UNIVERSITA’ DEGLI STUDI DI PADOVA
Diparti
Dipartimento
di Ingegneria Meccanica
Anno Accademico
2010-2011
Corso di Laurea Triennale in Ingegneria dei Materiali
TESI DI LAUREA
Misure di conducibilità termica ad alta T ed alto vuoto
per il progetto SPES
Laureando
Luca Gastaldello
Relatore
Prof. Paolo Colombo
Correlatore
Dott. Ing. Lisa Biasetto
Dr. Alberto Andrighetto
INDICE
Introduzione..........................................................................................................................1
Capitolo 1 - Il progetto SPES ai Laboratori Nazionali di Legnaro
1.1 Introduzione......................................................................................................................... 4
1.2 Metodo ISOL....................................................................................................................... 6
1.3 Progetto SPES ..................................................................................................................... 9
1.4 Il Target SPES ....................................................................................................................10
1.5 Conclusioni ........................................................................................................................13
Capitolo 2 – Modalità di trasmissione del calore ad alte temperature e
conducibilità termica
2.1Introduzione........................................................................................................................14
2.2Meccanismi di scambio termico..........................................................................................15
2.2.1 Irraggiamento...............................................................................................................15
2.2.2 Conduzione termica.....................................................................................................18
2.3 La misura della conducibilità termica dei dischi target di SPES........................................20
2.4 Metodi per la misura della conducibilità termica...............................................................24
2.5 Problemi nella misura della conducibilità termica ad alte temperature..............................28
2.6 Conclusioni.........................................................................................................................29
Capitolo 3 – Apparato sperimentale per la misura della conducibilità
termica
3.1 Introduzione........................................................................................................................30
3.2 Principali componenti dell’apparato sperimentale..............................................................30
3.3 Strumenti per la misura della temperatura..........................................................................34
3.3.1 Pirometro....................................................................................................................34
3.3.2 Termocoppia..............................................................................................................36
3.4 Sistema di supporto per la termocoppia..............................................................................38
3.5 Il sistema schermante..........................................................................................................40
3.6 Il crogiolo............................................................................................................................41
3.7 Principali problemi riscontrati............................................................................................45
i
3.8 Conclusioni.........................................................................................................................45
Capitolo 4 – Metodo e misure di conducibilità termica
4.1 Introduzione.......................................................................................................................46
4.2 Metodo di misura................................................................................................................46
4.3 Calibrazione........................................................................................................................50
4.3.1 Calibrazione con grafite Poco5..................................................................................51
4.3.2 Calibrazione con grafite 2114....................................................................................55
4.3.3 Calibrazione con SiC.................................................................................................56
4.3.4 Calibrazioni a confronto.............................................................................................57
4.4 Conducibilità termica..........................................................................................................59
4.5 Conclusioni.........................................................................................................................63
Bibliografia.......................................................................................................................64
ii
Abbreviazioni utilizzate nel testo
CERN
Conseil Europèen pour la Recherche Nuclèaire
ENEA
Ente per le Nuove Tecnologie, l’Energia e l’Ambiente
INFN
Istituto Nazionale di Fisica Nucleare
ISOL
Isotope Separation On-Line
LNL
Laboratori Nazionali di Legnaro
ORNL
Oak Ridge National Laboratory
PET
Positron Emission Tomography
RIB
Radioactive Ion Beams
SPES
Selective Production of Exotic Species
iii
Introduzione
E’dagli inizi del ventesimo secolo che la fisica nucleare esplora la natura
della materia, affrontando di volta in volta nuove e stimolanti sfide scientifiche e
tecnologiche; le ricerche di base e le complesse tecnologie appositamente create per il loro
supporto, hanno spesso portato alla nascita di un gran numero di applicazioni nel campo della
medicina, dell’industria e della fisica applicata, arrivando in molti casi ad influenzare usi e
costumi della società: basti pensare alla nascita del “web” presso i laboratori del CERN[1].
Nel corso degli anni l’Europa è diventata leader nel campo della ricerca nucleare e sta
pianificando, sotto la guida maestra del CERN di Ginevra, la costruzione di una nuova
generazione di facility per la produzione di fasci radioattivi, con lo scopo di esplorare la
materia esotica e di fornire un valido strumento per applicazioni di tipo medico ed industriale.
A tale programma partecipa attivamente con il progetto SPES (Selective Production of Exotic
Species) l’Istituto Nazionale di Fisica Nucleare (INFN) di Legnaro, che prevede la
costruzione di una facility per la produzione di fasci di ioni radioattivi ricchi di neutroni (nrich) e di alta qualità, nel range di massa compreso tra 80 e 160 uma.
La produzione di fasci di ioni radioattivi richiede l’impiego di tecnologie
estremamente complesse ed innovative; come sarà descritto dettagliatamente in seguito, il
progetto SPES prevede il bombardamento di un bersaglio in carburo di uranio con un fascio
di protoni: in modo da generare, tramite una reazione nucleare, specie radioattive all’interno
del target. Le particelle radioattive generate vengono successivamente estratte, ionizzate,
separate in massa ed accelerate come fascio di ioni radioattivo.
Il cuore della facility è il target in carburo di uranio, che solitamente si presenta come
un unico blocco cilindrico racchiuso all’interno di una scatola in grafite; l’idea innovativa
introdotta dal progetto SPES è la suddivisione del target in sette dischi opportunamente
spaziati; questo consente, a parità di volume, di aumentare la superficie di scambio termico
radiativo tra il target e la scatola in grafite che lo contiene: tale particolare è di fondamentale
importanza in quanto permette al target di smaltire con maggiore efficienza la potenza termica
dissipata dal fascio protonico che lo investe (stimato in circa 8kW).
Gli isotopi prodotti vengono estratti dalla scatola grazie alla linea di trasferimento;
attraverso tale dispositivo le particelle vengono indirizzate verso la sorgente di ionizzazione
(ion source) dove avviene il processo di ionizzazione (ioni +1). La scelta della sorgente di
ionizzazione è di fondamentale importanza, in quanto il suo funzionamento influenza
l'intensità e la qualità del fascio radioattivo. A seconda del tipo di elemento, di cui si vuole
1
produrre il fascio, vengono impiegate sorgenti di ionizzazioni differenti; in particolare si
possono avere: sorgenti con ionizzazione superficiale, sorgenti laser (RILIS), sorgenti al
plasma (FEBIAD) o le sorgenti ECR (Electron Cyclotron Resonance).
Gli ioni prodotti dalla sorgente di ionizzazione vengono accelerati da un elettrodo
estrattore (electrode), realizzato in lega di titanio; il quale viene mantenuto ad una differenza
di potenziale di 60 kV rispetto alla sorgente.
Lo studio della distribuzione di temperatura e delle deformazioni termiche presenti nei
componenti che costituiscono il target, la linea di trasferimento, la sorgente di ionizzazione e
l’elettrodo estrattore è assai complesso. Per tale motivo i Laboratori Nazionali di Legnaro
hanno avviato delle strette collaborazioni con l’ENEA (Bologna), i Dipartimenti di Ingegneria
dell’Informazione, di Ingegneria Meccanica, e di Scienze Chimiche dell’Università degli
Studi di Padova, il CERN (Svizzera) ed i Laboratori di Oak Ridge (USA).
La tesi si sviluppa in quattro capitoli, il cui contenuto viene di seguito riassunto
brevemente :
Capitolo 1:In questo primo capitolo si descrive il metodo ISOL per la produzione
di fasci di ioni radioattivi; vengono successivamente descritte le principali caratteristiche del
progetto SPES in fase di sviluppo presso i Laboratori di Fisica Nucleare di Legnaro
Capitolo 2:In questo secondo capitolo vengono descritte le modalità di trasmissione
del calore, descrivendo in maniera dettagliata l’irraggiamento e la conduzione .
Successivamente vengono descritti i metodi per la determinazione della conducibilità termica
e relativi problemi.
Capitolo 3:In questo capitolo si descrive l’apparato sperimentale utilizzato al fine di
realizzare le misure di conducibilità termica, con relativi strumenti di misura della
temperatura, pirometro e termocoppia. Vengono inoltre riportati i vari problemi riscontrati
durante le prove di misura.
Capitolo 4:In quest’ultimo capitolo viene descritto il metodo utilizzato per il calcolo
della conducibilità termica, detto “metodo di calibrazione della termocoppia”, nonché le
numerose prove di calibrazione e le successive prove di conducibilità termica. I dati ottenuti
2
vengono inoltre confrontati con quelli ottenuti da lavori di tesi precedenti, osservando le
differenze dei valori ottenuti.
3
Capitolo 1
Il Progetto SPES ai Laboratori Nazionali di Legnaro
1.1 Introduzione
Le proprietà chimiche e fisiche degli elementi presenti in natura sono determinate
dall’atomo[2]. L’organizzazione di più atomi in reticoli cristallini determina le proprietà
fisiche, mentre la nube elettronica esterna determina le proprietà chimiche. La quasi totalità
della massa dell’atomo (più del 99.9%) è concentrata nel nucleo. Il nucleo è un’entità
costituita da particelle dette nucleoni: a carica positiva, protoni, ed elettricamente neutre,
neutroni, di massa circa 1800 volte più grande degli elettroni. La stabilità del nucleo è
garantita dalla presenza di una forza di attrazione tra i nucleoni molto intensa, definita
interazione forte. Tale forza agisce con efficacia a distanze inferiori alle dimensioni nucleari,
bilanciando la repulsione elettrostatica presente tra i protoni, carichi positivamente. Grazie a
quest’interazione, il moto dei nucleoni è vincolato attorno alla massa nucleare centrale. La
branca della fisica che studia il comportamento e la stabilità del nucleo atomico è la fisica
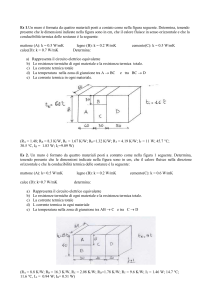
nucleare. I nuclei stabili possiedono, approssimativamente, ugual numero di neutroni e di
protoni e costituiscono la cosiddetta “valle di stabilità” nella carta dei nuclidi (fig.1.1); il
motivo fondamentale è da ricercarsi nel fatto che l’interazione neutrone-protone è
leggermente più intensa rispetto alle interazioni protone-protone e neutrone-neutrone. Per
nuclei con numero di massa A≥40 (si ricorda che A=Z+ N, con Z numero di protoni ed N
numero di neutroni), la forza coulombiana sposta la linea di stabilità lontano dalla retta in cui
4
giacciono i nuclei con numero di protoni uguale al numero di neutroni, verso nuclei ricchi di
neutroni (che essendo privi di carica, non alimentano la forza repulsiva elettrostatica). Inoltre,
tale forza coulombiana limita l’esistenza di elementi super pesanti, dato che il corto raggio di
azione della forza nucleare forte non permette un’efficace opposizione alla forza
elettrostatica, agente invece a più lungo raggio. I nuclei lontani dalla valle di stabilità, cioè
con eccesso o difetto di neutroni, sono radioattivi e decadono emettendo particelle (alfa, beta,
neutrini, …) e raggi γ. Tali nuclei instabili vengono comunemente chiamati “esotici”. Al
momento circa 2000 di essi sono stati prodotti e caratterizzati in laboratori di ricerca di tutto il
mondo. Calcoli teorici prevedono tuttavia l’esistenza di un numero di nuclei esotici molto più
elevato (più di 6000), è perciò possibile che un gran numero di essi sia presente nella
cosiddetta “terra incognita”, comprensiva della regione ricca di neutroni (neutron-rich) e di
quella dei nuclei superpesanti (SHE, Super Heavy Elements). La stabilità di questi nuclei è
una questione fondamentale nella scienza nucleare e recenti studi hanno dimostrato che
l'esistenza di nuclei con numero atomico più grande di 102 è interamente affidata agli effetti
quantistici che gli specialisti definiscono «di shell».
