Sistemi di Produzione II
Prove non distruttive
I materiali
I materiali
Introduzione al corso
Tecnologia di produzione
I materiali
La misura della durezza
Le prove meccaniche distruttive
Prove non distruttive
La meccanica dei materiali
2
© 2006 Politecnico di Torino
1
Sistemi di Produzione II
Prove non distruttive
Obiettivi della lezione
Comprendere le possibilità e i limiti delle prove
non distruttive e il loro campo di applicazione
Capire i principi fisici che vengono utilizzati nelle
principali prove non distruttive
Essere in grado di associare ad ogni processo
tecnologico la prova più opportuna
3
Bibliografia per la lezione
“Manufacturing processes for engineering
materials”
S. Kalpakjian
Addison-Wesley Publishing Company, 1991
capitolo 4 paragrafo 8
4
© 2006 Politecnico di Torino
2
Sistemi di Produzione II
Prove non distruttive
Prove non distruttive
Prove non distruttive
PND: caratteristiche comuni
Liquidi penetranti (PT)
Magnetoscopia (MT)
Ultrasuoni (UT)
Radiografia (RT)
6
© 2006 Politecnico di Torino
3
Sistemi di Produzione II
Prove non distruttive
Le Prove Non Distruttive (PND)
Consentono di valutare difettosità o struttura dei
materiali senza alterare lo stato fisico del pezzo
7
Le Prove Non Distruttive (PND)
Consentono di valutare difettosità o struttura dei
materiali senza alterare lo stato fisico del pezzo
Sono procedimenti indiretti: valutano le criticità
attraverso la loro influenza sulle proprietà fisiche
del materiale in esame
8
© 2006 Politecnico di Torino
4
Sistemi di Produzione II
Prove non distruttive
Le Prove Non Distruttive (PND)
Consentono di valutare difettosità o struttura dei
materiali senza alterare lo stato fisico del pezzo
Sono procedimenti indiretti: valutano le criticità
attraverso la loro influenza sulle proprietà fisiche
del materiale in esame
Risultano utili per la verifica al 100% della
produzione o per il monitoraggio dello stato del
componente durante tutta la sua vita operativa
9
Precauzioni di impiego
I benefici economici delle prove superano i costi
ma il loro uso indiscriminato porta ad un
aumento improduttivo dei costi
10
© 2006 Politecnico di Torino
5
Sistemi di Produzione II
Prove non distruttive
Precauzioni di impiego
I benefici economici delle prove superano i costi
ma il loro uso indiscriminato porta ad un
aumento improduttivo dei costi
Metodi che distinguono discontinuità molto
piccole non sono sempre necessari (es. prodotti
in ghisa)
11
Precauzioni di impiego
I benefici economici delle prove superano i costi
ma il loro uso indiscriminato porta ad un
aumento improduttivo dei costi
Metodi che distinguono discontinuità molto
piccole non sono sempre necessari (es. prodotti
in ghisa)
La scelta del momento in cui applicare le prove
ha significativi risvolti economici
12
© 2006 Politecnico di Torino
6
Sistemi di Produzione II
Prove non distruttive
Scelta della prova
Per operare una scelta corretta delle tecniche da
applicare è necessario considerare:
proprietà fisiche (ferromagnetismo,conducibilità)
stato del materiale (fusione, laminato, saldato)
grado di finitura superficiale
tipo, posizione ed entità dei difetti
13
L’affidabilità delle PND
L’affidabilità di una tecnica non distruttiva è la
probabilità che la prova riveli difetti di dimensioni
e forma specificate
14
© 2006 Politecnico di Torino
7
Sistemi di Produzione II
Prove non distruttive
L’affidabilità delle PND
L’affidabilità di una tecnica non distruttiva è la
probabilità che la prova riveli difetti di dimensioni
e forma specificate
Lo scopo delle prove è di garantire con un certo
