FACOLTA’ DI INGEGNERIA
CORSO DI LAUREA IN INGEGNERIA DEI MATERIALI
CORSO DI SCIENZA E TECNOLOGIA DEI MATERIALI CERAMICI
A.A. 2002/2003
Prof. Antonio LICCIULLI
APPUNTI PRESI A
LEZIONE.
Redatti da:
Avantaggiato Nicola
Marrazzi Stefania
Negro Piero
9M/1340
9M/1211
9M/1261
1a Lezione 10-3-2003
The slip casting process.
La tecnica dello slip casting, per quanto apparentemente semplice, rappresenta un’evoluzione di una
tecnica risalente al XVIII secolo.
Una barbottina ceramica era colata all’interno di uno stampo di gesso, poi il materiale asciugava e
consolidava. Oggi questa tecnica ha un’importanza strategica soprattutto nella lavorazione dei
ceramici tradizionali (sanitari, bomboniere e vari oggetti di forma complessa), anche nel campo dei
ceramici avanzati la tecnica dello slip casting ha molti vantaggi.
Master in slip casting.
Il colaggio dello slip (lo slip è una sospensione di liquido e polvere ceramica) consiste nel riempire
uno stampo poroso, tipicamente in gesso, con uno slurry ceramico.
L’acqua è rimossa dalla sospensione attraverso l’azione capillare esercitata dallo stampo poroso.
Per azione di questa rimozione dell’acqua le particelle ceramiche sono compattate sulla superficie
dello stampo per formare un oggetto solido. Lo spessore di questa superficie dipende da tanti
parametri. Uno dei parametri che si può controllare meglio è il tempo, anche se lo spessore non è
una funzione lineare del tempo. Si potrebbe accelerare il processo di drenaggio da parte dello
stampo aumentando la temperatura dello stesso. Industrialmente per aumentare la capacità di
drenaggio si applica il vuoto dalla parte dello stampo.
Aspettando il tempo opportuno, magari calcolato attraverso una curva di calibrazione, si realizza lo
spessore voluto.
Se si vuole realizzare un oggetto pieno è necessario rabboccare lo slip nello stampo, man mano che
l’acqua è drenata, fino ad ottenere il completo riempimento dello stesso con un materiale che è tutto
solido e pieno.
Il green, cioè l’oggetto ceramico formato ma non ancora trattato termicamente, durante
l’essiccazione subisce un piccolo ritiro che lo rende facilmente staccabile dallo stampo.
Sul green essiccato si esegue in genere un primo trattamento termico, detto presinterizzazione, cioè
un trattamento termico al di sotto della temperatura di sinterizzazione durante la quale si raggiunge
una resistenza meccanica tale da permettere lavorazioni di finitura superficiali e dimensionali.
NOTA: un materiale ceramico si può considerare green anche dopo la presinterizzazione, nella
quale si formano dei colletti di giunzione tra i grani della polvere ceramica.
In seguito il green ceramico sarà sinterizzato.
La parte più difficile nel processo di slip casting è, come si può facilmente notare, la realizzazione
degli stampi. Sarà importante prendersi cura dello stampo, infatti, dopo l’utilizzo questo deve essere
pulito e asciugato per essere riutilizzato.
2
Critical process steps in ………
Questa slide dà un’idea della complessità del processo di slip casting (le parti in grassetto sono le
più importanti).
Per realizzare un oggetto ceramico tecnico si devono tenere sotto controllo molti fattori.Un capitolo
molto importante riguarda il materiale di partenza (le polveri ceramiche).Queste polveri, una volta
amalgamate con un solvente e dopo aver controllato il contenuto solido, la quantità di leganti agenti
bagnanti, deflocculanti, additivi di sinterizzazione, serviranno a realizzare lo slip.
Una volta preparato lo slip sarà necessario valutare la viscosità ed eventualmente agire
opportunamente per abbassarla.
Un altro parametro molto importante è “pattern end mold preparation” vale a dire la preparazione
dello stampo. Durante lo slip casting si deve poi controllare la viscosità, la temperatura ed il grado
di riempimento dello stampo (spesso per aumentare la capacità di drenaggio si applica il vuoto
dall’altra parte dello stampo).
A livello industriale è comune il così detto random destructive inspection, questa pratica consiste
nel distruggere un pezzo prodotto ogni tanto per un controllo interno della qualità.
Di notevole importanza è la cura dello stampo, infatti, dopo l’utilizzo, questo deve essere pulito e
asciugato per un successivo riutilizzo.
In seguito l’oggetto ceramico rimosso dallo stampo sarà sinterizzato.
Slip casting benefits and drawbacks.
Vantaggi: è sufficiente un piccolo investimento di capitale per iniziare la produzione. Una volta che
s’impara a manipolare lo slip ceramico è facile ottenere sospensioni di buona qualità , omogenee e
adatte per il colaggio.
A differenza dello slip casting, ad esempio in un processo di formatura a secco, è necessario
adottare tecniche molto complesse di granulazione e tutta una serie d’accessori costosi.
Svantaggi: c’è un minore controllo nell’accuratezza dimensionale, che in ogni è caso presente
poiché la sinterizzazione comporta una riduzione dei vuoti nel materiale che densifica.
Densificazione che può variare in conseguenza del fatto che le polveri si possono impacchettare più
o meno bene.
Una volta che si è ottenuto un oggetto presinterizzato si deve ulteriormente lavorarlo oppure, se le
specifiche dimensionali (richieste dal cliente) sono molto stringenti, ad esempio il centesimo di
millimetro, l’unica cosa da fare è un processo di finitura con paste diamantate dopo la
sinterizzazione, che però aumenta in maniera esponenziale i costi.
3
Un altro inconveniente dello slip casting è la velocità di produzione, molto più bassa di un processo
di stampaggio. L’utilizzo di uno slip di bassa qualità può causare differenze di ritiro nel pezzo finito
perché le polveri, impacchettandosi in maniera non omogenea, hanno un ritiro non uniforme.
Lo stampo, essendo in gesso, è estremamente deperibile (poiché solubile in acqua), sarà quindi
necessario riprodurre gli stampi.
NOTA: un pezzo si può considerare green ceramico anche dopo una prima sinterizzazione in
seguito alla quale, grazie alla formazione di colletti tra i grani,
può essere lavorato
meccanicamente.
Gesso.
Il gesso è un legante aereoidraulico . Il materiale di partenza è il solfato di calcio biidrato CaSO42H2O che in natura si trova sotto forma di Selenite o Saccaroide.
Per ottenere il gesso utilizzato come legante è necessario disidratarlo attraverso un trattamento
termico di poco superiore ai 100 °C (120-140°C). A questa temperatura avviene il processo di
rimozione di una mole e mezzo d’acqua per mole di gesso e questo diventa emiidrato.
Un’ulteriore trasformazione si ottiene portando il gesso emiidrato sopra i 160°C.A questa
temperatura il gesso perde un’ulteriore mezza mole d’acqua diventando anidro. In questa forma il
materiale è molto meno reattivo ed inutilizzabile come legante.
Il gesso che si produce dal primo trattamento termico si suddivide in e .
La forma più diretta con cui si ottiene il gesso a Tamb è la che è formata da microcristalli .Questa
forma è anche quella che assorbe di più acqua perché più porosa .
Il gesso si ottiene solo ad alta pressione e temperatura ed è costituito da granuli più grossi. In
questo modo ha migliori caratteristiche di resistenza meccanica ma una minore capacità di drenare
l’acqua per via del migliore impacchettamento.
I tipi di gesso e hanno essenzialmente la stessa struttura cristallina, si differenziano
esclusivamente per le dimensioni dei grani e la porosità che riescono a produrre.
Il grano del gesso ha una forma aciculare e s’impacchetta molto male, se si vogliono regolare le
proprietà di uno stampo (resistenza meccanica e porosità) si devono controllare le percentuali di
gesso e oltre alla quantità d’acqua per impastarlo.
Messa in opera de gesso.
Il gesso impastato con acqua indurisce in pochi minuti.
4
Il processo d’indurimento è la reazione inversa a quella del passaggio da gesso biidrato ad
emiidrato. (La forma di emiidrato ottenuta ad alta temperatura è instabile a bassa temperatura ed
alla presenza d’acqua è portata a convertirsi in biidrato). Il gesso emiidrato solubilizza molto
velocemente in acqua e siccome la forma biidrato è molto più stabile risolidifica precipitando sotto
forma aciculare assumendo una certa resistenza meccanica.
Poiché tra i cristalli del gesso non c’è un forte legame chimico (si tratta di particelle incastrate e con
un leggero legame chimico) questo è molto fragile. La fragilità del gesso può essere un vantaggio
perché lo rende uno dei pochi materiali inorganici lavorabili con macchine utensili.
Durante la solidificazione il gesso subisce un leggero aumento di volume che lo rende adatto come
stucco per muratura.
Tipologie di gesso commerciale.
In base alla granulometria (gesso o ) il gesso si presta a diverse applicazioni.
Il gesso può essere poi impastato con acceleranti o ritardanti la presa (se è impastato con potassio o
sodio aumenta il tempo di presa).
Il gesso può comunque essere utilizzato ad alta temperatura se è impastato con materiali inerti che
ad alta temperatura non si ritirano come la sabbia silicea.
Gypsum mold toughness and porosity.
La resistenza meccanica e la porosità sono qualità concorrenti. Gli stampi per lo slip casting hanno
una bassa resistenza meccanica perché devono essere porosi. E’ necessario raggiungere un
compromesso.
Nella slide si osserva che in funzione del rapporto acqua gesso aumentano o diminuiscono le
caratteristiche meccaniche o di assorbimento. Più aumenta il quantitativo dell’acqua nell’impasto
più aumentano i vuoti e diminuiscono le caratteristiche di resistenza meccanica.
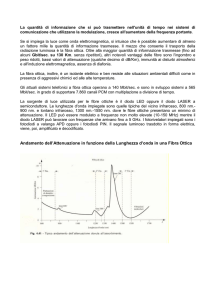
Cast thickness as a function of coating time.
Lo spessore che raggiunge il materiale nello slip casting non è funzione lineare del tempo ma
dipende da molti parametri. Esso è funzione del volume del materiale colato rispetto al volume del
liquido rimasto ed è inversamente proporzionale al fattore di impacchettamento delle polveri.
Un altro parametro importante è la resistenza al trasporto del liquido nel gesso e nel materiale
ceramico.
Inizialmente ciò che determina la quantità di acqua rimossa è la porosità del gesso ma, non appena
si forma il primo strato di materiale, è la sua porosità che determina la quantità di acqua rimossa
5
sugli stati successivi. Nel gesso questo parametro rimane quasi costante,nel materiale ceramico
dipende dal fattore di impacchettamento delle polveri. Se le polveri s’impacchettano molto bene la
capacità di drenare l’acqua diminuisce notevolmente.(A livello industriale per tener conto di tutti
questi fattori si costruisce una curva di calibrazione).
Particle size and loading effects.
Nello slip casting in generale si vuole un green ceramico che sinterizza a basse temperature per
risparmiare tempo ed energia. Per ottenere questo risultato è necessario scegliere attentamente le
dimensioni delle polveri.
Per ottenere il max dell’impacchettamento (circa il 75%) è necessario scegliere una polvere con una
distribuzione bimodale in modo che il rapporto tra le particelle piccole e quelle grandi sia di 7 : 3 .
Nella formulazione di uno slip ceramico si devono utilizzare il 70% in peso di particelle grosse ( 2
m) ed il 30% in peso di particelle piccole ( 0.5- 0.7 m ).Inoltre il rapporto tra i diametri delle
particelle grosse e piccole deve essere almeno 7 : 1 .
Questi valori portano al max valore dell’impacchettamento dopo il colaggio. L’alto
impacchettamento che si ottiene in sistemi bimodali dipende dal fatto che le particelle piccole
occupano gli interstizi formati da quelle grosse. Se si vuole ottenere una più alta densità si può
utilizzare una distribuzione di polveri trimodale che rispetti quanto appena detto per le distribuzioni
bimodali .
Il fattore di impacchettamento massimo “packing factor max PFmax ” è calcola calcolabile come:
Pfparicelle grossre + ( 1- Pfparicelle grossre ) Pf particelle intermedie + ( 1- Pfparicelle grossre )
intermedie
(1- Pf particelle
) Pf particelle fini
Il miglior rapporto aqua-polvere, che garantisce da una parte un buon impacchettamento e dall’altra
una buona fluidità, è quello che prevede il 40-50% in volume di contenuto solido .Se il contenuto
di polvere ceramica è superiore a questi valori si rischia di realizzare un impasto troppo denso e
difficile da colare, se il contenuto in solido è più basso si rischia di avere un green body troppo
poroso e delicato da maneggiare.
Proprietà reologiche.
Quando le dimensioni delle particelle nella soluzione diventano molto piccole (in questo caso si
parla di sospensioni colloidali) le interazioni di tipo elettrostatico ,di Van Der Waals, dipolo-dipolo
sono tali che le proprietà reologiche (scorrimento) mutano completamente.
6
Soluzioni di particelle colloidali già per contenuti di solido del 3-4% gelificano (la fase solida e
liquida si permeano completamente).
Questo tipo di materiali ,non essendo legati chimicamente ma tramite incastri fisici e deboli forze,
se sottoposti ad un adeguato shear rate (scuotendoli energicamente) tornano fluidi , se invece sono
lasciati in quiete riassumono la forma di gel .I fluidi con queste caratteristiche sono detti di
Bingham.
Consideriamo un fluido contenuto tra due piastre, se una delle due piastre è messa in movimento
rispetto all’altra, il fluido avrà una serie di regioni di flusso di velocità, la parte più vicina alla
piastra in movimento seguirà la velocità di quest’ultima mente lo strato di fluido vicino all’altra
piastra sarà fermo. Si viene quindi a stabilire un gradiente di velocità tra le piastre con un moto del
fluido laminare.
Quando il gradiente di velocità è proporzionale allo stress applicato si dice che il fluido è
Newtoniano ed è possibile applicare la relazione :
= (-dV/dt) = ’
=
SHEAR STESS
’=
SHEAR RATE
La costante che lega lo shear rate allo shear stress è la viscosità del materiale. Questa relazione vale
solo per fluidi Newtoniani, in tutta una serie di fluidi non Newtoniani c’è un andamento più
irregolare ,che può essere una legge esponenziale con una costante qualsiasi.
Per esprimere nuovamente la viscosità in termini lineari rispetto allo shear stress si definisce come
viscosità del materiale l’esponente n-1 (anche se effettivamente non è una viscosità in qualche
modo si può assimilare alla resistenza totale offerta dal liquido).
Quando n <1 il fluido è detto pseudoplastico,questo comporta che man mano che cresce lo stess la
viscosità tende a diminuire. Un fluido di questo tipo è costituito da molecole che non sono
inizialmente allineate ma che lo diventano per effetto dello stess diminuendo in questo modo la
viscosità.
Quando n >1 il fluido è detto dilatante .In questo caso se il fluido è soggetto a basse sollecitazioni
scorre liberamente ma sollecitato con forti stess comincia a generare attriti.
Yeld stress e tissotropia.
Come detto precedentemente una sospensione colloidale ,essendo un fluido di Bingham ,per essere
messa in movimento necessita di uno stress aggiuntivo oltre a quello necessario allo scorrimento .
7
Lo stress iniziale da dare ad una soluzione di questo tipo è y (Yield stress) e corrisponde ad una
soglia iniziale di sollecitazione per renderla liquida.
Solo la differenza dello stress rispetto allo stress iniziale mette in movimento il fluido :
- Y = p ’
P è la viscosità plastica e si può legare alla viscosità apparente tramite un termine aggiuntivo legato
allo Yield stress :
a = p +y / ’
Un liquido è tissotropico quando la sua viscosità apparente diminuisce col tempo. La tissotropia si
verifica in fluidi pseudoplastici e di Bingham dove le sollecitazioni meccaniche sono tali da far
diminuire la viscosità. La tissotropia è un fenomeno reversibile.
SLIDE 22.
Un fluido Newtoniano , avendo una proporzionalità diretta tra s. rate e s. stress, ha un
comportamento lineare.
In un fluido pseudoplastico la curva subisce un abbassamento e la viscosità diminuisce
all’aumentare dello shear rate
Un fluido è dilatante quando all’aumentare dello shear rate la viscosità subisce un impennata
rispetto al comportamento lineare.
Nella tabella in basso (della slide) sono riportati i valori tipici di shear rate per vari processi
tecnologici .
Un’azione molto debole ,che può essere quella di livellamento per gravità,
ha un valore di shear rate pari a 10-1 sec-1 .L’intervallo di shear rate nel processo di colaggio
(pouring) è tra 100 e 10 1.
Quando si prepara uno slip ceramico quello che si deve ottenere e che, dopo averlo agitato un po’,
questo sia poco viscoso.
L’azione di spennellata e di spray corrispondono a grossi shear rate nel fluido.
In conclusione una sospensione ceramica , o più in generale un fluido non Newtoniano, è
caratterizzata da un intervallo di parametri di viscosità che varia con lo shear rate.
Viscosità degli slip.
Per stabilire la viscosità di una sospensione è necessario valutare inizialmente la viscosità del
liquido che non contiene la polvere.
Il rapporto tra la viscosità della soluzione e la viscosità del liquido è detta viscosità relativa r
.Questo parametro è funzione della frazione volumetrica di solido nel liquido:
8
r = 1+kh f vp
f vp è la frazione volumetrica di particelle nel liquido
Maggiore è il contenuto solido maggiore è la viscosità relativa.
Per caratterizzare la viscosità è necessario tener conto di un altro parametro il fattore di forma
idrodinamico kh che contraddistingue a parità di frazione volumetrica di solido due sistemi in cui la
forma delle particelle cambia.
Esiste comunque una legge generica ricavata empiricamente che fa variare tramite un esponente la
viscosità relativa :
r = ( 1- f vp )- k f
Viscosità delle sospensioni.
L’andamento tipico della viscosità in una sospensione ceramica con l’aumentare della frazione
volumetrica di solido nel liquido fino a 30-40% e per forme sferiche di particelle e quasi uguale a
quella del liquido non caricato.
A secondo del fattore idrodinamico interviene una soglia limite per cui, dopo un certo volume di
solido, si ha un’impennata del valore di viscosità passando da 4-5 mPa/sec a diversi Pa/sec (l’acqua
ha una viscosità di 1mPa/sec il dentifricio 4-5 Pa/sec.
Nella formulazione di uno slip ceramico si deve utilizzare la max frazione volumetrica di solido nel
liquido per evitare un’alta porosità nel green e nello stesso tempo non si deve oltrepassare un certo
valore limite per non compromettere le proprietà reologiche e la colabilità.
-caricamento delle particelle di argilla
La viscosità delle sospensioni ceramiche è una proprietà che oltre a dipendere dalla forma
geometrica delle particelle dipende molto dalle interazioni tra esse .
Le argille come visto nel corso del 4° anno sono dei fillosilicati che naturalmente si caricano
elettrostaticamente grazie al fenomeno dello swelling (gli strati di argilla si staccano perdendo gli
ioni intrappolati)
In questo modo l’aggregazione delle particelle è impedita.
2a Lezione 12-03-2003
Ceramici avanzati (fine ceramics)
9
I ceramici avanzati sono dei materiali altamente ingegnerizzati ,dalle alte prestazioni
,predominantemente non metallici ed inorganici con attributi funzionzionali speciali (questa def . è
molto generale).
Un ceramico tradizionale invece ha degli attributi più specifici perché ,nella definizione ISO, si
parla di materiale non organico e non metallico.
Quando si parla di ceramici avanzati bisogna pensare a dei materiali pensati, voluti fortemente e
quindi altamente ingegnerizzati . (Ingegnerizzare un materiale significa pensarlo progettarlo e
realizzare le opportune tecnologie per crearlo).
Perché un materiale sia avanzato bisogna che serva a qualcosa di speciale e quindi deve avere
speciali attributi funzionali. La tecnologia dei ceramici è un “enabling technology “ cioè una
tecnologia che permette di realizzare qualcosa e rappresenta una discriminazione tra uno stato ricco
ed uno povero.
“lucido torta riassuntiva”
L’approccio moderno parte dalla funzione, vale a dire da cosa è necessario per realizzare un dato
progetto (mercato demand pull in pratica tirato dalla domanda). I materiali in se non hanno valore
ma ne acquistano molto se servono qualcosa.
I materiali ceramici servono a molte applicazioni in particolare, sulla parte più esterna della figura,
si può notare un elemento ricorrente l’allumina che ha applicazioni interessanti nei più svariati
settori grazie anche al suo basso costo. Questo ceramico è utilizzato per la sua alta resistenza
meccanica, agli agenti chimici e alla temperatura (se è pura fonde a 2050 °C ). Tipicamente anche
se si lavora con allumina pura le condizioni massime di utilizzo difficilmente superano i 1850 °C e
ciò deriva dal fatto che a temperature vicine a quelle di fusione avvengono fenomeni di creep e
ricristallizzazione che riducono drasticamente le proprietà meccaniche .
Un grosso problema dell’allumina è la bassa resistenza agli shock termici dovuta all’alta espansione
termica.
Dal punto di vista ottico l’allumina può essere traslucente e ciò deriva oltre che dal processo
produttivo anche dal materiale di partenza.
Per quanto riguarda le proprietà elettriche è il più venduto materiale tra i ceramici grazie al suo
elevato potere dielettrico. Non è inoltre da trascurare l’utilizzo in campo medico essendo questo
materiale bioinerte ( le cellule umane non lo riconoscono né come affine né come pericoloso).
Schema di processo per la produzione di allumina
Il materiale di partenza è la bauxite (minerale molto abbondante nella crosta terrestre ) .
10
La bauxite, allo stato naturale, contiene, oltre all’Al(OH)3, dei contaminanti ed in particolare una
gran quantità di ferro (Il ferro è sostituibile all’alluminio in termini di raggio cationico, valenza ecc.
ecco perché la bauxite allo stato naturale è rossa).
Il materiale una volta prelevato dalle cave è macinato (grinding) ed immesso in un reattore chimico
(digester) nel quale applicando temperature e pressioni piuttosto elevate, alla presenza di soda, si
permette all’Al(OH)3 di formare un composto anionico Al(OH)4- che va in soluzione.
I contaminanti possono così essere separati dal composto che a temperatura ambiente riprecipita
come idrossido.
(Un problema che riguarda il processo Bayer e che il sodio non può essere eliminato
completamente).
Dopo il digester c’è il setting tank che permette di separare la soluzione di Al(OH)- dai
contaminanti “RED MUD ”. La soluzione così purificata è fatta raffreddare nel cooler e fatta
precipitare nel precipitator.
Una volta lavato e classificato l’Al(OH)3 può essere venduto così com’è col nome di Higlite.
Questo materiale è molto importante dal punto di vista industriale perché, essendo inerte (fino ad
una certa temperatura) ed avendo un basso costo, può essere utilizzato come riempitivo (filler) di
materiali plastici ( si lega molto bene con questi). L’Al(OH)3 in polvere è un ottimo protettivo
termico perché, riscaldato ad alta temperatura, ha una fortissima entalpia di reazione per convertirsi
in allumina (assorbe molta energia).
Una volta convertito in allumina è un materiale estremamente inerte, resistente e se proviene da una
reazione veloce è anche molto poroso, isolante e protettivo termico attivo.
La trasformazione da idrossido d’alluminio in allumina è un processo che comincia a temperature
superiori a 100 °C evolvendo acqua e ha termine, con una completa disidratazione dell’idrossido,
intorno ai 500 °C (è un processo lungo che richiede molta energia)
Industrialmente se si vuole ottenere allumina si prende l’idrossido, ottenuto per precipitazione, è
s’immette in un forno rotativo leggermente inclinato (rotari klin), in questo modo si ottenere un
processo continuo.
Le polveri d’idrossido entrano nell’estremità più alta del forno e grazie al gradiente termico (la
temperatura è più bassa alle estremità e più alta al centro) subiscono un trattamento termico che le
converte in allumina.
Esistono vari tipi d’allumina, quella che ci interessa più da vicino è l’allumina che si ottiene
portando l’idrossido ad una temperatura superiore ai 1100 °C.La forma cristallina di tipo è anche
chiamata Corindone e nella forma perfetta è detta Zaffiro.
11
Mulini per ceramici.
Le polveri ottenute sia da un processo termico (come il Bayer), sia dal materiale fuso e poi
raffreddato devono essere trattate, la prima cosa da fare,essendo in presenza d’agglomerati, è quella
di ridurre la granulometria attraverso i mulini (mill) per ceramici.
Esistono vari tipi di mulini :rotary crusher (funzionano come un macinino da caffè) ,hammermill (a
martello), crushing rollers (con rulli) .
Più le polveri sono fini maggiori sono i costi di produzione sia perché il materiale macinante si
consuma sia perché l’energia richiesta è elevata .
Per ottenere granulati delle dimensioni di mm la tecnologia che si usa è quella dei rotary crusher o
hammermill. Se le dimensioni che si vogliono ottenere sono molto inferiori la tecnologia usata
quella de mulino a palle.
Questo mulino è costituito da un cilindro che contiene al suo interno delle biglie ceramiche molto
dure a base d’allumina. Una volta messo in rotazione le biglie all’interno, raggiunta un certa altezza,
ricadono schiacciando e frantumando i granuli ceramici che si trovano in mezzo. Con questa tecnica
si possono ottenere polveri ceramiche fini delle dimensioni della frazione del m.
Nello scema della slide si può vedere che in funzione delle dimensioni d’alimentazione (feed size) e
di quelle che si vogliono ottenere (product size) si devono utilizzare diverse tecnologie di
macinazione.
I mulini a palle possono lavorare a secco e in umido. La macinazione più efficace è quella in umido,
lo svantaggio e che le polveri devono essere essiccate.
Variazione del numero di unità Al2O3 per particella in funzione del diametro della
particella.
Le polveri ceramiche possono essere suddivise in base alle dimensioni.
La polvere propriamente detta (powder) ha dimensioni che vanno dal m al centinaio di m e si
presenta come agglomerati di grani di polvere per questo motivo è detto granulato. Ciò che si trova
al di sotto del m è detto colloide perché le dimensioni di queste polveri sono tali che immesse in
un solvente non riescono a sedimentare ma restano in sospensione.
Questo dipende dal fatto che la forza necessaria alla sedimentazione che dipende dal proprio peso
non riesce prevalere su tutta una serie di altre forze (elettrostatiche , dipolo-dipolo ecc.).
Un sistema per separare un colloide da una soluzione è la centrifugazione.
Distribuzioni granulometriche ed impacchettamento.
12
Una volta ottenute le polveri queste devono essere controllate per stabilire la granulometria e
miscelarle in modo opportuno. La miscelazione è un fattore molto importante nella formulazione di
uno slip. Se utilizzassimo polveri tutte delle stesse dimensioni l’impacchettamento ottenibile
sarebbe molto basso. Questo si verifica se le polveri oltre ad essere tutte delle stesse dimensioni
hanno anche forma irregolare (la forma sferica assicura un migliore impacchettamento).
Nel 1° grafico della slide si nota che per avere una riduzione del volume specifico di
impacchettamento, in un sistema costituito da polveri fini e grosse, è necessario miscelare il 70% di
polveri grosse (coarse) con il 30% di polveri fini.
Il 2° grafico rappresenta delle curve cumulative utili per stabilire le dimensioni delle polveri. Queste
curve esprimono la quantità delle polveri suddivise in base alle dimensioni. Sulle ascisse c’è la
dimensione delle particelle e sulle ordinate la massa cumulativa (quella che si somma). Per
determinare la quantità di massa di particelle che hanno una dimensione inferiore ad una data basta
considerare l’intercetta sul grafico della curva cumulativa. La curva designata con D=64%
rappresenta una possibile distribuzione monomodale di particelle fini , cioè una distribuzione di tipo
gaussiano centrata in un certo punto.
Se si esegue la derivata della curva cumulativa si ottiene la distribuzione in frequenza .
Quando una curva si porta da un valore 0 % ad uno 100% senza gradini la distribuzione è di tipo
monomodale , questo vuol dire che le particelle hanno tutte una certa dimensione che oscilla intorno
ad una dimensione media. Quando si ha un profilo a gradini (es. D=77% a due gradini) significa
che una certa quantità di polvere ha una dimensione che varia intorno ad una media, la restante ha
un’altra dimensione che oscilla sempre intorno alla stessa dimensione media. Nel caso della D=77%
si ha che il 20% è sotto i 2 m e l’80% ha una dimensione superiore.
Una distribuzione di questo tipo è ideale per un buon impacchettamento.
Tecniche granulometriche.
Una volta asciugate le polveri sono setacciate attraverso dei setacci (messi in vibrazione e in
cascata) a partire dal setaccio a maglie (mesh) più grosse ,che è posto più in alto, fino a quello a
maglie più piccole ,posto alla fine. Le polveri a secondo delle dimensioni rimangono intrappolate
nei vari setacci e si ottiene una separazione per classi granulometriche.
Questo tipo di separazione non può essere utilizzato per separare polveri più piccole di qualche
decina di m perché non si possono utilizzare maglie più sottili di queste dimensioni.
La tecnologia che si utilizza per polveri di dimensioni inferiori è quella a base elettrica e a base
ottica.
13
Un esempio di misura elettrica è il granulometro a capillare che sfrutta la variazione di corrente che
circola tra due elettrodi in una soluzione durante il passaggio di un granulo di polvere attraverso un
capillare.
Un esempio di misura ottica è quella della diffrazione del raggio laser che sfrutta la legge di Mye.
Quando un raggio laser colpisce una particella o è rimandato indietro o è deviato (scatterato) di un
certo angolo che è tanto maggiore quanto minore è la dimensione della particella. Queste tecniche
consentono di misurare particelle di frazioni di m fino ad 1m.
C’è in ogni caso un problema di lettura di questi dati perché una misura che da una distribuzione
bimodale potrebbe essere causata da una forte asimmetria delle polveri, in questo caso è necessaria
qualche informazione preliminare (la struttura delle particelle dipende oltre che dal tipo di
macinazione anche dalla struttura cristallina, una struttura lamellare tende a formare granuli piatti).
Se si vogliono effettuare misure su particelle colloidali si utilizza la fotocorrelazione ottica che
permette di individuare particelle submicroniche. Questo sistema si può spiegare partendo dai
principi del moto Browniano . I sol colloidali vibrano nella soluzione hanno un moto termico.
Questo moto diventa collettivo e dipende dalle dimensioni, misurando lo scattering ottico dovuto al
moto collettivo e sfruttando la fotocorrelazione ottica si possono misurare le dimensioni delle
particelle colloidali.
Ovviamente dal punto di vista visivo già può essere fatta una prima stima di quello che c’è in una
soluzione. Il principio fondamentale e che interferiscono con la luce le particelle che hanno
dimensioni almeno dell’ordine di grandezza della luce ( 400-700 nm) per cui iniziano ad interferire
con la luce particelle che hanno dimensioni superiori ai 50 nm .
Ciò che ha dimensioni molto inferiori ( 3-10 nm) non scattera la luce e quindi una sospensione
colloidale con particelle così piccole appare trasparente (se una soluzione appare torbida significa
che le particelle sono dell’ordine di 20-40 nm, se appare lattiginosa le dimensioni degli aggregati
sono 100-400 nm).
Apllication of alluminas (catalogo commerciale).
La tabella nella slide mostra l’applicazione più o meno adatta in funzione del tipo di allumina (cioè
in funzione delle dimensioni e della purezza) .
Position of alluminas.
La slide mostra un grafico in cui in ordinata è riportato il grado di purezza dell’allumina ( più ci si
allontana dallo zero maggiore è il contenuto di soda Na2O), in ascissa è riportata la dimensione del
grano cristallino.
14
Quello che conta dal punto di vista della reattività e della sinterizzabilità è la dimensione del grano
cristallino che compone il grano di polvere .
In alcuni casi il grano cristallino coincide col grano di polvere in altri casi il grano di polvere è un
aggregato di grani cristallini .
La ripartizione in ultimate crystal size va da un grano molto fine che è ottenuto trattando le polveri
di idrossido ( Boemite ) solo alla temperatura che gli consente di trasformarsi in allumina o quasi
ma che non gli consente di crescere ( più aumenta la temperatura più aumentano i fenomeni di
aggregazione e crescita delle particelle ).
Le particelle vengono classificate dal punto di vista granulometrico- composizionale standard e
coarse quando ci sono particelle dell’ordine del m. quando le dimensioni cristalline sono tali da
dare un’allumina tabulare o sferica (dimensioni grosse) queste polveri hanno una reattività bassa.
Diminuendo il contenuto di soda e tenendo basse le dimensioni cristalline si ricade nell’ambito delle
termaly reactive ( sono delle polveri molto reattive che cominciano a sinterizzare a 1500 ° C ).
Quando le particelle sono grosse per la sinterizzazione occorrono temperature alte (1700 °C) e non
è detto che sinterizzino bene ( se all’interno includono un poro difficilmente riescono ad espellerlo)
Grafico sintering properties.
L’allumina ha una densità teorica di 3,96-3,98 g / cm3 questo nel caso di cristallo ideale.
A secondo dell’ultimate crystal size si nota che utilizzando grani grossi (spherical) la densità del
sinterizzato scende drasticamente.
La migliore densificazione si ottiene con allumine fini e più pure (UA).
Typical properties (catalogo commerciale)
Nella slide sono riportati i principali tipi di impurezze : ossido di ferro , ossido di silicio , ossido di
sodio , ossido di magnesio.
L’impurezza che caratterizza maggiormente le polveri di allumina è l’ossido di sodio perché
,essendo un materiale alcalino ,è quello più perturbante dal punto di vista delle temperature .
La gravità specifica è quella che riguarda la densità del singolo grano ( come si può notare è 3,96 g
/ cm3 .
Un altro parametro molto importante è il mean particle size ,cioè la dimensione media delle
particelle, questo valore è messo a confronto con l’ultimate crystal size ,cioè con le dimensioni del
grano cristallino.
La bulk density è suddivisa in loosed ,taped , pressed ( polveri sciolte compattate pressate ). Questa
suddivisione nasce dal fatto che più le polveri sono fino più in aria tendono a stare separate (la
15
densità arriva a 2,6 g / cm3) con un conseguente problema nel trasporto ( sacchi molto ingombranti
ma con poca polvere).
I due parametri più importanti per i ceramisti sono il ritiro lineare linear strench e la fire density
cioè la densità raggiungibile in determinate condizioni.
Il ritiro lineare è specificato sotto certe condizioni particolari fornite dal costruttore (con o senza
agente flussante MgO).
3a lezione 14-03-2003
16
Flocculazione e deflocculazione.
Consideriamo ora le polveri nel solvente. Più le dimensioni delle polveri decrescono più le
interazioni reciproche diventano sempre più probabili anche per piccole frazioni volumetriche di
solido.
La flocculazione è il fenomeno di aggregazione delle particelle di polvere nel liquido che può
portare anche alla gelificazione dello slip.
Esistono diversi meccanismi di gelificazione :
le polveri hanno una certa carica e siccome nel liquido ci sono degli elettroliti questi tendono in
qualche modo a far attrarre elettrostaticamente le polveri .
se si usano miscele di polveri di natura diversa con potenziale zeta differente queste si attrarranno
reciprocamente.
Se le polveri hanno forme particolari per cui una zona è caricata in un certo modo ed un’altra nel
segno opposto queste zone si attrarranno .
Attrazione dovuta alla presenza sulle polveri di polimeri o colloidi bridge.
Questi fenomeni sono molto dannosi perché trasformano uno slip colabile in una massa solida
inutilizzabile.
