizzante [1].
Tuttavia, dato che i magneti permanenti operano in configurazioni a circuito aperto, la
magnetizzazione residua in tal caso è sempre inferiore ad 𝑀𝑟 .
Infine è essenziale notare che il valore di rimanenza non può mai superare il valore di saturazione
magnetica 𝑀0 , in particolare il rapporto
𝑀𝑟
𝑀0
deve essere il più possibile vicino al valore unitario in
un magnete permanente.
CURVA DI SMAGNETIZZAZIONE E PRODOTTO ENERGETICO MASSIMO
È noto che un materiale magnetico, sia esso dolce o duro, percorre un ciclo detto ciclo di isteresi
ogni qualvolta viene sottoposto all’azione di un campo magnetico, il quale varia fra due valori
uguali e opposti.
Tutti materiali magnetici conservano la forma caratteristica del ciclo di isteresi, ciò che varia sono
le dimensioni di tali cicli.
Si è infatti osservato che i materiali dolci hanno un’ area ridotta (stretta e allungata) del ciclo di
isteresi mentre i materiali duri presentano un’area molto più ampia.
14
A questo proposito, si noti l’immagine successiva che pone a confronto il ciclo del ferro dolce con
quello del ferro duro:
cicli di isteresi a confronto [2]
Se l’andamento del ciclo viene mantenuto, osservando i due diversi materiali a variare sono il
valore massimo di induzione raggiungibile 𝐵𝑚 , il valore di induzione residua 𝐵𝑟 e il valore di
campo coercitivo 𝐻𝑐 .
Per quanto riguarda i magneti permanenti, il dato che caratterizza principalmente tali materiali è
l’andamento della loro curva di smagnetizzazione, ovvero il tratto del ciclo di isteresi contenuto
nel secondo quadrante compreso tra i valori di 𝐵𝑟 e −𝐻𝑐 .
In particolare, in un buon magnete permanente entrambi questi valori (principalmente il campo
coercitivo 𝐻𝑐 ) devono essere alti, al fine di assicurare una magnetizzazione del materiale anche
quando il campo magnetico esterno viene annullato.
Un altro parametro di fondamentale importanza nel caso dei magneti permanenti è il prodotto
energetico massimo |𝐵𝐻|𝑚𝑎𝑥 , ovvero il valore massimo del prodotto di B (induzione magnetica)
per H (campo di smagnetizzazione) determinato dalla curva di smagnetizzazione del materiale.
Viene misurato in Tesla * Ampere /m = Joule/m3 oppure in Gauss * Oersted.
È possibile definire tale prodotto come l’area occupata dal più grande rettangolo che può essere
inscritto nel secondo quadrante della curva di isteresi del materiale [1].
Ne consegue che più alto è il valore di |𝐵𝐻|𝑚𝑎𝑥 più piccolo sarà il volume del magnete
permanente da utilizzare per raggiungere elevate prestazioni.
Nelle figura seguente si pongono a confronto le curve di smagnetizzazione di diversi materiali
utilizzati per la produzione di magneti permanenti.
Si possono distinguere le leghe alnico (leghe di acciaio-alluminio-nichel-cobalto in varia
composizione), il gruppo delle ferriti (materiali costituiti per lo più da ossidi di ferro e di bario) e il
gruppo delle terre rare (samario-cobalto e neodimio-ferro-boro) caratterizzati da elevatissimi
valori di campo coercitivo 𝐻𝑐 .
15
Si noti come nella curva 5, venga indicato un punto di normale funzionamento (punto P). Risulta
essenziale che tali punti vengano scelti e calcolati in modo da trovarsi il più vicino possibile al
valore massimo del prodotto di energia |𝐵𝐻|𝑚𝑎𝑥 al fine di realizzare il magnete di volume minimo,
e quindi di minimo costo, a parità di prestazioni.
Nelle curve in figura i punti di massimo prodotto di energia sono indicati da una crocetta.
Infine, se il punto di lavoro si trovasse oltre al punto massimo di curvatura della curva di
smagnetizzazione, detto ginocchio della curva, il magnete subirebbe delle smagnetizzazioni
permanenti.
1.4. TIPOLOGIE DI MAGNETI PERMANENTI
In questo paragrafo verranno analizzati i principali tipi di materiali con cui vengono realizzati i
magneti permanenti.
Tuttavia si consideri che molti materiali, un tempo ritenuti magneti duri e di possibile utilizzo per
la realizzazione di magneti permanenti, oggi non vengono più utilizzati in quanto la continua
ricerca di elementi con elevate proprietà magnetiche ha innalzato notevolmente il livello minimo
di valori di coercitività e di energia massima nella realizzazione di magneti permanenti.
Si noti inoltre, come le proprietà magnetiche di un magnete permanente non dipendano
unicamente dalla sua composizione ma anche dai processi termici e meccanici a cui viene
sottoposto durante la produzione.
16
MAGNETITE
La magnetite, indicata chimicamente con la formula 𝐹𝑒3 𝑂4, è un minerale ferroso con un elevato
tenore di ferro (72,5%) riconosciuto come il primo materiale per magneti permanenti.
Tuttavia, come conseguenza della ricerca di materiali con elevate proprietà magnetiche, oggi tale
materiale non viene più utilizzato.
1.4.1. MAGNETI PERMANENTI IN ACCIAIO
L’aggiunta in lega di carbonio nel ferro permette di innalzare il valore di coercitività e anche le
perdite per isteresi. In questo senso, il primo magnete permanente in commercio aveva un
contenuto di carbonio dell’ 1% e presentava elevata durezza anche dal punto di vista meccanico.
Successivamente sono state aggiunte percentuali di tungsteno, cromo e cobalto che migliorano
notevolmente le proprietà magnetiche.
In particolare, l’aggiunta di tali elementi comporta, a livello molecolare, la formazione di una
seconda fase durante la precipitazione che ostacola il movimento dei domini magnetici, causando
a sua volta un aumento del valore di coercitività e di energia massima prodotta del materiale.
Tali magneti permanenti in acciaio hanno valori di coercitività superiori a 20𝑘𝐴 𝑚−1 e un prodotto
energetico massimo superiore a 7 𝑘𝐽 𝑚−3 [1].
1.4.2. LEGHE ALNICO (ALNICO ALLOYS)
Le leghe alnico descrivono una categoria di magneti permanenti principalmente composti da ferro,
Al, Ni, Co alluminio nichel e cobalto, . Tali leghe sono state sviluppate attorno agli anni 30 del
novecento e dopo la seconda guerra mondiale hanno sostituito i magneti in acciaio nella
produzione di magneti permanenti.
Si noti come variando le percentuali dei componenti di tale lega si ottengano diverse
caratteristiche magnetiche, infatti esistono diversi gradi delle leghe alnico, dall’ alnico1 all’alnico12
(i più utilizzati sono alnico2, alnico5 e alnico8 ).
Nel processo di produzione di magneti in alnico il trattamento termico riveste fondamentale
importanza: le diverse componenti di tali leghe ed, in particolare, il loro raffreddamento portano
alla formazione di tre diverse fasi 𝛼1 , 𝛼2 𝑒 𝛾.
La fase γ, che cristallizza attorno ai 1100° C, risulta spesso indesiderata in quanto non permette il
raggiungimento di buone proprietà magnetiche e meccaniche.
Nel trattamento delle leghe alnico si cerca dunque di ottenere una matrice 𝛼1 (Al-Ni-Fe)
debolmente magnetica, con delle particelle di fase 𝛼2 (Fe-Co) a carattere fortemente magnetico.
Il processo di produzione avviene per fusione delle materie prime, successivamente versate
all’interno di uno stampo avente la forma del magnete che si vuole ottenere.
Ad un iniziale raffreddamento in aria, un secondo raffreddamento porta la lega attorno ai 600° C e
permette la formazione delle fasi 𝛼1 𝑒 𝛼2 .
Successivamente si esegue una ricottura della lega(20-30 h) tra i 550°C e i 650°C accentuando la
differenza di composizione tra le due fasi e permettendo alle particelle magnetiche di Fe-Co di
crescere ancora più allungate.
17
Maggiore è il rapporto di forma (lunghezza rispetto a larghezza) delle particelle Fe-Co e più liscia è
la loro superficie, più risulterà elevata la coercitività della lega.
Si noti come il trattamento di ricottura venga condotto sottoponendo la lega all’azione di un
campo magnetico (ricottura magnetica) che accentua ulteriormente la crescità in lunghezza del
precipitato.
Le leghe alnico sottolineano fortemente come le proprietà di un magnete permanente siano in
stretta relazione sia con la loro composizione che con i trattamenti meccanici e termici a cui viene
sottoposto.
I magneti permanenti realizzati in leghe alnico presentano moderati valori di forza coercitiva, 𝐻𝑐 =
50 − 130 𝑘𝐴 𝑚−1, un elevato prodotto energetico |𝐵𝐻|𝑚𝑎𝑥 = 50 − 75 𝑘𝐽 𝑚−3 [1].
curve di smagnetizzazione di diverse leghe alnico
1.4.3. FERRITI
Le ferriti sono materiali ceramici magnetici prodotti mescolando ossido di ferro ( 𝐹𝑒2 𝑂3) con altri
ossidi e carbonati in polvere, le polveri vengono poi pressate e sinterizzate ad alta temperatura.
Qualche volta sono necessarie lavorazioni meccaniche di finitura per produrre la forma desiderata.
Tali materiali assumono valore commerciale grazie alla loro elevata magnetizzazione ma la loro
saturazione magnetica è nettamente inferiore a quella dei materiali ferromagnetici, anche se
presentano domini magnetici e cicli di isteresi molto simili a quest’ultimi.
Le ferriti si dividono anch’esse in ferriti dolci e ferriti dure, in particolare quest’ultima categoria
trova applicazione nella realizzazione di magneti permanenti.
18
FERRITI DURE
Le ferriti magneticamente dure sono caratterizzate dalla formula 𝑀𝑂 ∙ 6𝐹𝑒2 𝑂3 ed hanno struttura
cristallina esagonale.
La ferrite più importante di tale gruppo è la ferrite di bario (𝐵𝑎𝑂 ∙ 6𝐹𝑒2 𝑂3) , spesso utilizzata per la
produzione di magneti permanenti resistenti ad ambienti umidi e corrosivi. Negli ultimi anni le
ferriti di bario sono state in parte sostituite dalle ferriti di stronzio (𝑆𝑟𝑂 ∙ 6𝐹𝑒2 𝑂3), che presentano
proprietà magnetiche superiori [2].
In generale le ferriti esagonali presentano costi di produzione modesti ed elevata densità rispetto
alle leghe alnico.
In particolare vengono utilizzate per il loro alto valore di coercitività, 𝐻𝑐 = 150 − 250 𝑘𝐴 𝑚−1, e il
valore di rimanenza, 𝐵𝑟 = 200 − 300 𝑘𝐴 𝑚−1.
Tuttavia il loro valore di saturazione magnetica è relativamente basso così come il prodotto
energetico massimo, |𝐵𝐻|𝑚𝑎𝑥 = 14 − 28 𝑘𝐽 𝑚−3 [1].
Di seguito sono rappresentate le curve di smagnetizzazione di versi tipi di ferriti di bario:
curve di smagnetizzazione: 1 ferrite isotropica di bario;
2,5,6 ferriti anisotropiche di bario;
1.4.4. SAMARIO-COBALTO
L’utilizzo di leghe di samario-cobalto nasce dalla volontà di realizzare magneti permanenti
utilizzando terre rare con aggiunta di elementi di transizione come ferro, cobalto e nichel per
ottenere proprietà magnetiche sempre più elevate.
Lo scopo è quello di sfruttare l’elevato carattere anisotropico di alcune terre rare e l’elevata
temperatura di transizione (temperatura di Curie) degli elementi del gruppo d, ottenendo magneti
permanenti con elevata coercitività in grado di operare a temperatura ambiente e superiori.
19
In questo senso, la prima lega sviluppata è la 𝑆𝑚𝐶𝑜5 avente un valore di saturazione magnetica di
800 𝑘𝐴 𝑚−1 , un valore di coercitività di 760 𝑘𝐴 𝑚−1 , prodotto energetico massimo tra 150 e 200
𝑘𝐽 𝑚−3 , un valore di rimanenza magnetica 𝐵𝑟 = 0.9 𝑇 ed una temperatura di Curie di 720°C [1].
Un altro tipo di lega samario-cobalto utilizzata per la realizzazione di magneti permanenti è la
𝑆𝑚2 𝐶𝑜17 , avente un valore di coercitività di 500 𝑘𝐴 𝑚−1 , un prodotto energetico massimo tra 240
e 260 𝑘𝐽 𝑚−3 , un valore di rimanenza magnetica 𝐵𝑟 = 1 𝑇 e temperatura di Curie di 820°C [1].
La scelta di utilizzare una delle due leghe si basa sulla temperatura di Curie, per cui si preferisce la
lega 𝑆𝑚2 𝐶𝑜17 , oppure sul valore più elevato di coercitività, in base al quale si preferisce la 𝑆𝑚𝐶𝑜5 .
Tuttavia si ricordi che la scelta del materiale per un magnete permanente dipende da una
molteplicità di fattori che includono la temperatura a cui avviene il processo, il fattore di
demagnetizzazione e le restrizioni dal punto di vista sia spaziale che economico.