Fig. 1.1 carta dei nuclidi
La carta dei nuclidi rappresentata in figura individua e classifica i nuclei in base al
numero di protoni (Z) e al numero di neutroni (N). I nuclei definiti “stabili” (quadratini neri)
5
sono quelli non radioattivi oppure aventi tempo di decadimento comparabile all'età della terra
(o addirittura superiore). La regione di colore giallo è quella dei nuclei artificiali, che possono
avere vita più o meno breve a seconda dei casi. L’aggiunta di neutroni o protoni ad un nucleo
provoca l’allontanamento dalla valle di stabilità, fino a giungere ai limiti, detti drip lines, in
cui la forza di attrazione tra nuclei e protoni è diminuita in modo tale da non poter più
garantire la stabilità del nucleo. Attraverso calcoli teorici si è dimostrato che al di fuori delle
drip lines i nuclei emettono nucleoni molto rapidamente, per formare nuovi nuclei, con
combinazioni di protoni e neutroni tali da poter rientrare nell’area di potenziale stabilità, nella
quale l'interazione forte è nuovamente capace di garantire il grado di coesione necessario. La
regione indicata in verde, ancora inesplorata, è definita “terra incognita”. Essa è caratterizzata
dalla presenza di nuclei radioattivi con rapporti N/Z molto piccoli o molto grandi; dalla figura
è possibile notare che l’area proton-rich è ben definita teoricamente, mentre quella neutronrich è molto più vasta ed indefinita. Come si osserverà nei paragrafi successivi, lo studio dei
nuclei instabili, in particolare dei nuclei esotici, ha aperto nuovi campi di ricerca in fisica
nucleare, permettendo di confermare precedenti ipotesi di fondamentale importanza, e
suggerendo promettenti applicazioni nel campo della fisica dello stato solido ed in campo
medico. Per l’utilizzo pratico e la produzione di ioni radioattivi di questo tipo è necessaria la
costruzione di sistemi acceleratori ed attrezzature (facilities) capaci di garantire fasci ionici
(RIB, Radioactive Ion Beams) di elevata purezza, intensità ed energia.
Numerose sono le facilities dedicate alla produzione di fasci radioattivi, operanti sia in
Europa che in altre parti del mondo, ed i metodi utilizzati per la produzione di questi fasci
sono sostanzialmente due, il metodo IN-FLIGHT o FRS ed il metodo ISOL. Il progetto SPES
si basa proprio su questo secondo metodo che verrà di seguito descritto.
1.2 Metodo ISOL
Il metodo ISOL(Isotope Separation On-Line) usa la separazione degli isotopi in linea
(figura1.2), ed una facility di questo tipo si basa su quattro elementi principali:
•
L’acceleratore primario
•
Il complesso bersaglio-sorgente
•
Il separatore di massa
6
•
Il post acceleratore
L’acceleratore primario è costituito da una sorgente ionica e da un acceleratore. Un
fascio di particelle della voluta energia, proveniente dall’acceleratore primario, viene fatto
collidere con un bersaglio (Target) di materiale fissile; in questo modo si ottiene la
produzione degli isotopi radioattivi tramite reazioni nucleari (fissione, spallazione,
frammentazione, ecc… ).
Attraverso un opportuno sistema i radioisotopi prodotti vengono estratti e ionizzati; in
questo modo potranno essere accelerati per differenza di potenziale. Il primo stadio di
accelerazione avviene nel Front-End che attira gli ioni e li invia verso dei separatori
elettromagnetici all’interno dei quali il fascio viene opportunamente selezionato e purificato.
Fig. 1.2 Schema di una facility di tipo ISOL per la produzione di fasci di ioni esotici
7
I separatori sono quindi necessari se si vuole ottenere un fascio chimicamente ed
isobaricamente puro. Successivamente, gli ioni vengono post-accelerati al livello di energia
richiesto dal particolare esperimento.
L’intensità del fascio radioattivo prodotto è usualmente descritta dalla seguente
equazione:
I=σ·Φ·N·ε1·ε2·ε3
Dove
•
σ è la sezione d'urto per le reazioni nucleari,
•
Φ è l’intensità del fascio primario,
•
N è lo spessore del target,
•
ε1 è l’efficienza di rilascio del target,
•
ε2 è l’efficienza di ionizzazione
•
ε3 è l’efficienza del processo di estrazione.
Una corretta configurazione del complesso target - sistema di estrazione e
ionizzazione è cruciale per un efficiente funzionamento di una facility di tipo ISOL. Gli
obiettivi che stanno alla base del dimensionamento sono:
-
la riduzione del tempo di ritardo (dovuto alla relativa lentezza dei processi
diffusivi, effusivi, ionizzazione ed estrazione dei nuclidi)
-
la massimizzazione della produzione senza deterioramento della purezza del
fascio.
La separazione dei prodotti radioattivi dal substrato del target e l’estrazione dei nuclei
esotici sono processi fortemente dipendenti dalla temperatura. In particolare, la diffusione
delle particelle risulta accelerata all’aumentare del livello termico. Chiaramente, più breve è la
vita media degli atomi radioattivi, più rapido deve essere il tempo di rilascio, e di
conseguenza, per quanto appena affermato, il sistema deve essere mantenuto alla più alta
temperatura possibile.
8
1.3 Progetto SPES
Nei Laboratori Nazionali di Legnaro (LNL), è prevista la costruzione di una facility
ISOL per la produzione di fasci di ioni esotici: il progetto SPES (Selective Production of
Exotic Species). Tale programma è coordinato a livello nazionale e prevede la collaborazione
tra sei sezioni INFN, l’ENEA (Bologna), i Dipartimenti di Ingegneria Meccanica, Ingegneria
dell’Informazione e Scienze Chimiche dell’Università degli Studi di Padova e, a livello
internazionale, strette collaborazioni con il CERN (Svizzera) ed i Laboratori di Oak Ridge
(USA).
Il principale obbiettivo del progetto SPES è di fornire un acceleratore che permetta di
svolgere ricerche all’avanguardia nel campo della fisica nucleare attraverso lo studio di nuclei
lontani dalla valle di stabilità.
Il progetto è basato sulla produzione di nuclei radioattivi neutron-rich attraverso la
fissione nucleare (con una resa massima di 1013fissioni/s) indotta bombardando un target,
realizzato in carburo di uranio, con un fascio di protoni di 40 MeV a 200 µA di corrente (per
una potenza totale di 8 kW) .
Il livello di radioattività stimato nel target è molto elevato. È necessaria dunque la
progettazione di speciali infrastrutture tali da garantire la sicurezza in termini di
radioprotezione.
La facility SPES prevede inoltre la realizzazione di un acceleratore di neutroni
(Neutron Facility), attraverso l’impiego di un secondo fascio di protoni ad alta energia.
Questo costituisce un obiettivo secondario del progetto SPES, ma permette comunque
importanti applicazioni mediche ed interdisciplinari. In figura 1.3 è mostrato il layout del
progetto SPES, in cui è visibile sia la facility del fascio di ioni esotici (RIB facility), sia la
Neutron Facility.
9
Fig. 1.3 Layout del progetto SPES (RIB e Neutron facilities)
1.4 Il Target Spes
Il target per la produzione dei radioisotopi, è contenuto all’interno di una camera
cilindrica, raffreddata da un opportuno circuito, date le elevate temperature raggiungibili
(2000 °C).
Sempre a causa delle alte temperature, per evitare l’ossidazione dei componenti
presenti, l’interno della camera viene mantenuto in condizioni di alto vuoto (con pressione
dell’ordine dei 10-6mbar). La mancanza di atmosfera è inoltre necessaria per aumentare il
cammino libero medio delle particelle radioattive prodotte.
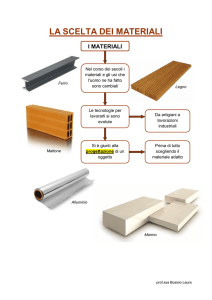
Il target è composto da sette dischi coassiali in UCx, aventi 40 mm di diametro e circa
1 mm di spessore ed opportunamente distanziati in direzione assiale, al fine di dissipare
attraverso radiazione termica la potenza sviluppata dal fascio di protoni. Infatti il vantaggio
che si ottiene dall’aver spezzettato il target in più elementi è quello di aver aumentato la
superficie di scambio termico rispetto a quanto avremmo potuto avere se il target fosse stato
realizzato in un unico elemento. Essi sono contenuti in una scatola (box), consistente in un
10
tubo cavo di grafite (fig. 1.4). Il fascio di protoni, prima di impattare contro i dischi, attraversa
due finestre in grafite (windows), molto sottili per non attenuare l’intensità del fascio, ma di
fondamentale importanza in quanto consentono di schermare la zona attiva e di evitare un
eccessivo raffreddamento del materiale fissile in corrispondenza dell’ingresso del fascio.