Quello che si utilizza per disperdere una soluzione di polveri ceramiche tecniche, che non si
stabilizzano naturalmente come fa un’argilla in una barbottina, è l’aggiunta di surfattanti o
polielettroliti anionici.
I surfattanti sono delle molecole organiche che hanno una terminazione polare ed una non polare .
Questa struttura è tipica dei tensioattivi del sapone che con la parte non polare si legano allo sporco
e con la parte polare all’acqua lavando via lo sporco stesso.
Le particelle di sporco precedentemente non polari sono rese polari dalle micelle dei tensioattivi e
solubili in acqua.
Queste stesse molecole tensioattive possono avere la funzione di deflocculare (specialmente quando
si usano polveri ceramiche a base di ossidi ceramici ed in generale materiali ceramici di tipo
ionico).
Gli ossidi ceramici solubili in acqua attrarranno la parte polare dei tensioattivi la coda di queste
molecole ,che è non polare,rappresenterà un ingombro sterico impedendo ,per quanto forti siano i
meccanismi di attrazione , di far flocculare le particelle.
Un meccanismo alternativo prevede l’utilizzo di polielettroliti anionici. Questi ,essenzialmente dei
polimeri a base acrilica che contengono delle cariche (contengono dei gruppi OH- che si caricano
negativamente).
17
I polielettroliti anionici in soluzione hanno una grossa probabilità di attorcigliarsi intorno alle
particelle di polvere contribuendo a caricarle maggiormente o comunque a cambiare il loro stato di
carica.
Sedimentazione di sospensioni flocculare e deflocculate.
le soluzioni ben deflocculate sedimentano compattandosi bene perché , non formando degli
aggregati , non possono lasciare degli interstizi ( caso a). Le sospensioni flocculare (caso b ) nella
sedimentazione lasciano molti vuoti e questo fa sì che il green ceramico abbia una consistenza
molto porosa , dando problemi di fragilità e di rottura a causa del grande ritiro durante la
sinterizzazione.
Alcuni autori raccomandano comunque una deflocculazione non perfetta ,per non impedire il
processo di drenaggio da parte dello stampo a causa di uno strato di green troppo denso.
Deflocculazione.
Come si è detto c’è una naturale tendenza delle particelle ceramiche , se non sono caricate, ad
incontrarsi nella soluzione e a flocculare. Consideriamo ora delle particelle colloidali. La teoria per
cui queste particelle rimangono sospese è quella per cui la loro energia cinetica deve essere
comunque inferiore alle forze repulsive che si vengono creare tra le particelle. Tipicamente
l’energia cinetica delle particelle colloidali viene assunta pari a 10 volte la costante di Bolzman per
la temperatura.
Due particelle che hanno questa energia cinetica e che si muovono l’una verso l’altra devono avere
un potenziale elettrostatico negativo tale da permettergli di non scontrarsi. La carica sulle particelle
viene chiamato potenziale (si tratta del potenziale netto efficace che la particella possiede in una
soluzione). In generale una buona azione di separazione si ottiene per un potenziale di 25 mV
anche se potenziali inferiori possono già stabilizzare le particelle.
Teoria del doppio strato elettrico.
Naturalmente una particella può essere carica ma non è detto che in soluzione quella particella
abbia la stessa carica ,infatti, nel momento in cui viene immersa in un solvente di carattere polare ci
saranno tutta una serie di controioni (cioè ioni opposti alla carica iniziale) che si legheranno
elettrostaticamente alla particella. Insieme alle cariche legate si formano tutta una nuvola di
particelle con un regresso della concentrazione di carica.
Se all’interno della soluzione si genera un campo elettrico le particelle cominceranno a muoversi
secondo l’effetto complessivo di tutte le cariche assorbite. Quando si mette in moto una particella
18
questa trascinerà solo le cariche che interagiscono più efficacemente con lei. In questo modo si
genera un piano di scorrimento localizzato oltre il primo strato delle cariche fortemente legate. Si
può pensare che il concetto di potenziale sia legato al potenziale che c’è ad una certa distanza dal
centro della particella, cioè quella distanza ,superata la quale, gli ioni vengono lasciati dalla
particella in movimento sotto effetto del campo elettrico.
Al di là della carica netta dalla particella quello che conta è il bilanciamento di carica fra la carica
della particella e quella assorbita fortemente. Quindi in prossimità del piano di scorrimento si può
definire il potenziale come il potenziale efficace che serve a trascinare la particella.
Il potenziale definito in questo modo si può misurare sperimentalmente perché è collegato al moto
della stessa particella. Se si mette in movimento una particella si andrà a misurare una certa velocità
e che dipenderà dalla viscosità della soluzione e sarà in qualche modo proporzionale al potenziale
. misurando la velocità e conoscendo le costanti dielettriche ,il campo ,la costante di Henry si può
risalire al potenziale .
Potenziale e punto isoelettrico
In figura si può vedere la particella caricata negativamente ed il primo strato di controioni positivo.
Oltre il primo strato può venire attratta un’altra serie di cariche. In prossimità di tutte le particelle
che sono attratte in maniera forte si può andare definire quello che si chiama il doppio strato ,cioè la
distanza shear rate in corrispondenza del quale si definito il potenziale .
Il potenziale dipende dal pH della soluzione nel senso che la quantità di ioni e controioni assorbiti
dalla particella dipendono dalla quantità e dal tipo. Il pH non è altro che l’espressione della
concentrazione degli ioni H+ o OH-. A secondo del numero di ioni presenti nella soluzione si
possono avere valori differenti del potenziale . Ad esempio per valori molto alti dell’acidità
(vicini ad 1) il potenziale deve essere molto probabilmente positivo.
Se partendo da una soluzione molto acida cominciamo ad aggiungere una base ( NH 4OH ) si fa
virare il potenziale da valori molto positivi a valori meno positivi e si arriverà al punto in cui il
potenziale sarà nullo. Continuando ad aumentare il pH ( aggiungendo come faremo noi
polielettroliti anionici ) dallo zero si passerà a valori meno negativi del potenziale . Il punto in cui
potenziale è zero si chiama punto isoelettrico (I E P) che è il punto di massimo rischio di
flocculazione per polveri ceramiche. Nel caso in figura l’I E P coincide con un valore di pH = 7 ci
possono essere polveri anche con due I E P ( sostanze anfotere come l’allumina ). Il I E P non è
sempre a pH = 7 dipende dal tipo di polvere utilizzata.
19
Se ad esempio le particelle hanno natura acida come SiO2 in soluzione tenderanno ad avere natura
acida e per potarla al punto isoelettrico ci vorranno molti più controioni di quanti sarebbero
necessari per una soluzione di carattere basico.
Il grafico nella slide spiega come controllare la viscosità della soluzione che è intimamente legata al
potenziale . Andando ad aumentare la quantità di polielettroliti non si fa altro che aumentare in
termini assoluti il potenziale . in realtà come si può vedere anche andando ad aumentare in
maniera indefinita il la quantità di polielettroliti alla fine si perde la sua efficacia ( esiste un valore
ottimale di polielettroliti da utilizzare ) .
Propeties of slurries (manuale )
E ‘ riportato l’andamento della concentrazione in peso del disperdente in funzione della viscosità.
High purity alluminas
L’aspetto delle polveri sinterizzate è quello di grani tutti legati fra di loro. L’aspetto traslucente è
dovuto alla perfetta saldatura e adesione dei grani.
Sintering properties of high purity alluminas
La capacità di sinterizzazione valutata come la tendenza di raggiungere la densità teorica ( 3.96)
varia a secondo delle polveri e della temperatura e ci sono dei valori limite per cui una certa polvere
,a meno che non si scaldi ,molto non riesce a superare.
Quando si aiuta il sistema con MgO , anche in piccole quantità ( inferiori allo 0,01 % ), i valori
teorici di densità si raggiungono già a 1550 °C.
4a lezione 24-03-2003
Forming Methods.
20
Le variabili in gioco nella densificazione sono il tempo,la temperatura,l’atmosfera e dal punto della
validità del test che dobbiamo fare, importante è la misura della densità.Solitamente si fa
riferimento ai grafici tempo –temperatura –pressione; la pressione è molto utilizzata nelle tecniche
di formatura a freddo. I processi di formatura a freddo in pressione possono essere di due tipi. Se la
pressione viene applicata uniassialmente, premendo all’interno di uno stampo con un pistone
uniassiale, nel caso si utilizzino delle polveri impastate al legante il processo prende il nome di cold
uniaxial pressing; se invece la pressione viene applicata in tutte le direzioni il processo prende il
nome di isostatic pressing. Questo secondo caso si realizza andando a mettere il campione ceramico
in un contenitore metallico; se è a freddo si aggiunge anche un silicone che ha la capacità di
contrarsi. Dopo si mette il green investito con il silicone in un autoclave e si applica una pressione
utilizzando, ad esempio, del gas. La pressione del gas può arrivare intorno ai 200-300bar ed è tale
pressione che compatta e che densifica il materiale.Comunque i processi appena citati sono processi
di stampaggio a freddo; nel caso di formatura a caldo si parla di hot uniaxial pressing o hot
isostatic pressing.
Questi processi fanno un uso combinato di pressione e temperatura ed il vantaggio rispetto alla
messa, fisicamente, in forno risiede nel fatto che l’applicazione di forti pressioni anche di centinaia
di bar fa si che ci sia un'aggiunta in più alla variazione di energia libera di Gibbs. Questo significa
che il termine Pdv di riduzione di volume del materiale risulta in volume del materiale risulta in
ffinché densifichi bene chiudendo tutti i pori anche dove c’è aria che tenderebbe a non densificare.
In questo modo si può densificare bene il materiale anche a più basse temperature. Quindi con
queste tecniche si ottengono materiali di qualità migliore in termini di porosità, di crescita non
abnorme dei grani. Il problema di questa tecnica è che è molto costosa; basti pensare ai grossi forni
che si utilizzano dove si raggiungono pressioni elevatissime che possono renderlo una bomba.
TYPICAL CEMENTATION REACTION IN CERAMIC SYSTEMS
Facciamo ora un richiamo sulle tecniche di formatura a freddo dei materiali ceramici avanzati per
quanto li dovremmo chiamare cementi. In realtà senza applicare la temperatura bensì facendo
avvenire delle reazioni chimiche anche a basse temperature possiamo pensare di consolidare un
materiale ceramico. Questa è la tecnica più utilizzata per realizzare i mattoni refrattari dei grossi
forni, elementi di cui fare le camice interne dei forni, etc.
Un celebre legante idraulico, oltre al gesso è l’alluminato tricalcico. Questo per reazione con
l’acqua forma un composto, un idrossido di calcio alluminio che è una sorta di gel, un materiale che
solidifica in soluzione diventando una struttura microporosa. Questa struttura consente di fare presa.
Una cosa che spesso si fa è utilizzare l’alluminato tricalcico in piccole quantità di 4-5% -10%
21
mischiato poi all’allumina di grosse dimensioni che ha difficoltà a sintetizzare. Un impasto di 8090% di grossi grani di allumina e cemento alluminoso costituisce un materiale refrattario che può
arrivare a temperature di 1800° senza bisogno di sintetizzarlo ma semplicemente facendogli fare
presa grazie alla reazione a bassa temperatura.
Per quanto poi i gruppi OH che si formano, quando il mattone refrattario verrà utilizzato, si
decomporranno e comunque si formeranno ossidi di calcio alluminio sufficienti a tenere compatto il
materiale. Naturalmente, essendo refrattari e avendo una certa capacità di isolamento termico,
hanno performance non elevatissime come quelle dei materiali sinterizzati.
Un’altra reazione tipica è quella che si ottiene facendo reagire l’allumina con l’acido fosforico.
Questa reazione è molto utilizzata dagli odontotecnici quando fanno gli stampi in cui fare la colata
dei metalli. In altre parole gli odontotecnici non sinterizzano gli stampi ma utilizzano questi cementi
a base di acido fosforico allumina, silice per fare uno stampo ceramico refrattario.
Un altro sistema è il sodium silicate cement. Si tratta di un cemento ottenuto per impasto di sodio
silicato che in alcune concentrazioni può essere addirittura liquido: infatti prende anche il nome di
water glass. Questo composto a seconda della quantità di sodio, può essere liquido ed essere
considerato una sorte di legante liquido che reagisce dopo che è essiccata tutta l’acqua che lo
impasta nel materiale refrattario.
La reazione del silicato di sodio con la sabbia, ad esempio, è quella che si utilizza in fonderia nei
processi in cera persa. Si impasta il silicato di sodio liquido e lo si essicca semplicemente
mettendoci dentro degli additivi, dei catalizzatori. Il silicato, durante l’essiccazione, fa presa e
consolida la forma; ovviamente il consolidamento è molto relativo nel senso che in fonderia, una
volta colato il metallo, la forma possa essere rotta facilmente.
DIAGRAMMA TERNARIO E DIAGRAMMA DI FASE SIO2 – Al2O3
Supponiamo di voler conoscere la composizione del punto tracciato nel centro del diagramma. La
regola da seguire prevede, nel caso si volesse conoscere la percentuale di SiO 2, di tracciare un
segmento passante per il punto di cui si vuole conoscere la composizione e parallelo al lato del
triangolo opposto al vertice su cui si trova SiO2 pura. Applicando la regola della leva si ricava che
la quantità di silice è data dal rapporto AB/BD. Analogamente si ricavano la quantità di CaO come
rapporto EC/BC e quella di Al2O3 come rapporto BF/BC. La cosa che semplifica di circa il 50%
l’operazione di calcolo è quella di poter fare la lettura su un unico segmento. Ragioniamo ad
esempio sul segmento BC e consideriamolo unitario. Sappiamo già che la frazione BF rispetto a BC
rappresenta Al2O3 mentre EC rispetto a BC rappresenta CaO quindi automaticamente la quantità di
silice è il terzo segmento restante.
22
La posizione dei principali refrattari a base di silice o dei cementi si può leggere in un unico
diagramma. Infatti questi materiali sono accomunati dallo stare dentro lo stesso diagramma ternario.
I cementi silicatici stanno sul segmento CaO-SiO2 mentre i cementi alluminati stanno sul segmento
CaO-Al2O3. Una combinazione di tutti e 3 porta alla formazione di una fase liquida cioè ad un
prodotto che trovandosi vicino all’eutettico può dare origine ad una fase vetrosa. Molto più
strategico ed importante per i ceramisti è però il segmento che si trova fra SiO2 e Al2O3.
Nel diagramma c’è una piccola zona vuota perché c’è l’eutettico che è basso fondente. Continuando
poi su questo lato troviamo fire brick, mullite cioè tutti materiali silicatici refrattari per i forni con
temperatura di utilizzo fino ai 1400°.Più alto è il contenuto di Al2O3 e più alta è la temperatura di
esercizio. La continuità di SiO2 e Al2O3 è interrotta dal fatto che esiste un composto intermedio
che si chiama mullite e che cade in una piccola regione tra il 72% di Al2O3 ed il restante SiO2.
Tutto ciò che sta a sinistra del composto mullitico è una miscela di silice e mullite, ciò che sta
invece a destra è una miscela di mullite ed allumina. L’allumina è un bellissimo materiale dal punto
di vista della resistenza termica quello che però le manca è la resistenza agli shock termici che ha
invece la mullite che presenta un coefficiente di espansione termica pari alla metà di quella
dell’allumina. Grazie alla sua forma cristallina più complessa, ha maggiore resistenza a creep
dell’allumina e inoltre, sottocarico, un composto mullitico sui 1500° si deformerà meno di quanto
si deforma un composto di pura allumina. L’allumina da sola è estremamente refrattaria, fonde a
2050°, ha un’inerzia chimica elevatissima e miscelata può avere proprietà meccaniche che
normalmente non ha.
ARIA e FUOCO
L’argilla ed l’acqua impastate formano l’oggetto, il green; l’aria può essere pensata come
l’elemento essiccante dell’argilla mentre il fuoco come l’elemento che lo consolida.
CICLO TERMICO DI SINTERIZZAZIONE DELL’Al2O3
Vediamo ora cosa succede ai materiali ceramici quando li mettiamo nel forno. Prendendo sempre
l’allumina come punto di riferimento esaminiamo il diagramma delle proprietà termomeccaniche a
carico libero(senza carico). Andiamo, cioè, a vedere come varia l’espansione o la contrazione ∆l/l al
variare della temperatura in un green ceramico ottenuto con uno slip casting o in un green con
dentro un legante organico come il polivinalcool, cera o altri materiali che lo tengono unito. Se
cominciamo a scaldare il green nell’intervallo di temperatura che va da 0° a 500° soprattutto quando
contiene un materiale che lo lega come una fase plastica si comporta in maniera strana. La curva
sale e scende ed inoltre ci sono dei picchi non ben identificati. Questa è la regione più critica del
23
trattamento termico di un materiale che contiene elementi plastici perché è la regione in cui avviene
l’eliminazione termica del materiale organico. In altre parole ciò che brucia si decompone e non è
più una fase legante quindi il materiale risulta delicatissimo. Se poi la fase organica brucia troppo
velocemente, evolve del gas che crea delle tensioni interne che possono portare alla rottura del
materiale. Lo stessa situazione si può pensare avvenga quando sulla superficie delle particelle sono
presenti gruppi idrossidi OH o dell’acqua assorbita fisicamente o chimicamente all’interno del
materiale. In particolare quando si parla di ceramici tradizionali come l’argilla l’acqua è proprio
parte integrante della struttura cristallina cioè si sa già dall’inizio che l’argilla contiene oltre
all’acqua dell’impasto anche un’acqua di cristallizzazione che deve essere eliminata. Anche in
questo si deve fare molta attenzione perché questa acqua creando vapore, bolle rende il trattamento
termico di un materiale ceramico a basse temperature, all’inizio, un evento molto critico.
Tipicamente il grosso della sostanza organica e dell’ acqua vengono persi dal materiale
nell’intervallo che va da 0° a 500°. Al di sopra dei 500° la sostanza organica e l’acqua sono quasi
del tutto assenti. La combustione avviene in aria perché, se così non fosse, il materiale organico
darebbe un residuo carbonioso che potrebbe rimanere così come è oppure potrebbe reagire con gli
ossidi formando degli ossicarburi.
nota: molto importante sull’effetto finale della sinterizzazione è il tipo di atmosfera che si utilizza.
Nel caso ad esempio dell’allumina i pori contengono aria che è 80% azoto,20% ossigeno,idrogeno,
etc. Il poro chiuso contiene dell’ aria intrappolata che rimanendo dentro per quanto la si compatti
costituisce un difetto insormontabile. Quindi se è presente questa aria sarà difficile chiudere e
sinterizzare alla densità teorica un’allumina soprattutto perché l’azoto contenuto nell’aria è
insolubile nell’allumina per cui rimane dentro i pori chiusi. Naturalmente se non è presente aria nei
pori questi possono collassare. Se non ci si può permettere un forno da vuoto una soluzione
potrebbe essere quella di creare un’atmosfera di sinterizzazione alternativa all’aria, un’atmosfera
tipo l’ossigeno. La solubilità dell’ossigeno nell’allumina essendo l’allumina stessa fatta di ossigeno
è elevata per cui se un poro, alla fine del processo di sinterizzazione, contiene inclusioni di
ossigeno è facile che queste vengano trasportate via dal reticolo stesso del materiale. Anche
l’idrogeno ha una certa mobilità nell’allumina.
Tra 0° e 500° si ha anche un piccolo ritiro dovuto semplicemente al fatto che il materiale organico
decomponendosi fa spazio e quindi la polvere può ritirarsi leggermente. Tra i 500° e la temperatura
precedente all’inizio della sinterizzazione cioè la temperatura alla quale i fenomeni di
sinterizzazione incominciano a diventare prevalenti, il materiale in se per sé risulta inerte cioè
24
rimane fermo e l’unica cosa che fa è quella di espandersi seguendo la legge di espansione termica
intrinseca. Dopo, quando si supera una certa temperatura, si ha l’innesco di fase di ritiro. L’innecso
di questa fase dipende dalla pressione,dall’atmosfera gassosa,dagli additivi di sinterizzazione; ad
esempio il materiale sinterizzato con 0.2% di magnesio a 1100° risulta già molto duro e si fa fatica a
levigarlo. Una volta iniziata la sinterizzazione si innesca questa caduta libera a valori negativi del
ritiro per via della compattazione e densificazione del materiale. Informazioni utili alla
sinterizzazione si possono ottenere con le tecniche termoanalitiche come ad esempio, la DSC o la
termogravimetria. Il primo tratto di cui si capisce ben poco, può essere analizzato con la tecnica
termogravimetrica. La curva che si ottiene con tale tecnica è contraddistinta dal fatto che tra 300° 500° presenta una grossa variazione in termini di percentuale di peso. Quindi le curve
termogravimetriche confermano il fatto che la fase critica è la fase che arriva a 500° cioè è la fase in
cui avviene la combustione. Ovviamente non si può pensare che a 501° tutto sia stato bruciato
perché c’è un’inerzia del processo. Una soluzione potrebbe essere quella di mantenere il materiale a
quella temperatura per un certo lasso di tempo fino a quando la combustione degli organici non è
completata oppure si potrebbe procedere riscaldando lentamente. La termogravimetria è una tecnica
importante perché fornisce informazioni sulla durata della fase critica di rimozione degli elementi in
più presenti nel materiale ceramico. La DSC è invece molto utile perché indica eventuali
trasformazioni di fase. Se si registrano dei picchi di calore vuol dire che si sta nel mezzo di una
trasformazione.
Un oggetto più grosso senza aggiunta di resine a tenerlo in mano con il suo peso si rompe. La
resina, il legante che si aggiunge allo slip è necessario per dare un’iniziale coesione al materiale.
Nel caso dello slip casting bastano piccole quantità di polivinilalcool per migliorare di molto le
proprietà meccaniche a bassa T.
Ci sono processi come quelli di formatura a secco che non si fanno con acqua in cui si gioca tutto
sulla compattazione delle polveri. Se queste non si compattano bene come appunto nello slip
casting devono essere tenute insieme da un legante che in genere è un materiale polimerico
termoplastico. Nell’estrusore il materiale termoplastico viene fuso e poi raffreddandosi consolida il
green ceramico.
Nota ( i leganti organici ) : Il polivinilalcool rappresenta un polimero lineare ed idrosolubile anche
se lo si disperde in acqua con difficoltà e va aggiunto in piccole quantità perché già il 5-10% rende
l’acqua molto viscosa e deteriora la caratteristica di viscosità dello slip. Il polivinialcool quando
asciuga, ritorna polimero duro e se è circondato da polvere ceramica contribuisce a compattarla ed a
tenerla insieme. Si tratta di lunghe catene che agiscono come se fossero dei lacci.
25
Oltre al polivinilalcool altro polimero idrosolubile che non polimerizza è la cera. Le cere sono delle
paraffine piuttosto corte come dimensione e già a bassa temperatura fondono. E’ possibile miscelare
alle polveri anche i classici polimeri termoplastici come il polipropilene, il polietilene e poi iniziare
dei processi di stampaggio a caldo. Questi materiali fondono ad una certa temperatura insieme con
le polveri, vengono inclusi in uno stampo, in un estrusore e raffreddando solidificano facendo
solidificare anche il green ceramico.
Se non si è riusciti ad eliminare tutta la massa organica a 500° e si è saliti fino a raggiungere la
temperatura di 800° accade che a 800° un’argilla normale comincia a formare una fase vetrosa.
Questa fase comincia ad imrosa. Questa fase comincia ad imchiuderlo, sigillarlo per cui il materiale
organico o l’acqua che non sono stati ancora eliminati, premono. Si tratta di gas che sta dentro il
materiale e che vorrebbe uscire per effetto dell’espansione ma se il materiale è rigido, per via
dell’espansione questo si rompe. Se è per esempio un vetro, questo schiuma cioè l’acqua per uscire
forma delle bolle sulla superficie.
Questo è un processo che si può utilizzare se si vogliono realizzare oggetti ceramici porosi. La
protezione dello shuttle a base di materiale coibentante e poroso è fatta, però, di fibre di silicio e
non da un materiale schiumato perchè le fibre sono più resistenti dal punto di vista degli shock
termici rispetto ad un materiale schiumato. Solo che quest’ultimo può raggiungere proprietà
coibentanti elevatissime ed una grossa refrattarietà.
Materiali che funzionano sul principio della schiumatura sono le porte REI 60 cosiddette taglia
fuoco perché contengono i vetri taglia fuoco. In queste porte tra due lamine di metallo sono inseriti i
materiali refrattari. I vetri taglia fuoco sono costituiti da una serie di strati di vetro vero e proprio e
da silicati alcalini idrati che a partire da 120°C incominciano a schiumare quindi evolve acqua. Se
scoppia un incendio il fenomeno dello schiumaggio rende i vetri materiale refrattari, si espandano
fino a 40 volte le dimensioni iniziali, non sono più trasparenti ma isolano. Il fuoco inizialmente
rompe i primi strati, gli altri, superata la Tg diventano plastici e iniziano a sciogliersi. Quando la T è
molto alta, rimangono però gli starti refrattari porosi.
CURVA DI RISCALDAMENTO
La curva di riscaldamento disegnata è tipica di un ciclo di cottura della ceramica tradizionale, di una
terracotta.
Tra 0° e 500°C la pendenza della curva non è eccessiva ciò vuol dire che il materiale si sta
riscaldando lentamente ( questa fase dura circa 3h ). Per essere sicuri che tutte le evoluzioni gassose
non lo rompano lo si tiene a 500°C per circa mezz’ora ( più è grosso il materiale e più lo si deve
26
fare stazionare a tale T ). Successivamente può iniziare una fase di riscaldamento più veloce seguita
però da un rallentamento quando si sta entrando nella zona di sinterizzazione ed una volta entrati in
tale fase, si deve stazionare.
Il fenomeno della sinterizzazione da stato solido è un fenomeno in cui intervengono essenzialmente
processi diffusivi. Tali processi sono caratterizzati da tempi molto lunghi quindi a seconda della
composizione chimica, della dimensione del materiale si ha un tempo di ritenzione variabile che
comunque non scende al di sotto di 1h, 2h. Più si aspetta e meglio è anche se non si deve esagerare
perché altrimenti si rischia di avere crescite abnormi dei grani cristallini.
SINTERIZZAZIONE
La sinterizzazione vera e propria può essere schematizzata grossolanamente come un processo di
trasformazione della geometria, delle dimensioni del materiale che parte dalla sua forma di polvere.
Le polveri pur avendo un alto numero di coordinazione non è detto che siano sempre molto
impacchettate. In tal caso si deve fare in modo di accrescere il numero di coordinazione e di
risistemare i grani per far si che la superficie di contatto tra i grani sia massimizzata e che sia ridotta
la superficie libera. Questo è il processo di sinterizzazione che può avvenire con una moltitudine di
meccanismi diversi tra loro.
MECCANISMI DI SINTERIZZAZIONE
Si possono distinguere tre categorie:
sinterizzazione che si accompagna con una vetrificazione: si ha la formazione di una fase
all’interno del materiale che fonde e che si trova allo stato liquido. Questa fase liquida che circonda
le particelle refrattarie che stanno nel mezzo non fa altro che compattare meglio i grani. Quello che
accade è che i grani cristallini, nella fase liquida possono riarrangiarsi meglio di quanto possano
fare a secco o nello slip e quindi possono ridurre il più possibile la fase porosa ed aumentare il
numero di coordinazione.
sinterizzazione con fase liquida: la si può intendere come una sinterizzazione in cui la fase liquida
non è tale da riempire totalmente gli interstizi della fase refrattaria. Nel casi di materiali ceramici
tecnici quello che si tende a fare è formare una fase liquida che per reazioni chimiche e
trasformazioni di fase si elimina. La porcellana delle giare è un esempio di sinterizzazione con fase
liquida.
sinterizzazione senza fase liquida: in questo caso non c’è nessuna formazione di fase liquida. La T
è al disotto di quella di fusione di ciascuna delle fasi ed i meccanismi di trasporto di massa e di
diffusione sono altri.
27
DIAGRAMMA DI FASE SILICE-MAGNESIO-ALLUMINA
In questo diagramma esiste una serie di materiali ceramici interessanti a cominciare dall’allumina
pura continuando con la silice pura fino ad arrivare a materiali ceramici tecnici ed interessanti come
la cordierite ottenuti aggiungendo del magnesio. Le marmitte catalitiche sono di cordierite. E’ un
composto di silice magnesio ed allumina con la caratteristica di avere espansione termica
praticamente nulla. Quindi quando dalla marmitta catalitica fuoriescono i gas caldi a 1000°C questi
non provocano shock termico e la marmitta non si stanca. L’allumina non sarebbe adatta perchè
spaccherebbe. L’allumina, a meno che non sia estremamente reattiva, di grana molto fine sinterizza
al di sopra dei 1700°C ( un’allumina super macinata può sintetizzare a 1500°C soprattutto
utilizzando degli additivi ). Una cosa che si fa quando si deve sintetizzare un’allumina normale di
dimensioni non spinte è quella di additivarle un composto che possa avere composizione vicina
all’eutettico.
Il diagramma di fase ternario presenta delle linee tratteggiate che sono delle linee di livello, sono le
isoterme in corrispondenza delle quali coesistono la fase solida e liquida mentre le linee più grosse
sono le zone di confine delle diverse fasi. Se prendo ad esempio il 90% di allumina e gli metto il
10% di cordierite o di talco o di caolinite, un materiale tipo l’argilla che contiene magnesio,
alluminio e silicio, questo materiale ha la caratteristica di fondere a bassa T. Fondendo a bassa T
(1350°C ) continuando a scaldare il materiale si porterà in equilibrio con l’allumina che è solida.
Questa allumina solida tenderà in qualche modo a reagire e a dissolversi secondo il diagramma di
stato per cui la composizione chimica del materiale si sposterà lungo la curva arricchendosi di
allumina. Più salgo in T e più l’allumina che sta intorno tende a reagire. Questo potrebbe essere un
fatto negativo ma in realtà non lo è perché man mano che l’allumina reagisce combinandosi con la
cordierite , con il talco fuso si porta tutto l’insieme in una regione molto refrattaria che è quella di
esistenza del corindone. Innanzitutto il materiale per quanto adesso non è più puro si trova in una
fase cristallina molto dura, una sorta di soluzione solida di magnesio-silicio-allumina per cui
partendo da una sinterizzazione con fase liquida si è avuta una fase liquida che legasse il materiale,
che facesse da agente di trasporto. La cordierite ed il talco sono due forme cristalline: la cordierite è
un composto ceramico, il talco è un fillosilicato. Entrambi però contengono magnesio, silicio ed
allumina e comunque sia il talco che la cordierite sono gia fusi a quelle T.
CLASSIFICAZIONE DEI CERAMICI TRADIZIONALI IN FUNZIONE DELLA T DI
SINTERIZZAZIONE
28
Tra i prodotti ceramici abbiamo terrecotte, faenze e terraglie che hanno una T di sinterizzazione
piuttosto bassa, non supera generalmente i 1000°C. A queste T non evolve una quantità di fase
vetrosa sufficiente a fare una sinterizzazione vetrosa vera e propria per cui è una sinterizzazione con
eventualmente fase vetrosa. Nelle faenze si hanno processi di mullitizzazione
cioè si ha la
formazione di mullite dall’argilla che contiene il silicio e l’alluminio. Comunque nelle argille
quando ci sono degli altri composti si deve sempre tener presente il digramma di fase ternario.
L’argilla che è un fillosilicato piuttosto termolabile è il primo a decomporsi anzi prima ancor di lui
si decompone il feldspato. Le T della faenza e delle terrecotte sono tali da comportare la creazione
di una fase liquida cospicua all’interno che lo compatti, lo cementiti. Quindi la pasta che compone il
biscotto, la terracotta, la faenza è un materiale ceramico tendenzialmente poroso che quindi ha
bisogno per diventare impermeabile di essere sigillato con invetriatura, con uno smalto vetroso. La
cristallina è vetrosa. Gli smalti vetrosi sono dei materiali che hanno la caratteristica di fondere ad
una T a cui il biscotto non fonde, si tratta di materiali a più basso punto di fusione. I materiali a più
basso punto di fusione si ottengono in una serie diversa di modi. Fino a poco tempo fa una tecnica
molto utilizzata era quella che usava come fondente il piombo per cui le vetrine di materiale
ceramico tipo le faenze, il coccio erano smaltati con colori di silicati in cui la presenza di piombo
fino al 30% ha l’effetto di rendere fusa la massa gia a 500°C. Nella fase dell’invetriatura il biscotto
cioè il materiale ceramico poroso viene inzuppato in una sospensione di vetro ed acqua, si ricopre di
uno strato e viene posto nel forno dove lo strato si livella creando uno rivestimento impermeabile.
Si è pensato di sostituire il piombo e di utilizzare altri additivi che abbassino la T di fusione come
ad esempio elementi alcalino terrosi tipo il calcio, il magnesio, il potassio, il sodio. Lo stagno come
metallo è basso fondente. Esso a 100°C fonde ma come ossido è estremamente refrattario. L’ossido
di stagno è quell’ingrediente che viene chiamato cristallina. Si devono distinguere due tipi di smalto
per le ceramiche tradizionali: uno smalto vetroso coprente, trasparente o colorato che però lascia
vedere il coccio posto sotto ed uno smalto che diventa opaco, bianco. Il primo in genere è un vetro
che fonde, il secondo è opaco e ciò significa che tiene al suo interno dei materiali cristallini che non
sono fusi mentre tutto il resto della pasta vetrosa lo è. E’ una sorta di sinterizzazione vetrosa al
contrario cioè invece di avere il 20% di fase vetrosa e l’80% di materiale refrattario si ha in una
cristallina una grande quantità di fase vetrosa. La faenza e la maiolica sono praticamente delle
ceramiche cotte porose rivestite da uno smalto cristallino opaco bianco su cui poi si applica la
decorazione (soprasmalto). Si tratta di colori che si spennellano sul fondo bianco che è il fondo
naturale delle faenze. L’insieme di polvere vetrosa bianca ed ossido di stagno si presenta come un
foglio di carta bianca su cui scrivere. L’ossido di stagno rappresenta in questo caso la parte
refrattaria della vetrina. Gres e porcellane si contraddistinguono per avere un alta T di cottura che
29
può arrivare a 1200° - 1300°C e questo fa si che gres e porcellane si possano ritenere sinterizzate
con un processo di sinterizzazione con fase vetrosa. La fase vetrosa si ottiene perché si stanno
utilizzando più alte T ma anche perché la ceramica che abbiamo utilizzato ha degli ingredienti
controllati molto speciali. Quindi il gres e le porcellane ottenute con sinterizzazione con fase
vetrosa in cui la fusione di alcuni elementi contribuisce a renderli materiali estremamente compatti
sono usati per pavimenti che risultano così più pregiati di quelli realizzati in terracotta perché più
resistenti meccanicamente. Se un pavimento in gres è ben densificato anche quando si invecchia, si
scalfisce o si riga, levigandolo, potrebbe ritornare allo stato originale di lucentezza mentre se si riga
un pavimento in terracotta la parte vetrosa viene meno e rimane la parte marrone dell’argilla.
Quindi la porcellana ed il gres sono materiali ceramici che al di la della loro compattezza ed alta T,
alla quale sono stati ottenuti, sono molto resistenti anche agli attacchi chimici.
Non tutti i materiali argillosi danno porcellane e gres solo perché vengono cotti ad alta T ma ci
vuole una miscela sapiente di ingredienti in modo da modulare il contenuto di materiale refrattario,
inerte, plasticizzante, fondente. Al fine di controllare gli ingredienti per ottenere porcellane e gres
viene in aiuto il diagramma ternario.