Nella figura seguente vengono rappresentate le curve di smagnetizzazione delle leghe samariocobalto per magneti permanenti:
R2: lega sinterizzata di 𝑆𝑚𝐶𝑜5; R3 lega sinterizzata di 𝑆𝑚2 𝐶𝑜17 .
20
1.4.5. NEODIMIO-FERRO-BORO
I magneti permanenti in neodimio-ferro-boro nascono dalla necessità di ottenere proprietà
magnetiche simili a quelle prodotte da una lega samario-cobalto garantendo anche una facile
reperibilità dei materiali.
La composizione generale di tale lega è 𝑁𝑑2 𝐹𝑒14 𝐵 e presenta le più alte proprietà dei magneti,
permettendo un incredibile rapporto induzione magnetica-dimensione.
Il principale vantaggio di tali leghe è dato dal costo degli elementi che la compongono, in
particolare il ferro ed il neodimio, i quali sono molto più economici rispetto ad elementi come il
samario ed il cobalto ed inoltre sono molto più facili da reperire.
Tuttavia i magneti permanenti in neodimio-ferro-boro presentano una temperatura di Curie
piuttosto bassa (intorno ai 312°C) rispetto a quella delle leghe samario-cobalto, che risultano
molto più adatte per applicazioni ad elevate temperature.
In particolare, osservando che il valore basso di 𝑇𝑐 è fortemente influenzato dalla percentuale di
ferro all’interno della lega, si tende a sostituire quest’ultimo con percentuali di cobalto che
migliorano le caratteristiche alle alte temperature ma parallelamente riducono il valore di
coercitività.
A sua volta, quest’ultimo aspetto negativo può essere contrastato attraverso una parziale
sostituzione del neodimio con terre rare più pesanti come il diprosio (Dy).
Dalle precedenti considerazioni si nota come dal composto ternario di base, attraverso varie
sostituzioni parziali e modifiche nella composizione, si ottengono vari tipi di magneti con
particolari caratteristiche a seconda delle applicazioni.
In particolare , in molte applicazioni tali sostituzioni vengono spesso fatte contemporaneamente,
al fine di bilanciare gli effetti negativi che altrimenti potrebbero produrre se condotte
separatamente.
A questo propositivo si veda l’aggiunta combinata di piccole percentuali di cobalto e rame per
aumentare la resistenza alla corrosione a cui tali leghe sono soggette, mantenendo una elevata
forza coercitiva.
In linea generale, le leghe neodimio-ferro-boro presentano un elevato valore di saturazione
magnetica 𝑀𝑠 = 1.3 ∙ 106 𝐴 𝑚−1 ed in particolare un prodotto energetico massimo tra i 210
𝑘𝐽 𝑚−3 e i 420 𝑘𝐽 𝑚−3 [1].
Come conseguenza dell’elevato valore di |𝐵𝐻|𝑚𝑎𝑥 e la possibilità di elevare la temperatura di
Curie tramite alcune aggiunte in lega, tali materiali negli ultimi anni sono stati scelti per svariate
applicazioni.
21
In particolare, tali magneti permanenti trovano forte impiego in tutti i campi in cui si cercano
elevate proprietà magnetiche nonostante forti restrizioni spaziali e di peso (hard disk, separatori
magnetici, dispositivi di risonanza magnetica).
curve di smagnetizzazione di leghe Nd-Fe-Bo
22
CAPITOLO 2: FORZE COINVOLTE IN UN SEPARATORE
MAGNETICO
Il filtro magnetico è lo strumento utilizzato per la separazione magnetica, il quale è sede di una
competizione tra diverse forze che risultano fondamentali al fine del processo di separazione.
Le principali forze in gioco sono:
forze magnetiche di attrazione o repulsione
forze gravitazionali
forza idrostatica (per particelle immerse in un fluido)
forze d’attrito idrodinamico (per particelle immerse in un fluido viscoso)
forze d’inerzia
Queste forze agiscono congiuntamente al fine di operare un processo di separazione del materiale
interessato nei suoi diversi componenti.
In linea generale, come indicato nello schema, il materiale attraversa il dispositivo separatore, il
quale scinde le sue diverse componenti in tre categorie così definite [3]:
-
TAILS : la componente non magnetica del materiale o fluido;
MAGS : la componente magnetica del materiale o fluido;
MIDDLINGS : le altre componenti generalmente di basso contenuto magnetico;
La forza magnetica, le cosiddette forze competitive (forza gravitazionale, forza d’attrito e d’inerzia )
e le forze a livello molecolare determinano l’efficienza del dispositivo separatore.
Tali forze dipendono sia dalla natura del materiale o fluido oggetto del processo, sia dalla tipologia
del filtro magnetico utilizzato.
In particolare, si noti come il volume del materiale utilizzato, le sue caratteristiche fisiche e
soprattutto le dimensioni a livello molecolare abbiano una forte influenza.
23
A loro volta le caratteristiche meccaniche, il funzionamento e in particolare i diversi modi di
realizzare il campo magnetico da parte dei differenti dispositivi di separazione, nonché il valore del
campo magnetico stesso e del relativo gradiente, sono parametri fondamentali nella realizzazione
del processo di separazione.
Si noti infatti, come l’impiego di un determinato filtro magnetico porti alla creazione di un relativo
campo magnetico, la cui geometria e valore risultano diversi per differenti dispositivi.
Ad esempio si vedano i dispositivi che utilizzano magneti permanenti a confronto con filtri
magnetici che utilizzano circuiti magnetici, al fine di magnetizzare una struttura ferromagnetica.
2.1. FORZA MAGNETICA DI TRAZIONE
La forza magnetica di trazione è una delle forze principali del processo, è esercitata dalle
componenti magnetizzate del dispositivo separatore ed agisce esercitando attrazione nei confronti
delle particelle del materiale o fluido che lo attraversano.
A partire dalla formulazione in termini elettromagnetici, si cercherà di arrivare ad un’espressione
finale di tale forza, che permetta di visualizzare chiaramente le variabili per le quali viene
massimizzato il suo valore, ed inoltre si evindezierà la dipendenza fondamentale dalle dimensioni
delle particelle coinvolte nel processo.
In termini elettromagnetici, l’espressione generale di tale forza è:
⃗ ∫𝑀
⃗⃗⃗⃗
⃗⃗ ∗ 𝐵
⃗ 𝑑𝑣
𝐹𝑚 = ∆
Dove M rappresenta la magnetizzazione della generica particella nel campo di induzione
magnetica B, il tutto integrato nel volume della particella stessa [3].
Essendo la forza il gradiente dell’energia potenziale magnetica e considerando la componente
della forza lungo l’asse delle ascisse, risulta:
𝐹𝑥 = ∫(𝑀𝑝 − 𝑀𝑚 )
𝑑𝐵
𝑑𝑣
𝑑𝑥
Dove, 𝑀𝑝 e 𝑀𝑚 , rappresentano rispettivamente la magnetizzazione della particella e il valore
medio di magnetizzazione.
Essendo il sopracitato integrale difficilmente risolvibile anche per semplici geometrie, si considera
la sua applicazione in un punto r in cui la particella abbia volume v, ottenendo:
𝐹𝑥 = 𝑣 (𝑀𝑝 (𝑟) − 𝑀𝑚 (𝑟))
24
𝑑𝐵(𝑟)
𝑑𝑥
Considerando rispettivamente 𝑋𝑝 e 𝑋𝑚 come la suscettibilità della particella considerata e della
media delle particelle, valutando poi l’espressione della forza magnetica nel centro r della generica
particella, scriviamo:
𝐹𝑥 = 𝑣 (𝑋𝑝 − 𝑋𝑚 )𝐻(𝑟)
𝑑𝐵(𝑟)
𝑑𝑥
Notiamo come la forza tenda ad un valore costante per un valore infinito di r.
A questo punto, necessari nella valutazione della forza magnetica sono il campo magnetico H e la
componente x del gradiente del campo magnetico
𝑑𝐵
𝑑𝑥
.
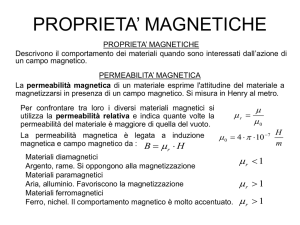
Per la loro espressione risulta conveniente valutare la forza magnetica agente su una generica
particella sferica esercitata da un anello ferromagnetico, in un campo magnetico uniforme 𝐻0 :
b = raggio della particella
sferica;
a = raggio dell’anello
ferromagnetico;
𝐻0 = campo magnetico
applicato uniforme;
r = distanza tra centro
dell’anello e centro della
particella;
L’espressione del campo magnetico H e del gradiente sono entrambi funzione del raggio
dell’anello e della distanza tra i due centri, essi risultano rispettivamente:
𝐻 = 𝐻0 (1 +
𝑎2
)
𝑟2
𝑑𝐵
𝑎2
= −2𝐵0 3
𝑑𝑥
𝑟
25
Assumendo che il valore massimo della forza magnetica, esercitata dall’anello ferromagnetico, si
abbia nel centro della particella considerata ad una distanza r dal centro dell’anello e che tutte le
particelle di un generico materiale trattato presentino lo stesso valore di r, il valore finale della
forza magnetica è :
8 3
𝑎2
𝑎2
𝐹𝑚 = − 𝜋𝑏 (𝑋𝑝 − 𝑋𝑚 )(𝐻0 + 𝐻0 2 )𝐵0 3
3
𝑟
𝑟
Dalla formula finale risulta evidente la dipendenza della forza magnetica dai valori dei raggi a e b
[3].
In particolare è possibile rappresentare l’andamento di tale forza proprio in funzione del rapporto
𝑎
tra il raggio dell’anello ferromagnetico e il raggio della generica particella, .
𝑏
Si noti come la curva presenti un valore massimo nel suo andamento, al variare del rapporto dei
raggi.
𝑎
Svolgendo la derivata dell’espressione finale della forza magnetica in funzione del rapporto , il
𝑏
massimo della curva è individuato per un raggio dell’anello circa tre volte superiore a quello della
particella: 𝑎 ≅ 2.69 b [3].
26
Quando tale relazione, generalmente approssimata ad un valore di a circa tre volte maggiore di
quello di b (𝑎 ≅ 3 b), la forza magnetica esercitata sulla particella da parte dell’anello
ferromagnetico presenta il suo massimo valore.
Separatori magnetici che soddisfano tale relazione vengono detti “gradient-matched”,
l’espressione della forza magnetica per tali dispositivi può essere riscritta nel seguente modo:
𝐹𝑚 = 1.84(𝑋𝑝 − 𝑋𝑚 )𝐻02 𝑏 2
Si noti come per questi sistemi, la forza magnetica, oltre al valore del campo magnetico uniforme
applicato, sia funzione unicamente del raggio della particella coinvolta nel processo.
Per un’analisi completa, la forza magnetica andrà valutata con le forze competitive agenti nel
dispositivo di separazione.
2.2. CALCOLO DELLA FORZA MAGNETICA TRAMITE FLUSSO DEL TENSORE DI
MAXWELL
È possibile calcolare l’espressione della forza magnetica in modo più dettagliato, utilizzando il
flusso del tensore di Maxwell attraverso una superficie che contiene il corpo magnetizzato.
In questo senso, si consideri la figura seguente in cui si rappresenta una generica distribuzione di
carica di densità ρ:
A partire dall’espressione della forza di Lorentz:
𝐹 = 𝑞(𝐸 + 𝑣 × 𝐵)
La forza per unità di volume su una generica distribuzione di carica, come quella rappresentata in
figura, può essere riscritta come:
𝑓 = 𝜌𝐸 + 𝐽𝐵
Introducendo nella precedente espressione le equazioni di Maxwell, in particolare la legge di
Gauss sul flusso del campo elettrico E e la legge di Ampere sulla circuitazione del campo magnetico,
si ottiene:
𝑓 = 𝜀0 (𝛻 ∙ 𝐸)𝐸 +
1
𝜕𝐸
(𝛻 ∙ 𝐵) × 𝐵 − 𝜀0
×𝐵
𝜇0
𝜕𝑡
27
Facendo riferimento al vettore di Poynting, è possibile riscrivere la derivata temporale nell’ultimo
termine dell’equazione precedente. In particolare utilizzando la regola del prodotto e la legge di
Faraday per l’induzione magnetica si ottiene:
𝜕
𝜕𝐸
𝜕𝐵 𝜕𝐸
(𝐸 × 𝐵) =
×𝐵+𝐸×
=
× 𝐵 − 𝐸 × (𝛻 × 𝐸)
𝜕𝑡
𝜕𝑡
𝜕𝑡
𝜕𝑡
La forza ora può essere riscritta come:
𝑓 = 𝜀0 (𝛻 ∙ 𝐸)𝐸 +
1
𝜕
(𝛻 ∙ 𝐵) × 𝐵 − 𝜀0 (𝐸 × 𝐵 ) − 𝜀0 𝐸 × (∇ × 𝐸)
𝜇0
𝜕𝑡
che raccogliendo i termini contenenti E e B diventa:
𝑓 = 𝜀0 [(𝛻 ∙ 𝐸)𝐸 − 𝐸 × (∇ × 𝐸)] +
1
𝜕
[−𝐵 × (𝛻 × 𝐵)] − 𝜀0 (𝐸 × 𝐵 )
𝜇0
𝜕𝑡
Per simmetria tra campo elettrico E e campo magnetico B, si inserisce il termine (𝛻 ∙ 𝐵)B
sfruttando la legge di Gauss per il magnetismo. Sfruttando poi l’identità del calcola vettoriale
1
𝛻(𝐴 ∙ 𝐴) = 𝐴 × (𝛻 × 𝐴) + (𝐴 ∙ 𝛻)𝐴, si ottiene:
2
𝑓 = 𝜀0 [(𝛻 ∙ 𝐸)𝐸 + (𝐸 ∙ 𝛻)𝐸] +
1
1
1
𝜕
[(𝛻 ∙ 𝐵)𝐵 + (𝐵 ∙ 𝛻)𝐵] − 𝛻(𝜀0 𝐸 2 + 𝐵 2 ) − 𝜀0 (𝐸 × 𝐵 )
𝜇0
2
𝜇0
𝜕𝑡
L’espressione ottenuta, che riassume i principali tratti dell’elettromagnetismo, può essere ora
riscritta in forma più compatta attraverso l’introduzione del tensore di Maxwell:
1
1
𝜎𝑖𝑗 ≡ 𝜀0 (𝐸𝑖 𝐸𝑗 − 2 𝛿𝑖𝑗 𝐸 2 ) + 𝜇 (𝐵𝑖
0
𝐸 1
− 𝛿 𝐵2)
𝐵𝑗 2 𝑖𝑗
Tensore di Maxwell
dove 𝜀0 è la costante dielettrica del vuoto, 𝜇0 la permeabilità magnetica del vuoto, B vetore il
campo magnetico, E il vettore campo elettrico e 𝛿𝑖𝑗 la delta di Kronecker.
