UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
..
PLC e Controlli Numerici
per Motion Control
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi per il Motion Control
Argomenti Esposti
•
•
•
Sistemi di azionamento
•
Soluzioni basate su PC
•
Controlli Numerici
Elementi caratteristici di un sistema per Motion Control
PLC
• Struttura
• Sistemi di programmazione
• Moduli dedicati al Motion Control
• Soluzioni Hardware e Software per il Motion Control
• Caratteristiche funzionali
• Principali configurazioni
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di Azionamento
•
I sistemi di azionamento sono i principali
attori per il Motion Control
•
Permettono di introdurre l'energia
necessaria a compiere attività di
assemblaggio, movimentazione
•
In impianti complessi più sistemi di
azionamento devono essere fra loro
coordinati
• Impianti di montaggio
• Macchine automatiche
• Robot
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di Azionamento
Configurazione Azionamenti
•
Nelle versioni più semplici permettono di
regolare il flusso di energia dalla sorgente verso
il motore (PWM)
•
Nelle soluzioni digitali oggi disponibili
•
Una parte delle funzioni del sistema di controllo
può essere integrata nell'azionamento assieme
all'alimentatore
• Controllo della corrente (coppia erogata)
• Controllo della velocità del motore
• Controllo della posizione del motore
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di Azionamento
•
Chiusura degli anelli di controllo del
singolo asse possono essere realizzati da:
• Azionamento stesso
• Motion Controller
•
Coordinamento di più assi secondo uno
specifico profilo di moto
•
Affidato ad un sistema centralizzato
(Motion Controller)
•
Le soluzioni coinvolgono sia la parte
Hardware che la parte Software
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
Ctr
Az
M
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi per il Motion Control
•
È possibile attualmente distinguere quattro principali tipologie di
configurazione per la distribuzione delle attività di generazione del
profilo di moto ed applicazione dell'algoritmo di controllo del moto:
1) Profilo di moto ed algoritmo di controllo elaborato dal MC
a) Anello di coppia o velocità chiuso sull'azionamento
2) Profilo di moto elaborato dal master e chiusura degli anelli da parte degli
azionamenti
3) Profilo di moto ed algoritmo di controllo elaborato dall'azionamento
4) Profilo di moto generato off-line e preimpostato sull'azionamento, chiusura
degli anelli da parte dell'azionamento
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Soluzioni per il Motion Control
•
Basate sui soli Azionamenti
• A basso investimento iniziale, funzioni verticalizzate sul fornitore di
azionamenti
• Anelli di controllo di posizione chiusi sugli Azionamenti
•
Basate su PLC
• Maggior flessibilità e possibilità di configurazione rispetto al caso
precedente
• Maggiore portabilità
• Anelli di controllo di posizione chiusi sugli Azionamenti
•
Basate su PC o CNC
• Maggiore flessibilità e capacità di interpolazione dei movimenti
• Possibilità di introdurre leggi di controllo complesse (anche controlli in forza)
• Anelli di controllo chiusi a livello di:
• Azionamento (posizione)
• Motion Controller (posizione/forza)
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Basati sugli Azionamenti
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Basati su PLC
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Basati su PC/CNC
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Elementi caratteristici
Elementi caratteristici delle soluzioni per il Motion Control
•
Piattaforma Software
• Per la scrittura del programma di controllo macchina (interpolazione assi,
fasi di azzeramento, ecc.)
• Per la gestione/elaborazione del controllo di un singolo asse
•
Piattaforme Hardware digitali
• per l'esecuzione del programma di controllo di basso livello del singolo asse
• Per l'esecuzione del programma di funzionamento del sistema nel suo
complesso (programma utente)
•
Moduli Hardware per l'interazione con gli azionamenti
• ingressi/uscite analogici o digitali
• Bus di campo digitali general purpose (CanOpen, ProfiBus, ecc.)
• Bus di campo dedicati (ProfiMotion, SERCOS, ecc.)
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC- Introduzione
•
•
introdotti sul finire degli anni 60
•
Con le seguenti caratteristiche:
Svilupapti per offrire le medesime funzionalità delle logiche a relè
allora utilizzate nei sistemi di automazione
•
•
•
•
•
•
Essere programmabili
Riutilizzabili ed affidabili
Resistenti in ambienti ostili
Privi di hard-disk, dotati di batteria tampone
Avviabili in pochi secondi
Programmazione di tipo ladder
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC- Introduzione
•
Un PLC è un sistema digitale specializzato per il controllo di macchine
e processi
•
Utilizza una memoria di programmazione in cui impostare istruzioni e
specifiche funzioni per
•
•
•
•
•
•
Controllo On/Off
Timing
Counting
Sequenziatori
Data handling
Ecc..