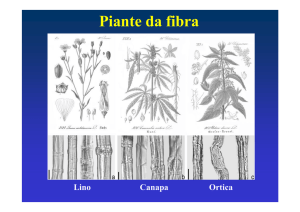
Fig.1(lucido precedente): ai vertici del diagramma ternario ci sono gli elementi puri che in questo
caso sono la silice che fa da parte inerte; il clay anche se nelle porcellane e nei gres più di valore si
parla di caolino che è un’argilla primaria particolarmente pura con poche contaminazioni alcaline,
alcalino-terrose; i feldespati che sono silicati ad impalcatura, silicati silico alluminati che oltre alla
silice e all’allumina che fanno l’impalcatura attraverso i tetraedri nello spazio, contengono una gran
quantità di spazi vuoti riempiti da cationi grossi che sono sia alcali che alcalino terrosi come sodio,
potassio, magnesio. Ciò che essenzialmente conferisce al feldspato la caratteristica di fondente è
una gran quantità di sodio e potassio che quindi ne determinano a T già molto basse la fusione. Il
lato del silica-clay rappresenta il lato più refrattario. Le porcellane dure essendo costituite
principalmente da caolino e silice sono molte refrattarie. Aumentando il contenuto di felpato si
ottengono le ceramiche dentali con cui l’odontotecnico ricostruisce una scheggia di dente o realizza
le capsule. Le porcellane cinesi hanno invece il 25% di silice, il 25% di feldspato ed il 50% di
caolino. Questa è una tipica ricetta cinise, giapponese per fare una porcellana tralucente e di qualità.
DIAGRAMMA DI FASE BINARIO
Questo diagramma si riferisce sempre ad una sinterizzazione con fase vetrosa. Il composto B è il
composto base che si vuole sinterizzare che se fosse tutto puro sarebbe ideale mentre A e l’additivo
di cui si ha bisogno per facilitare la sinterizzazione Quello che si vuole è che l’additivo formi un
30
eutettico il più possibile basso fondente rispetto alla T di fusione del composto base per avere a T
abbastanza al di sotto della T del composto una fase liquida che faccia da impasto. La solubilità
dell’additivo nel composto deve essere bassa mentre quella del composto B deve essere buona sia
nel liquido che nel solido. Se B è molto sciolto nella fase liquida, questa agisce come agente di
trasporto del materiale e quindi contribuisce alla trasformazione dei grani in modo che questi si
compattino bene e riducano la superficie di contatto.
5a lezione 26-03-2003
Gli stadi del processo di sinterizzazione.
Continuiamo a parlare di sinterizzazione con fase liquida e senza fase liquida.
Nello stadio iniziale della sinterizzazione il materiale è abbastanza compatto e può essere lavorato
con utensili perché, pur non avendo subito ritiro, sulle polveri è avvenuto un incollaggio a punti.
31
Quindi strategicamente si arresta la sinterizzazione a questo punto per eseguire lavorazioni e poi
proseguire con la sinterizzazione.
Lo stadio intermedio della sinterizzazione si classifica in base ai valori della densità che si può
raggiungere (fino al 92 % della densità teorica). A questo livello i grani di polvere si sono
riarrangiati abbastanza bene ,rimangono in ogni modo una serie di pori ( che non sono interconnessi
ed estesi come prima ).
Lo stadio finale della relazione è quello che prevede la completa eliminazione di tutti i pori nel
materiale.
Nello stadio iniziale ed intermedio della sinterizzazione i pori sono abbastanza continui tra loro ,
quando si raggiunge il 92-95%della densità teorica questi formano una fase discontinua e molto
critica da eliminare. Si utilizza per questo motivo MgO per cercare di eliminare la porosità cercando
di non indurre una grossa crescita dei grani.
Queste considerazioni valgono sia per una sinterizzazione da fase solida sia per una sinterizzazione
con una piccola quantità di fase liquida.
Forze motrici della sinterizzazione
Anche queste considerazioni di tipo termodinamico sono abbastanza generali. La sinterizzazione,
dal punto concettuale, va pensata come la tendenza de materiale a portarsi verso il minimo di
energia. Dal punto di vista termodinamico tutto ciò che può portare ad una diminuzione di energia
può determinare una compattazione.
La variazione dell’energia libera di Gibs è la ragione energetica che spiega la sinterizzazione ed è la
ragione per cui un materiale molto poroso e debolmente impacchettato aumenta la sua densità.
In maniera del tutto generale la variazione dell’energia libera di Gibs si può decomporre in tre
contributi :
Variazione di energia libera di volume.
Variazione di energia libera dovuta al rimodellamento dei bordi di grano.
Variazione di energia libera dovuta alla variazione della superficie.
( In realtà questa suddivisione vale solo per una sinterizzazione da fase solida che non coinvolge
reazioni. Se ci sono delle reazioni chimiche è necessario aggiungere i potenziali termochimica,
inoltre è da ricordare che la variazione di energia libera è anche dovuta alle transizioni di fase).
Il contributo principale dal punto di vista energetico è il lavoro svolto dal sistema per ridurre la sua
area specifica che si traduce in un G pari alla tensione superficiale per la variazione di superficie.
Quindi la riduzione di superficie per il sistema è un guadagno energetico che dà la possibilità di
cambiare forma alla materia.
32
L’area specifica del materiale, cioè la somma delle superfici di ciascuna particella che lo
compone,inizialmente è molto elevata ( stiamo considerando la polvere ). La conoscenza dell’area
specifica dopo la sinterizzazione è indice di quanto è stato efficace il processo di sinterizzazione. Se
in un sinterizzato si misura ancora un’alta area specifica il materiale presenterà una gran quantità di
pori interconnessi aperti.
Cinetica e modelli della sinterizzazione
Se si parla di sinterizzazione dallo stato solido quello che si assume e che ci sia trasporto di massa
,in questo modo il materiale può cambiare forma.
Il trasporto di massa può avvenire in tutte le fasi : nel bulk , nel liquido e nel gas. Ovviamente il
trasporto di massa nel bulk non può avvenire nelle prime fasi della sinterizzazione in cui c’è solo un
contatto puntuale tra i grani quindi, nelle prime fasi , ciò che contribuisce maggiormente è il
trasporto nel gas e sulla superficie delle particelle. Nei meccanismi di sinterizzazione viscosa ciò
che entra in gioco nelle prime fasi della sinterizzazione è il trasporto nella fase liquida.
Lucido ( particelle sferiche crescita del colletto )
In figura si può vedere il modello a due particelle che propose Frenkel per spiegare la
sinterizzazione viscosa.
Due particelle di vetro o metallo ,che hanno una viscosità non infinita, poste a contatto ,col
procedere della sinterizzazione, tendono ad aumentare la superficie di contatto saldandosi sempre
più. Il punto di contatto si chiama colletto e rappresenta , a differenza di tutte le altre parti della
sfera ,l’unica zona di concavità. Man mano che passa il tempo il colletto aumenta le sue dimensioni
diventando dello stesso ordine di grandezza della sfera e attivando sempre di più i meccanismi di
trasporto di massa.
Sinterizzazione viscosa
Perché la sinterizzazione sia viscosa almeno il 20% della fase solida deve trasformarsi in liquido.
Quello che ci si aspetta è la risolidificazione del vetro che, come si è visto per i ceramici tecnici, si
può convertire tutto in una fase che non è né amorfa né bassofondente.
Teoria della sinterizzazione viscosa
Frenkel riuscì a trovare una formula analitica per valutare il ritiro volumetrico (V/V)
esprimendolo in funzione di parametri fisici che fanno parte del processo di sinterizzazione. Il
coefficiente 9/4 deriva dalla geometria sferica considerata mentre i termini energia superficiale,
33
tempo, viscosità e dimensioni delle particelle intervengono in qualsiasi geometria che si vuole
considerare.
Il risultato principale è che attraverso il modello di Frenkel si può esprimere il ritiro volumetrico di
un materiale ,che sta sinterizzando per sinterizzazione viscosa, in funzione dell’energia superficiale
, del tempo di sinterizzazione ,delle dimensioni delle particelle e dalla viscosità.
Più sono piccole le particelle più è alto il ritiro volumetrico così come alti valori della viscosità
limitano il ritiro.
Il tempo è la variabile più facilmente controllabile ,infatti si può supporre che per tempi
sufficientemente lunghi il materiale sia completamente compattato.
Sinterizzazione del cilindro
Rivedere appunti tecnologia materiali e chimica applicata.
Sinterizzazione con fase liquida
La sinterizzazione con fase liquida interviene quando si ha una quantità in volume in volume di fase
liquida minore del 20%.
Questo meccanismo si può spiegare in due stadi successivi.
Nel 1° stadio il particolato solido refrattario che non si è sciolto è ricoperto da un sottile strato di
fluido che si è creato e che agisce da lubrificante tra le particelle. Nel 2° stadio la fase fluida che si è
formata consente, in presenza di una buona solubilità della fase refrattaria nel liquido, un buon
trasporto di massa.
La possibilità di avere un fluido, all’interno del quale il trasporto di massa è molto più veloce che in
una fase gassosa o volumica, è un accelerante del processo di sinterizzazione.
-meccanismi di trasporto
Il meccanismo trainante, dal punto di vista cinetico, è un processo diffusivo ( in qualsiasi modo esso
avvenga: nel gas, nel volume o nella fase liquida).
Quindi indipendentemente dal mezzo, il meccanismo di trasporto di massa, segue una legge
Fickiana di diffusione Je = -Ddc /dx .
Effetto delle superfici curve
Se consideriamo due sfere a contatto quello che si assume nella fase iniziale è un meccanismo di
trasporto nella fase gassosa con un’evaporazione di materia dalle zone convesse e una
ricondensazione nelle zone concave. Questo meccanismo è quello responsabile della crescita del
34
colletto. Il meccanismo d’evaporazione e trasporto nella fase gassosa è utile soprattutto nella fase
iniziale della sinterizzazione. Quello che si attiva successivamente è un trasporto dovuto alla
presenza dei difetti puntuali ( interstiziali o costituzionali ) che si spostano nel materiale.
Precedentemente si è affermato che il trasporto di massa avviene a causa di un gradiente di
concentrazione, ciò che determina questo gradiente, nel trasporto in fase gassosa ed in fase solida, è
la presenza di superfici curve.
Se ad es. si ha un liquido in equilibrio col suo gas ( acqua che ha una certa tensione di vapore
dipendente dalla temperatura ) ,man mano che la temperatura aumenta, aumenterà anche la
concentrazione di vapore nell’aria. La tensione di vapore ,presente anche nei solidi, oltre che dalla
temperatura dipende anche dalla curvatura delle superfici.
Ad una superficie convessa corrisponde una tensione di vapore maggiore che ad una superficie
concava. Quindi la presenza delle superfici curve spiega perché nella fase gassosa c’è un gradiente
di concentrazione e nel materiale c’è un gradiente di vacanze.
La presenza delle vacanze favorisce la sinterizzazione infatti spesso nell’allumina si utilizzano degli
additivi di sinterizzazione che si comportano come sostituti aliovalenti dell’alluminio (l’alluminio
ha valenza 3 un sostituto aliovalente a basse concentrazioni è il Titanio).
L’effetto di queste impurezze con valenza superiore determinano delle vacanze d’alluminio per
compensare le cariche.
Le vacanze rappresentano il sistema ideale per trasportare la massa nel materiale attraverso un
meccanismo di salto nei vuoti, l’effetto netto è lo spostamento della lacuna .
Schematizzazione dei meccanismi di trasporto
Ritorniamo alla schematizzazione delle sfere quello che succede, nel momento in cui sono a
contatto, si forma una zona concava ( il colletto ) ed una convessa ( il resto delle sfere ). Ci sono
diversi meccanismi di trasporto dalla parte convessa alla parte concava. Come si è detto i
meccanismi che si attivano per primi sono quelli che sfruttano la fase gassosa e le superfici perché il
contatto è solo puntuale.
Nel momento in cui il colletto si è formato il trasporto può avvenire nella massa con il meccanismo
descritto precedentemente descritto delle vacanze. La densificazione può avvenire solo se c’è il
trasporto di massa.
I primi meccanismi ,cioè quelli superficiali , non determinano la densificazione ma spiegano perché
nella fase iniziale della sinterizzazione c’è un ingrossamento del colletto. Una volta che i colletti
hanno raggiunto una dimensione adeguata entrano in gioco altri meccanismi di trasporto che hanno,
per esempio, come sito d’inizio i bordi di grano ( vicini ai colletti ). Queste regioni di difettosità
35
sono una sorgente di concentrazione di vacanze e quindi una ragione di trasporto di materia. Grazie
ai bordi di grano ,alle dislocazioni ecc… si può spiegare il fenomeno di trasporto di materia che
implica la densificazione.
Sinterizzazione nello stadio finale
I meccanismi appena descritti ci dicono tutto sul 1° e 2° stadio della sinterizzazione , rimane da
descrivere ciò che succede nello stadio finale. In questa fase i pori non sono più interconnessi e
rappresentano un grosso problema per il materiale.
Schematizzazione della fase finale della sinterizzazione
In questa fase i grani del materiale vedono i pori come delle piccole inclusioni sui bordi. Un grosso
grano ,a causa della sua geometria, è concavo rispetto ad un piccolo grano, ciò comporta che il
piccolo grano ha una tensione di vapore più alta. In questo modo un piccolo grano tende disperdere
materia ed un grosso grano a guadagnarla. Questo fenomeno ,denominato coarseling, può causare
un ingrossamento eccessivo dei grani (specialmente in presenza di una distribuzione granulometrica
delle polveri). Il fenomeno del coarseling è molto pericoloso nei materiali ceramici e deve essere
contrastato. La scomparsa dei piccoli grani tende ad unire ed ingrossare i piccoli pori che su di essi
risiedevano, in questo modo si creano grossi pori difficilmente eliminabili.
Un altro motivo della pericolosità del coarseling è che con l’aumentare dei grani aumentano i bordi
di grano ,la difettosità e la rugosità superficiale. A causa di tutto questo, alla luce della legge di
Griffit, il materiale diventa più fragile.
Inibizione della crescita di grano
Una strategia per evitare la crescita eccessiva dei grani è di adottare degli additivi insolubili che si
posizionano sui bordi di grano rallentando la scomparsa dei piccoli grani (es. zirconia in allumina o
titanio in allumina che a grosse concentrazioni è insolubile ).
Sintering diagram
Nella slide si può vedere un grafico in cui in ascisse c’è il rapporto tra la temperatura attuale del
materiale e la temperatura di fusione ( i valori vanno da 0 a 1 in ogni modo nella sinterizzazione
non si deve arrivare a fusione ma a 2/3 – 3 /4 la Tf ) ed in ordinate il log del del rapporto tra le
dimensioni del colletto e quelle della particella ( quando log =0 colletto e particella hanno le stesse
dimensioni ).
36
Un materiale che sinterizza si può pensare che compia un percorso nel diagramma. Ovviamente si
parte da una situazione in cui c’è bassa temperatura e piccoli punti di contatto. Nelle diverse zone
del diagramma sono classificati i meccanismi di diffusione predominanti ( superficiale, di volume,
sui bordi ecc…).
A basse temperature e per piccoli punti di contatto prevalgono meccanismi d’evaporazione ,
trasporto sulle superfici e sui bordi di grano.
Si può pensare di scaldare lentamente il materiale fino alla formazione dei colletti per poi effettuare
un viraggio verso una regione dominata dal trasporto nel volume. Evidentemente potrebbe essere
ideale una soluzione in cui si possa arrivare a bassa temperatura in una zona di diffusione di volume
,ma ciò è difficilmente realizzabile perché sarebbe un processo molto lento. In ogni caso è più
conveniente che la sinterizzazione avvenga a bassa temperatura con un meccanismo di trasporto nel
volume.
(diagramma di fase ternario)
Partiamo da una situazione semplice con tre elementi A, B e C insolubili nella fase solida e solubili
in quella liquida. Sul diagramma consideriamo una composizione h alla quale, ad una temperatura
superiore ai1400 °C, si ha tutto liquido e vediamo l’evoluzione durante il raffreddamento.
Non appena la temperatura scende sotto i 1400 °C comincia a condensarsi il solido C (siamo nel
dominio di C). A questo punto la fase liquida diventa più povera in C e si allontana da C lungo il
segmento che congiunge C ad h. La composizione si sposta ad es. fino al punto k ad una
temperatura di 1300 °C (lo spostamento avviene lungo C-h perché in ogni caso la composizione
deve rimanere costante per una questione riguardante la similitudine dei triangoli).
Arrivati in k la composizione del liquido e del solido si possono ricavare con la regola della leva
applicata al segmento C-k (C-h / k-C = % della fase liquida ). Continuando a raffreddare fino ad l a
1250 °C il materiale ha tre fasi ed una sola varianza. A questo punto anche A comincia a
solidificare è la composizione si sposta sulla linea di confine tra le fasi per cui il materiale comincia
a diventare più povero anche in A. Arrivati in m la quantità di fase liquida rispetto alla solida è mh/m-n e nella fase solida la quantità di A rispetto a C si trova applicando la regola della leva al
segmento AC (per sapere quanto solido di C c’è rispetto ad A si esegue il rapporto nA / AC).
Continuandosi a spostare sulla curva limite ad un certo punto si raggiunge l’eutettico (presenza
simultanea di quattro fasi) in cui si assiste al blocco della temperatura e alla solidificazione delle tre
fasi liquide rimaste.
Vediamo ora il comportamento di un composto solido nelle condizioni q (non a 1300 °C ma a Tamb)
durante il riscaldamento.
37
Quando si raggiunge la temperatura di 1140 °C , pari alla temperatura dell’eutettico, si assiste alla
formazione delle prime gocce di liquido con composizione eutettica g. Man mano che liquefa g la
composizione può essere letta lungo il segmento continuo passante per q (ancora una volta,
sfruttando la regola delle leva, possiamo calcolare la composizione di solido e di liquido).
Continuando con il riscaldamento il liquido si arricchisce in B e la composizione si muove sulla
linea di confine delle fasi dove è intercettata dal prolungamento del segmento B-q. Quando si arriva
in q a 1300 °C si ha tutto liquido.
Lucido ( tre componenti formazione di composti intermedi)
Se tra A, B e C c’è la formazione di composti intermedi ,es. , per ricondurci alla situazione
precedente si suddivide semplicemente il diagramma.
6a Lezione 31-03-2003
LUCIDI SU CD (Forni)
Progettare un forno
Nel momento in cui si progetta un forno i dati in imput essenziali sono: le dimensioni della zona
utile di lavoro e la temperatura max raggiungibile ( in questi caso è la scelta della combinazione di
materiali che determina la temperatura di max esercizio).
Ci sono poi una serie di dati che riguardano il dimensionamento dei parametri di potenza. Un dato
importante da conoscere è la velocità di riscaldamento e raffreddamento che dipende dall’inerzia
38
termica del forno ,dalla quantità e dal tipo di materiale da trattare. Se ad es. si vogliono trattare
materiali plastici, che hanno una grossa capacità termica, si ha a disposizione molta più potenza
rispetto al caso in cui si vogliono trattare materiali ferrosi o ceramici.
Altri dati riguardano le condizioni operative del forno se cioè deve lavorare in atmosfere
controllate, nel vuoto o in pressione.
Acquisite queste specifiche si può passare alla progettazione del forno. Essenzialmente si tratta di
scegliere il materiale per la coibentazione, il sistema di riscaldamento, il sistema di controllo della
temperatura e come il sistema di controllo della temperatura vada a controllare il sistema di
riscaldamento.
Se il forno è molto grande ed opera ad alta temperatura si deve controllare che tutti gli elementi
all’interno di esso abbiano le necessarie caratteristiche termostrutturali in modo da evitare il creep
ed il collasso.
Seguono ora delle slide con una serie di fotografie dei forni.
Furnace geometries
Esistono forni che si caricano dall’alto e dal basso top e bottom loading o con sportello laterale.
Crucible furnace
I forni bottom loading permetto un estrazione più sicura del materiale contenuto.
Gas furnace
Dal punto di vista dell’economicità quello che si preferisce è un riscaldamento a gas. Il
riscaldamento avviene attraverso dei bruciatori che convogliano nel forno quantità controllate di
combustibile e comburente.
Il problema del riscaldamento a gas riguarda la scarsa controllabilità del sistema poiché ,essendo la
fiamma una concentrazione di energia, si genera una discontinuità ti temperature nel forno.
Tungsten furnace
In figura e presente un forno per altissima temperatura sottovuoto (in questo modo sono annullati i
meccanismi conduttivi e convettivi di trasporto del calore).
Gli elementi riscaldanti sono delle resistenze in tungsteno (metallo refrattario che fonde intorno ai
3000 °C.
39
Per coibentare il forno, che essendo sottovuoto dissipa essenzialmente per irraggiamento, si usano
degli schermi metallici. Questo tipo di forni sono utilizzati se si desidera un ambiente interno privo
di contaminanti esterni.
Induction furnace for Czochralski technique
Si tratta di un forno ad induzione in cui l’elemento riscaldante è un tubo in rame cavo avvolto a
spirale intorno un cilindro di allumina. Il tubo è cavo perché all’interno e attraversato da un liquido
di raffreddamento. Questo tubo è percorso da una corrente elettrica alternata ad alta intensità che
induce una radiofrequenza. Poiché le radiofrequenze sono assorbite dai metalli questo tipo di forni
sono utilizzati per fondere i metalli, in alternativa è possibile utilizzare un crogiuolo in metallo nel
quale è possibile inserire il materiale da trattare. In questi forni l’elemento riscaldante non è
necessariamente refrattario.
Graphite furnace geometry
Un materiale in grado di sopportare altissime temperature, purché non sia esposta all’ossigeno, è la
grafite. Se la grafite si trova ad una temperatura superiore ai 400 °C in presenza di ossigeno brucia.
Quindi se sono previsti trattamenti termici in atmosfera inerte o sottovuoto la grafite è una
soluzione molto conveniente per realizzare elementi riscaldanti.
In generale, nei forni con questo tipo di elementi riscaldanti, la coibentazione è costituita da fibre di
carbonio chopped in cui la quantità di fibre rispetto al vuoto è il 10% (una struttura molto leggera e
porosa).
Ovviamente questi forni non permettono di realizzare un processo così pulito come quelli ad
induzione o a tungsteno ma sono spesso l’unica soluzione quando si vogliono realizzare trattamenti
termici in atmosfera aggressiva (es. infiltrazione chimica da fase vapore) perché in questi casi la
fibra di carbonio è molto più resistente dei metalli (es. vapori di cloro).
Calcolo della potenza
Nel dimensionare un forno si deve tenere presente che la potenza totale necessaria si va a ripartire
in diversi contributi. Un primo contributo, come si può facilmente intuire, è necessario per
riscaldare l’oggetto interno al forno (ciò dipende dalla massa e dalla capacità termica dell’oggetto).
Il prodotto della massa per la capacità termica per la differenza di temperatura danno l’energia
necessaria e dividendo questa energia per il tempo di riscaldamento si ottiene la potenza termica.
Si devono poi considerare una serie di altri contributi dovuti alle dispersioni che devono essere
attentamente dimensionate specie nel caso di altissime temperature. Per avere un’idea di ciò che
40
succede alle alte temperature basta pensare alla potenza dispersa per irraggiamento, che segue la
legge di Boltzman e che è direttamente proporzionale a T4.
Esistono potenze dissipate per conduzione attraverso gli elementi isolanti (la conducibilità aumenta
con la temperatura in questi materiali a causa dell’irraggiamento tra i pori ), attraverso i ponti
termici e per convezione dei gas all’interno del forno (è da notare che solo nel caso di vuoti estremi
si riesce ad annullare il contributo convettivo).
Heat conduction
Il contributo conduttivo è valutabile attraverso la legge di diffusione del calore: Q = KA (Thot-Tcold)
/ d (Questa legge vale per superfici piane per superfici cilindriche o sferiche va modificata).
Questa prima approssimazione ci fa vedere che le variabili in gioco nella conduzione sono: la
conducibilità termica, l’area di scambio, la differenza di temperatura e lo spessore.
Stefan-Boltzman law
Secondo la legge di Boltzman la quantità di energia irradiata per unità di superficie è nel caso di un
corpo nero : P / A = T4 . Se invece del corpo nero si considera un materiale reale la legge deve
essere corretta con un fattore ( remissività del corpo ): P / A = T4.
Nel realizzare gli scudi termici spesso si utilizzano metalli perché hanno una bassa emissività (
anche se l’emissività dipende da tanti altri fattori quali: la rugosità superficiale, la lunghezza d’onda
incidente e l’assorbimento).
Un materiale ceramico a base di ossidi spesso è trasparente, ciò significa che non assorbe molta luce
nel visibile e nel lontano infrarosso. Remissività nei ceramici comincia a diventare un fenomeno
rilevante nel momento in cui intervengono fenomeni di assorbimento. Questi meccanismi sono
collegati ai moti vibrazionali e rotazionale delle molecole e avvengono nel lontano infrarosso per
lunghezze d’onda di 3-5 m.
Se si vuole calcolare l’emissività di un forno si deve considerare l’emissività spettrale e la sua
incidenza alle diverse temperature di esercizio e tenere presente che non vale la legge di emissione
di corpo nero ma quella di scambio tra un corpo ad alta ed uno a bassa temperatura.
The law of Dulong and Petit
Il calore specifico rappresenta la quantità di energia per elevare la temperatura di una massa unitaria
di 1K. Questo parametro dipende essenzialmente dalla quantità di energia che il materiale è in grado
di assorbire. In un gas ideale, in cui non ci sono moti vibrazionali, l’energia ceduta è tutta utilizzata
per aumentare l’energia cinetica delle molecole. In questo caso il calore specifico per ogni grado di
41
libertà è pari a K / 2 ( la capacità termica totale del gas è 3K / 2, essendo tre i gradi di libertà per una
molecola di gas). Quando si considera un gas non ideale, ad es. biatomico, la situazione si complica
notevolmente a causa dell’energia associata allo stretching e alla rotazione molecolare. Questi
meccanismi che si innescano ad alta temperatura fanno aumentare la capacità termica del gas
aumentando l’assorbimento di energia. Per un materiale solido oltre ai tre gradi di libertà, associati
ad una molecola libera di vagare, è necessario addizionarne tre altri, dovuti ai vincoli.
Per un generico materiale solido il calore specifico e dato dal: cv = (3KTNa )/ T.
In questa equazione non è presente la massa del materiale ma il n° di moli, questo ci fa capire
perché materiali pesantissimi come il tungsteno o il plutonio hanno un calore specifico bassissimo a
causa del basso n° di atomi. Un materiale leggero come il carbonio ha un alto calore specifico
perché ha un alto n° di atomi al suo interno.
Se confrontiamo due materiali come il rame ed il piombo si trova che il calore specifico del rame è
molto maggiore di quello del piombo. Se questi valori vengono normalizzati rispetto alle moli (si
utilizza la legge di Dulong and Petit) si ottengono valori dei calori specifici molto prossimi.
Quindi il calore specifico non è collegato al peso atomico del materiale ma alle moli perché è
influenzato dall’energia cinetica rotazionale e vibrazionali del cristallo. A bassa temperatura il
calore specifico è approssimabile a 3K ma quando si è ad alta temperatura il calore specifico
aumenta perché si innescano meccanismi che aumentano la quantità di energia per scaldare il
materiale. Se si vuole fondere il materiale è necessario inoltre un contributo addizionale dovuto
all’entalpia di fusione.
Convezione
Lo studio del fattore correttivo è importante sia per dimensionare i meccanismi di diffusione sia per
facilitare il raffreddamento del forno.
Per il calcolo della potenza, nel caso della convezione, si sfrutta una legge simile a quella della
conducibilità termica: Pc = hS(T2-T1) dove h è il coefficiente di scambio termico convettivo. Il
coefficiente h dipende da molti fattori ma in maniera qualitativa si può affermare che dipenda
essenzialmente dal flusso di fluido intorno al forno e dalla conducibilità di questo flusso ( come si
può notare dalla tabella della slide l’acqua in convezione forzata ha un alto valore di h)
What is temperature ?
Da un punto di vista “esperenziale” si associa la temperatura a quanto può essere caldo o freddo un
corpo. La temperatura è quindi collegata ad una nostra sensazione che peraltro è molto relativa
,infatti se si prende in mano un pezzo di metallo a 100 °C ci si brucia ma se si prende un pezzo di
42
legno alla stessa temperatura questo non accade. La spiegazione sta nel fatto che la mano è un
sensore che valuta l’energia assorbita, il legno a 100 °C avendo una bassissima conducibilità
termica trasferisce solo una piccola quantità di calore e non ci brucia.
La temperatura può essere definita come quel qualcosa che si stabilisce tra due corpi a contatto
dopo un certo periodo. Le definizioni classiche di temperatura sono collegate a considerazioni di
tipo termodinamico che valgono in condizioni di equilibrio. Due corpi in equilibrio termico hanno
la stessa temperatura. Se di un corpo si riescono a misurare determinate proprietà che dipendono
dalla temperatura mentre di un altro corpo non si riescono a misurare se i due corpi sono in
equilibrio termico hanno la stessa temperatura. In questo modo la temperatura del corpo ignoto si
può stabilire valutando le proprietà che dipendono dalla temperatura del primo corpo.
Absolute temperature
Dal punto di vista teorico la temperatura assoluta si definisce come uno stato di equilibrio
termodinamico tra due corpi. Per semplificare le cose consideriamo un sistema di particelle
indistinguibili che obbediscono alla statistica di Boltzman. Ovviamente non tutte le particelle del
sistema avranno la stessa energia ma ci sarà comunque una popolazione di particelle allo stesso
stato energetico. Utilizzando la distribuzione di Boltzman si può scrivere la quantità di particelle
che si trovano in un certo stato energetico:
ni = N gi e-Ei
N = n° di particelle
gi e = coefficienti moltiplicativi
Ei = energia delle particelle
In questo sistema statistico è utile introdurre la funzione di partizione :
Z = gi e-Ei
Questa funzione ci dice come si distribuiscono le particelle al di là del loro n°.
L’energia media del sistema si può assumere come l’energia media di ciascuna particella :
U = N Eaverage
L’energia media delle particelle dipende da una funzione di partizione e dal coefficiente :
Eaverage = -d (lnZ)/d
=KT
A livello teorico quindi la temperatura è /K.
43
Temperature sensor
I sensori per la misura della temperatura si dividono in a contatto e senza contatto. I sensori a
contatto (come una termocoppia in un forno) misurano essenzialmente la propria temperatura.
L’assunzione che si fa e che sensore e corpo siano in equilibrio termico tra di loro. Poiché in un
grosso forno la temperatura può variare molto da punto a punto possono esistere molti errori di
misura.
I sensori non a contatto per le alte temperature sfruttano altre proprietà quali la quantità di
radiazione emessa e la sua lunghezza d’onda. Quindi tramite la legge di Boltzman, sapendo che
l’energia emessa dipende da T4, si può stabilire la temperatura.
Pyromethers operating principle
I sensori non a contatto migliori vanno riconoscere, potendo campionare in più zone dello spettro, la
quantità di radiazione emessa dal corpo.
Per un comportamento di emissività vicino a quello di corpo nero vale la legge di Vien
(opportunamente mediata dalla costante di emissività) . Se si costruisce lo spettro di emissività di un
corpo in funzione della lunghezza d’onda si trova che l’energia irradiata varia enormemente
all’aumentare della temperatura ma avviene anche che lo spettro a cui avviene il max
dell’irraggiamento si sposta verso le lunghezze d’onda inferiori. Questo comportamento è predetto
dalla legge di Vien :
max = 2900 / T
max è la lunghezza d’onda a cui avviene il massimo dell’irraggiamento.
A bassa temperatura (37-38 °C) l’emissività è max intorno ai 9-10 m.
Un corpo a 2000 °C non può essere neppure guardato perché l’intensità dell’emissione è molto
grande e la lunghezza d’onda di max emissione ricade tutta nel visibile (400-700 m).
44
7a Lezione 2-04-2003
Contact sensor
I sensori a contatto più diffusi sono le termocoppie. Altri sensori a contatto sono i termistori,
costituiti da materiali che cambiano la loro resistenza con la temperatura in modo esagerato e molto
predicabile.
Ci sono poi i classici termometri a liquido e quelli bimetallici che sfruttano la diversa espansione
termica di due metalli.
Thermocouples
45
La termocoppia è costituita dalla giunzione di due metalli differenti. La giunzione porta alla
generazione di una differenza di potenziale ai capi dei due conduttori. Ogni metallo ha un suo
potenziale di estrazione di elettroni, quando due metalli sono a contatto una parte di elettroni
migrano nel metallo con capacità di estrazione maggiore generando così una differenza di
potenziale. La quantità di elettroni che migrano dipende dalla temperatura. La scelta della
termocoppia, o meglio dell’accoppiamento, dipende dalla temperatura max di esercizio, dalla
resistenza all’ossidazione e al creep dei due metalli.
Thermocouples classification
La termocoppia più nota è quella di tipo K basata su leghe di cromo-nichel-alluminio, questa resiste
a 1300 °C, non si ossida ( perché si passiva da sola), ed è molto economica. La termocoppia K e la
soluzione ideale se accoppiata a forni che utilizza no elementi riscaldanti metallici.
Per temperature più alte si utilizzano le termocoppie di tipo R,S e B ,realizzate con metalli nobili (
platino-rodio). Le termocoppie di tipo C ( tungsteno-renio) possono sopportare 2300 °C ma solo in
atmosfera non ossidante. Spesso le termocoppie, per essere utilizzate a più alta temperatura (20002100 °C), sono protette con una guaina in allumina, che però può creare errori di misura alle basse
temperature dominate da scambi di tipo convettivo e conduttivo. Ad alte temperature (1000 °C)
predominano scambi termici radiativi ed anche se la termocoppia e incamiciata e raggiunta da
moltissimo calore che la porta subito alla temperatura del forno (ricordiamo che l’allumina pur
essendo refrattaria non ha una bassa conducibilità termica che si aggira intorno ai 30-40 W/mK).
Thermocouples color codes
Esiste una classificazione delle termocoppie in base al colore dei fili ma si deve stare attenti alla
convenzione che si sta utilizzando americana o inglese.
Selecting a thermocouples
Più piccola è la termocoppia minore è la sua inerzia termica, ma se si lavora ad alte temperature
maggiori sono i rischi di rottura.
Caratteristiche degli elementi coibentanti
La coibentazione nei forni ad alta temperatura viene realizzata con materiali refrattari ed isolanti.
Sui cataloghi commerciali questi materiali vengono classificati in base alla temperatura limite max
46
ed alla temperatura limite d’uso continuo. La temperatura limite d’uso continuo è quella
temperatura alla quale il materiale non si danneggia anche se viene lasciato per molto tempo.
E’ importante conoscere la composizione chimica e morfologica del materiale coibente e del
materiale che si vuole trattare nel forno. Può succedere infatti che se il materiale da trattare e
coibentantie vengono a contatto possono formare un eutettico e fondere a temperature più basse (ad
es. silice e magnesio sono estremamente refrattari ma se vengono a contatto possono dare origine ad
un eutettico che fonde a 1400 °C).
Nei cataloghi sono riportati la densità geometrica , conducibilità termica ed il calore specifico, tutte
grandezze utili a dimensionare il forno.
Un altro dato importante è il ritiro lineare permanente, dovuto al fatto che il coibentante spesso è
venduto sotto forma di cuscinetti di fibra bagnati in una soluzione di acqua e legante. Questi
cuscinetti a contatto con l’aria, per evaporazione, induriscono e presentano, anche se minimo, un
qualche ritiro.