Tutti i termini dell’espressione della forza possono essere espressi come la divergenza del
1
suddetto tensore, eccetto l’ultimo per i quale si fa riferimento al vettore di Poynting 𝑆 = 𝜇 𝐸 × 𝐵,
0
ottenendo:
𝑓 + 𝜀0 𝜇0
𝜕𝑆
=𝛻∙𝜎
𝜕𝑡
Come conseguenza dei precedenti passaggi è ora possibile calcolare la forza magnetica agente su
un corpo magnetizzato contenuto all’interno di un qualsiasi superficie sfruttando l’espressione del
tensore di Maxwell (in seguito riportato in forma matriciale) e la legge di Gauss per il campo
elettrico.
28
Si ottengono, per la forza per unità di volume e la forza globale, rispettivamente le seguenti
espressioni [4]:
𝑓 =∇∙𝜎
⃡ ( forza per unità di volume)
𝐹 = ∫𝑉 𝑓 𝑑𝑣 = ∫𝑉 ∇ ∙ 𝜎
⃡ 𝑑𝑣 = ∫𝑆=𝜕𝑉 𝜎
⃡ ∙ 𝑛 𝑑𝑠 (forza globale)
Dove il tensore di Maxwell è [4]:
1 2
𝐵 − 𝐵2
2𝜇0 𝑥
1
𝐵 𝐵
𝜎
⃡=
𝜇0 𝑦 𝑥
1
𝐵𝐵
𝜇0 𝑧 𝑥
1
𝐵𝐵
𝜇0 𝑥 𝑦
1
𝐵 − 𝐵2
2𝜇0 𝑦
1
𝐵𝐵
𝜇0 𝑧 𝑦
1
𝐵𝐵
𝜇0 𝑥 𝑧
1
𝐵 𝐵
𝜇0 𝑦 𝑧
1
𝐵 − 𝐵2
2𝜇0 𝑧
2.3. FORZE COMPETITIVE: FORZA IDRODINAMICA E FORZA GRAVITAZIONALE
Le forze coinvolte all’interno di un separatore magnetico, che generalmente si oppongono alla
forza magnetica di attrazione o repulsione e agiscono su tutte le particelle che attraversano il
dispositivo, sono la forza gravitazionale, quella idrodinamica, le forze d’attrito e d’inerzia.
Tali forze vengono dette forze competitive in quanto, a seconda che il loro valore risulti maggiore o
minore della forza magnetica, si determina la cattura delle particelle a carattere magnetico da
parte delle componenti magnetizzate del filtro.
Esse assumono una maggiore o minore rilevanza in base al tipo di separatore utilizzato, tuttavia la
forza gravitazionale e quella idrodinamica rappresentano una componente importante nella
maggior parte dei dispositivi e meritano un’analisi più approfondita.
Per una generica particella sferica di raggio b e densità 𝜌𝑝 , la forza gravitazionale è data
dall’espressione [3]:
𝐹𝑔 =
4
𝜋 𝑏 3 (𝜌𝑝 − 𝜌𝑓 )𝑔
3
dove 𝜌𝑓 è la densità media del fluido che sta attraversando il separatore magnetico e g la
costante gravitazionale.
Risulta chiaro come tale forza sia proporzionale al cubo del raggio della particelle considerate, si
otterranno dunque valori di forza gravitazionale progressivamente più significativi all’aumentare
delle dimensioni delle stesse.
29
Per quanto riguarda la forza idrodinamica abbiamo:
𝐹𝑑 = 12𝜋 𝑉 𝑣 𝑏
dove V rappresenta la viscosità cinematica media del fluido e v la velocità della particella
considerata in relazione alla velocità del flusso totale di materiale o liquido che attraversa il
dispositivo [3].
Essendo tale forza funzione lineare del raggio della particella considerata, essa trascurabile per
particelle molto grandi, mentre potrà essere significativa per particelle di dimensioni contenute.
Le due espressioni presentano tale forma se si considerano applicate nella regione di Stokes, dove
il prodotto tra la velocità relativa della particella ed il suo diametro risulta minore di 0.01 𝑐𝑚2/s .
La forza magnetica, affinché il dispositivo riesca a catturare le particelle a carattere magnetico e
svolga dunque il processo di separazione, dovrà essere in grado di contrastare le forze appena
descritte.
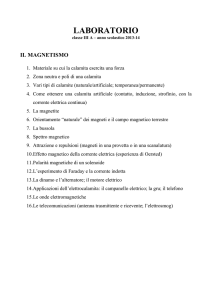
Si noti come tutte le espressioni delle forze in gioco finora descritte, presentino una dipendenza
dal raggio delle particelle del materiale o liquido su cui viene compiuto il processo.
Come descritto sopra, in condizioni ottimali (gradient-matched) la forza magnetica su particelle
magnetizzate ha un andamento proporzionale al quadrato della dimensione particelle.
È dunque possibile una rappresentazione delle varie forze e del loro effettivo predominio nel
processo di separazione in funzione del raggio b della generica particella, come indicato nel grafico
seguente:
30
Come già accennato, per particelle di dimensione elevata risulta predominante la forza
gravitazionale, in questo caso le particelle verranno spinte da tale forza ad attraversare il
dispositivo contro la forza di attrazione esercitata dalla parte magnetizzata delle stesso, viceversa
per dimensioni molto piccole preponderante è invece la forza idrodinamica.
Dal grafico risulta inoltre chiaro come la forza magnetica predomini sul resto delle forze in gioco
per un limitato intervallo dimensionale, è dunque possibile operare la separazione della
componente magnetica di un materiale o fluido entro un certo limite dimensionale delle particelle
trattate.
Si noti che tali considerazioni risultano valide nel caso di dispositivi gradient-matched, dove la
geometria del campo magnetico è ottima e vale la nota relazione tra i raggi a e b.
In particolare il raggio b della generica particella per il quale si ha una maggiore efficacia di cattura
delle componenti magnetiche è :
9𝑉𝑣
1
2
𝑏𝑚𝑎𝑥 = [
]
(𝜌𝑝 − 𝜌𝑓 )𝑔
Essendo le maggior parti delle sostanze caratterizzate da una densità tra 1 e 10, la dimensione
ottimale è approssimativamente la stessa per tutte le sostanze.
2.4. EFFICIENZA DI UN SEPARATORE MAGNETICO: GRADE E RECOVERY
Le forze sopracitate tendono a favorire o si oppongono al processo, tuttavia in ogni dispositivo
difficilmente si raggiunge una separazione perfetta, sarà spesso possibile rintracciare particelle a
carattere magnetico nella componente non magnetica e viceversa.
L’efficienza di un separatore magnetico può essere espressa tramite due parametri [3]:
-
Grade (𝐺𝑚 ): rapporto tra particelle magnetiche uscenti dal separatore e quantità di
particelle magnetiche e non magnetiche in uscita dal separatore;
Recovery ( R ): rapporto tra particelle magnetiche in uscita dal separatore ( nella
componente Mags ) e particelle magnetiche presenti nel materiale o liquido prima della
separazione;
In particolare, l’indice R è espresso dalla relazione: 𝑅 = 𝑅𝑚 + 𝑅𝑛𝑚 , dove con 𝑅𝑚 si indicano le
particelle di carattere magnetico recuperate dal separatore, mentre con il termine 𝑅𝑛𝑚 si fa
riferimento alla particelle di carattere non magnetico.
Generalmente nella valutazione dell’efficienza del separatore, per il parametro di Recovery, si
preferisce attribuire maggior rilievo alla componente magnetica in uscita dal separatore
semplificando dunque la relazione appena descritta in: 𝑅 = 𝑅𝑚 .
Sebbene il valore di tali indici sia influenzato dalle forze descritte precedentemente ( 𝐹𝑚 , 𝐹𝑔 , 𝐹𝑑 ),
esso risulta particolarmente sensibile all’effetto delle forze attrattive o repulsive presenti tra le
varie particelle.
31
La forza magnetica, gravitazionale e idrodinamica determinano la probabilità che le particelle della
materia prima in oggetto attraversino il separatore magnetico o rimangano intrappolate.
Le forze a livello molecolare invece, che agiscono tra particelle di carattere magnetico e particelle
non magnetiche, determineranno quanto pure saranno le componenti risultanti dal processo di
separazione.
Ovvero, se le forze tra particelle risultano significativamente maggiori di quella magnetica, di
quella gravitazionale e della forza idrodinamica si avrà maggiore probabilità di ritrovare particelle
non magnetiche nella componente finale Mags.
Viceversa, un valore ridotto delle forze molecolari, garantisce una migliore separazione tra le
particelle e conseguentemente una maggiore purezza e specificità delle tre componenti principali
(Tails, Mags, Middlings) alla fine del processo.
Il grafico sottostante, illustra l’azione di tali forze, facendo riferimento all’anello magnetizzato già
citato precedentemente.
Le forze gravitazionali e idrodinamica agiscono su entrambe le particelle spingendole ad
attraversare il dispositivo, opponendosi all’azione della forza magnetica esercitata dall’anello sulla
particella a carattere magnetico.
Si noti il ruolo della forza a livello molecolare che tende a mantenere unite le due particelle a
carattere magnetico diverso, risulta dunque intuitivo come un valore più significativo di tale forza
rispetto a quello delle forze competitive potrebbe portare alla cattura, da parte dell’anello
magnetizzato, di entrambe le particelle, influendo negativamente sul risultato del processo.
Le forze a livello molecolare che interagiscono nel processo di separazione sono la forza d’attrito,
le forze di attrazione magnetica ed elettrostatica, tra cui la forza di Coulomb e di Van Der Walls;
nella espressione degli indici di efficienza verranno assunte come un termine costante di valore 𝐹𝑖 .
32
Dalle definizioni degli indici di efficienza per il Grade possiamo scrivere:
𝐺𝑚 =
𝑅𝑚
𝑅𝑚 + 𝐴𝑅𝑛𝑚
Si noti come tale espressione dipenda da una costante A e dai due parametri di Recovery sopra
descritti.
È possibile sviluppare la precedente espressione al fine di evidenziare la dipendenza dei parametri
di efficienza dalle forze in seno al separatore, in particolare, nota la relazione 𝑅 = 𝑅𝑚 + 𝑅𝑛𝑚 , per
il primo termine al secondo membro vale:
𝑅𝑚 = 𝐾
𝐹𝑚
𝐹𝑐
Tale termine, riferendosi alla componente magnetica finale, è funzione del rapporto tra la forza
magnetica ( 𝐹𝑚 ) e le forze competitive ( 𝐹𝑐 ) e una costante di proporzionalità K.
Per il secondo termine, invece si può scrivere:
𝑅𝑛𝑚 = 𝐾′𝑅𝑚
𝐹𝑖
𝐹𝑐
dove K’ è la costante di proporzionalità. Le particelle non magnetiche sono funzione del rapporto
tra le forze a livello molecolare ( 𝐹𝑖 ) e le forze competitive.
Ora combinando le espressioni, per l’indice Grade vale:
𝐺𝑚 =
1
1 + 𝐴𝐾′
𝐹𝑖
𝐹𝑐
Tale indice assume valori elevati per crescenti valori delle forze competitive. È possibile elevare
tali forze nel caso di materiali o fluidi caratterizzati da particelle di limitata dimensione, oppure
aumentando la velocità del flusso di attraversamento del dispositivo. Inoltre tale indice risulta
massimizzato anche per bassi valori delle forze a livello molecolare, ottenuti in base al fluido o
materiale oggetto del processo di separazione.
Infine, ricordando la relazione semplificata R = 𝑅𝑚 , l’indice di efficienza Recovery aumenta al
crescere della forza magnetica e diminuisce all’aumentare di 𝐹𝑐 .
Per la diminuzione o l’aumento delle forze competitive vale il discorso fatto precedentemente per
il parametro Grade, mentre è possibile incrementare la forza magnetica utilizzando dispositivi di
separazione che producono un campo magnetico applicato maggiore.