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC- Introduzione
•
Innovazione introdotto con i PLC
•
•
•
•
•
•
•
Flessibilità
Elevata velocità di risposta
Elementi allo stato solido (nessun elemento in movimento)
Struttura modulare
Possibilità di gestire sistemi molto complessi
Set di istruzioni elevato e personalizzabile
Economico
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC- Vantaggi
•
Elimina il cablaggio in favore di un opportuno
programma di controllo
•
•
Facilità di validazione
•
Comunicazione fra PLC ed altri dispositivi a
livello aziendale
•
Elevata velocità di risposta
Il programma sviluppato può essere caricato su
più PLC per realizzare la medesima funzione
• Operazioni in Real Time
• Necessaria per garantire ripetibilità ed alta
cadenza produttiva
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC - Architettura
•
È costituito da una unità centrale e
da una serie di unità periferiche
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC - Architettura
•
Le unità sono normalmente collegate da moduli tra di loro
interconnessi per mezzo di un bus parallelo o seriale
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC - Architettura
•
L'unità centrale (o CPU) ha il compito di
eseguire ciclicamente il programma utente
•
Ciclicamente esegue:
• Acquisizione dei segnali dal campo (ingressi)
• Elabora il programma utente
• Pilota le i segnali verso il campo (uscite) in
funzione delle decisioni prese dal programma
utente
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC - Architettura
•
Scansione ciclica e sincrona degli
ingressi
•
•
Elaborazione del segnale
Pilotaggio delle uscite
LETTURA DELLO STATO
DEGLI INGRESSI
ELABORAZIONE SEQUENZIALE
DEL PROGRAMMA
ATTIVAZIONE SEQUENZIALE
DI TUTTE LE USCITE
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC - Architettura
•
Le funzioni di interfacciamento con il
campo (ingressi ed uscite) sono realizzate
da opportune schede di ingresso ed uscita
•
Il tipo di schede dipende
• Dal
segnale
da
trattare/elaborale
(analogico/digitale/optoisolamento/termoco
ppie/ecc.)
• Numero di segnali
• È possibile utilizzare
comunicazione
campo)
anche schede
(seriali/ethernet/bus
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
di
di
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC - Architettura
•
•
Possono essere collegati dei moduli remoti di I/O
•
Possono avere forma compatta (senza moduli)
Il collegamento con il PLC avviene generalmente per mezzo di Bus
di Campo
• Soluzioni a bassissimo costo
• Limitato numero di I/O
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Per realizzare il programma che un PLC deve eseguire ogni produttore
mette a disposizione un sistema di sviluppo:
• si tratta di un ambiente software che permette la scrittura e il test dei
programmi
•
Il sistema di sviluppo è solitamente un PC, tuttavia esistono anche dei
piccoli terminali per la programmazione, che sono piuttosto utili in fase
di collaudo sull’impianto date le loro dimensioni molto ridotte e la
semplicità d’uso
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Nell'implementazione di un programma per un PLC si possono
distinguere due fasi:
1) la fase "off-line" di realizzazione nella quale sistema di sviluppo e PLC non
sono collegati.
2) la fase "on-line" in cui il programma realizzato viene trasferito nel PLC e
provato. Il collegamento tra sistema di sviluppo e il PLC (necessariamente
presente in questa fase) permette di usufruire di tutti i tool a disposizione per
il test dei programmi quali ad esempio il forzamento di variabili, la lettura
del loro stato, l’impostazione di break- point nel programma, ecc.
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Tutti i PLC oggi in commercio mettono a disposizione un ambiente di
programmazione standardizzato
•
•
Basato sulla normativa IEC 61131
Prevede 5 principali linguaggi:
•
•
•
•
•
Ladder
Sequenatial Functional Chart (SFC)
Functional Block Diagram (FBD)
Instruction List (IL)
Structured Text (ST)
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Ladder
• Derivato dai disegni dei sistemi di controllo realizzati relé elettormeccanici
• rappresentazione grafica dei dove i contatti identificano variabili del
programma
• I collegamenti tra i contatti rappresentano le operazioni booleane
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Ladder
• Questo linguaggio deriva dai primi impieghi dei PLC, che in pratica
sostituivano delle logiche cablate realizzate con dei relè, e risulta essere di
comprensione immediata, le sue potenzialità sono però piuttosto limitate
• E’ tuttavia il caso di osservare che il linguaggio a contatti è ancora molto
diffuso soprattutto per i PLC di produzione americana e per utenti
dell’ambiente elettro-meccanico.
