CORSO DI AUTOMAZIONE
INDUSTRIALE E ROBOTICA
COMAU – Grugliasco (TO)
9 Giugno 2009
Bus di campo per motion control
Prof. Francesco Benzi
Dipartimento di Ingegneria Elettrica
Università di Pavia
Via Ferrata, 1 - 27100 Pavia
e-mail: [email protected]
CIM Computer Integrated Manufacturing
La fabbrica integrata attraverso l’uso del
calcolatore.
– orizzontale
– verticale
Bus di comunicazione
• La fabbrica
• L’integrazione
}
• Il calcolatore
DIREZIONE
PIANIFICAZIONE
DEFINIZIONE CELLE
DI LAVORO
COMANDO DEL PROCESSO
(PLC, CNC, PC ...)
LIVELLO DI CAMPO (AZIONAMENTI,
SENSORI, DISPOSITIVI, ...)
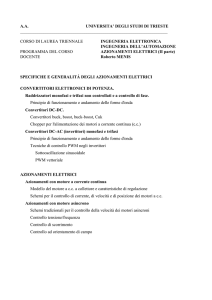
Automated factory
PRODUCTION DIVISION
Vertical
Integration
Pyramid CIM
Performan Data
ce
amount
Management systems.
ERP (Enterprise
Resource Planning).
MES (Manufactoring
Execution Systems).
Level 4 .
SCADA (Supervisory
Control And Data
Acquisition).
HMI (Human Machine
Interface)
Level 3 (Area) .
PLC (Programmable
Logic Controller).
IPC (Industrial Personal
Computer)
DCS (Distributed Control
Syst em).
Level 2 (Cell) .
Motors, actuators,
sensors, devices requiring
real time communication,
HMI, I/O remote, Servo PLC, Intelligent Drives.
Level 1 (Field) .
ERP
MES
SCADA
PLC-IPC-DCS
FIELD DEVICES
OPC, DDE
Horizontal Integration
Fieldbus,
communication at cell
level, sensor/actuator
level.
OLE (Object Linking
and Embedding)
OPC (OLE for Process
Control)
DDE (Dynamic Data
Exchange)
Architetture di sistema:
interfaccia seriale punto a punto
UNITA' DI SUPERVISIONE
PLC/CNC/PC
Porta
seriale 1
Porta
seriale 2
Linea seriale
AZIONAMENTI
Porta
seriale
CPU
Azionamento
1
Porta
seriale
CPU
Azionamento
2
Bus di
sistema(parallelo)
Architetture di sistema:
interfaccia parallela punto a punto
UNITA' DI SUPERVISIONE
PLC/CNC/PC
Bus di
sistema
AZIONAMENTI
Scheda 1
Azionamento 1
CPU
Collegamento
parallelo
Scheda 2
Linea analogica
o seriale
Azionamento 2
CPU
.....
. . . . .
Architetture di sistema:
interfaccia seriale multipunto (Bus – Rete locale)
PLC/CNC/PC
UNITA' DI SUPERVISIONE
AZIONAMENTI
Linea bus
CPU
Azionamento
1
Nodi
CPU
Azionamento
2
CPU
Azionamento
3
Topologia della rete
Bus di comunicazione
• Protocollo di
comunicazione
• Modello ISO/OSI
• Reti locali LAN
TABELLA I - I livelli ISO/OSI.
7
6
5
4
3
2
1
Applicazione
Presentazione
Sessione
Trasporto
Instradamento
(Network)
Collegamento del
dato alla rete (Link)
Mezzo fisico
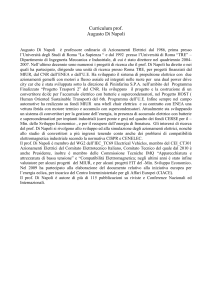
Comunicazione attraverso i livelli ISO-OSI
Modello OSI e Modello EPA
Il modello OSI è di tipo generale, utilizzabile per
l’interconnessione di qualunque sistema informatico
Le operazioni richieste sono numerose e complesse e
possono rallentare la trasmissione
OSI
EPA
Per dispositivi specifici (es. a
livello di campo azionamenti,
sensori, ecc) il tipo di dato e
la sua trasmissione sono
standard.