33
34
CAPITOLO 3: FILTRAGGIO MAGNETICO DI OLI
LUBRIFICANTI E NEI PROCESSI DI PRODUZIONE
ALIMENTARE
Il monitoraggio e il trattamento di oli motore e oli lubrificanti rappresentano un accorgimento di
importanza rilevante nella manutenzione degli impianti e dei macchinari in genere, in cui tali
liquidi vengono utilizzati.
Sottoponendo oli di processo ad una corretta e regolare operazione di filtraggio, contribuisce a
raddoppiare la loro vita utile ed in particolare a:
-
decrementare l’usura degli ingranaggi o delle componenti di una macchina o impianto;
ridurre la frequenza degli interventi manutentivi;
allungare la vita utile di macchinari ed impianti.
In questo senso, lo sviluppo di sistemi di separazione magnetica rappresenta un metodo di provata
efficacia nella rimozione delle componenti metalliche da liquidi a carattere viscoso, a partire da
sistemi comuni con magneti ceramici o in terre rare ed arrivando a dispositivi ad elevate proprietà
magnetiche (HGMS) in grado di catturare particelle di dimensione inferiore ai 100 μm.
Allo stesso modo, nel settore alimentare la presenza di impurità metalliche nei prodotti
rappresenta una possibile causa di malfunzionamento di macchinari e impianti ma soprattutto un
rischio per la salute dei consumatori.
A partire dagli anni ‘30 del novecento, in accordo con le politiche di igiene alimentare, il controllo
e la rimozione di contaminanti a carattere metallico nella produzione di alimenti, attraverso
l’utilizzo di dispositivi di filtraggio magnetico, è divenuto una pratica comune e di fondamentale
importanza.
In tale ambito, le cause di contaminazione alimentare dipendono principalmente da:
-
impurezza degli ingredienti in entrata ai processi di trasformazione e delle materie prime in
genere;
distacco di componenti e polveri nella linea di produzione;
mancata osservazione del codice igienico da parte degli operatori;
cause esterne.
Nei paragrafi seguenti, vengono illustrati i principali dispositivi di separazione utilizzati in entrambi
gli ambiti sopracitati.
In particolare, si citano i due più comuni separatori magnetici (grate separator, inline magnetic
separator) utilizzati nei sistemi produttivi alimentari e nel filtraggio di oli lubrificanti, che
garantiscono una buona efficienza di separazione attraverso l’utilizzo di magneti ceramici o in lega
di neodimio-ferro-boro.
Infine, vengono trattati i dispositivi ad alto gradiente di campo (HGSM), che attraverso l’utilizzo di
matrici più complesse realizzano processi di separazione con indici di efficienza superiori al 90%.
35
3.1. SEPARATORE MAGNETICO A GRIGLIA (GRATE SEPARATOR)
Il separatore a griglia (Figura a.) è composto da una serie di tubi, aventi un diametro attorno ai
25mm, disposti parallelamente l’uno all’altro, al fine di creare una griglia che verrà inserita
all’interno di una camera di flusso in cui la sostanza da filtrare viene fatta fluire.
I tubi realizzati in acciaio inossidabile, contengono dei magneti circolari alternativamente
magnetizzati oppure delle barre magnetiche di diametro leggermente inferiore, che producono un
campo magnetico in direzione radiale.
Quando la sostanza oggetto del filtraggio attraversa il separatore a griglia, le impurità metalliche al
suo interno vengono sottoposte all’azione del campo magnetico e rimangono attaccate alla griglia
mentre la parte restante di fluido fluisce oltre, verso una zona di raccolta.
Come intuibile dalla dinamica del processo, dopo il suo ripetuto utilizzo, tale dispositivo di
separazione richiede una pulizia della griglia dal materiale metallico filtrato.
Per una maggiore efficienza di processo solitamente si realizzano più griglie tra loro sovrapposte,
ottenendo una serie di filtraggi consecutivi.
Figura a. Grate separator [3]
I limiti di tale dispositivo in termini di efficienza sono dati dal fatto che le forze competitive, che si
oppongono alla forza magnetica, risultano accentuate in un processo di separazione di questo tipo.
In particolare, la forza idrodinamica 𝐹𝑑 (trattata nel capitolo precedente) viene incrementata
dall’attrito che le componenti metalliche, catturate dalla griglia, esercitano sul resto del materiale
che ne fluisce attraverso.
Inoltre per le particelle metalliche di dimensioni maggiori si ha una forte influenza della forza
gravitazione 𝐹𝑔 che risulta proporzionale al cubo del loro raggio.
Tuttavia risulta evidente come, in una scala di dimensione delle componenti metalliche, il limite
superiore per la cattura è rappresentato dalla larghezza degli spazi presenti tra i tubi di acciaio.
Viceversa , il minimo raggio delle particelle metalliche che permette la loro cattura da parte del
separatore, è limitato inferiormente dall’intensità della forza magnetica ( variabile attraverso
l’impiego di magneti in ferrite o al neodimio) e dal valore delle forze di attrazione a livello
molecolare della sostanza oggetto del processo.
36
3.2. SEPARATORE PER LIQUIDI (LIQUID TRAP MAGNETS)
Un dispositivo di separazione ampiamente utilizzato nel filtraggio magnetico di liquidi in genere è il
separatore magnetico in linea, che garantisce un ottima efficienza e un limitato calo di pressione o
riduzione di portata del fluido che lo attraversa.
Il vantaggio principale di tale strumento è rappresentato dalle dimensioni ridotte e dalla sua
capacità di integrazione in qualsiasi impianto produttivo, facilitata dalla possibilità di installazione
in posizioni differenti (orizzontale, verticale, obliqua) senza compromettere lo svolgimento del
processo a cui è adibito.
Esso si compone di un involucro esterno (Figura a.), che viene collegato alla tubazione di flusso del
liquido, contenente una gabbia di separazione (Figura b.) realizzata con tubi di acciaio, al cui
interno vengono inseriti dei magneti di diversi materiali (neodimio o ferrite) in base alle esigenze
di separazione [14].
Figura a. visione dall’alto di un separatore
in linea
Figura b. gabbia magnetica
Le impurità metalliche, quando il liquido che le contiene attraversa il dispositivo, vengono attratte
dalla gabbia magnetica aderendovi e, in buona parte, cadendo nella zona sottostante all’involucro
adibito a pozzetto di raccolta.
La pulizia viene realizzata rimuovendo il tappo inferiore del dispositivo ed estraendo la gabbia
tubolare.
Le prestazioni di tale dispositivo dipendono, come tutti i separatori, dall’intensità della forza
magnetica di attrazione esercitata dai magneti, ma soprattutto dalla forza di attrito idrodinamico
𝐹𝑑 .
Una elevata velocità di flusso del liquido attraverso il dispositivo penalizza il processo di
separazione in quanto innalza il valore della forza idrodinamica che si oppone alla forza magnetica
di attrazione.
Per mantenere un livello di efficienza elevato vengono anteposte al separatore in linea delle
valvole di regolazione del flusso.
37
3.3. HIGH GRADIENT MAGNETIC SEPARATORS (HGMS)
Come evidenziato al capitolo precedente, affinché un processo di separazione magnetica abbia
luogo è necessario che la forza magnetica abbia un valore tale da opporsi all’azione delle forze
indicate come forze competitive, ovvero la forza gravitazionale e la forza d’attrito idrodinamico.
Inoltre, si ricordi come la forza magnetica possa essere sviluppata in diversi modi, in alcuni casi
tramite l’utilizzo di magneti permanenti, in grado di produrre direttamente un campo magnetico,
in altri casi tramite l’impiego di circuiti magnetici in grado di magnetizzare strutture
ferromagnetiche, il cui gradiente di campo magnetico diventerà la chiave del processo di cattura.
L’intensità della forza magnetica dipende, come già discusso, dal campo magnetico e in particolare
dal gradiente del campo magnetico (
𝑑𝐵
𝑑𝑥
), definito come quella distanza in cui il valore del campo
magnetico subisce una variazione significativa.
Dunque l’applicazione di campi magnetici ad alto gradiente, permette lo sviluppo di elevate forze
magnetiche in grado di contrastare le cosiddette forze competitive e di separare non solo
particelle ferromagnetiche ma anche particelle debolmente paramagnetiche.
In questo senso, per ottenere sistemi di filtraggio ad elevata efficienza sono stati sviluppati
dispositivi di separazione detti HGMS (High Gradient Magnetic Separators) in grado di sviluppare
elevati campi di induzione magnetica (oltre i 5 T/m) rendendo possibile il filtraggio di sostanze da
particelle metalliche di dimensioni intorno al micron [6].
I primi e più comuni dispositivi ad alto gradiente utilizzavano il sistema HGMS sviluppato da Jones
nel 1960.
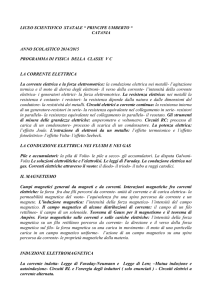
Il separatore magnetico proposto da Jones (Figura c.) è composto da una serie di piastre
magnetiche, con scanalature superficiali, poste tra i poli di un elettromagnete.
La sostanza oggetto del processo viene fatta fluire all’interno della camera di separazione
contenente le piastre, le particelle magnetiche aderiscono ai bordi delle piastre scanalate dove il
gradiente di campo magnetico e la forza magnetica sono maggiori.
La parte non magnetica del liquido attraversa il dispositivo fino ad una zona di raccolta sottostante,
mentre la componenti magnetiche catturate vengono prelevate a fine processo annullando il
campo magnetico.
Figura c. Jones separator
Tale tipo di meccanismo produce un campo magnetico elevato, dovuto all’utilizzo delle piastre
magnetiche che riducono il gap tra i poli causando un decremento della riluttanza del circuito magnetico.
38
Tuttavia, il limite di efficienza è dato soprattutto dalla disponibilità limitata di siti di
intrappolamento di particelle metalliche, rappresentati dall’area superficiale delle piastre.
Da tale aspetto deriva anche il funzionamento intermittente di tale dispositivo, una limitata area
superficiale comporta un funzionamento del dispositivo alternato con l’annullamento del campo
magnetico e la pulizia del meccanismo dalla componente metallica catturata.
Modelli successivi sono stati dotati di un anello rotante collegato alle piastre, in grado di condurle
alternativamente all’interno e all’esterno dei poli magnetici.
In tale modo, ogni qualvolta il liquido viene fatto passare attraverso la camera di separazione, le
piastre vengono fatte ruotare all’esterno del campo magnetico per la raccolta delle particelle
metalliche e successivamente reintrodotte, disponibili per una nuova separazione.
Attraverso tale accorgimento si ottiene un sistema di filtraggio continuo e si mantiene un’area
utile maggiore.
Al fine di ottenere un’area superficiale maggiore e di sviluppare gradienti di campo magnetico più
elevati, col passare degli anni sono stati sviluppati sistemi HGSM più performanti che non
prevedevano l’utilizzo di piastre magnetiche.
Il tipo di sistema HGSM più utilizzato prevede dei filtri costituiti da filamenti ferromagnetici in
acciaio inossidabile, aventi un diametro di circa 50μm (Figura a.), un valore di saturazione
magnetica (cioè il valore massimo di magnetizzazione che un materiale ferromagnetico può
raggiungere) di 0.8 T e una distanza l’uno dall’altro tra 10 e 100 μm [7].
processo di intrappolamento nel filtro di filamenti ferromagnetici [7]
Il dispositivo di separazione segue il solito principio: il processo è ottenuto convogliando il fluido
da separare attraverso un campo magnetico disuniforme, che determina una ritenzione
preferenziale o una deflessione del particolato magnetizzabile.
In tali dispositivi HGMS a matrice, tale disuniformità del campo magnetico è generata dalla griglia
dei filamenti ferromagnetici, sui quali le linee di campo generate da dei magneti, tra cui la matrice
è inserita, tendono a confluire.
Il processo, illustrato schematicamente nella figura sottostante, prevede l’utilizzo di una pompa
attraverso la quale il fluido viene immesso nella camera di separazione contenente la matrice.
Sotto l’azione del campo magnetico la componente magnetizzabile, attirata dai filamenti, rimane
intrappolata, mentre la parte restante eluisce dal dispositivo ottenendo una soluzione filtrata.
Avvenuto il processo di separazione il campo magnetico esterno viene annullato, in tal modo le
particelle catturate vengono liberate dalla matrice e raccolte all’uscita del separatore. Talvolta è
39
necessario applicare delle vibrazioni alla colonna, in cui è contenuta la matrice a filamenti, per
permettere alla componente magnetizzabile di staccarsi.
Il processo può essere ripetuto più volte consecutivamente, fino a quando non si è ottenuta
l’efficienza di separazione desiderata o la colonna di separazione risulta satura.
schema del processo di separazione in un dispositivo HGMS [7]
Il vantaggio principale di questa nuova configurazione è dato dall’elevato gradiente di campo
magnetico che si crea all’interno della colonna di separazione, infatti è possibile dimostrare che la
presenza della matrice in filamenti è in grado di garantire una forza magnetica superiore di circa
cento volte a quella sviluppata in dispositivi che utilizzano metodi diversi (Jones separator).
Inoltre, il fatto che la matrice di filamenti non si presenti in forma compatta, minimizza la
resistenza al passaggio della sostanza e la variazione di pressione lungo tutta la lunghezza della
colonna.
Tutto ciò si traduce nella possibilità di adottare tale matrice per dispositivi convenzionali.
L’efficienza del processo è ovviamente condizionata dal campo magnetico esterno applicato, che
può essere generato in diversi modi.