livello di confidenza l’assenza del difetto dal
pezzo
15
L’affidabilità delle PND
L’affidabilità di una tecnica non distruttiva è la
probabilità che la prova riveli difetti di dimensioni
e forma specificate
Lo scopo delle prove è di garantire con un certo
livello di confidenza l’assenza del difetto dal
pezzo
Ogni tecnica non distruttiva deve permettere
l’identificazione dei difetti pericolosi trascurando
quelli accettabili
16
© 2006 Politecnico di Torino
8
Sistemi di Produzione II
Prove non distruttive
Applicazione delle PND
Collaudi di accettazione
controlli di qualità sui semilavorati presso i
fornitori o all’arrivo in magazzino (liquidi
penetranti e ultrasuoni)
17
Applicazione delle PND
Collaudi di accettazione
Controlli in processo
sostituiscono i collaudi finali
sono controlli automatici
18
© 2006 Politecnico di Torino
9
Sistemi di Produzione II
Prove non distruttive
Applicazione delle PND
Collaudi di accettazione
Controlli in processo
Controlli in servizio
controlli effettuati durante la vita della macchina,
in funzionamento o in manutenzione (industria
nucleare)
19
Prove non distruttive
© 2006 Politecnico di Torino
10
Sistemi di Produzione II
Prove non distruttive
Prove non distruttive
PND: caratteristiche comuni
Liquidi penetranti (PT)
Magnetoscopia (MT)
Ultrasuoni (UT)
Radiografie (RT)
21
Prova a liquidi penetranti
Analisi dello stato della superficie del materiale
22
© 2006 Politecnico di Torino
11
Sistemi di Produzione II
Prove non distruttive
Prova a liquidi penetranti
Analisi dello stato della superficie del materiale
I difetti vengono messi in risalto con liquidi
speciali a bassa viscosità e tensione superficiale
che penetrano per capillarità nelle discontinuità
23
Prova a liquidi penetranti
Analisi dello stato della superficie del materiale
I difetti vengono messi in risalto con liquidi
speciali a bassa viscosità e tensione superficiale
che penetrano per capillarità nelle discontinuità
Si rimuove il liquido dalla superficie
24
© 2006 Politecnico di Torino
12
Sistemi di Produzione II
Prove non distruttive
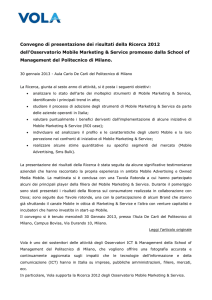
Prova a liquidi penetranti
Analisi dello stato della superficie del materiale
I difetti vengono messi in risalto con liquidi
speciali a bassa viscosità e tensione superficiale
che penetrano per capillarità nelle discontinuità
Si rimuove il liquido dalla superficie
Il liquido penetrato nelle fessure rimane
intrappolato e viene evidenziato da un agente
assorbente
25
Esame con liquidi penetranti
26
© 2006 Politecnico di Torino
13
Sistemi di Produzione II
Prove non distruttive
Liquidi a contrasto di colore
A contrasto di colore
osservazione mediante luce visibile
si rilevano cricche larghe fino a 0,1 mm
27
Liquidi fluorescenti
A contrasto di colore
A liquidi fluorescenti
osservazione con radiazione ultravioletta (lampada
di Wood)
sono rilevabili cricche larghe fino a 0,01 mm
migliori risultati su superfici rettificate
28
© 2006 Politecnico di Torino
14
Sistemi di Produzione II
Prove non distruttive
Limiti della prova
Non rivela difetti sotto pelle o chiusi in superficie
Non applicabile su superfici rugose o porose
L’interpretazione dei risultati va fatta
esclusivamente da personale autorizzato
L’esame è limitato a zone facilmente accessibili
29
Prove non distruttive
© 2006 Politecnico di Torino
15
Sistemi di Produzione II
Prove non distruttive
Prove non distruttive
PND: caratteristiche comuni
Liquidi penetranti (PT)
Magnetoscopia (MT)
Ultrasuoni (UT)
Radiografie (RT)
31
La magnetoscopia