Thermal conductivity of insulating fibres
Le fibre ceramiche sono i materiali più efficaci per l’isolamento termico perché hanno una bassa
capacità termica ed una bassissima conducibilità termica. Questi materiali hanno lo svantaggio di
essere molto costosi e potenzialmente cancerogeni (a causa delle loro dimensioni).
Caratteristiche principali degli elementi riscaldanti
In generale gli elementi riscaldanti al di sotto dei 1250 °C sono metallici (leghe nichel-ferrocromo). Questi sono i più economici, meno fragili e più facili da utilizzare. Un problema che può
insorgere utilizzando gli elementi riscaldamenti metallici e che alla temperatura di max esercizio
avvengono fenomeni di ricristallizzazione e infragilimento.
Un grosso problema che riguarda sia gli elemento riscaldamenti metallici sia i ceramici (molto più
refrattari) è che la resistenza varia con la temperatura. Questo succede perché gli elettroni (i
portatori della carica) con l’aumentare della temperatura riducono il loro cammino medio e la
resistenza aumenta. Quando si dimensiona la potenza in un forno si deve richiedere che l’elemento
riscaldante abbia la resistenza da noi richiesta alla temperatura di max esercizio (a basse
temperature la resistenza non deve essere troppo bassa per evitare un cortocircuito).
Un parametro importantissimo per dimensionare gli elementi riscaldanti è il carico max
raccomandato per unità di superficie. Se la resistenza elettrica disperde un quantitativo superiore di
Wcm2 il rischi è l’evaporazione del metallo stesso. Per ottenere un’alta potenza da una resistenza
47
filiforme è necessario un grosso diametro (bassa resistenza) ed una grande lunghezza quindi per
ridurre gli ingombri spesso il filo è avvolto a spirale.
Molybdenum disilicide heating elements
Gli elementi riscaldanti in disiliciuro di molibdeno hanno la caratteristica di essere molto fragili ad
alta temperatura e di riacquistare plasticità e poter essere piegati ad alta temperatura (1200°C).
Questi elementi sono altamente refrattari perché a contatto con l’ossigeno si forma ossido di silicio
e la superficie si autopassiva mentre in atmosfera riducente (ad es. sottovuoto) il silicio evapora
lasciando scoperto il molibdeno. Come si può vedere nella slide la zona riscaldante di questi
elementi ha un diametro inferiore per aumentare la potenza irraggiata (RI2)
mentre la zona che fa da conduttore ha un diametro maggiore. La parte che fa da conduttore è
isolata dal forno con elementi ceramici e collegata agli elettrodi con fascette fatte di alluminio.
Poiché su queste fascette si raggiungono temperature molto alte generalmente sono molto ampi per
facilitare il raffreddamento.
Silicon carbide furnace
Gli elementi resistivi in carburo di silicio sono utilizzati sotto forma di barre ed avendo la resistenza
di diversi Ohm possono essere collegati direttamente alla rete elettrica.
Heating elements maximum temperature
Nella tabella sono indicate le temperature max di utilizzo di elementi riscaldanti ferritici in carburo
di silicio e disiliciuro di molibdeno in atmosfere ossidanti o riducenti.
Si può notare che il disiliciuro di molibdeno si può usare in aria a 1800 °C ma solo a 1100 °C
sottovuoto. Gli elementi ferritici possono raggiungere i 1400 °C sia in aria sia in atmosfera di
idrogeno.
Gli elementi grafitici in aria sono utilizzati ad una temperatura interna di 1400 °C, in realtà la
temperatura esterna max è di 50 °C inferiore.
Anche il carburo di silicio come il disiliciuro di molibdeno deve essere utilizzato in ambienti
ossidanti in modo da reagire con l’ossigeno ed autopassivarsi.
Progettazione degli elementi riscaldanti (1)
Nella slide sono riportate delle formule pratiche per dimensionare gli elementi riscaldanti.
Se ad es. è nota la tensione max e la potenza la resistenza è: RTmax=V2/Pt
Come si è detto precedentemente : RTmax =Rc(1+aTmax)
48
Rc = resistenza a T amb
a= coefficiente di resistenza
Conoscendo la resistività di un materiale si può ricavare la resistività lineare: Rl = /
= resistività
= diametro del conduttore
Dalla resistività lineare è possibile ricavare la lunghezza dell’elemento riscaldante: L = Rc / Rl
Progettazione di elementi riscaldanti (2)
Nota la lunghezza dell’elemento riscaldante si può risalire alla sua superficie radiante e alla potenza
radiante per cm2: L = Pt / S.
Se si ottiene che il materiale irraggia più di 10-20 W / cm2
(valore inaccettabile) è necessario
imporre una sezione maggiore del filo e rifare i calcoli.
Un altro parametro importante che il fornitore di elementi riscaldanti deve rilasciare è una curva di
carico, che mostra il carico necessario in funzione della temperatura. Come si vede chiaramente in
figura ad alte temperature il carico deve essere minore ( per evitare la volatilità del metallo). A
temperature al di sotto dei 1000 °C il materiale può essere caricato anche a 30 W / cm2 mentre a
1500 °C non si possono oltrepassare i 2 W / cm2 .
Temperature controller
Si tratta di dispositivi elettronici che elaborano il segnale proveniente dalla termocoppia. Se il
valore in ingresso è molto lontano da quello settato danno molta corrente all’elemento riscaldante se
è vicino al valore settato poca. Controllare la temperatura non è così facile come si può pensare. Se
ad esempio usassimo un termostato settato su una data temperatura questo si limiterebbe a dare la
massima potenza fino alla temperatura settata e poi si interromperebbe. Questo sistema a causa
dell’inerzia termica del forno causerebbe un oscillazione intorno alla temperatura desiderata.
I controller utilizzano un sistema più intelligente per dare potenza, e lo fanno attraverso una risposta
mediata che può essere: derivativa, integrativa o proporzionale.
La risposta proporzionale dà sempre meno potenza più ci si avvicina al valore settato. Le risposte
derivativa ed integrativa sono simili ed in base a come varia la temperatura in funzione del tempo in
output viene fornita una risposta proporzionale alla derivata o all’integrale di questa variazione.
Pover controllers
Una volta che in un controller si è scelto che tipo di risposta utilizzare la potenza può essere fornita
in due modi: attraverso un relè dà o non dà potenza ed il controller stabilisce il tempo di apertura e
49
chiusura del circuito o attraverso il controllo della fase tramite diodi, con questo ultimo sistema il
controllo è molto più dolce.
Graphite furnace
La grafite ha una resistenza molto bassa, è un materiale molto economico e sottovuoto può superare
i 2500 °C. Per lavorare in ambiente ossidante si può ricoprire con mullite (che ha un espansione
termica molto bassa) la resistenza in modo che nell’intercapedine possa scorrere un gas inerte.
8a lezione 07/04/03
Andamento della produzione mondiale di fibre di carbonio.
Le più note fibre sono quelle di carbonio, anche se si utilizzano altre di nuova concezione. Tutti
i tipi di materiale che saranno ingegnerizzati (guardando al costo) si basano sulle grandi proprietà
dalle fibre in generale, ed in particolare sulle fibre ceramiche (dove entra in gioco la temperatura).
Le fibre di carbonio (rinforzo) hanno un grosso impiego nei materiali compositi con matrice
polimerica. Per progettare la fusoliera del Boeing si realizza un guscio in composito con fibre di
Allumina (Nextel).
50
Per impieghi aerospaziali spinti si cerca l’estrema resistenza al fuoco delle fibre ceramiche
attraverso un test detto Firewall Test.
Firewall Test.
La fiamma incide su un pannello di materiale refrattario e non deve penetrare, mantenuta per 15
min., dentro il pannello. Così il pannello ha grande resistenza agli shock termici. In realtà le fibre
sono buone per resistere a temperature di 1050-1200 °C, invece noi il tubo lo porteremo a 1350 °C
e in più il seguente test sottopone il composito ad una criticità, ovvero, non soo si ha alta
temperatura ma anche concentrata in un solo punto.
Qualsiasi altro materiale ceramico a base di ossido con coefficiente di espansione termico (56)*10-6 K-1 ha un punto di rottura.
Industrial applications of avanced ceramic fibres.
Con le fibre di Nextel si possono anche realizzare delle guaine per isolare le termocoppie.
Fibre di vetro e aramidiche sono utilizzate per compositi a matrice polimerica.
Carici e allungamento per alcune fibre ceramiche.
Sul grafico si possono notare i valori elevatissimi di tenacità e l’allungamento max consentito.
Tenacità e allungamento non vanno d’accordo, anzi valori grandi di tenacità può implicare
valori bassi di allungamento.
La fibra di vetro è eccezionale per la resistenza meccanica, però ad alte temperature (già
prossime alle temp. di transizione vetrosa) perde ogni suo pregio.
Basic properties of fibres and other engineering marerials.
Si può pensare di suddividere le fibre in:
1. tradizionali:
carbonio;
aramidiche;
vetro.
2. innovative:
ceramiche.
Le fibre di carbonio a prescindere se sono ad Alto modulo o ad Alta resistenza si caratterizzano
per avere (ad alta resistenza) resistenza tensile di 5 Mpa e più, di contro modulo e densità bassi.
Quelle ad alto modulo invece, hanno minore resistenza e densità più alta.
51
Comparative fibre cost.
Le fibre di vetro hanno resistenza confrontabile con quelle di carbonio o superiore; ma hanno
modulo molto diverso. La differenza sostanziale tra le due è il costo.le fibre si vendono a peso o a
metratura.
Di fibre ceramiche ve ne sono pochi produttori, quindi si capisce bene ché il prezzo è alto.
Tenacità dei mofilamenti di carbonio in funzione del diametro.
Questo grafico mette in relazione: spessore della fibra contro resistenza. Più una fibra è sottile
più la sua resistenza è alta, perché per la legge di Griffth la resistenza è proporzionale all’inverso
della radice quadrata della dimensione del difetto.
E’ la tecnologia di produzione della fibra ceramica che durante la manifattura della stessa
introduce i difetti stessi a livello di finitura superficiale. Quindi quanto più si perfeziona tale
processo tanto più resistenti sono le fibre che presentano spessori sempre più piccoli.
Le fibre di allumina hanno resistenza di 2-3 GPa pari a 10 volte la resistenza dell’allumina pari
a 200-300 MPa.
Le fibre rispetto i materiali bulk hanno resistenze più alte di 1-2 ordini di grandezza e inoltre
grandi proprietà a flessione.
Le fibre non si possono gestire al di sotto del micron, oltretutto divengono anche cancerogene.
Al minimo avremo fibre di 3 micron.
Glass fibres.
La produzione delle fibre di vetro è sostanzialmente simile a quello dello zucchero filato. Le
fibre si catalogano nelle lettere E, C, S a seconda della composizione:
Electrical; hanno capacità di isolare elettricamente
Corrosion; resistenti alla corrosione
Silica
Le fibre non protette di tipo E sono facilmente attaccabili dalla corrosione. Le fibre E hanno
tutto sommato una composizione tipica (si noti che vi è una bassa percentuale di Na) e da essa si
ricavano gli altri tipi di vetro (quello corrosion con una più alta di silica).
Le fibre con più alta presenza di silica sono anche più difficili da lavorare perché la presenza di
silice innalza il punto di transizione vetrosa e quindi devo aumentare la temperatura alla quale le
divo tirare.
52
L’aggiunta di elementi modificatori di reticolo mi crea un network siliceo meno interconnesso,
che ha una temperatura di transizione vetrosa più basso e quindi meglio lavorabile.
La più alta presenza di silice nelle fibre C-glass mi giustifica il più alto costo insieme al fatto
della più alta resistenza alle alte temperature, perché di fatto il materiale è più refrattario. Con i
ceramici Claybounded dove vi è un alto contenuto di silice vogliamo avere proprio alta refrattarietà
del materiale.
L’elemento calcio nei vetri comuni come modificatore di reticolo mi rende insolubile il vetro
nell’acqua.
Tecniche di formatura: le fibre di vetro.
Questo schema illustra le due tipologie di fibre quelle lunghe e tessute e quelle corte, chopped.
Nel primo caso abbiamo un bagno di vetro fuso e poi c’è una testa d’estrusione refrattaria con
ugelli di 1-2 mm da cui il vetro viene fuori, si assottiglia e si raffredda.
Lo yarn (tipico ciuffetto) di fibre di vetro è composto da 200 fibre estruse , passano all’interno
di una resina che le ripara da danni superficiali e le rende maneggevoli.
Nel secondo caso, invece abbiamo un mandrino che ruota in materiale refrattario, corredato da
fori. Si cola la massa fusa nel suo interno e grazie alla forza centrifuga dagli ugellini vengono
estruse le fibre (tale processo viene utilizzato nello zucchero filato).
Dopo tale fase le fibre vengono spruzzate con resina protettiva e successivamente tagliuzzate in
fibre corte che vengono confezionate in pannelli di prepreg
Parametri di fabbricazione delle fibre di vetro.
La testa rotante in platino-rodio fa da elemento riscaldante e da estrusore, infatti è riscaldato
elettricamente sino a 1500 °C senza essere corroso.
La viscosità richiesta è pari a 10-100 Pa*sec (paragonabile con una pasta dentifricia).
Fiber drawing.
Vediamo i parametri che caratterizzano la restrizione delle fibre. Prendiamo un cilindro di vetro
fuso che si comporta come un fluido newtoniano. Esso ha la temperatura maggiore di quella di
transizione vetrosa. Dall’equazione = ricavo i parametri che mi regolano lo spessore della fibra in
funzione del suo allungamento.
L’assottigliamento è proporzionale non alla , ma alla forza (cioè a quanto tiriamo). Le sezioni più sottili
e più spesse a parità di temperatura hanno la stessa velocità di riduzione della sezione. Però all’abbassarsi
della temperatura ossia all’aumentare della viscosità (rimanendo costante la forza) si riduce
l’assottigliamento.
53
L’aumento della viscosità è un andamento esponenziale con la temperatura e questo fatto assicura che
quando si tira la fibra non si crea un colletto che si assottiglia e poi si spacca, ma è una riduzione progressiva
e graduale.
Le sezioni più sottili solidificano più velocemente, man mano che la fibra si assottiglia e si raffredda la
fibra si deforma sempre di meno.
Il meccanismo di estrusione è controllato dalla forza con cui si estrude, dalla viscosità e dal gradiente
termico che si crea.
Le fibre ottiche sono sostanzialmente fatte con un “core” con più alto indice di rifrazione ed un
rivestimento esterno con un indice più basso.
La fibra di carbonio.
Questa presenta un alto modulo. Resistenza e modulo elevati si raggiungono con i nanotubi di carbonio
che sono ottenuti da un singolo foglietto di grafite avvolto a comporre uno o più strati di grafite.
Questa struttura di nanotubi è caratterizzata da una resistenza molto elevata che non può essere misurata
alla macchina tensile, perché è una struttura enormemente piccola, ma la si calcola teoricamente. La loro
resistenza è dell’ordine delle decine di GPa, inoltre è un materiale superconduttivo.
Una fibra di acciaio ha una resistenza a pressione pari a 1.5 GPa, mentre una fibra di carbonio ha una
resistenza doppia o tripla. La resistenza specifica, ovvero resistenza per unità di peso è molto importante per
questi materiali. Se 1 è la resistenza specifica dell’acciaio, quella della fibra di carbonio è 10, da qui
l’utilizzo nello spazio di fibre leggere ma resistenti.
Le fibre di carbonio sono un materiale ceramico per eccellenza sicuramente covalente.
Le fibre PAN.
Hanno il gruppo poliacrilonitrile. Si prende il polimero e lo si tira quando è ancora allo stato rigido e lo
si forma come fibra.
Esso è allo stato resinoso, che se non è trattato per ossidarlo, reagisce con altre fibre e s’incolla.
L’ossidazione si fa in ambiente d’ossigeno alla temperatura di 30-40 °C.
La fibra è considerat nella sua forma organica e poi avviene la fase di carbonizzazione, dove tutto ciò
che non è carbone viene volatilizzato e si ottiene la fibra di carbonio.
Fibra di carbonio: struttura cristallina non del tutto ordinata come quella granitica.
Fibra di grafite: è un sottoinsieme della fibra di carbonio, in quanto la struttura cristallina granitica deriva
da quella del carbonio.
Quello che differenzia i due tipi è la struttura cristallina.
Dal punto di vista del processo invece, le distingue la diversa temperatura a cui spingiamo il
trattamento termico. Di fatto le catene di PAN ordinate nello spazio in maniera random, vengono
estruse e tirate al fine di orientarle, dopodiché vengono ossidate per consolidarle, ovvero
54
reticolandole tra di loro. Allora la fibra si forma per tiraggio e consolidamento delle diverse catene
di carbonio o grafite.
Il rayon è un materiale meno pregiato del PAN, infatti, il primo presenta solo il 25-28 di
massa in carbonio contro il 50-55 del PAN.
Per ottenere solo delle fibre di carbonio basta giungere a 2000 °C, partendo dal materiale
organico rayon o PAN. Mentre se si vogliono fibre di grafite, bisogna avere un forno adatto a ciò
che raggiunge una temperatura anche di 3000 °C.
Il processo di grafitizzazione è quello per cui il carbonio da una forma vagamente granitica, ma
per lo più amorfa si trasforma in grafite grazie all’alta temperatura in cui la struttura si riarrangia in
maniera più ordinata.
PAN=catene di carbonio con gruppi nitrile abbastanza polari.
Un primo stadio di consolidamento avviene quando il gruppo nitrile reagisce per formare una
specie di scaletta q pioli che assomiglia ad un gruppo benzenico, in cui vi sono carbonio, azoto ed
idrogeno.
Ad alta temperatura di carbonizzazione si ha la pirolisi dell’idrogeno che si rompe dal carbonio
ed evolve gas lasciando solo carbonio.
Grafico.
Questo grafico mostra come varia la resistenza in funzione della temperatura di trattamento,
ossia la resistenza ha un massimo non per temperature crescenti.
Il modulo invece cresce al crescere della temperatura di trattamento, infatti, carbonizzando e
grafitizzando, la struttura si compatta e otteniamo la formazione di un cristallo perfetto con una
maggiore rigidità e un più alto modulo.
Ciò comporta di contro una sorta di crescita dei difetti critici che compromettono la resistenza
meccanica delle fibre.
Precursore = è un qualcosa che alla fine si trasforma nel materiale finale, ma inizialmente non è
detto che lo sia.
The Yajima process.
Con tale processo si producono le fibre di carburo di silicio. Un loro precursore è il
diclorometilsilano, ovvero un materiale metallo-organico (quale il silicio parte metallica e i gruppi
metilici parte organica).
55
Una prima reazione che si fa avvenire attraverso l’aggiunta di sodio è la declorinazione, ovvero,
il Na si combina con il Cl per formare sale e tali molecole restanti vanno incontro ad una
polimerizzazione, cioè formano un polimero organico.
Tale polimero sottoposto a particolari trattamenti termici, in particolari condizioni di
temperatura e pressione, viene convertito in policarbosilano, dove vi è una alternanza di Si e C.
Attraverso questa decomposizione si può tirare il preceramico come nel caso delle fibre di vetro.
Quindi lo yarn del Nicalon è composto da 500 filamenti di fibra di policarbosilano, che attraverso
un processo di pirolisi si trasforma in carburo di silicio. Quindi la temperatura è qualcosa che
purifica da tutto ciò che è tremolabile e organico. Nella fase di ossidazione l’ossigeno serve a
crosslinkare filamenti di policarbosilano in modo che ogni filamento diventi una fibra. Essendo che
tale ossigeno resta intrappolato, si hanno di fatto non fibre di carburo di silicio puro, ma fibre di
ossicarburo di silicio.
Avere minor ossigeno significa avere maggiori proprietà refrattarie e resistenza meccanica alle
alte temperature. Questo è lo sforzo che fanno oggi i produttori di fibre di carburo di silicio.
Tutto ciò che può essere un polimero o un metallo-organico che si può legare in questo modo
può costituire una fibra ceramica.
Altri elementi oltre al Si sono il Ti, ovvero titanati che hanno maggiore refrattarietà.
SOL-GEL and polymer pyrolisis.
Un’altro processo è il sol-gel and polymer pyrolisis, questi sono dei metodi bagnati da liquido per
cui si utilizzano degli alcossidi, delle polveri o dei sali. Combinando in soluzione alcossidi, polveri
o sali metallici (precursori) il processo sol-gel in soluzione acquosa forma dei polimeri inorganici.
Questa è la base per formare le fibre Nextel (fibre di ossido di alluminio).
Fibres by CVD.
Un’altro metodo per fare fibre ceramiche è il CVD; attraverso una fase gassosa reattiva ad alta
temperatura forma una fase ceramica solida condensandosi su più strati.
Questo metodo si utilizza per fare rivestimenti e materiali compositi.
Quando i vapori reagiscono anche chimicamente il metodo è detto CVD (chemical vapor
depositation). Esempio classico è la deposizione su vetri per formare gli specchi.
Vediamo la manifattura di una fibra SCS textron a base di carburo di silicio. Si parte da un
“core” di fibra di tungsteno (si può partire con una fibra di boro(ceramico)) che viene fatta passare
in un forno ad alta temperatura dove ci sono vapori di metiltriclorosilano che si decompone, a
contatto col tungsteno che fa da catodo e si deposita il cloruro di silicio sul filamento stesso di
56
tungsteno. Tale deposito è ordinato e compattato in modo più spinto che per sinterizzazione o nel
liquido.
Il deposito fatto dal vapore ha performance di compattazione migliori, che sono conferite alle
fibre.
Fibre che nascono per crescita di grano.
Sono dette fibre monocristalline. Si parte da bagno fuso in cui s’intinge un piccolo grano.
Girando e tirando, su di esso cresce la fibra, costituita appunto da un unico cristallo. Con questo
metodo si ottengono le fibre monocristalline di allumina.
Il vantaggio di una fibra monocristallina sta nelle performance di refrattarietà e resistenza alle
alte temperature, perché il creep si spiega con la debolezza del materiale lungo i bordi di grano e
questi nel monocristallo mancano, quindi la resistenza è nettamente migliorata.
9a lezione 09/04/03
Ceramici porosi: sono costituiti da carburi di silicio, ma anche da mullite. Tali ceramici sono
utilizzati sia per la filtrazione che per la combustione catalitica e non.devono avere buona resistenza
agli shock termici e devono essere poco costosi.
Il combustore è una specie di caldaia fatto di materiale ceramico poroso. Esso deve presentare
dei pori ben connessi in modo che la struttura dei pori deve garantirmi un trasporto d’aria senza che
57
ci sia una caduta di pressione. Il combustore di fatto è un elemento riscaldante a infrarosso, in cui
non si utilizza la corrente elettrica, ma una fiamma.
Tale fiamma riscalda il materiale poroso dal suo interno sino a renderlo infrarosso
(incandescente) tanto da farlo irradiare.
Affrontiamo il problema di come fare il rinforzo, ovvero di come combinare le fibreperchè esse
costituiscano una preforma da riempire con matrice ceramica.
Reinforcement geometries in composite materials.
Il rinforzo più semplice è: particelle affogate dentro una matrice continua, come l’allumina
rinforzata con zirconia, in cui le particelle mantengono una loro individualità e non si confondono
sin dal principio della formatura.
L’altro tipo di rinforzo è costituito da fibre corte chopped o whiskers, che sono dei cristallini,
cioè cristalli allungati, come il carburo di silicio, amianto (piccolo e pericoloso).
Sono dei cristalli nucleati in modo che il diametro sia molto minore della lunghezza. Quando c’è
questo tipo di rinforzo vi è un aumento di resistenza e di modulo del materiale che rinforzano. Poi
abbiamo dei compositi che sono fatti con fibre continue lunghe, disposte in maniera unidirezionale
oppure compositi fatti con fibre sovrapposte in diverse direzioni affinché esercitano la loro
resistenza lungo più direzioni interessate dagli stress.
Le fibre continue vengono tessute in geometrie bi o tri-dimensionali. Quando si usano fibre
continue unidirezionali sono disponibili in commercio prepreg di fibre di carbonio, che non sono
tessute ma sono semplicemente incollate a formare uno strato bi-dimensionale con fibre tutte con la
stessa direzione tenute insieme dalla resina.
Fabric construction.
Combinando tra loro questi prepreg si ottengono diverse geometrie di rinforzo quali: type x,
type y, ect.
Woven fabrics 1 e 2.
Il sistema più utilizzato è quello dei fabrics, dei tessuti. Le tessiture possibili sono:
1. PLAIN, quando ciascuna fibra dell’ordito passa sopra e sotto ciascuna fibra della trama. Questo
tipo di intreccio è molto poroso, ovvero ingombra volume. Se uno vuole ottenere un composito
che abbia una grossa frazione volumetrica di fibre alla fine, quando si impilano uno sull’altro
tali tessuti plain, si ottiene un materiale che occupa troppo volume e quindi frazione volumetrica
di fibre di rinforzo bassa.
58
2. Un intreccio alternativo a questo è il SATIN, che significa un filo dell’ordito incrocia in una
direzione un primo filo e poi altri tre gli passano di sotto. Tale tessuto è detto 4H, in quanto il
periodo è 4. essendo che la fibra ha meno ricurvamenti, l’impacchettamento è più alto e il
volume occupato è minore.
3. Nel sistema TWILL la fibra sta sotto due della trama e due dell’ordito e si ripete la geometria
ogni due.
4. La tessitura a BASKET è più piatta anche se ci sono meno piegature è più forte di una plain, ma
meno stabile. Per aumentare la stabilità tridimensionale si cerca di fare un intreccio come una
macchina da cucire tale da connettere tra di loro i tessuti impilati di fibre.
Other fabrics and non woven.
Questo tipo di modalità di ottenere tale stabilità tridimensionale è abbastanza utilizzata anche
con le fibre chopped strand mat (tagliuzzate) tanto da ottenere i cosiddetti non tessuti. Questo tipo
di rinforzo è più economico e un modo per aumentare la stabilità è di trapuntarli, ovvero si
orientano una serie di fibre nella direzione trasversale del tappetino che aumenta la sua stabilità.
Fare tutti questi tipi di lavorazione è costoso però il tutto giova all’isotropia delle proprietà
meccaniche del composito.
Prepregs.
Una tecnica classica per fare i materiali compositi a matrice polimerica è quella di utilizzare un
prepregs. Cioè i tessuti sono preimpregnati sotto calore e pressione con una resina precatalizzata.
Un classico tipo di prepreg è fatto da fibre di carbonio impregnato con resine epossidiche
catalizzate che reagiscono a 120 °C (punto gelo) in cui passano da viscose a rigide (termoindurenti).
Il problema è che il catalizzatore anche se debolmente reattivo a tamb. alla lunga reagisce tanto da
far buttare il preimpregnato, a meno che non si conservano in frigo.
Vacuum bag.
Questi prepreg vengono stratificati su una superficie piana o curva e vengono “insaccati” in
contenitori (pellicole termoresistenti) in cui si fa il vuoto e successivamente il trattamento in
temperatura e pressione. Da notare il nastro a tenuta e il tessuto che consente di fare il vuoto
uniforme (breather/absorption fabric). Questo è il processo più utilizzato attualmente ed è detto
processo in autoclave.
59
In assenza di aria con l’applicazione della temperatura la resina fonde e lascia un materiale
compatto privo di pori.
Questo metodo è utilizzato anche nella costruzione dei vetri di sicurezza. Se bisogna fare dei
tessuti con fibre ceramiche si utilizzano dei prepreg che sono lavorati e formati in un certo modo, in
qualsiasi geometria.
Dopo aver fatto il PMC si brucia la matrice, tenendola ferma nello stampo e poi si infiltra il
tutto con matrice ceramica. Inoltre, se si sostituisce la resina epox o acrilica con una resina
preceramica allora posso giungere ad una matrice ceramica.
Nei carbon-carbon posso infiltrare la preforma con resine fenoliche che tramite pirolisi mi dà
una resina ceramica (grafitica o carboniosa). Vi è un problema però, dovuto alla pirolisi:
1. la resa di pirolisi (cioè ottengo solo il 60 di carbonio rispetto alla quantità della resina
iniziale);
2. ritiro dimensionale (quando è resina ho densità 1 e quando è carbonio ho densità 2).
Dopo la pirolisi quindi mi ritrovo con un materiale poroso dovuto proprio ai due problemi visti
prima.
Allora la tecnica è quella di reinfiltrare il materiale in modo che la porosità diminuisca e il
materiale composito ceramico si ripresenti senza pori.
Filament winding.
Un’altra tecnica utilizzata per compositi ceramici è il filament winding, che è un processo
utilizzato soprattutto per oggetti cavi (tubi o recipienti che devono sopportare grandi pressioni
all’interno). Le fibre passando da un recipiente pieno di resina si bagnano e si avvolgono attorno al
mandrino in rotazione con un certo orientamento.
Wet Lay-up/Hand Lay-up.
Questi processi sono di fatto di tipo manuali. In laboratorio, abbiamo utilizzato una sospensione
che abbiamo colato, il trucco è quello di ottenere la compattazione più spinta e quindi abbiamo
drenato l’acqua continuando a colare la sospensione necessaria.
Spray Lay-up.
Questo caso è utilizzato, per chi ha la necessità di andare veloce e nello stesso tempo richiede
grandi performance.
Nella pistola, avviene il taglio delle fibre e la mescola con la resina, che successivamente viene
spruzzata a formare il composito.
60
Resin Transfer Moulding (RTM).
Qui i tessuti sono sovrapposti per formare uno stack di materiale. Si utilizzano uno stampo e
controstampo in cui si inietta in pressione la resina che andrà a riempire tutti i vuoti tra le fibre. E’
ideale creare il vuoto tra stampo e controstampo in modo che non rimanga nessun vuoto nel
materiale.
Pultrusion.
Le fibre che si srotolano entrano in un materiale (stampo riscaldato) in cui avviene
l’infiltrazione del polimero e la sua fusione, quindi le fibre si caricano di matrice che le impregna a
fare il composito.
Si sfrutta il fatto che le fibre sono tirabili e quindi da tale contenitore viene fuori il materiale
composito che successivamente viene tagliato.
Reaction bonding.
Significa legare per reazione. Si sfrutta una reazione chimica per consolidare il materiale
composito ceramico precompattato. Inoltre, questa tecnica non induce a ritiro che è molto dannoso
ed è caratteristico della sinterizzazione .
In figura si vede un antico Reaction bonding in cui si forma il composito ceramico attraverso il
Lay-up, ovvero tramite la sovrapposizione di diversi ceramic tape che vengono spruzzati (per
migliorare l’adesione).
Il ceramic tape è un impasto fatto di fibre e resina fenolica a dare un prepreg ceramico. Questi
nastri ceramici che possono o non contenere le fibre ceramiche si mettono uno sull’altro.
Attraverso la prototipizzazione rapida possiamo andare a tagliare i fogli di tessuto nelle
dimensioni target per poi impilarli e compattarli a formare il composito ceramico.
Questo materiale viene poi portato ad alta temperatura in cui viene il reaction bonding, cioè la
reazione chimica tra Si e C.
Il reaction bonding si fa avvenire impastando resine fenoliche, carbonio e SiC e quindi
impastando certe quantità di precursori di carbonio o carbonio stesso sotto forma di polvere con del
silicio in polvere e si fa uno slurry. Alle alte temperature le resine fenoliche si trasformano in
carbonio (800 °C). a più alte temperature (1380-1410 °C) il silicio diventa liquido e attacca il
carbonio con una reazione esotermica a formare il materiale composito. A tale temperatura però
nessuna fibra ceramica può resistere tranne la fibra di carbonio, infatti le nextel al di sopra di 1300
°C perdono le loro proprietà meccaniche.
61
The reaction bonding process.
Qui vediamo che impilando i diversi nastri che contengono resina, silicio metallico e carburo di
silicio formiamo il composito. La reazione tra Si e C è violenta e implica un aumento di volume,
allora si aggiungono degli inerti, ovvero una parte che non è interessata alla reazione. Con il
reaction bonding si fanno i materiali ceramici per i dischi frenanti.
Si utilizzano i materiali ceramici invece che metallici, per tre motivi:
1. Peso degli apparati frenanti;
2. Stabilità termica;
3. Coefficiente di attrito dei materiali ceramici costante e quindi frenata costante.
Di contro però il ceramico (monolitico) per i motivi della fragilità non può essere utilizzato a
tale scopo. Mentre il materiale ceramico composito è ideale (è come se presentasse una certa
duttilità, ovvero non si rompe di colpo).
Hot pressing.
Si tratta di fatto di una sinterizzazione oltre che ad alta temperatura anche ad alta pressione.
Questo consente di non giungere alle alte temperature dove potremmo danneggiare
irreversibilmente le fibre che non resistono.
Un modo è quello di srotolare le fibre ceramiche da una bobina, impregnarle in una sospensione
preceramica e la si riavvolge su un mandrino più grande che tagliato mi fornisce una piastra. Queste
piastre impilate saranno consolidate e le resine vengono mandate via intorno ai 500 °C. A questo
punto si ha la pressione a 1700 °C che mi da la compattazione finale del composito.
Tale pressione sulla preforma può essere esercitata in una sola direzione o in maniera isostatica
lungo tutte le direzioni.
The CVI process.
Questa è la tecnica più performante. Attraverso le note fasi si giunge alla preforma che in un
forno viene impregnata nella sua parte vuota (60) da una fase gassosa. Le molecole del gas che
contiene precursori ceramici sono assorbite dai pori del materiale e qui pirolizzano lasciando un
deposito solido che va a riempire i vuoti.
E’ un processo che avviene a T relativamente basse, minori di 1000 °C e quindi si possono
trattare anche fibre che non resistono alle alte temperature. Tale processo crea un materiale perfetto
62
dal punto di vista cristallino, perché il materiale cresce da una fase gassosa e quindi non si hanno
tensioni sulle fibre ceramiche.
Il processo è molto lento e molto costoso. Una piastra di 6 mm è stata ottenuta con questo
metodo sino ad un pieno del 90 dopo 240-250 ore.
The CVI system.
MTS = metiltriclorosilano è un precursore ceramico che non è gassoso ma ha una lata tensione
di vapore, cioè a tamb. evapora.
Esso viene inserito nel forno attraverso un gorgogliatore in cui entra un gas di trasporto che
porta via con sé saturandosi la fase di vapore del MTS.
Ar = è un gas neutrale che non prende parte alla reazione nel forno, ma serve a lavare il forno
dalla contaminazione dei gas interni alla camera di reazione.
The formation of SiC from the vapor phase.
La decomposizione e la deposizione sono controllate da una legge di tipo Arrhenius. Quello che
deve auspicarsi è che i gas non si decompongano immediatamente sulla superficie della preforma,
ma possano diffondere all’interno e successivamente decomporsi lentamente. Questo si ottiene
mantenendo la temperatura più bassa in modo che il processo sia controllato cineticamente dalla
diffusione molecolare e una pressione bassa perché il materiale possa avere un libero cammino
medio più alto e si decomponga uniformemente.
Se temperatura e pressione sono alte invece di avere CVI si ha CVD, avendo una crosta esterna
e le parti più interne vuote.
Computed in pore deposit thickness profiles for various deposition temperatures and
pressures.
Si può notare che lo spessore di materiale che si deposita sulla superficie di un poro cilindrico
dipende dai parametri fisici del processo.