Per separatori del tipo HGMS vengono utilizzati magneti permanenti (PMs), elettromagneti (EMs)
e anche magneti superconduttivi (SCMs).
Gli elettromagneti vengono generalmente utilizzati in sostituzione dei magneti permanenti. Il
campo magnetico viene generato attorno ad ogni filamento in cui scorre una corrente che può
essere controllata, regolando di conseguenza l’intensità del campo.
L’utilizzo di magneti superconduttivi permette invece lo sviluppo di campi magnetici molto elevati,
anche superiori a 10 T in regioni di circa 1 𝑚3 , ma richiede l'uso di un dispendioso sistema
criogenico per mantenere il magnete a temperatura di esercizio (circa 4K oppure 77 K per
superconduttori ad "alta temperatura" ).
Tuttavia un’intensità superiore ai 2 T non è richiesta per applicazioni pratiche ( infatti con un
campo di circa 2 T la forza magnetica dipende solo dal gradiente di campo perché le particelle e i
fili rimangono saturi), ed inoltre una così alta energia richiede elevati costi e in particolare dei
sistemi di raffreddamento che abbassino la temperatura di esercizio.
A fronte di tali considerazioni, si predilige l’utilizzo di magneti permanenti che garantiscono
semplicità e costi operativi molto minori ed inoltre offrono la possibilità di creare flussi magnetici
elevati se vengono realizzati in neodimio-ferro-boro (NdFeB) con particolari orientamenti.
40
Tuttavia i PMs presentano anche notevoli limiti, in particolare:
-
i magneti permanenti in terre rare disponibili non possono produrre campi di intensità
superiore a 2 T in regioni di larghezza maggiore a pochi decimetri cubici;
l’uso di magneti permanenti è limitato ad applicazioni su piccola scala;
i magneti permanenti necessitano la loro rimozione fisica dal separatore quando il
processo è finito per recuperare la componente catturata.
Per ovviare all’ultimo dei precedenti punti si è adottata una soluzione già vista nei dispositivi
sviluppati secondo il modello a piastre di Jones.
Generalmente si è cercato di dotare i dispostivi HGMS a matrice di PMs scambiabili, ovvero
montando tali magneti in strutture rotanti o modificando l’orientamento degli stessi al termine del
processo di separazione, rendendo possibile la raccolta della componente magnetizzabile.
In particolare, la soluzione di porre i magneti su strutture rotanti trae origine da uno dei primi tipi
di separatori HGMS, detto separatore Kolm-Marston, sviluppato per l’utilizzo con elettromagneti
(EMs).
Tra i primi dispositivi di separazione ad alto gradiente, tale separatore risultò essere quello più
applicato su scala industriale.
Tale separatore è infatti in grado di generare elevati gradienti di campo magnetico, grazie
all’impiego della matrice di filamenti, e capace di garantire un processo continuo grazie
all’inserimento di un disco rotante che prende il nome di carousel principle [3].
Come visibile in figura, tale dispositivo è dotato di una ruota divisa in diverse celle in cui viene
inserita la matrice di filamenti. Il disco messo in rotazione passa alternativamente all’interno del
campo magnetico (generato dai poli di un elettromagnete) garantendo la separazione, e
all’esterno, dove viene investito da un liquido che agisce pulendo la matrice dalle particelle
catturate.
In tal modo si ottiene un sistema di separazione che agisce continuativamente [7].
Tuttavia è chiaro che dotare un dispositivo HGMS a magneti permanenti con tale meccanismo
richieda un incremento dei costi, dovuti ai componenti addizionali (motore elettrico, ingranaggi,
disco rotante).
41
Lo svantaggio più rilevante dei dispositivi HGMS è dato dall’incertezza riguardo le condizioni
magnetiche e idrodinamiche all’interno del filtro, che causano una limitata comprensione
dell’efficienza del processo e quindi una difficoltà di ottimizzazione.
La presenza di una matrice non omogenea all’interno del filtro rende la stima della distribuzione
del campo magnetico (e dunque della forza magnetica) molto difficoltosa.
Inoltre, la disposizione non omogenea sulla matrice delle particelle attirate, che decrementa
notevolmente l’area di cattura disponibile, è un effetto che va analizzato per stimare l’effettiva
efficienza di un separatore HGMS così come l’interazione tra i filamenti e la smagnetizzazione della
matrice.
Tuttavia, risulta molto difficile la costruzione di un modello che descriva l’influenza di tali effetti e
che permetta il loro controllo.
Dato che non è ancora stata sviluppata una teoria che descriva efficacemente il processo di filtraggio,
l’efficacia di un dispositivo HGMS può essere stimata attraverso alcuni parametri tra cui [7]:
-
caratteristiche del filtro: diametro e lunghezza della colonna;
configurazione della matrice: raggio dei filamenti e loro impaccamento;
sorgente del campo magnetico: PMs, EMs, SCMs;
velocità del flusso e proprietà del fluido.
Come indicato nella tabella seguente, questi fattori influenzano l’efficacia di separazione:
Un ultimo aspetto da considerare riguarda il fatto che, all’interno della matrice, la distribuzione
irregolare dei filamenti potrebbe causare l’intrappolamento di componenti non magnetiche,
soprattutto nel caso di sostanze avente una elevata concentrazione.
In questo senso è possibile agire cercando di garantire una distribuzione il più uniforme possibile
dei filamenti.
42
CAPITOLO 4: STRUTTURE MAGNETICHE E SISTEMI DI
SEPARAZIONE IN CAMPO BIOMEDICO
Negli ultimi anni lo sviluppo intrecciato della nanotecnologia e della biologia molecolare ha
portato alla nascita di un’area di ricerca denominata nanobiotecnologia che si occupa dello
sviluppo di materiali nanostrutturati e della loro applicazione in ambito biomedico.
In tale area, l’impiego di materiali magnetici e l’effetto dei campi magnetici per applicazioni
mediche sono oggetto di studio, in particolare nei paragrafi successivi verrà analizzato l’impiego in
ambito medicale di nanoparticelle a carattere magnetico con particolare attenzione alla tecnica di
separazione immunomagnetica (sorting immunomagnetico, MACS) in cui tali microstrutture sono
coinvolte.
Tale microstrutture hanno riscontrato un interesse crescente a causa delle loro ridotte dimensioni
che le permettono di interagire con molecole quali le proteine (5-50 nm) oppure con cellule
umane o tumorali (10-100μm) e in particolare per la possibilità di essere magnetizzate e
manipolate dall’esterno attraverso l’impiego di campi magnetici.
4.1. PARTICELLE NANOMAGNETICHE
Con il termine nanoparticelle (Nano Particles, NPS) si indicano strutture di dimensioni molto
ridotte che variano da due fino ad un centinaio di nanometri (nm) e per tale caratteristica risultano
osservabili tramite particolari microscopi.
In campo medico, tali microstrutture negli ultimi anni hanno riscontrato un forte interesse grazie
al loro impiego in tecniche di ipertermia magnetica, immuno-analisi magnetica, drug delivery e
sorting immunomagnetico.
Affinché le nanoparticelle siano applicabili in ambito biomedico è però necessario che soddisfino
due caratteristiche fondamentali:
-
minima tossicità per il corpo umano;
buone proprietà magnetiche.
Al fine di soddisfare le precedenti condizioni si
utilizzano nanoparticelle realizzate con ossidi
di ferro, in particolare magnetite (𝐹𝑒3 𝑂4 ) e
maghemite (𝐹𝑒2 𝑂3).
Tali particelle prendono il nome di particelle
SPION (SuperParamagnetic Iron Oxide
Nanoparticle)
o
USPION
(Ultrasmall
SuperParamagnetic Iron Oxide Nanoparticle) in
base al loro diametro ( al di sotto dei 30 nm
USPIONs, altrimenti SPIONs).
43
Se investiti da un campo magnetico gli elettroni, i protoni e gli ioni all’interno di tali particelle
creano dei dipoli magnetici che, come in tutti i materiali ferromagnetici, sono disposti in gruppi
detti domini.
In un materiale ferromagnetico tali domini sono delle aree del materiale in cui tutti i momenti
magnetici associati ai dipoli sono allineati lungo la stessa direzione e con lo stesso verso.
Le dimensioni molto ridotte di tali particelle fanno si che esse siano associate ad un singolo
dominio magnetico, in particolare perché una particella si trovi in condizione di singolo dominio
magnetico è che il diametro sia inferiore a:
𝑅𝑠𝑑 = 36
√𝐴𝐾
𝜇0 𝑀𝑠2
dove A è la costante di rigidità di scambio, K la costante di anisotropia e 𝑀𝑠 la magnetizzazione di
saturazione del materiale [8].
Come conseguenza della loro dimensione ridotta e della loro corrispondenza ad un unico dominio
magnetico, tali particelle si differenziano dai comuni materiali ferromagnetici in quanto
presentano un carattere superparamagnetico.
I materiali detti ferromagnetici hanno la proprietà di magnetizzarsi molto intensamente sotto
l’azione di un campo magnetico e di rimanere tali quando il campo viene annullato, diventando dei
magneti.
Viceversa, i materiali paramagnetici presentano magnetizzazione solo quando investiti da un
campo magnetico, e tale magnetizzazione ha stessa direzione e verso di quella associata al campo
magnetico applicato e non si conserva quando quest’ultimo si annulla.
Microstrutture come le particelle nanomagnetiche in ossidi di ferro hanno caratteristiche comuni
ad entrambi le categorie, rientrando nella definizione di superparamagnetismo.
Infatti, tali particelle presentano una magnetizzazione non nulla in presenza di un campo
magnetico tempo-variante esterno ma si smagnetizzano completamente appena il campo viene
tolto.
Questo evita un loro comportamento attivo quando non sono sottoposte all’azione di un campo
magnetico esterno.
Tuttavia rispetto ai materiali paramagnetici presentano una suscettività magnetica ( indice del
grado di magnetizzazione di un materiale ) molto maggiore.
Quest’ultima caratteristica appare fondamentale, un’intensa magnetizzazione risulta essenziale al
fine di controllare le particelle dall’esterno attraverso l’applicazione di un campo magnetico.
44
Di seguito viene rappresentata una tabella in cui vengono elencate le caratteristiche di particelle
SPIONS e le loro conseguenze:
CARATTERISTICHE
SPIONS
(SuperParamagnetic
Iron Oxide
Nanoparticle)
UTILITÀ
composizione
Magnetite, maghemite;
tipologia magnetica
Superparamagnetiche;
dimensioni
Molto ridotte ( da 1 a 100 nm),
biocompatibili;
magnetizzazione
-Molto elevata, consente controllo
esterno tramite campo magnetico;
- nulla in assenza di campo
magnetico;
tossicità
Generalmente bassa ma
proporzionale a quantità,
forma,superficie;
superficie
-Possibilità di incapsulamento con
appositi materiali;
-Rivestimento modificabile per
permettere mirate funzionalità;
Generalmente le nanoparticelle vengono disperse all’interno di un solvente (un idrocarburo
oppure acqua) andando a creare delle sospensioni omogenee chiamate ferrofluidi che conservano
i caratteri superparamagnetici delle microstrutture al loro interno.
Negli ultimi anni l’interesse in campo biomedico per queste microstrutture ha evidenziato la loro
efficacia di applicazione negli ambiti illustrati nel grafico seguente:
possibili applicazioni delle particelle SPIONs
Tra le varie applicazioni, i paragrafi seguenti saranno focalizzati sull’utilizzo di nanoparticelle magnetiche
per i processi di separazione cellulare nei quali vengono applicati sistemi di filtraggio magnetico.
45
4.2. SEPARAZIONE IMMUNOMAGNETICA (MACS)
In campo medico risulta di fondamentale importanza la separazione di entità a carattere biologico
dal loro ambiente nativo.
Le particelle nanomagnetiche svolgono un ruolo fondamentale nei processi di separazione
cellulare, in quanto le loro ridotte dimensioni ne permettono l’utilizzo come marcatori (marker)
delle cellule che si intendono isolare al fine di ottenere campioni concentrati.
È infatti possibile etichettare molecole biologiche con particelle nanomagnetiche tramite
trattamento chimico della superficie di quest’ultime attraverso del materiale biocompatibile
( fosfolipidi, dextrano), che garantisce un legame cellula-particella.
La possibilità di creare tali legami e la conseguente separazione delle cellule interessate attraverso
l’impiego di magneti, prende il nome di separazione immunomagnetica o cell sorting (MACS).
Tale tecnica è stata fortemente sfruttata negli ultimi anni nello studio delle cellule tumorali.
Infatti nel caso di un campione di cellule, di cui una buona parte è rappresentata da cellule
tumorali, l’etichettatura di quest’ultime tramite microstrutture a carattere magnetico ne permette
l’isolamento della parte sana dalla popolazione cellulare e facilità lo studio di cure mirate.
Generalmente un processo di immunoseparazione magnetica si divide in due fasi:
-
fase di labeling, consiste nell’individuazione e nella etichettatura dell’entità biologica da
isolare attraverso l’utilizzo di nanoparticelle magnetiche;
separazione ed estrazione delle entità etichettate nella prima fase attraverso l’utilizzo di
dispositivi di separazione magnetica;
Per quanto riguarda la prima fase è essenziale notare che ogni cellula presenta dei siti specifici che
sono caratterizzati dalla presenza di antigeni di superficie.