Rilevazione di difetti superficiali o appena sotto la
superficie
Tecnica di controllo molto sensibile fino a una
profondità di 4 ÷ 5 mm
Applicazione solo a materiali ferromagnetici
32
© 2006 Politecnico di Torino
16
Sistemi di Produzione II
Prove non distruttive
Fisica del processo
Il riconoscimento dei difetti avviene perché le
particelle si dispongono lungo le linee di flusso
del campo magnetico
33
Fisica del processo
Il riconoscimento dei difetti avviene perché le
particelle si dispongono lungo le linee di flusso
del campo magnetico
Viene generato un flusso magnetico che si chiude
all’interno del pezzo
34
© 2006 Politecnico di Torino
17
Sistemi di Produzione II
Prove non distruttive
Fisica del processo
Il riconoscimento dei difetti avviene perché le
particelle si dispongono lungo le linee di flusso
del campo magnetico
Viene generato un flusso magnetico che si chiude
all’interno del pezzo
Alcune particelle magnetiche sulla superficie del
pezzo vengono attratte dal flusso; dalla loro
distribuzione si deduce la presenza di difetti
35
Direzione dei flussi magnetici e cricche
36
© 2006 Politecnico di Torino
18
Sistemi di Produzione II
Prove non distruttive
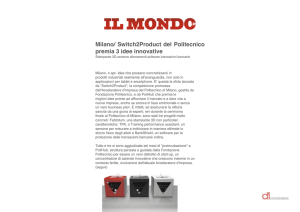
Direzione dei flussi magnetici e cricche
Cricca superficiale
rilevabile anche con
liquidi penetranti
37
Direzione dei flussi magnetici e cricche
Difettosità sotto
pelle
38
© 2006 Politecnico di Torino
19
Sistemi di Produzione II
Prove non distruttive
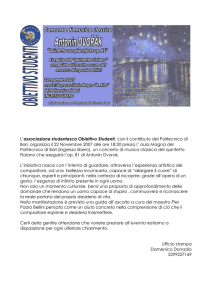
Direzione dei flussi magnetici e cricche
Discontinuità interna
non rilevabile con
magnetoscopia
39
Prova ad induzione magnetica circolare
I
40
© 2006 Politecnico di Torino
20
Sistemi di Produzione II
Prove non distruttive
Induzione per avvolgimento magnetico
41
Prove non distruttive
© 2006 Politecnico di Torino
21
Sistemi di Produzione II
Prove non distruttive
Prove non distruttive
PND: caratteristiche comuni
Liquidi penetranti (PT)
Magnetoscopia (MT)
Ultrasuoni (UT)
Radiografie (RT)
43
Esame non distruttivo ad ultrasuoni
Il fascio ultrasonoro viene generato da trasduttori
che trasmettono all'interno del pezzo impulsi
riflessi dal materiale e rielaborati da un
oscilloscopio
Impiego di onde elastiche dette ultrasonore
perché a frequenze comprese tra 250 kHz e 25
MHz
44
© 2006 Politecnico di Torino
22
Sistemi di Produzione II
Prove non distruttive
Onde elastiche
Onde longitudinali (o di compressione)
si eccita un solido elastico con sollecitazione
alternata piana: fasi alterne di compressione e
dilatazione
45
Onde elastiche
Onde longitudinali (o di compressione)
Onde trasversali (o di taglio)
vibrazione del solido in direzione perpendicolare al
moto perché soggetto a forze di taglio
46
© 2006 Politecnico di Torino
23
Sistemi di Produzione II
Prove non distruttive
Onde elastiche
Onde longitudinali (o di compressione)
Onde trasversali (o di taglio)
Onde superficiali
propagazione dell’onda lungo uno strato
superficiale
47
Onde elastiche
Onde longitudinali (o di compressione)
Onde trasversali (o di taglio)
Onde superficiali
Onde flessurali
si verificano in lamiere con spessore pari alla
lunghezza d’onda
48
© 2006 Politecnico di Torino
24
Sistemi di Produzione II
Prove non distruttive
Onde longitudinali
λ
Velocità (v) di
propagazione
Compressione
Dilatazione
49
Onde longitudinali
Pressione (p)
Tempo
(t)
T
50
© 2006 Politecnico di Torino
25
Sistemi di Produzione II
Prove non distruttive
Onde longitudinali
Frequenza
f =
Lunghezza d’onda
λ = x (t + T ) − x (t )
v =
Velocità
Impedenza acustica
1
T
λ
= λ ⋅f
T
Z = ρ ⋅v
51