1. Più aumenta la pressione, lo spessore è alto nella parte esterna e basso nella parte interna;
2. Più aumenta la temperatura lo spessore è alto nella parte esterna del poro che nella parte
interna;
3. Quanto più la temperatura è bassa tanto più lo spessore è uniforme.
63
10a lezione 14-04-2003
Proprietà dei compositi
Le proprietà più interessanti di un composito ceramico sono quelle termostrutturali.
Le proprietà di un composito si dividono in additive e non additive.
64
Una proprietà del composito, che può essere il suo modulo Ec, si esprimerà come una funzione
delle proprietà dei materiali che lo compongono (combinazione del modulo delle fibre e della
matrice)
Quando si esprime una proprietà generale di un composito questo è fatto in funzione della quantità
delle fasi che lo compongono e delle proprietà di ciascuna di queste fasi. Non è detto, in ogni modo
che il rapporto sia additivo. La proprietà è additiva quando si può esprimere come: Ec = EiVi
(ci sono una serie di proprietà intensive come densità e conducibilità termica, che sono additive).
Rispetto ad una sollecitazione meccanica distingueremo tra fasi in parallelo ed in serie.
Modulo di Young longitudinale
Il modulo di Young nel composito varia a secondo che si abbia una sollecitazione in serie o in
parallelo. Se si applica uno stress in un composito con fibre in parallelo alla sollecitazione,
assumendo che fibra e matrice siano solidali tra loro (almeno in una regione elastica), possiamo
applicare la condizione d’isostrain (quando si deforma tanto la fibra quanto la matrice) c=f =m.
Il carico applicato sulla sezione del materiale si ripartisce tra fibra e matrice (cioè sulla frazione di
superficie di fibre e sulla frazione di superficie di matrice). Dal carico si può risalire alla forza
applicata:
c =fAf + mAm , poiché si ha la condizione di isostrain possiamo legare le alle attraverso i
moduli =>E= / =>Ec = Ef Vf +Em Vm
c =f Vf +m Vm (Vc=1)
(il modulo ed il sono in questo caso due proprietà additive).
Per quanto riguarda i compositi ceramici, il modulo della fibra ceramica è confrontabile con quello
della matrice, ciò che varia è il , infatti, la resistenza a trazione di una fibra ceramica è almeno un
ordine di grandezza superiore a quello della matrice.
Modulo di young trasversale
In questo caso si è in condizioni d’isostress (c’è lo stesso stress sul composito, sulla matrice e sulle
fibre).
In questa condizione la deformazione totale del materiale è la somma delle deformazioni di ciascun
componente:
c =f +m.
In questo caso l’assunzione che si fa è che se chiamiamo Tm lo spessore delle fibre e della matrice
posto:
Spessore della matrice /Spessore della fibra = Vm
65
applicando la legge di Hooke:
/Ec = Vf / Ef = Vm / Em => 1/ Ec = Vf / Ef + Vm / Em
In questo caso è la fase più debole (meno rigida) che influenza
in maniera prevalente
il
comportamento globale.
Compositi a matrice tenace (nota i compositi ceramici si comportano molto
diversamente)
I compositi a matrice tenace sono i PMC (a matrice polim.) e i MMC (a matrice metallica).
Consideriamo come riferimento il composito a fibra
unidirezionale e una trazione parallela alla
fibra (modulo di young longitudinale).
Il diagramma sforzo deformazione (1), per una matrice tenace, ci mostra che la matrice cede a strain
molto maggiori della fibra, anche se a stress più bassi.
Vogliamo vedere ora al variare della frazione volumetrica di una fase e dell’altra come si comporta
il composito in termini di resistenza meccanica.
Il diagramma (2) ci mostra il valore del al variare della frazione di fibre nel composito.
Il inizialmente all’aumentare delle fibre diminuisce, poi, arrivati ad una certa frazione di fibre,
che in qualche modo esercitano una funzione tenacizzante, ricomincia a risalire. Intuitivamente si
può pensare che nella fase iniziale le fibre sono così poche da non dare un contributo alla resistenza
del composito e, nel momento in cui si raggiunge una deformazione tale da rompere le fibre, la
matrice ha una resistenza inferiore a quella di una matrice tutta piena, si riducono così le sue
proprietà di resistenza meccanica.
Si deve quindi avere un contenuto minimo di fibra in modo che esso si converta poi in un
incremento di resistenza nel composito.
Ovviamente c’è un limite geometrico e d’aderenza delle fibre nella matrice che limita la quantità di
fibre in un composito.
Compositi a matrice fragile (1)
Nei compositi a matrice fragile la fibra ha generalmente una ed una ultime superiori a quelle
della matrice (fig1).
Se si va a graficare la resistenza ultima del composito in funzione della frazione volumica di fibre
(fig2) si può notare che comunque anche una minima quantità di fibre conferisce un aumento della
resistenza meccanica.
66
Nel grafico si può vedere una variazione di pendenza della curva in corrispondenza di un valore di
fibre Vmin. Quando le fibre sono al di sotto di questa Vmin il composito non guadagna in tenacità e
anche se la sua resistenza è leggermente superiore la sua rottura ha comunque carattere fragile (si ha
una regione a frattura singola). Al di sopra della Vmin nel composito avviene una sorta di rottura
multipla della matrice con una resistenza ultima del materiale proporzionale al contenuto di fibre. In
questo caso la matrice, meno rigida, sollecitata a valori di carico superiori a quelli da lei sostenibili
comincia a rompersi gradualmente perché le fibre fanno da ponte tra i vari punti.
Compositi a matrice fragile (2)
Se consideriamo un composito 1D (ipotesi più semplificata) sottoposto ad un carico assiale la
matrice, più fragile, comincia a cedere a valori di carico che superano la sua resistenza e la sua
deformazione. Quando la frazione volumica di fibre, moltiplicata per la resistenza delle fibre, è
maggiore della resistenza ultima della matrice meno il valore del carico sulla fibra cui la matrice
comincia a rompersi moltiplicato per la frazione di fibre, si è in condizioni di microcrack.
fuVf > mu-f’Vf
Quindi la linea di demarcazione tra un comportamento fragile ed uno tenace è:
Vcrit = mu / (f’ +fu)
Per Vf > Vcrit la matrice subirà microcrack ad un valore di stress pari a:
= f’Vf + mu (1- Vf)
e la rottura del composito si avrà a: cu=fuVf
A questo punto la matrice completamente microfratturata non contribuisce più alla resistenza finale
del composito.
Meccanismi di tenacizazione dei materiali ceramici
I meccanismi sono essenzialmente due: deflessione della cricca e pullout della fibra. In particolare il
pullout è responsabile della resistenza residua del composito conferendogli un comportamento
simile ad un metallo che ha superato lo snervamento (aumenta l’affidabilità).
Damage tollerant CMC
67
Se il composito damage tollerant è sollecitato a valori del carico via via crescenti possiamo
suddividere il comportamento del materiale in tre zone. A bassi valori del carico il composito
mostra un comportamento elastico. A valori crescenti del carico la matrice comincia a
microfratturarsi. Se il materiale è monolitico (privo di rinforzo fibroso), quando il difetto raggiunge
una dimensione critica (secondo la legge di Griffit), questo si rompe in maniera catastrofica. Ciò
non avviene nei ceramici compositi perché la cricca, invece di allargarsi è deflessa l’ungo l’asse
della fibra. In questo modo da una sollecitazione modo 1 (cricca trasversale al carico applicato) si
passa ad una sollecitazione modo 2 (cricca parallela al carico applicato). In questo modo il
danneggiamento sulla matrice è minimo e le fibre sono ancora legate tra di loro grazie all’azione di
ponte della matrice stessa. Quando il carico applicato supera il carico max per la fibra il materiale si
rompe e l’azione di rottura avviene per scorrimento della fibra nel materiale della matrice.
La rottura della fibra non avviene necessariamente nel punto in cui la matrice si rompe, in questo
modo il materiale continua ad offrire una resistenza residua anche dopo la rottura della fibra perché
lo scorrimento della fibra nella matrice richiede una certa forza.
Typical stress-strain curve of SiC-SiC and SiC monolith
Differenza di comportamento in una prova sforzo-deformazione tra un provino realizzato in carburo
di silicio ed uno sempre in carburo di silicio ma rinforzato con fibre di SiC.
Il monolitico, superata la soglia di resistenza, subito si rompe (dal grafico non si direbbe ma spesso
il composito ha una ultima confrontabile e spesso superiore al monolitico).
Il materiale composito pur avendo valori di stress massimi confrontabili col monolitico in realtà è
molto più tenace perché è molto più deformabile.
Il composito dopo una prima zona in cui ha un comportamento elastico subisce una deviazione in
un’altra regione a comportamento quasi plastico (condizione di microfratturazione), e anche
superato il valore critico, dettato dalla frazione volumetrica di fibre presenti, il materiale non si
scompone del tutto continuando ad avere una certa resistenza e deformabilità.
The critical role of interface in CMC
L’interfaccia nel composito ceramico gioca un ruolo critico. Precedentemente si è parlato di
deflessione della cricca e passaggio della sollecitazione da modo 1 a modo 2.
In realtà ciò è possibile a condizione che non ci sia un forte legame tra fibre e matrice. Se fibre e
matrice sono legate da un forte legame di tipo chimico (reaction bonding) ciò non permette la
deflessione della cricca, lasciando il materiale fragile. L’interfaccia fibra matrice deve avere
un’adesione di natura meccanica non troppo forte da determinare rottura fragile e non troppo debole
68
perché è necessaria la trasmissione del carico dalla fibra alla matrice. Queste condizioni si
ottengono andando a creare un’interfaccia sulla fibra incapace di legarsi chimicamente
possibilmente con entrambe le fasi e che con delle caratteristiche ideali di scorrimento.
L’interfaccia ideale sul composito precedentemente visto potrebbe essere quella di un carbonio
pirolitico, cioè un carbonio grafitico per deposizione da fase vapore che cresce orientato sotto forma
di tanti foglietti che si dipartono dalla fibra centrale (questa è una condizione ideale).
Purtroppo per quanto riguarda applicazioni termostrutturali in ambienti ossidanti questo sistema ha
degli inconvenienti poiché il carbonio può bruciare e se l’interfaccia non è isolata dall’ambiente
esterno le microcricche indotte da sollecitazioni possono veicolare i gas all’interno del materiale.
Spesso si utilizza come interfaccia il nitruro di boro che è più resistente.
Tin dioxide coated allumina (Saphikon)
Esempio di sezione di fibra d’allumina con interfaccia di un ossido insolubile nelle due fasi, in
questo caso si tratta d’ossido di stagno (è ottimo anche l’ossido di zirconia).
Nei compositi da noi realizzati non ci siamo preoccupati molto delle interfacce, ma abbiamo
utilizzato una matrice non fortemente compattata in modo che il contatto fibra matrice non sia
completo ma a punti. Ciò si ottiene sinterizzando il materiale ad una temperatura più bassa di quella
della piena densificazione. In questo modo si possono ottenere materiali a comportamento tenace.
Frattografia a differente ingrandimento del provino SiC C6
Provino di composito sottoposto a flessione (5 mm di larghezza).La sezione di frattura mostra una
serie di ciuffetti di fibre che sono uscite dalla matrice. Questo è indice di un buon comportamento
del materiale perché c’è stato scorrimento tra fibre e matrice.
Curva sforzo-deformazione del campione SiC C6
Si è raggiunto il valore di 500 Mpa (molto elevato).
The push in test
Ci sono molte proprietà macroscopiche prevedibili attraverso lo studio di proprietà microscopiche.
Il valore di stress e attrito tra fibre e matrice possono influenzare il comportamento macroscopico
del materiale. Il valore d’attrito è misurato con il push in test. Una fibra appartenente ad una fetta
sottile del composito è spinta da una punta con un carico crescente, quello che si osserva è che la
fibra esce dalla parte opposta del materiale.
69
La fibra esce solo nella fase finale dell’esperimento, infatti, prima c’è una regione a comportamento
elastico e poi una fase di scollamento della fibra dalla matrice. Queste tre regioni sono assimilabili a
quelle osservate nel composito ceramico durante un test di flessione o trazione monoassiale.
Rottura e pull-out della fibra.
Consideriamo una porzione di materiale che ha inglobato un tratto di fibre per una lunghezza l.
Tirando fuori la fibra dalla matrice si possono verificare diverse condizioni, funzione del valore di
resistenza della fibra rapportata allo stess interfacciale tra fibra e matrice. Si vuole quindi valutare lo
stess interfacciale sulla matrice. Se il valore di tale stess è molto elevato la fibra si rompe altrimenti
si ha una condizione d’estrazione della stessa. La condizione di rottura è:
r2fu rli
rl = superficie della fibra a contatto con la matrice
i = stress interfacciale
Si ha pullout se:
r2fu > rli
(anche se la fibra si rompe nella matrice si ha pullout).
Effetto tenacizzante del pullout
Il lavoro svolto dallo scorrimento della fibra nella matrice rappresenta la tenacità del materiale.
Il lavoro speso per estrarre la fibra (che si è rotta) è pari allo stress interfacciale moltiplicato per la
superficie a contatto. Ovviamente la superficie a contatto diminuisce con l’estrazione della fibra:
W = i d k2/2 (1/2 deriva dall’integrazione)
Il valore di i regola la distanza critica cui si rompe la fibra ed il valore di resistenza finale. Si deve
quindi regolare ili in modo che la fibra si rompa abbastanza dentro la matrice e ci sia scorrimento.
11a lezione 16/04/03
Il miglioramento della resistenza.
Vediamo l’evoluzione storica delle performance dei materiali ceramici. Nel secolo XX vi è stato
il maggior impulso ad aumentare le proprietà meccaniche dei materiali ceramici. Infatti, prima del
70
XX secolo una porcellana, una terracotta avevano proprietà meccaniche scadenti al di sotto di 100
MPa di resistenza a flessione.
L’introduzione dell’allumina e dei materiali ceramici non ossidi sino a giungere alla zirconia
parzialmente stabilizzata, ha portato la resistenza a flessione anche a più di 1000 MPa, oltre tale
valore abbiamo il cavo d’acciaio.
Le fibre, hanno resistenza meccanica superiore sia ai materiali metallici che ai materiali
monolitici; allora combinandole con materiali ceramici, ovvero formando i materiali compositi,
quest’ultimi diventano materiali strutturali.
Typical temperature operatine conditions for different classes of materials.
A dare qualità ai materiali ceramici, oltre alla resistenza specifica, vi è la resistenza nei
termostrutturali alla temperatura.
I carbon-carbon essendo molto leggeri e molto resistenti sono i materiali ceramici più
performanti.
I freni carbon-carbon stando in contatto con l’ossigeno hanno un problema di usura e di
ossidazione, localizzato nella parte più calda degli stessi. Ci sono degli additivi che riducono la loro
degradabilità, come bisiliciuro di molibdeno, materiali metà ferrosi ma molto ceramici che
ossidandosi sigillano il resto di carbon-carbon e lo preservano dall’ulteriore ossidazione.
I carbon-carbon lavorano anche a temperatura di 800 °C e comunque non tutto il freno è a tale
temperatura, quindi solo la parte più esterna, più esposta ad alta temperatura è ricoperta dagli
additivi. Anche perché pur consumandosi, vedi il Boeing o la Formula 1 si ricambiano
frequentemente e quindi sono sempre efficienti.
I composito MMC che contengono un articolato ceramico, sono utilizzati per i freni delle moto.
Essi contengono fibre chopped di allumina, che sono sciolte in alluminio e il tutto si cola a formare
i freni. Gli MMC sarebbero dei compositi con matrice duttile e non tenace, perché altrimenti il
composito risulterebbe irrigidito.
Un problema più sentito è quello di resistenza agli shock termici tra fibra e matrice, infatti un
materiale non ferroso si espande molto di più della fibra e così dopo n cicli di riscaldamento e
raffreddamento si giunge al punto che si ha un distacco tra fibra e matrice.
La resistenza meccanica.
Un provino si è rotto proprio dove presentava una bolla più grossa, ovvero dove il difetto è più
grande. I materiali che hanno un legame ionico e covalente (fortemente energetici nella loro
71
formazione) si presentano come forti e rigidi, perché è richiesta grande energia per rompere tali
legami.
Pensando ad una rottura ideale, la resistenza teorica data, risulterebbe molto elevata, basti
pensare ad a0 dell’ordine degli Angstron per avere dall’equazione resistenze notevolissime, ciò non
avviene in pratica perché ogni materiale è caratterizzato da difetti e da irregolarità più grandi dello
spazio interatomico. Ciò è tenuto in conto dalla legge di Griffith, in cui invece di avere la distanza
interatomica, ho la lunghezza del difetto più grosso, al quale lego la di frattura. La differenza tra i
due approcci sta in 2-3 ordini di grandezza.
I difetti sono:
1. bordi di grano;
2. piccoli pori;
3. difetti di coarsing;
4. pori interni;
5. pori in superficie che sono i più dannosi.
(le fibre di vetro sono quelle che presentano superfici più liscie in assoluto e che quindi dovrebbero
avere rispetto alla porosità in superficie resistenza più alta).
Misura della resistenza meccanica nei materiali ceramici.
Per quanto riguarda lo studio dei materiali bisogna dire che i materiali ceramici hanno buona
resistenza a compressione, buona durezza Vichers e resistenza minore a trazione o flessione. La
parte critica è lo studio della resistenza a trazione, perché risulta difficoltoso già farsi il provino con
forma a osso di cane e poi ammorsarlo nella macchina, in quanto una piccola deformazione rompe
il provino che è molto fragile.
Una procedura molto utilizzata è quella di fare prove a flessione a tre o quattro punti. Da tali
prove si risale alla resistenza del materiale tramite la conoscenza dell’inerzia del provino. L’unica
cosa è quella di tener presente le differenze tra valori con una prova rispetto all’altra.
La resistenza ricavata con una prova a flessione è maggiore che quella ricavata con una prova a
trazione (per una questione di probabilità).
In un materiale metallico, con comportamento omogeneo, ci ritroviamo con gli stessi valori di
resistenza tra una prova ed un’altra; invece per un materiale ceramico in cui entrano in gioco anche
i difetti, vi è una certa probabilità che questi ultimi ricadano proprio nella zona caricata
maggiormente oppure nelle vicinanze, allora con la stessa probabilità si possono avere valori diversi
di resistenza.
72
Detto ciò possiamo capire come le prove a tre punti diamo valori minori rispetto a quelle a
quattro punti, proprio perché bisogna tener conto della probabilità che hanno i difetti di cadere in
una zona più caricata o no. Questo implica, allora che ogni valore di resistenza per noi ha anche un
significato probabilistico, ovvero tale materiale resiste a 100 MPa col 90 di probabilità.
Tenacità alla rottura.
Questo è un approccio che cerca di considerare le proprietà del materiale ceramico
indipendentemente dalla dimesione del difetto.
K misura la proprietà del materiale in modo intrinseco, ovvero non tenendo conto delle
difettosità esterne del materiale.
Quindi k1 è la resistenza a frattura che va affiancata ai valori della resistenza a flessione
(ceramico con difetti).
Per stabilire la resistenza intrinseca dei materiali ceramici, si utilizza un approccio della
meccanica della frattura, tale da creare un difetto di dimensioni note e sollecitando il pezzo si studia
la sua rottura attraverso la propagazione della frattura, che può avvenire attraverso tre modi, a
seconda se il carico è applicato perpendicolarmente al crack oppure no.
Valori tipici di k1 per i materiali ceramici.
Per la claybounded silica abbiamo una resistenza meccanica bassa, minore di 110 MPa, infatti,
noi la studiamo per la sua proprietà di resistere agli shock termici.
Materiali interessanti sono i carburi, anche la mullite derivata dalla decomposizione di caolino
ha una resistenza meccanica bassa, così come la grafite che però presenta un aumento di resistenza
con l’aumentare della temperatura.
L’allumina ha solo 0.2 di porosità, allora ci aspettiamo valori alti di resistenza meccanica. Già
col 5 di porosità, abbiamo una allumina poco resistente. I nitruri hanno una resistenza accettabile.
Per il SiC si ha una resistenza che varia anche col metodo di fabbricazione. Per quello pressato a
caldo ho una resistenza meccanica più elevata dovuta al fatto che diminuiscono i pori ed inoltre
potendo sinterizzare a caldo diminuisce il coarsing, insieme al fatto che diminuiscono anche le
dimensioni dei pori e dei difetti.
Progettare con i materiali ceramici.
73
Quando abbiamo davanti un materiale fragile, come i materiali ceramici, che approccio
dobbiamo intraprendere?
1. Approccio Empirico, ovvero si esegue il test, pur sbagliando, sino a quando non
funziona, se si riesce a predire il suo funzionamento. Si sfruttano le esperienze fatte
anche sbagliando.
2. Deterministico, cioè si cerca di predire con un metodo matematico il
comportamento, la resistenza di un materiale. Questo approccio è fortemente legato
al calcolo degli elementi finiti che, assegnate, le condizioni al contorno sulle
proprietà di base del materiale, si riesce a predire le proprietà anche di pezzi molto
complessi, sollecitati in maniera del tutto complessa. Questo approccio è molto
rischioso per i materiali ceramici per il fatto stesso che con i loro difetti risultano
poco affidabili.
3. Probabilistico, è l’approccio che più si adegua allo studio dei materiali ceramici,
vista anche la loro natura. Infatti, data la fragilità spinta del materiale si cerca di
unire la probabilità alla determinazione per dire che il materiale presenta una certa
probabilità a rompersi.
La statistica di weibull.
Il concetto di probabilità significa che se io vado a sollecitare un ceramico ad una serie di sforzi
di diverso tipo, io ho un’alta probabilità che il ceramico si rompa ad alti sforzi e bassa probabilità
che lo faccia a bassi sforzi.
Questa probabilità si esprime con una relazione esponenziale in cui la probabilità dipende dal
valore dello sforzo applicato. Nella relazione, è importante ricavare il modulo legato alla qualità
del materiale:
= 100 materiale metallico alta affidabilità;
= 2,3 materiale ceramico bassa affidabilità.
basso significa bassa conoscenza del valore di rottura del materiale.
Grafici.
Dai grafici si evince che con crescenti si ha un transiente molto più stretto, andando così ad
individuare con migliore precisione il punto di rottura del materiale.
Noi possiamo scegliere il nostro valore di sicurezza in base a questa probabilità. Consideriamo i
grafici log p/log : quando aumenta, la pendenza della curva aumenta per traslare devo
considerare una migliore compattazione delle bolle, ovvero un metodo di fabbricazione diverso.
74
La la posso aumentare passando da slip a hot pressing. Da notare che se aumenta, di fatto
risulta che la probabilità varia molto per piccoli range di resistenza meccanica, cioè la probabilità
che un ceramico ha di resistere a certi valori di carico varia in modo elevato per piccole variazioni
di , questo comporta che l’indice di qualità è elevato, cioè il materiale è affidabile.
Meccanismi di tenacizzazione dei materiali ceramici (1).
Questi meccanismi riguardano i materiali monolitici e sono quelli di:
-
crack impeding;
-
per stress compressivo della matrice: si sfrutta il fatto che il materiale ceramicoresiste
meglio alla compressione che alla trazione allora inducendo uno stato compressivo,
quando è sottoposto a flessione, la parte preposta a tendersi deve superare lo stress
residuo a compressione e poi entrare in zona effettivamente a trazione presentando una
resistenza a flessione maggiore. Questo meccanismo si utilizza molto nei vetri attraverso
la tempra. Quello che si cerca di avere è un guadagno in termini di resistenza a flessione,
attraverso lo stress compressivo.
Tenacizzazione per compressione della superficie.
Con la Zr possiamo sfruttare la tenacizzazione per trasformazione di fase come la
trasformazione tetragonale-monoclino.
Tale trasformazione essendo di tipo espansivo è l’autrice della compressione superficiale, infatti
in superficie ci sarà un’espansione dovuta alla trasformazione, mentre all’interno dove il materiale,
non risente dell’abrasione superficiale e quindi non si trasforma, induce la compressione in
superficie, che di fatto tenacizza. L’abrasione di fatto fa avvenire la trasformazione a t amb. della fase
tetragonale metastabile in fase monoclina.
Tenacizzazione con microcriccature.
Anche questo meccanismo si basa sulla legge di griffith, cioè noi in maniera voluta
introduciamo nel materiale piccoli difetti, attraverso l’espansione di ossido di zirconia da
tetragonale a monoclino otteniamo delle piccole rotture, microfessurazioni, che sono tali da non
degradare il materiale, ma sono tali da tenacizzarlo nella fa se di raffreddamento. Infatti, quando nel
materiale si sta propagando una cricca di modo I, ovvero una rottura critica, noi abbiamo una rottura
drammatica se si supera la legge di griffith.
Mentre se la cricca incontra le microfessure e si ripartisce in più parti, noi avremo una rottura
duttile (ovvero abbiamo un aumento di resistenza) e non più drammatica.
75
Tale tenacizzazione dipende fortemente dalla frazione volumetrica di ZrO2 in matrice di
allumina, facendo attenzione a non superare quella soglia critica che indebolisce troppo il materiale.
Strutture cristalline della zirconia.
Diagramma di stato ZrO2 –Y2 O3.
12a lezione 23/04/03
Fuell Cell
13a lezione 30/04/03
76
Strutture cristalline della zirconia.
Presenta un polimorfismo distorsivo, ovvero al variare della temperatura presenta una stabilità
in delle fasi strutturali che sono:
1. Monoclino (Tamb);
2. Tetragonale (1150 °C);
3. Cubica (2200 °C).
Il materiale si trasforma strutturalmente non per rottura dei legami, ma per deformazione della
cella elementare. Per cui la cella elementare cubica stabile ad alta temperatura si allunga passando a
tetragonale e si distorce passando a monoclina a temperatura ambiente.
Tali trasformazioni si spiegano dal fatto che il volume atomico dell’ossigeno e della zirconia
variano con la temperatura, questo implica che nella struttura ionica dell’ ZrO2 , si cerca di avere il
più alto impacchettamento, ovvero il minor spazio vuoto tra gli interstizi e, questo dipende da come
si dispongono gli atomi più piccoli (cationi) negli interstizi di quelli più grossi (anioni). Ad alta
temperatura il migliore impacchettamento per una zirconia è quello cubico.
Il fatto che tale materiale si contrae ad alta temperatura e si espande raffreddandosi provoca il
nascere di tensioni interne, che rompono il materiale e pertanto provocano la “morte” della zirconia
pura, che è inutilizzabile in quanto bastano escursioni molto piccole di temperatura perché si rompa.
Basta però, una piccola aggiunta di cationi alla zirconia pura perché sia stabilizzata e tale
trasformazione sia meno cruenta.
La zirconia è un polimorfo di tipo distorsivo, cioè passando da monoclino a tetragonale
riscaldandola si contrae in maniera vistosa invece che espandersi.
Quello che succede quando abbiamo dei sostituti aliovalenti, tipo sostituzionali, nella struttura
cristallina della Zr è un diagramma di fase di questo tipo.
Diagramma Zr-Y.
1. Con il catione Ittrio si stabilizza la zirconia, infatti, sullo zero di di mole di Y2 O3 leggiamo le
trasformazioni polimorfiche della Zr alle diverse temperature.
All’aumentare di tale si aprono regioni in cui il composto si trova in forma metastabile e
questo è dovuto al fatto che i cationi di ittrio, Mg e Ca sono componenti sostitutivi di quello di Zr e
non interstiziali (ciò è dovuto alla loro dimensione: circa 101 pm contro 84 pm della Zr).
Quando ognuno di questi cationi prende il posto, nel reticolo, di un atomo di Zr si forma una
struttura che ha grande incapacità a arrangiarsi, pertanto in base alla quantità che noi aggiungiamo
77
di questi cationi aliovalenti, abbiamo una struttura con un grado più spinto a non trasformarsi
rispetto alla Zr pura.
Per cui al variare della quantità di cationi sostituzionali abbiamo solo in parte, una regione
trasformabile, inoltre delle regioni in cui coesistono regione cubica e tetragonale.
Aliovalenti significa che hanno pressoché valenza minore rispetto alla Zr.(Y=3, Mg e Ca =2).
Quindi il fatto che noi introduciamo un catione aliovalente con difetto di carica positiva significa
che per la neutralità elettrica del materiale noi dobbiamo introdurre delle lacune di ossigeno per
impoverirlo di cariche negative.
Ad alta temperatura, queste lacune di ossigeno si muovano e rendono il materiale interessante
tecnicamente perché lo rendono una resistenza a tutti gli effetti. La Zr diventa pertanto un
conduttore solido ionico (l’ossigeno) e quindi avremo di fatto un ossido refrattario che conduce
elettricamente (attraverso gli ioni ossigeno e non gli elettroni). Tali compositi sono utilizzati
frequentemente nelle FUEL CELL.
2. Avere la Zr stabilizzata cubica è un modo di avere il materiale in modo che non dia problemi,
cioè avendo eliminato la transizione tetragonale monoclina, il materiale pur variando la
temperatura, non si rompe più perché sono state eliminate le espansioni, anche se rimane un
materiale povero dal punto di vista delle proprietà meccaniche.
Vediamo quali sono le composizioni miste tra Zr e Y in modo da avere una fase cubica ed
una tetragonale (calcolata secondo la regola della leva). Scendendo giù, al di sopra di un certo
contenuto di Y, abbiamo una soluzione solida cubica e monoclina.
In realtà, con dei trattamenti termici si possono migliorare le performance del composto. Per
stabilizzare la Zr si utilizza spesso il Mg, sotto forma di ossido, perché costa meno che le terre
rare.
ZrO2-MgO phase digram.
Analizziamo due composizioni differenti, facendo il caso di aver formato l’oggetto di Zr per
slip casting e dobbiamo scegliere la temperatura a cui sinterizzarla. Prendiamo una
composizione con l’8 di MgO. Partiamo da una temperatura di 1700 °C di sinterizzazione e
abbiamo una forma cristallina cubica, quando poi lo raffreddiamo possiamo indurre una
trasformazione martensitica (come negli acciai) se lo abbiamo raffreddato ad una temperatura
minore di quella in cui è stabile la fase cubica.
Dal diagramma si evince che, stando in una zona in cui è stabile la soluzione solida con fasi
tetragonale e cubica, avendo bisogno di una certa frazione volumetrica di fase tetragonale
78
attraverso la regola della leva, stabiliamo la temperatura. Scendendo dalla zona cubica a quella
sottostante il materiale comincerà a far crescere dall’interno della fase cubica la fase tetragonale
(come nella trasformazione martensitica). Ovvero la distorsione del cristallo tetragonale genera
questi cristalliti allungati all’interno della fase cubica.
Un materiale che ha questa forma è più resistente, cioè quando lo raffreddiamo, parte della Zr
tetragonale, cerca di trasformarsi in monoclina stabile a Tamb, un’altra parte si trasforma
martensiticamente, ma alla fine la struttura martensitica mi fortifica il materiale.
Un altro modo per rafforzare il materiale è quello di prendere il 6 di MgO e quindi
diminuendo la %, la fase cubica è stabile a più alte temperature. Questo fa si che sinterizzi il
campione in una zona in cui ho fase cubica e tetragonale separate. Quando abbasso la
temperatura, nella fase cubica può avvenire la trasformazione martensitica e poi la fase
tetragonale si trasforma in monoclina separatamente. Questo materiale così complesso
rappresenta una curva d’espansione ondulatoria perché sottoposto a riscaldamento la fase
monoclina diventa tetragonale. Ciò implica contrazione, quindi il materiale invece di espandersi
in maniera indefinita ad una certa temperatura si contrae; in definitiva ho un buon controllo
modulato sull’espansione del materiale che resiste bene agli shock termici.
MOR with MgO concentration.
Questa curva dimostra come al variare dell’MgO ho un diverso mor. Da notare che se ci metto
troppo, degrado il materiale. Questo è un modo per migliorare le proprietà del materiale, ovvero
nucleando una fase tetragonale che può diventare monoclina o meno.
Tenacizzazione per trasformazione di fase.
Consideriamo una Zr parzialmente stabilizzata in cui esistono due fasi una tetragonale e una
cubica. La fase tetragonale (dispersa in piccoli grani)vuole trasformarsi in monoclina generando
compressione in un materiale che si sta contraendo (mentre raffreddo) e allora tale trasformazione
non è detto che avvenga. Alla fine è come se avessimo una fase tetragonale meno stabile che vuole
trasformarsi, ma non ha la forza.
L’espansione può avvenire quando nel materiale si forma una cricca e allora la fase tetragonale
si trasforma in monoclina espandendosi e quindi è come se mi ricucisse la cricca conferendomi
tenacità alla Zr.
Tosoh zirconia process.
79
La Zr viene ricavata da una pietra naturale detta zircone (1 mole di Zr e 1 mole di Si). Il
processo di produzione è simile a quello Bayern, cioè con un attacco in soda si produce il cloruro
della Zr che sotto forma idrato si sospende nella soluzione mentre la parte della Zr e le altre
impurezze restano sotto. Alla soluzione dei cloruri si aggiungono a livello molecolare gli
stabilizzanti (Mg,Y), dopodiché il cloruro con l’aggiunta di soda lo si fa diventare idrossido che
precipitato (variando il pH della soluzione) lo si tira fuori sotto forma di polvere.
L’idrossido calcinato ad alta temperatura si deidrata e otteniamo la polvere di Zr.
Spry drier.
In un ugello viene fatto passare la soluzione con le polveri con un fortissimo flusso di aria calda
che asciuga le polveri spruzzandole. Le polveri molto fini quindi s’asciugano senza aggregarsi.
Sintering flow of TZ-3Y.
La Zr stabilizzata con 3 moli di Y è quella che dà le performance meccaniche migliori. Si lega
la Zr al legante idraulico che sarà allontanato attraverso il trattamento termico (a 150-500 °C) per
aumentare l’efficienza della fase di granulazione.
Quando si utilizza il binder si ha il green machine, ovvero si lavorano le polveri con il legante.
Notate che nel trattamento termico tra 150-500 °C bisogna andare molto piano tra 5-10 °C/h.
Avendo polveri fini con legante e non essendoci canali o pori di scappamento nel campione, se si
brucia velocemente, il gas di combustione che si genera nel materiale provoca tensioni interne che
rompono il campione.
Superati i 500 °C si può aumentare un po’ la velocità di riscaldamento. Dopo il trattamento di
presinterizzazione, vi è un ulteriore lavorazione (che è quella che facciamo noi a 1000 °C) e poi si
rimanda a sinterizzare per 1-2 ore a temperatura più alta (1500 °C).
TZ-3Y ceramics thermal stability (1) e (2).
Vediamo la relazione tra la dimensione dei grani e il tempo di invecchiamento. Al fine di avere
una zirconia stabilizzata performante nel tempo, cerchiamo di non avere la struttura monoclina
stabile a Tamb., altrimenti il meccanismo di tenacizzazione non funziona più, allora il costruttore ci
dice se rimane oppure no monoclina a lungo.
Questo di fatto dipende dal grano: se è grande ha la forza di espandersi, altrimenti se è piccolo è
inibito dalla matrice intorno che è cubica (il campo di forze non fanno avvenire la trasformazione).
Se i grani sono abbastanza piccoli ci resta la fase tetragonale stabilizzata e solo una piccola parte
in fase monoclina anche quando trattiamo termicamente il materiale sino ad una certa temperatura
80
critica. Sul grafico si nota che a 230 °C col passare del tempo, se i grani sono di 1 m (grossi) si
convertono in struttura monoclina, assai facilmente, infatti dopo poco tempo aumenta di molto il
contenuto di fase monoclina.
Properties of Tosoh Zirconia ceramics.