A loro volta gli antigeni tendono a legarsi al loro anticorpo appropriato, di conseguenza è possibile
far aderire gli anticorpi ad una particella nanomagnetica ottenendo così una tecnica assai
appropriata per l’etichettatura e la selezione delle cellule.
46
Un esempio di etichettatura è indicato nello schema seguente, dove all’antigene presente sulla
superficie delle cellula viene legato, oltre ad un anticorpo a cui è legata una nanoparticella
magnetica, anche un altro anticorpo avente legata una sostanza fluorescente [8]:
La seconda fase, che prevede l’utilizzo di un dispositivo di separazione magnetica per la raccolta
delle cellule interessate, può essere definita positiva oppure negativa.
In particolare si parla di sorting positivo (separazione positiva) quando vengono raccolte le cellule
riconosciute da un determinato anticorpo e attratte dai magneti, ovvero quelle cellule marcate
con le nanoparticelle a carattere magnetico.
In caso contrario, ovvero quando lo scopo dell’operazione è la raccolta delle cellule che eluiscono
dal separatore senza essere attratte (o lo sono molto debolmente) dallo stesso, si parla di sorting
negativo (separazione negativa).
Nel processo di separazione cellulare vengono generalmente impiegati due tipi di separatori
magnetici, il separatore ad una coppia di magneti (dipole separator) o il separatore a due coppie di
magneti (quadrupole separator).
Nel primo caso il campo magnetico è creato da un dipolo ed il separatore divide un unico flusso di
cellule in entrata (contenente sia cellule marcate che cellule non marcate) in più flussi di uscita. Il
secondo separatore invece presenta anch’esso un unico flusso di cellule in entrata, ma lo divide in
due flussi di uscita, di cui uno avente cellule marcate e l’altro cellule debolmente o non marcate.
In entrambi i separatori la separazione in differenti flussi di uscita dipende dalla distribuzione degli
stessi all’interno del dispositivo, dal grado di etichettatura delle cellule e dal tempo di permanenza
di quest’ultime all’interno dell’area in cui è presente una variazione del campo magnetico.
47
4.3. FORZE COINVOLTE NEI DISPOSITIVI PER LA SEPARAZIONE CELLULARE
La forza magnetica agente su un’entità a carattere magnetico, ed in particolare sulle particelle
nanomagnetiche a carattere magnetico è :
𝐹𝑏 =
1
∆ 𝑉 𝛻𝐵2
2𝜇0 𝑥 𝑏
dove ∆𝑥 è la differenza di suscettibilità magnetica tra la sfera magnetica 𝑥𝑏 e il mezzo circostante
𝑥𝑓 , 𝜇0 la permeabilità magnetica dello spazio libero, B il campo magnetico esterno, e ∇ l’operatore
di gradiente. Si intenda inoltre che tale forza 𝐹𝑏 agisca su una particella nanomagnetica di
volume 𝑉𝑏 [8].
Tale formula discende dall’espressione della pressione magnetica applicata alla superficie di una
particella cilindrica ricavabile nel seguente modo:
Considerando la particella cilindrica rappresentata in figura avente permeabilità μ molto maggiore
della permeabilità magnetica nel vuoto 𝜇0 , si ricavano le seguenti espressioni per le due pressioni
agenti sulla superficie dS :
𝑃1 =
1 𝐵12
2 𝜇0
;
𝑃2 =
1 𝐵22
2 𝜇0
;
si calcoli ora la variazione di pressione lungo la distanza infinitesima dx :
𝑃𝑥 = 𝑃1 − 𝑃2 =
48
1
[𝐵 2 (𝑥 + 𝑑𝑥) − 𝐵 2 (𝑥)]
2𝜇0
Dall’espressione precedente è ora possibile calcolare la forza magnetica agente sulla particella
cilindrica:
𝐹𝑥 = 𝑑𝑠 ∙ 𝑃𝑥 = 𝑑𝑠 ∙ 𝑑𝑥 ∙
1 𝐵 2 (𝑥 + 𝑑𝑥) − 𝐵 2 (𝑥)
1 𝑑𝐵 2 (𝑥)
∙
=
∙
∙ 𝑑𝑉
2𝜇0
𝑑𝑥
2𝜇0
𝑑𝑥
Inoltre si noti come le dimensione e il numero delle particelle nanomagnetiche influiscano
fortemente sul grado in cui una cellula viene etichettata, influenzando la traiettoria della stessa
all’interno di un separatore.
In particolare la forza magnetica agente su una cellula etichettata con microstrutture magnetiche
è data dalla seguente espressione:
𝐹𝑚 = 𝐴𝑐 𝛼𝛽𝐹𝑏
Dove 𝐴𝑐 rappresenta la superficie della cellula in oggetto, α il numero di antigeni di superficie, 𝛽 il
numero di particelle nanomagnetiche per ciascun antigene e 𝐹𝑏 la forza magnetica agente su ogni
singola particella [8].
In opposizione a tale forza, una cellula coadiuvata da un liquido di trasporto in transito all’interno
di un dispositivo di separazione, vede una forza di attrito pari a:
𝐹𝑑 = 3𝜋𝑣𝐶 𝐷𝑐 𝜂
Dove 𝜂 è la viscosità del fluido, 𝐷𝑐 il diametro della cellula e 𝑣𝐶 la velocità magneticamente
indotta della cellula.
Ora applicando la seconda legge di Newton e sommando le due equazioni precedenti si ottiene:
𝐹𝑚 + 𝐹𝑑 = ma
È possibile dimostrare che per particelle nanomagnetiche, aventi dimensioni molto ridotte, i termini al
primo membro sono molto più grandi del termine inerziale ma. Conseguentemente è possibile
considerare il termine inerziale al secondo membro dell’equazione del tutto trascurabile.
Sostituendo le espressioni della forza magnetica e di quella d’attrito e risolvendo l’equazione in
funzione di 𝑣𝐶 si ottiene:
𝑣𝑐 =
𝐷𝑐 𝛼𝛽𝐹𝑏
3𝜂
dove si è considerato per 𝐴𝑐 l’area di una superficie sferica [8].
Tale espressione dimostra come la velocità con cui le cellule etichettate fluiscono all’interno della
camera di separazione sia fortemente influenzata dalla forza esercitata dai magneti sulle particelle
nanomagnetiche a cui esse sono legate, e dal loro numero.
Attraverso lo studio dei parametri di tale equazione, risulta possibile creare dispositivi magnetici
che basano il loro meccanismo di separazione cellulare sul numero e la dimensione delle particelle
nanomagnetiche con cui tali cellule vengono etichettate.
49
4.4. DIPOLE SEPARATOR (SEPARATORE A DUE MAGNETI)
Innanzitutto è essenziale notare che esiste una diretta proporzionalità tra il numero di antigeni di
superficie su una cellula ed il numero di nanoparticelle magnetiche con cui tale cellula verrà
marcata.
Ne consegue che un maggior numero di antigeni, comporta il legame da parte di una cellula con
più microstrutture magnetiche e di conseguenza una maggior attrazione quando queste verranno
fatte fluire all’interno di un dispositivo di separazione.
Inoltre facendo riferimento all’equazione sulla velocità indotta magneticamente, indicata
precedente (𝑉𝑐 ), è evidente come la velocità con cui le cellule muovono verso i magneti all’interno
del dispositivo di separazione, sia proporzionale alla dimensione delle cellule stesse, al numero di
antigeni di superficie e conseguentemente al numero di nanoparticelle ad esse legate.
In un dispositivo di separazione a coppia di magneti, tenendo conto delle considerazione suddette,
e notando che il bipolo è progettato in modo che la variazione di energia magnetostatica, indicata
1
con 𝛻𝐵 2 , sia costante al suo interno, le cellule marcate migrano perpendicolarmente alla
2
direzione del flusso con velocità diverse.
Tutto ciò permette la separazione di un unico flusso in entrata in più flussi di uscita in base alla
deflessione ottenuta, ovvero al grado con cui le cellule sono state etichettate magneticamente
come indicato nello schema seguente.
Figura a. Visione laterale del separatore
con traiettorie delle diverse particelle
Figura b. visione dall’alto del separatore
con verso della forza magnetica
Nella Figura a. vengono evidenziate la diverse traiettorie delle cellule nel loro passaggio attraverso il
dispositivo di separazione, le diverse curve dipendono dal grado con cui le singole cellule sono state
etichettate, ovvero dal numero di nanoparticelle ad esse legate e quindi al numero di antigeni di superficie.
Nella Figura b. viene evidenziato il verso della forza magnetica (asse y) che agisce sulle particelle
nanomagnetiche a cui le cellule sono legate.
Generalmente un separatore a coppia di poli si compone di una camera di flusso rettangolare in
cui è inserito un tunnel di passaggio del flusso con pareti di vetro, nella parte superiore del
50
dispositivo vengono realizzate almeno due porte in cui, tramite appositi iniettori, verranno inseriti
all’interno del dispositivo una sospensione cellulare ed un liquido di trasporto.
La parte inferiore si compone invece di numerose porte di uscita grazie alla quali si raccolgono i
diversi flussi in base al loro grado di etichettatura.
Il flusso all’interno della camera è regolato e controllato da una coppia di pompe a siringa ed il
campo magnetico, generato da due magneti permanenti realizzati in neodimio ferro e boro, è
(𝑇𝐴)
caratterizzato da un energia massima di 2.23 x 105 𝑚 [8].
4.5. SEPARATORE A DUE COPPIE DI MAGNETI (QUADRUPOLE SEPARATOR)
La differenza fondamentale con il separatore precedente è data dal fatto che, come già detto, nel
1
separatore ad una coppia di poli la variazione di energia magnetostatica è costante e pari a 𝛻𝐵 2 .
2
In questo dispositivo, il campo magnetico creato da due coppie di magneti comporta invece un
incremento lineare di tale energia (in direzione r) che a sua volta causa una deflessione in
direzione radiale delle traiettorie delle cellule iniettate.
I quattro poli magnetici, realizzati in neodimio, ferro e boro, creano un campo magnetico attorno
(𝑇𝐴)
ad un’area centrale e cilindrica avente un valore massimo di energia pari a 2.23 x 105 𝑚 [8].
Invece di una camera di flusso rettangolare, il liquido di trasporto e la sospensione cellulare
attraversano due cilindri coassiali, le cui superfici esterne ed interne, che entrano in contatto con
le cellule, sono placcate in oro.
Il flusso in ingresso viene iniettato nella camera di separazione tramite degli iniettori mentre i due
flussi di uscita vengono raccolti tramite pompe a siringa che regolano e ottimizzano la raccolta.
Nelle due figure seguenti sono rappresentati due diagrammi schematici del quadrupole separator,
in particolare una sua visione laterale (Figura a.) e una dall’alto (Figura b.)
r
r
r
r
r
r
Nella Figura a. viene schematicamente indicato come avviene il processo di separazione all’interno
del dispositivo e si indica la forza magnetica, agente sulle nanoparticelle, che presenta un
incremento lineare in direzione r.
51
La sospensione cellulare viene iniettata nell’anello interno (a’), mentre il liquido di trasporto
nell’anello esterno (b’), le due sostante iniettate separatamente andranno poi a mescolarsi
all’interno della camera di flusso.
Durante il passaggio all’interno del dispositivo le cellule etichettate con particelle nanomagnetiche
subiranno una deflessione dalla loro traiettoria discendente in direzione r, in quanto attratte dai
magneti.
All’ uscita del separatore sono presenti dei divisori che separano le cellule maggiormente attratte
dai magneti, che verranno raccolte nelle sezioni b, dalle cellule non etichettate o debolmente
attratte, raccolte nella regione a.
Nella Figura b. è visibile la disposizione dei magneti e i due cilindri coassiali che permettono la
separazione.
A differenza del separatore a dipolo, il quadrupole separator garantisce un’efficienza di
separazione maggiore, con indici di efficienza del 95% .
4.6. DRUG DELIVERY
Un ulteriore utilizzo medico delle particelle magnetiche e del loro controllo attraverso
l’applicazione di campi magnetici è rappresentato dalla tecnica del drug delivery.
Con tale termine si indica il meccanismo attraverso il quale si conducono medicinali o sostante in
genere, verso particolari zone del corpo per una cura più mirata [9].
Le particelle nano magnetiche, attraverso una loro lavorazione chimica superficiale ed il successivo
caricamento con farmaci, diventano selettive nell’individuazione di cellule malate, come le cellule
tumorali, diventando capaci di aderirvi in modo specifico.
Il processo consiste essenzialmente nell'inserimento intravascolare di nanoparticelle magnetiche
debitamente lavorate chimicamente e nella loro guida verso punti del corpo colpiti da una
malattia (Figura a.), attraverso gradienti di campi magnetici che generano una forza magnetica (già
indicata ai paragrafi precedenti) pari a:
𝐹=
1
2𝜇0
∆𝑥 𝑉𝑏 𝛻𝐵2
Figura a. Schematizzazione del processo di drug delivery
52
CAPITOLO 5: SEPARAZIONE MAGNETICA
PROCESSI DI TRATTAMENTO DEI RIFIUTI
NEI
5.1. IL PROCESSO DI GESTIONE DEI RIFIUTI: FASI PRINCIPALI
Un sistema integrato di gestione dei rifiuti permette la raccolta e quindi il successivo riutilizzo degli
stessi, oppure il loro smaltimento con il conseguente recupero di energia.