Dopo aver investito le due finestre di grafite e i dischi di UCx, il fascio primario va ad
impattare su tre dumper e sul fondo scatola (box base); questi elementi provvedono sia
all’assorbimento definitivo del fascio (che così non va ad attivare la camera esterna), sia ad
evitare la fuoriuscita di particelle dal lato posteriore del target .
La scatola deve mantenere la temperatura media di 2000°C, tale da migliorare
l'estrazione dei prodotti di fissione. Essendo la potenza del fascio di protoni non sufficiente a
portare il target al livello di temperatura richiesto, è necessario introdurre un dispositivo
indipendente con la funzione di riscaldare e schermare il target. Il sistema di riscaldamento
supplementare deve sostenere inoltre il target durante i transitori, evitando improvvisi sbalzi
di temperatura molto pericolosi per l'integrità strutturale dei dischi. Il materiale scelto per il
riscaldatore è il tantalio: si tratta di un metallo altamente resistente alla corrosione, in grado di
condurre energia elettrica e termica e di raggiungere temperature molto elevate.
Fig. 1.4 Rappresentazione del prototipo di bersaglio diretto del progetto SPES
11
Il processo di fissione nucleare, che si manifesta quando il fascio di protoni investe i
sette dischi in carburo di uranio, produce nuclei radioattivi aventi massa compresa tra gli 80
ed i 160 uma; per la produzione di un RIB la specie esotica desiderata deve essere estratta dal
target e ionizzata. Tale processo richiede del tempo e non può essere applicato ad isotopi
aventi una vita media inferiore a poche decine di millisecondi.
Fig. 1.5 Rappresentazione del sistema di estrazione e ionizzazione del progetto SPES
La camera target viene collegata al front end; tra i due componenti è presente una
differenza di potenziale (Vcamera-Vfront end) pari a 60 KV ed è quindi necessario, al fine di
evitare il contatto diretto, interporre un isolante elettrico (electrical insulator) come
rappresentato in figura 1.6. Grazie alla differenza di potenziale, gli ioni radioattivi sono
dirottati verso il front end; in particolare, gli ioni di uscita dalla sorgente di ionizzazione sono
accolti da un elettrodo realizzato in lega di titanio e visibile in figura 1.5 . In questo modo si
forma il fascio di ioni radioattivi che verrà inviato alle sale sperimentale, successivamente al
passaggio attraverso i separatori elettromagnetici ed il post Acceleratore.
12
Fig. 1.6 rappresentazione del Front – End
1.5 Conclusioni
L’importanza assunta negli anni dai fasci radioattivi, sia per la ricerca teorica che
applicata, ha spinto la comunità scientifica internazionale a costruire numerose facilities per la
loro produzione: il progetto SPES ai Laboratori Nazionali di Legnaro rientra nell’ambito della
realizzazione di una facility europea di tipo ISOL ad alte prestazioni (progetto EURISOL); la
realizzazione operativa di tale progetto prevede l’allestimento di una facility “intermedia” in
grado di ottenere come prestazioni 1013 fissioni/s in un target formato da 7 dischi in Carburo
di Uranio bombardati da un fascio protonico di 40 MeV a 0,2 mA[1].
13
Capitolo 2
Modalità di trasmissione del calore ad alte temperature e
conducibilità termica
2.1 Introduzione
Nel capitolo precedente si è già accennato come sia la diffusione che l’effusione delle
specie radioattive crescono enormemente all’aumentare della temperatura. Per questo motivo,
la temperatura di lavoro del target deve essere mantenuta più elevata possibile, intorno ai
2000 °C, in modo tale da garantire che il tempo di rilascio sia minore del tempo di
decadimento degli atomi ed inoltre lavorando in alto vuoto all’interno della camera target, si
può dedurre che le modalità di trasmissione del calore saranno dovute all’irraggiamento ed
alla conduzione[2].
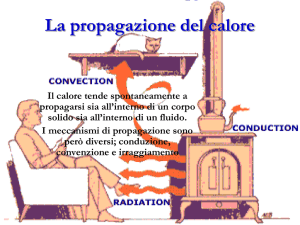
La trasmissione del calore per irraggiamento avviene per propagazione di onde
elettromagnetiche, lo stesso modo con cui si propaga la luce, mentre la trasmissione del calore
per conduzione termica la si ha per cessione di energia cinetica da molecole che si trovano
nella zona a più alta temperatura verso molecole adiacenti che si trovano in una zona a più
bassa temperatura, in pratica si ha uno scambio di calore da una zona più calda ad una più
fredda dello stesso corpo, o tra corpi in contatto tra di loro[1].
14
2.2 I meccanismi di scambio termico
Lo scambio ed anche il trasporto di calore entro un sistema possono avvenire tramite
tre meccanismi distinti : conduzione, convezione e irraggiamento. I tre meccanismi operano
sempre in presenza di una differenza di temperatura tra sistema e ambiente o all’interno dello
stesso sistema. Il fenomeno della convezione termica si ha quando un fluido (come l'acqua o
l'aria) entra in contatto con un corpo la cui temperatura è maggiore di quella del fluido
stesso[8]. Aumentando di temperatura per conduzione, il fluido a contatto con l'oggetto si
espande e diminuisce di densità, e a causa della spinta di Archimede sale essendo meno denso
del fluido che lo circonda che è più freddo, generando così moti convettivi, in cui il fluido
caldo sale verso l'alto e quello freddo scende verso il basso. Questo meccanismo nell’ambito
del progetto SPES non è interessante perché lavoriamo in alto vuoto, invece molto più
importanti sono l’irraggiamento e la conduzione che vengono qui di seguito descritti in
maniera più approfondita.
2.2.1 Irraggiamento
Se ci poniamo di fronte ad una sorgente termica luminosa avvertiamo una sensazione
di caldo; tale sensazione è dovuta da una parte alla convezione (in quanto il calore riscalda
l'aria circostante) e in parte all'irraggiamento. L'irraggiamento è uno dei tre modi attraverso
cui avviene la propagazione del calore. In particolare, al contrario della conduzione e della
convezione, l'irraggiamento non prevede contatto diretto tra gli scambiatori, e non necessita di
un mezzo per propagarsi.
Quindi è un fenomeno che interessa ogni aggregato materiale, non importa se solido, liquido o
gassoso, e avviene anche nel vuoto. Questo è giustificato dal fatto che il trasferimento di
calore per irraggiamento avviene sotto forma di onde elettromagnetiche. Si ha sia emissione
che assorbimento di radiazione elettromagnetica. È un fenomeno che si presenta ad ogni
temperatura, ma solo a temperature abbastanza elevate il contributo allo scambio termico per
irraggiamento supera i contributi per conduzione e convezione. La quantità di calore emessa
da un corpo per irraggiamento è infatti proporzionale a T4, cioè alla quarta potenza della sua
temperatura: perciò a basse temperature l'irraggiamento è responsabile di una frazione
trascurabile del flusso di calore rispetto alla convezione e alla conduzione, ma al crescere
della temperatura la sua importanza aumenta rapidamente fino a diventare il principale
15
artefice della trasmissione del calore per temperature medio-alte. Fisicamente l'irraggiamento
consiste nell'emissione di onde elettromagnetiche generate dagli atomi e molecole eccitati
dall'agitazione termica, che si diseccitano emettendo fotoni di frequenza proporzionale alla
loro temperatura: per esempio i corpi a temperatura ambiente emettono in prevalenza fotoni
nella gamma degli infrarossi; corpi molto freddi irradiano microonde (quelli vicini allo zero
assoluto semplici onde radio), mentre i corpi molto caldi arrivano ad emettere luce visibile,
dapprima rossa poi sempre più bianca: man mano che la temperatura aumenta, la frequenza
della luce emessa aumenta fino al bianco-azzurrino, per poi passare ai raggi ultravioletti e ai
raggi X nel caso di plasmi stellari a temperature dell'ordine di milioni di gradi. Il calore
scambiato per irraggiamento si trasmette prevalentemente dal corpo a temperatura maggiore a
quello a temperatura minore; in realtà, l’energia si propaga in entrambe le direzioni, ma con
minore intensità da quello freddo a quello caldo. Infatti, se un corpo emanasse soltanto e non
assorbisse mai energia elettromagnetica, la sua temperatura raggiungerebbe lo zero assoluto.
L’emissione e l’assorbimento dipendono dalla frequenza della radiazione, dalla natura del
corpo e da alcune caratteristiche della sua superficie; un corpo avente una superficie scura è
un buon assorbitore, mentre un corpo avente una superficie chiara è un buon emettitore. Il
potere emissivo di un corpo P, che ha il significato di energia emessa per unità di tempo e per
unità di superficie, è dato dalla legge di Stefan – Boltzmann
P = σ *ε* T4
Dove σ è la costante di Stefan- Boltzmann pari a 5.67*10-8 J/m2 K4,ed “ε” una
grandezza detta potere emissivo specifico o emissività[3]. Tramite questi fenomeni la
temperatura di un corpo aumenta o diminuisce a seconda del bilancio tra energia irradiata ed
assorbita; se il bilancio è in parità la temperatura rimane costante, purché non si sottragga od
aggiunga calore con altri mezzi. Consideriamo ora due superfici piane (figura 2.1) , dove per
esempio la superficie 1 rappresenti il nostro campione di grafite e la superficie 2 la campana
nell’ambito delle nostre prove di laboratorio, possiamo calcolare il flusso termico scambiato
tra le due superfici piane considerando la seguente formula
Dove:
16
- q1-2 = flusso termico scambiato per irraggiamento tra due superfici piane (W)
- A = area delle superfici piane (m2)
- σn = costante di Stefan Boltzmann (5*10-8W/(m2K4)
- T1 = temperatura superficie 1 (°K)
- T2 = temperatura superficie 2 (°K)
- ε1 = emissività superficie 1
- ε2 = emissività superficie 2
Quello che si può osservare dalla formula precedentemente scritta è che avrò uno
scambio termico tanto maggiore quanto maggiore sarà la differenza tra T1 e T2, e se con T1
indichiamo la temperatura del nostro campione di grafite dell’ordine dei 2000 °C e con T2 la
temperatura della nostra campana dell’ordine di 25 °C, è evidente come l’irraggiamento
assuma un’ importanza fondamentale visto che T1>>T2.