Notate che più i provini sono piccoli più i valori sono alti perché diminuisce la probabilità di
trovare difetti. Ad alta temperatura l’effetto benefico della tenacizzazione non avviene perché
abbiamo solo fase tetragonale e quindi la resistenza a flessione è paragonabile a quella
dell’allumina, 350 Mpa, visto che non c’è possibilità di avere trasformazione monoclina che
tenacizza.
La prova agli shock termici sono eseguite con 2 metodi: o tenendo l’acqua in ebollizione o
facendo cadere il provino in un bagno di Al fuso(in questo secondo caso il T è più alto).
Diffusività termica.
E’ una combinazione tra quantità fisiche del materiale; ovvero è il rapporto tra: conduttività,
quanta energia riesce a condurre e, quanta energia riesce ad immagazzinare, cioè è una capacità x
densità = energia per unità di volume.
Il T interno che si crea in un ciclo di riscaldamento e raffreddamento è inversamente
proporzionale alla diffusività termica della stesso materiale.
Conducibilità termica.
La conducibilità termica si definisce come flusso di calore che attraversa il materiale. In
maniera intuitiva leghiamo la capacità termica a chi conduce il calore. Quindi la conducibilità
termica dipende dal numero e dall’efficacia dei portatori di calore, il libero cammino medio invece
legato alla T è la misura di come questo trasporto è inibito.
Di un materiale solido, ci aspettiamo che aumentando la temperatura diminuisce la conducibilità
termica perché aumentando gli urti tra le molecole diminuisce il libero cammino medio dei
trasportatori di calore. Questi nei materiali ceramici, in cui prevale il legame covalente non sono
certo gli elettroni. Però il calore inteso come trasporto di energia cinetica avviene attraverso la
vibrazione del reticolo, ovvero i fononi, cioè vibrazione collettiva nel materiale, come le onde del
mare.
Il trasporto fononico è tanto migliore quanto più il materiale è ordinato, ovvero tanto più ha una
forma cristallina, infatti il diamante ha ottima conducibilità termica. Nel caso di materiali composti
81
il fonone è dato dalla vibrazione collettiva di più reticoli, i quali se non sono sincronizzati non
trasferiscono calore da una parte all’altra.
Elementi atomici con massa confrontabile allora possono costituire reticoli anche diversi, ma
con vibrazioni in fase che trasmettono, mentre se la massa è molto diversa si ha interferenza e
quindi non conduzione. Allora l’ossido di berilio è un buon conduttore di calore, mentre l’ossido di
alluminio meno buono e l’ossido di zirconia è cattivo; proprio perché vi è differenza sostanziale tra
le masse degli atomi.
Conducibilità termica rispetto alla temperatura.
Con l’aumento della temperatura la conducibilità termica diminuisce. Alcuni materiali (mattoni
refrattari) hanno una bassa conducibilità termica, però con l’aumentare della temperatura essa
aumenta non perché il materiale conduce di più attraverso il proprio reticolo, ma perché conduce in
maniera diversa, ovvero in maniera radiativa.
Espansione termica.
Si spiega facendo riferimento ai legami chimici dei materiali. Dobbiamo distinguere se il
materiale è prevalentemente ionico o covalente e quindi secondo la sua natura si espande molto o
poco.
Un ceramico ionico si può assimilare ad un materiale metallico (fortemente impacchettato) e
quindi con l'aumentare della temperatura e l’aumento delle vibrazioni atomiche si espande molto,
hanno tale comportamento gli ossidi.
Di contro un materiale covalente non fortemente impacchettato non si espande molto per il fatto
stesso che presenta un volume libero nella cella elementare, è come se assorbisse meglio le
vibrazioni atomiche, si comportano così la grafite, SiC, ect.
L’espansione termica può assumere anisotropia quando l’impacchettamento è più spinto lungo
una direzione piuttosto che in un’altra, quindi di fatto l’espansione avviene maggiormente lungo le
direzioni con più alto impacchettamento.
Un ceramico policristallino di fatto può presentare isotropia, perché ha una distribuzione di
grani in maniera casuale e quindi nel complesso è come se subisse un ‘espansione del tutto
uniforme. Col carbonio invece avremo l’espansione più alta tra i piani (legame di Van der Wals)
che nei piani in cui abbiamo i legami covalenti.
Un’altra osservazione è quando abbiamo anisotropia a livello della cella elementare, in cui
l’espansione lungo una direzione causa il ritiro nell’altra direzione causando, in una distribuzione
casuale delle celle una piccola espansione media del materiale nel suo complesso.
82
Curve di espansione termica.
Sono ceramici ionici e quindi hanno alta espansione termica: MgO, Al2O3,ZrO2.
Sono ceramici covalenti e quindi hanno bassa espansione termica: SiC, mullite, grafite,
carbonio.
Cordierite è anisotropica policristallina compensa l’espansione termica ed ha un elevata
resistenza agli shock termici.
Il vetro di pura silica è quello tra i materiali ceramici che ha la più bassa espansione termica.
Questo dipende dal fatto che è amorfo e poco impacchettato con molti spazi vuoti che assorbono
l’espansione.
14a lezione 05/05/03
Il vetro piano visto come materiale essenziale per l’edilizia e l’autotrasporto è un materiale
tecnologicamente molto importante. Esso non ha un elevato valore aggiunto,però, sottoposto ad una
serie di trattamenti, può raggiungere un valore di due ordini di grandezza superiori a quello del
vetro soda-lime come materia prima. Il vetro soda-lime è un vetro piano in cui è presente il 70-72%
83
di ossido si silicio, il 14% di ossido di sodio, il 10% di ossido di calcio ed il 4-5% di materiale
alcalino, alcalino terrosi come il magnesio e l’alluminio. Il vetro soda-lime fa parte della vita di tutti
i giorni; basti pensare alle finestre, ai piatti, ai bicchieri. Esso viene, in genere, sottoposto ad una
serie di trattamenti come nel caso ad esempio dei vetri usati nell’architettura di interni dove subisce
un trattamento termico o chimico come la satinatura,cambiando così le propietà ottiche superficiali.
ANTICHI PROCESSI DI PRODUZIONE DI VETRO PIANO
Già forse ai tempi dei romani ma soprattutto, poi, nel medioevo si incominciarono a produrre vetri
appiattiti. La lavorazione del vetro non è una operazione semplice . Essa ha subito un lungo
processo evolutivo che parte da una tecnologia manuale, tradizionale, di piccola serie ed arriva
quasi ad un progetto semindustriale. Il processo di soffiatura del vetro è stato scoperto nel Medio
Oriente e poi fatto proprio dai romani che lo hanno diffuso dappertutto, dalla Spagna alla Francia, in
tutte le parti dell’impero romano ed in particolar modo in Egitto ed in Italia. Nel processo di
soffiatura, all’interno di un crogiuolo dove si trova la massa di vetro fuso si inserisce una canna
metallica. Questa viene fatta ruotare in modo che su di essa si vada a depositare la massa fusa detta
bolo e si soffia dentro la canna così il bolo si gonfia e va ad assumere la forma dello stampo cavo in
cui è stato riposto. Gli stampi possono essere di legno, metallici ecc.
Per quanto riguarda il vetro piano una prima tecnica usata per produrlo, consisteva nel tirare fuori
l’oggetto cavo, molto allungato,nell’aprirlo, allargarlo, tagliarlo con una forbice lungo l’asse tutto
intorno ad un lato e stenderlo su un piano . Il vetro così ottenuto presentava una forma vagamente
piana , per niente regolare, non proprio liscia e soprattutto molto costosa.
La tecnica che si diffuse dopo questa fu la tecnica di tiratura della fornace. Nell’immagine del
lucido sono raffigurati degli artigiani francesi al lavoro. Essi devono molto ai veneziani esperti
vetrai che scapparono da Venezia ed andarono in Francia dove erano ben pagati. Il vetro veniva
tirato dalla fornace, si appiattiva facendolo passare attraverso un rullo e poi successivamente si
realizzavano dei poteri di tiratura dall’alto verso il basso. E’ facile riconoscere un vetro antico.
Infatti basta verificare che esso non sia completamente piano ma presenti delle ondulazioni dovuto
al fatto che i processi con cui era stato realizzato non erano perfetti.
Il punto di discontinuità tra le due tecniche è offerto dall’introduzione del processo Pilkington a
partire dagli inizi degli anni 60.
IL PROCESSO PILKIGTON FLOAT
Tale processo segna un punto di passaggio nella tecnologia di produzione del vetro. Il vetro è un
prodotto a bassissimo costo perché è costituito da materie prime come la sabbia, la borace, la soda
84
che sono comunque abbastanza economiche. Il fattore che incide maggiormente sul costo è
l’utilizzo di vetro usato perché bisogna andarlo a prendere dalle case. Però la sua presenza è
fondamentale perché abbassa la temperatura di fusione. Il vetro riciclato fondendo a più bassa
temperatura fa si che i processi di diffusione, di trasporto che dalla silice portano al vetro sodalime avvengano a temperature più basse. La presenza di una fase liquida in genere velocizza i
processi di trasporto. Le fornaci utilizzate sono di grosse dimensioni 9m di altezza e 45m di
lunghezza e contengono 1200t di massa fusa. Tipicamente la lastra che vieni fuori è in formato
6m*3.12m. Questa viene poi successivamente tagliata in formati più piccoli. Le grandi vetrerie
lavorano direttamente su lastre grandi mentre quelle piccole su lastre di 3m*2.40m. Il vetro piano
quindi può essere tirato fuori da questa enorme fornace a 1000°C avendo ancora una certa
consistenza. Essendo viscoso, quando scorre attraverso il bagno fuso di stagno, non si mescola con
esso e si raffredda. Questo letto fuso assicura che la superficie del vetro sia perfettamente liscia.
Successivamente il vetro passa in un altro forno dove avviene l’annealing termico cioè il processo
per cui gli stress di consolidamento vengono rilasciati piano, piano ad una temperatura vicina
all’annealing point superiore. In questa fase la temperatura è tenuta ancora un pò al di sopra della T
di transizione vetrosa ed il vetro può ancora rilasciare gli stress che sono dovuti al suo
raffreddamento.
LE VETRATE A “BASSA EMISSIVITA” (LOW-E )
Durante il processo float è possibile ottenere il cosiddetto vetro basso emissivo ( low-E )
spruzzando e nebulizzando sulla lastra di vetro che sta scorrendo, cloruri metallici come il cloruro
di stagno o di indio o una loro miscela. In questo modo, data l’alta temperatura, i cloruri subiscono
un processo di rottura cioè si stacca il cloro dallo stagno ed il metallo ossidandosi va a depositarsi
sulla superficie del vetro che è ancora calda legandosi in maniera abbastanza salda. Tale tipo di
prodotto in paesi come la Germania viene fatto installare per legge per ridurre le dispersioni interne
di calore. Il principio su cui infatti si base il vetro low-E è quello di ridurre l’emissività del vetro.
L’emissività è quel coefficiente numerico che mi dice di quanto differisce l’emissione di un corpo
rispetto a quella del corpo nero. Per la legge di Boltzman un corpo nero irradia un’energia pari a
σT4 mentre nel caso di un corpo qualunque si deve moltiplicare la precedente quantità per una
costante che nel caso di un vetro normale è 0.8 – 0.9 che è abbastanza alta .Ricoprendo la superficie
del vetro però con un materiale che emette poco è possibile portare l’emissività al di sotto di 0.1 .
Il calore in genere viene trasmesso per conduzione, irraggiamento , convezione ed è la trasmittanza
del vetro espressa dai produttori che tiene conto della somma di questi tre contributi. Un vetro
85
normale ha una trasmittanza pari a 6 W/m2K che è un valore piuttosto alto ed al quale
contribuiscono notevolmente soprattutto i contributi convettivi. Il coefficiente convettivo dipende
dai moti dell’aria. La convezione è asimmetrica nel senso che ci sono dei valori medi più bassi
all’interno e più alti verso l’esterno. Il coefficiente di scambio termico convettivo del vetro con
l’esterno è 18 W7m2K mentre con l’interno è 6 – 7 W/m2K. Con il vetro camera si riesce ad
abbattere questo coefficiente perché non c’è scambio convettivo direttamente
tra il vetro e
l’ambiente esterno ed il vetro e l’ambiente interno. Nei vetro camera, dato il limitato spessore
dell’intercapedine (12 – 13 mm ) non si riescono a creare moti convettivi. Per ridurre ulteriormente
il trasporto attraverso i moti convettivi si introduce nell’intercapedine un gas a minore conducibilità
termica come per esempio l’argon . Si potrebbe creare il vuoto ma la pressione che si verrebbe a
creare schiaccerebbe il vetro. Se si creasse il vuoto in una lastra di 1 m2 si genererebbe una
pressione di 10 ton.
Nel vetro camera è inserita una fascia metallica, di alluminio che presenta tanti forellini che
mettono in comunicazione la parte interna del profilato di Al che è riempita di zeoliti con la parte
esterna. Le zeoliti assorbono l’umidità in continuazione anche se dopo un certo numero di anni,
qualora la tenuta dovesse presentare dei fori risultando sature d’acqua non sarebbero più in grado di
assorbire.
IL COMPORTAMENTO DEL VETRO ALL’IRRAGGIAMENTO
All’interno del nucleo del sole avvengono, a decine di migliaia di gradi, delle reazioni nucleari. La
superficie del sole quindi risulta molto calda. Naturalmente si trova ad una T inferiore di quella alla
quale avvengono le reazione; in genere si aggira intorno ai 6000°C. Questo significa che il sole
irradia una quantità di luce da corpo nero che però è filtrata intorno al visibile. Osservando la curva
di emissione si può vedere che essa non ha la forma a campana ma presenta dei picchi di
assorbimento
che sono dovuti ai gas dell’atmosfera tipo il vapore acqueo o l’ozono. Grazie
all’ozono si eliminano parte delle radiazioni ultraviolette che sarebbero dannose per la vita
dell’uomo. Poiché l’assorbimento dell’ozono permette di ridurre gli UVA e gli UVB del 100% di
radiazione totale che giunge a terra, solo il 3% è rappresentato dagli UV, il 55% da energia
infrarossa (800 – 900 ηm ) ed il 42% da energia elettromagnetica. Il vetro è un materiale ideale per
proteggersi da questa enorme quantità di energia che piove dal sole. L’uomo come corpo riscaldato
a 35°C ha un’emissione tra 9 – 10 μm mentre la radiazione solare si trova tutta tra 0 – 0.2 μm.
L’uomo ha una emissione da corpo nero. Il vetro si trova nella condizione ideale di fare da finestra
di trasmissione dell’energia solare. Tutta la luce del sole può essere trasmessa dal vetro che però al
di sopra dei 6 μm di lunghezza d’onda comincia ad assorbire: su questo si basa l’effetto serra. In
86
una serra la luce del sole entra, colpisce le cose che vi stanno dentro e queste a loro volta la
riemettono per portarsi alla T circostante se non fosse per il vetro che non lascia passare nulla.
Quindi attraverso il vetro è possibile controllare in maniera passiva o attiva i flussi energetici che
vengo dalla fonte principale ossia dal sole.
OSSERVAZIONI ( SULLA TESI DI LAUREA DI SERGIO FRANZA )
A volte i vestiti esposti nelle vetrine ingialliscono a causa dell’effetto dei raggi ultravioletti.
Utilizzando vetri basso emissivi è possibile limitare la radiazione ed il calore che vi è in un
ambiente.
L’alcool etilico legato al silicio e l’alcool propilico sono alcossi metalli, tipici precursori dei
ceramici cioè si utilizzano nella sintesi ultramolecolare del materiale ceramico molto fine.
Sia la riflessione che la trasmissione sono proprietà che dipendono dallo spessore per cui il
calore, la quantità di luce riflessa varia anche se la differenza tra uno strato e l’altro è di
pochi ηm quindi è necessario un controllo. Un controllo grossolano dello spessore di film
che si deposita sul vetro si ottiene controllando la quantità di precursori in soluzione. Le
soluzioni preparate hanno una certa quantità di precursori al 5 – 10 %. Un controllo fine si
attua controllando la velocità. Per sapere quanto film si deposita, si possono usare anche le
curve di calibrazione in cui il parametro di controllo è il tempo della deposizione. Le
strutture che in genere si progettano hanno uno spessore che è una frazione di μm che sono
quantità non visibili all’occhio umano. Per misurarne lo spessore di questi film si possono
usare delle tecniche dirette di visualizzazione ma queste richiedono delle procedure molto
complicate. Infatti si deve tagliare il campione, poi lo si deve guardare al microscopio
ottico oppure a scansione per distinguere il film dal substrato. Questa è quindi una tecnica
laboriosa e non è detto che si riesca a misurare lo spessore. Una tecnica alternativa consiste
nel lasciare una parte della superficie non ricoperta oppure nel creare nel film un solco
quando il materiale è ancora abradibile cioè prima di sinterizzarlo e poi nel fare strisciare
sulla superficie, senza però applicare un grosso carico, un profilometro (così chiamato
perché segue il profilo ) costituito da una punta di diamante molto appuntita e sottile.
Se si deposita direttamente l’ossido di titanio sul vetro l’attività catalitica risulta inferiore
rispetto a quando l’ossido di titanio viene depositato su uno strato intermedio detto strato
buffer. Il sodio avvelena ad alta temperatura perché diffonde degradando in qualche modo
le proprietà di semiconduttore dell’ossido di titanio. Mettendo uno strato intermedio di
ossido di silicio è possibile impedire l’avvelenamento.
87
15a lezione 07/05/03
SISTEMA BARRA COSTANTINI
Ci sono 1 o 2 strati di vetro che fanno la casa. C’è un sistema controllabile di apertura. In Germania
tutti gli edifici sono di vetro: il vetro immagazzina energia. Le pareti si scaldano con il sole
attraverso moti convettivi e si trasferisce aria calda in casa in inverno.
88
inverno giorno:il sistema è tenuto isolato verso l’esterno. Il sole incide sul vetro e riscalda aria e
muro (effetto serra dei vetri ). Si chiude la finestra esterna.
inverno notte: si chiude tutto.
estate giorno: si apre la finestra esterna. Per effetto di trascinamento si creano moti convettivi che
generano ventilazione in tutta la casa.
estate notte: l’aria fredda entra nell’edificio, circola e poi esce da sopra.
PROPRIETA’ OTTICHE DEI VETRI
La radiazione elettromagnetica incide sul vetro. Il flusso incidente è ripartito in tre contributi:
= + d + a
Il vetro come tutti i materiali trasparenti e lisci ha una frazione di luce riflessa:
R = [(n-1)/(n+1)]2
All’aumentare dell’indice di rifrazione n aumenta il contributo della luce riflessa. Nel vetro comune
che ha n = 1.42, si ha riflessione totale dell’8%. La luce riflessa è 10 volte maggiore di quella che
c’è dentro;ecco perché non si vede dentro gli edifici. La trasmittanza spettrale è il rapporto tra la
luce incidente e quella riflessa.
CONTROLLO DEL FATTORE SOLARE
Il fattore solare è il rapporto tra la quantità di energia trasmessa e la quantità di energia che incide.
Per via dei moti convettivi dell’aria che sono maggiori fuori che dentro, il vetro, se è colorato,
assorbe parte dell’energia luminosa; si assume che la quantità di energia assorbita per effetto ottico
si ripartisce in una parte che è rimasta fuori per i moti convettivi dell’aria ed una che entra dentro. Il
fattore solare tiene conto di quanto si guadagna anche dalla luce assorbita dal vetro. Il fattore solare
è una frazione dell’assorbimento.
Possiamo distinguere tre tipi di vetro:
1. Normale
2. Colorato
3. Riflettente.
Il vetro chiaro riflette l’8%, ha un assorbimento del 9%. L’85% di energia totale viene trasmessa, il
15% riflessa.
Il vetro colorato nella massa assorbe il 45% di luce incidente di cui rimanda il 34% fuori e l’11%
dentro.
Il vetro riflettente ha una riflessione del 26% e di quello che rimanda una parte è assorbita e una
parte è trasmessa.
89
Una combinazione opportuna di vetri può aumentare la riflessione di colore ed ottenere isolamento
termico.
BILANCIO ENERGETICO DELLE VETRATE
La trasmittanza termica del vetro comune èdi 5 W/m2K. Nel caso del vetro basso emissivo la
dispersione si abbatte di 5 volte. Una bassa trasmittanza isola dal caldo e dal freddo.
Il bilancio energetico è dato da: BE = S(-U*Gh + It*Fs)
Gh è la differenza media che si ha in un giorno tra interno ed esterno.
Finestre a controllo intelligente: sono finestre che controllano la quantità di energia assorbita e
riflessa. Sono sistemi elettrici, tipo i cristalli liquidi che fanno oscurare o schiarire la finestra e sono
legati alla polarizzazione della luce.
FINESTRE ELETTROCROMICHE - COLORAZIONE E SCHIARIMENTO
Queste finestre sono strutture multistrato che contengono strati elettricamente attivi. Si ha una lastra
di vetro su cui si sovrappone una struttura di 5 strati. Come film trasparente si usa l’ossido di stagno
puro che è un materiale abbastanza isolante; se invece c’è una piccolissima percentuale di
antimonio il composto detto ATO diventa conduttore; questo perché l’antimonio è pentavalente
mentre lo stagno è tetravalente quindi si introducono elettroni. Il vetro elettrocromico è una specie
di pila che funziona al contrario. Si applica all’interno una differenza di potenziale tra i vari strati;
polarizzando gli strati sovrapposti i protoni che hanno mobilità nell’elettrolita solido si spostano
verso il polo negativo. Uno dei più usati è l’ossido di tungsteno che permette di avere un effetto
reversibile. Il fatto di spostare i protoni nello strato elettrocromico fa si che il vetro diventi colorato.
Se si polarizza nella direzione favorevole il vetro si colora; se si inverte la polarizzazione il catione
è attratto nella direzione inversa e può tornare nell’elettrolita solido o immagazzinarsi al
controelettrodo. In questo caso il materiale diventa trasparente.
L’ossido di titanio si classifica come semiconduttore ad alta energy gap: può assorbire l’energia
elettromagnetica che sta nell’ultravioletto. Esso ha una proprietà super idrofilica. Una superficie
idrofilica riduce l’angolo di contatto. Per irradiazione l’ossigeno si distacca dal titanio e si attacca
ad un protone: la superficie risulta così ricca di ossidrili che la rendono idrofilica.
90
Il vetro si colora quando al suo interno ci sono specie che assorbono la luce cioè mettendo nella
massa del vetro sottoforma di microcristalli dei metalli di transizione è possibile ottenere la
colorazione. Nei metalli di transizione gli orbitali di tipo d sono degeneri. Se la radiazione ha
sufficiente energia tale da far passare l’elettrone al livello successivo allora si ha l’assorbimento di
luce ossia la colorazione. Quando un metallo di transizione è messo in una struttura cristallina si ha
la degenerazione e gli orbitali d non hanno più la stessa energia.
EFFETTO DEL CAMPO DEI LEGANTI
Se non ci fossero gli anioni sia gli orbitali x y che x 2y2 avrebbero la stessa energia. Gli orbitali non
direttamente puntati verso gli anioni sono più agevolati perché a minore energia rispetto a quelli
che sono direttamente puntati. Questo effetto del campo dei leganti determina il colore del
materiale. Altro meccanismo di colorazione è il trasferimento di carica.
TRASFERIMENTO DI CARICA
Dovuto al trasferimento dell’elettrone dal catione all’anione, questa transizione richiede molta
energia quindi avviene nell’UV. Si possono utilizzare metalli nobili (oro, argento,ecc). in
particolare si utilizzano gli ossidi di questi metalli che vengono ridotti e messi sottoforma di cristalli
nella matrice di vetro. Se nel vetro ci sono cristalli di oro esso risulta fortemente rosso per via della
nuvola elettronica intorno ai cristalli di oro che assorbe luce.
91
SPETTRI DI TRASMISSIONE DI ALCUNI VETRI COLORATI
Vetro giallo colorato dalla presenza di Cr4 e Cr3+ . Il Cr determina trasmissione nulla tra 0 e 300 ηm
cioè toglie il blu e si ottiene il giallo ed una spalla tra 300 e 500 ηm;
Azione dell’oro che assorbe abbastanza tutte le radiazioni che vanno dal visibile al verde: quello
che rimane è il rosso cioè fa passare solo il rosso;
Vetro che ha forte assorbimento nel rosso e nel giallo e lascia passare il blu;
Vetro grigio assorbe tutte le lunghezze d’onda a noi visibili. Viene fuori dalla compresenza di tanti
metalli di transizione nel vetro.
16a lezione 09/05/03
SEMINARIO SUI CERAMICI PIEZOELETTRICI
92
I piezoelettrici sono una famiglia di materiali che include anche i polimeri e altri tipi di metalli. Già
la parola piezoelettrico è indicativa di quello che è il fenomeno che avviene in determinati tipi di
materiali. E’ una parola che deriva da due parole greche piezei che vuol dire premere da cui è
derivata la parola pressione e la parola electron che significa ambra e che ha dato origine alla parola
elettricità. La piezoelettricità consiste nella conversione dell’energia da una forma meccanica ad
una elettrica ,una conversione che può essere chiamata bilaterale o reversibile in quanto i materiali
piezoelettrici sono dotati di un effetto piezoelettrico diretto ed un effetto inverso.
LUCIDO 1
Guardando la prima figura si vede il materiale detto PZT, uno dei ceramici più diffusi sul mercato, a
cui viene applicata una pressione. Questo materiale comincia così a vibrare sviluppando sulla sua
superficie una certa carica elettrica per cui se viene posto tra due elettrodi, collegati ad un
circuito,dal circuito è possibile misurare una tensione elettrica .Quindi se si volesse dare una
definizione di effetto piezoelettrico diretto si potrebbe dire che è l’effetto che si riscontra in alcuni
materiali che soggetti ad una pressione sviluppano una carica elettrica sulla loro superficie .Nella
seconda figura invece si può osservare l’effetto inverso .Esso si presenta negli stessi materiali
quando si applica però una tensione elettrica e quello che si osserva in uscita è una risposta di tipo
meccanico cioè una deformazione meccanica che poi si traduce in uno spostamento .In altre parole
il PZT sottoposto a questa differenza di tensione applicata dal circuito incomincia a vibrare.
LUCIDO 2
In questa figura sono schematizzati l’effetto diretto e quello inverso .Quello diretto viene usato nei
sensori. I sensori non fanno altro che captare una variazione che avviene in una grandezza fisica e
tradurla in un segnale elettrico. Supponiamo che il materiale abbia una forma a parallelepipedo e
che sia sottoposto ad una deformazione,, ad esempio una forza di trazione .Quello che succede è che
si sviluppa una carica sulle superfici per cui collegandole con degli elettrodi si riesce a misurare la
tensione diversa da zero .Quindi ad un input di deformazione meccanica corrisponde un output
elettrico .Viceversa un effetto inverso viene utilizzato negli attuatori. .E’ l’effetto per cui applicando
una deformazione elettrica si riesce ad avere un allungamento o un accorciamento. Questi
accorciamenti sono nell’ambito degli Å quindi sono molto piccoli anche riuscendo a dimensionare
opportunamente il materiale si riescono ad avere degli spostamenti anche nel campo micrometrico e
non solo monometrico. In realtà gli spostamenti piccoli sono voluti per quei dispositivi di
microelettricità come i laser o le microvalvole in cui si ha un allineamento perfetto. Un materiale
piezoelettrico è in sé un trasduttore cioè un dispositivo che riesce a convertire l’ energia da una
93
forma ad un’altra ed in particolare è un sensore o un attuatore a seconda dello stimolo con cui lo si
eccita.
LUCIDO 3
L’origine del fenomeno piezoelettrico da un punto di vista cristallino va ricercata nell’assenza di
simmetria,di centro di simmetria in alcuni cristalli. L’assenza di questo centro fa sì che il cristallo
non sia perfettamente neutro ma che presenti un momento di dipolo. Tra i materiali piezoelettrici
esistono quelli naturali che sono stati scoperti alla fine del secolo scorso. Infatti possiamo dire che
tale fenomeno è relativamente recente:è stato scoperto da Curie nel 1880. Successivamente, a
partire dalla seconda guerra mondiale in poi, sono stati ottenuti una seria di materiali la cui natura
piezoelettrica è conseguente al fenomeno di polarizzazione che altro non è che un’orientazione dei
dipoli elettrici all’interno del materiale. Tra questi materiali che sono usati sul mercato nelle varie
applicazioni moderne è possibile distinguere i piezoceramici che sono in genere materiali
policristallini (es:titanato di bario,titanato di piombo etc),i piezocompositi che non sono altro che
dei compositi in cui barrette vetroceramiche sono incluse in una matrice polimerica ed infine i
piezopolimeri che sono proprio dei polimeri con un momento di dipolo totale diverso da zero e che,
se vengono opportunamente orientati, acquisiscono proprietà piezoelettriche.
LUCIDO 4
I piezoceramici sono materiali policristallini cioè costituiti da un gran numero di grani cristallini che
sono orientati casualmente. Nella figura di sinistra si vede infatti come sono orientati random i
dipoli elettrici all’interno della struttura. Poichè l’orientazione è random si dice che sono
complessivamente neutri. Se però si applica un forte campo elettrico per alcuni minuti ad elevata
temperatura si ha la situazione mostrata nella figura centrale cioè succede che tutti i momenti di
dipolo all’interno del materiale sono orientati in un’unica direzione quindi è possibile che la
struttura sviluppi una carica elettrica complessiva diversa da zero. Rimuovendo il campo elettrico di
polarizzazione accade quello mostrato nella figura di destra e cioè che i momenti di dipolo
rimangono allineati nella direzione di polarizzazione. I piezoceramici hanno trovato notevole
utilizzo sul mercato perché hanno un’elevata efficienza di trasformazione, si potrebbe dire un
elevato rendimento di trasformazione dell’energia da elettrica a meccanica. Essi sono anche
facilmente lavorabili .Infatti è possibile ottenere una serie di forme diverse ed è possibile produrli
anche in serie e questo li rende più vantaggiosi economicamente rispetto ai cristalli tradizionali.
LUCIDO 5
94
Il problema fondamentale è che, così come vengono polarizzati durante l’esercizio, possono
cominciare a depolarizzarsi e possono danneggiarsi per invecchiamento che non è altro che un
decadimento delle proprietà piezoelettriche di questi materiali. Quello che si può dire è che le cause
maggiori di questa depolarizzazione sono proprio l’esercizio di questi materiali in condizioni limite
che possono essere alte temperature o alte pressioni meccaniche o alti campi elettrici sia statici che
alternati. Esiste poi un limite obiettivo di questi materiali che è rappresentato dalla temperatura di
Curie che è la temperatura alla quale si ha una transizione di fase. Quindi questi materiali cambiano
completamente le loro proprietà piezoelettriche perché la loro struttura da asimmetrica comincia a
diventare simmetrica. In genere la temperatura di esercizio è la metà di quella di Curie perché già a
temperature prossime a quelle di Curie l’invecchiamento strutturale comincia a farsi sentire.
LUCIDO 6
In questa figura è mostrata la struttura cristallina della perovskite che è una delle strutture cristalline
più abbondante nei ceramici piezoelettrici. La prima immagine raffigura un piezoceramico che può
essere un PZT o un titanato di bario prima che diventi piezoelettrico. Agli spigoli di questa cella
elementare cubica ci sono gli atomi di piombo,al centro delle facce ci sono gli atomi blu
dell’ossigeno ed al centro della cella c’è un atomo che nel caso del PZT è titanio o zirconio, nel
caso del titanato di bario è bario. Per temperature superiori a quella di Curie la struttura è
perfettamente simmetrica quindi è neutra cioè non ha proprietà piezoelettriche per cui, pressato il
cristallo, non si misura alcuna carica elettrica. A temperature inferiori a quella di Curie ( immagine
2) l’atomo centrale si sposta con spostamenti molto piccoli pari a un decimo di Å. Questi
spostamenti però sono tali da consentire di avere una certa carica ossia una carica totale
complessivamente diversa da zero.
LUCIDO 7
La curva che nel diagramma separa la regione di colore rosso da quella di colore giallo è la curva
della temperatura di Curie a seconda delle diverse composizioni percentuali di titanato di piombo e
di zirconato di piombo. Se si prende una composizione intorno allo 0,5 %, si è a temperature
inferiori ai 350° e si è all’interno del campo rosso cioè all’interno del campo della struttura
tetragonale. Quindi, quello che succede è che il materiale piezoelettrico riscaldato a temperatura
maggiore di quella di Curie, si viene a trovare nella regione della struttura cubica dove non è più
piezoelettrico. Questo vale però per i materiali che hanno già subito il processo di polarizzazione
95
perché tutti questi piezoceramici non posseggono proprietà piezoelettriche prima di essere
polarizzati.
LUCIDO 8
Come si può ben vedere i coefficienti piezoelettrici hanno due pedici che indicano le direzioni
elettriche e meccaniche dal momento che le proprietà di questi materiali confinano nel campo
elettrico e meccanico. Considerando la terna destrorsa mostrata in figura si può dire che i pedici
1,2,3 si riferiscono agli assi X,Y,Z mentre 4,5,6 alle rotazioni intorno agli assi. Per convezione si
assume l’asse Z come l’asse della direzione di polarizzazione.
LUCIDO 9
I coefficienti più utilizzati per definire la bontà del materiale sono:
1) il coefficiente d detto di deformazione o carica che non è altro che la deformazione che si
sviluppa per effetto di un campo elettrico applicato.
2) il coefficiente g di tensione che non è altro che la tensione che si riesce a misurare sulla
superficie del materiale piezoelettrico per effetto di una deformazione meccanica che viene
applicata.
Elevati valori del coefficiente d servono se si vuole realizzare un attuatore cioè un
microposizionatore e stanno ad indicare che si deve sollecitare poco per avere una grossa risposta in
uscita mentre elevati valori del coefficiente g stanno ad indicare che in uscita si ottiene un segnale
elettrico molto elevato anche per stimoli esterni molto bassi e questo ancora vuol dire che se il
materiale deve funzionare da sensore, riesce a captare molto bene gli stimoli dell’ambiente esterno e
a dare un segnale molto elevato che si differenzia dal rumore di fondo. Quindi il rapporto segnale
rumore è abbastanza buono.
LUCIDO 10
A seconda di come viene sollecitato meccanicamente ed elettricamente il cristallo piezoelettrico può
vibrare nel senso dello spessore oppure con oscillazioni di taglio. Tutto dipende dalla posizione
relativa della deformazione rispetto alla direzione indicata dalla freccia che è la direzione di
polarizzazione.
LUCIDO11
96
Altro coefficiente è quello di accoppiamento elettromeccanico che è una sorta di rendimento in
quanto è la radice quadrata del rapporto tra due energie quella di output e quella di input. Se si
sfrutta l’effetto piezoelettrico diretto in input si ha energia meccanica ed in output quella elettrica
mentre accade il contrario se si considera l’effetto inverso. E’ possibile avere un vasto range di
valori a seconda del materiale che si utilizza.
LUCIDO 12
Due altri fattori che spesso vengono menzionati sono tan δ che non è altro che un fattore
proporzionale alle perdite dissipative del materiale ed il fattore di merito Qm
che è invece
proporzionale alla banda del materiale .Quanto più un materiale ha Qm elevato,tanto più la sua
banda di frequenza è ristretta. Qm può variare, a seconda del materiale che si sceglie,da 50 ad un
milione. Un milione è un valore tipico della Qm nel caso del quarzo che ha una frequenza di
risonanza precisa,esatta cioè una piccata sul quel valore di frequenza.