Si usa un modello ridotto
EPA (Enhanced
Performance Architecture)
LIVELLO
APPLICAZIONE
SPECIFICAZIONE DEI
MESSAGGI FIELDBUS
7
LIVELLO
PRESENTAZIONE
6
LIVELLO
SESSIONE
5
SOTTOLIVELLO DI
ACCESSO AL FIELDBUS
LIVELLO DI TRASPORTO 4
LIVELLO RETE DI
COMUNICAZIONE
3
LIVELLO
COLLEG. DATI
2
LIVELLO COLLEGAMENTO
DATI
LIVELLO
FISICO
1
LIVELLO
FISICO
Frame overhead
Encapsulation & PDU
Dati utili
User Data 4 byte
USER
Tipo di Tipo
servizio messaggio
User Data 4 byte
APPLICATION
Indirizzo
destinatario
DATA LINK
Controllo
integrità
User Data 4 byte
Preambolo
Start
PHISICAL
End
User Data 4 byte
Bus di campo - Fieldbus
• I mezzi fisici
Fibre ottiche
Doppino in rame
Cavo coassiale
•Onde convogliate
•Radiofrequenza
Modalità di accesso alla rete e
distribuzione delle informazioni.
•Master/Slave.
•Client/Server (Cliente/Fornitore).
•Producer/Distributor/Consumer
(Produttore/Distributore/Consumatore).
•CSMA/CD (Carrier Sense Multiple Access with
Collision Detection)..
•Token Bus (Bus a Gettone).
•Token Ring (Gettone circolante).
I tentativi di standardizzazione
Internazionale
IEC61158
Standard IEC 61158-3
ControlNet
PROFIBUS
P-NET
Fieldbus Foundation(High Speed Ethernet)
SwiftNet
WorldFip
Interbus
Europeo
EN 50170
PROFIBUS
WorldFip
P-NET
Fieldbus Foundation
ControlNet
SCHEMA PROFIBUS
SCHEMA WORLDFIP
SCHEMA CAN
Ethernet
• È un protocollo di comunicazione dedicato allo
scambio di dati tra computer in una rete locale (LAN).
• Supporti fisici: cavo coassiale, doppino di rame, fibre
ottiche. Velocità:10 Mbps su doppino.
• Versioni più veloci, 100 Mbps, di grande interesse
anche a livello industriale. Fast Ethernet . Dal 2002
Giga Ethernet 10 Gbps
• Specifica solo i livelli inferiori dello schema ISO/OSI.
• Su di esso si affacciano tutti i dispositivi e le
tecnologie legate a Internet attraverso i protocolli
TCP/IP.
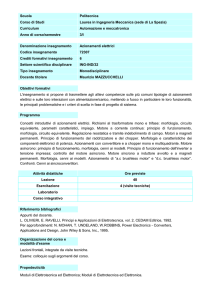
Interfacce in un singolo azionamento
UNITA' DI COMANDO
AZIONAMENTO
Riferimento Riferimento Riferimento
di posizione di velocita' di coppia
Segnali
di potenza
3~
CAD/CAM
Interpo-
Regolatore
di posiz.
Regolatore
di velocita'
Regolatore
di coppia
Sezione
di potenza
M
latore
Sensori
Interfaccia
Operatore I1
I2
I3
I4
I5
Logical
Controller
Control device
Application
control
program
Generic PDS Interface
Torque
Position
control
Velocity
control
Velocity
control
Torque
control
Torque
control
Motor
Motor
Torque
Position
control
Velocity
Drive device
Velocity
Position
Generic PDS Interface
Position
control
Velocity
control
Application
control
program
Drive device
Generic PDS Interface
Logical
Controller
Application
control
program
Control device
Logical
Controller
IEC 61800-7 – Architetture per azionamento singolo
Torque
control
Motor
Sistemi di azionamenti – Industria continua
•Linee di produzione continua e di grande dimensione:
laminatoi, cartiere, tessile. Numerosi motori e azionamenti
concorrono a determinare un flusso regolare e continuo del
prodotto.
•Motori di taglie
diverse a seconda
dell’applicazione e
del materiale trattato
(es. nastri
trasportatori,
avvolgitori e
svolgitori, rulli di
compressione,
mescolatori)
Sistemi di azionamenti – Industria continua
•Il sistema di controllo garantisce il sincronismo degli attuatori
con la velocità di riferimento della linea. Azionamenti
comandati in velocità e/o coppia. La precisione nella
regolazione è legata alla qualità del prodotto richiesto.