Fig. 2.1 Scambio termico tra due superfici piane parallele
17
2.2.2 Conduzione termica
Per conduzione termica si intende la trasmissione di calore che avviene in un mezzo
solido, liquido o gassoso dalle regioni a più alta temperatura verso quelle con temperatura
minore per contatto molecolare diretto. Il principio alla base della conduzione è diverso a
seconda della struttura fisica del corpo: se la conduzione termica avviene nei gas è dovuta alla
diffusione atomica e molecolare, se invece avviene nei liquidi e nei solidi è a causa di onde
elastiche; nei materiali metallici il fenomeno è principalmente dovuto alla diffusione degli
elettroni liberi dato che è trascurabile il contributo dell'oscillazione elastica del reticolo
cristallino.
Consideriamo ora un modello piuttosto semplificato per descrivere la conduzione,
ossia una lastra piana di spessore trascurabile e costituita da un materiale omogeneo, continuo
ed isotropo, cioè con le stesse proprietà uguali in tutte le direzioni. Supponendo che le
superfici della lastra siano mantenute ad una temperatura costante, ma una maggiore
dell’altra, quello che si osserva dopo un certo lasso di tempo è che le temperature all’interno
della lastra sono distribuite secondo delle superfici isoterme, che sono piane e parallele a
quelle del contorno (Figura 2.2) . Si viene a generare un gradiente di temperatura, ovvero la
mancanza di equilibrio termico, che indica la trasmissione di calore attraverso il corpo,
regolata dalla legge di Fourier, che può essere descritta come segue:
Dove λ è la conducibilità termica della lastra misurata in [W/mK], L è lo spessore
della lastra ed A è la superficie. Essa rappresenta la quantità di calore trasmessa per
unità di tempo e per unità di spessore, in direzione normale alla superficie A, a causa di una
differenza di temperatura: si può anche affermare che esprime il flusso termico specifico, e
dunque una potenza specifica, per unità di lunghezza e per differenza di temperatura.
Questa legge è valida solo per stati stazionari, dove la forza motrice del processo è
soltanto il gradiente termico.
Nel caso più generale si ha a che fare con un materiale anisotropo e non omogeneo: la
conduzione avviene nelle tre dimensioni con conducibilità termica variabile da punto a
punto, e da una direzione all’altra.
18
Fig. 2.2 Distribuzione delle temperature in regime di conduzione unidirezionale
Esiste un legame tra conduttività termica e conduttività elettrica. Consideriamo le due
leggi, quella di Fourier e di Ohm:
Q * Rth = ∆T
(eq. 2.1)
I * Rel = ∆V
(eq. 2.2)
Dove (nell’equazione 2.1) Q rappresenta la potenza termica trasmessa, ∆T la
differenza di temperatura tra gli estremi della sezione, Rth è la resistenza termica, mentre
(nell’ equazione 2.2 ) ∆V è la differenza di potenziale, I è l’intensità di corrente, Rel è la
resistenza elettrica. La legge di Ohm afferma che in un materiale l’intensità di corrente fluisce
dal punto di potenziale più alto al punto a potenziale più basso ed è proporzionale alla
differenza di potenziale e dipendente dalla natura del corpo. Scambiando i termini “intensità
di corrente” con “potenza termica” e “potenziale” con “temperatura” ed “elettrico “ con
“termico” si ottiene la legge di Fourier.
19
2.3 La misura della conducibilità termica dei dischi target di
SPES
Le tensioni termiche si generano quando un oggetto, caratterizzato da un proprio
coefficiente di dilatazione termica e soggetto a gradienti di temperatura, è impedito a dilatarsi
o a contrarsi da vincoli esterni e/o interni. Nel nostro caso, si ha il generarsi di stress termici a
causa di un flusso di calore molto elevato e ad un valore relativamente basso di conducibilità
termica del materiale, generando quindi un forte gradiente di temperatura . Ciò comporta
quindi che il singolo strato di materiale viene ad essere ostacolato dallo strato adiacente ( a
diversa temperatura) nella fase di libera deformazione (dilatazione o contrazione), portando
all’insorgenza di tensioni interne (fig 2.3)[4].
Fig. 2.3 rappresentazione schematica dello stress termico dovuto al gradiente di temperatura
Nell’ambito del progetto SPES dobbiamo considerare il nostro target costituito da
sette dischi di UCx opportunamente distanziati all’interno di una scatola cilindrica di grafite
che a sua volta è circondata da un riscaldatore di tantalio come viene descritto
schematicamente nella figura 2.4.
Il fascio di protoni che va a colpire i dischi di UCx, ha una sezione ellittica minore
della sezione del disco con cui va a collidere, e questo fa si che solo nella parte centrale del
disco si raggiungano temperature intorno ai 2000 °C, e che quindi per far si che anche nella
parte periferica del disco si raggiungano le medesime temperature si deve far ricorso ad un
riscaldatore di tantalio che in questo modo evita di avere gradienti di temperatura tra il centro
e la periferia del disco di UCx evitando di conseguenza il generarsi di stress termici.
20
Proton beam
Dischi UCx
Riscaldatore di Tantalio
Fig. 2.4 Schema del Target SPES costituito da sette dischi di UCx
Quindi i meccanismi di scambio termico nel caso dei nostri dischi di UCx sono la
conduzione del calore e l’irraggiamento che consentono una omogeneizzazione della
temperatura all’interno dei dischi, e tra i vari dischi disposti parallelamente. Quando il sistema
è in temperatura si può successivamente spegnere il riscaldatore, visto che l’ irraggiamento tra
i vari dischi si riduce a zero .
In letteratura i valori di conducibilità del UCx sono dell’ordine di 4-5 W/m°K, che è un
valore piuttosto conservativo. Le prove di conducibilità termica che vengono svolte
nell’ambito del progesso SPES servono ad osservare come variazioni nella quantità di
carbonio e al variare della porosità dei campioni prodotti porti ad una sensibile variazione
della conducibilità termica
Dalla seguente relazione :
q12= (eq 2.3)
si osserva che se si conosce lo scambio termico q12 attraverso un disco di spessore
h, il gradiente termico (T1-T2) diminuisce solo aumentando la conducibilità λ, portando
21
conseguentemente ad una diminuzione degli stress di tipo termico dovuto a tale gradiente di
temperatura[5].
La conducibilità termica assume quindi un aspetto di grande importanza, e nel nostro
caso è l’unica variabile sulla quale possiamo agire, ecco perché è di fondamentale importanza
studiare questo parametro. La conducibilità o conduttività termica, che noi indicheremo con la
lettera λ , è il flusso di calore Q (misurato in J/s,cioè Watt), che attraversa una superficie
unitaria A di spessore unitario “d” sottoposta ad un gradiente termico ∆T di un grado Kelvin
(o Celsius). Nella legge di Fourier λ (eq. 2.3) è preceduta da un segno meno, che indica che il
flusso di calore avviene nel senso in cui la temperatura diminuisce, cioè nel verso opposto al
gradiente di temperatura, dalla regione a temperatura maggiore a quella a temperatura minore.
La conducibilità termica varia da sostanza a sostanza ed ha una diversa
dipendenza dalla temperatura per le varie sostanze. Per esempio nei gas semplici λ cresce
debolmente con la temperatura, in proporzione alla radice quadrata della stessa. Anche nei
liquidi e nei dielettrici non vi è una notevole variazione con la temperatura. Nei metalli puri la
conducibilità presenta sempre un massimo a bassa temperatura, che è due o tre ordini di
grandezza maggiore del valore a temperatura ambiente.
La conducibilità è data dimensionalmente da λ = W*m-1*k-1. Di seguito vengono
riportate come esempio i valori di conducibilità termica, in funzione della temperatura, del
carburo di silicio (figura 2.5) e della grafite 2114 (figura2.6), materiali utilizzati nelle prove di
laboratorio descritte nel capitolo successivo.
22
Fig. 2.5 Conducibilità termica del SiC in funzione della temperatura
Fig. 2.6 Conducibilità termica della grafite 2114 in funzione della temperatura
23
2.4 Metodi per la misurazione della conducibilità termica
I metodi di misura si possono classificare in:
1) diretti o indiretti
2) assoluti o comparativi
3) stazionari o transitori
La prima suddivisione ci dice come viene ricavata la grandezza incognita, cioè o
direttamente attraverso l’esperimento, o indirettamente grazie ad un’altra proprietà
determinata sempre sperimentalmente.
La seconda suddivisione ci dice se la misura è stata eseguita tenendo conto di uno
standard di riferimento oppure no .
Con l’ultima suddivisione si distinguono i metodi in base al regime termico: nei
metodi stazionari la proprietà ricercata è misurata in regime di scambio termico costante,
mentre negli altri viene valutata in un regime transitorio, e quindi non costante.
I metodi standardizzati di misura sono attualmente tre:
-tecnica “hot guarded plate” (HGP);
-tecnica “hot wire” (HWT);
- metodo laser-flash (LFM).
Secondo le precedenti classificazioni, la tecnica HGP rientra nei metodi stazionari,
assoluti e diretti di misura della conducibilità termica: essa, come descritto dalla norma
ASTM C 177 – 97, consiste nella creazione di un flusso termico unidirezionale nel campione
da caratterizzare, ponendolo tra alcune piastre spesse come un sandwich. Il campione consiste
in due parti uguali con elevato rapporto area/superficie, e, secondo la norma, non deve
possedere una conduttanza termica superiore ai 16 W/m2K, rientrando perciò nella categoria
dei materiali termicamente isolanti.
Il metodo prevede il riscaldamento per effetto ohmico (mediante corrente continua)
della piastra centrale (di area circolare o rettangolare), denominata ‘hot plate’: questa piastra è
schermata (da cui il nome ‘guarded’) ai lati per convogliare il flusso di calore verso i due
dischi di campione, limitando il flusso termico disperso radialmente. All’altra estremità dei
campioni vengono poste delle piastre fredde per imprimere la direzione al flusso di calore;
complessivamente. Deve essere sempre garantito un buon contatto termico tra le superfici,
che perciò sono piatte e non superano il valore di 300 mm di larghezza.
