La saldatura laser
Tecnologie di saldatura per fusione
• saldatura ad arco (MIG, TIG, SAW, Plasma ecc.)
• saldatura a gas (ossiacetilenica, ossidrica ecc.)
• saldatura ad elettroscoria
• saldatura alluminotermica
+ saldatura a fascio elettronico
+ saldatura laser
Tecnologie ad alta densità d’energia
Densità di energia
Procedimenti ad arco
102 - 104 W/cm2
Arco plasma
103 - 106 W/cm2
Fascio elettronico
105 - 108 W/cm2
Laser
105 - 107 W/cm2
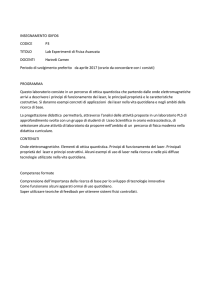
Funzionamento del laser
specchio 1
specchio 2
• direzionalità
• monocromaticità
• coerenza
• brillanza
Materiale
attivo
semi-riflettente
riflettente
Sorgente di
pompaggio
• espansione di un gas
• reazione chimica
• ottico
• elettrico
Tipi di laser
• Laser a liquidi (a coloranti)
• Laser chimici
• Laser a elettroni liberi (FEL)
+ Laser a semiconduttore (a diodo)
+ Laser a stato solido
a rubino
+ a neodimio
+ Laser a gas
He-Ne
Ar+
ad eccimeri
+ CO2
laser a CO2
Materiale attivo: CO2 (CO2 , N2 , He)
Pompaggio: elettrico (DC, RF, HF)
Lunghezza d’onda della radiazione: 10,6 µm
Funzionamento: pulsato e in continuo
Range di potenza: fino a 25 kW
Sistema a 5 assi
Sistemi di focheggiamento:a trasmissione (KCl, ZnSe)
a riflessione (Cu, Mo, Au)
Saldatura autogena in passata singola di alti spessori
laser a Nd:YAG
Materiale attivo: cristalli di granato di Ittrio - Alluminio attivato
con Neodimio (Nd3+)
Pompaggio: ottico (lampade flash allo Xe, Kr, laser a diodi)
Lunghezza d’onda della radiazione: 1,06 µm
Funzionamento: pulsato e in continuo
Range di potenza: fino a 6 kW in continua
Sistemi di focheggiamento:
a trasmissione
Robotizzazione via fibra ottica
Robot a 6 assi
laser a diodi
Materiale attivo: semiconduttore
Pompaggio: elettrico
Lunghezza d’onda della radiazione: 808 nm - 940 nm
Funzionamento: pulsato e in continuo
Range di potenza: fino a 4 kW in continua
Sistema di focheggiamento: a trasmissione
Accoppiamento con robot (10 kg)
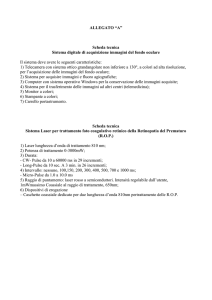
Parametri caratterizzanti il sistema di focalizzazione
specchio
lente
Diametro del fuoco (teorico)
Diametro del fuoco (reale)
Lungh.
focale
f
Profondità di campo
Piano di lavoro
Fattore di qualità
M2(CO2) « M2(Nd:YAG)
Distribuzione dell’energia nel fascio laser
(TEM)
Parametri caratterizzanti il sistema di focalizzazione
trasmissione del fascio con fibra ottica
lente di focalizzazione
fibra
lente di ricollimazione
fibra
lente di focalizzazione
sistema di collimazione
e focalizzazione
punto focale
φ d = (f/fc) * φ c
BP = θ D/2
M2 ≅ 3BP
cavo fibra
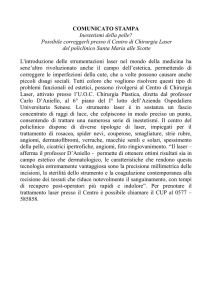
Principio della saldatura laser
• Riscaldo di una zona localizzata
• Creazione di un bagno fuso
1. Plasma
1
• Riscaldamento del fuso al di sopra
della temperatura di evaporazione
2. Materiale fuso
3. Keyhole
• Creazione del keyhole
2
4. Profondità della saldatura
3
4
Alluminio
Laser CO 2
1,2 106 W/cm2
Laser Nd:YAG
7,5 105 W/cm2
Saldatura per conduzione
_____>
saldatura con Keyhole
Coeff. Assorbimento vs. lunghezza d’onda
Processo di saldatura laser
Fascio laser
•potenza
•velocità relativa fascio/pezzo
•distribuzione dell’energia nel fascio (K)
Sistema di focalizzazione
•trasmissione/riflessione
•lunghezza focale
•posizione fuoco
Materiale d’apporto
Gas di protezione
•tipo/portata
•geometria
Materiale
•tipo
•preparazione
•geometria
Caratteristiche della saldatura laser
+ Alta velocità di saldatura ( > 1 m/min)
+ Aumento delle possibilità di automazione
+ Bassi apporti termici
• Zona fusa e Zona termicamente alterata estremamente ridotta