LUCIDO 13
Nonostante esistano materiali piezoelettrici naturali, eccetto poche applicazioni, quelli che si
utilizzano sono i materiali piezoelettrici polarizzati. Questo è stato il fulcro della ricerca le cui linee
guide sono state : la necessità di avere un’elevata risoluzione,cioè di avere dei segnali che avessero
breve durata ma che fossero spaziati molto bene nel tempo; la necessità di avere un’elevata
conversione di energia da una forma ad un’altra che significa anche un segnale molto ampio ed un
rapporto segnale rumore molto elevato; la necessità di avere materiali che potessero essere lavorati
molto bene ed essere stabili sia a temperature elevate che a condizioni di umidità non proprio
standard ed infine la possibilità di avere una buona lavorabilità e di avere più forme possibili. Sono
state queste linee guida a spingere l’affermarsi dei piezoceramici piuttosto che dei monocristalli
cresciuti con il metodo Cvokraski o con altri metodi che non consentono di realizzare un anello o un
cilindro cavo.
E’ possibile fare ora una panoramica sui tipi di cristalli piezoelettrici più diffusi a cominciare da
quelli naturali per arrivare ai piezoceramici e a tutti gli altri.
LUCIDO 14
Il quarzo è stato uno dei primi materiali su cui si è scoperta la piezoelettricità. Ha una temperatura
di Curie di 573° ed è molto stabile ad alte temperature. Sia i suoi coefficienti piezoelettrici che d e
g non sono molto elevati però è ancora utilizzato per applicazioni come accelerometri ,detonatori
(anche il quarzo dell’orologio funziona in questo modo)perché ha una banda piccata su una sola
97
frequenza condizionando così il dispositivo su quella frequenza di lavoro. Un altro materiale è il
nimbato di litio che è molto utilizzato in ottica perché ha buone proprietà elettro-ottiche . Pur
avendo un’elevata Tc non può essere utilizzato ad alte temperature perché le sue ottime proprietà a
cominciare da 50° degradano quindi alla fine viene utilizzato solo in applicazioni a temperature
ambiente.
LUCIDO 15
Solo a partire dagli anni 40 si è capito che il titanato di bario se veniva polarizzato poteva diventare
piezoelettrico. Durante la guerra, prima gli americani e poi subito dopo i giapponesi cominciarono a
fare ricerche scoprendo che anche altri ceramici come il titanato di piombo ed il metaniobato di
piombo potevano diventare piezoelettrici dopo polarizzazione. Il titanato di piombo è molto
interessante perché ha una Tc alta e la sua temperatura di attività è di 200-250°. Può essere usato
anche in dispositivi picometrici o nanometrici quindi può trovare applicazione nelle nanosonde. Il
metaniobato di piombo viene utilizzato per le sonde sonar invece a livello medico nelle sonde che si
usano nelle ecografie.
LUCIDO 16
Il materiale che però si è maggiormente diffuso sul mercato, anche perché è molto facile variarne le
proprietà, è il PZT che è il nome commerciale usato per indicare la soluzione solida di titanato di
piombo e zirconato di piombo con le percentuali indicate in figura. In corrispondenza più o meno
del 50% di composizione di entrambe le sostanze, proprietà come la costante dielettrica ed il
coefficiente di accoppiamento tendono quasi all’infinito. Non esiste una Tc ma un range perché
questi materiali oltre a variare le loro proprietà con un piccolo spostamento della composizione in
un senso o nell’altro, vengono drogati con altri elementi e quindi piccolissime percentuali di questi
possono agire sulle loro proprietà. Per la presenza di questi elementi, i PZT si possono suddividere
in due gruppi:
hard PZT o PZT ad alta potenza;
soft PZT o PZT ad alta sensibilità.
LUCIDO 17
Gli hard PZT resistono bene alle elevate temperature ed hanno una Tc più elevata mentre i soft PZT
hanno proprietà piezoelettriche migliori ma sono più inclini all’invecchiamento. Per quanto riguarda
la produzione del PZT, ma questo vale per tutti i ceramici piezoelettrici, si parte sempre dalla
98
polvere per poi arrivare alle forme complesse che non sono solo dischi pieni o cavi ma possono
essere cilindri ed emisfere.
LUCIDO 18
Uno dei processi più usati è quello di miscelare la polvere con un legante in modo tale da poterle
dare un’opportuna forma,pressarla e poi sottoporla a combustione cosicché il legante va via ma la
forma rimane consolidata. Successivamente con la sinterizzazione il materiale assume la forma
ceramica desiderata. Dopo la produzione il materiale oltre ad essere soggetto a taglio, lucidatura,
pulitura per migliorarne le caratteristiche di superficie viene elettrodizzato ed infine polarizzato.
LUCIDO 19
In questo lucido è illustrata la tecnica dello stampaggio ad iniezione. Si miscela la polvere ceramica
con un legante , il mix termoplastico ottenuto viene iniettato in un stampo e quando il materiale è
consolidato viene estratto, bruciato per togliere il legante, sinterizzato ed infine sottoposto ad un
forte campo elettrico.
LUCIDO 20
I compositi piezoelettrici sono dei compositi in cui delle barrette piezoceramiche vengono immerse
in una matrice polimerica. Un’alternativa a questa situazione può essere quella di mettere al posto
delle barrette forme diverse (anche una specie di polvere ceramica ) scelte a secondo del tipo di
applicazione. La configurazione con le barrette dà proprietà migliori rispetto a quelle dei piccoli
granelli di polveri ceramiche. I compositi vengono soprattutto usati nei sonar o idrofoni perché
hanno un’impedenza acustica simile a quella dell’acqua o del corpo umano. L’impedenza acustica
èil rapporto tra la velocità del suono nel mezzo e la densità del mezzo stesso quindi diciamo che è
una misura della resistenza che il mezzo oppone alla propagazione del suono. Poiché le onde
acustiche, quando raggiungono l’interfaccia tra due mezzi, vengono in parte riflesse, se i due mezzi
vengono ad avere impedenze simili le onde riescono a passare venendo riflesse minimamente. Nel
caso dei sonar ad esempio si cerca di mecciare quanto più possibile l’impedenza del trasduttore con
quella dell’acqua che è il mezzo che deve essere realmente diagnosticato per vedere se sono
presenti degli ostacoli.
LUCIDO 21
99
In questo lucido sono riportati i diagrammi che indicano come variano le propietà piezoelettriche al
variare della frequenza e della frazione in volume di ceramico. Nel primo diagramma la linea bianca
esprime la banda di frequenza dei piezocompositi che è molto più ampia rispetto a quella dei PZT
convenzionali. Il secondo diagramma mostra invece come il coefficiente di accoppiamento rimanga
costante per una frazione di ceramico che va dal 20% al 90%.
LUCIDO 22
Nel grafico illustrato è riportato l’andamento dell’impedenza acustica in funzione della frazione di
ceramico.
LUCIDO 23
Il limite più grosso per un materiale piezoelettrico è rappresentato dal fatto che con la temperatura
di Curie si ha una transizione di fase ed anche la depolarizzazione. Una serie di ricerche sono state
effettuate per riuscire a trovare materiali piezoelettrici per elevate temperature e fino ad ora gli unici
materiali trovati in grado di resistere a T veramente spinte intorno ai 1000°C (dai 500°C in poi )
sono dei monocristalli naturali.
LUCIDO 24
Tutti i dispositivi piezoelettrici sono in genere mostrati nelle foto con un righello di riferimento
proprio per dare un’idea delle dimensioni. Per i materiali indicati nel lucido non sono riportate le
loro Tc ma le loro T di fusione ( Tm ) perché essi sono piezoelettrici fino alla fusione quindi non
presentano una transizione di fase.
LUCIDO 25
Ultimo tipo di materiali sono i copolimeri piezoelettrici. Essi sono usati ad elevate frequenze
laddove i piezoceramici risultano troppo fragili e si rompono. Essendo polimeri sono comunque
dotati di una certa duttilità quindi non si infragiliscono come i ceramici, presentano un range di
frequenza elevato che può andare dai KHz ai GHz ed infine hanno una bassa impedenza acustica.
LUCIDO 26
Questo lucido mostra come, prendendo in riferimento l’attività piezoelettrica, i PZT sia soft che
hard facciano la parte da leone. Ciò si verifica perché i PZT hanno un range di T c che va da 180°C
100
a 250°C quindi con essi si può lavorare fini a 150°-160°C ed inoltre hanno un range dell’attività
piezoelettrica che va da 600 a 180 C/N.
LUCIDO 27
E’ stato già detto che a seconda che si utilizzi l’effetto piezoelettrico diretto o inverso un materiale
lavora come sensore o come attuatore. L’effetto diretto prende anche il nome di effetto
piezogeneratore quello inverso piezomotore.
LUCIDO 28
Gran parte delle applicazioni si basano sugli ultrasuoni che sono delle onde acustiche. Il materiale
piezoelettrico viene eccitato con una tensione elettrica alternata ad una certa frequenza, il cristallo si
deforma ed inizia ad oscillare a quella frequenza producendo delle onde acustiche che vanno nel
campo degli ultrasuoni essendo la frequenza elevata.
Nota: un cristallo vibra alle stesse frequenze dell’impulso che gli viene dato ma c’è un limite. Ogni
materiale infatti ha una frequenza di risonanza alla quale vibra (la si può misurare mettendo il
materiale in un circuito ) per cui la tensione alternata che si applica deve essere a quella frequenza o
comunque ad una frequenza contenuta in una banda centrata sulla frequenza di risonanza. Se si
applica una tensione ad una frequenza esagerata quello che si verifica è simile a ciò che accade
quando ad un materiale viene applicata una pressione elevata meccanicamente.
I sonar sono un esempio di applicazione che si basa sugli ultrasuoni. Essi inviano queste onde
sonore che si propagano fino a che non incontrano un ostacolo da cui vengono poi riflesse e fatte
tornare indietro. Per risalire alla distanza alla quale si trova l’oggetto, conoscendo la velocità del
suono nel mezzo, si calcola la differenza tra il tempo del picco di ritorno (2° picco) e quello del
picco di andata (1° picco) e si sfrutta poi la formula d= v/t.
LUCIDO 29
Ci sono applicazioni in aria cioè vengono usati industrialmente come contatori o per vedere
semplicemente se un oggetto c’è o non c’è.
Nella seconda figura si può vedere che sfruttando l’effetto doppler si può misurare la frequenza di
spostamento delle onde riflesse dalle particelle di liquido in movimento.
LUCIDO 30
101
Due applicazioni interessanti dal punto di vista industriale sono la saldatura e la pulitura
ultrasonora. La saldatura consiste nell’applicare una forte potenza ultrasonora su dei giunti che sono
molto sottili ed in genere fatti di materiali termoplastici. Questi giunti ricevendo queste onde
ultrasonore cominciano a vibrare, si spostano e si fondono perché si riscaldano per attrito.
Naturalmente le temperature che si raggiungono non sono molto elevate per cui non viene usata al
posto della saldatura dei metalli ma solo per saldare materiali termoplastici.
I pulitori sono abbastanza diffusi. Essi sono costituiti da vaschette che contengono all’interno dei
trasduttori i quali emanano delle onde ultrasonore che generano cavitazione nel liquido assicurando
così la pulitura di superfici anche complesse.
LUCIDO 31
Tra le applicazioni elettroniche molto importante è quella dei filtri ad onde acustiche di superficie.
Nella prima figura sono illustrati due filtri posti accanto ad un righello per sottolineare quanto sono
piccoli. Questi possono essere usati nei nostri cellulari dove convertono il segnale elettrico in
meccanico e poi nuovamente in elettrico con un fattore di conversione molto elevato e con un
filtraggio molto pulito.
LUCIDO 32
Un’applicazione curiosa è rappresentata dai sensori di retromarcia. Essi funzionano come i sonar
anche se le onde acustiche che in questo caso viaggiano in aria si propagano molto male perché la
velocità del suono in aria è di 240 ncontro i 6000 che si hanno in un acciaio, in un pezzo di
alluminio.
Nella seconda figura è riportato un iniettore piezoelettrico non ancora commercializzato anche se
molto studiato perché presenta delle proprietà che sono migliori di quelle degli iniettori tradizionali.
Un iniettore può essere pensato come un cilindro cavo al cui interno vi è il combustibile ( benzina o
diesel ). La parte finale, che è conica, è aperta e viene chiusa dall’asta bianca chiamata needle (ago
o spina ). A seconda del comando elettrico inviato dalla centralina dell’auto il needle si alza e si
abbassa. Si alza in corrispondenza del punto morto superiore o poco prima per consentire
l’iniezione. Questi iniettori però non durano molto , al massimo 20 mila ore a causa
dell’invecchiamento a fatica.
LUCIDO 33
Tra le applicazioni di consumo si può citare l’accendino. Si applica una forte pressione meccanica
sui due cilindri piezoelettrici che sono collegati, come mostrato in figura. Nell’arco di emissione o
102
spartiacque si sviluppa una certa tensione ed infine si genera la scintilla. Altra applicazione sono i
cavi piezoelettrici spesso usati come sensori nei sistemi di sicurezza. Sono costituiti da un polo
centrale su cui è avvolta una pellicola , un piezopolimero e quindi poi un cavo coassiale che ha la
sua guaina esterna di materiale plastico. Possono infine essere inseriti in dispositivi.
LUCIDO 34
Altra applicazione è quella dei controlli non distruttivi che si eseguono con opportune sonde ( la
sonda è la parte nera mentre la restante parte è la connessione elettrica ). Con queste sonde si manda
un fascio di onde ultrasonore in un materiale e si vede l’eco di risposta. Se si conosce già lo
spessore del materiale si sa anche più o meno a che posizione dovrebbe comparire il secondo eco.
Se l’eco non compare nella posizione prevista ma in una intermedia vuol dire che all’interno del
materiale è presente un difetto perché alla prima discontinuità incontrata l’onda viene riflessa.
LUCIDO 35
L’ultima applicazione è quella degli attuatori piezoelettrici cioè degli attuatori di spostamento.
Sempre per il problema della fragilità del materiale non si utilizza un unico ceramico piezoelettrico
che si deforma dello spostamento ma si utilizza una struttura multistrato con un impilaggio di
cristalli che vengono collegati in parallelo e che riescono ad avere lo spostamento desiderato. A
volte questi materiali vengono collegati con un sistema di leve che amplifica lo spostamento in fila.
Quindi lo spostamento finale altro non è che la somma dello spostamento formato dall’attuatore più
quello amplificato dato dal sistema di leve.
LUCIDO 36
In questo
lucido sono raffigurati un altro tipo di attuatori che anziché spostarsi linearmente
deflettono perché sono due strati di materiali diversi che si muovono a frequenze diverse.
LUCIDO 37
Questa applicazione è stata sviluppata nel laboratorio di materiali polimerici. Sono state costruite
due sonde indicate dalle frecce rosse che hanno all’interno un cristallo piezoelettrico. Le sonde sono
inserite sui rulli del reometro e mandano delle onde ultrasonore che attraversano il materiale e
vengono poi captate dall’altro ricevitore. Ad ogni interfaccia si ha un’onda di ritorno , ma se il
materiale è bene accoppiato la frazione che ritorna è minima. Il secondo eco viene sempre
103
rappresentato più piccolo perché l’onda nel suo percorso attraverso il mezzo si attenua. Da una
prova ultrasonora è possibile ottenere due parametri, la velocità e l’attenuazione che è il logaritmo
del rapporto tra le due ampiezza di picco. Dal valore dell’attenuazione si può capire il tipo di
materiale e quello che gli sta accadendo. In genere poiché i valori di velocità sono tabulati per i
diversi materiali è possibile risalire al tipo di materiale sempre che sia puro e che l’accoppiamento
fatto sia perfetto. Poiché la lunghezza d’onda che si da è al di sotto dei μm, se non si pone un gel
accoppiante, la rugosità del materiale potrebbe essere confrontabile con la lunghezza d’onda. Senza
accoppiante si possono avere dei solchi preferenziali e delle zone di aria che l’onda incontra
scatterando e tornando indietro prima ancora di essere captata.
17a lezione 12/05/03
104
VUOTO E PIENO
Qualsiasi oggetto ha bisogno per essere realizzato di qualcosa intorno il niente che lo circondi
quindi la forma e il vuoto sono intimamente legati cioè senza uno ci sarebbe l’altro. La forma è
vuoto ed il vuoto è gia forma. La forma non è diversa dal vuoto ed il vuoto non è diverso dalla
forma. Quando dobbiamo costruire un oggetto in cui la forma originale è un cavo dentro lo stampo
pieno e viceversa quindi la forma ed il vuoto che gli sta intorno è molto importante per disegnare sia
gli oggetti grossi che quelli piccoli cioè la microporosità nella materia. Solo a livello convenzionale
esiste una linea di demarcazione tra ciò che possiamo considerare materia piena e materia vuota. Se
si prende una struttura che abbia 1000 ? cubi di volume cioè se si prende un cubetto di materia che
abbia 10 ? di lato, quando è che si può dire che è pieno e compatto e quando è poroso? Si può
ritenere vuoto o poroso quando andando a contare tutti i piccoli tetraedri che ci sono dentro al
cubetto contiamo al massimo 20 – 21 tetraedri. Quindi quando si verifica questo abbiamo un
materiale poroso in particolare se i tetraedri sono ben distribuiti in questo spazio in modo da lasciare
piccoli vuoti il materiale è microporoso.
MATERIALI
POROSI
Quando il materiale è microporoso vale la legge di assorbimento di Langmuir che afferma che
l’adsorbimento cioè le molecole di aria che vengono ad attaccarsi sulla superficie del solido si crea
un equilibrio tra la superficie condensata del solido e le molecole d’aria che si vanno ad attaccare
che a media pressione ricoprono interamente la superficie del materiale ed all’aumentare della
pressione possono addirittura formare più strati adsorbite. Questo è quello che tipicamente si
verifica infatti ogni corpo assorbe negli strati molecolari molecole gassose che stanno nell’aria ma
quando il materiale è poroso queste quantità d’aria cominciano a diventare consistenti volumi.
CLASSIFICAZIONE DELLA POROSITA’ DI UN MATERIALE
Microporoso non vuol dire poro dell’ordine del micron ma poro la cui dimensione massima sono
20Ǻ; mesoporoso quando da 20 a 50 Ǻ e macroporoso da 500 a 1000 Ǻ. In questo ultimo caso a
seconda della dimensione si può avere una porosità microcapillare, capillare e macrocapillare.
Quando un materiale è microporoso quindi ha una dimensione del vuoto interno che può essere dai
7-10 ai 15 Ǻ quando lo riempite di azoto che ha 5 Ǻ di diametro della molecola si può al più farne
uno strato molecolare cioè non si riescono a mettere due strati molecolari. Per i materiali
microporosi, mesoporosi in cui il limite di assorbimento è un solo strato molecolare d’aria può
105
valere la legge di Langmuir che mette in relazione, equilibrio la frazione di superficie del solido
microporoso occupato con la pressione . All’aumentare della pressione questa frazione tende ad 1
quindi tutta la superficie di un solido microporoso a pressione ambiente si può pensare irpida di
uno strato di aria. Man mano che il materiale aumenta la grandezza dei pori può ammettere
l’assorbimento di più strati molecolari e quindi la legge di Langmuir non vale più.
RAPPRESENTAZIONE DELLA STRUTTURA DELLE ZEOLITI
Questa si può immaginare come la struttura di un materiale microporoso di natura neolitica che ha i
tetraedri a formare dei canali la cui apertura, la finestra di accesso di questi pori è data dal numero
di tetraedri del siliciche formano la struttura ciclica che vanno da un minimo di 6 ad un massimo di
12. I materiali microporosi di natura cristallina come le zeoliti la distribuzione dei pori è
monomodale. Se si vanno a prendere 10 Ǻ di lato nella struttura delle zeoliti ci si accorge che il
numero di tetraedri è piuttosto basso perché si tratta di un materiale microporoso. Ad una struttura
di questo tipo si contrappone la struttura del gel di silice. Il gel di silice anzicchè avere tutti belli
ordinati i tetraedri li ha in maniera del tutto disordinata per cui diventa più difficile parlare di una
distribuzione monomodale dei pori. Questa distribuzione disordinata accomuna il gel di silice anche
ai carboni attivi.
SUPERFICIE SPECIFICA
E’ uno dei parametri principali che caratterizza la porosità. Si definisce come quantità di superficie
per unità di materia quindi è espressa in m2/g e si misura proprio in considerazione della proprietà
del materiale di assorbire aria. Il metodo principale di misura è il metodo BET che si basa proprio
sulla proprietà che ha il materiale di adsorbire.
L’assorbimento è il concetto generale per cui un gas viene dentro un materiale. L’assorbimento a
sua volta si può distinguere in tre grosse tipologie:
adsorbimento che avviene sulla superficie del materiale;
absorbimento che è una proprietà del corpo del materiale perché l’assorbimento avviene nel volume
e non sulla superficie dei pori;
chemisorbito.
Facendo adsorbire ad un materiale una quantità di aria a diverse pressioni si può misurare un certo
andamento. Quello che si fa è svuotare un materiale microporoso dell’aria quindi portarlo
sottovuoto all’interno di un’ampolla tenuta anche a bassa T e si cerca di imporre in questo ambiente
106
una pressione che da bassa aumenta. Per fare in modo che all’interno dell’ampolla ci sia una certa
pressione si deve riempire il materiale di azoto. Quello che succede è che con lo strumento che
misura l’area superficiale si ha la possibilità di misurare esattamente la quantità in volume di aria
introdotta nell’ampolla alle varie pressioni. Nel caso dei materiali microporosi dove l’ampolla anzi
ha bisogno di decine e centinaia di volte la quantità d’aria perché questa aria è adsorbita sulla
superficie. Nei materiali meso e macroporosi la teoria di BET che è più completa di quella di
Langmuir praticamente dice che può essere assorbito un numero di strati molecolari variabili che
aumentano all’aumentare della pressione e quindi aumenta il volume di gas assorbito secondo
l’equazione di BET. Quindi pressione e volume vengono messi in relazione. Se il poro è più grande
si assorbono più strati. Vm che compare nell’equazione di BET è il volume assorbito solo da
questo monostrato. Dividendo tale volume ottenuto appunto con l’equazione di BET per lo spessore
di uno strato molecolare che è il dimetro della molecola si ottiene la superficie specifica. Bastano 5
g di zeoliti per coprire un campo di calcio ed in questo risiede l’importanza della superficie
specifica d’altra parte le zeoliti hanno una superficie piena di pori.
ASSORBIMENTO
DESORBIMENTO DI GAS DA MATERIALI MICROPOROSI E
MESOPOROSI
A secondo delle curve di assorbimento e di desorbimento di un gas possiamo capire come in
qualche modo è fatto un materiale nella sua microstruttura dei pori. Quando un materiale è
microporoso osserviamo tutto il contrario di quello che è l’assorbimento lineare. Nei materiali
microporosi si ha solo adsorbimento quindi il termine assorbimento è in realtà l’adsorbimento. Un
metodo diagnostico che abbiamo per studiare la caratteristica microstrutturale dei pori di un
materiale è quello di vedere come viene assorbita l’aria.. A bassa pressione è possibile inzuppare
una quantità enorme di gas ma non va mai all’equilibrio perché la superficie chiede sempre gas
fino a quando non si riempe l’ultimo strato. Appena si aumenta un po’ la pressione vediamo che la
quantità di gas assorbito fa un salto enorme. Se un materiale è però microporoso basta già un
monostrato per riempirlo per cui a bassi valori di pressione va alla saturazione. Viceversa un
materiale che è mesoporoso, può permettersi di essere riempito non solo con uno strato molecolare,
ma consente ad alte pressioni che uno strato molecolare venga sovrapposto ad un altro strato e così
via. Inizialmente la sua superficie è più bassa e quello si può riempire di una quantità di gas limitata
a bassa pressione potendosi però poi riempire di più strati la pressione aumenata. Possiamo avere
una quantità di volume che sale indefinitamente con l’aumentare della pressione e difficilmente
raggiunge una saturazione.
107
nota: i gel possono essere definiti come una parte continua di materia compenetrata da una parte
continua di gas o di liquido. A seconda di come viene fatto e del materiale che contiene può essere
idrogel quando la fase continua è acqua, alcolgel quando è alcol, poi quando gli togliamo la fase
liquida questo materiale può diventare aerogel o xerogel. Quando si fa un idrogel in genere si
ottiene un materiale molto lasco per cui man mano che va via il solvente comincia a compattarsi
quasi a collassare. Uno xerogel è un idrogel che evaporato del solvente si è debolmente compattato.
Partendo da una situazione di bassa T e bassa p a cui abbiamo per esempio o l’acqua liquida o la
CO2 liquida ed aumentando la T il materiale si espande e si aumenta la pressione arrivando così
al punto critico (punto in cui non c’è più differenza tra liquido e gas). Una volta superato tale
punto si comincia, mantenendo la T costante, a rilassare la p quindi a svuotare il materiale. Si porta
così il materiale da un punto in cui è tutto immerso nel liquido ad un punto in cui è pieno tutto di
gas e di gas a bassa pressione. Se facciamo compiere ad un idrogel questo cammino lo possiamo
trasformare in un aerogel.
E’ importante sapere che quando un materiale ha un menisco liquido
dentro e questo sta evaporando per effetto della pressione e della tensione superficiale il menisco
tenderà a far collassare il poro. Quindi se c’è in una fase liquida ed una fase gassosa l’evaporazione
della fase liquida fa sì che man mano che essa evapora per effetto del menisco si ha una
compressione, un collassamento della struttura porosa. Quando invece non c’è liquido né gas ma
sono tutti e due la stessa cosa il liquido si può liberare sublimando lasciando intatta la struttura
macro, micro porosa.
Ritornando alle curve di assorbimento si può vedere che le curve di assorbimento e quelle di
desorbimento sono diverse infatti è presente un’isteresi. Tale isteresi dipende dalla struttura del
materiale stesso.
POROSITA’ E STRUTTURA DI MATERIALI MICROPOROSI E MESOPOROSI
In questo lucido sono rappresentati due tipi di materiali.
La prima figura mostra un materiale che è fatto in modo che le aperture dei pori e le dimensioni dei
pori coincidano. E’ una struttura a cilindri che si intersecano in cui l’apertura del poro e le
dimensioni del poro sono quasi uguali. Nella seconda figura invece è raffigurato un materiale che è
costituito da particelle che a loro volta sono dei micropori, che sono più o meno compattate, cioè
connesse ed incastrate tra di loro e quindi distinguiamo una dimensione media del poro ed una
dimensione media della finestra che c’è tra il poro. La prima dimensione è maggiore della seconda,
quindi la finestra di accesso è molto più piccola della dimensione stessa del poro. Allora, bisogna
immaginare, quando il materiale è tutto pieno di più starti molecolari di gas, quindi all’interno di
108
questo grosso poro, abbiamo una situazione in cui è tutto riempito di molecole d’aria; secondo la
legge di BET, se ci fosse una porosità aperta, l’adsorbimento dipenderebbe dal n° di strati per la
pressione. In queste condizioni però c’è un fatto che alzerà l’adsorbimento e il desorbimento e cioè
il fatto che vengono desorbiti gli strati più spessi, quelli più esterni, però in corrispondenza della
finestra, ad esempio, noi non abbiamo 5 strati ma 2 e allora il materiale per quanto voglia perdere
gli strati, ha un collo di bottiglia che determina la fuoriuscita che avviene solo quando abbiamo
bassa pressione che consente di desorbire le molecole degli strati più interni; per cui succede che la
curva presenta un’isteresi, ovvero sino ad una certa pressione non desorbe niente e poi comincia a
desorbire tutto e una volta; all’inverso di quello che avviene quando si satura che lo fa in maniera
graduale, passando da bassa ad alta pressione.
Quando desorbe, da alta a bassa pressione, invece che svuotarsi lentamente come si è riempito, visto
che vi sono tali finestre chiuse, che fanno da strozzatura, avviene l’isteresi.
LE ZEOLITI e STRUTTURA DELLE ZEOLITI.
Sono formate da silicati alluminati idrati che hanno impalcatura tetraedrica (struttura spaziale) e
formano strutture interconnesse che possono contenere acqua e cationi. La caratteristica tipica di
ogni zeolite è quella di contenere un gran numero di ioni alcalini, che sono richiamati nella
struttura per poter compensare il difetto (eccesso) di carica che si forma, a causa che comunque
anche i cationi dell’alluminio si trovano in siti tetraedrici. Ed essendoci ossigeni in tutti i punti, e
non avendo quindi vacanze di ossigeno, possiamo compensare l’eccesso di carica negativa non
compensata dagli ossigeni che vanno a coordinarsi con i cationi dell’alluminio, attraverso una certa
quantità di ioni alcalini che introducono una carica positiva.
Le quantità relativa di alluminio e silicio è quella che determina la quantità di ioni alcalini che
dobbiamo richiamare nella struttura per compensare la carica.
STRUTTURA
E
COMPOSIZIONE
DI
ALCUNE
ZEOLITI
DI
IMPORTANZA
INDUSTRIALE.
Nella tabella, a fianco di ogni nome commerciale si può notare la caratteristica dei pori di ogni
zeolite. Poi abbiamo il numero di tetraedri che formano la finestra, ovvero l’anello. Dalla
dimensione dell’anello risaliamo alle dimensioni delle finestre.
Poi il rapporto stechiometrico SiO2/Al2O3 che caratterizza chimicamente le zeoliti (infatti da tale
rapporto dipendono poi gli altri componenti).
CORRELAZIONE TRA DIMENSIONI DEI PORI E DIMENSIONI MOLECOLARI.
109
Nel grafico sono riportate varie zeoliti in funzione dell’apertura delle finestre, confrontate con le
varie sostanze che possono essere adsorbite oppure no.
Notate che acqua, ammoniaca e idrogeno sono molecole molto piccole.
EFFETTO DELLO SCAMBIO CATIONICO SULL’ADSORBIMENTO.
L’adsorbimento può essere espresso anche in funzione della frazione molare degli atomi alcalini
presenti nella zeolite.
Infatti, i cationi del potassio che ha un ingombro maggiore costringe la struttura a compressione e
quindi tenderà ad occupare più volume e a chiudere leggermente, pertanto, le finestre. Per cui le
finestre che non sono interessate dai cationi potassio regolano il tipo di gas che può essere assorbito
dalla zeolite.
Dal grafico si nota che in funzione della frazione molare di potassio rispetto al sodio, i grammi di
adsorbito diminuiscono per ogni specie chimica considerata, tranne che per l’acqua che essendo
comunque piccola, non è influenzata (o lo è minimamente) da tale scambio cationico. Di contro,
l’ossigeno ne risente molto di tale fenomeno e basta già il 25% di potassio al posto del Na per non
far passare più l’ossigeno.
RAPPRESENTAZIONE DELL’EFFETTO DI SETACCIAMENTO.
Setaccio molecolare significa che con le zeoliti ho la possibilità di separare anche molecole con
diverso ingombro sterico come n-ottano o iso-ottano; facendole passare attraverso determinate
finestre di zeoliti.
SINTESI MOLECOLARE SELETTIVA SU ZEOLITI.
Vediamo come si possono far avvenire nelle zeoliti delle reazioni selettive e in questo caso come si
può avere selettività su più livelli.
Un primo livello è quello di far entrare nelle zeoliti solo alcuni tipi di reagenti. Poi una volta che
sono entrati nella zeolite, tali reagenti possono reagire per dare solo alcuni tipi di composti, ovvero:
1. Ho la formazione di un composto, ma non l’ottengo perché non può uscire fuori dalla zeolite;
2. Non ho nessun tipo di composto, perché la zeolite inibisce la reazione;
3. Ho un composto e l’ottengo perché può uscire fuori dalla zeolite.
SINTESI DI MATERIALI MESOPOROSI.
Potendo avere massimo 12 tetraedri per ogni finestra, un trucco per fare di una zeolite un materiale
mesoporoso, cioè con pori > di 20 è quello di ricorrere ai materiali templanti (che danno forma).
110
Il templante è una specie di stampo che consente di dare forma, in genere è un materiale pieno; in
questo caso è una micella ricavata dall’aggregazione di un solvente polare di molecole di
tensioattivo (sapone) che hanno una coda apolare con una estremità polare, che formano in acqua o
delle bolle o dei cilindri.
Quindi tali materiali di natura nanometrica vengono inglobati durante il processo di cristallizzazione
della zeolite, che viene praticamente sintetizzata a partire dal processo di cristallizzazione ad alta
pressione e temperatura a partire da precursori che contengono silicio, alluminio, sodio e
successivamente attraverso un trattamento termico, bruciando tali micelle, otteniamo dalla forma e
dal pieno iniziale una zeolite mesoporosa.
111
18a lezione 14/05/03
IL CARBONE ATTIVO.
VETRI CATALITICI.
19a lezione 19/05/03
VETROCERAMICI.
20a lezione 22/05/03
Mercato USA dei rivestimenti ceramici.
La superficie di un materiale, in genere, cambia del tutto le proprietà del materiale stesso e
soprattutto quelle di tipo ottico, elettrico, ovvero proprietà intrinseche del materiale, funzionali.
Il rivestimento ceramico riguarda diversi campi: quello dei motori e turbine in cui il
rivestimento è fatto per conferire al materiale maggior resistenza termica, coibentazione termica.
Industria.
Scambiatori.
Inserti ed utensili, infatti, si presentano con punte gialle, che implicano riporto di nitruro di
titanio, ottenuto con deposizione fisica sottovuoto.
Quindi, ci sono tutta una serie di applicazioni che fanno variare le proprietà di un materiale
attraverso un riporto, addirittura in Inghilterra è nata una associazione nazionale che studia la
scienza delle superfici, soprattutto nel campo della corrosione e l’anodizzazione delle superfici.
Confronto tra tecniche di deposizione.
Normalmente, quando si parla di riporti si classificano i films in spessi e sottili, ovvero:
< 1 m sottili;
>10 m spessi, anche se di fatto non esiste una linea di demarcazione netta.
Un’altra classificazione invece distingue i due casi, considerando un rivestimento sottile,
quando esso cambia le proprietà funzionali del materiale, invece un rivestimento spesso cambia le
proprietà strutturali.
A questo punto si possono avere dei films che sono fisicamente sottili ma ritenuti spessi perché
variano le proprietà strutturali del materiale (vedi quando si vogliono indurire le punte dei trapani) e
112
films più spessi fisicamente dei precedenti, anche più di alcune decine di micron, e solo perché
variano le sole proprietà funzionali (vetri antiriflesso) sono ritenuti sottili.
A questo punto, le varie tecnologie sono:
1. Plasma;
2. CVD;
3. Evaporazione;
4. Sol-Gel.
Questa tabella mette in evidenza varie caratteristiche peculiari delle diverse tecnologiche, vedesi
tra tutte lo spessore, la porosità dei depositi e la temperatura di trattamento.
Notate che con il plasma si ottengono spessori grossi ma riporti prettamente porosi, ciò è dovuto
anche al fatto che nella fiamma si porta il materiale da riportare ad alta temperatura sino a farlo
fondere, ovvero viene atomizzato nell’aria del getto e poi fuso per essere infine spruzzato sulla
superficie da rivestire.
La temperatura di trattamento, anche se nella fiamma il materiale atomizzato fonde a 2000 °C,
si mantiene < 100 °C, perché il materiale impattando con una superficie fredda scambia calore
portando, al massimo gli strati più interni della superficie a temperatura prossima ai 100 °C.
Pertanto, questa è una tecnica che può essere utilizzata con i metalli che hanno già subito un
certo trattamento termico e che non possono essere ricotti.