24
Fig. 2.7 schemi di a) apparato “guarded hot plate”; b) apparato “guarded cold plate”
La misura delle temperature del campione si avvale di termocoppie ancorate in
scanalature ricavate nel campione: pertanto il campione non deve deformarsi eccessivamente
durante il test. La norma inoltre richiede che il campione venga pesato, e caratterizzato dal
punto di vista dimensionale sia prima che dopo il test.
Sono state ideate delle modifiche al metodo standard, riducendo la complessità del
sistema precedentemente descritto (vedi Figura 2.8), in condizioni di vuoto:
In figura 2.8 (a) il campione è posto a sandwich tra una superficie fredda, ed una
superficie calda composta da una resistenza ohmica e una schermatura mantenuta a
temperatura leggermente superiore: ne risulta un flusso termico essenzialmente
unidirezionale, sia dalla ‘hot guard’ che dalla resistenza verso il campione. Il nome ‘hot
guarded’ deriva dal posizionamento del riscaldatore ohmico sulla superficie calda.
Nel metodo ‘guarded cold plate’ la resistenza è posta dalla parte fredda del campione,
e, al fine di creare un corretto flusso termico unidirezionale (vedi Figura. 2.8 b), essa è
connessa termicamente ad un serbatoio di calore a bassa temperatura.
25
La tecnica ‘hot wire’, come descritta nella norma ASTM C 1113-90, è una tecnica non
stazionaria, assoluta e diretta di misura: attualmente è la tecnica considerata più affidabile
nella misura della conducibilità termica dei ceramici, ma è limitata nel fatto di poter effettuare
la misura soltanto su materiali che non siano conduttori elettrici. Essa consiste nel
riscaldamento di in lungo e sottile filo di materiale (elettricamente conduttore) che si trova
immerso nel campione da caratterizzare, al fine di generare un campo di temperatura
transitorio nel materiale (la propagazione del calore in un mezzo infinito avviene con
andamento logaritmico dipendente dal tempo); le temperature nel campione vengono lette
attraverso termocoppie posizionate in determinati punti del campione, come mostra la figura
2.9:
Fig. 2.8:a) Schema del metodo “hot wire”;b) Disposizione esemplificativa delle
termocoppie nel campione
Il metodo di misura della diffusività termica(LML), introdotto da Parker nel 1961,
consiste invece in una misura indiretta in condizioni non stazionarie della conducibilità
26
termica attraverso la determinazione preliminare della diffusività termica e del calore
specifico.
Il metodo, come descritto dalla norma ASTM E-1461, consiste essenzialmente nel
fornire un impulso uniforme di energia termica tramite un laser ad una faccia del campione in
esame, posto in alto vuoto, per un tempo breve paragonato al tempo di transito: si misura
dunque la temperatura raggiunta dalla superficie opposta in funzione del tempo trascorso
mediante un pirometro. La conducibilità termica viene determinata tramite l’equazione (Eq.
2.9)
(Eq 2.9)
Il metodo è schematicamente rappresentato nella figura (vedi Figura 2.10):
Fig.2.9 Schema del metodo laser flash
Dal confronto tra i metodi precedenti emergono alcune differenze sostanziali:
- il metodo HGP ha la durata e conseguentemente anche il costo più elevato; è inoltre
difficile creare un setup sperimentale con flussi dispersi trascurabili. Il vantaggio principale
27
risiede nel fatto di creare esso stesso un flusso unidirezionale, ed perciò vantaggioso per
materiali non isotropi.
- Dal confronto tra i due metodi non stazionari, si rileva che:
- la HWT consente la misura diretta delle tre caratteristiche termiche del materiale in
modo diretto e consente un notevole risparmio sulle apparecchiature; possiede tuttavia lo
svantaggio di richiedere un campione di massa consistente (circa 1500 mg contro i 50 mg del
LFM), non sempre disponibile o conveniente economicamente, e perciò non sempre aventi
grande omogeneità, e pertanto di richiedere un tempo maggiore per il raggiungimento
dell’equilibrio termico;
- il LFM consente una misura della λ senza dover prender in considerazione il flusso
termico presente, né il gradiente termico. Inoltre consente una misura molto rapida.
Un ulteriore metodo sviluppato recentemente consiste nella misura della conducibilità
termica attraverso il bombardamento di un campione con un fascio di elettroni accelerati alla
tensione di circa 10 kV, che riscalda il materiale all’impatto. Il metodo richiede un alto vuoto
per un efficace bombardamento elettronico.
Il fascio di elettroni colpisce il campione sulla superficie inferiore , provocandone il
riscaldamento ed un flusso termico che si sviluppa ‘essenzialmente’ verso l’alto: vengono
dunque utilizzati due pirometri per leggere le temperature sulle due facce del campione[6].
2.5 Problemi nella misurazione della conducibilità termica
ad alte temperature
Diversi sono i problemi che si riscontrano nella misura della conducibilità ad alte
temperature, che cerchiamo di riassumere brevemente qui di seguito:
-Si deve lavorare in alto vuoto per ottenere un atmosfera inerte
-Lavorare in alto vuoto significa anche tener conto dei possibili effetti di degasaggio
dei vari materiali introdotti nell’apparato sperimentale
-Tutto l’apparato sperimentale è sottoposto a notevoli stress termici a causa delle alte
temperature che si raggiungono
-Bisogna utilizzare strumenti costosi quali i pirometri al fine di misurare temperature e
valori di emissività
28
-Importante è cercare di creare un flusso di calore monoassiale sul nostro provino e di
conseguenza bisogna tenere conto che l’emissività dei vari componenti all’interno
dell’apparato non vadano a modificare le condizioni per questa ipotesi.
2.6 Conclusioni
Le due forme di trasmissione del calore che a noi interessano principalmente, sono la
conduzione e l’irraggiamento, il primo avviene attraverso il contatto della materia, il secondo
senza.
Ad influenzare lo scambio di calore intervengono anche l’emissività, caratteristica di
ogni materiale, e la conducibilità anch’essa legata al tipo di materiale considerato.
Oggetto di questa tesi è proprio la misura della conducibilità, variabile fondamentale
per cercare di ridurre il gradiente termico dei dischi di carburo d’uranio posti nella camera
target, e di conseguenza ridurre gli stress termici che possono portare alla rottura degli stessi.
29
Capitolo 3
Apparato sperimentale per la misura della conducibilità
termica
3.1 Introduzione
In questo capitolo verrà descritto l’apparato sperimentale utilizzato per la misura della
conducibilità termica. Conducibilità termica che è oggetto di studio di questa tesi.
Verranno descritti i vari componenti con le principali caratteristiche, pregi e difetti,
nonché i principali problemi che sono stati affrontati nel loro utilizzo.
Il metodo di misura della conducibilità utilizzato nell’ambito nel processo SPES è
detto metodo della calibrazione della termocoppia.
3.2 Principali componenti dell’apparato sperimentale
L’apparato sperimentale, che viene chiamato comunemente “forno”è stato progettato
per trattamenti termici in alto vuoto: il trattamento termico avviene all’interno di un
contenitore accessibile (denominato evaporatore), attraverso il riscaldamento per effetto joule
di un elemento conduttore, nel nostro caso un crogiolo in grafite, sul quale vengono sistemati
i campioni da analizzare.
30
Il forno (fig 3.1) funziona in modalità manuale, tra l’altro con una sequenza di azioni
piuttosto lunghe e laboriose, mentre la gestione del processo avviene attraverso un software
dedicato. Il forno è stato progettato per poter effettuare trattamenti molto lunghi in totale
sicurezza. Infatti vari sistemi di sicurezza ne impediscono o ne bloccano il funzionamento nel
caso si verifichino anomalie, anche se in taluni casi il trattamento è stato bloccato
automaticamente per problemi che poi si sono rivelati infondati.
Fig. 3.1 Forno
I principali componenti sono:
-Armadio di supporto
Costituito da una struttura in profilati di alluminio. L’armadio funge da supporto
all’evaporatore, e alla strumentazione necessaria per il funzionamento, la gestione e il
controllo della macchina. La struttura inoltre è dotata di una colonna in profilato di alluminio,
sulla quale è fissato un argano manuale. La colonna serve da guida per il sollevamento della
campana.
31
-Evaporatore
È costituito da una parte fissa, posizionata sull’armadio di supporto e da una parte
mobile. Quest’ultima detta “campana” (fig. 3.2) può essere sollevata mediante un argano
manuale, ed è circondata da una canaletta in rame che attraversata da acqua, serve al
raffreddamento, durante il funzionamento del sistema.
Fig. 3.2 Campana in primo piano percorsa da una serpentina per il raffreddamento
All’interno dell’evaporatore, nella parte fissa all’armadio vi è poi un sistema di
riscaldamento, costituito da due morsetti in rame alle cui estremità viene fissato il crogiolo. I
morsetti di rame sono direttamente collegati al generatore di corrente e sono anch’essi
raffreddati ad acqua.
-Generatore di corrente
32
L’alimentatore (power supply) fornisce una corrente fino a 10V e con un intensità sino
a 1000 Ampere, che può essere controllato sia manualmente, sia dal software di gestione del
forno.
-Gruppo di pompaggio a vuoto
È costituito da una pompa rotativa a secco ed una pompa diffusiva, tra cui è interposta
una valvola di isolamento. Inoltre, il gruppo di pompaggio è dotato di un misuratore del vuoto
BOC-Edwards – Serie TIC a tre canali completo di teste di misura e relè box per il segnale di
sistema in vuoto. Le teste di misura della pressione sono due, un’unità Pirani (fino a 10-3
mbar) ed un’unità Penning per l’alto vuoto (da 10-3 a 10-7 mbar).
-Pirometro
Strumento ad infrarossi per la misura della temperatura e dell’emissività, che verrà
posto all’esterno di una finestra in kodial posta sulla parte superiore della campana.
-Termocoppia
Dispositivo per la misura della temperatura, ne esistono di vari tipi, in base al range di
temperatura che deve essere utilizzata, nel nostro caso abbiamo utilizzato il tipo “C” formata
da due fili, uno costituito dal 95% di Tungsteno ed il 5% di Renio, l’altro dal 74% di
Tungsteno ed il 26% di Renio, adatta per temperature comprese tra i 1000 °C e 2000°C.