Tale sistema prevede inizialmente un trattamento meccanico costituito da due fasi:
-
riduzione dimensionale;
separazione dimensionale;
separazione dei materiali ;
La riduzione dimensionale ha lo scopo di diminuire ed uniformare la pezzatura dei materiali
costituenti il rifiuto in ingresso ad un processo di trattamento, contenendola entro definiti
intervalli.
La separazione dimensionale prende il nome di vagliatura e si basa sulle differenti dimensioni che
caratterizzano i materiali contenuti nel rifiuto trattato.
Il dispositivo utilizzato, detto vaglio, separa i materiali per pezzatura attraverso il passaggio
attraverso uno o più corpi dotati di fori appositi.
La separazione dei materiali, invece, ha come scopo la divisione delle diverse parti che
compongono il rifiuto in ingresso in base alle diverse proprietà fisiche dei materiali in esso
contenuti, in particolare:
-
proprietà gravimetriche (peso specifico);
proprietà magnetiche (permeabilità)
proprietà elettriche (conduttività);
proprietà ottiche;
comportamento idrodinamico o aerodinamico;
Sottoponendo il rifiuto a successive selezioni tra loro in cascata, si tende ad isolare i suoi
componenti al fine di ottenere singoli prodotti o materiali con accettabili gradi di purezza.
A valle della separazione dimensionale può essere presente un trattamento di separazione su base
gravimetrica, che viene dunque effettuata su un materiale sminuzzato e già distinto nelle sue
frazioni principali.
La separazione gravimetrica permette un’ulteriore separazione, ottenuta sfruttando le differenti
caratteristiche del rifiuto, in termini di densità, resistenza aerodinamica ed inerzia.
I principali sistemi di separazione gravimetrica sono costituiti da classificatori a flusso di aria o
acqua e separatori balistici.
Affrontata la riduzione dimensionale, la vagliatura e la separazione gravimetrica, si opera un
trattamento di separazione magnetica del rifiuto, attraverso l’utilizzo di filtri magnetici, che sarà
oggetto di un’analisi più approfondita.
53
Le ultime fasi di un sistema di gestione dei rifiuti prevedono le operazioni di compattazione e di
eventuale combustione per eliminare componenti non desiderati.
La compattazione interessa alcuni dei differenti materiali ottenuti dai rifiuti, al fine di agevolare
operazioni di trasporto, immagazzinamento o riutilizzo.
I sistemi più comuni prevedono la riduzione dei materiali in balle, bricchette o pellets .
La compattazione in balle è particolarmente utile negli impianti di trattamento di materiali
selezionati (cartoni, giornali, contenitori di plastica, lattine di alluminio, cassette di legno, ecc.).
La compattazione dei rifiuti in forma di bricchette o pellets si esegue anche per materiale
combustibile, da utilizzarsi ad esempio negli impianti di termovalorizzazione.
In base alle pressioni di esercizio delle tecnologie impiegate, la percentuale di riduzione del
volume del materiale può superare l’80% e la densità ottenibile può essere nell’ordine di 1 t/m3.
La combustione viene realizzata in impianti che operano ad alta temperatura, detti inceneritori, i
prodotti finali del processo sono gas, ceneri e polveri.
Generalmente il calore sviluppato durante la combustione viene recuperato per la successiva
produzione di energia.
Impianti di incenerimento che consentono tale recupero energetico prendono il nome di
termovalorizzatori.
5.2. SEPARAZIONE MAGNETICA DEI RIFIUTI
Il processo di separazione magnetica è ampliamente applicato nel processo di smaltimento e
riciclaggio dei rifiuti.
Qualsiasi impianto adibito al trattamento dei rifiuti prevede, dopo le fasi di riduzione e
separazione dimensionale, un sistema di separazione di materiale ferroso da un insieme di diversi
materiali, attraverso l’utilizzo di macchinari a magneti permanenti o elettromagneti.
Inoltre, a tale separazione segue un processo di recupero dei materiali metallici non ferrosi, quali
l’alluminio, il rame, l’acciaio inox e l’ottone, attraverso filtri che sfruttano il principio delle correnti
parassite o correnti indotte.
Tali macchinari presentano un’efficienza di separazione molto elevata e inoltre permettono un
notevole risparmio in termini di energia e forza lavoro, motivo per cui questi sistemi risultano di
fondamentale importanza.
Si consideri, ad esempio, che la produzione di alluminio in natura comporta l’apertura di miniere o
cave, notevole impiego di forza lavoro e processi di affinamento della materia prima estratta, con
considerevole consumo di energia di processo e proporzionale inquinamento.
In particolare, l’estrazione di 1kg di alluminio comporta circa un impiego di 48000 kcal di energia
termica,(equivalenti a 200 MJoule ovvero a 55 kWh) mentre il suo riciclaggio, attraverso i sistemi
sopracitati, necessità solamente di 2000 kcal (equivalenti a 8.3 M Joule, ovvero a 2.3 kWh) per il
recupero della stessa quantità di materiale.
In ultima analisi, tali sistemi di recupero, permettono quantomeno un raddoppio della vita media
dei materiali ferrosi e non ferrosi.
54
5.3. SEPARATORE MAGNETICO A NASTRO (OVERBELT)
Il deferrizzatore overbelt è tra i più utilizzati nella gestione e riciclaggio dei rifiuti per l’estrazione
automatica di parti ferrose miste a materiali inerti che vengono trasportati da convogliatori piani o
concavi.
Separatore magnetico a nastro
Tale dispositivo si presenta come un nastro trasportatore palettato avente una piastra magnetica
posizionata tra i due rulli di traino e viene generalmente disposto sopra il convogliatore
trasportante il materiale da trattare.
Il materiale ferroso in movimento sul nastro, giunto in prossimità dell’estremità di scarico, viene
investito dall’intenso campo magnetico prodotto dalla piastra magnetica del separatore overbelt
soprastante.
Le parti ferrose vengono attratte in tal modo da separarsi dal resto del materiale inerte (che cadrà
all’uscita del primo nastro), sollevandosi e andando ad aderire al nastro del dispositivo
deferrizzatore che le trasporta a sua volta fino a quando, uscite dalla zona di influenza del campo
magnetico, vengono rilasciate in contenitori di raccolta o su altri nastri trasportatori cadendo per
gravità.
Piastra magnetica tra i due rulli di traino in un separatore overbelt (la piastra magnetica è
posizionata all'interno nella parte più bassa del nastro trasportatore superiore)
55
La piastra magnetica inserita tra i due rulli di traino può essere costituita da un magnete
permanente oppure da un elettromagnete, nel primo caso il campo magnetico generato risulta
essere sempre attivo e dunque non si hanno consumi elettrici per la creazione dello stesso, nel
secondo caso l’utilizzo di un elettromagnete permette la creazione di campi ad elevata intensità e
dunque risulta molto utilizzato nel caso si debba estrarre materiale ferroso pesante o in presenza
di alti spessori dei materiali da trattare.
Tuttavia, in entrambi i casi, la manutenzione del dispositivo separatore risulta limitata unicamente
alle parti meccaniche e la motorizzazione del nastro può essere realizzato sia attraverso un motore
elettrico sia con un motore idraulico.
La forza di attrazione della piastra magnetica può essere regolata attraverso la distanza di
posizionamento del separatore rispetto al nastro trasportante il materiale e tramite l’utilizzo di
magneti diversi.
Generalmente le piastre magnetiche per i separatori overbelt vengono realizzate con magneti
permanenti al NdFeB o in ferrite.
Il neodimio combinato con ferro e boro è il materiale che consente la realizzazione di magneti
permanenti con le migliori prestazioni (induzione residua Br=1.2 T e campo coercitivo Hc= 1000
A/m), dunque possono produrre forze molto elevate e si utilizzano per separazione di ferro di
piccole dimensioni.
I magneti in ferrite invece presentano prestazioni e una forza notevolmente inferiore e dunque
sono più adatti nella separazione di ferro di grandi-medie dimensioni.
Inoltre si consideri come le piastre al neodimio, sebbene abbiano un costo notevolmente più alto,
vengano utilizzate nel caso di spazi ristretti, ovvero avendo una forza di attrazione 8-10 volte
maggiore rispetto a quelle realizzate in ferrite a parità di volume, permettono la realizzazione di
separatori di dimensioni più piccole nel complesso, e quindi più semplici da inserire all’interno
dello spazio adibito all’impianto di gestione dei rifiuti.
Nell’installazione di un separatore overbelt per la separazione di materiale ferroso si prediligono
due configurazioni [12]:
MONTAGGIO TRASVERSALE AL NASTRO
MONTAGGIO LONGITUDINALE AL NASTRO
Entrambe le configurazioni garantiscono la stessa efficienza di separazione. Nonostante un
separatore overbelt sia soggetto a maggiore usura rispetto a quelli che verranno trattati in seguito,
risulta il dispositivo di estrazione più impiegato e di maggiore efficacia nella gestione dei rifiuti.
56
5.4. SEPARATORE MAGNETICO A TAMBURO
Il separatore magnetico a tamburo a differenza del separatore overbelt non presenta un magnete
inserito nella zona interna del nastro, ma direttamente all’interno di un tamburo rotante che
svolge la funzione di rullo di traino del nastro stesso.
visione laterale e frontale di un tamburo magnetico
Tale dispositivo si presenta quindi come un nastro trasportatore palettato, spesso inclinato, che
trasporta il materiale da trattare verso un estremità generalmente a quota più elevata.
In corrispondenza di tale estremità, definita estremità di scarico, è presente un rullo di traino in cui
è inserito un magnete.
Il materiale di carattere ferroso, sottoposto alla forza di attrazione del magnete, rimane adiacente
al nastro più a lungo, scorrendo nella parte inferiore del dispositivo, mentre il resto del materiale
alla fine del nastro cade per gravità.
Superata la zona in cui agisce il campo magnetico anche le parti ferrose cadranno liberamente; i
due flussi di caduta verranno raccolti separatamente attraverso l’utilizzo di un deviatore
opportunamente disposto nella zona sottostante al dispositivo di separazione.
Generalmente il tamburo magnetico è costituito da un involucro esterno in acciaio inossidabile,
che svolge all’interno del dispositivo di separazione il ruolo di rullo di traino del nastro in quanto
ha libertà di rotazione.
All’interno di tale involucro è presente un nucleo magnetico dotato di magneti che generano sulla
superficie del tamburo il campo magnetico necessario a catturare le particelle magnetiche.
A seconda delle esigenze di separazione è possibile aumentare la forza di attrazione utilizzando
magneti diversi; come nel caso del separatore overbelt vengono impiegati magneti in ferrite
oppure magneti al neodimio, quest’ultimi garantisce un potere attrattivo notevolmente maggiore.
Il vantaggio principale di un dispositivo di separazione a tamburo magnetico è la sua adattabilità
all’interno di un impianto di gestione dei rifiuti, infatti è possibile realizzare tamburi di diametri e
57
lunghezze differenti e in particolare anche l’alloggiamento del tamburo stesso può essere
realizzato in base alle esigenze.
Dunque l’inserimento all’interno di un impianto di tale dispositivo in un’ottica spaziale non
comporta le limitazioni invece evidenti nel caso di un separatore overbelt in quanto il tamburo
magnetico, che realizza il processo di separazione, può essere progettato e adattato a qualsiasi
tipo di nastro trasportatore.
Le più comuni configurazioni di montaggio del tamburo magnetico su un nastro trasportatore sono
rispettivamente in trattenimento ed in attrazione [12].
MONTAGGIO IN TRATTENIMENTO
MONTAGGIO IN ATTRAZIONE
Nel caso in cui si necessiti il raggiungimento di una qualità ancora maggiore di cernita si utilizza un
separatore magnetico a doppio tamburo detto anche con tamburo a cascata.
Con tale dispositivo si garantisce un’altissima qualità di separazione in quanto il materiale, in moto
su un nastro trasportatore principale, all’estremità di scarico subisce una prima separazione
tramite un tamburo magnetico che attira il materiale ferroso e lo lascia cadere in un convogliatore
contiguo al primo.
Al termine del secondo nastro, per ottenere
una purezza maggiore ed eliminare ulteriori
residui dal materiale ferroso recuperato, è
montato un secondo tamburo magnetico
che esegue un’ulteriore separazione
magnetica.
I due tamburi hanno dimensioni differenti,
in particolare il primo è notevolmente
maggiore del secondo, inoltre per il primo
tamburo si adotta una configurazione in
attrazione mentre, per il secondo, una
configurazione in trattenimento.
doppio tamburo magnetico
Le velocità di rotazione di ogni tamburo è controllabile separatamente ed entrambi possono
essere realizzati con magneti in ferrite o al neodimio.
In linea generale il separatore magnetico a tamburo risulta essere quello più versatile, per la
capacità di garantire un’efficiente separazione qualsiasi siano le dimensioni del rifiuto da trattare.
58
Tuttavia, rispetto ai separatori overbelt, per garantire una buona riuscita del processo è necessaria
una distribuzione uniforme e una traiettoria costante del materiale in moto sul nastro
trasportatore.
In un impianto di gestione dei rifiuti generalmente si preferisce un impiego di separatori a
tamburo in combinato con i separatori overbelt.
5.5. INDUZIONE E CORRENTI INDOTTE
Nel 1820 il fisco danese Ørsted attraverso alcuni esperimenti deduce che un tratto di circuito
percorso da corrente elettrica genera un campo magnetico.
Successivamente l’espressione dell’intensità del campo magnetico generato dalla corrente che
attraversa un tratto di filo conduttore diviene nota grazie a due fisici francesi sotto il nome di
Legge di Biot-Savart.