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
I simboli nello schema rappresentano istruzioni
• Input
• Output
•
•
I numeri o le etichette rappresentano indirizzi
• Da dove leggere
• Dove scrivere
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Sequenatial Functional Chart (SFC)
• Basato sui concetti di fase (entro cui si eseguono azioni) e di transizione
(con cui, al verificarsi di certe condizioni, si passa da un certo insieme di fasi
attive ad un altro)
• E' derivato dalle reti di Petri (approccio per descrivere gli stati ed
evoluzione di un sistema)
• Spesso SFC è usato come strumento di specifica (descrizione della funzione
richiesta)
• Mette in evidenza gli stati (fasi) principali del sistema (ad alto livello)
• Avvio
• Riempimento di un serbatoio
• Svuotamento di un secondo serbatoio
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
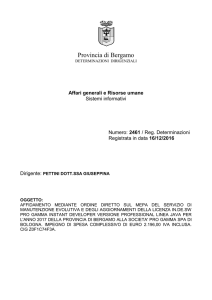
•
•
Le fasi (stati )sono rappresentate da rettangoli
•
La transizione definisce la condizione logica
(eventi) per cui la transizione precedente termina
Le fasi sono collegati da linee. Ogni linea ha una
barra orizzontale rappresentante una transizione
•
La transizione fa riferimento a condizione logica
o a segnali esterni letti dal campo
•
È possibili introdurre percorsi
• Ciclici
• Alternativi
• paralleli
START
Start Switch = 1
Riempimento
Serb. Pieno = 1
lavorazione
Lavorazione 1h
svuotamento
Start Switch = 0
stop
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
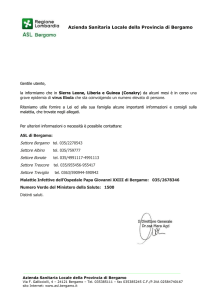
Software per PLC
START
Start Switch = 1
Perc. divergente
Riempimento
Trans. 3
filtraggio
Serb. Pieno = 1
lavorazione
Lavorazione 1h
Trans. 4
Perc. convergente
svuotamento
Start Switch = 0
stop
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
Start Switch = 1
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Functional Block Diagram (FBD)
• analogo ai diagrammi circuitali, in cui le connessioni rappresentano i
percorsi dei segnali tra i componenti
• Un blocco funzionale ha due caratteristiche principali, ovvero la definizione
dei dati (ingressi e uscite) e un algoritmo che processa i valori correnti degli
ingressi e delle variabili interne (locali o globali) e produce i nuovi valori
delle uscite.
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Software per PLC
•
Instruction List (IL)
• è un linguaggio di basso livello molto simile all’assembler.
• E’ adatto per compiti molto specifici quali l’interfacciamento di hardware
particolare.
• è disponibile per tutti i PLC.
•
Structured Text (ST)
• è un linguaggio testuale ad alto livello, simile al PASCAL o ad alcuni BASIC.