-PLC (Programmable Logic Controller)
Si tratta di un PLC Compact Field Point della National Instrument.
Necessario per il controllo software di tutto il sistema, è connesso al PC tramite lo
switch di rete. Al PLC sono collegati tutti gli strumenti sopraelencati, oltre a segnali di
interlock che tengono informazioni sullo stato di sicurezza del sistema: in primis, segnalatori
di vuoto e flusso d’acqua.
Nel PLC è inoltre caricato ed eseguito il programma che gestirà l’intero sistema.
In figura 3.3 viene schematizzato l’apparato sperimentale per la misura della
conducibilità termica.
33
Fig. 3.3 Schema del sistema per la misura della conducibilità termica
3.3 Strumenti per la misura della temperatura
Nelle varie prove eseguite in laboratorio, sono stati utilizzati due strumenti per la
misura della temperatura del provino, che sono rispettivamente il pirometro, posto sulla
finestra di kodial presente sulla parte superiore della campana, e la termocoppia di tipo C
sistemata al di sotto del crogiolo.
3.3.1 Pirometro
Il pirometro da noi utilizzato è l’ lRCON Modline 5 (fig.3.4), un termometro ad
infrarossi che misura la temperatura utilizzando l’energia infrarossa emessa dal target senza
che vi sia contatto con quest’ultimo, in maniera continuativa[7]. Oltre alla temperatura misura
anche l’emissività prodotta dal target. E’ dotato di un pannello posteriore (fig3.5) sul quale
viene visualizzato la temperatura, e che segnala eventuali anomalie.
34
Di questo modello esistono due versioni, entrambe utilizzate nelle nostre prove, la
versione 5R-1410 che misura le basse temperature, da 600 °C a 1400 °C, e la versione 5R3015 che misura un range di temperature che vanno da 1000 °C a 3000 °C.
Fig. 3.4 Pirometro Ircon Modline 5R
Fig. 3.5 Pannello posteriore del pirometro
35
3.3.2 Termocoppia
La termocoppia è un sensore di temperatura costituita da una coppia di conduttori
elettrici di diverso materiale uniti tra loro in un punto. Questa giunzione è convenzionalmente
chiamata giunto caldo o giunzione calda, ed è il punto che viene a contatto con il corpo di cui
si vuole misurare la temperatura. L'altra estremità, costituita dalle estremità libere dei due
conduttori, è convenzionalmente chiamata giunto freddo o giunzione fredda[8].
Quando esiste una differenza di temperatura tra la zona del giunto caldo e la zona del giunto
freddo, si può rilevare una differenza di potenziale elettrico tra le estremità libere della
termocoppia in corrispondenza del giunto freddo. Tale valore di potenziale elettrico è
funzione diretta della differenza di temperatura, secondo una legge non lineare.
Esiste una grande varietà di termocoppie che si distinguono in base ai due conduttori
elettrici che compongono la giunzione, ed a ogni tipologia di termocoppia viene associato un
range di temperatura che possono misurare con un’ accuratezza di solito mai inferiore al
grado centigrado.
La termocoppia utilizzata da noi è quella di tipo C, adatta per misure ad altissime
temperature (Tmax=2000°C), e ne abbiamo utilizzate di due tipi, una fornitaci già pronta per
l’uso che chiameremo nel corso delle nostre prove “Termocoppia Termics”(Fig 3.7), dal
nome dell’azienda che la produce, ed un’ altra, che chiameremo “Termocoppia
Homemade”(Fig 3.6), a sottolineare come quest’ultima sia stata realizzata da noi in
laboratorio partendo da due fili, un filo è 95wt%W-5wt%Re, l’altro 74wt%W-26wt%Re.
Per realizzare la termocoppia di tipo C “Homemade”, sono stati saldati ad un estremità
un filo costituito al 95wt%W-5wt%Re, l’altro al 74wt%W-26wt%Re, e successivamente, per
mantenere separati i due fili ed evitarne un involontario contatto, sono stati fatti passare
attraverso degli isolatori, in pratica una sorta di piccole cannucce, di ossido di afnio. Affinché
la termocoppia possa rilevare la temperatura di un corpo, non solo il giunto caldo dovrebbe
essere introdotto interamente nel corpo, ma anche una parte dei fili della termocoppia; il fatto
di dover immergere la termocoppia nel corpo è un’esigenza propria del lavoro in alto vuoto e
nelle nostre prove ci siamo dovuti spesso “accontentare” di appoggiare il giunto caldo sulla
base del campione visto anche che il ridotto spessore del campione in prova non consentiva di
introdurre al suo interno il giunto caldo della termocoppia.
36
Filo al 95wt%W-5wt%Re, e
Giunto caldo
filo al 74wt%W-26wt%Re.
Ossido di afnio
Fig. 3.6 Termocoppia di tipo C “Homemade”
Giunto caldo
Fig. 3.7 Termocoppia di tipo C “Thermics”
37
3.4 Sistema di supporto della termocoppia
La termocoppia, al fine di poter misurare correttamente la temperatura sulla base del
provino, deve essere fissata in maniera stabile e proprio a questo serve il sistema di supporto
(fig.3.8).
Questo sistema è costituito da tre piatti in acciaio, dove uno sorregge il supporto della
termocoppia, un altro che va a schermare il piatto di alto vuoto ed un terzo funge da schermo
per gli altri due. Nel sistema di supporto della termocoppia sono presenti tre viti sfasate di
120° gradi e poste su tre piani diversi (fig.3.9), che servono a fissare in modo stabile la
termocoppia impedendone lo spostamento durante la prova a causa delle dilatazioni termiche
dovute alle alte temperature raggiunte.
Schermi
Crogiolo
Schermo per piatti
Supporto termocoppia
e apparato schermante
Fig. 3.8 Sistema di supporto della termocoppia
38
Piatto che
sostiene il
supporto
Inoltre al fine di garantire un buon centraggio della termocoppia, è stato introdotto un
piccolo anellino in grafite da inserire nel supporto della termocoppia, che tra l’altro va anche a
migliorare la stabilità della stessa durante la prova .
Fig. 3.9 Sezione del supporto della termocoppia
Dato che a causa delle alte temperature che si raggiungono all’interno della campana, i
piatti in acciaio tendono a flettersi, e ricordando che su di essi poggia il porta schermi al quale
è fissato la termocoppia, inevitabilmente quest’ultima verrebbe spostata durante la prova
impedendo quindi il corretto contatto con il campione. Per ovviare a questo problema, è stato
interposto tra il porta schermo ed il piatto su cui poggia, un disco di allumina, con l’evidente
scopo di abbassare l’afflusso di calore che investe i piatti, riducendo in maniera sensibile la
loro deformazione.
L’allumina per svolgere bene il proprio lavoro, dovrebbe essere un disco intero, ma a
causa dei gradienti termici durante i cicli di misurazione è stata sottoposta a stress termici che
ne hanno causato la rottura in più pezzi, ma in ogni caso anche ridotta in pezzi ha svolto bene
la propria funzione.
39
Di seguito viene riportato un grafico di una delle prima prove di calibrazione che sono
state eseguite (fig. 3.10 ), nell’ambito del lavoro svolto per questa tesi.
Fig. 3.10 Prova di calibrazione
Quello che si può chiaramente osservare è come nel grafico, dove la temperatura
misurata dalla termocoppia è in funzione della potenza, ci sia un tratto di discontinuità tra i
1100 ed 1150 °C, questo dovuto ad uno spostamento della termocoppia durante la prova per
un non corretto fissaggio con le viti presenti nel sistema di supporto.
3.5 Il sistema schermante
Dato che all’interno del forno si raggiungono facilmente valori di temperatura intorno
ai 2000°C, è fondamentale avere un sistema schermante che possa proteggere tutti i
componenti presenti nel forno dal calore trasmesso per irraggiamento. Tra l’altro il metodo
per la misura della conducibilità termica utilizzato in questo ambito, presuppone che il flusso
di calore che investe il campione sia monoassiale, e per realizzare ciò si usano degli schermi
cilindrici in tantalio. Gli schermi vengono posizionati negli appositi spazi del porta schermi, e
40
circondano il campione posto sul crogiolo, impedendo, o meglio riducendo notevolmente
l’irraggiamento radiale che questo produce durante il suo riscaldamento(fig. 3.11), e
producendo un flusso di calore il più possibile moassiale.
Schermi in
molibdeno
Schermi in
tantalio
Fig. 3.11 Apparato sperimentale in funzione, con schermi posizionati
Un altro aspetto importante da tenere presente, è che i materiali usati per schermare il
calore irraggiato abbia una bassa emissività, questo per evitare di intaccare l’accuratezza delle
misure eseguite con il pirometro. Al fine di proteggere la zona di ancoraggio del crogiolo di
grafite, il quale è fissato ai morsetti attraverso viti e rondelle di acciaio, sono stati introdotti
degli schermi supplementari in molibdeno, come si può osservare in fig.3.11.
3.6 Il crogiolo
Il crogiolo è un elemento fondamentale del nostro apparato sperimentale, perché esso
funge da resistenza; una volta posto tra i due morsetti di rame e fatto passare un flusso di
corrente ad elevata intensità si scalda per effetto joule.
41
Viene prodotto per tornitura da una macchina a controllo numerico, a partire da un
blocco di grafite 2114 della Carbone Lorraine (fig.3.12).
Fig. 3.12 Crogiolo nuovo
Il crogiolo è studiato appositamente sia per fare in modo di convogliare il flusso di
calore il più possibile sulla superficie della base del provino, in modo da creare così un
gradiente termico tra le due facce del provino stesso, e sia per ridurre al minimo il gradiente
radiale, in quanto per la misurazione della conducibilità termica ci dobbiamo riportare
nell’ipotesi di flusso di calore monoassiale. La parte di contatto tra il crogiolo ed il provino è
molto delicata in quanto ha una sezione molto piccola, perché in questo modo al passaggio
della corrente la temperatura, per effetto joule, aumenta notevolmente[1].
Tra l’altro essendo costituito tutto da grafite è estremamente fragile, e bisogna porre
estrema attenzione nelle fasi di montaggio e smontaggio, oltre a controllare che le superfici
dei morsetti di rame dove poggia il crogiolo siano perfettamente complanari, per evitare la
rottura dello stesso in prossimità dell’intaglio centrale necessario per la termica, cosa
puntualmente verificatasi in una delle nostre prove (fig. 3.13).