• Bassi valori di deformazioni totali
• Sistemi d’afferraggio meno severi
+ Saldabilità di giunti eterogenei
+ Saldature in posizioni di difficile accessibilità
+ Buona riproducibilità ( 2% per P≤ 5 kW)
Difetti nella saldatura laser
composizione chimica
Cricche
cicli termici
Acciaio C-Mn
contaminazione della superficie
Porosità
gas di protezione intrappolato
AA5083 3mm
Difetti geometrici
del cordone
insuff. accoppiamento lembi
Acciaio C-Mn 8mm
Esempi di applicazioni
Acciaio HSLA - 2mm / 1 mm
Acciaio 430 - 1,2 mm / 2 mm
Esempi di applicazioni
Acciaio
saldatura a trasparenza
Inox 630 - 0,5 mm / 0,5 mm
Inox STR12 - 2 mm / 1,2 mm
Esempi di applicazioni
Leghe d’alluminio
Laser DC 025
AA 6082 T6
spessore 3 mm
v= 3 m/min
Laser DC 025
AA 6082 T6
spessore 5 mm
v= 1,2 m/min
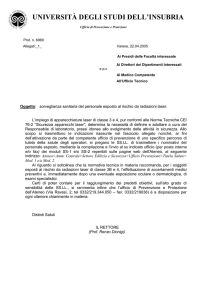
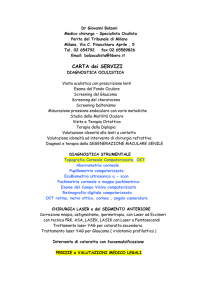
Esempi di applicazioni
THERMAL CYCLES
Thermocouple 1
Thermocouple 2
Thermocouple 3
THERMOCOUPLE DISTANCES:
THERMOCOUPLE 1 : 0,8 mm
THERMOCOUPLE 2 : 0,9 mm
THERMOCOUPLE 3 : 1,0 mm
1800
1700
1600
Thickness 8 mm
1500
∆ T 800-500 = 2.1 s
Temperature (°C)
1400
1300
∆ T 800-500 = 2.2 s
1200
∆ T 800-500 = 2.6 s
1100
1000
900
800
700
600
500
400
300
200
100
0
0
170
340
510
680
850 1020 1190 1360 1530 1700 1870 2040 2210 2380 2550 2720 2890 3060 3230 3400 3570 3740 3910 4080 4250 4420
Time (1/100 s)
Laser HF 860
Acciaio TMCP grado 355
spessore 8 mm
v = 0,8 m/min
Esempi di applicazioni
Titanio
Laser HF 860
Ti c. p.
spessore 2,7 mm
v= 6,6 m/min
Laser HF 860
Ti c. p.
spessore 0,7 mm
diametro 19 mm
v= 9 m/min
Esempi di applicazioni
Acciaio giunti a T
Il taglio laser
Tecnologie di taglio termico
• taglio ossiacetilenico
• taglio al plasma
+ taglio laser
Tipologie di taglio laser
+ per sublimazione
materiali ceramici, materie plastiche, legno ecc.
+ per fusione
N2 Ar
titanio, alluminio, acciaio inox, vetro ecc.
+ per combustione
O2
acciaio
Caratteristiche del taglio laser
+ Zona rimossa (kerf) estremamente piccola (0,1µ
µ m÷0,5µ
µ m)
+ Zona termicamente alterata estremamente ridotta
+ Assenza di ossidi
+ Riproducibilità
+Versatilità d’impiego
Materiale
Gas
Note
Spessori
C-Mn
O2
s < 20 mm
Inox
N2 alta press.
bave
s < 12 mm
Leghe d’alluminio
N2 alta press.
bave
s < 8mm
Titanio
Ar
bave
Leghe di nichel
aria
Leghe di rame
inerte
Materiali vetrosi
N2
Materiali ceramici
N2
Acciaio
s < 1 mm
Principio del taglio laser
4
1. Gas di processo
2. Ugello di taglio
3. Offset ugello
1
4. Velocità di taglio
5. Materiale fuso
2
6. Scoria
3
7. Rugosità (striature)
8. ZTA
9. Larghezza kerf
9
8
7
6
5
Processo di taglio laser
Parametri che controllano la qualità del taglio
(1)
(2)
(3)
(4)
lente
ugello
camera a pressione
materiale
Fascio laser
spot
TEM
pulsato o CW
polarizzazione (lineare)
lunghezza d’onda
Movimentazione
velocità
posizione del fuoco (autofocus)
Gas
pressione
posizione, forma ugello
composizione
Materiale
proprietà ottiche
proprietà termiche
Controllo qualità bordi
Conicità
Rugosità
spessore <2
spessore >2
S/2
2S/3
Parametri misurati Ra Rz Ry
t = (Wt - Wb) / 2a
DIN 2310
Controllo qualità bordi
spaziatura
profondità
Piano x,y
piegatura
larghezza
profondità
Piano y,z
DIN 2310
Esempi di applicazioni
Acciaio inox ferritico 2 mm
Laser DC 025
v=4,5 m/min
gas = N2
P = 15 bar
Acciaio FEE 355 2 mm
Laser DC 025
v=6 m/min
gas = O2
P = 4 bar
Esempi di applicazioni
AA 5083 12mm
Acciaio FE510 norm. 7mm
Laser CO 2
V = 2150 mm/min
Gas = O2
Ra = 4
Laser CO 2
V = 600 mm/min
Gas = N2
Ra = 2,5 - 6,2
Esempi di applicazioni
AA5083 7mm
Laser CO2
V = 1350 mm/min
Gas = N2
Ra = 2 - 8,7