Negli anni successivi, la scoperta che le correnti elettriche generano campi magnetici, aveva
indotto il fisico britannico Michael Faraday a chiedersi se fosse vero anche l’effetto contrario.
Nel 1831 Faraday, attraverso una serie di esperimenti, dimostrò che ogni qualvolta che il flusso di
un campo magnetico concatenato con un circuito varia nel tempo si ha nel circuito una forza
elettromotrice indotta.
Questo fenomeno prende il nome di induzione elettromagnetica e la corrente che esso genera nel
circuito prende il nome di corrente indotta.
Si consideri un solenoide composto da N spire e collegato
ad un amperometro mediante un circuito privo di
generatori.
Se si inserisce un magnete all’interno del solenoide
l’amperometro segnala un passaggio di corrente che
termina quando il magnete viene bloccato.
Se si estrae il magnete dalla spira si nota ancora un
passaggio di corrente, ma questa volta in senso opposto.
Tuttavia, considerando una generica spira di area S, si nota come la variazione del campo
magnetico in cui tale spira è immersa non sia l’unica condizione necessaria per la nascita di una
corrente indotta.
In particolare, in tale fenomeno svolge un ruolo fondamentale il modo in cui l’area S viene
investita dalle linee di forza del campo magnetico in cui la spira è immersa, come illustrato nel
grafico seguente:
59
Nel primo caso (figura a) la corrente indotta sarà massima, infatti la spira è attraversata da un gran
numero di linee di campo magnetico.
Nel secondo caso (figura b) la spira, essendo in posizione obliqua, è attraversata da un numero
inferiore di linee di campo rispetto al caso precedente e dunque la corrente indotta avrà un valore
intermedio.
Nell’ultima figura (figura c) la spira è disposta parallelamente alle linee di campo, la corrente
indotta sarà nulla in quanto nessuna linea di forza la attraversa.
Al fine di arrivare ad una espressione analitica della legge di Faraday e dunque necessario
introdurre la grandezza flusso del campo magnetico ɸ(𝐵) attraverso una superficie S:
ɸ(𝐵) = 𝐵 • 𝑆 • 𝑐𝑜𝑠𝛼
dove α è l’angolo che la normale alla superficie S forma con le linee di forza del campo magnetico.
Tale flusso è dunque un indicatore della quantità di linee di campo che attraversano una superficie
e mi permette la formulazione della Legge di Faraday-Neumann:
𝐹𝑒𝑚 = −
𝑑 ɸ𝑠 (𝐵)
𝑑𝑡
Tale legge, come già citato precedentemente, afferma che ogni qualvolta si ha una variazione nel
tempo del flusso di campo magnetico concatenato con una superficie (ɸ𝑠 (𝐵)), nel circuito (nella
spira di superficie S nel nostro caso) viene indotta una forza elettromotrice che genera una
corrente detta corrente indotta [10] .
Dalla Legge di Ohm l’espressione della corrente indotta I è:
𝐼=
𝐹𝑒𝑚
𝑅
dove R è la resistenza del circuito/spira.
Il segno meno nella legge di Faraday è l’espressione matematica della Legge di Lenz, la quale
afferma che la corrente indotta ha verso sempre tale da opporsi alla variazione del flusso del
campo magnetico.
Ovvero, la differenza di potenziale indotta nella spira di superficie S (detta anche forza
elettromotrice) che genera in essa una corrente indotta, è tale da creare un campo magnetico che
si oppone alla variazione che l’ha generata.
60
5.6. CORRENTI PARASSITE O DI FOUCAULT
Quando ricorrono le condizioni di variazione di flusso concatenato la forza elettromotrice indotta
non si presenta soltanto nei circuiti costituiti da conduttori filiformi.
Se in un regione di spazio è presente un blocco di materiale conduttore ed in tale spazio si ha un
campo magnetico con flusso variabile nel tempo, anche nel materiale conduttore vengono indotte
delle correnti.
Tali correnti, generate per induzione elettromagnetica, prendono il nome di Correnti di Foucault o
Correnti Parassite e presentano una traiettoria vorticosa (Eddy current) perché gli elettroni
seguono la forza elettrica indotta senza uscire dal blocco conduttore [10].
correnti parassite indotte da un campo magnetico stazionario su una piastra metallica in
movimento (analogamente, applicando un campo magnetico tempo-variante, si può produrre una
corrente indotta in una piastra metallica fissa)
Tali correnti risultano essere spesso indesiderate soprattutto nelle macchine elettriche, in quanto
possono raggiungere elevate intensità e dare luogo a considerevoli effetti termici con conseguente
dissipazione di energia (Effetto Joule).
Tuttavia tali correnti trovano applicazioni pratiche nel campo dei freni magnetici e soprattutto nel
riciclaggio di materiali come l’alluminio attraverso l’utilizzo di separatori magnetici.
Sottoposti ad un campo magnetico variabile nel tempo i materiali non ferrosi diventano sede di
correnti indotte che per la Legge di Lenz producono una forza repulsiva nei confronti della causa
che l’ha generata.
Quando materiali come l’alluminio vengono sottoposti ad un flusso di campo magnetico variabile
nel tempo, la forza repulsiva in essi indotta agisce allontanandoli dalla sorgente del campo.
61
5.7. SEPARATORE A CORRENTI INDOTTE
In un impianto di gestione dei rifiuti, oltre al recupero dei metalli ferrosi, risulta di fondamentale
importanza anche il recupero di metalli non ferrosi quali l’alluminio, il rame, l’acciaio inox
austenitico e l’ottone.
Il separatore magnetico utilizzato per il recupero di tali materiali prende il nome di separatore ad
induzione o ECS ( Eddy Current System) , detto anche separatore a correnti parassite, a correnti
indotte o a correnti di Foucault, in base al principio sfruttato per la separazione.
separatore a correnti indotte
Tali dispositivi si basano infatti sul principio delle correnti indotte da un campo magnetico variabile
nel tempo, derivante dalla legge dell’induzione elettromagnetica di Faraday, trattate ampliamente
nel paragrafo precedente.
Riassumendo, se un conduttore come l’alluminio o il rame vengono posti in un campo magnetico
variabile, nel materiale si instaura una tensione che provoca la circolazione di correnti, e induce un
campo magnetico che si oppone a quello applicato. Tutto ciò produce una forza risultante
"ponderomotrice" che spinge il conduttore fuori dal campo magnetico, con un effetto
proporzionale al rapporto tra conducibilità elettrica e speso specifico.
Perciò, convogliando del materiale composto da un insieme di metalli non ferrosi e materiale
inerte attraverso una regione in cui è presente un campo magnetico variabile, le due frazioni che
compongono il flusso tenderanno a venire separate l’una dall’altra [11].
Il componente chiave di un separatore a correnti indotte (ECS) è il rotore magnetico, che presenta
delle linee di campo attorno alla propria circonferenza a polarità alternata (nord-sud).
Il rotore è montato su una piastra di supporto e inserito all’interno di un tamburo attorno a cui
scorre un nastro trasportatore, tale separatore è anche definito a “rullo induttore”.
Il rotore magnetico, una volta messo in rotazione, genera un campo magnetico alternato rotante
ad elevata frequenza (350-1000Hz) da cui dipende l’efficienza di separazione.
Quando il flusso di materiale in moto sul nastro raggiunge l’estremità di scarico in cui è presente il
rotore magnetico in rotazione, le componenti metalliche non ferrose in esso presenti, risentono di
una forza di repulsione indotta dal campo magnetico rotante, venendo così allontanate dal
materiale rimanente seguendo una traiettoria diversa, potendo così essere recuperate tramite
appositi deviatori.
62
In seguito si riporta lo schema tipico dell’area recupero metalli in un impianto di gestione dei rifiuti:
(1)
(2)
(3)
(4)
(5)
(6)
separazione metalli ferrosi
canale vibrante
separatore ECS
ulteriore separazione magnetica
scarico materiali inerti
scarico materiali non ferrosi
Il flusso di materiale subisce una prima separazione magnetica (1) tramite un separatore overbelt,
e viene scaricato su un alimentatore vibrante (2) che allarga e distribuisce uniformemente il flusso.
Dal canale vibrante il materiale cade nel separatore ECS (3) il cui nastro trasportatore ha velocità
variabile così come il rotore magnetico (induttore).
Il dispositivo opera una tripla separazione: il materiale non ferroso per effetto della forza di
repulsione viene espulso lontano dalla macchina e scaricato nella tramoggia (6), il materiale inerte
cade seguendo la normale traiettoria e viene raccolto nella tramoggia centrale. I materiali ferrosi,
trattenuti dal potente campo magnetico, vengono scaricati al di sotto della macchina (4) e
recuperati anch’essi [13].
63
64
CONCLUSIONI
L’obbiettivo di questa tesi è di fornire una visione chiara del processo di separazione magnetica e
dei diversi dispositivi sviluppati a tale scopo nei vari campi di applicazione.
Dato che la trattazione di tale argomento richiede alcune basilari nozioni di elettromagnetismo, si
sono approfonditi i concetti chiave, analizzando le forze in gioco e gli aspetti che influenzano la
riuscita del processo.
Tra i materiali magnetici si è posta particolare attenzione a quelli più utilizzati nella realizzazione
dei dispositivi di separazione, siano essi utilizzati come elettromagneti o magneti permanenti.
Si è inoltre cercato di analizzare i campi più importanti in cui la separazione magnetica trova
applicazione, al fine di sottolineare l’importanza fondamentale che spesso tale processo riveste.
Il filtraggio magnetico di liquidi viscosi garantisce vita utile maggiore a macchinari ed impianti, così
come i diversi dispositivi (overbelt, a tamburo, eddy current separator) permettono il riciclo di
materiali con conseguente risparmio di energia.
Inoltre, la necessità di elevati standard di purezza del prodotto finito e di rispetto delle politiche
igieniche, garantisce al processo di separazione magnetica un ruolo importante nel campo della
produzione alimentare.
A sua volta, la trattazione del sorting immunomagnetico cerca di evidenziare come il magnetismo
sia un argomento molto trasversale, in particolare come l’utilizzo di strutture magnetiche non
coinvolga solo l’ambito produttivo-commerciale ma anzi rappresenti una risorsa nella ricerca
biomedica e negli studi rivolti alla salute dell’uomo.
Attraverso l’analisi di questi campi di applicazione si è voluto raccontare lo sviluppo delle tecniche
di separazione magnetica, dando una panoramica dei dispositivi più comuni fino a quelli di recente
sviluppo.
Tra tali dispositivi si è sottolineata l’importanza di quelli ad alto gradiente di campo magnetico
(HGMS), in particolare quelli di recente sviluppo, che attraverso la combinazione di elevate
proprietà magnetiche e accurati principi costruttivi sono i sistemi di separazione a funzionamento
continuo con i più elevati indici di efficienza.
65
66
BIBLIOGRAFIA
[1] Jiles David, Introduction to magnetism and magnetic materials, New York, 2016;
[2] Campbell Peter, Permanent Magnet Materials and their Application, New York, 1994;
[3] John A. Oberteuffer, Magnetic Separation: A Review of Principles, Devices and Applications,
IEEE TRANSACTIONS ON MAGNETICS, VOL.MAG-10, NO.2, JUNE 1974;
[4] L.H. De Medeiros, G. Reyne, G. Meunier, Comparison of Global Force Calculations on
Permanent Magnets, Laboratoire dElectrotechnique de Grenoble, FRANCE, IEEE TRANSACTIONS
ON MAGNETICS, VOL. 34, NO. 5 , SEPTEMBER 1998;
[5] Katharina Menzel, Johannes Lindner and Hermann Nirschi, Treatment of highly viscous
lubricants by high gradient magnetic separation, Institute of Mechanical Process Engineering and
Mechanics (MVM), 76131 Karlsruhe, Germany, FILTRATION, 12(2), 2012;
[6] A. Cristofolini, F. Negrini, M. Breschi, M. Fabbri, P.L. Ribani, PROCESSI DI CATTURA IN
SEPARATORI MAGNETICI AD ALTO GRADIENTE, DIE, Università degli studi di Bologna,Via.le
Risorgimento, 2, 40136, Bologna, 1998;
[7] Jenifer Gomez-Pastora, Analysis of separators for magnetic beads recovery: From large
systems to multifunctional microdevices, University of Buffalo (SUNY), NY 14620, Separation and
Purification Technology 172 (2017) 16-31;
[8] Jeffrey J. Chalmers, Maciej Zborowski, Liping Sun, and Lee Moore, Flow Through,
Immunomagnetic Cell Separation, Department of Chemical Engineering, The Ohio State University,
Cleveland, Ohio 44195, Biotechnol. Prog. 1998, 14, 141-148;
[9] Challa S.S.R. Kumar; Faruq Mohammad, Magnetic nanomaterials for hyperthermia based
therapy and controlled drug delivery, Advanced Drug Delivery Reviews (2011);
[10] Paolo Mazzoldi, Massimo Nigro, Cesare Voci, Elementi di fisica vol.2, Edises, 2008;
[11] Francesca Settimo, Paolo Bevilacqua, Peter Remb, Eddy current separation of fine non-ferrous
particles from bulk streams, University of Trieste, Piazzale Europa No. 1, 34127 Trieste, Italy,
Physical Separation in Science and Engineering, 2004, Vol. 13, No. 1, pp. 15–23
SITOGRAFIA
[12] www.magneticatorri.it
[13] www.gaussmagneti.it
[14] www.puritanmagnetics.com
67