42
Fig. 3.13 Rottura del crogiolo in prossimità dell’intaglio
Un altro punto dove si è verificata più volte la rottura del crogiolo la si può osservare
nella figura 3.14, perché proprio nella zona di raccordo tra dove si posiziona il provino ed il
resto del crogiolo si ha lo sviluppo delle maggiori tensioni (fig. 3.15), che portano al formarsi
di microcricche che durante i trattamenti termici cominciano a propagarsi fino ad arrivare alla
rottura del crogiolo.
43
Fig. 3.14 Rottura del crogiolo in prossimità del raccordo del porta provino
Fig. 3.15 Andamento delle tensioni nel crogiolo
44
3.7 Principali problemi riscontrati
Diversi sono i problemi che sono stati riscontrati durante le prove, alcuni risolti
semplicemente grazie all’esperienza accumulata nell’uso dell’apparato, altri problemi
verificatosi in maniera discontinua sono rimasti irrisolti e misteriosi.
I problemi più frequenti vengono di seguito descritti:
-La termocoppia si sposta durante la prova per un fissaggio non ottimale
-Non si riesce a fare il vuoto all’interno nella campana, problema ovviato grazie ad
una migliore pulizia delle guarnizioni di tenuta
-Perdita di vuoto durante la rumpup, dovuto spesso ad un elevato degasaggio dei nuovi
campioni posti sul crogiolo, o all’introduzione di nuovi elementi non ancora sottosposti a
degasaggio
-Improvvisi cali di temperatura dovuti all’instaurarsi di cortorcuiti imputabili al
contatto tra schermi di tantalio e crogiolo; questo aspetto è stato risolto riposizionando gli
schermi con più attenzione
-Il pirometro non raggiunge la temperatura di esercizio, di conseguenza non legge né
temperatura né emissività
-Il trattamento termico viene automaticamente abortito per livello dell’ acqua di
raffreddamento non sufficiente (in realtà è bastato muovere il sensore del flussimetro per
ripristinare il funzionamento)
-Le leve che devono essere azionate per creare il vuoto, escono di continuo dalla loro
sede, con gran perdita di tempo per rimetterle in sede
-Rottura del crogiolo, problema che si è ripetuto più volte, e l’unico rimedio è stata la
sua continua sostituzione
3.8 Conclusioni
L’apparato sperimentale da me utilizzato per il lavoro di questa tesi, proprio perché
sperimentale ha creato diversi problemi durante il suo impiego rallentando spesso il lavoro di
misura. La parte più delicata dell’ intero apparato è apparso chiaramente essere il crogiolo,
troppo fragile, crogiolo che comunque è stato riprogettato per aumentarne la resistenza e
migliorarne la funzione riscaldatrice, che comunque non ho avuto modo di testare perché
ancora in fase di realizzazione.
45
Capitolo 4
Metodo e misure di conducibilità termica
4.1 Introduzione
In questo capitolo verrà descritto il metodo per la misura della conducibilità termica da
noi utilizzato, e verranno analizzati i dati delle varie prove effettuate su provini di grafite e
carburo di silicio confrontando i risultati ottenuti con i valori dei datasheet a nostra
disposizione, questo al fine di verificare se questo metodo di misura utilizzato possa essere
considerato affidabile.
4.2 Metodo di misura
Il metodo da noi usato, detto” metodo di calibrazione della termocoppia”, consiste
nella misura della differenza di temperatura tra la parte inferiore del campione, direttamente a
contatto con il crogiolo, e la superficie superiore che invece scambia calore con la campana
raffreddata. Si assume che il calore scambiato dalle superfici laterali sia nullo in quanto,
grazie alla particolare conformazione del crogiolo ed alla presenza degli schermi in tantalio, si
assume che il flusso di calore sia monoassiale. Questo delta T viene misurato utilizzando una
termocoppia per la misura della temperatura della superficie inferiore (T bottom), mentre il
46
pirometro a doppia frequenza misura la temperatura sulla superficie superiore ( T top ) e la
sua emissività. La misura di emissività è fondamentale in quanto ci permette di calcolare
attraverso la legge di Stefan-Boltzman la quantità di calore scambiato tra la superficie
superiore e la campana.
Poiché pirometro e termocoppia sono strumenti che hanno diversa sensibilità nella
misura della temperatura ( in particolare la termocoppia di tipo “C” da noi utilizzata non è
ancora riconosciuta come strumento standard di misura della temperatura ) è necessario
calibrare la termocoppia utilizzando un disco sottile di grafite assumendo che la temperatura
misurata dalla termocoppia sia uguale a quella misurata dal pirometro sulla superficie
superiore. La termocoppia non è immersa all’interno del provino ma si appoggia sulla sua
superficie inferiore, instaurando quindi una resistenza termica di contatto che porta lo
strumento a sottostimare la temperatura della superficie inferiore del provino.
Per risolvere questo problema, viene misurata la temperatura su un disco sottile di
grafite in modo da creare una funzione che associa la temperatura della termocoppia alla
temperatura letta dal pirometro (sulla superficie superiore del provino), in quanto avendo un
provino di calibrazione molto sottile (circa 0.5 mm) si può ritenere la temperatura all’interno
del provino omogenea lungo la direzione assiale, tra la superficie superiore e quella inferiore.
Si fa ciò perché il pirometro è uno strumento che risulta essere più affidabile ad alte
temperature. In figura 4.1 viene schematizzata la procedura utilizzata. Successivamente si
procederà con la misura di conducibilità di un provino di un certo spessore h.
47
Fig 4.1 Schema semplificato dell’apparato di misura
Di seguito abbiamo un overview del metodo utilizzato per arrivare alla misura della
conducibilità termica partendo dalla calibrazione[5].
48
In pratica una volta effettuata la calibrazione, si trova mediante un’ interpolazione
l’equazione della retta che meglio approssima la temperatura misurata dalla termocoppia in
funzione del ∆T, che altro non è che la differenza di temperatura misurata dal pirometro sulla
49
superficie superiore del provino e la temperatura misurata dalla termocoppia sulla superficie
inferiore. Fatto questo si effettua una prova su un provino di spessore h non più trascurabile,
dove assumeremo come temperatura inferiore di tale provino non più la temperatura misurata
dalla termocoppia, ma bensì la Tbottom , che sarà data dalla temperatura misurata dalla
termocoppia corretta con la curva di calibrazione. Per la temperatura della superficie superiore
utilizzeremo invece quella misurata dal pirometro senza alcuna correzione, pirometro che
oltre alla temperatura fornisce anche i valori di emissività, indispensabili per il calcolo di λ.
La Tbottom si può descrivere così:
Tbottom= Tth – ∆Tth
con Tth= temperature misurata dalla termocoppia nel provino di spessore h e dove
∆Tth= A* Tth+B
con A e B coefficienti che vengono calcolati nell’interpolazione della retta di
calibrazione.
Per la misura di λ abbiamo bisogno di avere anche il flusso di calore trasmesso dalla
superficie superiore del provino q” descritto come segue:
q”= σ*ε*(Tp4 – Tch4)
con σ = costante di boltzmann pari a 5.67*10-8 W/m2K4
ε = emissività letta dal pirometro
Tch = temperatura della camera assunta pari a 323.15 K
Tp = temperatura letta dal pirometro
A questo punto abbiamo tutti gli elementi per calcolare la conducibilità termica
mediante la seguente formula:
λ=
"
4.3 Calibrazione
Come anticipato nel capitolo 3, il forno prevede un riscaldamento di tipo joule
attraverso il passaggio di corrente nel crogiolo di grafite a sezione sottile. Il riscaldamento
quindi avverrà attraverso coppie di tensione e di corrente legate tra loro dalla resistenza del
crogiolo (legge di Ohm). Per questo motivo il riscaldamento controllato del sistema avviene
attraverso l’assegnazione di rampe, che altro non sono che dei file di testo, che contengono i
50
valori di tensione (V) e corrente (I) in funzione del tempo, e che una volta salvate su una
scheda SD e caricate nel PLC, gestiranno l’intero processo dopo che avremo provveduto a
creare il vuoto all’interno della camera (circa 10-6 mbar).
Trovata la funzione che lega V ad I si procede alla realizzazione della rampa, e
precisamente una rampup, cioè una rampa per il riscaldamento, ed una rampdown per il
raffreddamento. I vari step differiscono tutti di 10 ampere, ma quello che varia, oltre ai valori
di tensione, sono i tempi in cui si rimane ad un dato valore di corrente. Inizialmente, per
velocizzare la fase di riscaldamento, ogni step dura 60 secondi, per poi, una volta arrivati a
170 ampere (ossia nel range di temperatura di interesse per le misure di conducibilità),
prolungarli fino a 30 minuti. Il motivo per cui si prolunga notevolmente la durata degli step, è
dovuto al fatto che dobbiamo aspettare che il sistema si stabilizzi dopo ogni incremento di
corrente, cioè che la temperatura non aumenti più, a potenza costante (fig. 4.2). Infatti è
necessario misurare la temperatura stabilizzata e non quella in fase transitoria per il calcolo
corretto della conducibilità termica, secondo il metodo qui proposto.
Fig 4.2 Andamento della potenza in funzione del tempo
51
4.3.1 Calibrazione con grafite Poco5
La prima serie di prove di calibrazione sono state eseguite con provino di grafite
Poco5 dello spessore di 0.5 mm (fig. 4.3), utilizzando la termocoppia “Homemade” ed il
pirometro ad alta temperatura.