•Il livello di
sincronismo e
coordinamento,
non è critico
rispetto alle
potenzialità di
calcolo dei sistemi
di gestione
Sistemi di azionamenti – Industria discreta
Produzione regolare e continua di oggetti che richiedono un
elevato livello di manipolazione (impacchettatrici, confezionatrici,
industria alimentare).
Impianti di potenza mediopiccola, con un numero non
elevato di attuatori.
Sistemi di azionamenti – Industria discreta
Elevata flessibilità e coordinamento
degli attuatori, sincronismo di velocità e
di fase: sistemi a ingranaggio o alberi e
camme elettriche.
Velocità e qualità di produzione,
flessibilità di lavorazione. Livello di
coordinamento elevato con
notevoli potenzialità di
elaborazione.
http://www.fanuc.co.jp/
Sistemi di azionamenti – Macchine utensili
Azionamenti multimotore per
assi: elevata accelerazione,
coordinamento
Azionamenti per mandrino:
funzionamento a velocità
elevate, potenza costante
http://www.fidia.it/italiano/mu_it_02kr.htm
Interazione con livello superiore CAD
Sensori di elevata precisione
Sistema con elevate capacità di coordinamento e
trasmissione rapida delle informazioni per la regolazione
degli azionamenti (bus parallelo)
Azionamenti multimotore per
numero elevato di assi
Calcolo in tempo reale di
traiettorie per manipolatori
www.aet-automazione.it
Sistemi di regolazione
efficienti, capaci di
sopperire a variazioni del
carico e delle inerzie
Architetture per sistemi di azionamenti
Basati su controllori (PLC)
Architetture per sistemi di azionamenti
Basati su PC
Architetture per sistemi di azionamenti
Basati su drive
Unità di governo e supervisione
• Intelligenza distribuita
– DCS Intelligenza distribuita nel processo
– SCADA Sistemi di gestione dei dati
• Unità di comando e supervisione
– Controllori di moto
– CN - CNC
– PLC
– PC Industriali
Controllori di moto (Schede multiasse)
•
Componenti
•
•
•
•
alimentatore (diversi livelli di tensione)
CPU + EPROM, RAM ed EEPROM
interfaccia digitale/analogica con il
processo
gestione segnali di da encoder o
resolver (anelli di spazio e velocità)
Applicazioni
semplici sincronismi di velocità,
coordinamento rigido della posizione di due o più alberi
meccanici (albero elettrico),
coordinamento modulato degli stessi (camma elettrica),
gestione di traiettorie per pochi assi.
Controllo Numerico Computerizzato (CNC)
Controllore CNC
Host
Computer
Macchina utensile
Memoria
CPU
Unità
Comunicaz.
Unità
Programm.
Comando
Mandrino
Azionamento
Mandrino
I/O Digitale
…..
Unità
PLC
Unità
Grafica
Comando
Assi
Azionamento
Assi
BUS
• specifiche di lavorazione: analisi e
generazione delle traiettorie (part program)
• comando e coordinamento degli attuatori in
base al part program
PC Industriali
• Il Personal Computer,
nato per funzioni general
purpose è impiegato per
applicazioni specifiche,
mantenendo le interfacce
tipiche dei PC
• Schede I/O ed interfacce meccanicamente robuste
• Sistemi operativi
– multitasking una singola CPU esegue più programmi
in parallelo (funzioni di interfaccia e funzioni di
comando)
– preemptive esecuzione in finestre temporali
prefissate sincronizzate che garantiscono
l’esecuzione regolare dei passi di programma
Cos’ha il PC + del PLC?
- Maggiore semplicità di adattamento con
prestazioni generalmente superiori delle CPU, con
strutture mono o multiprocessore che soddisfano
pressoché ogni esigenza di elaborazione e calcolo
- Struttura aperta e non proprietaria della
macchina che consente il ricorso a fornitori
alternativi e non limita in alcun modo l'espansione
o l'aggiornamento delle macchine e delle strutture
- Connettività su bus di campo diversi e
intercambiabili per utilizzare tutti gli standard
specifici più diffusi, senza ricorso a bus proprietari