Per quanto riguarda il CVD, anche con esso si fanno spessori grossi che superano i 10 micron
della tecnica a plasma. Ma ciò che lo caratterizza dal plasma è che non si hanno limitazioni sullo
spessore del rivestimento, in quanto con esso si danno le velocità di crescita del rivestimento,
piuttosto che lo spessore; infatti, esso crescerà sempre compatto e con le stesse caratteristiche.
L’unica limitazione si può averla sul tempo e questa limitazione resta legata alla velocità di
crescita del deposito. Essendo tale riporto ottenuto dalla fase vapore, in cui le molecole si
compattano sul substrato ottimizzando la loro deposizione e compattandosi per bene, si hanno per
tali films, porosità bassissime. Di contro una caratteristica negativa è l’alta temperatura di
trattamento richiesta. Questo, perché il CVD è caratterizzato da una reazione chimica che deve
avvenire da una fase vapore, ovvero, esiste una cinetica di processo di tipo Arrhenius che fa
dipendere la velocità di rottura dei legami di deposizione dalla temperatura, per cui una condizione
stringente è quella di avere caldo e di conseguenza un materiale ceramico che resiste ad alte
temperature come materiale da rivestire.
Una categoria di tecniche di deposizione che qui chiamiamo ion beam, sono tecniche di tipo
PVD, cioè abbiamo una deposizione che non sfrutta la chimica come nella CVD, ma la fisica.
Tali metodi avvengono sottovuoto, ovvero si raggiungono vuoti che vanno sino 10-7 mbar.
113
Questa condizione è necessaria affinché il materiale evapori facilmente e anche perché i fasci
molecolari siano meglio indirizzati nell’evaporazione termica, infatti, se la pressione fosse alta,
allora i fasci urterebbero con le molecole presenti nel reattore e andrebbero dispersi.
In queste tecniche si può tenere il substrato, su cui si vuol fare la deposizione, a temperature
basse o addirittura lo si può raffreddare ulteriormente se necessario, tanto è solo il materiale, di
solito metallico, che deve essere depositato che si deve far evaporare sino a temperature anche di
600 °C.
L’unica nota negativa è che questi sono processi lenti, infatti queste sono deposizioni che
avvengono molecola su molecola e nel vuoto, anche se di contro ci ripagano con l’assoluta
mancanza di pori.
In ultima riga si possono notare le condizioni di deposito. Risulta chiaro che per la tecnica CVD,
ci debba essere la presenza dei gas reattivi, perché essi sono i precursori del materiale ceramico che
si andrà a depositare.
Per quanto riguarda il plasma, invece dobbiamo avere aria neutra, ossia in assenza di ossigeno o
comunque se si vuole ottenere un materiale con riporto plasma di Zr o tungsteno dobbiamo fare in
modo che ci arrivi sul substrato l’elemento puro Zr o tungsteno; cioè deve mancare quel materiale
reattivo che ad alta temperatura si combinerebbe con la Zr e mi farebbe avere ossido di Zr, per
esempio se avessimo ossigeno nell’aria, e quindi depositeremmo un ossido.
Allora, aria neutra sta ad indicare che bisogna essere neutra rispetto a ciò che vogliamo
depositare. Ad esempio, ad alta temperatura l’azoto non va bene, perché si avrebbe la nitrurazione.
Gli unici da utilizzare sarebbero l’argo, l’elio ed altri veramente inerti, che di contro costano troppo.
Fig.4.2 Schema di processo di ion planting.
Rappresenta una tecnica fisica a fascio elettronico in cui abbiamo una sorgente di elettroni (può
essere un filamento di tungsteno portato ad alta temperatura).
Questi elettroni sono attratti da un campo elettromagnetico trasversale che li fa deviare. Pertanto
queste forti correnti sono focalizzate sul materiale che noi vogliamo far evaporare. Questo fascio di
elettroni quindi si presenta come una sorgente energetica molto concentrata che fa evaporare il
materiale usato da riporto.
Il movable shutter, serve per controllare lo strato depositato, infatti togliendolo il materiale
evaporato investe direttamente il materiale da ricoprire(substrate holder).
Fig.4.3 Schema di processo di sputtering.
Sputtering=sputacchiare.
114
E’ un processo che avviene, a bassa pressione, dove un gas Ar ionizza attraverso una fortissima
scarica elettrica e diventa una specie di plasma , ovvero, dissocia gli elettroni dalle molecole.
L’argon, ionizzato e carico positivamente, sbatte sul target caricato a radiofrequenza e produce
la fuoriuscita delle specie dal target che , infine si vanno a depositare sul substrato. La caratteristica
principale del target è quella di fornire il materiale che evapora e che deve essere depositato, quindi
è soggetto ad usura ed inoltre deve essere metallico in quanto se non lo è e se non caricato in
radiofrequenza, succederebbe che l’argon si depositerebbe su di esso avendo un catodo non
conduttivo e lo isolerebbe , non consentendo la fuoriuscita delle specie interessate.
Plasma temperature as a function of gas energy content at atmospheric pressure.
Il plasma è uno stato della materia, in cui per effetto dell’altissima temperatura e quindi
dell’energia cinetica di uno stato gassoso, liquido gli elettroni non possono essere più contenuti
nelle shell della materia, del gas o del liquido e quindi si delocalizzano rispetto all’atomo a cui
appartengono, quindi quando ciò avviene si ha lo stato di plasma, che si verifica a temperature
molto alte, anche più della temperatura di fusione e/o di vaporizzazione. Infatti è la temperatura alta
che conferisce molta energia cinetica agli elettroni, i quali non riuscendo a stare più confinati nelle
shell di partenza generano il plasma, delocalizzandosi.
Sul grafico si legge l’energia cinetica del gas in funzione della temperatura.
Notate che si passa allo stato di plasma sempre attraverso una dissociazione prima, della materia
di partenza, in più poi, a più alte temperature si ha la scissione di ogni singolo atomo in protoni ed
elettroni per arrivare ad avere il plasma. Si può saltare la fase di dissociazione solo per quei gas
monoatomici come argon ed elio.
Sicuramente è molto più facile ottenere un plasma da una fase gassosa che da una fase solida,
infatti bisogna tener presente che per ottenere lo stato di plasma bisogna raggiungere temperature
molto alte, che sono più facilmente raggiungibili dai singoli atomi che non da un solido.
Principio di processo “flame spray”…..
“FLAME SPRAY”=spruzzo attraverso una fiamma.
In figura si vedono due tecniche simili, ma diversificate solo per il materiale di apporto, ovvero,
nella prima si ha il riporto da filo, nella seconda da polvere.
Si utilizzano degli attrezzi, forniti di ugelli nei quali passano i gas combustibili e comburenti che
si incendiano in prossimità del becco, producendo elevatissime temperature.
Attraverso la zona ad alta temperatura in prossimità del becco si fa passare il filo di riporto che
fonde e si disperde nel flusso d’aria che impatta a sua volta sul substrato su cui si fa il rivestimento.
115
Parallelo a tale metodo vi è quello che utilizza le polveri, in sostanza è del tutto uguale al primo
tranne che per il fatto di avere un effetto Venturi tra i diversi condotti, in cui l’aria compressa o i
gas aspirati, creando una depressione in prossimità della sezione del condotto delle polveri, si aspira
e si porta via con se le particelle di quest’ultime che miscelate col flusso di gas combustibili e
comburenti a 300 °C fondono e contemporaneamente vengono spruzzate sul substrato da rivestire.
Bisogna notare comunque che queste particelle fuse non impattano sul substrato a 3000 °C, ma
a temperatura molto più bassa, in quanto parte di tale calore è servito a fonderle. Inoltre, la velocità
delle particelle tra flame e plasma è molto minore infatti, pur avendo un sistema di aria compressa
e ugelli non si raggiungono mai le accelerazioni che si hanno in campo elettrico.
Shema di principio della spruzzatura al plasma.
Questi sono gli schemi di torcia al plasma in cui si hanno dei gas inerti come Ar e idrogeno che
attraversano un ugello tenuto a differente potenziale rispetto al becco superiore da cui fuoriescono i
gas.
Queste alte ddp generano la scarica intensissima che ionizza i gas e dà vita al plasma.
Successivamente, tale plasma investe le particelle del materiale che vogliamo riportare, in modo che
fondino e si depositano sul substrato da rivestire in cui solidificano velocemente.
La differenza di tale processo con lo sputtering, sta nel fatto che lo sputtering è un PVD, mentre
qui abbiamo un plasma con polveri, il primo è molto lento e si tratta di una evaporazione a livello
molecolare che ricompattandosi da bassi valori di porosità, qui invece abbiamo delle polveri che
lasciano alla fine un’alta porosità.
Schema di un impianto sottovuoto per la deposizione di film su vetro float.
Esempio di un impianto da vuoto, attraverso tante camere da “sputtering” avviene la
deposizione su lastre di vetro, anche di diversi materiali, ognuno contenuto in una diversa camera.
Spessori tipici di riporti ottenuti con varie tecnologie.
Illustra gli spessori dei riporti in funzione delle tecnologie utilizzate. In particolare,
l’impiantazione ionica è quella che in assoluto mi dà spessori più piccoli, anche perché tratta un
atomo alla volta e pur avendo energie cinetiche elevate più di tanto non può penetrare nel substrato
da rivestire.
La nitrurazione è già più spessa perché entrano in gioco anche effetti diffusivi dell’azoto
dissociato che, danno spessori maggiori anche rispetto al plasma.
116
Infatti, col plasma si hanno oltre che specie gassose, anche il materiale da riportare; invece, con
la nitrurazione il metallo si ha già, ciò che si fa diffondere è il solo azoto.
The SOL-GEL process.
E’ un processo chimico, che quindi utilizza reagenti chimici che sono precursori di materiali
ceramici i quali miscelati con un solvente mi danno una sospensione colloidale che deve essere
attivata, attraverso H2O e catalizzatore, in modo tale che sia reattiva a dare il SOL.
Questo SOL che è reso stabile nel tempo è il punto di partenza per fare diverse cose:
rivestimenti ceramici, ma anche fibre, facendo aumentare adeguatamente la viscosità.
Se il SOL non è invece stabilizzato e le reazioni che avvengono formano delle particelle che si
uniscono tra di loro, abbiamo il GEL. In alternativa se la crescita delle particelle è incontrollata si
arriva alla produzione di polveri ceramiche, e questo è il metodo quindi che si può utilizzare per
farsi qualsiasi tipo di polvere il laboratorio, con qualsiasi caratteristica.
Una volta ottenuto ciò che si desidera si ha una fase di essiccazione e una successiva cura
termica che a seconda del processo termico mi dà un diverso tipo di mnateriale ceramico.
Ciò che differenzia questi vetri per SOL-GEL con uno tradizionale, in cui si ha la
solidificazione da liquido, è che qui si parte con una fase amorfa già nella formazione delle prime
particelle nella soluzione e poi per sinterizzazione viscosa attraverso il collasso dei pori si ha il
vetro.
Diagrammi VISCOSITY-TIME e SOL_GEL Technology.
Vediamo come la viscosità può darci diversi tipi di materiali in funzione del tempo.
Il GEL è un sistema che se non controlliamo per bene, è molto reattivo e col passare del tempo
evolve naturalmente.(solidifica?)
Al crescere della viscosità, allora, possiamo fare diversi tipi di usi delle sospensioni colloidali.
A bassa viscosità si possono fare films e colate all’interno dei forni. Addirittura facendo aumentare
di molto la viscosità si possono tirare le fibre.
Chemistry of Sol-Gel process.
Gli alcossidi sono dei metalli o metalloidi legati a gruppi alcossidici (OR). Questo gruppo legato
al Si dà l’alcossido del silicio che subisce due reazioni molto importanti in presenza di H2O.
Quella di idrolisi: al posto di un gruppo organico (alcossido) subentra un gruppo idrossido (OH)
e questa reazione è facilitata da un punto di vista energetico perché OH è più elettronegativo di OR.
Quindi c’è una tendenza piuttosto lenta, quando combiniamo un alcossido con H2O perché ci sia
117
una reazione di idrolisi in cui l’alcossido iniziale subiscauna sostituzione parziale o totale dei suoi
gruppi alcossidi con OH (gruppo idrossido).
Dopodiché la reazione importante di policondensazione è quella che porta due molecole già
reagite a formare un legame a ponte dell’ossigeno, grazie alla presenza dei gruppi idrossido, con
rispettiva espulsione di H2O.
Questo è un primo step della reazione di solidificazione, cioè da una molecola abbiamo un
dimero. A differenza di un polimero organico che ha funzionalità due e quindi genera una lunga
catena, qui ci troviamo con una funzionalità pari a quattro, per cui tutti e quattro i rami del Si
possono reagire a formare un solido nello spazio.
Quindi, si può immaginare un solido ottenuto per Sol-Gel, attraverso miliardi e miliardi di
reazioni di idrolisi e policondensazione che generano una struttura nello spazio lungo ognuno dei
quattro rami reagenti del Si.
Potete immaginare come si possono sviluppare strutture di tipo a catena (polimerica) e strutture
tipo a network a seconda che il numero medio di gruppi funzionali reagenti (gruppi che si
sostituiscono o idrolizzano per ogni alcossido), sia due o sia quattro.
Così facendo noi possiamo controllare attraverso la funzionalità degli alcossidi, la reattività
della molecola a idrolisi avvenuta. Per cui a seconda che si abbia un catalizzatore di tipo acido o
basico, posso avere per il primo caso strutture, tipo lunghe catene intrecciate tra loro, contro
strutture più compatte a network per il secondo caso.
Idrolisi in catalisi acida.
In un ambiente acido si può pensare di avere in soluzione dei gruppi protonati (H3O) +. La
reazione chimica avviene perché il protone è attratto dal gruppo OR. Cioè l’ossigeno dell’H2O con
il Si, non si attraggono subito per motivi sterici, ma il gruppo carico si avvicina progressivamente al
gruppo alcossido. Quindi, inizialmente si ha un attacco elettrofilo. Questo tipo di reazione elettrofila
avviene a seconda del numero di OR attaccati al Si, cioè questo tipo di reazione è più probabile che
avvenga su quelle molecole con più OR e allora abbiamo la tendenza di avere molecole con
funzionalità due (due OH sostituiti a due OR).
Successivamente si scatena l’idrolisi, con il gruppo ossidrile al posto del gruppo alcossido e
l’espulsione di alcool.
Quindi, in una condizione acida tale tipo di reazione farà in modo che si sostituiscano pochi OH
con gli OR e quindi si ha una formazione di particolato a catena (polimerica).
Idrolisi in catalisi acida.
118
Mentre in catalisi basica l’OH- (carico negativamente) è attratto dal nucleo, ovvero ho una
reazione maggiormente nucleofila, cioè viene direttamente attratto dal silicio in maniera tanto più
forte quanto più il Si ha carattere cationico (protonico).
Quanto più i gruppi OH- (fortemente elettronegativi) sono attaccati al Si più tale reazione è
ionica e più il silicio è svuotato di elettroni, quindi tende ad essere più elettrofilo.
Quindi più ce ne sono di gruppi idrolizzati, più l’OH- tende ad essere attratto; quindi, le
sostituzioni di OR con OH- sono più probabili nelle molecole che ne hanno già avute rispetto a
quelle che non ne hanno (e questo perché quante più sostituzioni ci sono state tanto più cationico è
diventato il Si). E quindi in questo sistema si tende ad avere una struttura con quattro funzionalità
OH-, più compatta e reticolata.
I frattali e le proprietà strutturali.
Il concetto di frattale è collegato ad un oggetto, la cui massa non cresce come dovrebbe crescere
in un materiale pieno.
Per un materiale che cresce ramificato come una foglia, la sua superficie cresce più velocemente
che la sua massa. Nel caso della sfera, superficie e massa crescono entrambe con dimensione tre,
mentre per un frattale la crescita della massa è minore di tre, ovvero cresce con una potenza minore
rispetto alla potenza con cui cresce la superficie.
Il frattale quindi non è altro che un materiale che crescendo, vede aumentare la sua superficie,
più velocemente che la sua massa.
Schema.
Partendo dal quesito di come si originano le sfere, vediamo che siam partiti dall’alcossido e lo
idrolizziamo, fornendo dimeri, oligomeri e particelle a seconda delle condizioni di pH, ovvero in
condizioni acide o basiche, posiamo avere:
pH <7 (acida), cresce un frattale che si espande e può dar vita ad un gel;
pH >7 (basica), abbiamo la tendenza a formaregrosse particelle.
Quindi virtualmente possiamo creare particelle piccole, facendo crescere questi frattali e poi ad
un certo punto bloccandone la crescita, oppure ottenendo la crescita di particelle sferiche facendo in
modo che il materiale non gelifichi (basta agitare energeticamente) e allora per addensamento
complessivo del materiale intorno a tali particelle in crescita si ottiene la generazione di microsfere
che crescono di forma molto precisa.
Evoluzione strutturale nei films.
119
Dopo aver formato le particelle piccolissime per (Sol-Gel?) si può immergere una lastra di
vetro, che tirata su ne trascina uno spessore di liquido tale che, una parte di esso (il solvente)
evapora per lasciar condensare e aggregare la parte di sol polimerico che si intreccia e gelifica e se
il film è più polimerico collassa compattandosi, altrimenti se è più di tipo particolato, questo film
rimane più poroso.
Trattamento termico e sinterizzazione.
Si può notare la contrazione più la perdita di peso del materiale in funzione della temperatura.
Inoltre, la perdita di peso è dovuta anche alla eliminazione di solvente o H2O durante le reazioni di
policondensazione, che procedono sia nella soluzione che fuori dalla soluzione per effetto termico a
secco. Questi importanti aspetti servono per lo studio degli aerogel.
120
21a lezione 26/05/03
FILLOSILICATI E TECTOSILICATI
I fillosilicati ed i tectosilicati sono i materiali più abbondanti sulla crosta terrestre. I tectosilicati
sono della strutture formate da tetraedri di alluminio e silicio fatti ad anelli di quarzo e si replicano
orizzontale,verticale, orizzontale,verticale. Si tratta di una struttura a 4 tetraedri, compatta rispetto a
quella delle zeoliti che formano degli anelli a 8. Erodendosi formano delle strutture lamellari che
sono le argille.
LE ARGILLE
Le argille sono dei materiali tipicamente naturali che si sono formati per sedimentazione. I feldspati
che sono silicoalluminati idrati contengono ioni alcalino, alcalino-terrosi e sono i materiali più
comuni che vengono fuori dalle eruzioni dei vulcani e , quando solidificano, formano delle strutture
tipo tectosilicati. Questi feldspati hanno quindi una struttura cristallina che deriva da una
cristallizzazione a pressione atmosferica che li fa solidificare. Essi sono praticamente erodibili
dall’acqua ed in seguito all’erosione si formano tanti silicati che poi andando nei fiumi si vanno a
ricondensare, a collegare con altri strati in modo da formare le argille. La formazione degli strati
lamellari di argilla avviene a bassa T. Le argille possono essere di due tipi: primarie o secondarie.
Esse sono primarie quando il feldspato viene eroso e trasportato dall’acqua dove ricristallizza
sottoforma di argilla. Un esempio di queste argille sono i caolini che sono molti duri proprio perché,
data la poco distanza percorsa non si contaminano molto con un’altra serie di prodotti. Essi sono
secondarie quando per effetto della lunga distanza percorsa dalla roccia erosa a dove si
ricondensano, i sali alluminati praticamente si mischiano con un’altra serie di prodotti. In questa
categoria può rientrare la montmarillonite che quindi è un’argilla secondaria in cui oltre al silicio ed
alluminio ci sono tanti altri cationi tipo alcalino, alcalino-terrosi.
Le argille che quindi sono dei silicati idrati di alluminio o magnesio hanno come unità strutturali
tetraedri di silicio al posto del quale si può sostituire l’alluminio ed ottaedri di alluminio o
magnesio o ferro. Quando c’è l’alluminio c’è un problema di carica. L’alluminio ha valenza 3 il
magnesio 2. L’alluminio forma delle argille che si chiamano diottaedriche mentre quando c’è il
magnesio si hanno argille dette triottaedriche. Gli ottaedri sono di più quando c’è il magnesio
rispetto a quando c’è l’alluminio. In qualche modo l’argilla può essere pensata come una sintesi di
materiali inorganici realizzata a bassa T e quindi senza bisogno della fusione come nel caso delle
rocce metamorfiche oppure di quelle che solidificano in seguito alle eruzioni vulcaniche. Le argille
si formano a T e p ambiente. Quando due gruppi OH di uno strato tetraedrico tendono ad
avvicinarsi questi condensano dando acqua. All’interno di uno strato per esempio ottaedrico, se si
121
va a sostituire ad un catione allumino un catione magnesio, si crea un difetto di carica e l’ossigeno
che non compensa la valenza dell’alluminio tende a caricare lo strato ottaedrico negativamente. Lo
stesso avviene quando al posto del silicio dello strato tetraedrico si sostituisce l’alluminio. Il silicio
ha valenza 4 l’alluminio 3 quindi dà all’ossigeno un eccesso di carica negativa. Allora possiamo
vedere dell’argille cariche negativamente perché c’è stata una sostituzione nello strato ottaedrico o
in un tetraedro e le propietà delle argille cambiano in modo radicale a seconda che è avvenuta l’una
o l’altra cosa. Questo accade perché quando avviene la sostituzione nello strato tetraedrico
l’ossigeno non compensato sta molto vicino alla parte esterna della lamella quindi quando intercetta
il catione alcalino se lo tira forte a sé e lo lega mentre se la carica non compensata sta tra gli strati
tetraedrici cioè su quello ottaedrico il catione risente di un effetto di attrazione negativa però è
separato dall’ossigeno non compensato per cui sente un’attrazione ma delocalizzata e blanda.
Questo è il motivo per cui materiali come le miche che sono anche dei fillosilicati sono totalmente
diversi dalle argille. Nelle miche che pure contengono silicati, alluminati di ioni alcalino, alcalinoterrosi la sostituzione dell’alluminio negli strati tetraedrici fa si che gli ioni che fanno parte degli
strati lamellari vengano legati molto fortemente quindi le miche non sono sfogliabili, lavorabili
come le argille. Esse sono isolanti e resistono bene alle alte T.
RAPPRESENTAZIONE DI ALCUNI MATERIALI MICACEI E MONTMARILLONITE
Tra i materiali micacei abbiamo la muscovite. In mezzo alla muscovite troviamo solo alluminio
quindi è una struttura che non ha difetti di sostituzione mentre negli strati tetraedrici abbiamo il
simbolo del cerchio con il punto dentro che sta a significare che può essere o silicio o alluminio. Se
c’è alluminio questo tende ad attrarre, a legare in maniera ionica ed abbastanza intensa lo ione
alcalino e questo forma la mica che è refrattaria. Invece nel caso della montmarillonite ( che ha
struttura TOT ), nello strato tetraedrico, si ha solo una trascurabile sostituzione di silicio con
alluminio quindi gli strati tetraedrici non sono responsabile della carica se non in maniera
trascurabile. Nello strato ottaedrico vi è una sostanziale sostituzione di ioni magnesio al posto di
quelli di alluminio. Questa carica negativa in eccesso viene saturata con sodio e calcio.
Il fatto che la montmarillonite risenta ma solo alla lontana della carica che sta in mezzo agli
ottaedri fa si che questo effetto di attrazione sia abbastanza delocalizzata e che gli ioni alcalino –
terrosi possano cambiare posto ed eventualmente essere attratti dall’acqua. L’acqua può entrare tra
gli strati e come conseguenza questi materiali possono delaminarsi. A ciò e dovuto anche la
plasticità.
DISPOSIZIONE PLANARE: STRATI TETRAEDRICI ED OTTAEDRICI E FIG. 12.7
122
Nelle lamelle in genere i tetraedri sono legati in modo da formare un piano; i vertici e le basi sono
tutte collegati tra di loro. I vertici che sono dalla parte dove le basi non sono legate tra di loro si
legano con reazioni tipo condensazione come quelle viste nel processo sol gel. Quando il vertice di
un tetraedro si trova libero può, per esempio, essere pensato collegato con un OH. Quando tale
gruppo ossidrile vede il gruppo ossidrile nell’ottaedro dove c’è per esempio alluminio e magnesio
OH e OH possono condensarsi e formare questi strati TOT.
LEGAMI
INTERLAMELLARI
E
REAZIONI
INTRACRISTALLINE
NEI
FILLOSILICATI CON STRATI CARICHI
Tra le diverse strutture dei fillosilicati esistono diversi tipi di legami come le forze di Van der
Waals, legami di idrogeno. Lo spessore che separa una lamella dall’altra può variare di molto a
seconda del contenuto di acqua e può andare da 10 a 15 Ǻ. Quindi l’idratazione o la disidratazione
dell’acqua può comportare grosse variazioni dello spessore. Questo fenomeno è responsabile del
ritiro. Una montmarillonite fortemente idrata, se va a disidratarsi, può subire una riduzione di
spessore del 30% e se questa riduzione non avviene in maniera controllata il materiale si spacca. Il
processo di eliminazione dell’acqua quindi deve avvenire lentamente e delicatamente.
Possibilmente nelle argille che contengono montmarillonite o comunque argille fortemente
idrofiliche che si caricano di acqua è bene aggiungere degli agenti che si chiamano dimagranti.
Questi possono essere argilla cotta tritata che non tenderà più a prendere e a ridare acqua quindi è
una fase inerte che messa nell’impasto argilloso fa ridurre le contrazioni e le dilatazioni. E’ bene
tenere a mente che assorbendo acqua si può verificare il fenomeno dello swelling che consiste nel
distacco delle lamelle. Altri fenomeni che si devono tenere presenti sono che negli strati lamellari
ci può essere lo scambio ionico dei cationi e che le argille cariche possono legarsi con molecole
organiche.
Lo swelling e l’interazione con molecole organiche non sono una scoperta recente già i cinesi li
avevano scoperti impastando il caolino con l’urea.
SCHEMATIZZAZIONE
DELLE
REAZIONE
INTERCRISTALLINE
DEI
FILLOSILICATI
Nella figura B sono rappresentati i vari tipi di interazioni che possono aver luogo nelle argille con
gli strati carichi. Quindi in un’argilla di partenza che ha solo stati TOT e dentro un catione alcalino,
alcalino-terroso può avvenire uno scambio ionico, una solvatazione. Il fatto cioè che l’acqua entri
nelle lamelle e le allarghi fornisce la possibilità a gruppi organici carichi tipo ioni ammonio di
123
entrare dentro. Inizialmente si intromettono senza espandere la struttura tra le lamelle e
successivamente dilatano per via dello swelling provocando il loro distacco.
NANOCOMPOSITI.
124
22a lezione 04/06/03
Creep.
Il creep nei materiali ceramici come nei metallici è una deformazione non elastica ma
permanente, dove il materiale è sottoposto ad uno stress costante e si valuta la deformazione del
materiale in funzione del tempo ad una determinata temperatura . Così come nei metalli, se si plotta
la in funzione del tempo si trovano tre zone, così chiamate:
1. Creep primario;
2. Creep secondario;
3. Creep terziario, in cui si ha la rottura.
La cosa più interessante e più riproducibile è quella di studiare il creep secondario in cui
abbiamo una legge di tipo Arrhenius, che dipende dalla temperatura , dall’energia di attivazione,
ect.
Meccanismi di creep.
Come spiegare il creep nei materiali ceramici e quali le principali differenze rispetto ai materiali
metallici?
Innanzitutto il creep nei materiali monocristallini, sia ceramici che metallici, si può studiare
ammettendo che vi è la presenza di piccoli difetti, tipo dislocazioni di linee, di punto, ect.; poi il
trasporto di tali difetti determina la deformazione del materiale. Quindi, in un materiale
monocristallino si ammette che vi siano difetti del cristallo, essenzialmente dislocazioni di linea.
Nei materiali policristallini metallici abbiamo invece i difetti nei grani che generano il creep.
Nei materiali ceramici il movimento delle dislocazioni è più difficile, infatti il movimento di un
piano cristallino su un altro, nei materiali metallici, non è così critico come nei ceramici, per il fatto
stesso che i singoli atomi sono cementati da un mare di elettroni, ma non legati tra di loro, per cui lo
scorrimento è più facilitato nei metallici che nei ceramici, ovvero materiali di natura ionica e
covalente dove i legami tra atomi sono più spiccati e direzionali.
Pertanto, generalmente i materiali ceramici sono più resistenti al creep, rispetto i materiali
metallici; anche se fenomeni diffusivi e dislocastici determinano il creep anche nei materiali
ceramici.
Nei materiali monocristallini si ha creep per il movimento delle dislocazioni. Comunque questo
movimento delle dislocazioni s’innesta anche nei materiali ceramici ad alta temperatura.
In un materiale ceramico prima ancora che intervengano le dislocazioni con il loro movimento,
avviene il creep in zona primaria a causa dei bordi di grano, ovvero regioni in cui il materiale non è
125
completamente cristallino, anzi a volte vi è una fase vetrosa che lega i bordi di grano, che si
deforma con l’applicazionedello stress.
Allora la prima zona del creep primario si spiega con un riarrangiamento del materiale nei pressi
dei bordi di grano, che si blocca quando si hanno impedimenti di tipo geometrico, ecco perché nel
grafico si ha un forte assestamento.
La zona di creep secondario si spiega con fenomeni di natura diffusivi, ovvero con il movimento
di lacune, di vacanze e di impurezze, e ciò avviene sia nei pressi del bordo di grano che nel grano
stesso.
Refrattarietà sotto carico e creep.
Per studiare la refrattarietà dei materiali ceramici, bisogna innanzitutto riscaldarli con una
velocità di riscaldamento costante e successivamente si va a misurare l’espansione o il ritiro del
materiale.
Nel grafico vediamo che man mano che passa il tempo (l’asse tempo coincide con quello di
temperatura, perché se la velocità di riscaldamento è costante, c’è proporzionalità tra temperatura e
tempo) il materiale si espande, anche se è caricato, sino a quando non raggiunge un massimo in cui
il materiale comincia a cedere sotto il carico.
Quello che si va a prendere sono i valori di T0,5 e T1, che li valuto lungo la curva decrescente di
prova, quando il materiale si è ritirato rispettivamente di 0,5% e di 1% rispetto alla deformazione
massima (nota che continuo a riscaldare sempre con la velocità costante).
Dopo una prima caratterizzazione sull’espansione e ritiro si decide a quale temperatura (oppure
può essere imposta dal cliente) far avvenire la deformazione a carico costante e a temperatura
costante e si determinano i parametri di SUBSIDENZA S10 e S20 che significano:
quanto si deforma il campione dopo 10 e 20 ore rispettivamente, tenuto a quella temperatura e a
quel carico (nell’esempio 1500°C).
Se un materiale deve mantenere per poco tempo a un carico e a temperatura elevate si può avere
anche un S10 del 1-2%.
Se un forno deve stare sempre acceso, invece, quel materiale non può accettare nemmeno quel
1-2%.
Infine, abbiamo un confronto di curve di SUBSIDENZA da cui si evince che il materiale che
subisce la minore deformazione è il materiale più refrattario. Passando dal mattone convenzionale,
al mattone in mullite si ha un aumento della refrattarietà. Inoltre, notate che la mullite, avendo il
70% di allumina e il 30% di silicio, ha una subsidenza migliore dell’allumina stessa.
126
In realtà l’allumina si presenta con una struttura cristallina perfetta, mentre la mullite essendo
meno perfetta resiste meglio sia al creep che agli shock termici. Ciò non toglie che l’allumina ha
una resistenza meccanica maggiore della mullite.
Resistenza agli shock termici.
Lo shock termico insorge ogni volta che un materiale non è scaldato in modo costante o non è
tenuto ad una temperatura costante.
Naturalmente, quando un materiale è scaldato in un forno, soprattutto se la sua conducibilità
termica è bassa e si riscalda a velocità elevata o viceversa si raffredda a velocità elevata, si creano
gradienti termici nel materiale; pur avendo un forno isotermo.
In queste condizioni ogni materiale che subisce gradienti di temperatura, esplica la sua fragilità
al griffit subendo fatica termica, microfratture, rotture, cricche, ect. che alla lunga sono la morte di
questi materiali che hanno impieghi termostrutturali.
Queste considerazioni sono molto importanti, perché in fase di progettazione non basta guardare
alla temperatura max di resistenza di un materiale o solo alla resistenza meccanica, ma a tutte le
condizioni al contorno del problema, che devono portare alla scelta migliore del materiale da
utilizzare.
Se per esempio, serve un materiale che deve operare in un forno con cicli di riscaldamento e
raffreddamento sino ad una temperatura massima di 1400 °C e con carichi non troppo eccessivi, la
cosa più saggia è utilizzare mullite piuttosto che allumina, che si romperebbe molto prima a causa
della più bassa resistenza agli shock termici. (La zirconia a causa della sua alta espansione termica è
ancora più critica dell’allumina, anche se arriva a temperatura di 2000 °C e oltre).
Dalle formule si evince che oltre ad , subentra anche E (rigidità del materiale) nel calcolo di R,
ovvero un materiale quanto più rigido è, tanto meno resistente si presenta agli shock termici.
Inoltre, per il calcolo di R si dovrà considerare la resistenza di Mohr, ovvero quella ultima in cui
si ha la rottura: fr.
Grafici.
In figura a) è rappresentata una sezione del materiale che stiamo raffreddando, ovvero un corpo
in un forno che si raffredda, in cui il cuore è a più alta temperatura, mentre la superficie è a più
bassa temperatura e tende a contrarsi, ma gli strati interni più caldi e più espansi non glielo
consentono, generando allora, stress di tensione in superficie e di compressione nel cuore del
materiale.
In figura b) avviene esattamente il contrario.
127
Nei profili di temperatura della figura in basso, il materiale a temperatura più bassa si contrae
più di quello a temperatura più alta e il provino si deforma anche permanentemente, rompendosi in
diversi modi.
Thermal shock resistance parameters.
R, si misura in temperatura.
R’, lo vogliamo misurare in termini di flusso massimo che possiamo mandare sulla superficie di
un materiale. Notare che, un materiale resiste tanto più, quanto più alta è la sua conducibilità
termica.
Nel caso della resistenza agli shock termici è bene considerare non solo R, ma anche tenere
conto dei flussi di calore, nonché delle resistenze alla propagazione del creep e del danno.
Valori calcolati del parametro ………
Combinando tra di loro i vari parametri, possiamo mettere a confronto diversi materiali.
Notiamo che il confronto diretto tra allumina e carburo di silicio. Hanno resistenze meccaniche e
modulo elastico confrontabili, la cosa che li differenzia è l’espansione termica che essendo alta per
l’allumina, la rende vulnerabile agli shock termici, infatti abbiamo R=96 contro R=230 per SiC.
Inoltro il SiC va molto meglio perché ha un alto coefficiente di conducibilità termica rispetto
l’allumina.
Queste considerazioni si fanno a parte, nel senso che il SiC se riscaldato si porta
immediatamente in tutti i suoi punti alla stessa temperatura, mentre nell’allumina si ha una
concentrazione di calore che la porta a rottura più rapidamente.
Stesse considerazioni si possono fare per il nitruro di silicio, che pur avendo un modulo elastico
basso e una espansione termica inferiore ha una resistenza (T) elevata; ecco perché è utilizzato
nelle costruzioni delle turbine più che del SiC, l’unico inconveniente è che intorno ai 1000 °C e più
innesca fenomeni ossidativi.
La cosa importante da notare è come un materiale che si presenta povero nei confronti della
resistenza meccanica e poco rigido o molto tenero, presenta poi una così elevata resistenza agli
shock termici (4860 °C).
128