Provino da
0.5 mm
Anellino di
grafite
Termocoppia
Fig 4.3 Disposizione del provino e della termocoppia per la prova
La prima prova non ha dato un esito soddisfacente, come si può osservare dal
grafico di fig. 4.4, dai 1000°C ai circa 1300°C la termocoppia si è dimostrata
decisamente instabile, questo a causa di un fissaggio non ottimale. Problema
comunque facilmente risolto per le prove successive con un serraggio più energico
delle viti presenti nell’apparato di supporto per la termocoppia, e dopo aver introdotto
l’anellino di grafite per rendere stabile la termocoppia, infatti già nel grafico di fig. 4.5
si nota il miglioramento, e questo ha reso possibile la realizzazione di una buona
interpolazione che ci ha fornito i valori di pendenza ed intercetta, cioè i valori di A e B
dell’espressione ∆Tth=A*Tth+B vista nel paragrafo precedente. Chiaramente sono
52
state effettuate più prove in modo poi da mediare i valori di A e B (fig 4.6). Le tre rette
interpolanti hanno le seguenti equazioni:
Y = 0.28334x-231.98
Y = 0.29113x-261.2146
Y = 0.31691x-296.59882
per ottenere quindi un ∆Tth= 0.297* Tth- 263.97
Fig.4.4 Grafico della prima prova di calibrazione
53
Fig. 4.5 Grafico della prova calibrazione dopo il fissaggio della termocoppia
Fig. 4.6 Prove di calibrazione poco5 a confronto
54
4.3.2 Calibrazione con grafite 2114
Successivamente abbiamo effettuato altre prove di calibrazione con un provino di
grafite 2114, sempre di spessore 0.5 mm, con termocoppia “Homemade” e pirometro ad alta
temperatura i cui risultati si possono osservare nel grafico seguente (fig. 4.7) le cui rette di
interpolazione sono date da:
Y=0.32017x-332.03186
Y=0.31555x-323.81307
Y=0.31682x-326.30544
e da queste otteniamo A=0.3155 e B=-327.48 e quindi ∆Tth= 0.3175* Tth- 327.4.
Nelle medesime condizioni ma utilizzando questa volta una termocoppia diversa,
fornitaci già pronta dall’azienda “Termics”, abbiamo dato avvio ad altre tre prove di
calibrazione (fig. 4.8) che hanno fornito dei risultati che si discostano, anche se non di molto
da quelli precedenti, con valori mediati di A e B, pari a:
A=0.25241
B=-288.40 che ci portano ad avere un
∆Tth= 0.25241* Tth- 288.40
Fig. 4.7 Calibrazione grafite 2114 con termocoppia “Homemade”
55
Fig. 4.8 Calibrazione grafite 2114 con termocoppia “Termics”
Un ulteriore prova è stata realizzata impiegando anziché un provino di grafite 2114 da
0.5 mm uno più sottile, da 0.2 mm sempre di grafite 2114 e sempre con la termocoppia della
“Termics”, al fine di verificare se una piccola variazione dello spessore potesse o meno
influenzare l’esito della prova. I valori mediati di A e B ottenuti in questa prova, pari ad
A=0.259965 e B=-294.24, ci mostrano che non vi è una significativa differenza con i valori
ottenuti nella prova precedente, dimostrando come i risultati ottenuti siano ripetibili e non
risentano di una piccola variazione dello spessore, avvalorando l’ipotesi iniziale, che per
piccoli spessori del provino la temperatura interna sia omogenea in direzione assiale.
4.3.3 Calibrazione con SiC
Passando successivamente ad un provino di carburo di silicio (SiC), sempre dello
spessore di 0.5 mm, utilizzando ancora la termocoppia della “Termics” e questa volta un
pirometro a bassa temperatura, abbiamo realizzato tre prove che ci hanno fornito i seguenti
56
risultati (fig. 4.9):
Fig. 4.9 Calibrazione SiC con termocoppia “Termics” e pirometro LowT
Y=0.292x-305.16355
Y=0.42863x-344.51667
Y=0.46654x-323.33374
I valori mediati di A e B, sono A=0.38239 e B=-324.338
4.3.4 Calibrazioni a confronto
Nel grafico seguente (fig. 4.10), sono messi a confronto tutti i risultati ottenuti nelle
prove di calibrazione della grafite 2114 e della grafite PocoAf5, sia con la termocoppia
“Homemade” che con la termocoppia “Termics” assieme ai risultati ottenuti in [1]. Nel
grafico di figura 4.11 sono invece messi a confronto i risultati ottenuti nelle nostre prove di
calibrazione del SiC, utilizzando la “Termics” con quelli ottenuti in[1].
57
Fig.4.10 Prove di calibrazione con grafite a confronto
Fig. 4.11 Prove di calibrazione con SiC a confronto
58
Quello che si nota immediatamente è come la retta di calibrazione ottenuta in [1] abbia
una pendenza ed anche un intercetta molto diverse da quelle ottenute nelle nostre prove, che
tra l’altro variano di pochissimo indipendentemente dalla termocoppia e grafite utilizzata, a
sottolineare la ripetibilità dei nostri risultati. Proprio questa differenza di pendenza ed
intercetta, ci porteranno, come verrà descritto nel paragrafo successivo, ad ottenere valori di
conducibilità termica molto diversi da quelli forniti dal datasheet a nostra disposizione.
4.4 Conducibilità termica
Nel paragrafo precedente abbiamo descritto le varie prove di calibrazione, e riassunto i
risultati di tali prove, risultati che ora ci serviranno per poter calcolare la conducibilità termica
dei nostri provini di grafite e di carburo di silicio. Dalle nostre prove ci aspettiamo che il
valore di conducibilità termica calcolata per i provini utilizzati abbia un andamento
decrescente all’aumentare della temperatura, come mostrato nel grafico di fig. 4.12, che
riporta i valori di datasheet della grafite EDM200 con caratteristiche molto simili a quella
utilizzata da noi, cosa che invece non si verificherà, in nessuna delle prove eseguite.
Fig. 4.12 Datasheet della grafite EDM200
59
Nel grafico di fig.4.13 sono rappresentate due prove di conducibilità termica, eseguite
sul medesimo provino e nelle stesse condizioni, grafite 2114 di spessore 7.7 mm con
termocoppia “Homemade”, questo per vedere se la prova era ripetibile. Quello che si può
facilmente osservare è che la prova è ripetibile e che i valori di conducibilità aumentano
all’aumentare della temperatura, esattamente l’opposto di ciò che avremmo voluto ottenere.
Fig. 4.13 Prova di conducibilità con grafite 2114 e termocoppia “Homemade”
Successivamente abbiamo realizzato una prova sempre sul provino di grafite 2114 da
7.7 mm di spessore, ma questa volta abbiamo cambiato la termocoppia, ed anziché utilizzare
la”Homemade” l’abbiamo sostituita con la “Termics”. Nel grafico di fig 4.14 si nota come in
effetti ci sia una differenza nei valori di conducibilità, si hanno valori più bassi, ma poi
l’andamento segue esattamente quello delle altre due curve, quindi aumento della
conducibilità all’aumentare della temperatura. Dato che i risultati ottenuti utilizzando i dati
delle nostre calibrazioni per effettuare il calcolo della conducibilità non hanno dato i risultati
sperati, si è deciso di provare ad usare i dati delle prove di calibrazione di [1] al fine di
calcolare la conducibilità. I risultati evidenziati nel grafico di fig. 4.15 ci mostrano come
effettivamente con questi valori di calibrazione (A=0.1676 e B=-110.13) la situazione
60
migliori anche se rimaniamo lontano dai valori di datasheet, ma almeno la conducibilità cala
all’aumentare della temperatura.
Fig. 4.14 Confronto tra prove di conducibilità con stesso provino ma termocoppie diverse
61
Fig. 4.15 Riepilogo prove di conducibilità
L’ultima prova di conducibilità è stata realizzata su un provino di carburo di silicio
dello spessore di 5.4 mm utilizzando la termocoppia della “Termics” ed il pirometro a bassa
temperatura, e per l’ennesima volta troviamo un andamento della conducibilità crescente
all’aumentare della temperatura (fig. 4.16). Come fatto per il grafico precedente, abbiamo
confrontato la conducibilità calcolata con la nostra calibrazione ( A=0.38239
B=-324.338 )
con quella calcolata utilizzando i dati di [1] (A= 0.1875 B=-151.77). Nel caso del SiC ci ha
dato una conducibilità che inizialmente cala all’aumentare della temperatura per poi
successivamente crescere.
62
Fig. 4.16 Conducibilità del SiC
4.5 Conclusioni
Ciò che abbiamo osservato in tutte le prove sia di calibrazione che di conducibilità, è
che i risultati ottenuti sono costantemente ripetibili, indipendentemente dalla termocoppia e
dal pirometro che è stato utilizzato. Ciò nonostante, i risultati che sono stati ottenuti non sono
quelli che speravamo, i valori finali di conducibilità termica calcolati non solo si discostano
molto dai valori di datasheet ma mostrano un andamento esattamente opposto, cioè ci
ritroviamo valori di conducibilità che crescono all’aumentare della temperatura anziché
diminuire. Sostituendo i valori di calibrazione calcolati per le nostre prove con quelli calcolati
precedentemente, che sono decisamente più bassi sia nei valori di pendenza che di intercetta
(in valore assoluto), si calcolano valori di conducibilità che seppur ancora distanti dai valori
di datasheet, hanno quanto meno un andamento simile, cioè diminuiscono all’aumentare della
temperatura.
Da ciò si può dedurre come il metodo sia scarsamente ripetibile, in quanto fortemente
influenzato dall’operatore. Nel caso in esame si suppone che sia stato introdotto un errore
sistematico durante la fase di calibrazione. Ulteriori analisi sono in corso presso i laboratori.
63
Bibliografia
[1] Mattia Zavagnin “ Modellazione solida e sviluppo dell'apparato di misura di
conducibilità termica per il progetto SPES”, Tesi di Laurea Triennale. Università degli Studi
di Padova a.a 2008/2009.
[2] Eleonora Bindi “ Utilizzo di software LabVIEW per la realizzazione del sistema di
controllo dei forni di produzione del progetto SPES”, Tesi Triennale . Università degli Studi
di Padova a.a. 2008/2009.
[3] P.Mazzoldi-M.Nigro-C.Voci “FISICA- Meccanica Termodinamica-Vol1” EdiSES
Società Editrice Scientifica s.r.l. Copyright 1991.
[4] M.Guglielmi ”Dispense del corso di Materiali con Elementi di Chimica, Edizioni Libreria
Progetto, Padova.
[5] Jacobo Montano “Final report” Anno 2007/2008.
[6] Michele Ditadi “ Misure di conducibilità termica di SiC e Grafite ad alta temperatura”
tesi a.a. 2007/2008.
[7] Manuale d’installazione “ Modline 5 Infrared Thermometer Installation and Operation
Manual” 2005.
[8] Online http:/ Wikipedia.org.
64