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC – Motion Control
•
I PLC estendono le funzionalità di base (logiche) per poter introdurre il
controllo del moto
• L'estensione viene permessa per mezzo di Function Block
• Ogni costruttore di PLC ha sviluppato la propria libreria per il motion control
• Non è generalmente prevista una sofisticata piattaforma sw per il controllo
del moto
• Accanto alle FB per il controllo del moto sono previste delle corrispondenti
schede di espansione del PLC che realizzano le funzioni di controllo del
moto desiderate
• Anelli singoli in velocità o posizione
• Movimenti interpolati in posizione
• Gli algoritmi di controllo sono generalmente semplici, lineari, basati su
strutture PID
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
A livello internazionale l'associazione PLCopen (www.plcopen.org)
propone una standardizzazione per il motion control con PLC
•
Gli utilizzatori di sistemi Motion Control richiedono generalmente tre
livelli di complessità:
• Basse prestazioni e basso costo
• Prestazioni medie
• Prestazioni elevate e alti costi
•
Sono disponibili sul mercato molte soluzioni che offrono tools di
sviluppo, installazione e manutenzione fra loro incompatibili
•
•
Basati principalmente su soluzioni di tipo proprietario
Queste incompatibilità portano ad un incremento dei costi:
• Processo di ingegnerizzazione diviene lungo e difficile
• Tempi di istruzione e di sviluppo si allungano
• Software non utilizzabile fra le varie soluzioni
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
Un approccio standardizzato riduce gli effetti negativi citati
• Standardizzazione a livello di linguaggi di programmazione (come già fatto
a livello IEC 61131)
• Standardizzazione verso diverse soluzioni per motion control
• Distribuito
• Integrato
• Centralizzato
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
Processo di standardizzazione per mezzo della definizione di librerie e
componenti riutilizzabili
•
•
•
•
La programmazione è meno dipendente dall'HardWare
Il software applicativo è più riutilizzabile
Si riduce il costo per la formazione e supporto
Applicazione scalabile su diverse schemi di motion control
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
•
Definizione di Funciotn Block per Motion Control
•
Questo processo di standardizzazione dovrebbe coinvolgere circa 80%
del mercato del motion control
•
Obiettivi principali
Influenza:
• Utente finale (costruttore di sistemi che richiedono motion control)
• Fornitori di sistemi di controllo per garantire la portabilità delle FB
•
•
•
•
•
•
Semplicità
Efficienza
Consistenza (conforme con IEC-61131)
Hardware indipendent
Flessibile per sviluppi futuri
Completo
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
Sviluppato su tre moduli principali:
• Definizione della macchina a stati
• Descrive il comportamento dell'asse ad alto livello
• Definizione delle FB per soluzioni Singolo Asse e Multi Asse
• Per le operazioni elementari sugli assi o sui singoli assi
• Regole e dichiarazione di conformità
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
Macchina a Stati
• Descrive
il
comportamento
dell'asse ad alto livello
• Utile per definire la sequenza di
programma di motion control
•
•
Stati definiti
•
•
•
•
•
•
•
Stand Still
Homing
Discrete Motion
Continuos Motion
Suynchronized Motion
Stopping
Error Stop
Transizioni da uno stato all'altro
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
•
Function Block
•
•
•
•
•
•
MC_MoveAbsolute
MC_MoveRelative
MC_MoveAdditive
MC_MoveSuperimposed
MC_MoveVelocity, MC_Home
MC_ReadStatus
Muli Asse
• CamTableSelect
• CamIn, CamOut
• GearIn, GearOut
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
Principali FB
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
•
Semplice gestione di un singolo asse
•
Limitata possibilità di sviluppo di soluzioni con complesse
soluzioni di interpolazione asse
•
•
•
Profili di moto limitato
Interpolazione fra assi per mezzo di tabelle o profili di moto
• I vincoli possono essere cambiati on line
Impossibilità di introdurre strutture con controllo in forza
Risolve la maggior parte delle problematiche delle macchine
automatiche per
• Packaging
• Assemblaggio
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
Riduzione del numero delle parti
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
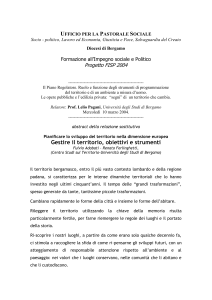
•
Camming, assi Master/Slave
Postion
Slave
Master
Position
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PlcOpen – Motion Control
•
Gearing
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
PLC vs PC
•
•
•
Condividono la medesima architettura di base
PLC
•
•
•
•
Operano in ambiente industriale
Ambiente di programmazione standard
Generalmente senza tastiere/video grafico/CD
Comunicano con l'operatore per mezzo di opportune porte
PC
•
•
•
•