Proprietà acustiche dei materiali
ρ
[t/m3]
v
[m/s]
Z
[s t/m2]
Acciaio
7,8
5,85
45000
Alluminio
2,7
6,30
17000
Rame
8,9
4,68
42000
Vetro
2,5
5,70
14000
Acqua
1,0
1,48
1480
Materiale
52
© 2006 Politecnico di Torino
26
Sistemi di Produzione II
Prove non distruttive
Grafico delle onde dell’oscilloscopio
Ampiezza
d’onda
Periodo
Tempo
53
Grafico delle onde dell’oscilloscopio
Ampiezza
d’onda
Onda trasmessa
Tempo
54
© 2006 Politecnico di Torino
27
Sistemi di Produzione II
Prove non distruttive
Grafico delle onde dell’oscilloscopio
Ampiezza
d’onda
Onda di ritorno
Tempo
55
Grafico delle onde dell’oscilloscopio
Ampiezza
d’onda
Onda riflessa
dalle
discontinuità
Tempo
56
© 2006 Politecnico di Torino
28
Sistemi di Produzione II
Prove non distruttive
Prove non distruttive
Prove non distruttive
PND: caratteristiche comuni
Liquidi penetranti (PT)
Magnetoscopia (MT)
Ultrasuoni (UT)
Radiografia (RT)
58
© 2006 Politecnico di Torino
29
Sistemi di Produzione II
Prove non distruttive
Tecnica radiografica
Rilevamento su pellicola della variazione di
attenuazione che un fascio a raggi X subisce in
funzione degli spessori attraversati
Le discontinuità emergono come zone annerite
59
Tecnica radiografica
Per spessori maggiori (fino a 150 mm) si usano
radiazioni γ con esposizione panoramica
Per spessori oltre i 10 cm si usano acceleratori
lineari
Si possono rilevare difetti dell’ordine di 1 ÷ 2 %
dello spessore del pezzo, per sensibilità maggiori
si usa il metodo ad ultrasuoni
60
© 2006 Politecnico di Torino
30
Sistemi di Produzione II
Prove non distruttive
La radiografia
61
Applicazione delle radiografie
Controllo di saldature
Getti in ghisa, in acciaio, in alluminio
Materiali compositi
Materie plastiche
62
© 2006 Politecnico di Torino
31
Sistemi di Produzione II
Prove non distruttive
Vantaggi delle radiografie
Costo contenuto
Contenitore piccolo e facilmente trasportabile
Sorgente molto piccola che può passare in
aperture strette
Nessuna alimentazione elettrica
63
Svantaggi delle radiografie
È possibile non rilevare difetti bidimensionali
(cricche) se il loro orientamento rispetto all'asse
del cono radiante è inclinato
64
© 2006 Politecnico di Torino
32
Sistemi di Produzione II
Prove non distruttive
Svantaggi delle radiografie
È possibile non rilevare difetti bidimensionali
(cricche) se il loro orientamento rispetto all'asse
del cono radiante è inclinato
Nelle radiografie si ha poco contrasto quindi non
è immediato riconoscere i difetti
65
Svantaggi delle radiografie
È possibile non rilevare difetti bidimensionali
(cricche) se il loro orientamento rispetto all'asse
del cono radiante è inclinato
Nelle radiografie si ha poco contrasto quindi non
è immediato riconoscere i difetti
Si possono analizzare pezzi di spessore massimo
180 mm
66
© 2006 Politecnico di Torino
33
Sistemi di Produzione II
Prove non distruttive
Svantaggi delle radiografie
È possibile non rilevare difetti bidimensionali
(cricche) se il loro orientamento rispetto all'asse
del cono radiante è inclinato
Nelle radiografie si ha poco contrasto quindi non
è immediato riconoscere i difetti
Si possono analizzare pezzi di spessore massimo
180 mm
Elevati costi di sostituzione della sorgente
radioattiva
67
Sommario della lezione
Le prove non distruttive sono prove che non
alterano i pezzi
Le prove forniscono indicazioni indirette sulla
salute del pezzo ma occorre esperienza per
distinguere i difetti dagli artefatti
Le principali prove sono: liquidi penetranti,
magnetoscopia, ultrasuoni, radiografia
Domande di riepilogo
68
© 2006 Politecnico di Torino
34