Strumenti di programmazione molto più potenti e flessibili
Maggiore possibilità di interfacciamento con l'operatore
Ambiente dinamico, Hardware con più potenza di calcolo
Possono essere dotati di opportune schede in modo che possano
interfacciarsi con il campo (ingressi/uscite)
• Possono essere dotati di sistemi di programmazione identici a quelli
disponibili su PLC
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
•
Abbattimento iniziale dei costi
Integrazione di Hardware commerciale a basso
costo
• Basato
su soluzioni industriali
(testate
temperatura e campi elettromagnetici)
in
• Esistono soluzioni standardizzate
•
Necessitano dello sviluppo delle sole applicazioni
Software dedicate
•
•
Facile scambio di dati con altri sistemi
•
Facile ed economica verticalizzazione del
prodotto
Interfacce verso l'operatore e altri sistemi digitali
altamente attrattivi per l'utente finale
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
Tutte le funzioni richieste funzionano sullo stesso Hw
• Interazione con gli azionamenti ed il campo
• Programma di Motion Control
• Interazione con l'operatore (HMI)
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
Piattaforma Hw per Sistema Operativo Real Time e Software per Motion
Control
•
•
•
Basso costo per l'utilizzo di piattaforme commerciali standardizzate
Elevate prestazioni computazionali
Deve essere sviluppato il software per il motion control
• soluzioni proprietarie basate eventualmente su opportune librerie
• In parte ci si può avvalere della soluzione SoftPLC (basato su SW conforme a
IEC-61131)
•
Formati standard costituiti principalmente da:
• Scheda Madre
• Bus standard di collegamento con le periferiche (ISA/PCI/PCIe)
• Schede di espansione verso il campo (I/O analogico/digitale/Bus di
campo)
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
Il Motion Controller dovrà avere
una opportuna configurazione
Hw/Sw per supportare la flessibilità
offerta dai sistemi di
interfacciamento con il campo
• Sistema operativo RT
• Schede di interfacciamento verso il
campo
• Software per l'interfacciamento
con l'operatore
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
Principali piattaforme Hardware
• PC/104 (96x90) Fan Less
•
•
•
•
•
Standard diffuso da più di 10 anni
CPU fino alla classe Pentium
Bus di espansione PCI
Ampia scelta di schede di espansione
Prestazioni limitate
• EBX 5.25” (146x203) Fan Less
•
•
•
•
•
CPU fino alla classe Pentium
Bus di espansione PCI
Bus di espansione standard
Maggior potenza rispetto a PC/104
Controllore Grafico integrato
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
Principali piattaforme Hardware
• Industrial MiniATX (170x170)
•
•
•
•
•
1 slot di espansione PCI
Maggior potenza di calcolo
Controllore Grafico integrato
Periferiche standard
Doppia porta di rete
• Industrial ATX (304x244)
•
•
•
•
Fino a 7 slot di espansione
Processori più potenti
Controllore Grafico integrato
Elevata espandibilità per schede di
interfacciamento verso il campo
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
Principali piattaforme Hardware
• PICMG
• Elevata potenza di calcolo
• Elevata espandibilità grazie al bus
passivo
• Elevato costo complessivo
– Scheda madre
– Bus passivo
– cabinet
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Sistemi di controllo basato su PC
•
HW
• CPU PICMG
• BUS passivo
• Scheda interfacciamento Sensoray 626
• 6 encoder in
• 4 Analog out
•
Sistema operativo RT
•
Software
• RTAI, RTLINUX, vxWorks, QNX, LynxOS
• di
basso livello
singolo/multi asse
• Alto
per
livello
per
dell'applicazione
la
lo
gestione
sviluppo
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Controlli Numerici
•
Il mercato offre Controlli Numerici che:
•
•
•
•
Realizzati su piattaforme Hw generalmente basate su PC industriali
Sistema operativo RT
Opportune schede di interfacciamento verso il campo
Software e librerie per
• motion control in generale
• Applicazioni a sistemi ampiamente diffusi quali le macchine utensili e
macchine con movimenti nel piano
• Costo proporzionale al numero di assi controllato ed al tipo di controllore
installato
• Per alcuni campi applicativi (Macchine Utensili) mettono a disposizione un
linguaggio standardizzato per il pilotaggio dei movimenti degli assi
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Controlli Numerici
•
•
Interfacce utente predisposte (standardizzate)
•
Configurabilità dei moduli di interfacciamento
con gli azionamenti
•
Soluzioni complete chiavi in mano
Ambiente di programmazione dedicato al
motion control
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici
UNIVERSITÀ DEGLI STUDI DI BERGAMO
MECHATRONICS AND MECHANICAL DYNAMICS LABS
Controlli Numerici
•
•
Parecchi fornitori presenti sul mercato
Il software sviluppato è verticalizzato sul prodotto acquistato
Prof. Paolo Righettini – Progettazione Funzionale di Sistemi Meccatronici